

Supercritical CO2 Assisted Electrospray to Produce Poly(lactic-co-glycolic Acid) Nanoparticles


 ,
,  and
and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
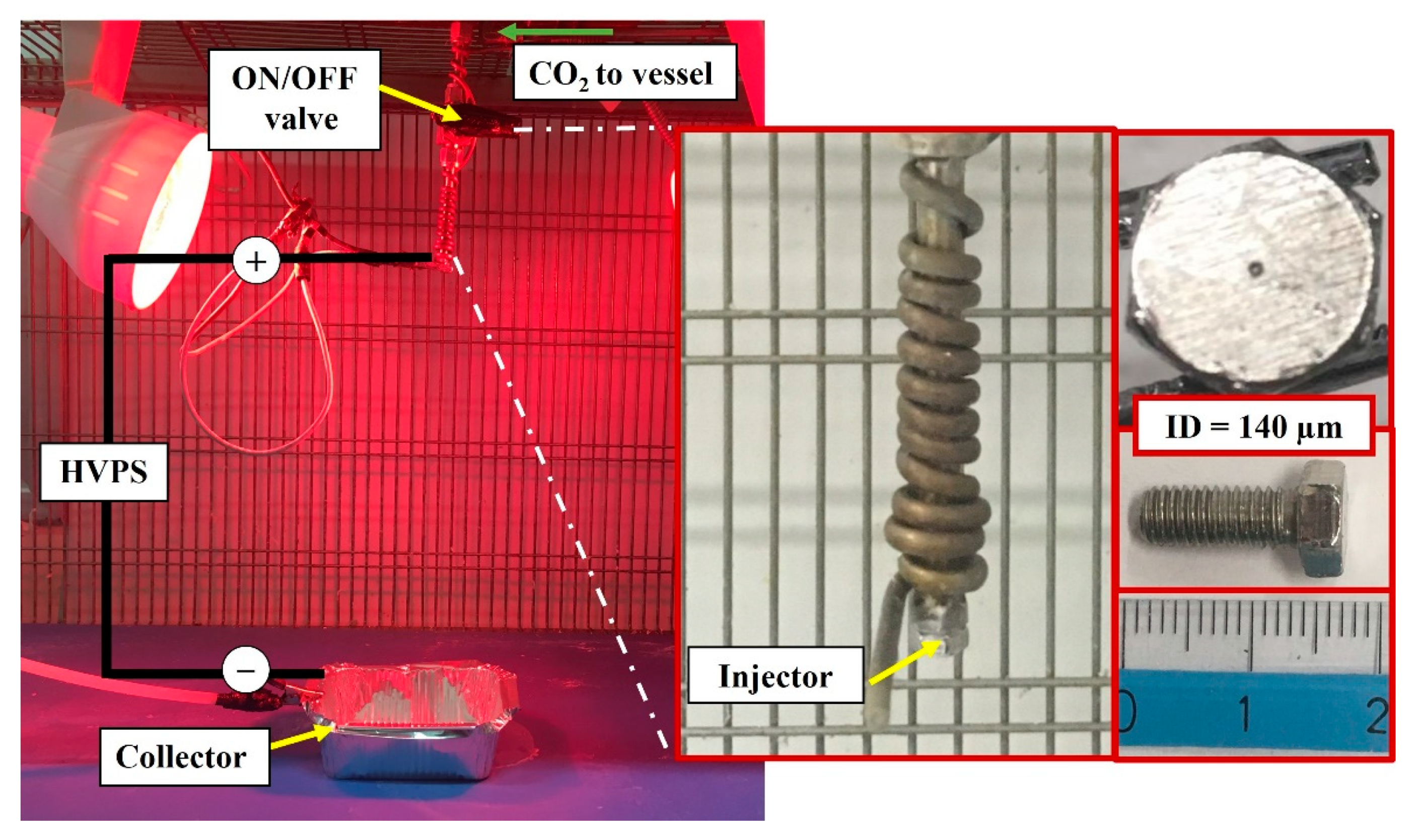
2.2. Experimental Setup Description and Electrospraying Protocol
2.3. Morphology and Particle Size Distribution
3. Results and Discussion
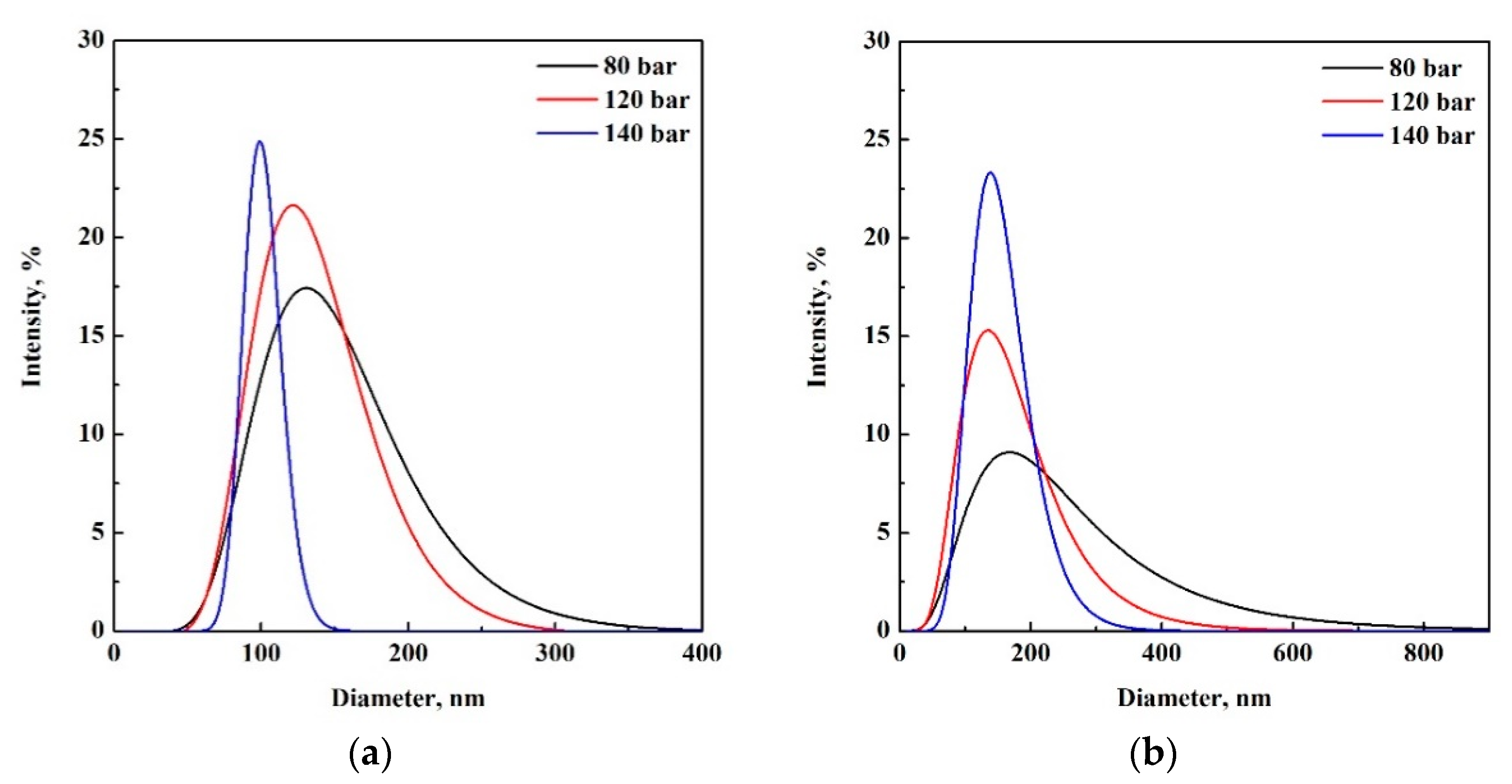
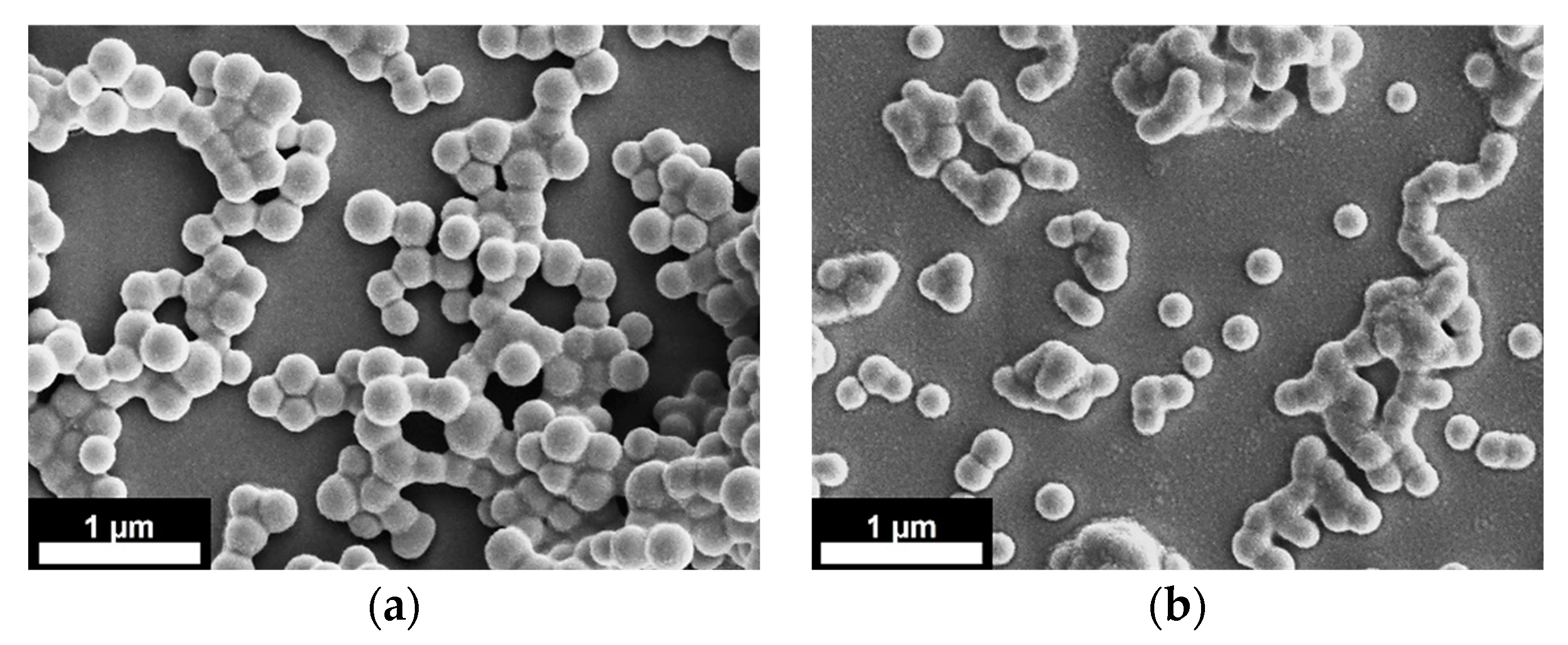
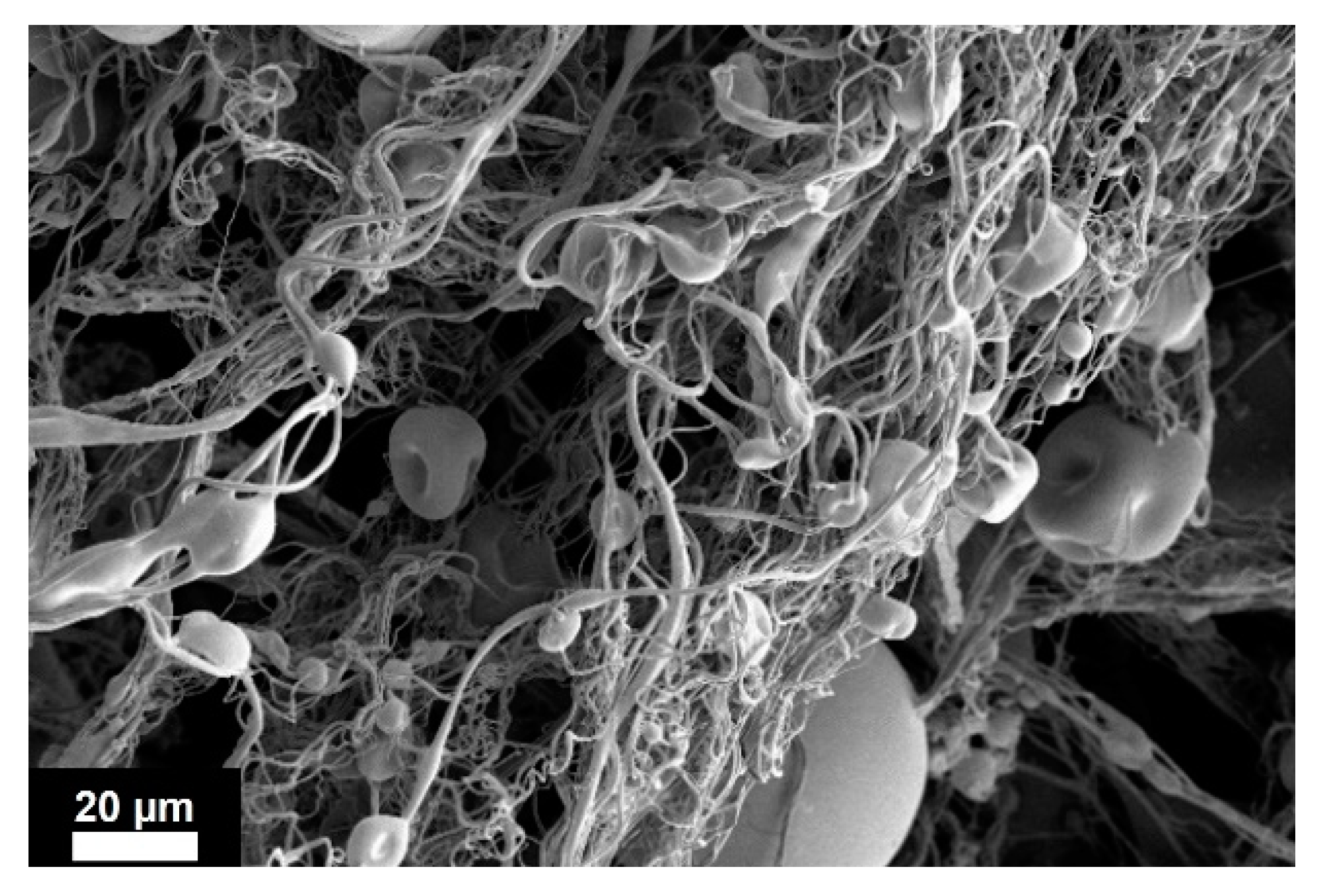
3.1. Effect of Pressure and PLGA Concentration
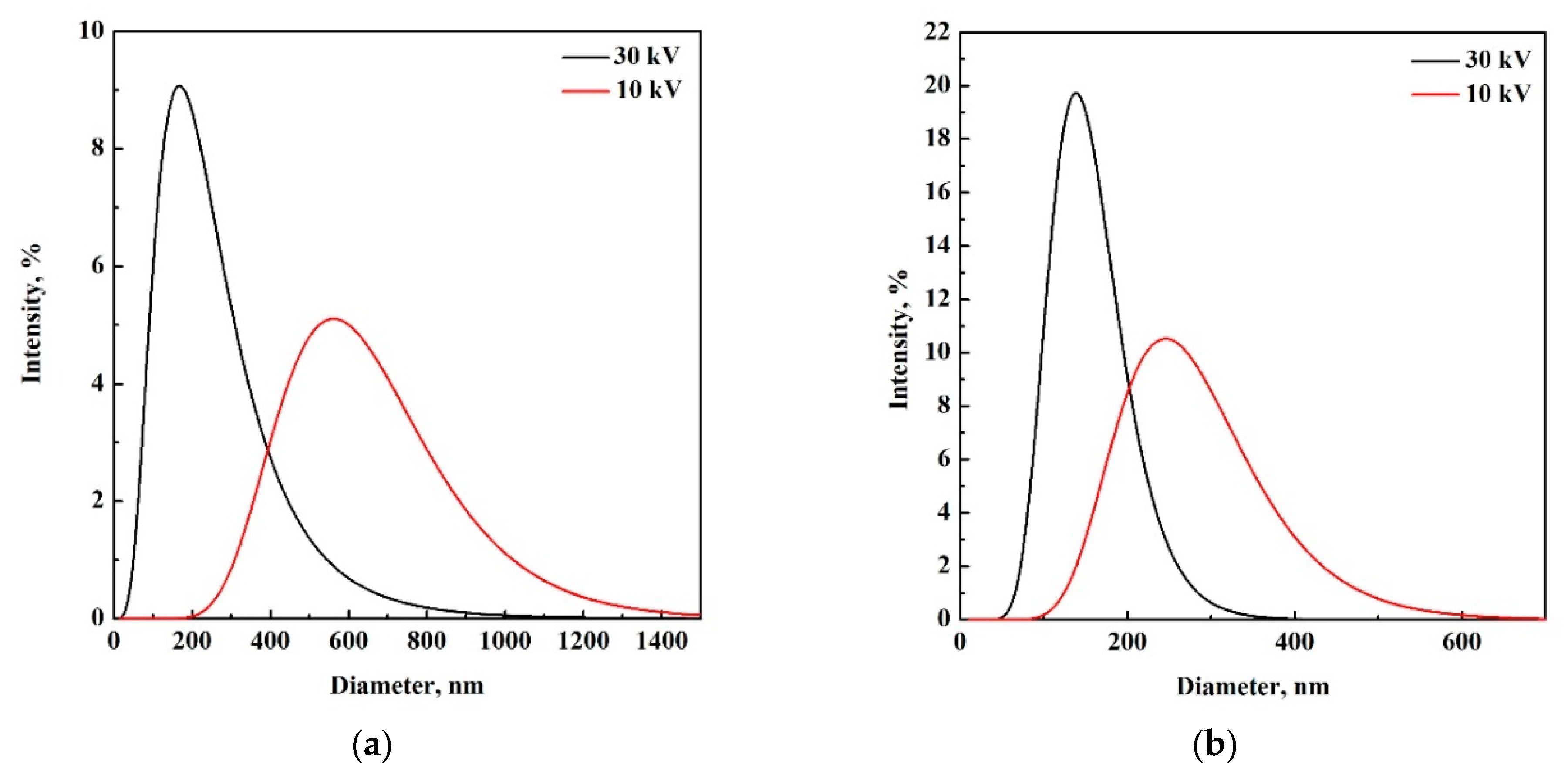
3.2. Effect of the Applied Voltage
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sundar, S.; Kundu, J.; Kundu, S.C. Biopolymeric Nanoparticles. Sci. Technol. Adv. Mater. 2010, 11, 14104. [Google Scholar] [CrossRef]
- Thirugnanasambandan, T. Bio-Nanocomposites in Biomedical Application BT—Polymer Based Bio-Nanocomposites: Properties, Durability and Applications; Muthukumar, C., Thiagamani, S.M.K., Krishnasamy, S., Nagarajan, R., Siengchin, S., Eds.; Springer: Singapore, 2022; pp. 275–291. ISBN 978-981-16-8578-1. [Google Scholar]
- Almería, B.; Deng, W.; Fahmy, T.M.; Gomez, A. Controlling the Morphology of Electrospray-Generated PLGA Microparticles for Drug Delivery. J. Colloid Interface Sci. 2010, 343, 125–133. [Google Scholar] [CrossRef]
- Nath, S.D.; Son, S.; Sadiasa, A.; Min, Y.K.; Lee, B.T. Preparation and Characterization of PLGA Microspheres by the Electrospraying Method for Delivering Simvastatin for Bone Regeneration. Int. J. Pharm. 2013, 443, 87–94. [Google Scholar] [CrossRef]
- Beneš, M.; Pekárek, T.; Beránek, J.; Havlíček, J.; Krejčík, L.; Šimek, M.; Tkadlecová, M.; Doležal, P. Methods for the Preparation of Amorphous Solid Dispersions—A Comparative Study. J. Drug Deliv. Sci. Technol. 2017, 38, 125–134. [Google Scholar] [CrossRef]
- Patterson, J.E.; James, M.B.; Forster, A.H.; Lancaster, R.W.; Butler, J.M.; Rades, T. Preparation of Glass Solutions of Three Poorly Water Soluble Drugs by Spray Drying, Melt Extrusion and Ball Milling. Int. J. Pharm. 2007, 336, 22–34. [Google Scholar] [CrossRef] [PubMed]
- Tran, P.; Pyo, Y.C.; Kim, D.H.; Lee, S.E.; Kim, J.K.; Park, J.S. Overview of the Manufacturing Methods of Solid Dispersion Technology for Improving the Solubility of Poorly Water-Soluble Drugs and Application to Anticancer Drugs. Pharmaceutics 2019, 11, 132. [Google Scholar] [CrossRef] [PubMed]
- Boel, E.; Koekoekx, R.; Dedroog, S.; Babkin, I.; Vetrano, M.R.; Clasen, C.; Van Den Mooter, G. Unraveling Particle Formation: From Single Droplet Drying to Spray Drying and Electrospraying. Pharmaceutics 2020, 12, 625. [Google Scholar] [CrossRef] [PubMed]
- Vehring, R.; Snyder, H.; Lechuga-Ballesteros, D. Spray Drying. Dry. Technol. Biotechnol. Pharm. Appl. 2020, 7, 179–216. [Google Scholar]
- Wang, S.; Langrish, T. A Review of Process Simulations and the Use of Additives in Spray Drying. Food Res. Int. 2009, 42, 13–25. [Google Scholar] [CrossRef]
- Bohr, A.; Kristensen, J.; Dyas, M.; Edirisinghe, M.; Stride, E. Release Profile and Characteristics of Electrosprayed Particles for Oral Delivery of a Practically Insoluble Drug. J. R. Soc. Interface 2012, 9, 2437–2449. [Google Scholar] [CrossRef]
- Littringer, E.M.; Zellnitz, S.; Hammernik, K.; Adamer, V.; Friedl, H.; Urbanetz, N.A. Spray Drying of Aqueous Salbutamol Sulfate Solutions Using the Nano Spray Dryer B-90—The Impact of Process Parameters on Particle Size. Dry. Technol. 2013, 31, 1346–1353. [Google Scholar] [CrossRef]
- Bhujbal, S.V.; Mitra, B.; Jain, U.; Gong, Y.; Agrawal, A.; Karki, S.; Taylor, L.S.; Kumar, S.; Zhou, Q. Pharmaceutical Amorphous Solid Dispersion: A Review of Manufacturing Strategies. Acta Pharm. Sin. B 2021, 11, 2505–2536. [Google Scholar] [CrossRef] [PubMed]
- Tamber, H.; Johansen, P.; Merkle, H.P.; Gander, B. Formulation Aspects of Biodegradable Polymeric Microspheres for Antigen Delivery. Adv. Drug Deliv. Rev. 2005, 57, 357–376. [Google Scholar] [CrossRef] [PubMed]
- Varde, N.K.; Pack, D.W. Microspheres for Controlled Release Drug Delivery. Expert Opin. Biol. Ther. 2004, 4, 35–51. [Google Scholar] [CrossRef]
- Sosnik, A.; Seremeta, K.P. Advantages and Challenges of the Spray-Drying Technology for the Production of Pure Drug Particles and Drug-Loaded Polymeric Carriers. Adv. Colloid Interface Sci. 2015, 223, 40–54. [Google Scholar] [CrossRef]
- Bock, N.; Dargaville, T.R.; Woodruff, M.A. Electrospraying of Polymers with Therapeutic Molecules: State of the Art. Prog. Polym. Sci. 2012, 37, 1510–1551. [Google Scholar] [CrossRef]
- Bodnár, E.; Grifoll, J.; Rosell-Llompart, J. Polymer Solution Electrospraying: A Tool for Engineering Particles and Films with Controlled Morphology. J. Aerosol Sci. 2018, 125, 93–118. [Google Scholar] [CrossRef]
- Almería, B.; Gomez, A. Electrospray Synthesis of Monodisperse Polymer Particles in a Broad (60 nm–2 μm) Diameter Range: Guiding Principles and Formulation Recipes. J. Colloid Interface Sci. 2014, 417, 121–130. [Google Scholar] [CrossRef]
- Hogan, C.J.; Yun, K.M.; Chen, D.R.; Lenggoro, I.W.; Biswas, P.; Okuyama, K. Controlled Size Polymer Particle Production via Electrohydrodynamic Atomization. Colloids Surf. A Physicochem. Eng. Asp. 2007, 311, 67–76. [Google Scholar] [CrossRef]
- Rosell-Llompart, J.; Grifoll, J.; Loscertales, I.G. Electrosprays in the Cone-Jet Mode: From Taylor Cone Formation to Spray Development. J. Aerosol Sci. 2018, 125, 2–31. [Google Scholar] [CrossRef]
- Bohr, A.; Wan, F.; Kristensen, J.; Dyas, M.; Stride, E.; Baldursdottír, S.; Edirisinghe, M.; Yang, M. Pharmaceutical Microparticle Engineering with Electrospraying: The Role of Mixed Solvent Systems in Particle Formation and Characteristics. J. Mater. Sci. Mater. Med. 2015, 26, 61. [Google Scholar] [CrossRef]
- Nguyen, D.N.; Clasen, C.; Van den Mooter, G. Pharmaceutical Applications of Electrospraying. J. Pharm. Sci. 2016, 105, 2601–2620. [Google Scholar] [CrossRef]
- Moreira, A.; Lawson, D.; Onyekuru, L.; Dziemidowicz, K.; Angkawinitwong, U.; Costa, P.F.; Radacsi, N.; Williams, G.R. Protein Encapsulation by Electrospinning and Electrospraying. J. Control. Release 2021, 329, 1172–1197. [Google Scholar] [CrossRef]
- Danhier, F.; Ansorena, E.; Silva, J.M.; Coco, R.; Le Breton, A.; Préat, V. PLGA-Based Nanoparticles: An Overview of Biomedical Applications. J. Control. Release 2012, 161, 505–522. [Google Scholar] [CrossRef]
- Ahmad, Z.; Mehta, P.; Zaman, A.; Smith, A.; Rasekh, M.; Haj-Ahmad, R.; Arshad, S.; Merwe, S.; Chang, M.-W.; Ahmad, Z. Broad Scale and Structure Fabrication of Healthcare Materials for Drug and Emerging Therapies via Electrohydrodynamic Techniques. Adv. Ther. 2018, 2, 1800024. [Google Scholar] [CrossRef]
- Yaghoobi, N.; Majidi, R.F.; Faramarzi, M.A.; Baharifar, H.; Amani, A. Preparation, Optimization and Activity Evaluation of PLGA/Streptokinase Nanoparticles Using Electrospray. Adv. Pharm. Bull. 2017, 7, 131–139. [Google Scholar] [CrossRef]
- Jahangiri, A.; Davaran, S.; Fayyazi, B.; Tanhaei, A.; Payab, S.; Adibkia, K. Application of Electrospraying as a One-Step Method for the Fabrication of Triamcinolone Acetonide-PLGA Nanofibers and Nanobeads. Colloids Surf. B Biointerfaces 2014, 123, 219–224. [Google Scholar] [CrossRef]
- Lee, P.W.; Pokorski, J.K. Poly(Lactic-Co-Glycolic Acid) Devices: Production and Applications for Sustained Protein Delivery. Wiley Interdiscip. Rev. Nanomed. Nanobiotechnol. 2018, 10, e1516. [Google Scholar] [CrossRef]
- Liu, K.; Sun, Z.; Nie, M.; Wu, Y. Electrospraying in Carbon Dioxide-Expanded Antisolvent. J. Supercrit. Fluids 2015, 103, 122–129. [Google Scholar] [CrossRef]
- Rezvanpour, A.; Attia, A.B.E.; Wang, C.H. Enhancement of Particle Collection Efficiency in Electrohydrodynamic Atomization Process for Pharmaceutical Particle Fabrication. Ind. Eng. Chem. Res. 2010, 49, 12620–12631. [Google Scholar] [CrossRef]
- Shen, S.-J.; Chou, Y.-C.; Hsu, S.-C.; Lin, Y.-T.; Lu, C.-J.; Liu, S.-J. Fabrication of Ropivacaine/Dexamethasone-Eluting Poly(D, L-Lactide-Co-Glycolide) Microparticles via Electrospraying Technique for Postoperational Pain Control. Polymers 2022, 14, 702. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, M.; Ochi, A.; Sasai, A.; Tsujimoto, H.; Kobara, H.; Yamamoto, H.; Wakisaka, A. Biodegradable PLGA Microsphere Formation Mechanisms in Electrosprayed Liquid Droplets. KONA Powder Part. J. 2022, 2022018. [Google Scholar] [CrossRef]
- Xu, J.; Li, K.; Liu, M.; Gu, X.; Li, P.; Fan, Y. Studies on Preparation and Formation Mechanism of Poly(Lactide-Co-Glycolide) Microrods via One-Step Electrospray and an Application for Drug Delivery System. Eur. Polym. J. 2021, 148, 110372. [Google Scholar] [CrossRef]
- Baldino, L.; Cardea, S.; Reverchon, E. Supercritical Assisted Electrospray: An Improved Micronization Process. Polymers 2019, 11, 244. [Google Scholar] [CrossRef]
- Baldino, L.; Cardea, S.; Reverchon, E. A Supercritical CO2 Assisted Electrohydrodynamic Process Used to Produce Microparticles and Microfibers of a Model Polymer. J. CO2 Util. 2019, 33, 532–540. [Google Scholar] [CrossRef]
- Campardelli, R.; Baldino, L.; Reverchon, E. Supercritical Fluids Applications in Nanomedicine. J. Supercrit. Fluids 2015, 101, 193–214. [Google Scholar] [CrossRef]
- Guastaferro, M.; Baldino, L.; Cardea, S.; Reverchon, E. Supercritical Assisted Electrospray/Spinning to Produce PVP+quercetin Microparticles and Microfibers. J. Taiwan Inst. Chem. Eng. 2020, 117, 278–286. [Google Scholar] [CrossRef]
- Guastaferro, M.; Cardea, S.; Baldino, L.; Reverchon, E. Cellulose Acetate Nanocarrier Production by Supercritical Assisted Electrospray. Chem. Eng. Trans. 2021, 87, 391–396. [Google Scholar] [CrossRef]
- Husain, O.; Lau, W.; Edirisinghe, M.; Parhizkar, M. Investigating the Particle to Fibre Transition Threshold during Electrohydrodynamic Atomization of a Polymer Solution. Mater. Sci. Eng. C 2016, 65, 240–250. [Google Scholar] [CrossRef]
- Carrasco-Munoz, A.; Barbero-Colmenar, E.; Bodnár, E.; Grifoll, J.; Rosell-Llompart, J. Monodisperse Droplets and Particles by Efficient Neutralization of Electrosprays. J. Aerosol Sci. 2022, 160, 105909. [Google Scholar] [CrossRef]
- Hartman, R.P.A.; Brunner, D.J.; Camelot, D.M.A.; Marijnissen, J.C.M.; Scarlett, B. Jet Break-up in Electrohydrodynamic Atomization in the Cone-Jet Mode. J. Aerosol Sci. 2000, 31, 65–95. [Google Scholar] [CrossRef]
- Enayati, M.; Chang, M.W.; Bragman, F.; Edirisinghe, M.; Stride, E. Electrohydrodynamic Preparation of Particles, Capsules and Bubbles for Biomedical Engineering Applications. Colloids Surf. A Physicochem. Eng. Asp. 2011, 382, 154–164. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| PLGA, % w/w | Pressure (bar) | Mean Diameter ± SD, nm | PDI | Morphology |
|---|---|---|---|---|
| 1 | 80 | 147 ± 52 | 0.126 | P |
| 1 | 120 | 133 ± 41 | 0.094 | P |
| 1 | 140 | 101 ± 13 | 0.015 | P |
| 3 | 80 | 230 ± 151 | 0.432 | P |
| 3 | 120 | 163 ± 76 | 0.215 | P |
| 3 | 140 | 151 ± 45 | 0.091 | P |
| 5 | 80 | T | T | P/F |
| 5 | 120 | T | T | P/F |
| 5 | 140 | T | T | P/F |
| Pressure (bar) | Voltage (kV) | Mean Diameter ± SD (nm) | PDI |
|---|---|---|---|
| 80 | 10 | 626.4 ± 213.3 | 0.116 |
| 80 | 30 | 230.0 ± 151.5 | 0.434 |
| 140 | 10 | 270.6 ± 86.6 | 0.102 |
| 140 | 30 | 150.8 ± 45.5 | 0.091 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbero-Colmenar, E.; Guastaferro, M.; Baldino, L.; Cardea, S.; Reverchon, E. Supercritical CO2 Assisted Electrospray to Produce Poly(lactic-co-glycolic Acid) Nanoparticles. ChemEngineering 2022, 6, 66. https://doi.org/10.3390/chemengineering6050066
Barbero-Colmenar E, Guastaferro M, Baldino L, Cardea S, Reverchon E. Supercritical CO2 Assisted Electrospray to Produce Poly(lactic-co-glycolic Acid) Nanoparticles. ChemEngineering. 2022; 6(5):66. https://doi.org/10.3390/chemengineering6050066
Chicago/Turabian StyleBarbero-Colmenar, Elena, Mariangela Guastaferro, Lucia Baldino, Stefano Cardea, and Ernesto Reverchon. 2022. "Supercritical CO2 Assisted Electrospray to Produce Poly(lactic-co-glycolic Acid) Nanoparticles" ChemEngineering 6, no. 5: 66. https://doi.org/10.3390/chemengineering6050066
APA StyleBarbero-Colmenar, E., Guastaferro, M., Baldino, L., Cardea, S., & Reverchon, E. (2022). Supercritical CO2 Assisted Electrospray to Produce Poly(lactic-co-glycolic Acid) Nanoparticles. ChemEngineering, 6(5), 66. https://doi.org/10.3390/chemengineering6050066