
Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach



Abstract
:1. Introduction
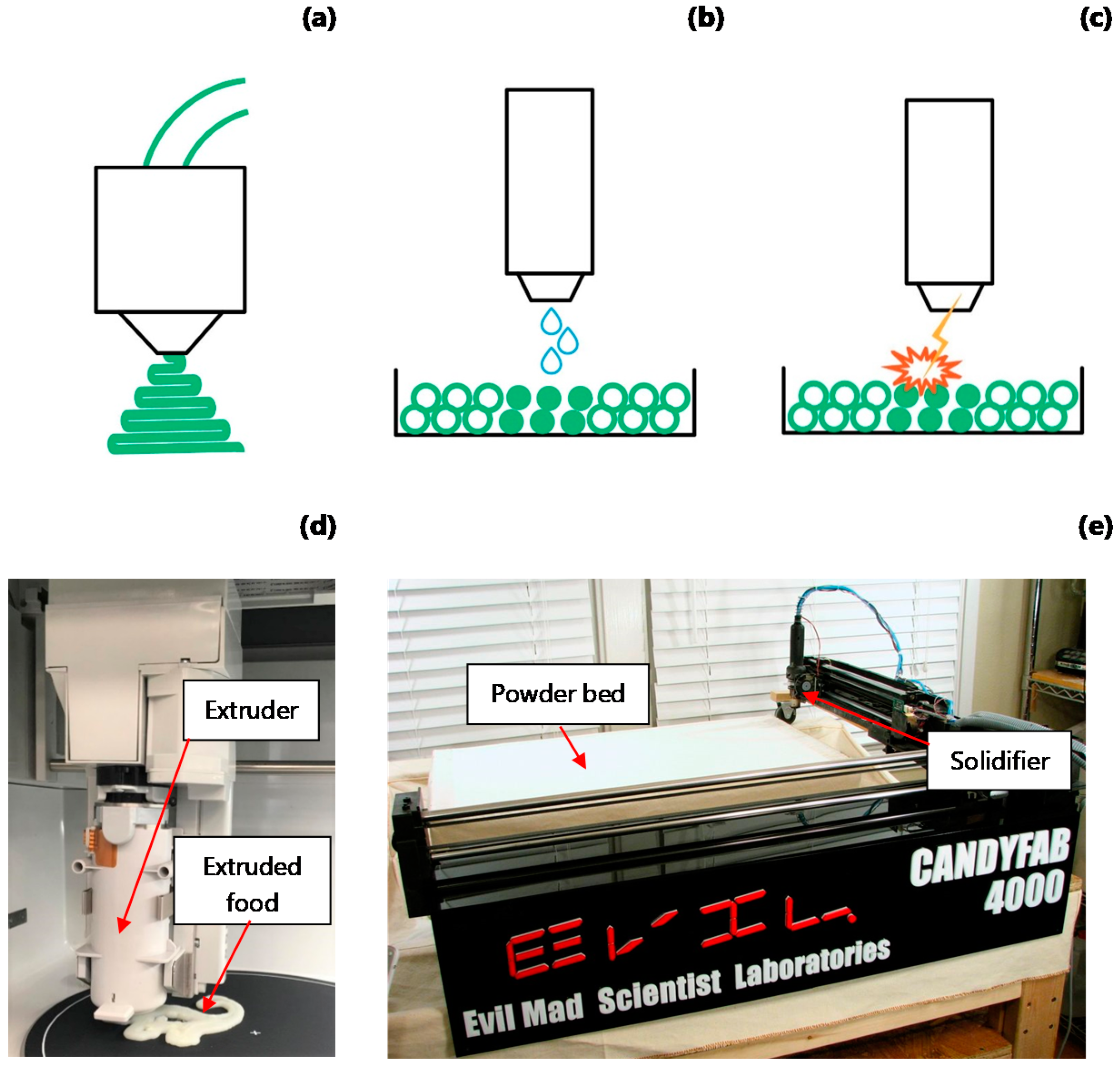
2. 3D Food Printing Techniques
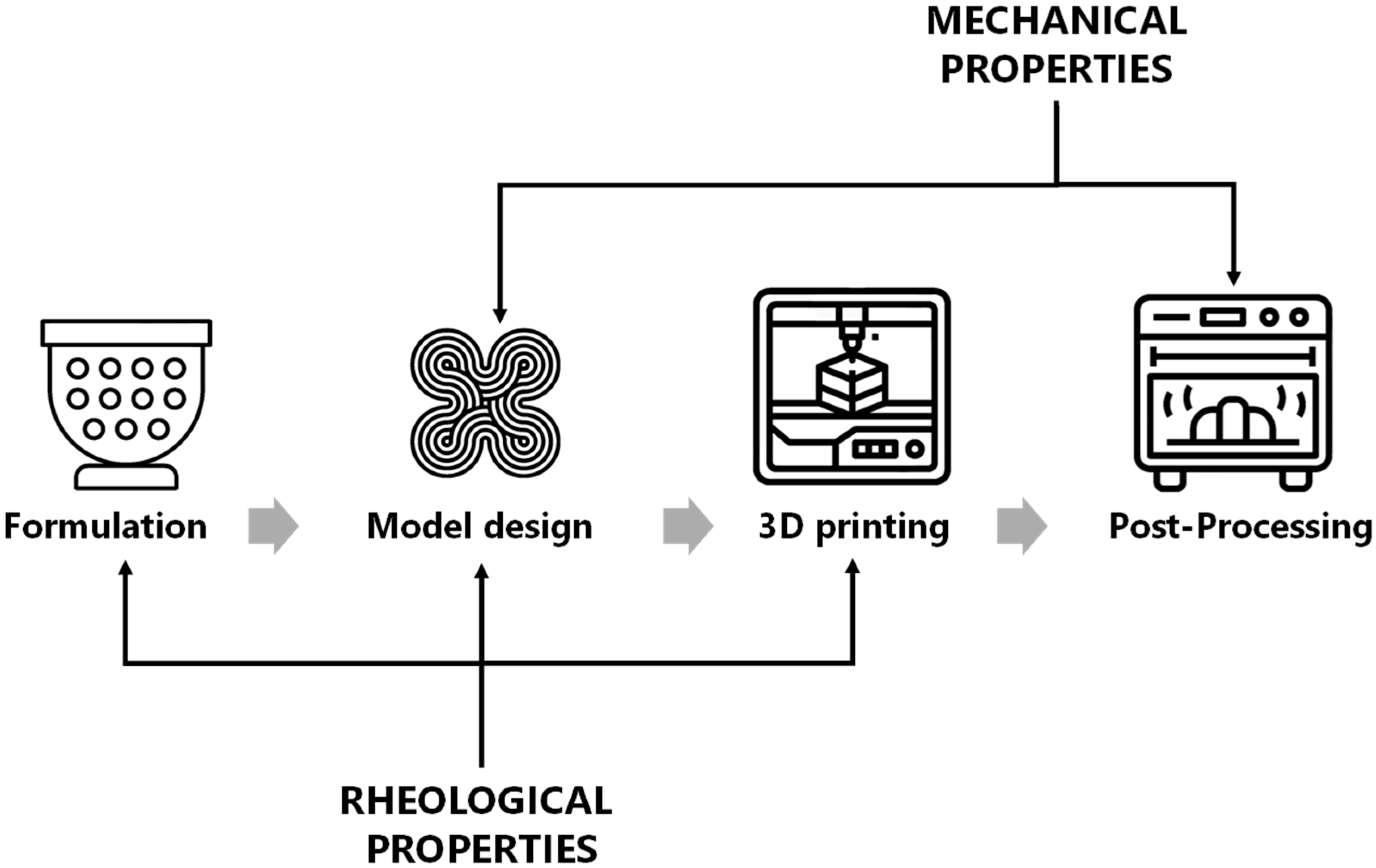
2.1. Rheological and Mechanical Properties in the Fabrication Process of 3D Printing Food
2.2. The Effect of Rheological and Mechanical Properties on Texture
3. Rheological Properties of 3D-Printed Food
Rheological Parameters Used to Characterize Food Ink Materials
4. Characterization of the Mechanical Properties of 3D-Printed Food
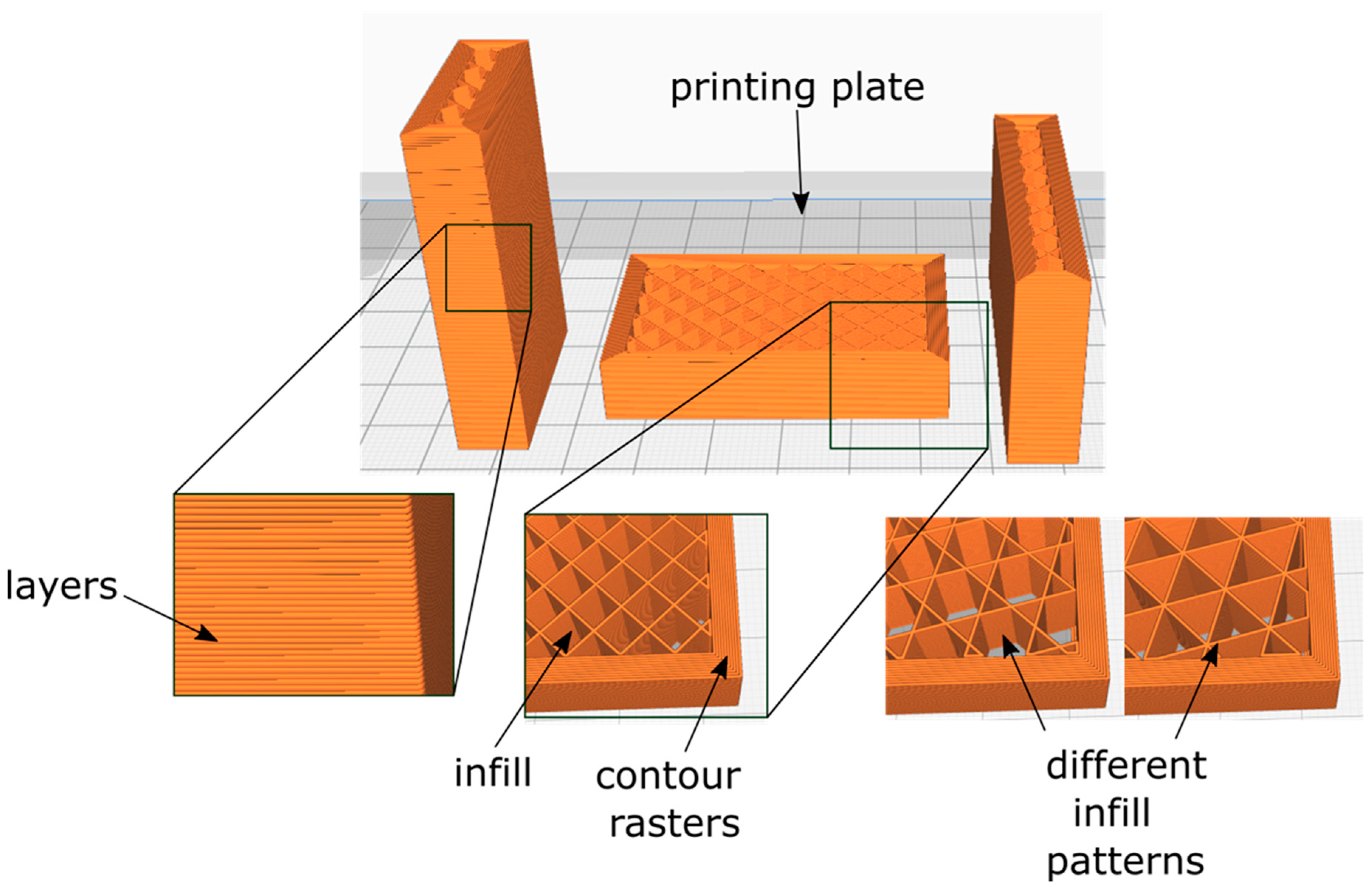
4.1. Effect of Infill Density
4.2. Effect of Building Orientation
4.3. Perspectives on the Mechanical Properties of 3D-Printed Food
5. Future Insights
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wegrzyn, T.F.; Golding, M.; Archer, R.H. Food Layered Manufacture: A new process for constructing solid foods. Trends Food Sci. Technol. 2012, 27, 66–72. [Google Scholar] [CrossRef]
- Cuan-Urquizo, E.; Espinoza-Camacho, J.I.; Álvarez-Trejo, A.; Uribe, E.; Treviño-Quintanilla, C.D.; Crespo-Sánchez, S.E.; Gómez-Espinosa, A.; Roman-Flores, A.; Olvera-Silva, O. Elastic response of lattice arc structures fabricated using curved-layered fused deposition modeling. Mech. Adv. Mater. Struct. 2019, 28, 1498–1508. [Google Scholar] [CrossRef]
- Park, G.-S.; Kim, S.-K.; Heo, S.-J.; Koak, J.-Y.; Seo, D.-G. Effects of Printing Parameters on the Fit of Implant-Supported 3D Printing Resin Prosthetics. Materials 2019, 12, 2533. [Google Scholar] [CrossRef] [Green Version]
- Khaled, S.A.; Burley, J.; Alexander, M.; Roberts, C.J. Desktop 3D printing of controlled release pharmaceutical bilayer tablets. Int. J. Pharm. 2013, 461, 105–111. [Google Scholar] [CrossRef]
- Trenfield, S.J.; Awad, A.; Goyanes, A.; Gaisford, S.; Basit, A.W. 3D Printing Pharmaceuticals: Drug Development to Frontline Care. Trends Pharmacol. Sci. 2018, 39, 440–451. [Google Scholar] [CrossRef] [PubMed]
- Urruela-Barrios, R.; Ramírez-Cedillo, E.; De León, A.D.; Alvarez, A.J.; Ortega-Lara, W. Alginate/Gelatin Hydrogels Reinforced with TiO2 and β-TCP Fabricated by Microextrusion-based Printing for Tissue Regeneration. Polymers 2019, 11, 457. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Pati, F.; Jang, J.; Ha, D.-H.; Kim, S.W.; Rhie, J.-W.; Shim, J.-H.; Kim, D.-H.; Cho, D.-W. Printing three-dimensional tissue analogues with decellularized extracellular matrix bioink. Nat. Commun. 2014, 5, 3935. [Google Scholar] [CrossRef] [Green Version]
- Terfansky, M.L.; Thangavelu, M. 3D Printing of Food for Space Missions. In Proceedings of the AIAA SPACE 2013 Conference and Exposition, San Diego, CA, USA, 10–12 September 2013. [Google Scholar] [CrossRef]
- Shakor, P.; Sanjayan, J.; Nazari, A.; Nejadi, S. Modified 3D printed powder to cement-based material and mechanical properties of cement scaffold used in 3D printing. Constr. Build. Mater. 2017, 138, 398–409. [Google Scholar] [CrossRef]
- Ceruti, A.; Marzocca, P.; Liverani, A.; Bil, C. Maintenance in aeronautics in an Industry 4.0 context: The role of Augmented Reality and Additive Manufacturing. J. Comput. Des. Eng. 2019, 6, 516–526. [Google Scholar] [CrossRef]
- Goulas, A.; Friel, R. Laser sintering of ceramic materials for aeronautical and astronautical applications. In Laser Additive Manufacturing: Materials, Design, Technologies, and Applications; Elsevier: Amsterdam, The Netherlands, 2017; pp. 373–398. [Google Scholar] [CrossRef]
- Holland, S.; Foster, T.; MacNaughtan, W.; Tuck, C. Design and characterisation of food grade powders and inks for microstructure control using 3D printing. J. Food Eng. 2018, 220, 12–19. [Google Scholar] [CrossRef]
- Kim, H.W.; Bae, H.; Park, H.J. Classification of the printability of selected food for 3D printing: Development of an assessment method using hydrocolloids as reference material. J. Food Eng. 2017, 215, 23–32. [Google Scholar] [CrossRef]
- Lipton, J.I.; Cutler, M.; Nigl, F.; Cohen, D.; Lipson, H. Additive manufacturing for the food industry. Trends Food Sci. Technol. 2015, 43, 114–123. [Google Scholar] [CrossRef]
- Pallottino, F.; Hakola, L.; Costa, C.; Antonucci, F.; Figorilli, S.; Seisto, A.; Menesatti, P. Printing on Food or Food Printing: A Review. Food Bioprocess Technol. 2016, 9, 725–733. [Google Scholar] [CrossRef]
- Derossi, A.; Caporizzi, R.; Azzollini, D.; Severini, C. Application of 3D printing for customized food. A case on the development of a fruit-based snack for children. J. Food Eng. 2018, 220, 65–75. [Google Scholar] [CrossRef]
- Vancauwenberghe, V.; Katalagarianakis, L.; Wang, Z.; Meerts, M.; Hertog, M.; Verboven, P.; Moldenaers, P.; Hendrickx, M.E.; Lammertyn, J.; Nicolaï, B. Pectin based food-ink formulations for 3-D printing of customizable porous food simulants. Innov. Food Sci. Emerg. Technol. 2017, 42, 138–150. [Google Scholar] [CrossRef]
- Kim, H.W.; Lee, J.H.; Park, S.M.; Lee, M.H.; Lee, I.W.; Doh, H.S.; Park, H.J. Effect of Hydrocolloids on Rheological Properties and Printability of Vegetable Inks for 3D Food Printing. J. Food Sci. 2018, 83, 2923–2932. [Google Scholar] [CrossRef]
- Dankar, I.; Haddarah, A.; Omar, F.E.; Sepulcre, F.; Pujolà, M. 3D printing technology: The new era for food customization and elaboration. Trends Food Sci. Technol. 2018, 75, 231–242. [Google Scholar] [CrossRef]
- Feng, C.; Zhang, M.; Bhandari, B. Materials Properties of Printable Edible Inks and Printing Parameters Optimization during 3D Printing: A review. Crit. Rev. Food Sci. Nutr. 2018, 59, 3074–3081. [Google Scholar] [CrossRef]
- Sun, J.; Peng, Z.; Zhou, W.; Fuh, J.Y.; Hong, G.S.; Chiu, A. A Review on 3D Printing for Customized Food Fabrication. Procedia Manuf. 2015, 1, 308–319. [Google Scholar] [CrossRef] [Green Version]
- Sun, J.; Peng, Z.; Yan, L.; Fuh, J.Y.H.; Hong, G.S. 3D food printing—An innovative way of mass customization in food fabrication. Int. J. Bioprinting 2015, 1, 27–38. Available online: http://ijb.whioce.com/index.php/int-j-bioprinting/article/view/78/pdf_30 (accessed on 23 March 2022). [CrossRef]
- Tan, C.; Toh, W.Y.; Wong, G.; Lin, L. Extrusion-based 3D food printing—Materials and machines. Int. J. Bioprinting 2018, 4, 143. [Google Scholar] [CrossRef] [PubMed]
- Voon, S.L.; An, J.; Wong, G.; Zhang, Y.; Chua, C.K. 3D food printing: A categorised review of inks and their development. Virtual Phys. Prototyp. 2019, 14, 203–218. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, M.; Bhandari, B. Recent development in 3D food printing. Crit. Rev. Food Sci. Nutr. 2017, 57, 3145–3153. [Google Scholar] [CrossRef] [PubMed]
- Baiano, A. 3D Printed Foods: A Comprehensive Review on Technologies, Nutritional Value, Safety, Consumer Attitude, Regulatory Framework, and Economic and Sustainability Issues. Food Rev. Int. 2020, 1–31. [Google Scholar] [CrossRef]
- He, C.; Zhang, M.; Fang, Z. 3D printing of food: Pretreatment and post-treatment of materials. Crit. Rev. Food Sci. Nutr. 2020, 60, 2379–2392. [Google Scholar] [CrossRef]
- Mantihal, S.; Kobun, R.; Lee, B.-B. 3D food printing of as the new way of preparing food: A review. Int. J. Gastron. Food Sci. 2020, 22, 100260. [Google Scholar] [CrossRef]
- Zhang, J.Y.; Pandya, J.K.; McClements, D.J.; Lu, J.; Kinchla, A.J. Advancements in 3D food printing: A comprehensive overview of properties and opportunities. Crit. Rev. Food Sci. Nutr. 2021, 1–18. [Google Scholar] [CrossRef]
- Kewuyemi, Y.O.; Kesa, H.; Adebo, O.A. Trends in functional food development with three-dimensional (3D) food printing technology: Prospects for value-added traditionally processed food products. Crit. Rev. Food Sci. Nutr. 2021, 1–38. [Google Scholar] [CrossRef]
- Godoi, F.C.; Prakash, S.; Bhandari, B.R. 3D printing technologies applied for food design: Status and prospects. J. Food Eng. 2016, 179, 44–54. [Google Scholar] [CrossRef] [Green Version]
- Varvara, R.-A.; Szabo, K.; Vodnar, D.C. 3D Food Printing: Principles of Obtaining Digitally-Designed Nourishment. Nutrients 2021, 13, 3617. [Google Scholar] [CrossRef]
- Tomašević, I.; Putnik, P.; Valjak, F.; Pavlić, B.; Šojić, B.; Markovinović, A.B.; Kovačević, D.B. 3D printing as novel tool for fruit-based functional food production. Curr. Opin. Food Sci. 2021, 41, 138–145. [Google Scholar] [CrossRef]
- Bhat, Z.F.; Morton, J.D.; Kumar, S.; Bhat, H.F.; Aadil, R.M.; Bekhit, A.E.-D.A. 3D printing: Development of animal products and special foods. Trends Food Sci. Technol. 2021, 118, 87–105. [Google Scholar] [CrossRef]
- Ma, Y.; Zhang, L. Formulated food inks for extrusion-based 3D printing of personalized foods: A mini review. Curr. Opin. Food Sci. 2022, 44, 100803. [Google Scholar] [CrossRef]
- Gaoshang, L.; Hu, L.; Liu, J.; Huang, J.; Yuan, C.; Takaki, K.; Hu, Y. A review on 3D printable food materials: Types and development trends. Int. J. Food Sci. Technol. 2022, 57, 164–172. [Google Scholar]
- Waghmare, R.; Suryawanshi, D.; Karadbhajne, S. Designing 3D printable food based on fruit and vegetable products—Opportunities and challenges. J. Food Sci. Technol. 2022, 246905730. [Google Scholar] [CrossRef]
- Jiang, H.; Zheng, L.; Zou, Y.; Tong, Z.; Han, S.; Wang, S. 3D food printing: Main components selection by considering rheological properties. Crit. Rev. Food Sci. Nutr. 2019, 59, 2335–2347. [Google Scholar] [CrossRef]
- Hussain, S.; Malakar, S.; Arora, V.K. Extrusion-Based 3D Food Printing: Technological Approaches, Material Characteristics, Printing Stability, and Post-processing. Food Eng. Rev. 2021, 14, 100–119. [Google Scholar] [CrossRef]
- Chen, X.; Zhang, M.; Teng, X.; Mujumdar, A.S. Recent Progress in Modeling 3D/4D Printing of Foods. Food Eng. Rev. 2022, 14, 120–133. [Google Scholar] [CrossRef]
- Chen, Y.; Zhang, M.; Sun, Y.; Phuhongsung, P. Improving 3D/4D printing characteristics of natural food gels by novel additives: A review. Food Hydrocoll. 2022, 123, 107160. [Google Scholar] [CrossRef]
- Guo, C.; Zhang, M.; Bhandari, B. Model Building and Slicing in Food 3D Printing Processes: A Review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 1052–1069. [Google Scholar] [CrossRef]
- Pereira, T.; Barroso, S.; Gil, M.M. Food Texture Design by 3D Printing: A Review. Foods 2021, 10, 320. [Google Scholar] [CrossRef] [PubMed]
- Le-Bail, A.; Maniglia, B.; Le-Bail, P. Recent advances and future perspective in additive manufacturing of foods based on 3D printing. Curr. Opin. Food Sci. 2020, 35, 54–64. [Google Scholar] [CrossRef]
- Lin, C. 3D Food Printing: A Taste of the Future. J. Food Sci. Educ. 2015, 14, 86–87. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Zhang, M.; Bhandari, B.; Wang, Y. 3D printing: Printing precision and application in food sector. Trends Food Sci. Technol. 2017, 69, 83–94. [Google Scholar] [CrossRef] [Green Version]
- Pérez, B.; Nykvist, H.; Brøgger, A.F.; Larsen, M.B.; Falkeborg, M.F. Impact of macronutrients printability and 3D-printer parameters on 3D-food printing: A review. Food Chem. 2019, 287, 249–257. [Google Scholar] [CrossRef] [PubMed]
- Piyush; Kumar, R.; Kumar, R. 3D printing of food materials: A state of art review and future applications. Mater. Today Proc. 2020, 33, 2–6. [Google Scholar] [CrossRef]
- Portanguen, S.; Tournayre, P.; Sicard, J.; Astruc, T.; Mirade, P.-S. Toward the design of functional foods and biobased products by 3D printing: A review. Trends Food Sci. Technol. 2019, 86, 188–198. [Google Scholar] [CrossRef] [Green Version]
- Periard, D.; Schaal, N.; Schaal, M.; Malone, E.; Lipson, H. Printing food. In Proceedings of the 18th Solid Freeform Fabrication Symposium, Austin, TX, USA, 21 August 2007; pp. 564–574. [Google Scholar]
- Le Tohic, C.; O’Sullivan, J.; Drapala, K.P.; Chartrin, V.; Chan, T.; Morrison, A.; Kerry, J.P.; Kelly, A.L. Effect of 3D printing on the structure and textural properties of processed cheese. J. Food Eng. 2018, 220, 56–64. [Google Scholar] [CrossRef]
- Severini, C.; Derossi, A.; Azzollini, D. Variables affecting the printability of foods: Preliminary tests on cereal-based products. Innov. Food Sci. Emerg. Technol. 2016, 38, 281–291. [Google Scholar] [CrossRef]
- Kim, H.W.; Lee, I.J.; Park, S.M.; Lee, J.H.; Nguyen, M.-H.; Park, H.J. Effect of hydrocolloid addition on dimensional stability in post-processing of 3D printable cookie dough. LWT-Food Sci. Technol. 2018, 101, 69–75. [Google Scholar] [CrossRef]
- Liu, C.; Ho, C.; Wang, J.-C. The development of 3D food printer for printing fibrous meat materials. IOP Conf. Ser. Mater. Sci. Eng. 2018, 284, 012019. [Google Scholar] [CrossRef]
- Diaz, J.V.; Van Bommel, K.J.C.; Noort, M.W.J.; Henket, J.; Briër, P. Method for the Production of Edible Objects Using SLS and Food Products. U.S. Patent 10,092,030 B2, 9 October 2018. [Google Scholar]
- Suzuki, Y.; Takagishi, K.; Umezu, S. Development of a high-precision viscous chocolate printer utilizing electrostatic inkjet printing. J. Food Process Eng. 2019, 42, 1–6. [Google Scholar] [CrossRef] [Green Version]
- Mantihal, S.; Prakash, S.; Bhandari, B. Texture-modified 3D printed dark chocolate: Sensory evaluation and consumer perception study. J. Texture Stud. 2019, 50, 386–399. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Yang, F.; Zhang, M.; Bhandari, B.; Liu, Y. Investigation on lemon juice gel as food material for 3D printing and optimization of printing parameters. LWT 2018, 87, 67–76. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.H.; Won, D.J.; Kim, H.W.; Park, H.J. Effect of particle size on 3D printing performance of the food-ink system with cellular food materials. J. Food Eng. 2019, 256, 1–8. [Google Scholar] [CrossRef]
- Fernandez-Vicente, M.; Calle, W.; Ferrandiz, S.; Conejero, A. Effect of Infill Parameters on Tensile Mechanical Behavior in Desktop 3D Printing. 3D Print. Addit. Manuf. 2016, 3, 183–192. [Google Scholar] [CrossRef]
- Dankar, I.; Pujolà, M.; El Omar, F.; Sepulcre, F.; Haddarah, A. Impact of Mechanical and Microstructural Properties of Potato Puree-Food Additive Complexes on Extrusion-Based 3D Printing. Food Bioprocess Technol. 2018, 11, 2021–2031. [Google Scholar] [CrossRef]
- Stokes, J.R.; Boehm, M.W.; Baier, S.K. Oral processing, texture and mouthfeel: From rheology to tribology and beyond. Curr. Opin. Colloid Interface Sci. 2013, 18, 349–359. [Google Scholar] [CrossRef] [Green Version]
- ISO 11036: Sensory Analysis-Methodology-Texture Profile; International Organization for Standardization (ISO): Geneva, Switzerland, 2020; Available online: https://www.iso.org/standard/76668.html (accessed on 23 March 2022).
- Sungsinchai, S.; Niamnuy, C.; Wattanapan, P.; Charoenchaitrakool, M.; Devahastin, S. Texture Modification Technologies and Their Opportunities for the Production of Dysphagia Foods: A Review. Compr. Rev. Food Sci. Food Saf. 2019, 18, 1898–1912. [Google Scholar] [CrossRef] [Green Version]
- Hemsley, B.; Palmer, S.; Kouzani, A.; Adams, S.; Balandin, S. Review Informing the Design of 3D Food Printing for People with Swallowing Disorders: Constructive, Conceptual, and Empirical Problems. In Proceedings of the 52nd Hawaii International Conference on System Sciences, Maui, HI, USA, 8–11 January 2019; pp. 5735–5744. [Google Scholar] [CrossRef] [Green Version]
- Kouzani, A.Z.; Adams, S.; Whyte, D.J.; Oliver, R.; Hemsley, B.; Palmer, S.; Balandin, S. 3D Printing of Food for People with Swallowing Difficulties. Knowl. Eng. 2017, 2, 23. [Google Scholar] [CrossRef]
- Zhu, S.; Stieger, M.A.; van der Goot, A.J.; Schutyser, M.A.I. Extrusion-based 3D printing of food pastes: Correlating rheological properties with printing behaviour. Innov. Food Sci. Emerg. Technol. 2019, 58, 102214. [Google Scholar] [CrossRef]
- Liu, L.; Meng, Y.; Dai, X.; Chen, K.; Zhu, Y. 3D printing complex egg white protein objects: Properties and optimization. Food Bioprocess Technol. 2019, 12, 267–279. [Google Scholar] [CrossRef]
- Zheng, L.; Yu, Y.; Tong, Z.; Zou, Q.; Han, S.; Jiang, H. The characteristics of starch gels molded by 3D printing. J. Food Process. Preserv. 2019, 43, 1–11. [Google Scholar] [CrossRef]
- Karyappa, R.; Hashimoto, M. Chocolate-based Ink Three-dimensional Printing (Ci3DP). Sci. Rep. 2019, 9, 14178. [Google Scholar] [CrossRef] [PubMed]
- Nijdam, J.J.; Agarwal, D.; Schon, B.S. An experimental assessment of filament-extrusion models used in slicer software for 3D food-printing applications. J. Food Eng. 2021, 317, 110711. [Google Scholar] [CrossRef]
- Sun, J.; Zhou, W.; Huang, D.; Fuh, J.Y.H.; Hong, G.S. An Overview of 3D Printing Technologies for Food Fabrication. Food Bioprocess Technol. 2015, 8, 1605–1615. [Google Scholar] [CrossRef]
- Gholamipour-Shirazi, A.; Norton, I.T.; Mills, T. Designing hydrocolloid based food-ink formulations for extrusion 3D printing. Food Hydrocoll. 2019, 95, 161–167. [Google Scholar] [CrossRef]
- Dick, A.; Bhandari, B.; Prakash, S. 3D printing of meat. Meat Sci. 2019, 153, 35–44. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, W.; Wang, K.; Bao, Y.; Regenstein, J.M.; Zhou, P. Fabrication of gel-like emulsions with whey protein isolate using microfluidization: Rheological properties and 3D printing performance. Food Bioprocess Technol. 2019, 12, 1967–1979. [Google Scholar] [CrossRef]
- Ahmed, E.M. Hydrogel: Preparation, characterization, and applications: A review. J. Adv. Res. 2015, 6, 105–121. [Google Scholar] [CrossRef] [Green Version]
- García-Segovia, P.; García-Alcaraz, V.; Balasch-Parisi, S.; Martínez-Monzó, J. 3D printing of gels based on xanthan/konjac gums. Innov. Food Sci. Emerg. Technol. 2020, 64, 102343. [Google Scholar] [CrossRef]
- Xu, L.; Gu, L.; Su, Y.; Chang, C.; Wang, J.; Dong, S.; Liu, Y.; Yang, Y.; Li, J. Impact of thermal treatment on the rheological, microstructural, protein structures and extrusion 3D printing characteristics of egg yolk. Food Hydrocoll. 2020, 100, 105399. [Google Scholar] [CrossRef]
- Sun, A.; Gunasekaran, S. Yield Stress in Foods: Measurements and Applications. Int. J. Food Prop. 2009, 12, 70–101. [Google Scholar] [CrossRef]
- Pulatsu, E.; Su, J.-W.; Lin, J.; Lin, M. Factors affecting 3d printing and post processing capacity of cookie dough. Innov. Food Sci. Emerg. Technol. 2020, 61, 102316. [Google Scholar] [CrossRef]
- Del-Mazo-Barbara, L.; Ginebra, M.-P. Rheological characterisation of ceramic inks for 3D direct ink writing: A review. J. Eur. Ceram. Soc. 2021, 41, 18–33. [Google Scholar] [CrossRef]
- Costakis, W.; Rueschhoff, L.M.; Diaz-Cano, A.I.; Youngblood, J.; Trice, R.W. Additive manufacturing of boron carbide via continuous filament direct ink writing of aqueous ceramic suspensions. J. Eur. Ceram. Soc. 2016, 36, 3249–3256. [Google Scholar] [CrossRef]
- Liu, Z.; Zhang, M.; Bhandari, B.; Yang, C. Impact of rheological properties of mashed potatoes on 3D printing. J. Food Eng. 2018, 220, 76–82. [Google Scholar] [CrossRef] [Green Version]
- Liu, Z.; Bhandari, B.; Prakash, S.; Mantihal, S.; Zhang, M. Linking rheology and printability of a multicomponent gel system of carrageenan-xanthan-starch in extrusion based additive manufacturing. Food Hydrocoll. 2019, 87, 413–424. [Google Scholar] [CrossRef]
- Liu, Q.; Zhang, N.; Wei, W.; Hu, X.; Tan, Y.; Yu, Y.; Deng, Y.; Bi, C.; Zhang, L.; Zhang, H. Assessing the dynamic extrusion-based 3D printing process for power-law fluid using numerical simulation. J. Food Eng. 2020, 275, 109861. [Google Scholar] [CrossRef]
- Lille, M.; Nurmela, A.; Nordlund, E.; Metsä-Kortelainen, S.; Sozer, N. Applicability of protein and fiber-rich food materials in extrusion-based 3D printing. J. Food Eng. 2018, 220, 20–27. [Google Scholar] [CrossRef]
- Rahman, J.M.H.; Shiblee, N.I.; Ahmed, K.; Khosla, A.; Kawakami, M.; Furukawa, H. Rheological and mechanical properties of edible gel materials for 3D food printing technology. Heliyon 2020, 6, e05859. [Google Scholar] [CrossRef] [PubMed]
- Diañez, I.; Gallegos, C.; la Fuente, E.B.-D.; Martínez, I.; Valencia, C.; Sánchez, M.; Diaz, M.; Franco, J. 3D printing in situ gelification of κ-carrageenan solutions: Effect of printing variables on the rheological response. Food Hydrocoll. 2019, 87, 321–330. [Google Scholar] [CrossRef]
- Martínez-Monzó, J.; Cárdenas, J.; García-Segovia, P. Effect of Temperature on 3D Printing of Commercial Potato Puree. Food Biophys. 2019, 14, 225–234. [Google Scholar] [CrossRef]
- Kern, C.; Weiss, J.; Hinrichs, J. Additive layer manufacturing of semi-hard model cheese: Effect of calcium levels on thermo-rheological properties and shear behavior. J. Food Eng. 2018, 235, 89–97. [Google Scholar] [CrossRef]
- Yang, F.; Guo, C.; Zhang, M.; Bhandari, B.; Liu, Y. Improving 3D printing process of lemon juice gel based on fluid flow numerical simulation. LWT-Food Sci. Technol. 2019, 102, 89–99. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Zhang, M.; Bhandari, B.; Yang, C. Investigation on fish surimi gel as promising food material for 3D printing. J. Food Eng. 2018, 220, 101–108. [Google Scholar] [CrossRef]
- Huang, M.-S.; Zhang, M.; Bhandari, B. Assessing the 3D printing precision and texture properties of brown rice induced by infill levels and printing variables. Food Bioprocess Technol. 2019, 12, 1185–1196. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, D.; Wei, G.; Ma, Y.; Bhandari, B.; Zhou, P. 3D printed milk protein food simulant: Improving the printing performance of milk protein concentration by incorporating whey protein isolate. Innov. Food Sci. Emerg. Technol. 2018, 49, 116–126. [Google Scholar] [CrossRef] [Green Version]
- Suiker, A. Mechanical performance of wall structures in 3D printing processes: Theory, design tools and experiments. Int. J. Mech. Sci. 2018, 137, 145–170. [Google Scholar] [CrossRef] [Green Version]
- Wolfs, R.J.M.; Suiker, A.S.J. Structural failure during extrusion-based 3D printing processes. Int. J. Adv. Manuf. Technol. 2019, 104, 565–584. [Google Scholar] [CrossRef] [Green Version]
- Cuan-Urquizo, E.; Barocio, E.; Tejada-Ortigoza, V.; Pipes, R.B.; Rodriguez, C.A.; Roman-Flores, A. Characterization of the Mechanical Properties of FFF Structures and Materials: A Review on the Experimental, Computational and Theoretical Approaches. Materials 2019, 12, 895. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Peleg, M. The instrumental texture profile analysis revisited. J. Texture Stud. 2019, 50, 362–368. [Google Scholar] [CrossRef] [PubMed]
- Ahn, S.-H.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef] [Green Version]
- Azam, S.M.R.; Zhang, M.; Mujumdar, A.S.; Yang, C. Study on 3D printing of orange concentrate and material characteristics. J. Food Process Eng. 2018, 41, e12689. [Google Scholar] [CrossRef]
- Dankar, I.; Haddarah, A.; Sepulcre, F.; Pujolà, M. Assessing Mechanical and Rheological Properties of Potato Puree: Effect of Different Ingredient Combinations and Cooking Methods on the Feasibility of 3D Printing. Foods 2020, 9, 21. [Google Scholar] [CrossRef] [Green Version]
- Mantihal, S.; Prakash, S.; Godoi, F.C.; Bhandari, B. Effect of additives on thermal, rheological and tribological properties of 3D printed dark chocolate. Food Res. Int. 2019, 119, 161–169. [Google Scholar] [CrossRef]
- Mantihal, S.; Prakash, S.; Godoi, F.C.; Bhandari, B. Optimization of chocolate 3D printing by correlating thermal and flow properties with 3D structure modeling. Innov. Food Sci. Emerg. Technol. 2017, 44, 21–29. [Google Scholar] [CrossRef] [Green Version]
- Azam, R.S.M.; Zhang, M.; Bhandari, B.; Yang, C. Effect of Different Gums on Features of 3D Printed Object Based on Vitamin-D Enriched Orange Concentrate. Food Biophys. 2018, 13, 250–262. [Google Scholar] [CrossRef]
- Liu, Z.; Bhandari, B.; Prakash, S.; Zhang, M. Creation of internal structure of mashed potato construct by 3D printing and its textural properties. Food Res. Int. 2018, 111, 534–543. [Google Scholar] [CrossRef]
- Yasa, E.; Ersoy, K. Dimensional Accuracy and Mechanical Properties of Chopped Carbon Reinforced Polymers Produced by Material Extrusion Additive Manufacturing. Materials 2019, 12, 3885. [Google Scholar] [CrossRef] [Green Version]
- Feng, C.; Zhang, M.; Bhandari, B.; Ye, Y. Use of potato processing by-product: Effects on the 3D printing characteristics of the yam and the texture of air-fried yam snacks. LWT-Food Sci. Technol. 2020, 125, 109265. [Google Scholar] [CrossRef]
- Lipton, J.I.; Lipson, H. 3D Printing Variable Stiffness Foams Using Viscous Thread Instability. Sci. Rep. 2016, 6, 29996. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Vancauwenberghe, V.; Delele, M.A.; Vanbiervliet, J.; Aregawi, W.; Verboven, P.; Lammertyn, J.; Nicolaï, B. Model-based design and validation of food texture of 3D printed pectin-based food simulants. J. Food Eng. 2018, 231, 72–82. [Google Scholar] [CrossRef]
- Gibson, L.J.; Ashby, M.F.; Schajer, G.S.; Robertson, C.I. The mechanics of two-dimensional cellular materials. Proc. R. Soc. A Math. Phys. Eng. Sci. 1982, 382, 25–42. [Google Scholar] [CrossRef]
- Liu, Z.; Dick, A.; Prakash, S.; Bhandari, B.; Zhang, M. Texture Modification of 3D Printed Air-Fried Potato Snack by Varying Its Internal Structure with the Potential to Reduce Oil Content. Food Bioprocess Technol. 2020, 13, 564–576. [Google Scholar] [CrossRef]
- Zhu, S.; de Azua, I.V.R.; Feijen, S.; van der Goot, A.J.; Schutyser, M.; Stieger, M. How macroscopic structure of 3D printed protein bars filled with chocolate influences instrumental and sensory texture. LWT-Food Sci. Technol. 2021, 151, 112155. [Google Scholar] [CrossRef]
- Severini, C.; Azzollini, D.; Albenzio, M.; Derossi, A. On printability, quality and nutritional properties of 3D printed cereal based snacks enriched with edible insects. Food Res. Int. 2018, 106, 666–676. [Google Scholar] [CrossRef]
- Hertafeld, E.; Zhang, C.; Jin, Z.; Jakub, A.; Russell, K.; Lakehal, Y.; Andreyeva, K.; Bangalore, S.N.; Mezquita, J.; Blutinger, J.; et al. Multi-Material Three-Dimensional Food Printing with Simultaneous Infrared Cooking. 3D Print. Addit. Manuf. 2019, 6, 13–19. [Google Scholar] [CrossRef]
- Yang, F.; Zhang, M.; Prakash, S.; Liu, Y. Physical properties of 3D printed baking dough as affected by different compositions. Innov. Food Sci. Emerg. Technol. 2018, 49, 202–210. [Google Scholar] [CrossRef]
- Teng, X.; Zhang, M.; Mujumdar, A.S. 4D printing: Recent advances and proposals in the food sector. Trends Food Sci. Technol. 2021, 110, 349–363. [Google Scholar] [CrossRef]
- He, C.; Zhang, M.; Devahastin, S. Investigation on Spontaneous Shape Change of 4D Printed Starch-Based Purees from Purple Sweet Potatoes as Induced by Microwave Dehydration. ACS Appl. Mater. Interfaces 2020, 12, 37896–37905. [Google Scholar] [CrossRef] [PubMed]
- He, C.; Zhang, M.; Guo, C. 4D printing of mashed potato/purple sweet potato puree with spontaneous color change. Innov. Food Sci. Emerg. Technol. 2020, 59, 102250. [Google Scholar] [CrossRef]
- Ghazal, A.F.; Zhang, M.; Liu, Z. Spontaneous Color Change of 3D Printed Healthy Food Product over Time after Printing as a Novel Application for 4D Food Printing. Food Bioprocess Technol. 2019, 12, 1627–1645. [Google Scholar] [CrossRef]
- Lupton, D.; Turner, B. Food of the Future? Consumer Responses to the Idea of 3D-Printed Meat and Insect-Based Foods. Food Foodways 2018, 26, 269–289. [Google Scholar] [CrossRef]
- Manstan, T.; McSweeney, M.B. Consumers’ attitudes towards and acceptance of 3D printed foods in comparison with conventional food products. Int. J. Food Sci. Technol. 2020, 55, 323–331. [Google Scholar] [CrossRef]
- Burke-Shyne, S.; Gallegos, D.; Williams, T. 3D food printing: Nutrition opportunities and challenges. Br. Food J. 2021, 123, 649–663. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Definition | Correlation with 3D Printing |
|---|---|---|
| Flow behavior index, n | Parameters of the power law applied to fluids | Low values indicate high shear-thinning properties that can be easily extruded out of a nozzle when increasing shear stress is applied. |
| Consistency index, K | High values are associated with materials not easily extruded from the nozzle. | |
| Viscosity | A measure of a fluid’s resistance to flow. It is also a relation between shear stress and shear strain | High-viscosity materials easily stick on the extruder walls and block the nozzle output. Thus, an inaccurate production of the final shape of the product may be obtained. |
| Yield stress (τo) | The minimum shear stress that must be applied to the material to initiate flow |
|
| Storage modulus (G’) | Defines the solid-like behavior and reflects the mechanical strength of materials | In combination with the yield stress, this has been used to predict the shape retention of a printed material and a good resolution (printing fidelity). |
| Loss modulus (G’’) | The viscous response of the material | G’ and G’’ values indicate the ability of the matrix to support itself once printed. These parameters give valuable information about structure because a strong frequency dependence might indicate a material structure that behaves like a solid at higher frequencies and like a liquid at lower frequencies. |
| tan (δ) = G’’/G’ | - | High values indicate a fluid-like behavior, and low values a solid-like behavior. So, if G’ ≥ G’’, then a resistance against collapse and a better holding of shape after printing is observed. |
| Shear modulus | The ratio of shear stress to shear strain in a body |
|
| Material | Rheometer Settings | Yield Stress (Pa) | K (Pa sn) | n (Dimensionless) | G’ (Pa) | G’’ (Pa) | G* | Tan δ | Reference |
|---|---|---|---|---|---|---|---|---|---|
| Carrageenan-xanthan-starch | Parallel plates, diameter of 40 mm, gap of 0.2 mm, 35–45 °C, | 12–550 | 7–24 | 0.48–0.36 | 50–9000 | 40–1000 | 60–9000 | - | [84] |
| Mixtures of high and low gluten wheat flour, sugar, butter, water, and potato granules | Parallel plates, diameter of 25 mm, gap of 1 mm, 20–35 °C | - | - | - | 10,000–180,000 | 2000–78,000 | - | 0.35–0.53 | [85] |
| Starch, cellulose nanofiber, milk powder, oat, and faba bean protein-based materials and their mixtures | Stainless steel parallel plates, diameter of 20 mm, gap of 1 mm, 22 °C | 5–61 | - | - | 260–1900 | 43–320 | - | 9.5–10.6 | [86] |
| Agar- and Konjac-based edible gels | Parallel plates of 25 mm, gap of 0.8–1 mm, 25 °C | - | - | - | 100–800 | 10–60 | - | - | [87] |
| κ-carrageenan hydrogels | Parallel plates of 25 mm, gap of 1 mm, 25 °C | - | - | - | - | - | - | - | [88] |
| Cheese | Parallel plates of 20 mm, 25 °C | - | - | - | - | - | 32,000–66,000 | 0.29–0.35 | [51] |
| Potato puree | Parallel plates of 25 mm, gap of 1 mm, 25 °C | - | 19–612 | 0.12–0.51 | 1000–9000 | 100–1700 | - | - | [89] |
| Egg yolk | Parallel plates of 60 mm, gap of 1 mm, 25 °C | - | - | - | 500–1000 | 250–800 | - | [78] | |
| Cheese | Serrated parallel plates of 25 mm, 20.5 °C | - | - | - | 25,000–49,000 | - | - | 0.25–0.31 | [90] |
| Peanut butter, rice-starch gel, and cream cheese | Serrated and flat parallel plates of 25 mm, gap of 1 mm, 22 °C | 7–47 | - | - | - | - | 2200–67,000 | - | [71] |
| Vegetable and xanthan gum (30%) | Sandblasted parallel plates of 25 mm, gap of 1 mm, 25 °C | - | - | - | 7000–9000 | 1500–1800 | - | - | [18] |
| Lemon juice gel | Parallel plates of 20 mm, 25 °C | - | - | - | 500–5000 | 150–1800 | - | - | [91] |
| Cookie dough | Serrated parallel plates of 40 mm, gap of 2 mm, 25 °C | 7–285 | - | - | - | - | - | - | [80] |
| Mashed potato | Parallel plates, diameter of 20 mm, gap of 2 mm, 25 °C | 195–370 | - | - | 1200–7500 | 300–2500 | - | 0.18–0.39 | [83] |
| Fish surimi gel | Parallel plates of 20 mm, gap of 2 mm, 25 °C | - | - | - | 10,000–250,000 | 4000–60,000 | - | 0.2–0.5 | [92] |
| Vegepate and tomato puree | Serrated parallel plates of 25 mm, 25 °C | - | - | - | 4000–15,000 | 1000–3000 | - | - | [67] |
| Brown rice | Parallel plates of 20 mm, gap of 2 mm, 25 °C | 800–2100 | - | - | 20,000–30,000 | 3000–4000 | - | - | [93] |
| Milk protein concentrate and whey protein isolate mixtures | Parallel plates of 35 mm, gap of 1 mm, 25 °C | - | - | - | 20,000–70,000 | 1000–30,000 | - | - | [94] |
| Base Materials | 3D-Printing Parameter Studied | Properties Characterized | Shape of the Sample | Type of Test | Maximum and Minimum Values Reported | Reference |
|---|---|---|---|---|---|---|
| Protein bar with chocolate | Infill density, infill topology | ST, H, C, Ch | Square/prism | Compression | ST: 0.7–2 MPa, H: 200–400 N, C: 0.04–0.07, Ch: 0.5–2.3 N | [112] |
| Lemon juice gel | Nozzle diameter | H, SP, C, Gu | Cylindrical | Compression | H: 1.48–3.98 N, C: 0.65–0.94, SP: 0.85–0.94, Gu: 9.98–379.74 | [58] |
| Protein, starch, and fiber | Air pressure in extrusion | H | Square plate with lattice | Cutting | H: 2.9–59.8 N | [86] |
| Various gums | - | H, SP, C | Square/prism, cylindrical, and triangular | Compression | H: 1.72–2.94 N, SP: 0.75–0.9, C: 0.7–0.8 | [104] |
| Cereal based | - | H | Cylindrical with inner square structure | Compression | H: 20–52 N | [113] |
| Mashed potato | Infill density, infill topology, perimeters | H, Gu, ST | Cylindrical with infill patterns | Compression | H: 1.16–3.92, Gu: 30–150, ST: 0.0004–0.04 MPa | [105] |
| Chocolate | Infill density | H | Prismatic bars | Compression | H: 20–71 N | [57] |
| Cereal-based | Infill density, layer height | H | Cylindrical with inner square structure | Compression | H: 10–70 N | [52] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tejada-Ortigoza, V.; Cuan-Urquizo, E. Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach. Foods 2022, 11, 1191. https://doi.org/10.3390/foods11091191
Tejada-Ortigoza V, Cuan-Urquizo E. Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach. Foods. 2022; 11(9):1191. https://doi.org/10.3390/foods11091191
Chicago/Turabian StyleTejada-Ortigoza, Viridiana, and Enrique Cuan-Urquizo. 2022. "Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach" Foods 11, no. 9: 1191. https://doi.org/10.3390/foods11091191
APA StyleTejada-Ortigoza, V., & Cuan-Urquizo, E. (2022). Towards the Development of 3D-Printed Food: A Rheological and Mechanical Approach. Foods, 11(9), 1191. https://doi.org/10.3390/foods11091191