Scaling of Droplet Breakup in High-Pressure Homogenizer Orifices. Part I: Comparison of Velocity Profiles in Scaled Coaxial Orifices

 ,
,  , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Droplet Breakup Scaling Theory
2.2. Materials
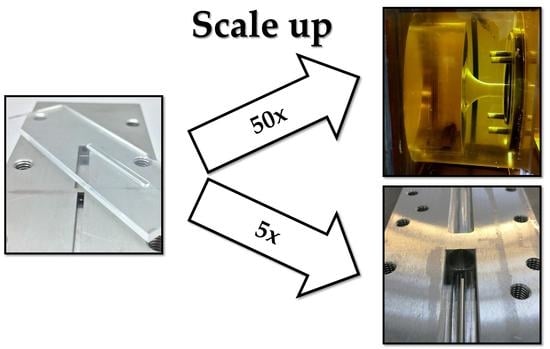
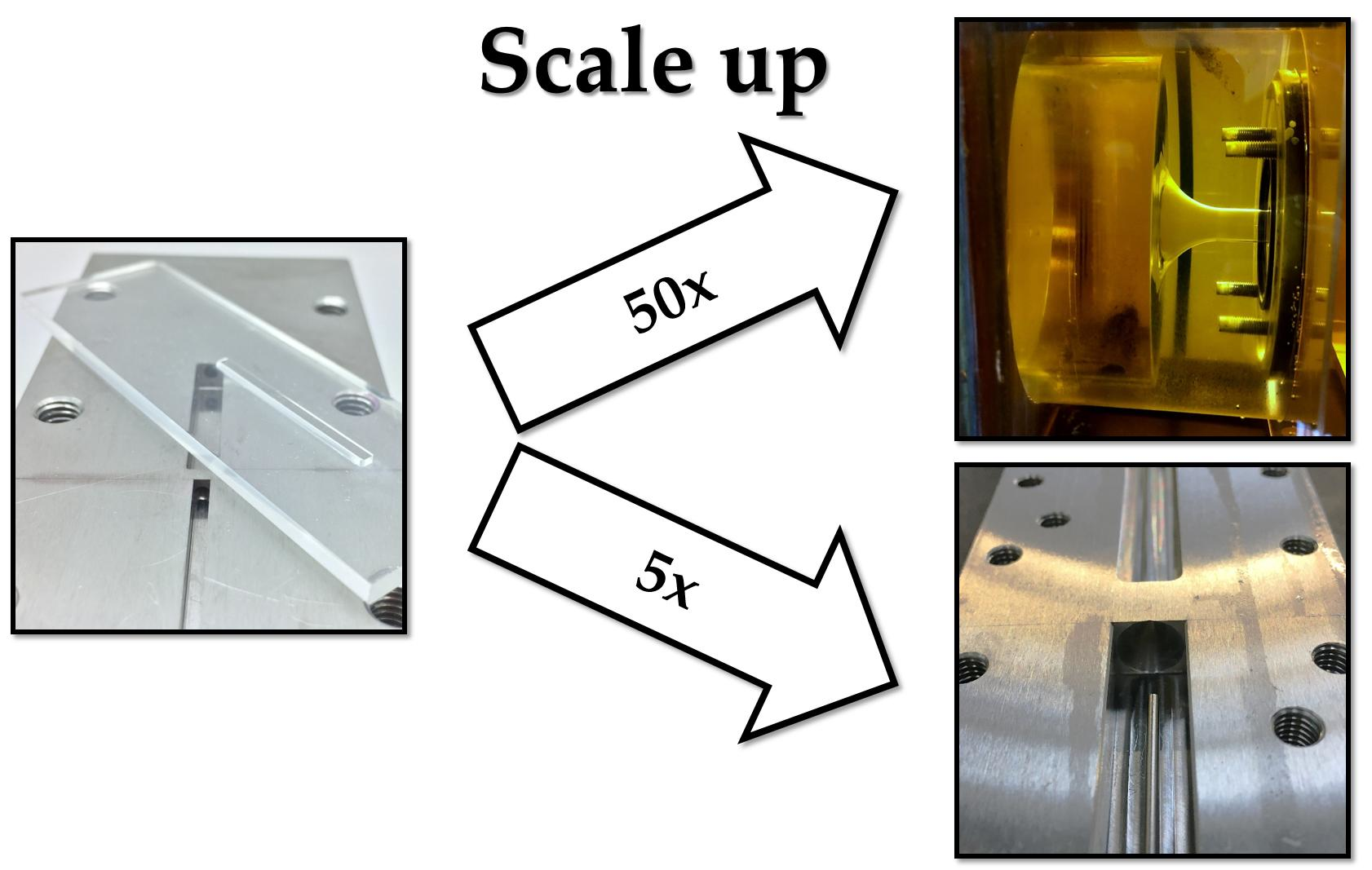
2.2.1. Original Scale System
2.2.2. Five-Fold Scaled System
2.2.3. 50-Fold Scaled System
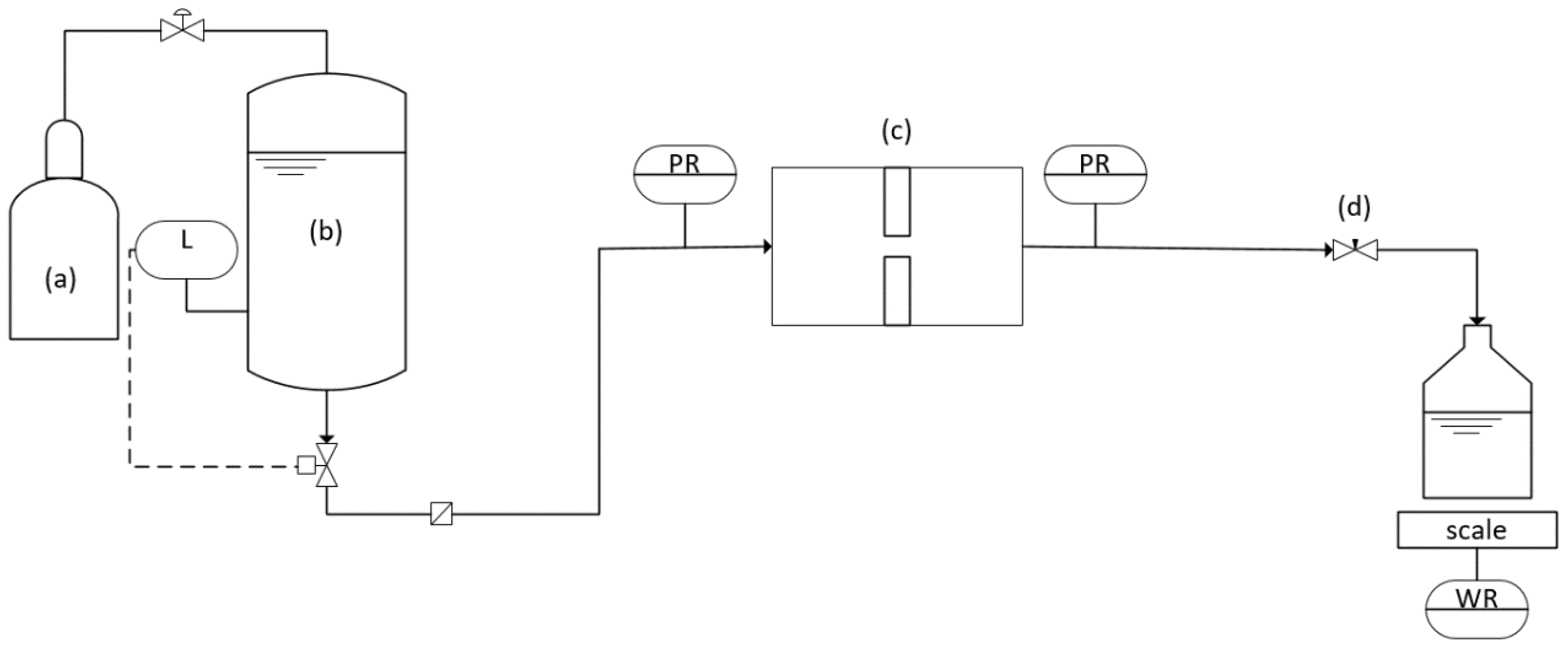
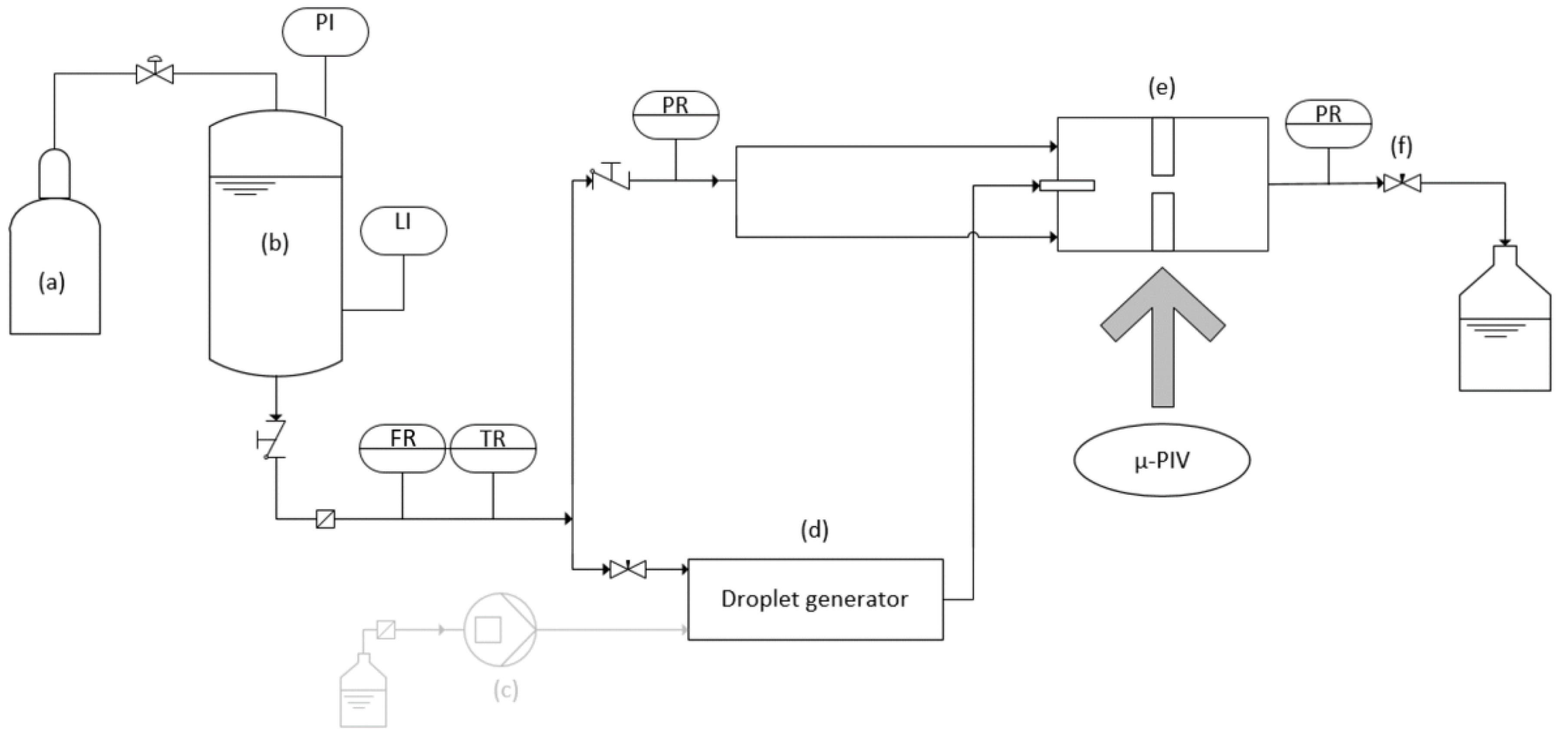
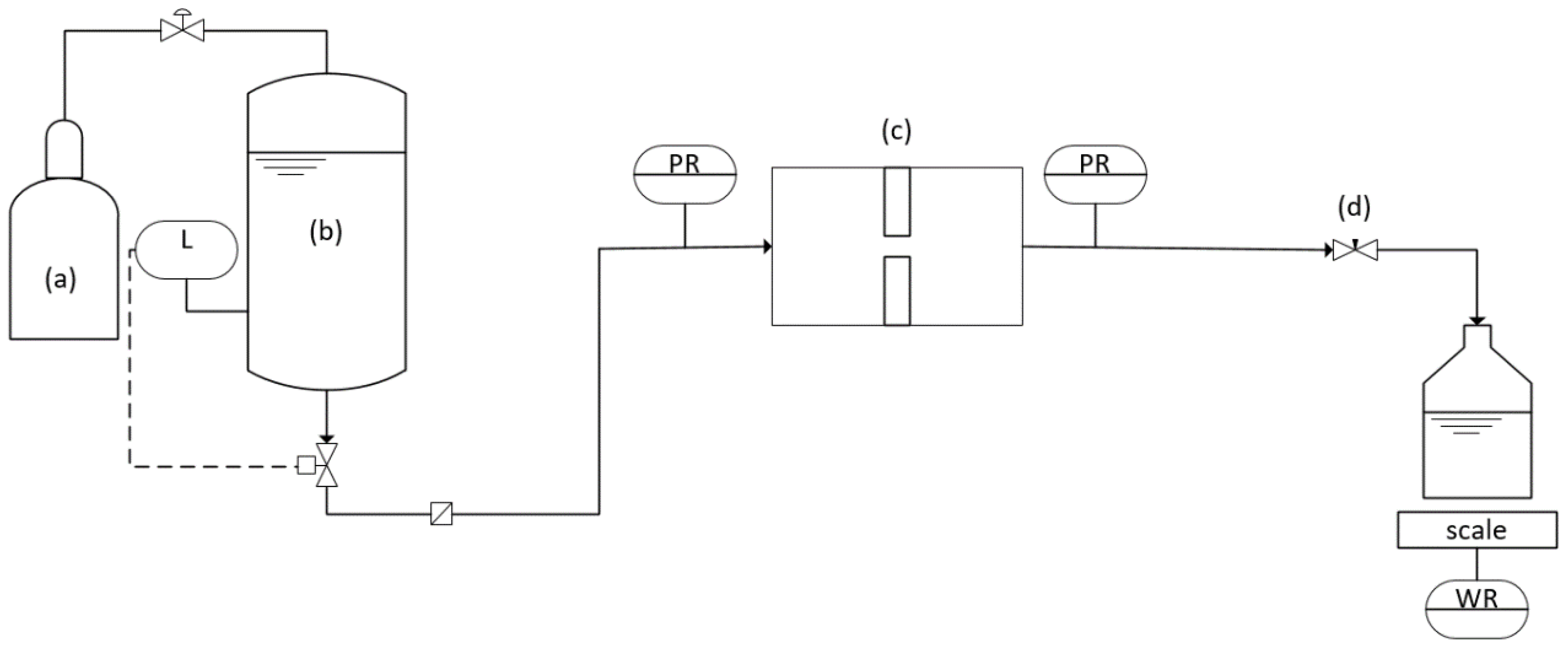
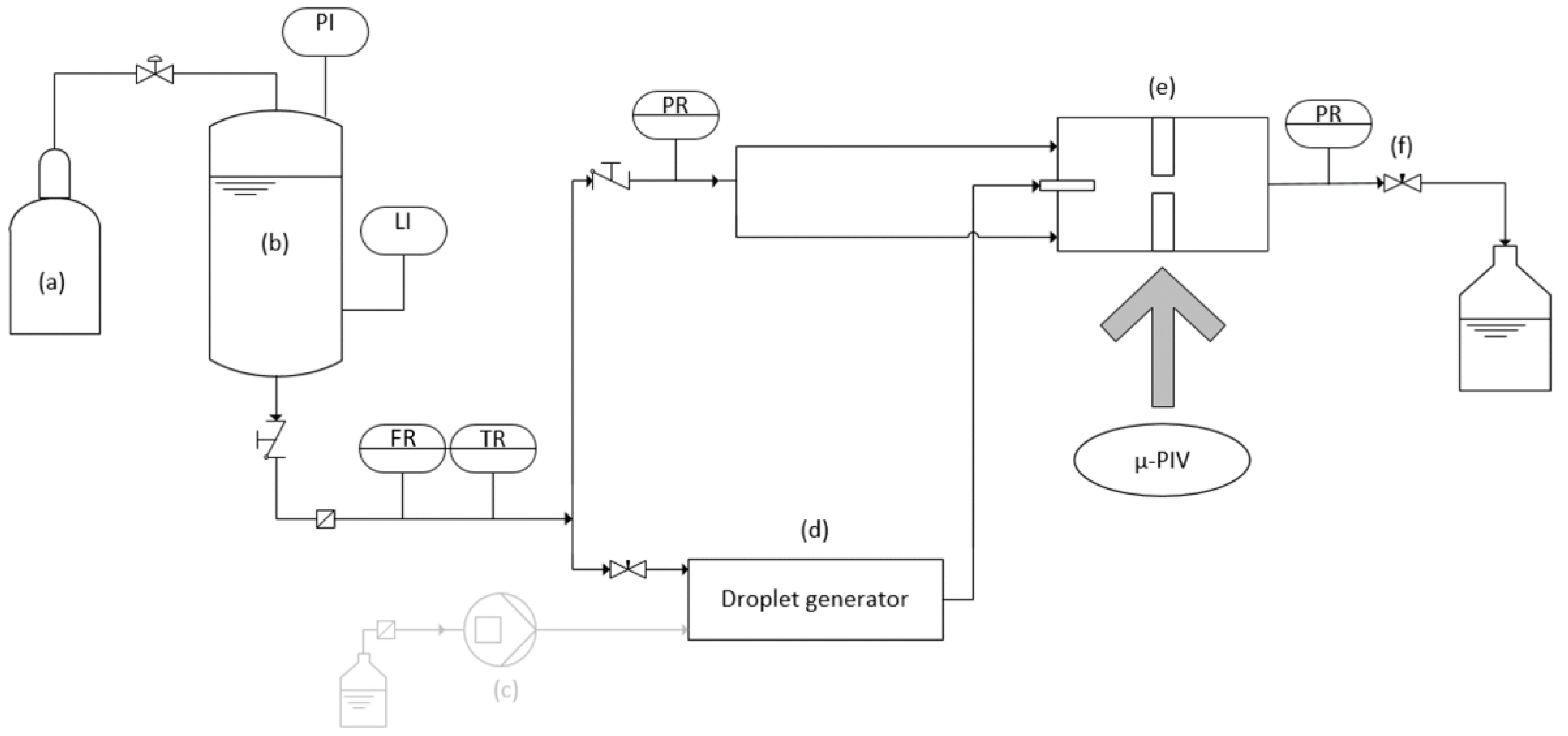
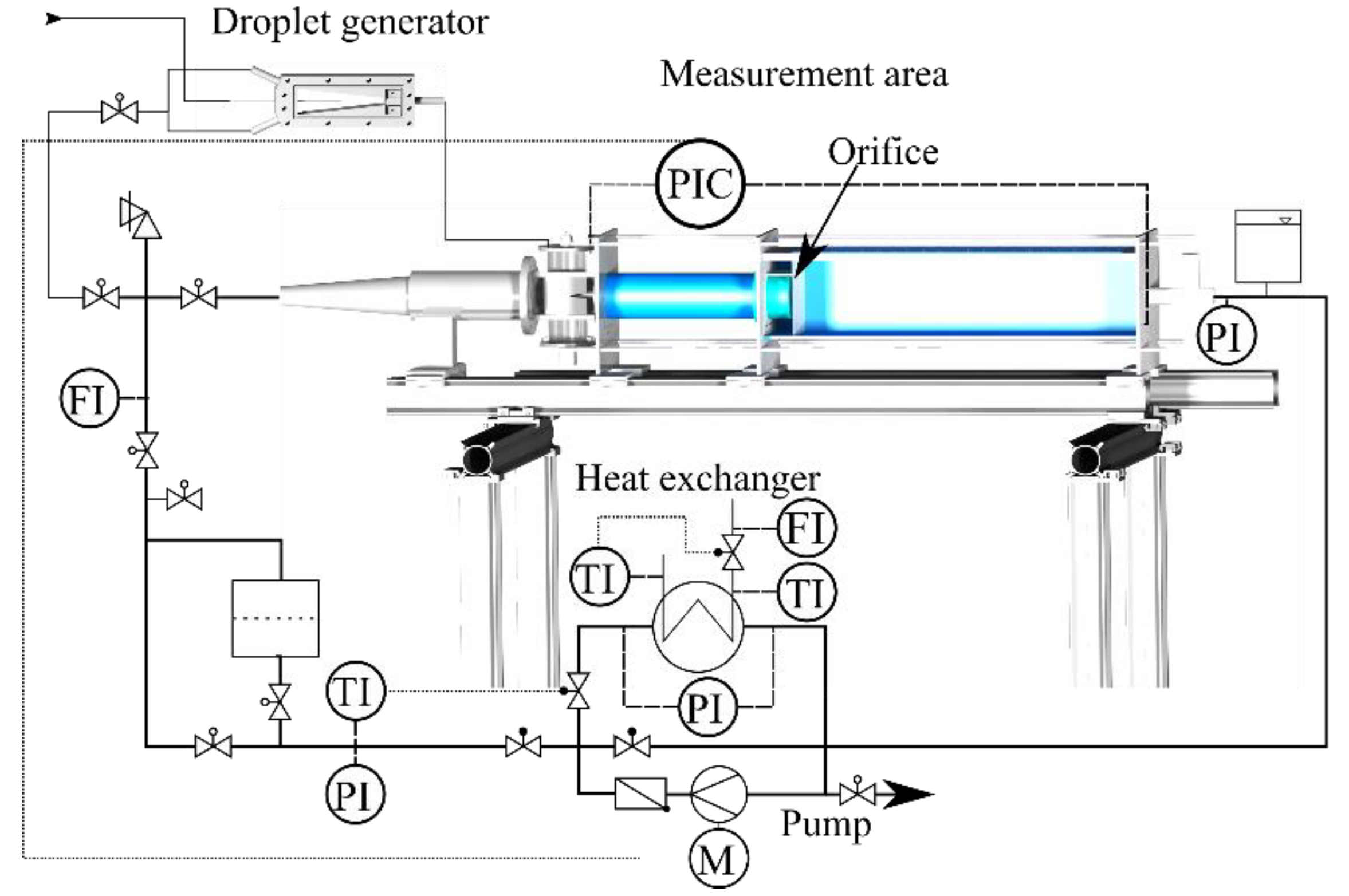
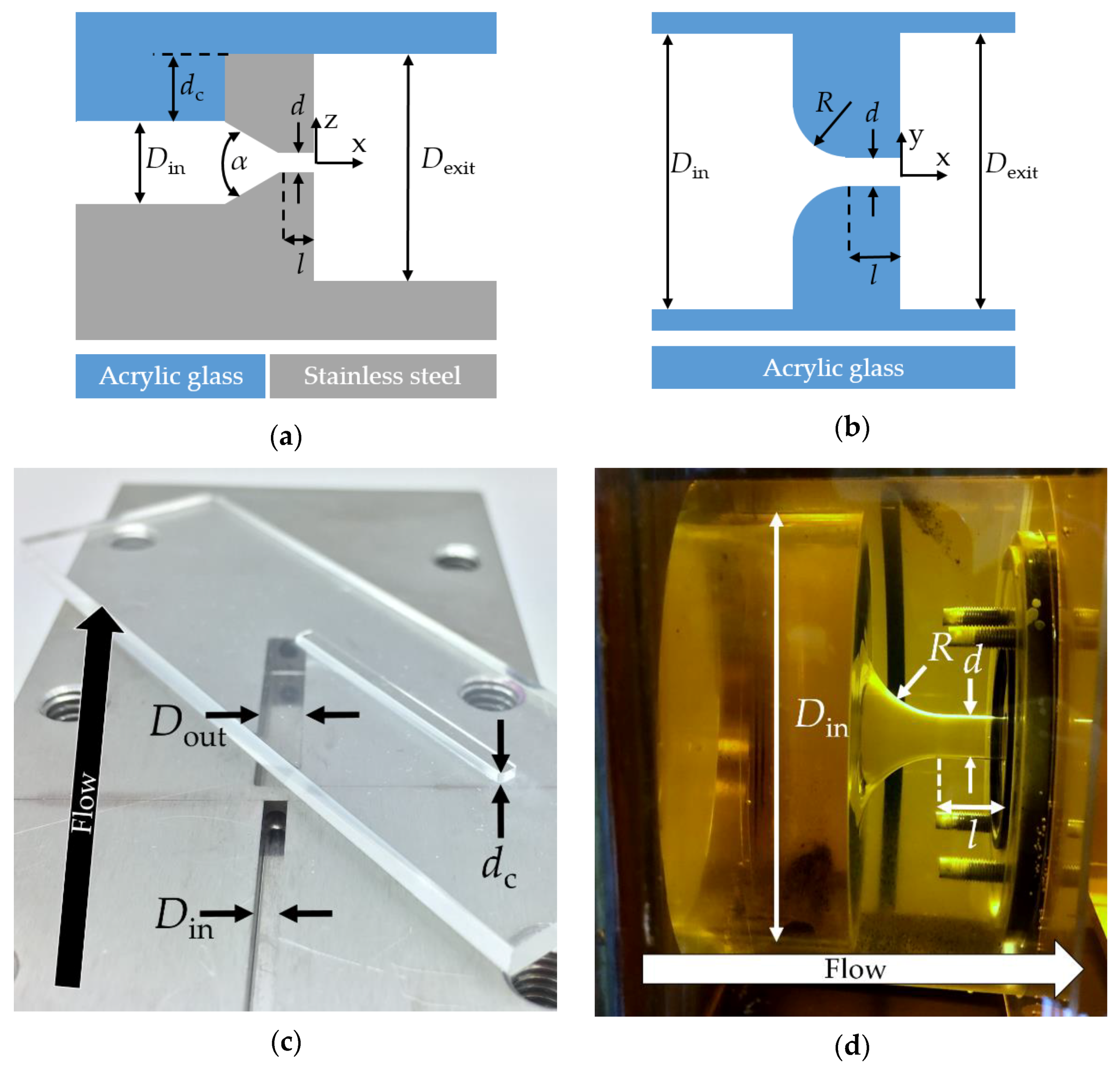
2.3. Experimental Setup
2.4. µ-PIV Measurements
2.5. PIV Measurements
3. Results
3.1. Matching of Orifice Dimensions and Material System
3.2. Comparison of the Flow Pattern in the Orifices
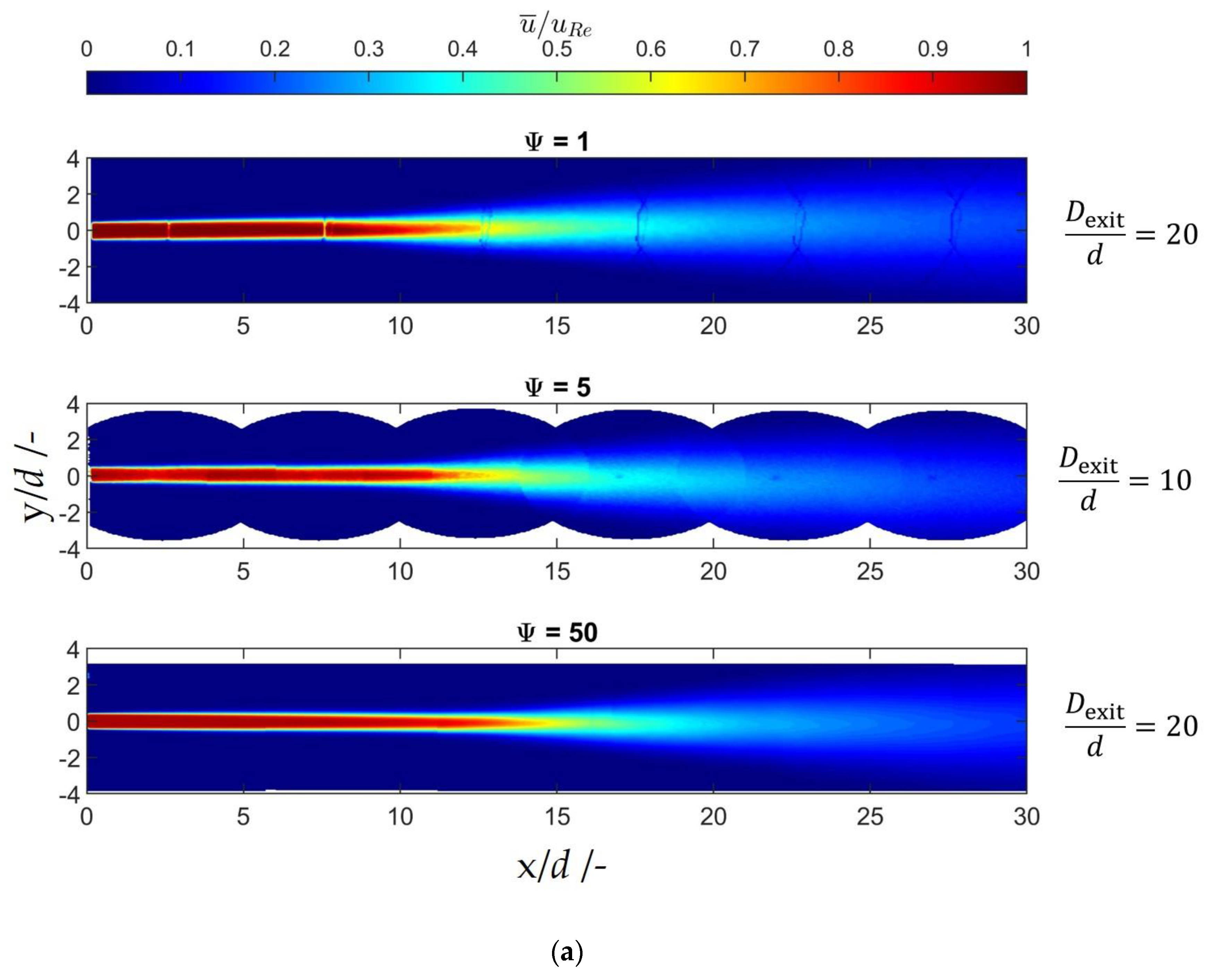
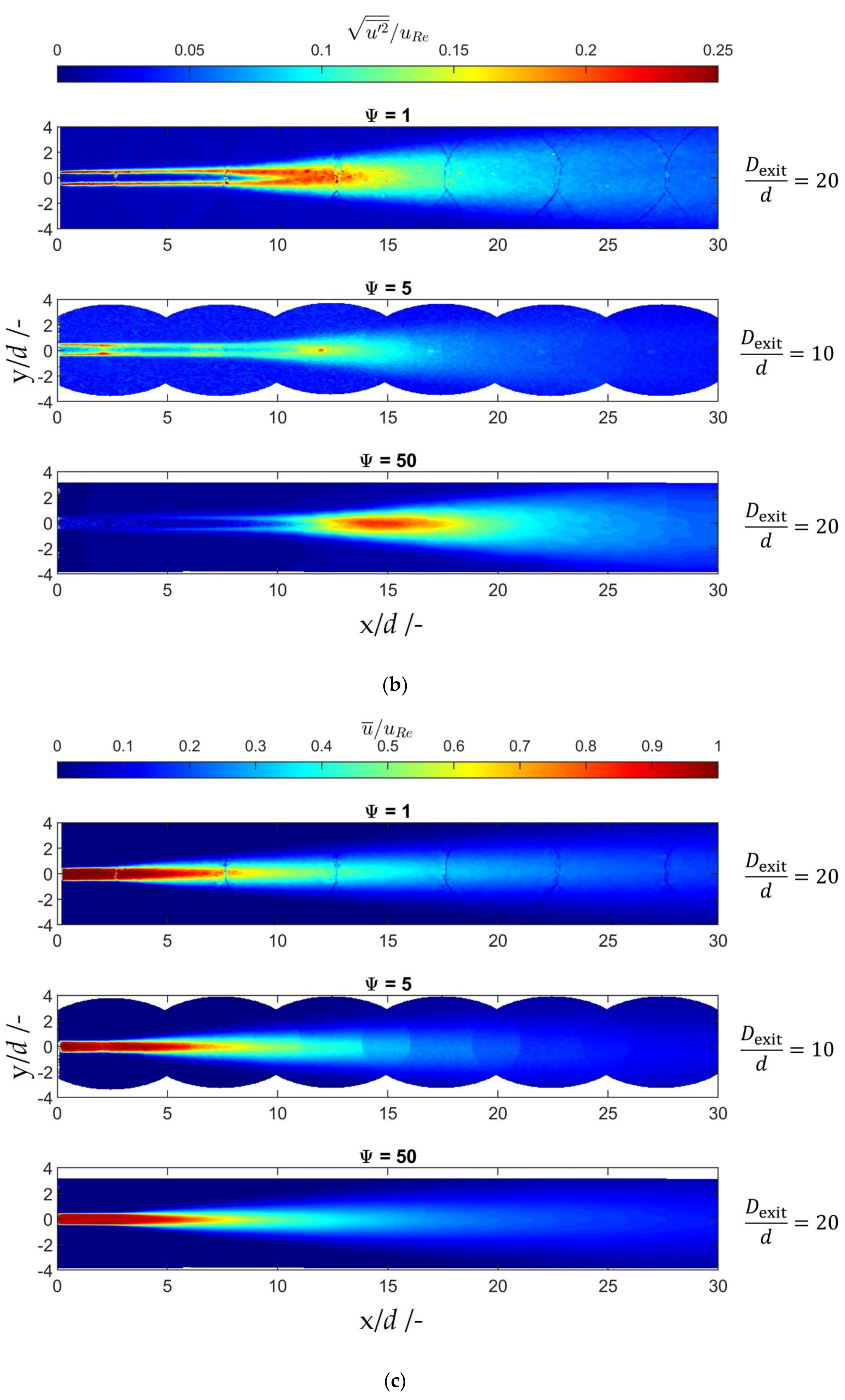
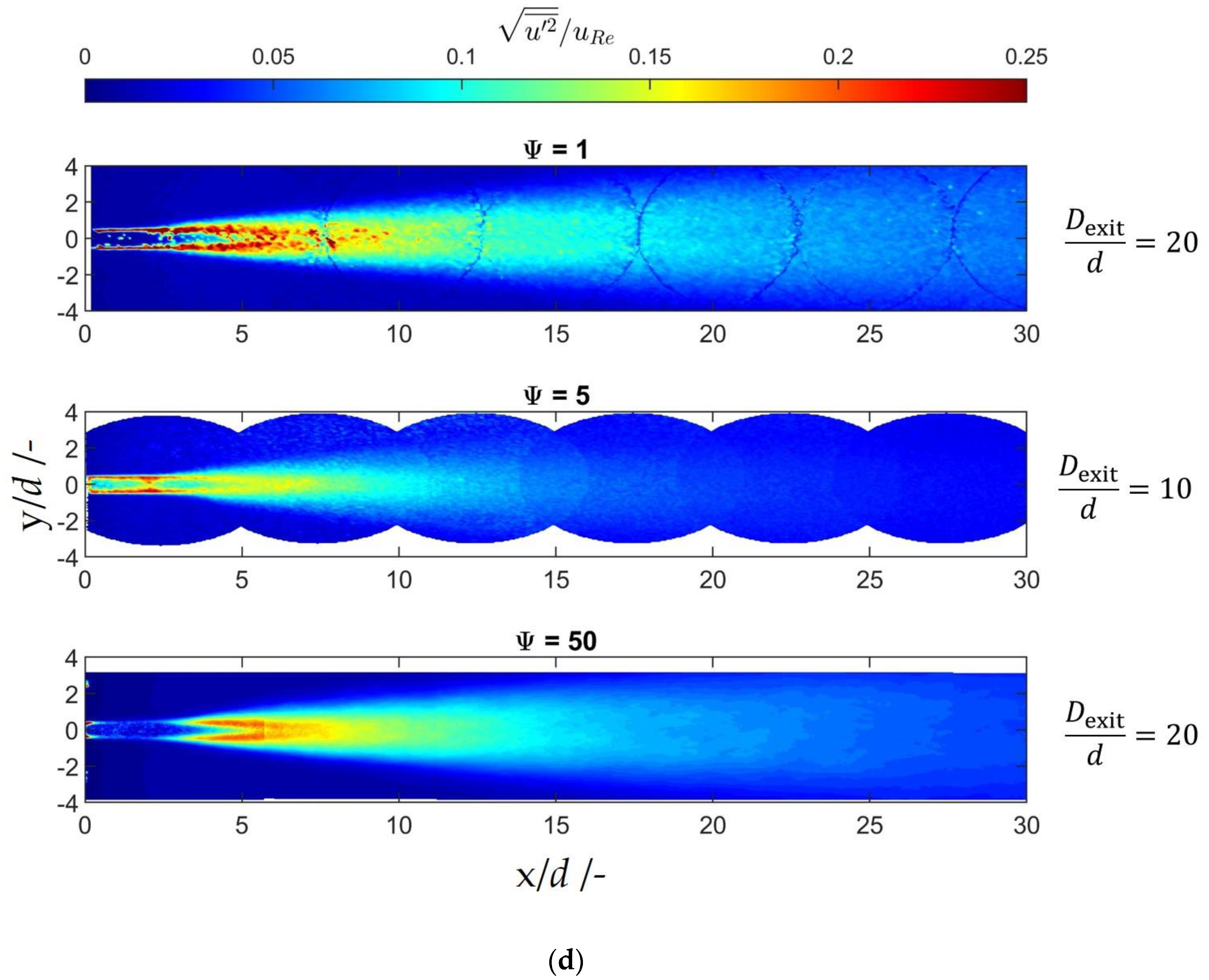
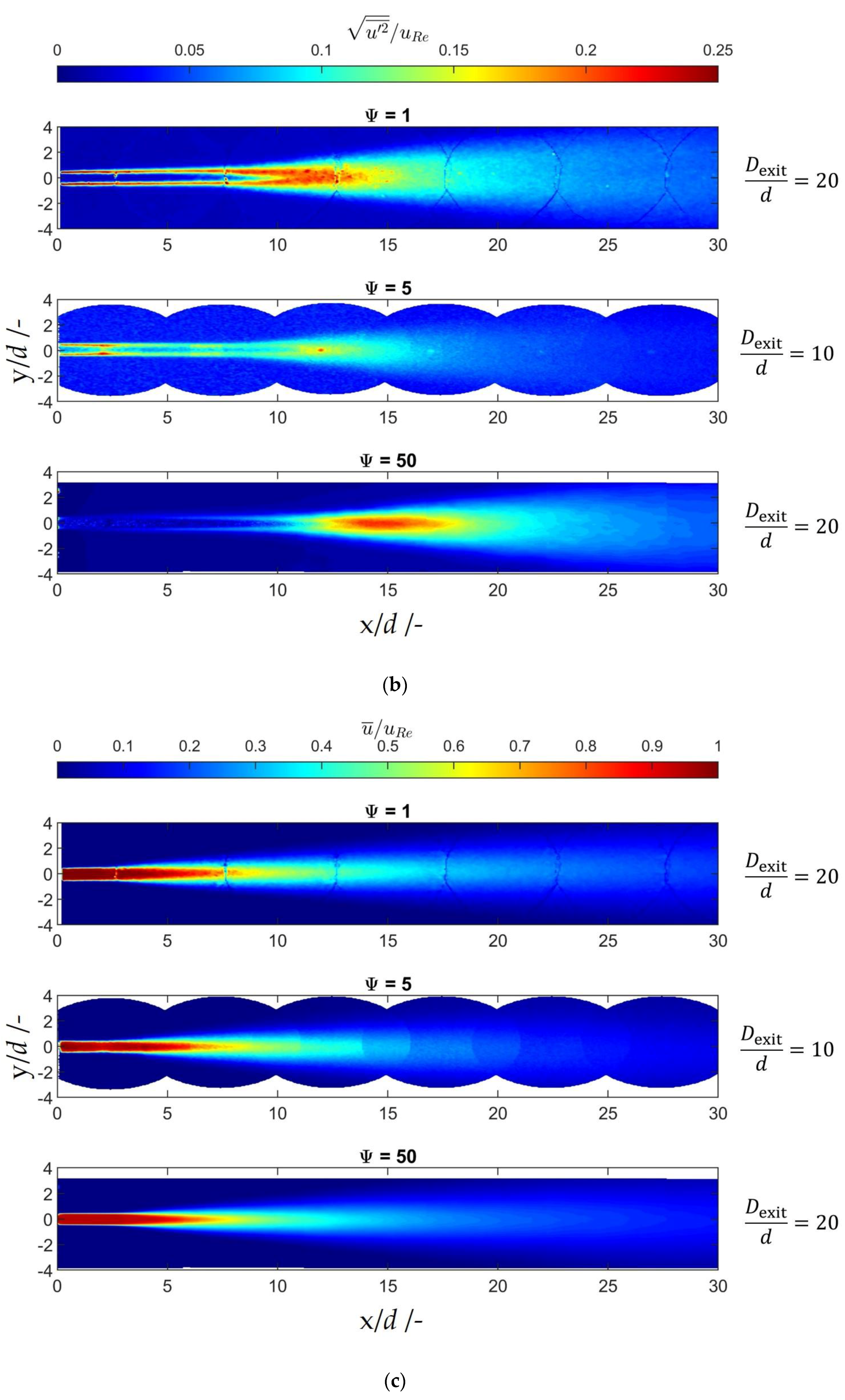
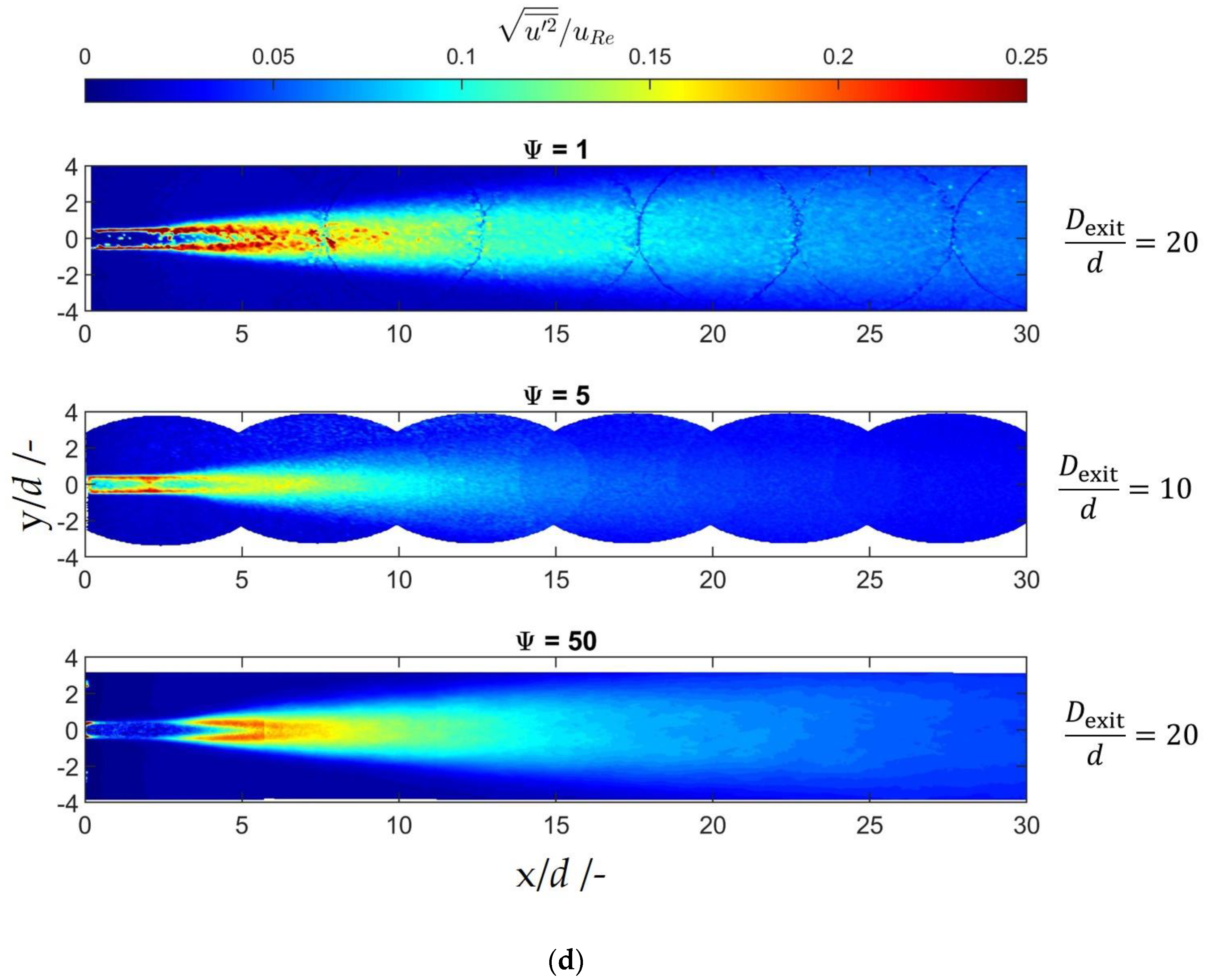
3.2.1. Comparison of the Normalized Velocity and the Normalized Velocity Fluctuations
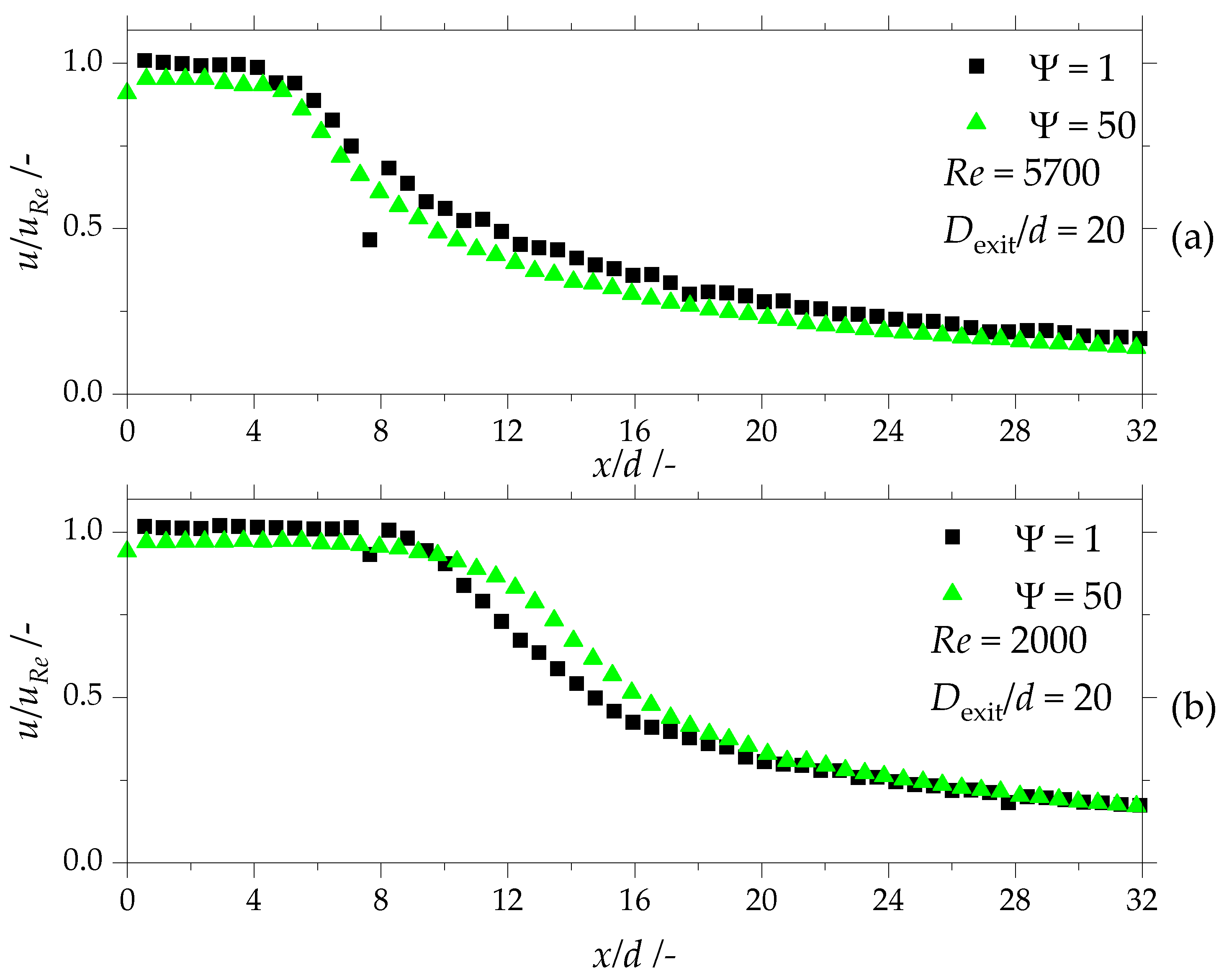
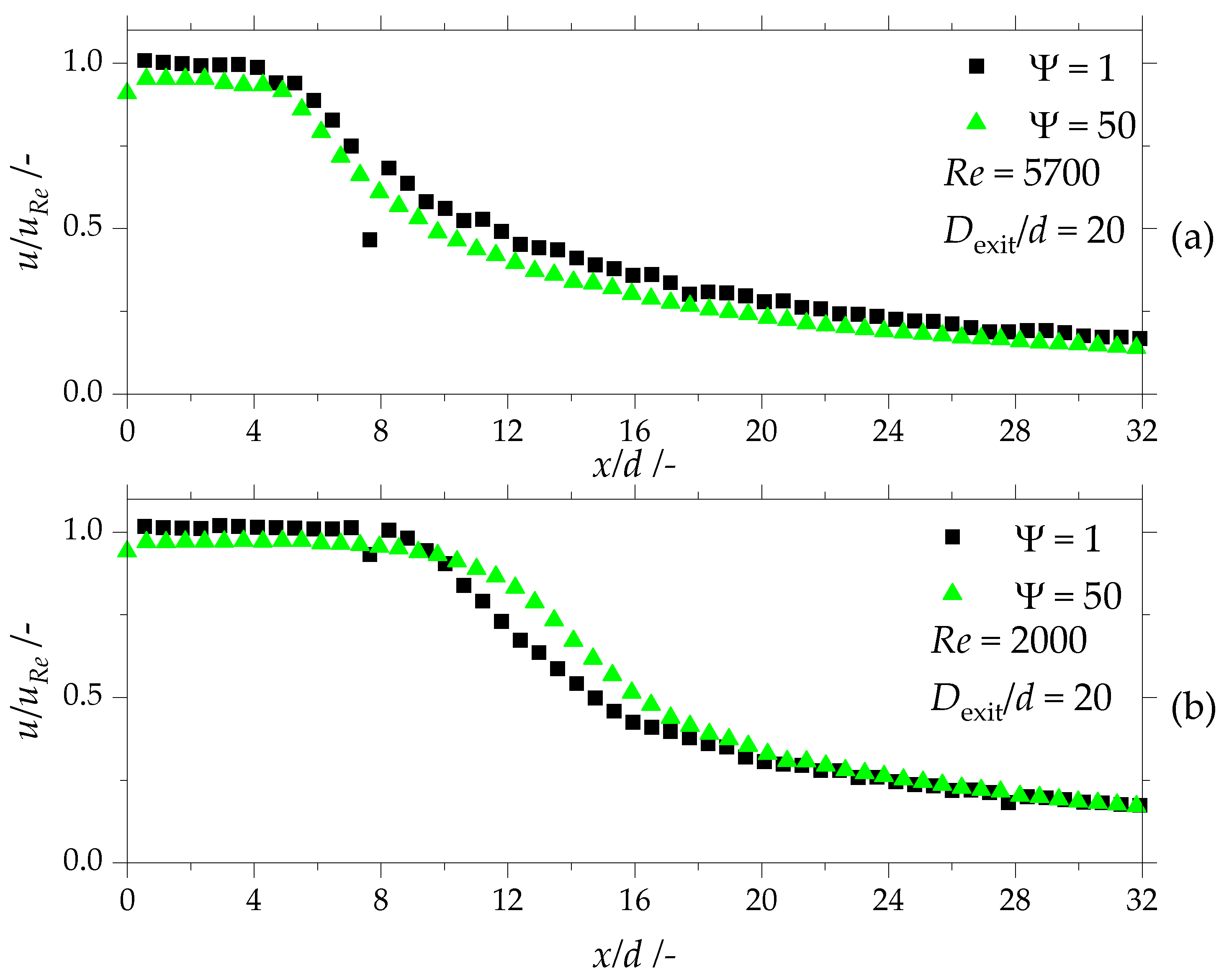
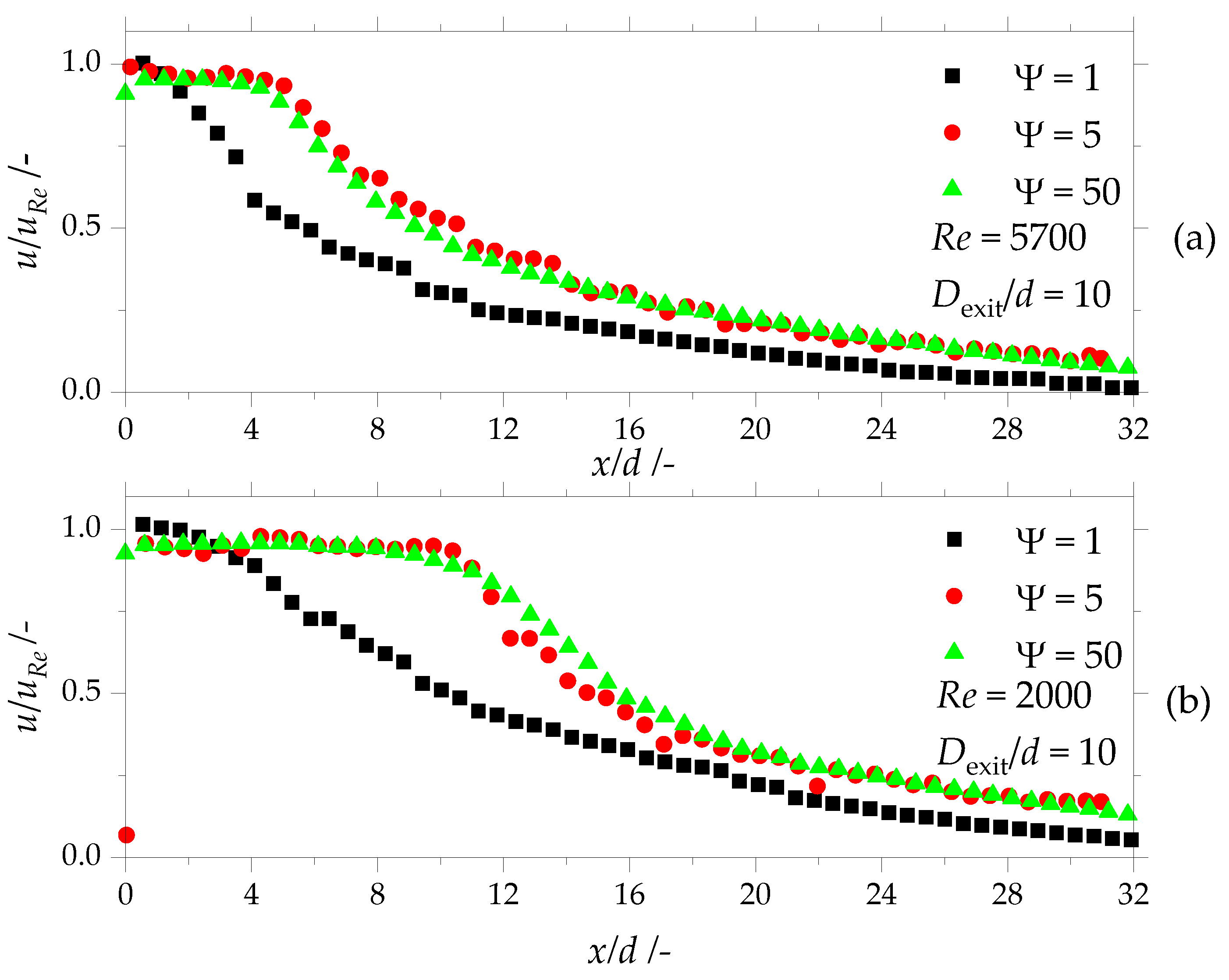
3.2.2. Comparison of the Normalized Velocity on the Center Axis
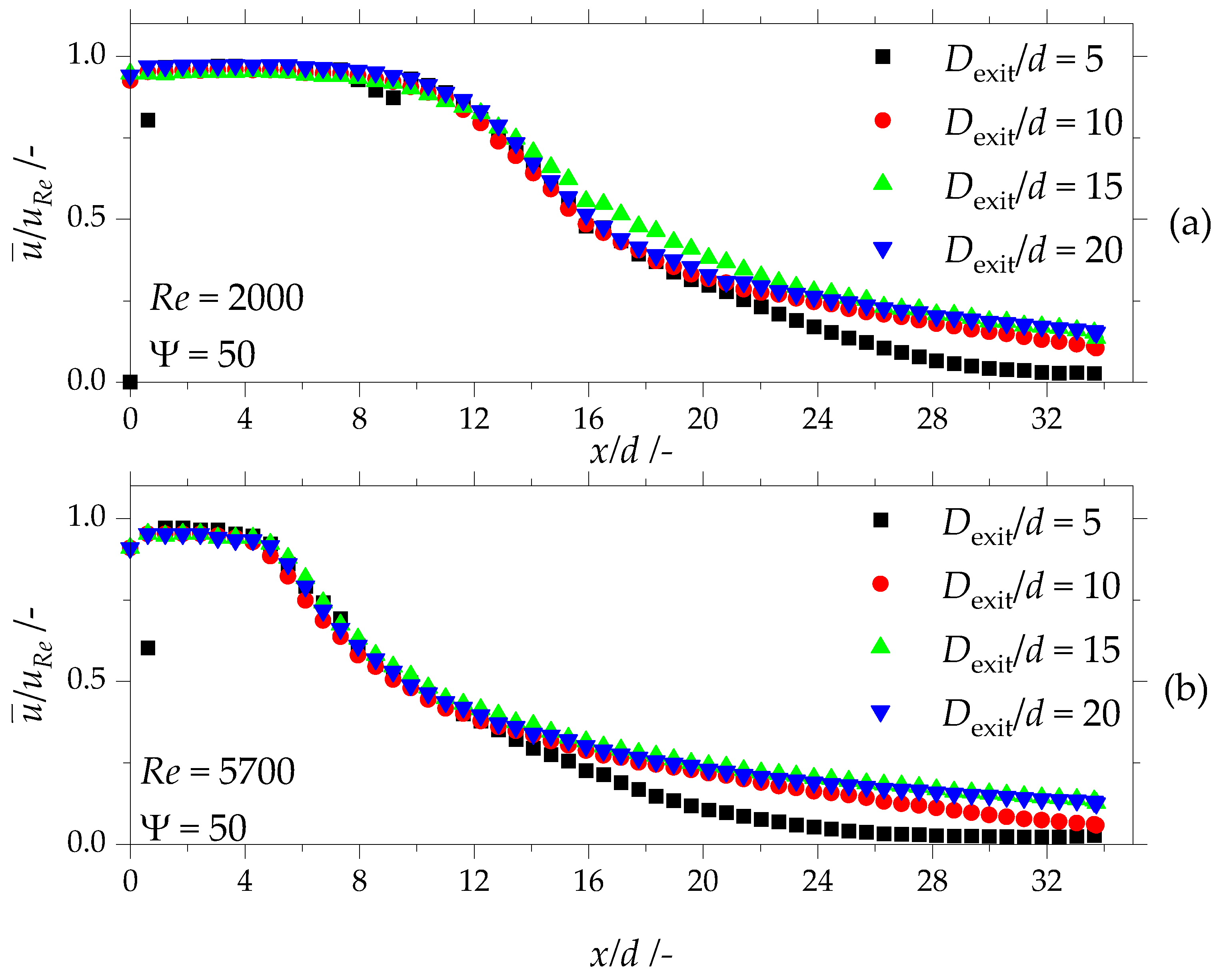
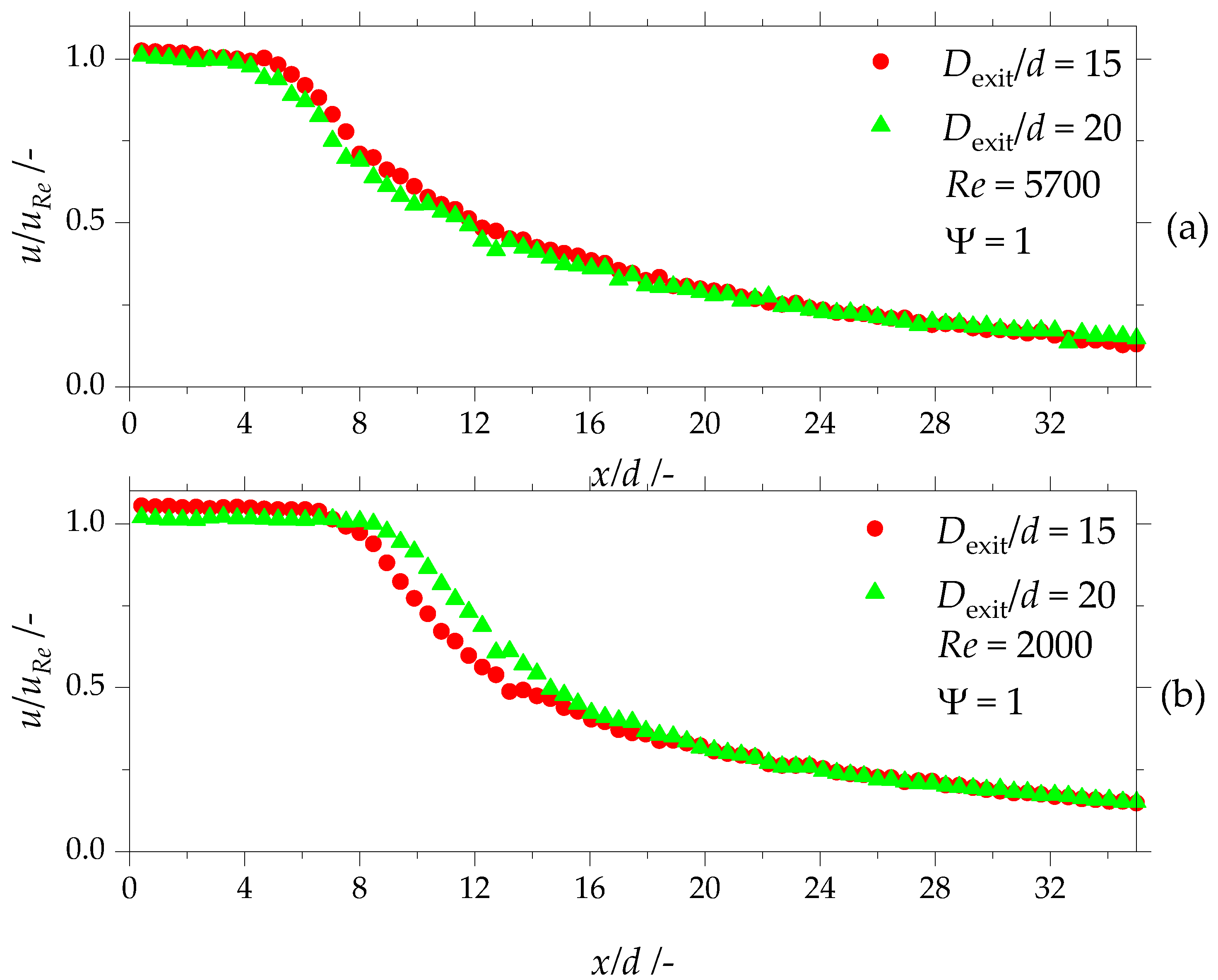
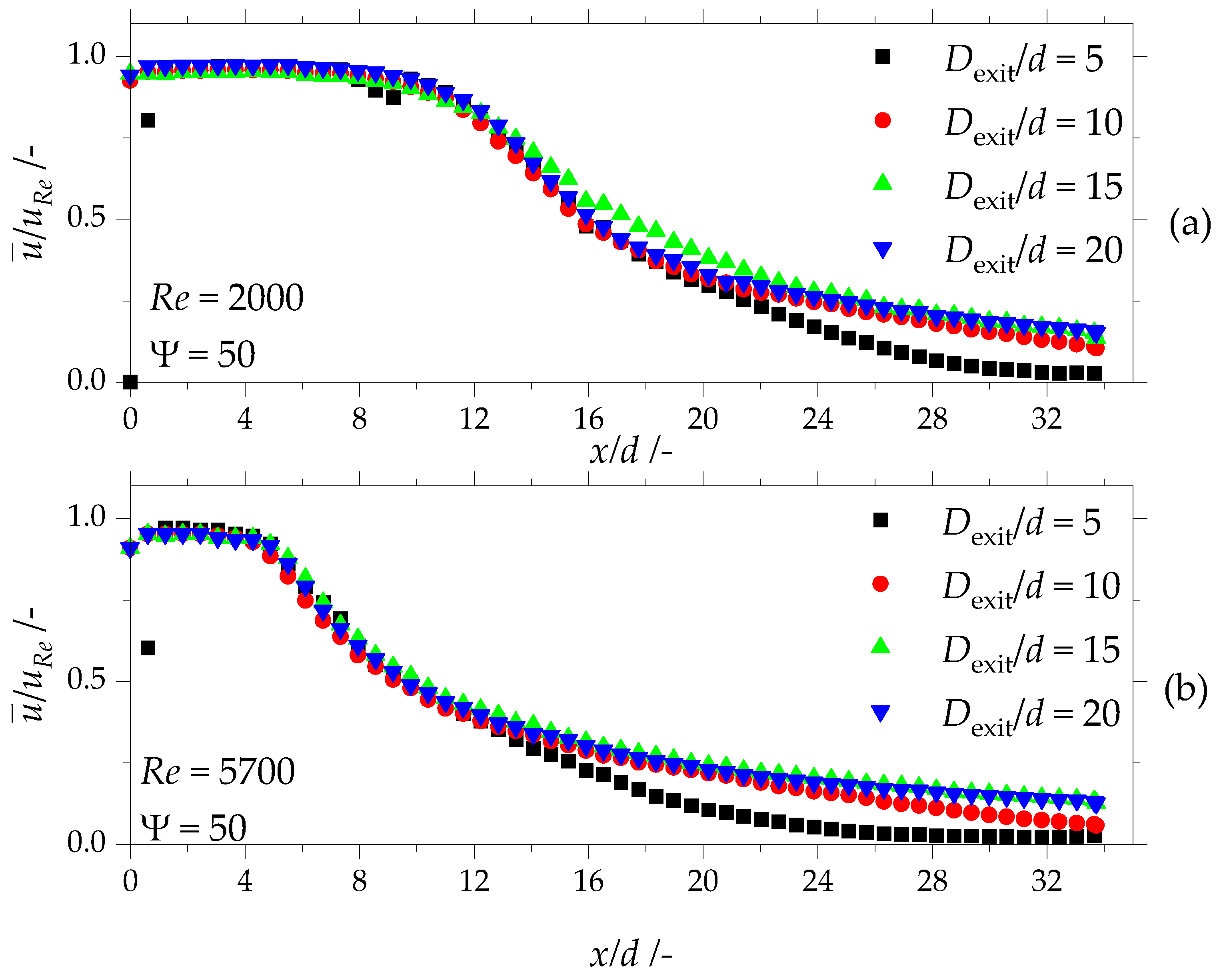
3.2.3. Influence of Confinement on the Normalized Velocity on the Center Axis
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Håkansson, A. Emulsion Formation by Homogenization: Current Understanding and Future Perspectives. Annu. Rev. Food Sci. Technol. 2019, 10, 239–258. [Google Scholar] [CrossRef] [PubMed]
- Bisten, A.; Rudolf, D.; Karbstein, H.P. Comparison of flow patterns and droplet deformations of modified sharp-edged and conical orifices during high-pressure homogenisation using µPIV. Microfluid. Nanofluid. 2018, 22, 607. [Google Scholar] [CrossRef]
- Kelemen, K.; Gepperth, S.; Koch, R.; Bauer, H.-J.; Schuchmann, H.P. On the visualization of droplet deformation and breakup during high-pressure homogenization. Microfluid. Nanofluid. 2015, 19, 1139–1158. [Google Scholar] [CrossRef]
- Walstra, P.; Smulders, I. Making Emulsions and Foams: An Overview. In Food Colloids: Proteins, Lipids and Polysaccharides; Dickinson, E., Bergenståhl, B., Eds.; Woodhead Publishing: Cambridge, England, 1997; pp. 367–381. ISBN 978-1-85573-783-9. [Google Scholar]
- Innings, F.; Fuchs, L.; Trägårdh, C. Theoretical and experimental analyses of drop deformation and break-up in a scale model of a high-pressure homogenizer. J. Food Eng. 2011, 103, 21–28. [Google Scholar] [CrossRef]
- Innings, F.; Trägårdh, C. Visualization of the Drop Deformation and Break-Up Process in a High Pressure Homogenizer. Chem. Eng. Technol. 2005, 28, 882–891. [Google Scholar] [CrossRef]
- Kelemen, K.; Crowther, F.E.; Cierpka, C.; Hecht, L.L.; Kähler, C.J.; Schuchmann, H.P. Investigations on the characterization of laminar and transitional flow conditions after high pressure homogenization orifices. Microfluid. Nanofluid. 2015, 18, 599–612. [Google Scholar] [CrossRef]
- Håkansson, A.; Fuchs, L.; Innings, F.; Revstedt, J.; Trägårdh, C.; Bergenståhl, B. High resolution experimental measurement of turbulent flow field in a high pressure homogenizer model and its implications on turbulent drop fragmentation. Chem. Eng. Sci. 2011, 66, 1790–1801. [Google Scholar] [CrossRef]
- Innings, F.; Trägårdh, C. Analysis of the flow field in a high-pressure homogenizer. Exp. Therm. Fluid Sci. 2007, 32, 345–354. [Google Scholar] [CrossRef]
- Taylor, G.I. The formation of emulsions in definable fields of flow. Proc. R. Soc. A 1934, 146, 501–523. [Google Scholar]
- Rumscheidt, F.D.; Mason, S.G. Particle Motion in Sheared Suspensions: XII. Deformation and Burst of Fluid Drops in Shear and Hyperbolic Flow. J. Colloid Sci. 1961, 16, 238–261. [Google Scholar] [CrossRef]
- Rallison, J.M. The deformation of small viscous drops and bubbles in shear flows. Annu. Rev. Fluid Mech. 1984, 16, 45–66. [Google Scholar] [CrossRef]
- Acrivos, A. The Breakup of Small Drops and Bubbles in Shear Flows. Ann. N. Y. Acad. Sci. 1983, 404, 1–11. [Google Scholar] [CrossRef]
- Hövekamp, T.B. Experimental and Numerical Investigation of Porous Media Flow with Regard to the Emulsion Process; ETH Zurich: Zürich, Switzerland, 2002. [Google Scholar]
- Egholm, R.D.; Fischer, P.; Feigl, K.; Windhab, E.J.; Kipka, R.; Szabo, P. Experimental and numerical analysis of droplet deformation in a complex flow generated by a rotor–stator device. Chem. Eng. Sci. 2008, 63, 3526–3536. [Google Scholar] [CrossRef]
- Feigl, K.; Baniabedalruhman, A.; Tanner, F.X.; Windhab, E.J. Numerical simulations of the breakup of emulsion droplets inside a spraying nozzle. Phys. Fluids 2016, 28, 123103. [Google Scholar] [CrossRef]
- Kaufmann, S. Experimentelle und Numerische Untersuchungen von Tropfendispergiervorgängen in Komplexen Laminaren Strömungsfeldern; ETH Zurich: Zürich, Switzerland, 2002. [Google Scholar]
- Megias-Alguacil, D.; Windhab, E.J. Experimental Study of Drop Deformation and Breakup in a Model Multitoothed Rotor-Stator. J. Fluids Eng. 2006, 128, 1289–1294. [Google Scholar] [CrossRef]
- Walzel, P. Advanteges and Limits in large Scale Modeling of Atomizers. In Proceedings of the 2nd International Conference on Liquid Atomization and Spray Systems, ICLASS-’82, Madison, WI, USA, 20–24 June 1982; Crosby, E.J., Ed.; Department of chemical engineering—University of Wisconsin: Madison, WI, USA, 1982; pp. 187–194. [Google Scholar]
- Kolb, G.; Wagner, G.; Ulrich, J. Untersuchungen zum Aufbruch von Einzeltropfen in Dispergiereinheiten zur Emulsionsherstellung. Chem. Ing. Tech. 2001, 73, 80–83. [Google Scholar] [CrossRef]
- Budde, C.; Schaffner, D.; Walzel, P. Drop Breakup in Liquid-Liquid Dispersions at an Orifice Plate Observed in a Large-Scale Model. Chem. Eng. Technol. 2002, 25, 1164–1167. [Google Scholar] [CrossRef]
- Håkansson, A. Scale-down failed—Dissimilarities between high-pressure homogenizers of different scales due to failed mechanistic matching. J. Food Eng. 2017, 195, 31–39. [Google Scholar] [CrossRef]
- Bertrand, J. Sur l’homogeneite dans les formules de physique. Cahiers de Rech. de l’Academie de Sci. 1878, 86, 916–920. [Google Scholar]
- Schlender, M.; Minke, K.; Spiegel, B.; Schuchmann, H.P. High-pressure double stage homogenization processes: Influences of plant setup on oil droplet size. Chem. Eng. Sci. 2015, 131, 162–171. [Google Scholar] [CrossRef]
- Barnes, H.A. Shear-Thickening (“Dilatancy”) in Suspensions of Nonaggregating Solid Particles Dispersed in Newtonian Liquids. J. Rheol. 1989, 33, 329–366. [Google Scholar] [CrossRef]
- Mardles, E.W.J. Viscosity of Suspensions and the Einstein Equation. Nature 1940, 145, 970. [Google Scholar] [CrossRef]
- Mutsch, B.; Kähler, C.J. Charakterisierung eines Versuchsstands zur Messung der relevanten Strömungsbedingungen für die Deformation und den Aufbruch von Tropfen beim Hochdruckhomogenisieren mit Blenden: Characterization of a setup for investigations on fluid dynamics leading to droplet deformation and breakup in high-pressure-homogenizers. In Experimentelle Strömungsmechanik: 25. Fachtagung, 5–7. September 2017, Karlsruhe; Ruck, B., Gromke, C., Leder, A., Dopheide, D., Eds.; Deutsche Gesellschaft für Laser-Anemometrie: Karlsruhe, Germany, 2017; pp. 44-1–44-8. ISBN 978-3-9816764-3-3. [Google Scholar]
- Ohmi, K.; Li, H.-Y. Particle-tracking velocimetry with new algorithms. J. Fluids Eng. 2000, 11, 603–616. [Google Scholar] [CrossRef]
- Windhab, E.J.; Dressler, M.; Feigl, K.; Fischer, P.; Megias-Alguacil, D. Emulsion processing—from single-drop deformation to design of complex processes and products. Chem. Eng. Sci. 2005, 60, 2101–2113. [Google Scholar] [CrossRef]
- Walzel, P.E. High-Pressure Homogenization: Simplified Drop Deformation Estimate during Transition through Orifices. Chem. Eng. Technol. 2017, 40, 405–411. [Google Scholar] [CrossRef]
- Abramovič, G.N. The Theory of Turbulent jets; M.I.T. Press: Cambridge, MA, USA, 1963. [Google Scholar]
- Rajaratnam, N. Turbulent Jets; Elsevier: Amsterdam, The Netherlands, 1976; ISBN 0444413723. [Google Scholar]
- Clancy, L.J. Aerodynamics; Wiley: New York, NY, USA; Pitman: London, UK, 1978; ISBN 9780470158371. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Scale | |||
|---|---|---|---|
| 1145.3 | 1148.55 | 1145.4 | |
| 928.33 | 920 | 960 | |
| 4.3104 | 3.986 | 20.074 | |
| 0.00425 | 0.00942 | 0.0314 | |
| 0.0149 | 0.02947 | 0.1066 |
| Scale | |||
|---|---|---|---|
| 0.2 | 1 | 10 | |
| 0.4 | 2 | 20 | |
| 2 | 10 | 100 | |
| 2/3/4 | 10 | 50/100/150/200 | |
| - | - | 20 | |
| 60 | 60 | - | |
| 0/0.5/1 | 0 | - |
| d | D | l | ||||||
|---|---|---|---|---|---|---|---|---|
| Target scaling factor | 5 | 5 | 5 | 1 | 1 | 1 | 2.361 | 2.361 |
| Target value | 1 mm | 10 mm | 2 mm | 1145.3 kg/m3 | 928.33 kg/m3 | 4.3104 mN/m | 0.00950 Pa∙s | 0.03331 Pa∙s |
| Actual value | 1 mm | 10 mm | 2 mm | 1148.55 kg/m3 | 920 kg/m3 | 3.986 mN/m | 0.00942 Pa∙s | 0.02947 Pa∙s |
| Actual scaling factor | 5 | 5 | 5 | 1.0029 | 0.991 | 0.9247 | 2.22 | 1.978 |
| d | D | l | ||||||
|---|---|---|---|---|---|---|---|---|
| Target scaling factor | 50 | 50 | 50 | 1 | 1 | 1 | 7.071 | 7.071 |
| Target value | 10 mm | 100 mm | 20 mm | 1145.3 kg/m3 | 928.33 kg/m3 | 4.3104 mN/m | 0.03005 Pa∙s | 0.10536 Pa∙s |
| Actual value | 10 mm | 100 mm | 20 mm | 1145.4 kg/m3 | 960 kg/m3 | 20.074 mN/m | 0.0314 Pa∙s | 0.1066 Pa∙s |
| Actual scaling factor | 50 | 50 | 50 | 1.00 | 1.03 | 4.6571 | 7.39 | 7.154 |
| Scale | |||
|---|---|---|---|
| 40 | 200 | 2000 | |
| 2000 | 2000 | 2000 | |
| 0.811 | 0.801 | 0.838 | |
| 3.51 | 3.13 | 3.39 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Preiss, F.J.; Mutsch, B.; Kähler, C.J.; Karbstein, H.P. Scaling of Droplet Breakup in High-Pressure Homogenizer Orifices. Part I: Comparison of Velocity Profiles in Scaled Coaxial Orifices. ChemEngineering 2021, 5, 7. https://doi.org/10.3390/chemengineering5010007
Preiss FJ, Mutsch B, Kähler CJ, Karbstein HP. Scaling of Droplet Breakup in High-Pressure Homogenizer Orifices. Part I: Comparison of Velocity Profiles in Scaled Coaxial Orifices. ChemEngineering. 2021; 5(1):7. https://doi.org/10.3390/chemengineering5010007
Chicago/Turabian StylePreiss, Felix Johannes, Benedikt Mutsch, Christian J. Kähler, and Heike Petra Karbstein. 2021. "Scaling of Droplet Breakup in High-Pressure Homogenizer Orifices. Part I: Comparison of Velocity Profiles in Scaled Coaxial Orifices" ChemEngineering 5, no. 1: 7. https://doi.org/10.3390/chemengineering5010007
APA StylePreiss, F. J., Mutsch, B., Kähler, C. J., & Karbstein, H. P. (2021). Scaling of Droplet Breakup in High-Pressure Homogenizer Orifices. Part I: Comparison of Velocity Profiles in Scaled Coaxial Orifices. ChemEngineering, 5(1), 7. https://doi.org/10.3390/chemengineering5010007