
Chemical and Physical Characterization of Sorghum Milling Fractions and Sorghum Whole Meal Flours Obtained via Stone or Roller Milling

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
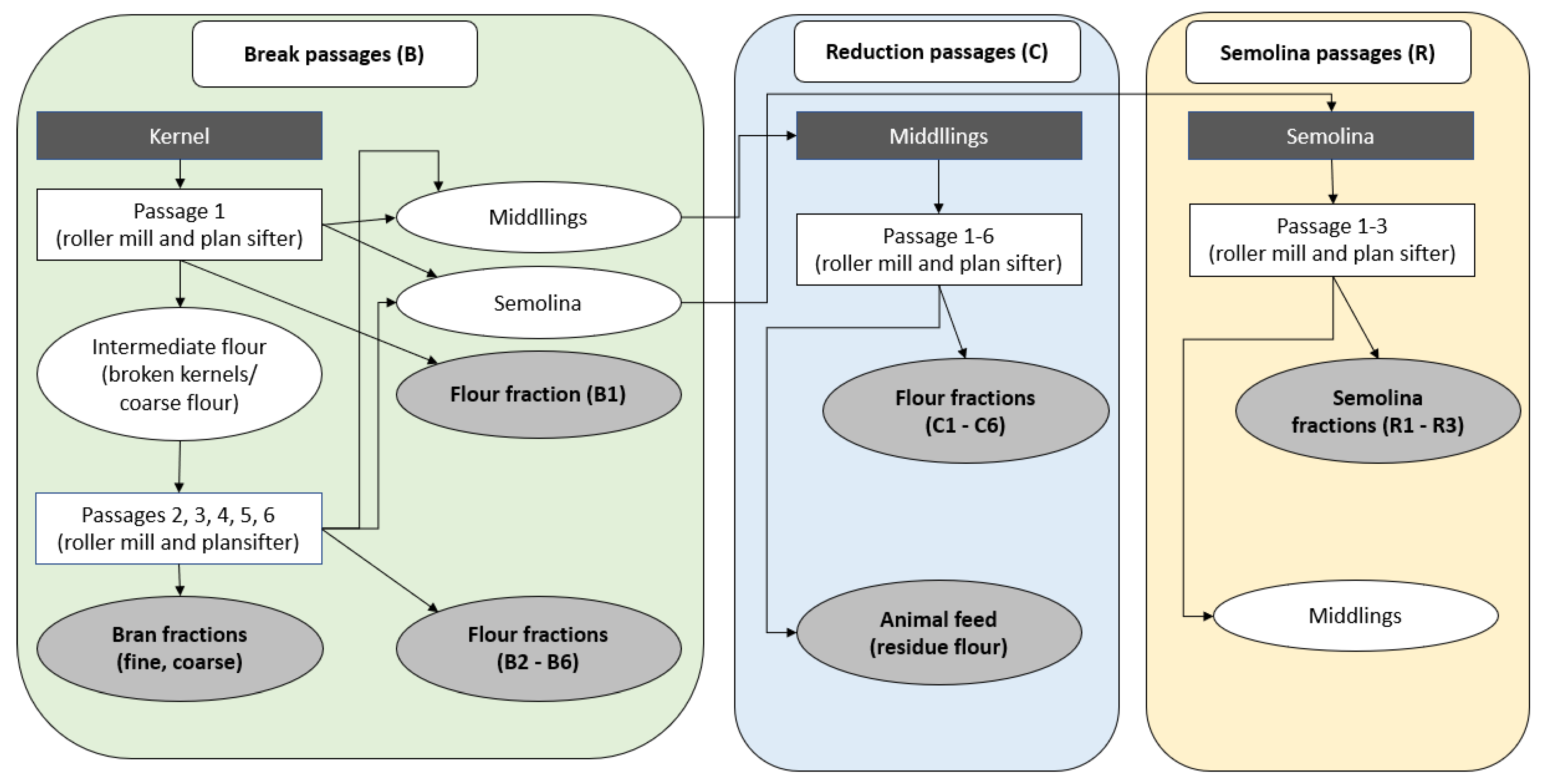
2.2. Milling of Sorghum Grain
2.3. Color Analyses
2.4. Chemical Analyses
2.5. Water Absorption Index and Water Solubility Index
2.6. Statistical Data Analyses
3. Results and Discussion
3.1. Milling
3.2. Color Analyses
3.3. Chemical Analyses
3.4. WAI and WSI
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- FAOSTAT. Food and Agriculture Organisation of the United Nations. FAOSTAT Database. Available online: http://www.fao.org/faostat/en/#data/QC (accessed on 10 January 2021).
- Taylor, J.R.N.; Duodu, K.G. Traditional sorghum and millet food and beverage products and their technologies. In Sorghum and Millets; Taylor, J.R.N., Duodu, K.G., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 259–292. [Google Scholar]
- Xiong, Y.; Zhang, P.; Warner, R.D.; Fang, Z. Sorghum grain: From genotype, nutrition, and phenolic profile to its health benefits and food applications. Compr. Rev. Food Sci. Food Saf. 2019, 18, 2025–2046. [Google Scholar] [CrossRef]
- Girard, A.L.; Awika, J.M. Sorghum polyphenols and other bioactive components as functional and health promoting food ingredients. J. Cereal Sci. 2018, 84, 112–124. [Google Scholar] [CrossRef]
- Al-Rabadi, G. Influence of hammer mill screen size on processing parameters and starch enrichment in milled sorghum. Cereal Res. Commun. 2013, 41, 493–499. [Google Scholar] [CrossRef]
- Rao, B.D.; Anis, M.; Kalpana, K.; Sunooj, K.V.; Patil, J.V.; Ganesh, T. Influence of milling methods and particle size on hydration properties of sorghum flour and quality of sorghum biscuits. LWT Food Sci. Technol. 2016, 67, 8–13. [Google Scholar]
- Langó, B.; Fehér, A.G.; Bicskei, B.Z.; Jaksics, E.; Németh, R.; Bender, D.; D’Amico, S.; Schoenlechner, R.; Tömösközi, S. The Effect of Different Laboratory-scale Sample Preparation Methods on the Composition of Sorghum (Sorghum bicolor L.) and Millet (Panicum miliaceum L.) Milling Fractions. Period. Polytech. Chem. Eng. 2018, 62, 426–431. [Google Scholar] [CrossRef]
- Babatola, L.J.; Oyeleye, S.I.; Olatunji, E.; Osuolale, T.V.; Oboh, G. Effect of sieving on nutritional value, glycemic index, and carbohydrate digestive enzymes activity of gruel made from maize and sorghum. J. Food Biochem. 2020, e13339. [Google Scholar] [CrossRef]
- Trappey, E.F.; Khouryieh, H.; Aramouni, F.; Herald, T. Effect of sorghum flour composition and particle size on quality properties of gluten-free bread. Food Sci. Technol. Int. 2015, 21, 188–202. [Google Scholar] [CrossRef]
- Alvarenga, I.C.; Ou, Z.; Thiele, S.; Alavi, S.; Aldrich, C.G. Effects of milling sorghum into fractions on yield, nutrient composition, and their performance in extrusion of dog food. J. Cereal Sci. 2018, 82, 121–128. [Google Scholar] [CrossRef]
- Cappelli, A.; Oliva, N.; Cini, E. Stone milling versus roller milling: A systematic review of the effects on wheat flour quality, dough rheology, and bread characteristics. Trends Food Sci. Technol. 2020, 97, 147–155. [Google Scholar] [CrossRef]
- Bender, D.; Gratz, M.; Vogt, S.; Fauster, T.; Wicki, B.; Pichler, S.; Kinner, M.; Jäger, H.; Schoenlechner, R. Ohmic heating—A novel approach for gluten-free bread baking. Food Bioprocess Technol. 2019, 12, 1603–1613. [Google Scholar] [CrossRef]
- ICC. Standard Method nr. 110/1: Determination of Moisture Content of Cereals and Cereal Products (Practical Method); International Association for Cereal Science and Technology: Vienna, Italy, 1976. [Google Scholar]
- ICC. Standard Method Nr. 104/1: Determination of ash in Cereals and Cereal Products; International Association for Cereal Science and Technology: Vienna, Italy, 1990. [Google Scholar]
- ICC. Standard Method Nr. 105/2: Determination of Crude Protein in Cereals and Cereal Products for Food and for Feed; International Association for Cereal Science and Technology: Vienna, Italy, 1994. [Google Scholar]
- ICC. Standard Method Nr. 136: Determination of fat Content of Cereals; International Association for Cereal Science and Technology: Vienna, Italy, 1982. [Google Scholar]
- American Association of Cereal Chemists (AACC); Approved Methods Committee. Approved Methods of the American Association of Cereal Chemists: No. 76-13.01; American Association of Cereal Chemists: St. Paul, MN, USA, 2000. [Google Scholar]
- American Association of Cereal Chemists (AACC); Approved Methods Committee. Approved Methods of the American Association of Cereal Chemists: No. 32-07; American Association of Cereal Chemists: St. Paul, MN, USA, 2000. [Google Scholar]
- Siebenhandl, S.; Grausgruber, H.; Pellegrini, N.; Del Rio, D.; Fogliano, V.; Pernice, R.; Berghofer, E. Phytochemical profile of main antioxidants in different fractions of purple and blue wheat, and black barley. J. Agric. Food Chem. 2007, 55, 8541–8547. [Google Scholar] [CrossRef]
- Anderson, R.A. Water absorption and solubility and amylograph characteristics of roll-cooked small grain products. Cereal Chem. 1982, 59, 265. [Google Scholar]
- Mtelisi, D.N.; Xu, F.; Zhao, R. The efficacy of sorghum flour addition on dough rheological properties and bread quality: A short review. Grain Oil Sci. Technol. 2020, 3, 164–171. [Google Scholar] [CrossRef]
- Bressiani, J.; Oro, T.; Da Silva, P.; Montenegro, F.; Bertolin, T.; Gutkoski, L.; Gularte, M. Influence of milling whole wheat grains and particle size on thermo-mechanical properties of flour using Mixolab. Czech J. Food Sci. 2019, 37, 276–284. [Google Scholar] [CrossRef]
- Moraes, É.A.; da Silva Marineli, R.; Lenquiste, S.A.; Steel, C.J.; de Menezes, C.B.; Queiroz, V.A.V.; Júnior, M.R.M. Sorghum flour fractions: Correlations among polysaccharides, phenolic compounds, antioxidant activity and glycemic index. Food Chem. 2015, 180, 116–123. [Google Scholar] [CrossRef]
- Buitimea-Cantúa, N.E.; Torres-Chávez, P.I.; Ledesma-Osuna, A.I.; Ramírez-Wong, B.; Robles-Sánchez, R.M.; Serna-Saldívar, S.O. Effect of defatting and decortication on distribution of fatty acids, phenolic and antioxidant compounds in sorghum (Sorghum bicolor) bran fractions. Int. J. Food Sci. Technol. 2013, 48, 2166–2175. [Google Scholar] [CrossRef]
- Meera, M.S.; Bhashyam, M.K.; Ali, S.Z. Effect of heat treatment of sorghum grains on storage stability of flour. LWT Food Sci. Technol. 2011, 44, 2199–2204. [Google Scholar] [CrossRef]
- Kulamarva, A.G.; Sosle, V.R.; Raghavan, G.V. Nutritional and rheological properties of sorghum. Int. J. Food Prop. 2009, 12, 55–69. [Google Scholar] [CrossRef]
- Awika, J.M.; McDonough, C.M.; Rooney, L.W. Decorticating sorghum to concentrate healthy phytochemicals. J. Agric. Food Chem. 2005, 53, 6230–6234. [Google Scholar] [CrossRef]
- Codex Alimentarius Austriacus. Österreichisches Lebensmittelbuch.: Codexkapitel/B 20/Mahl- und Schälprodukte. Aufl. Iv 2018. Available online: https://www.lebensmittelbuch.at (accessed on 15 April 2021).
- Liu, F.; He, C.; Wang, L.; Wang, M. Effect of milling method on the chemical composition and antioxidant capacity of Tartary buckwheat flour. Int. J. Food Sci. Technol. 2018, 53, 2457–2464. [Google Scholar] [CrossRef]
- Pagani, M.A.; Giordano, D.; Cardone, G.; Pasqualone, A.; Casiraghi, M.C.; Erba, D.; Blandino, M.; Marti, A. Nutritional Features and Bread-Making Performance of Wholewheat: Does the Milling System Matter? Foods 2020, 9, 1035. [Google Scholar] [CrossRef] [PubMed]
- Tasie, M.M.; Gebreyes, B.G. Characterization of nutritional, antinutritional, and mineral contents of thirty-five sorghum varieties grown in Ethiopia. Int. J. Food Sci. 2020, 2020, 8243617. [Google Scholar] [CrossRef] [PubMed]
- Cadden, A.-M. Comparative effects of particle size reduction on physical structure and water binding properties of several plant fibers. J. Food Sci. 1987, 52, 1595–1599. [Google Scholar] [CrossRef]
- Esposito, F.; Arlotti, G.; Bonifati, A.M.; Napolitano, A.; Vitale, D.; Fogliano, V. Antioxidant activity and dietary fibre in durum wheat bran by-products. Food Res. Int. 2005, 38, 1167–1173. [Google Scholar] [CrossRef]
- Song, X.; Zhu, W.; Pei, Y.; Ai, Z.; Chen, J. Effects of wheat bran with different colors on the qualities of dry noodles. J. Cereal Sci. 2013, 58, 400–407. [Google Scholar] [CrossRef]
- Palavecino, P.M.; Penci, M.C.; Ribotta, P.D. Effect of planetary ball milling on physicochemical and morphological properties of sorghum flour. J. Food Eng. 2019, 262, 22–28. [Google Scholar] [CrossRef]


{kind=link}
| Sample | Yield (% of Whole-Grain Flour) | |
|---|---|---|
| DFS-PSM | ||
| >400 µm * | 27.5 | |
| 400–180 µm * | 28.6 | |
| <180 µm * | 43.9 | |
| PRM | ||
| Bran coarse | 18 | 28% |
| Animal feed | 8 | |
| Bran fine * | 2 | |
| B1 * | 3 | 72% |
| B2 | 6 | |
| B3 | 1 | |
| C1 * | 11 | |
| C2 | 3 | |
| C3 | 14 | |
| C4 * | 6 | |
| C5/C6/B4/B5 (combined collection) * | 24 | |
| R1 | 3 | |
| R2 R3 | 0 1 | |
| Sample | L* | a* | b* | |
|---|---|---|---|---|
| Kernels |  | 44.4 ± 0.6 | 18.49 ± 0.49 | 24.80 ± 0.53 |
| DFS-PSM | ||||
| WSF |  | 73.5 ± 1.8 b;A | 6.50 ± 0.73 b;B | 12.22 ± 0.46 b;B |
| >400 µm |  | 62.7 ± 2.3 a | 9.42 ± 0.59 c | 18.86 ± 0.37 c |
| 400–180 µm |  | 79.1 ± 0.4 c | 5.64 ± 0.41 ab | 12.46 ± 0.08 b |
| <180 µm |  | 82.6 ± 0.5 d | 4.84 ± 0.39 a | 11.53 ± 0.41 a |
| PRM | ||||
| WSF |  | 79.2 ± 0.5 b;B | 6.10 ± 0.06 bc;AB | 11.04 ± 0.37 d;A |
| Bran fine |  | 53.6 ± 0.8 a | 12.63 ± 0.06 d | 20.65 ± 0.08e |
| B1 |  | 83.8 ± 0.3 c | 5.88 ± 0.00 b | 8.05 ± 0.01 a |
| C1 |  | 81.3 ± 3.5 bc | 5.23 ± 0.44 a | 10.48 ± 0.20 c |
| C4 |  | 80.7 ± 0.9 b | 6.28 ± 0.01 c | 10.04 ± 0.03 b |
| C5/C6/B4/B5 |  | 80.9 ± 1.9 bc | 5.34 ± 0.06 a | 11.36 ± 0.35 d |
| IRM | ||||
| WSF |  | 74.9 ± 0.8 A | 5.46 ± 0.46 A | 13.11 ± 0.27 C |
| Sample | Dry matter (%) | Ash (% dm) | Protein (% dm) | Starch (% dm) | Fat (% dm) |
|---|---|---|---|---|---|
| DFS-PSM | |||||
| WSF | 90.40 ± 0.04 c;B | 1.70 ± 0.07 a;A | 7.74 ± 0.06 b;B | 71.90 ± 2.53 c;C | 3.84 ± 0.10 b;B |
| >400 µm | 89.82 ± 0.01 b | 1.70 ± 0.22 a | 9.31 ± 0.13 d | 56.38 ± 2.20 a | 3.01 ± 0.07 a |
| 400–180 µm | 88.73 ± 0.13 a | 1.61 ± 0.01 a | 8.58 ± 0.03 c | 70.73 ± 1.16 c | 2.98 ± 0.01 a |
| <180 µm | 88.82 ± 0.01 a | 1.67 ± 0.06 a | 7.48 ± 0.01 a | 66.17 ± 3.059 b | 2.94 ± 0.05 a |
| PRM | |||||
| WSF | 89.67 ± 0.07 a;A | 1.75 ± 0.02 b;A | 8.78 ± 0.06 e;C | 48.46 ± 2.46 c;A | 3.48 ± 0.02 b;A |
| Bran fine | 90.98 ± 0.84 ab | 3.80 ± 0.19 c | 11.93 ± 0.19 f | 6.78 ± 1.24 a | 5.12 ± 0.32 c |
| B1 | 91.33 ± 1.23 b | 1.26 ± 0.10 a | 4.86 ± 0.01 a | 57.22 ± 0.15 e | 2.25 ± 0.03 a |
| C1 | 90.77 ± 0.70 ab | 1.16 ± 0.14 a | 6.79 ± 0.05 b | 60.32 ± 0.70 f | 2.27 ± 0.04 a |
| C4 | 91.72 ± 1.27 b | 1.70 ± 0.08 b | 7.12 ± 0.03 c | 53.18 ± 0.87 d | 3.60 ± 0.06 b |
| C5/C6/B4/B5 | 91.69 ± 0.50 b | 1.67 ± 0.04 b | 8.34 ± 0.02 d | 43.72 ± 2.29 b | 3.43 ± 0.34 b |
| IRM | |||||
| WSF | 90.39 ± 0.15 B | 1.72 ± 0.02 A | 7.39 ± 0.03 A | 56.29 ± 0.70 B | 3.55 ± 0.04 A |
| Sample | IDF (% dm) | SDF (% dm) | TDF (% dm) | TPC (mg FAE/100g dm) |
|---|---|---|---|---|
| DFS-PSM | ||||
| WSF | 7.03 ± 0.09 b;A | 0.62 ± 0.29 ab;A | 7.65 ± 0.21 b;A | 152.2 ± 9.2 b;A |
| >400 µm | 9.74 ± 0.24 c | 0.27 ± 0.35 a | 10.01 ± 0.57 d | 317.4 ± 14.5 c |
| 400–180 µm | 7.65 ± 0.27 b | 0.88 ± 0.01 bc | 8.53 ± 0.34 c | 161.8 ± 8.9 b |
| <180 µm | 5.22 ± 0.75 a | 1.11 ± 0.19 c | 6.33 ± 0.59 a | 122.3 ± 6.8 a |
| PRM | ||||
| WSF | 7.92 ± 0.02 c;B | 0.89 ± 0.14 c;A | 8.82 ± 0.12 c;B | 237.2 ± 12.0 d;B |
| Bran fine | 50.23 ± 0.82 d | 1.87 ± 0.23 d | 52.1 ± 0.59 d | 1131.5 ± 36.9 f |
| B1 | 1.76 ± 0.09 a | 0.51 ± 0.16 ab | 2.27 ± 0.25 a | 76.5 ± 3.3 b |
| C1 | 2.39 ± 0.03 ab | 0.30 ± 0.09 a | 2.69 ± 0.12 a | 37.4 ± 4.7 a |
| C4 | 2.64 ± 0.33 b | 0.80 ± 0.20 bc | 3.43 ± 0.49 b | 54.7 ± 6.2 ab |
| C5/C6/B4/B5 | 3.10 ± 0.21 b | 0.92 ± 0.08 c | 4.02 ± 0.21 b | 123.2 ± 6.5 c |
| IRM | ||||
| WSF | 7.77 ± 0.75 AB | 0.98 ± 0.11 A | 8.76 ± 0.73 B | 155.7 ± 9.5 A |
| Sample | WAI (g/g) | WSI (%) |
|---|---|---|
| DFS-PSM | ||
| WSF | 2.67 ± 0.02 d;B | 3.47 ± 0.22 a;A |
| >400 µm | 2.63 ± 0.03 c | 9.03 ± 0.37 c |
| 400–180 µm | 2.33 ± 0.02 b | 7.38 ± 0.73 b |
| <180 µm | 2.29 ± 0.02 a | 6.26 ± 1.48 b |
| PRM | ||
| WSF | 2.33 ± 0.06 a;A | 6.88 ± 0.78 b;B |
| Bran fine | 4.46 ± 0.16 d | 9.70 ± 2.05 c |
| B1 | 2.54 ± 0.03 b | 2.42 ± 0.10 a |
| C1 | 2.75 ± 0.01 c | 2.84 ± 0.06 a |
| C4 | 2.47 ± 0.22 ab | 3.18 ± 0.06 a |
| C5/C6/B4/B5 | 2.64 ± 0.02 bc | 3.70 ± 0.41 a |
| IRM | ||
| WSF | 2.62 ± 0.10 B | 3.96 ± 0.12 A |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rumler, R.; Bender, D.; Speranza, S.; Frauenlob, J.; Gamper, L.; Hoek, J.; Jäger, H.; Schönlechner, R. Chemical and Physical Characterization of Sorghum Milling Fractions and Sorghum Whole Meal Flours Obtained via Stone or Roller Milling. Foods 2021, 10, 870. https://doi.org/10.3390/foods10040870
Rumler R, Bender D, Speranza S, Frauenlob J, Gamper L, Hoek J, Jäger H, Schönlechner R. Chemical and Physical Characterization of Sorghum Milling Fractions and Sorghum Whole Meal Flours Obtained via Stone or Roller Milling. Foods. 2021; 10(4):870. https://doi.org/10.3390/foods10040870
Chicago/Turabian StyleRumler, Rubina, Denisse Bender, Sofia Speranza, Johannes Frauenlob, Lydia Gamper, Joost Hoek, Henry Jäger, and Regine Schönlechner. 2021. "Chemical and Physical Characterization of Sorghum Milling Fractions and Sorghum Whole Meal Flours Obtained via Stone or Roller Milling" Foods 10, no. 4: 870. https://doi.org/10.3390/foods10040870
APA StyleRumler, R., Bender, D., Speranza, S., Frauenlob, J., Gamper, L., Hoek, J., Jäger, H., & Schönlechner, R. (2021). Chemical and Physical Characterization of Sorghum Milling Fractions and Sorghum Whole Meal Flours Obtained via Stone or Roller Milling. Foods, 10(4), 870. https://doi.org/10.3390/foods10040870