

New Approach to the Combined Removal of NOx and SO2 for Circulating Fluidized Beds

Abstract
1. Introduction
2. Experimental Section
2.1. Fuel Characteristics
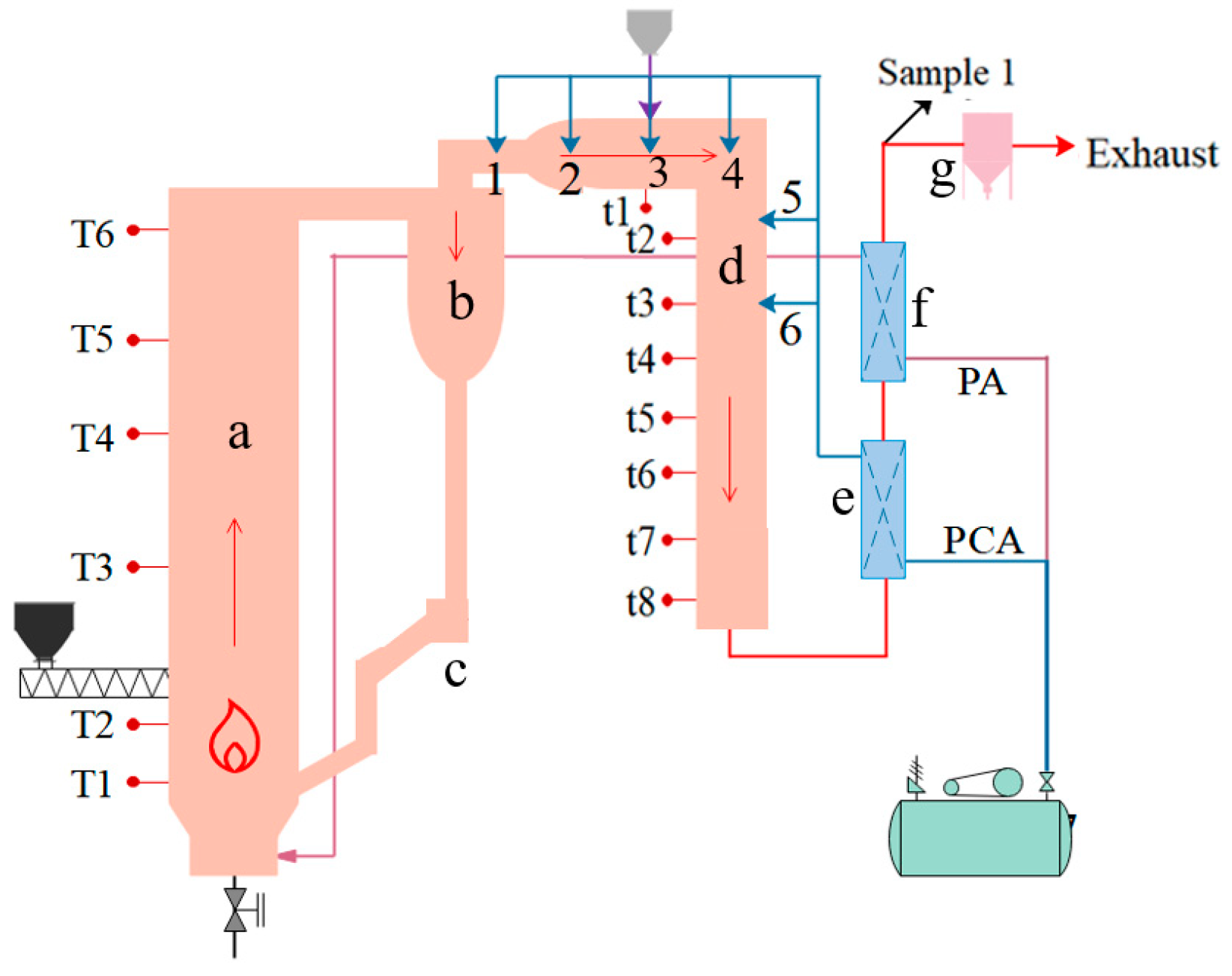
2.2. Test Platform
2.3. Measurements
2.4. Experimental Conditions
3. Results and Discussion
3.1. Effects of the Amount of Sorbent Addition in Post-Combustion Chamber on NOx and SO2 Emissions
3.1.1. Temperature Distribution at Different Amounts of Sorbent Addition
3.1.2. NOx and SO2 Emissions at Different Amounts of Sorbent Addition
3.2. Effects of Post-Combustion Air Arrangement on NOx and SO2 Emissions
3.2.1. Temperature Distribution at Different Post-Combustion Air Arrangements
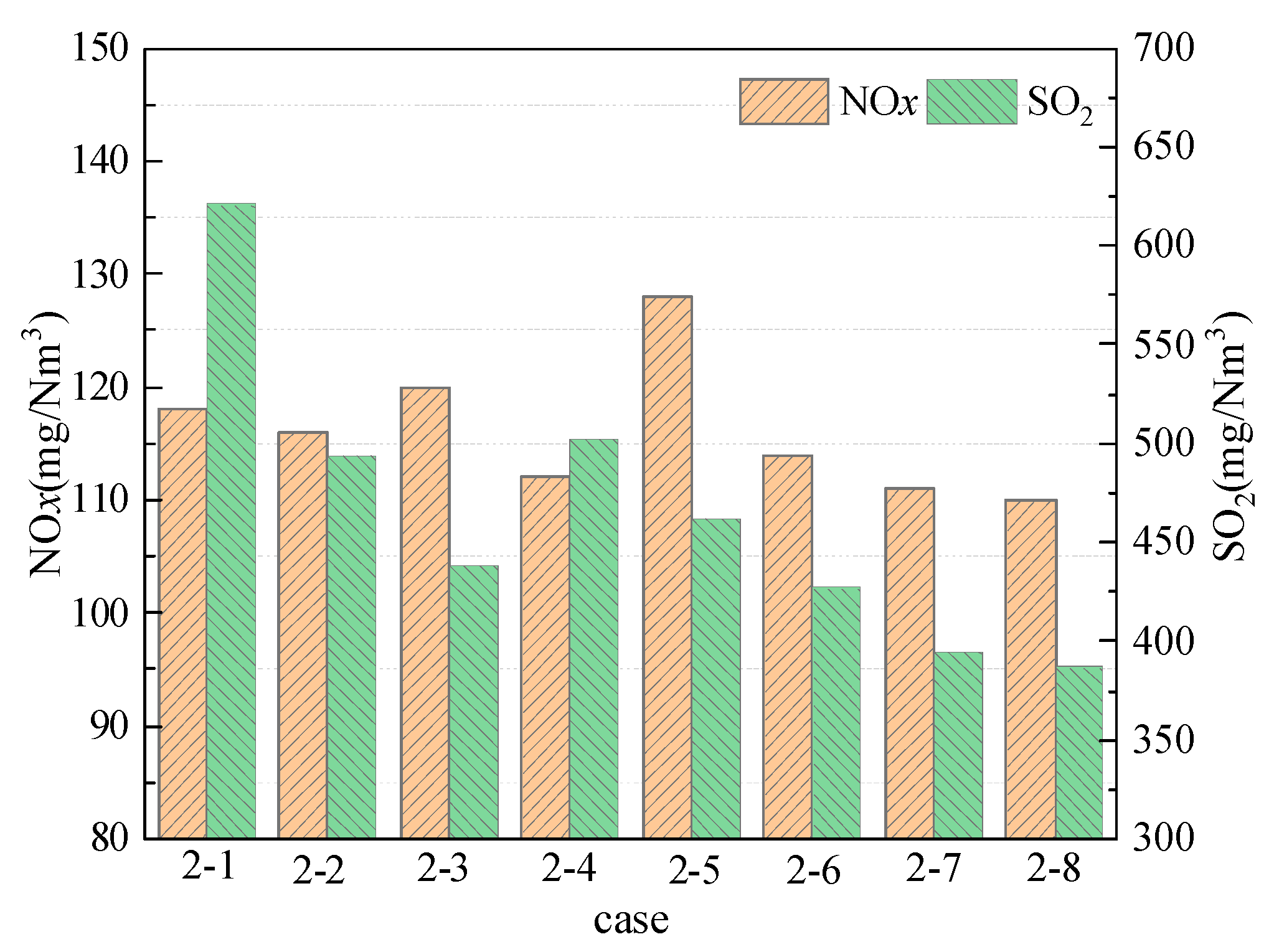
3.2.2. NOx and SO2 Emissions at Different Post-Combustion Air Arrangements
3.3. NOx and SO2 Emissions: New Combined Removal Approach vs. Conventional Combined Removal Approach
3.3.1. Temperature Distribution in the CFB Furnace and Post-Combustion Chamber
3.3.2. NOx and SO2 Emissions Under Both Combined Removal Methods
4. Conclusions
- (a)
- Adding sorbent to the post-combustion chamber can reduce SO2 emissions, but further increasing the amount of sorbent will not significantly improve the desulfurization effect. Furthermore, the addition of sorbent in the post-combustion chamber will lead to an increase in NOx emissions, but the extent of the increase is not significant.
- (b)
- The injection position of the post-combustion air will affect the emissions of NOx and SO2 in the flue gas. When a three-stage distribution of post-combustion air is adopted, the further back the third nozzle is distributed, the lower the temperature in the post-combustion chamber, which is beneficial for controlling NOx and SO2 emissions.
- (c)
- Compared with the conventional combined removal method, the NOx emissions were significantly reduced under the new combined removal method. Through secondary desulfurization in the furnace and post-combustion chamber, oxygen-deficient combustion in the furnace can achieve the combined removal of NOx and SO2.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yang, H.; Guangxi, Y.; Lu, J.; Zhang, H. An update of circulating fluidised bed combustion (CFB) technology in China. VGB Power Tech. 2012, 92, 75–79. [Google Scholar]
- Yue, G.; Cai, R.; Lu, J.; Zhang, H. From a CFB reactor to a CFB boiler—The review of R&D progress of CFB coal combustion technology in China. Powder Technol. 2017, 316, 18–28. [Google Scholar]
- Koornneef, J.; Junginger, M.; Faaij, A. Development of fluidized bed combustion—An overview of trends, performance, and cost. Prog. Energy Combust. Sci. 2007, 33, 19–55. [Google Scholar] [CrossRef]
- Shuangchen, M.; Jin, C.; Kunling, J.; Lan, M.; Sijie, Z.; Kai, W. Environmental influence and countermeasures for high humidity flue gas discharging from power plants. Renew. Sustain. Energy Rev. 2017, 73, 225–235. [Google Scholar] [CrossRef]
- Emis. Selective Non-Catalytic Reduction. 2018. Available online: https://emis.vito.be/en/techniekfiche/selective-non-catalytic-reduction (accessed on 11 April 2024).
- Li, Z.; Liu, X.M.; Yang, D.H.; Qin, W.J. Research of the SNCR Process and its Application. Adv. Mater. Res. 2014, 953, 1307–1314. [Google Scholar] [CrossRef]
- IEA. Flue Gas Desulfurization (FGD) for SO2 Control. 2006. Available online: http://www.iea-coal.org.uk/ (accessed on 11 April 2024).
- Warych, J.; Szymanowski, M. Optimum values of process parameters of the “wet limestone flue gas desulfurization system”. Chem. Eng. Technol. 2015, 25, 427–432. [Google Scholar] [CrossRef]
- Li, X.; Han, J.; Liu, Y.; Dou, Z.; Zhang, T.-A. Summary of research progress on industrial flue gas desulfurization technology. Sep. Purif. Technol. 2022, 281, 119849. [Google Scholar] [CrossRef]
- Kiman, S.; Mohammed, H.D.; Aliyu, N.B.; Usman, T.H.; Kayode, D.B. Performances of metal oxides supported in monolith for combined SO2/NOx removal from flue gas. Arid. Zone J. Eng. Technol. Environ. 2022, 18, 121–134. [Google Scholar]
- Liu, Y.; Ning, P.; Li, K.; Tang, L.; Hao, J.; Song, X.; Zhang, G. Simultaneous removal of NOx and SO2 by low-temperature selective catalytic reduction over modified activated carbon catalysts. Russ. J. Phys. Chem. A 2017, 91, 490–499. [Google Scholar] [CrossRef]
- Wang, C.; Song, G.; Yang, Z.; Xiao, Y.; Yang, X.; Ji, Z.; Lyu, Q. Influence of limestone addition on combustion and emission characteristics of coal slime in the 75 t/h CFB boiler with post-combustion chamber. J. Therm. Sci. 2023, 32, 1849–1857. [Google Scholar] [CrossRef]
- Zhou, T.; Lu, Q.; Cao, Y.; Wu, G.; Li, S. Study on the combustion and NOx emission characteristics of low rank coal in a circulating fluidized bed with post-combustion. Can. J. Chem. Eng. 2017, 95, 2333–2340. [Google Scholar] [CrossRef]
- Song, G.; Xiao, Y.; Yang, Z.; Yang, X.; Lyu, Q.; Zhang, X.; Pan, Q. Operating characteristics and ultra-low NOx emission of 75 t/h coal slime circulating fluidized bed boiler with post-combustion technology. Fuel 2021, 292, 120276. [Google Scholar] [CrossRef]
- Wang, C.; Song, G.; Chen, R.; Jiang, Y.; Lyu, Q. Influence of operating parameters on NOx and SO2 emissions in circulating fluidized bed with post-combustion. J. Therm. Sci. 2023, 32, 1858–1867. [Google Scholar] [CrossRef]
- Wang, C.; Lyu, Q. Combined Removal of NOx and SO2 in Circulating Fluidized Beds with Post-Combustion. Processes 2025, 13, 1496. [Google Scholar] [CrossRef]
- Basu, P.; Fraser, S.A. Circulating Fluidized Bed Boilers; Elsevier Science: Amsterdam, The Netherlands, 1991. [Google Scholar]
- Meng, L.; Zhang, X.; Li, N.; Lu, W.; He, Z.; Gong, H.; Liao, A.; Yuan, S. Study on sulfur transformation during the drying of Lignite and sulfur distribution in pyrolysis. J. Anal. Appl. Pyrolysis 2024, 180, 106535. [Google Scholar] [CrossRef]
- Wang, Y.; Ye, L.; Chen, Y.; Li, J.; Bai, T.; Jin, Z.; Jin, Y. Sulfur migration and conversion during co-combustion of sewage sludge and coal slime. Renew. Energy 2024, 237, 121646. [Google Scholar] [CrossRef]
- Jensen, A.; Johnsson, J.E.; Dam-Johansen, K. Nitrogen chemistry in FBC with limestone addition. Symp. Combust. 1997, 26, 3335–3342. [Google Scholar] [CrossRef]
- Åmand, L.E.; Leckner, B.; Dam-Johansen, K. Influence of SO2 on the NO/N2O chemistry in fluidized bed combustion: 1. Full-scale experiments. Fuel 1993, 72, 557–564. [Google Scholar] [CrossRef]
- Chen, R.; Zhang, T.; Guo, Y.; Wang, J.; Wei, J.; Yu, Q. Recent advances in simultaneous removal of SO2 and NOx from exhaust gases: Removal process, mechanism and kinetics. Chem. Eng. J. 2021, 420, 127588. [Google Scholar] [CrossRef]
- Liu, Y.; Li, B.; Lei, X.; Liu, S.; Zhu, H.; Ding, E.; Ning, P. Novel method for high-performance simultaneous removal of NOx and SO2 by coupling yellow phosphorus emulsion with red mud. Chem. Eng. J. 2022, 428, 131991. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Item | Proximate Analysis (wt%, ad) | Ultimate Analysis (wt%, ad) | Low Heating Value (MJ/kg) | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Moisture | Ash | Volatile Matter | Fixed Carbon | Carbon | Hydrogen | Nitrogen | Oxygen | Sulfur | ||
| Shenmu coal | 11.80 | 9.82 | 39.01 | 47.80 | 62.94 | 3.88 | 0.98 | 10.18 | 0.40 | 24.52 |
| Composition | CaO | MgO | SiO2 | Fe2O3 | Al2O3 | K2O | SrO | TiO2 | P2O5 | Cl | SO3 | CuO |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt, %) | 52.79 | 3.13 | 1.21 | 0.71 | 0.41 | 0.09 | 0.07 | 0.07 | 0.02 | 0.01 | 0.01 | 0.01 |
| Composition | CaO | MgO | Fe2O3 | SiO2 | Al2O3 | SO3 | K2O | MnO | Cl | P2O5 | ZnO |
|---|---|---|---|---|---|---|---|---|---|---|---|
| Content (wt% %) | 74.10 | 0.96 | 0.39 | 0.38 | 0.19 | 0.06 | 0.04 | 0.03 | 0.02 | 0.01 | 0.01 |
| Case | T (°C) | FCa/S | PCa/S | Nozzles | λ | λCFB | Primary Air (m3/h) | Post-Combustion Air (m3/h) | Other Air(m3/h) | Feeding Coal (kg/h) |
|---|---|---|---|---|---|---|---|---|---|---|
| 1-1 | 950 | 1.25 | 0 | 1/4/5 | 1.15 | 0.9 | 29.4 | 9.78 | 6 | 6.24 |
| 1-2 | 950 | 1.25 | 1.25 | 1/4/5 | 1.15 | 0.9 | 29.4 | 9.78 | 6 | 6.24 |
| 1-3 | 950 | 1.25 | 1.5–2 | 1/4/5 | 1.15 | 0.9 | 29.4 | 9.78 | 6 | 6.24 |
| 2-1 | 900 | 1.25 | 1.25 | 1/4/5 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-2 | 900 | 1.25 | 1.25 | 2/4/5 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-3 | 900 | 1.25 | 1.25 | 3/4/5 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-4 | 900 | 1.25 | 1.25 | 4/5/6 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-5 | 900 | 1.25 | 1.25 | 1/2/3 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-6 | 900 | 1.25 | 1.25 | 1/2/4 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-7 | 900 | 1.25 | 1.25 | 1/2/5 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 2-8 | 900 | 1.25 | 1.25 | 1/2/6 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 3-1 | 900 | 2.5 | 1~1.5 | 1/2/5 | 1.15 | 0.9 | 27 | 9.12 | 6 | 5.94 |
| 3-2 | 900 | 2.5 | 0 | 1/2/5 | 1.15 | 1.15 | 27 | 0 | 6 | 5.94 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, C.; Lyu, Q. New Approach to the Combined Removal of NOx and SO2 for Circulating Fluidized Beds. ChemEngineering 2025, 9, 67. https://doi.org/10.3390/chemengineering9040067
Wang C, Lyu Q. New Approach to the Combined Removal of NOx and SO2 for Circulating Fluidized Beds. ChemEngineering. 2025; 9(4):67. https://doi.org/10.3390/chemengineering9040067
Chicago/Turabian StyleWang, Chao, and Qinggang Lyu. 2025. "New Approach to the Combined Removal of NOx and SO2 for Circulating Fluidized Beds" ChemEngineering 9, no. 4: 67. https://doi.org/10.3390/chemengineering9040067
APA StyleWang, C., & Lyu, Q. (2025). New Approach to the Combined Removal of NOx and SO2 for Circulating Fluidized Beds. ChemEngineering, 9(4), 67. https://doi.org/10.3390/chemengineering9040067