
Development and Characterization of Extrudates Based on Rapeseed and Pea Protein Blends Using High-Moisture Extrusion Cooking

 ,
,  , , ,
, , ,  , and
, and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Isolation Protocol of Rapeseed Protein Concentrate
2.3. Analysis of Protein Powders
2.3.1. Proximate Composition
2.3.2. Bulk Density
2.3.3. Water- and Oil-Holding Capacity
2.3.4. Particle Size Measurement
2.3.5. Pasting Properties
2.3.6. Thermal Properties
2.3.7. Amino Acid Analysis
2.3.8. Evaluation of Amino Acid Composition
2.4. High-Moisture Extrusion Cooking
2.5. Texture Properties
2.6. Color Determination and Visual Appearance
2.7. Statistical Analysis
3. Results and Discussion
3.1. Proximate Composition
3.2. Bulk Density, Water- and Oil-Holding Capacity
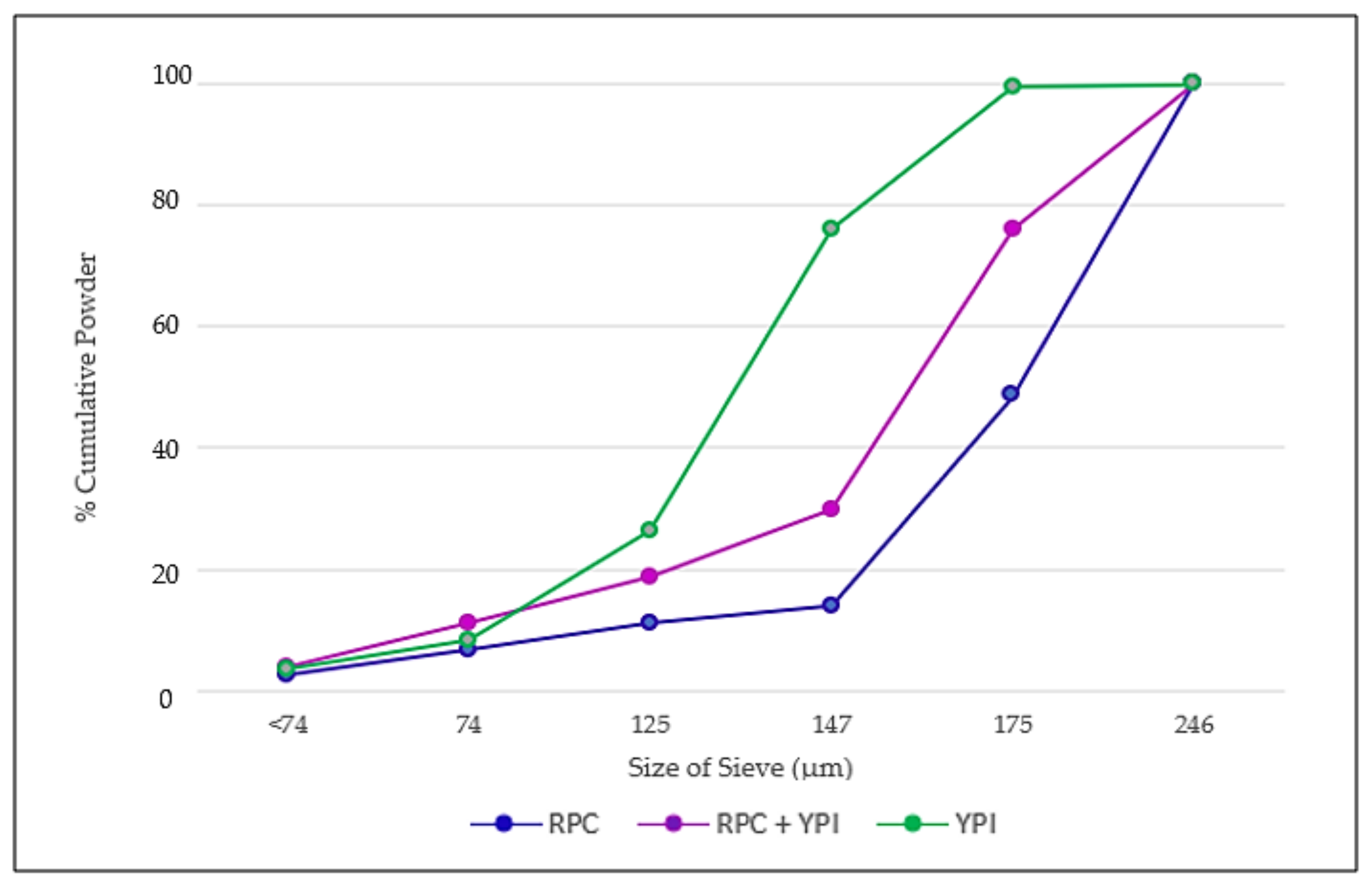
3.3. Particle Size Measurement
3.4. Pasting Properties
3.5. Thermal Properties
3.6. Amino Acid Composition and Evaluation
3.7. High-Moisture-Extrusion Cooking
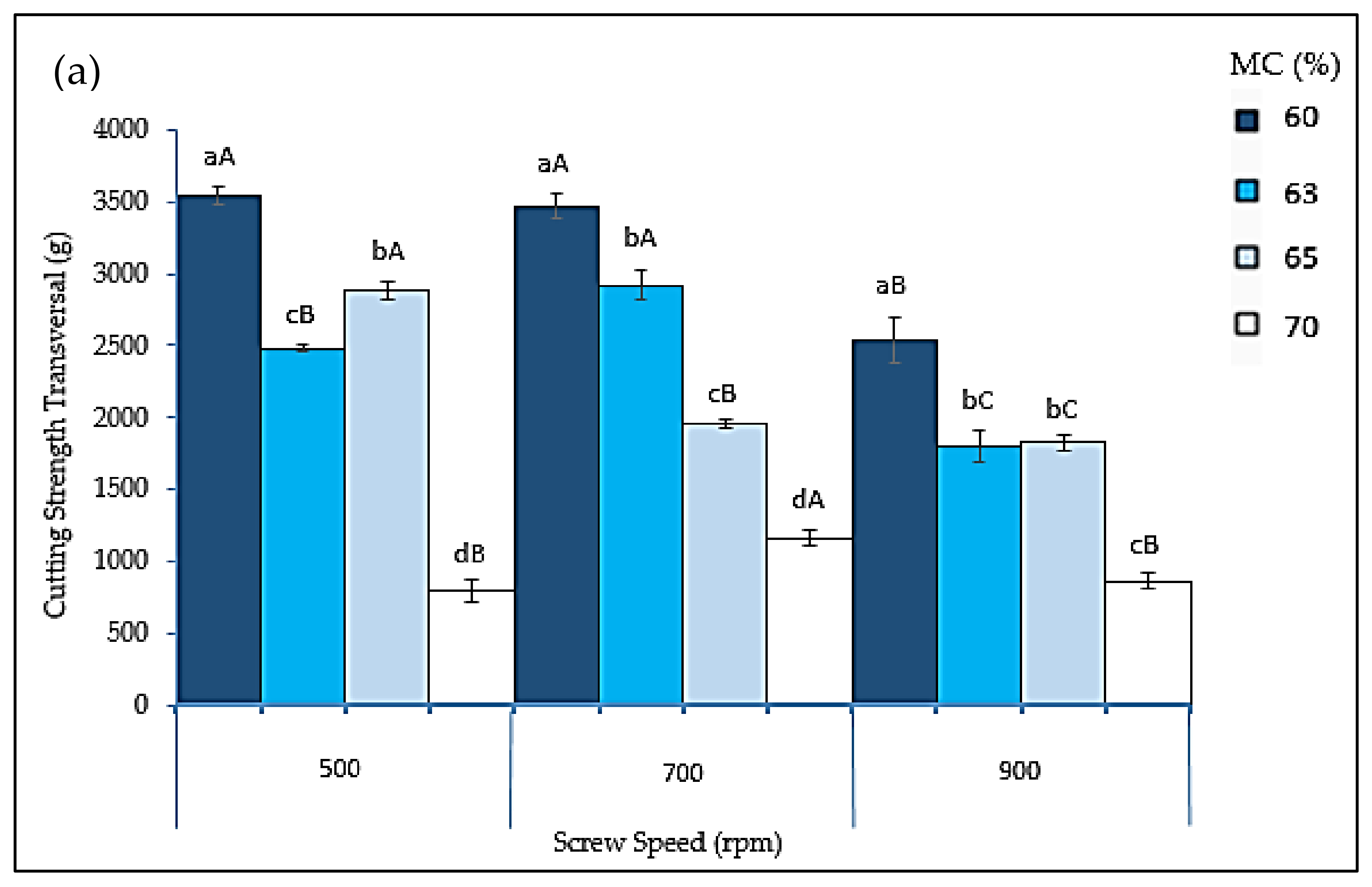
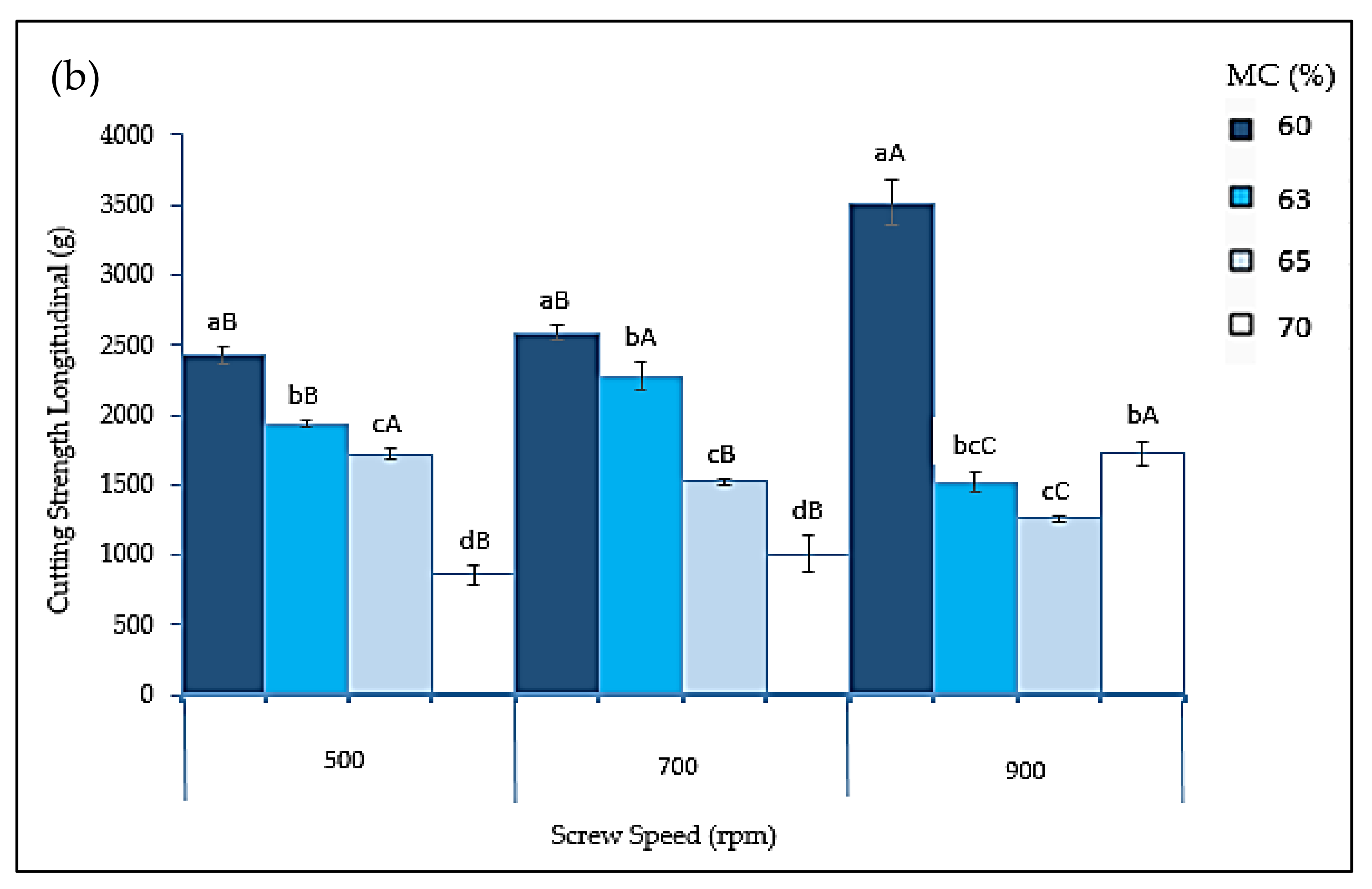
3.8. Texture Properties
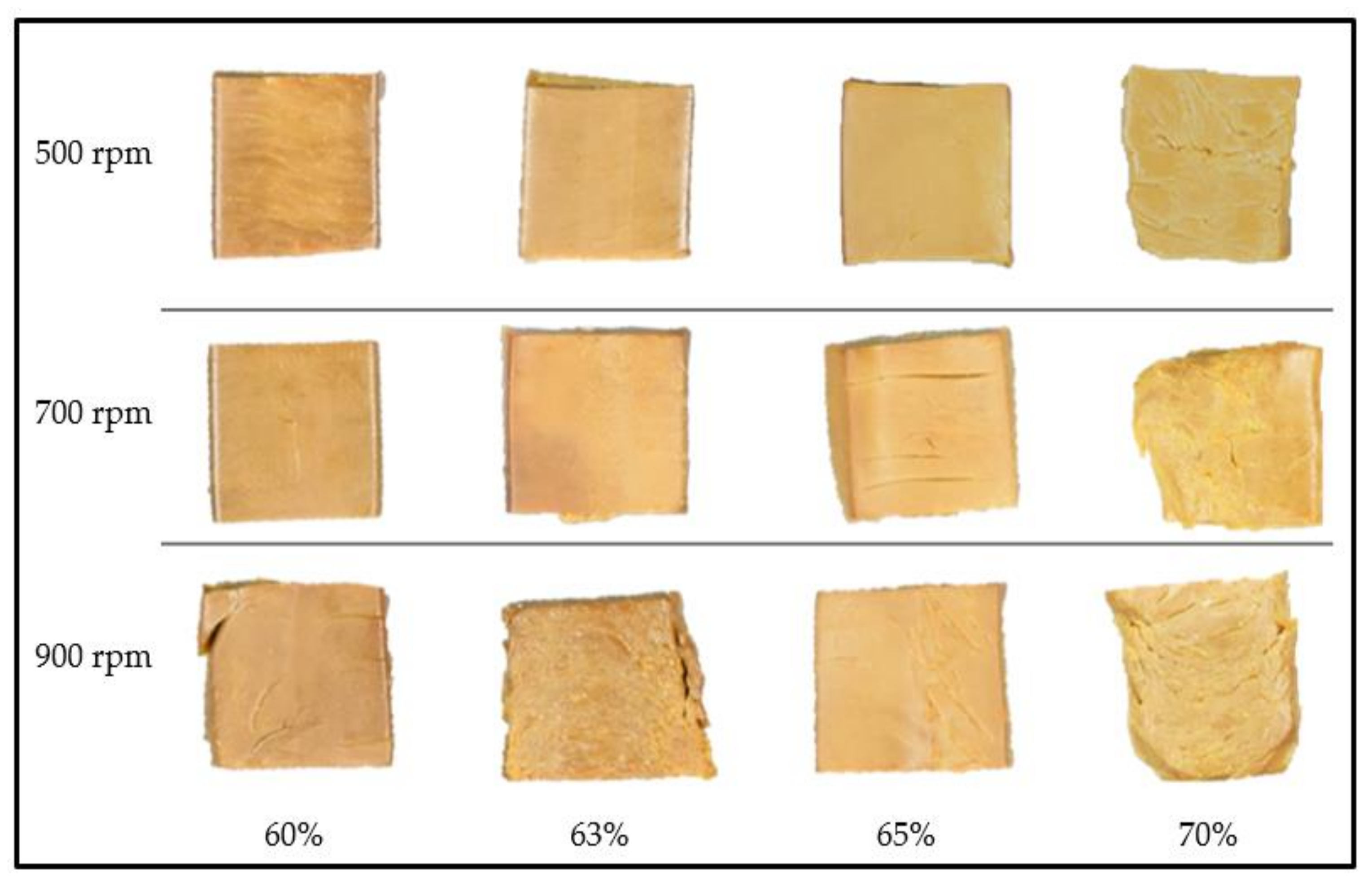
3.9. Color Determination and Visual Appearance
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A

Appendix B

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | Barrel Segment Temperatures (°C) | Target Moisture Content (%) | Screw Speed (rpm) | |||
|---|---|---|---|---|---|---|
| S1 | S2 | S3 | S4 | |||
| RPC: YPI mix (50:50) | 40 | 80 | 130 | 150 | 60 | 500 700 900 |
| 40 | 80 | 130 | 150 | 63 | 500 700 900 | |
| 40 | 80 | 130 | 150 | 65 | 500 700 900 | |
| 40 | 80 | 130 | 150 | 70 | 500 700 900 | |
References
- EAT-Lancet Commission. Healthy Diets from Sustainable Food Systems: Food Planet Health; EAT-Lancet Commission: Stockholm, Sweden, 2019. [Google Scholar]
- Caporgno, M.P.; Böcker, L.; Müssner, C.; Stirnemann, E.; Haberkorn, I.; Adelmann, H.; Handschin, S.; Windhab, E.J.; Mathys, A. Extruded meat analogues based on yellow, heterotrophically cultivated Auxenochlorella protothecoides microalgae. Innov. Food Sci. Emerg. Technol. 2020, 59, 102275. [Google Scholar] [CrossRef]
- Mattice, K.D.; Marangoni, A.G. Comparing methods to produce fibrous material from zein. Food Res. Int. 2020, 128, 108804. [Google Scholar] [CrossRef]
- Chiang, J.H.; Loveday, S.M.; Hardacre, A.K.; Parker, M.E. Effects of soy protein to wheat gluten ratio on the physicochemical properties of extruded meat analogues. Food Struct. 2019, 19, 100102. [Google Scholar] [CrossRef]
- Wi, G.; Bae, J.; Kim, H.; Cho, Y.; Choi, M.J. Evaluation of the physicochemical and structural properties and the sensory characteristics of meat analogues prepared with various non-animal based liquid additives. Foods 2020, 9, 461. [Google Scholar] [CrossRef] [Green Version]
- Hadnađev, M.; Dapčević-Hadnađev, T.; Lazaridou, A.; Moschakis, T.; Michaelidou, A.M.; Popović, S.; Biliaderis, C.G. Hempseed meal protein isolates prepared by different isolation techniques. Part I. physicochemical properties. Food Hydrocoll. 2018, 79, 526–533. [Google Scholar] [CrossRef]
- Jafari, M.; Koocheki, A.; Milani, E. Effect of extrusion cooking on chemical structure, morphology, crystallinity and thermal properties of sorghum flour extrudates. J. Cereal Sci. 2017, 75, 324–331. [Google Scholar] [CrossRef]
- Osen, R.; Toelstede, S.; Eisner, P.; Schweiggert-Weisz, U. Effect of high moisture extrusion cooking on protein-protein interactions of pea (Pisum sativum L.) protein isolates. Int. J. Food Sci. Technol. 2015, 50, 1390–1396. [Google Scholar] [CrossRef]
- Leonard, W.; Zhang, P.; Ying, D.; Fang, Z. Application of extrusion technology in plant food processing by products: An overview. Compr. Rev. Food Sci. Food Saf. 2020, 19, 218–246. [Google Scholar] [CrossRef] [PubMed]
- Grahl, S.; Palanisamy, M.; Strack, M.; Meier-Dinkel, L.; Toepfl, S.; Mörlein, D. Towards more sustainable meat alternatives: How technical parameters affect the sensory properties of extrusion products derived from soy and algae. J. Clean. Prod. 2018, 198, 962–971. [Google Scholar] [CrossRef]
- Gumul, D.; Ziobro, R.; Korus, J.; Kruczek, M.; Árvay, J. Characteristics of extruded cereal snacks enriched by an addition of freeze-dried red and purple potatoes. J. Food Process. Eng. 2018, 41, e12927. [Google Scholar] [CrossRef]
- Banach, J.C.; Clark, S.; Lamsal, B.P. Characterization of extruded and toasted milk protein concentrates. J. Food Sci. 2013, 78, E861–E867. [Google Scholar] [CrossRef] [PubMed]
- Wang, L.; Duan, W.; Zhou, S.; Qian, H.; Zhang, H.; Qi, X. Effects of extrusion conditions on the extrusion responses and the quality of brown rice pasta. Food Chem. 2016, 204, 320–325. [Google Scholar] [CrossRef]
- Crowe, T.W.; Johnson, L.A. Twin-screw extrusion texturization of extruded-expelled soybean flour. J. Am. Oil Chem. Soc. 2001, 78, 781–786. [Google Scholar] [CrossRef]
- De Brito, C.B.M.; Félix, A.P.; De Jesus, R.M.; De França, M.I.; De Oliveira, S.G.; Krabbe, E.L.; Maiorka, A. Digestibility and palatability of dog foods containing different moisture levels, and the inclusion of a mould inhibitor. Anim. Feed Sci. Technol. 2010, 159, 150–155. [Google Scholar] [CrossRef]
- FAOSTAT. Available online: http://www.fao.org/faostat/en/?#data/QC (accessed on 6 May 2019).
- CCC, Canola Council of Canada. Available online: http://www.canolacouncil.org (accessed on 25 May 2021).
- Wanasundara, J.P.D.; Tan, S.H.; Alashi, A.M.; Pudel, F.; Blanchard, C. Proteins from canola/rapeseed: Current status. In Sustainable Protein Sources, 1st ed.; Nadathur, S., Wanasundara, D.J.P.D., Scanlin, L., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 285–304. [Google Scholar]
- Jolivet, P.; Boulard, C.; Bellamy, A.; Larré, C.; Barre, M.; Rogniaux, H.; D’Andréa, S.; Chardot, T.; Nesi, N. Protein composition of oil bodies from mature Brassica napus seeds. Proteomics 2009, 9, 3268–3284. [Google Scholar] [CrossRef]
- Acquah, C.; Zhang, Y.; Dubé, M.A.; Udenigwe, C.C. Formation and characterization of protein-based films from yellow pea (Pisum sativum) protein isolate and concentrate for edible applications. Curr. Res. Food Sci. 2020, 2, 61–69. [Google Scholar] [CrossRef]
- Sosulski, F.W. Rapeseed protein for food use. In Developments in Food Proteins; Hudson, B.J.F., Ed.; Applied Science Publishers: London, UK, 1983; pp. 109–132. [Google Scholar]
- Pastuszewska, B.; Jabłecki, G.; Święch, E.; Buraczewska, L.; Ochtabińska, A. Nutritional value of rapeseed meal containing lecithin gums precipitated with citric acid. Anim. Feed Sci. Technol. 2000, 86, 117–123. [Google Scholar] [CrossRef]
- Fetzer, A.; Müller, K.; Schmid, M.; Eisner, P. Rapeseed proteins for technical applications: Processing, isolation, modification and functional properties—A review. Ind. Crop. Prod. 2020, 158, 112986. [Google Scholar] [CrossRef]
- Yoshie-Stark, Y.; Wada, Y.; Wasche, A. Chemical composition, functional properties, and bioactivities of rapeseed protein isolates. Food Chem. 2008, 107, 32–39. [Google Scholar] [CrossRef]
- Martin, A.; Naumann, S.; Osen, R.; Karbstein, H.P.; Emin, M.A. Extrusion processing of rapeseed press cake-starch blends: Effect of starch type and treatment temperature on protein, fiber and starch solubility. Foods 2021, 10, 1160. [Google Scholar] [CrossRef] [PubMed]
- Zahari, I.; Ferawati, F.; Helstad, A.; Ahlström, C.; Östbring, K.; Rayner, M.; Purhagen, J.K. Development of high-moisture meat analogues with hemp and soy protein using extrusion cooking. Foods 2020, 9, 772. [Google Scholar] [CrossRef] [PubMed]
- Tan, S.H.; Mailer, R.J.; Blanchard, C.L.; Agboola, S.O. Canola proteins for human consumption: Extraction, profile, and functional properties. J. Food Sci. 2011, 76, 16–28. [Google Scholar] [CrossRef] [Green Version]
- Uppström, B. Seed chemistry. In Brassica Oilseeds: Production and Utilization; Kimber, D.S., McGregor, D.I., Eds.; CAB International: Wallingford, UK, 1995; pp. 217–242. [Google Scholar]
- Jyothi, T.C.; Sinha, S.; Singh, S.A.; Surolia, A.; Appu Rao, A.G. Napin from Brassica juncea: Thermodynamic and structural analysis of stability. Biochim. Biophys. Acta BBA Proteins Proteom. 2007, 1774, 907–919. [Google Scholar] [CrossRef] [PubMed]
- Aluko, R.E.; McIntosh, T. Polypeptide profile and functional properties of defatted meals and protein isolates of canola seeds. J. Sci. Food Agric. 2001, 81, 391–396. [Google Scholar] [CrossRef]
- Kozlowska, H.; Elkowicz, K.; Lossow, B.; Smith, O.B. The structural modification of vegetable protein preparations by high and low pressure extrusion-cooking processes. Acta Aliment. Pol. 1979, 5, 81–85. [Google Scholar]
- Volk, C.; Brandsch, C.; Schlegelmilch, U.; Wensch-Dorendorf, M.; Hirche, F.; Simm, A.; Gargum, O.; Wiacek, C.; Braun, P.G.; Kopp, J.F.; et al. Postprandial metabolic response to rapeseed protein in healthy subjects. Nutrients 2020, 12, 2270. [Google Scholar] [CrossRef]
- Östbring, K.; Malmqvist, E.; Nilsson, K.; Rosenlind, I.; Rayner, M. The effects of oil extraction methods on recovery yield and emulsifying properties of proteins from rapeseed meal and press cake. Foods 2019, 9, 19. [Google Scholar] [CrossRef] [Green Version]
- Dong, X.; Guo, L.; Wei, F.; Li, J.; Jiang, M.; Li, G.; Zhao, Y.; Chen, H. Some characteristics and functional properties of rapeseed protein prepared by ultrasonication, ultrafiltration and isoelectric precipitation. J. Sci. Food Agric. 2011, 91, 1488–1498. [Google Scholar] [CrossRef]
- AOAC. AOAC Official Method 934.01: Proximate analysis and calculations moisture. In Official Methods of Analysis of AOAC International; AOAC International: Washington, DC, USA, 2002. [Google Scholar]
- AOAC. AOAC Official Method 990:03: Protein (crude) in animal feed. Combustion method. In Official Methods of Analysis of AOAC International; AOAC International: Washington, DC, USA, 2002. [Google Scholar]
- AOAC. AOAC Official Method 920.39: Fat (crude) or ether extract in animal feed. Gravimetric. In Official Methods of Analysis of AOAC International; AOAC International: Washington, DC, USA, 2002. [Google Scholar]
- AOAC. AOAC Official Method 923.03: Ash of Flour. Gravimetric. In Official Methods of Analysis of AOAC International; AOAC International: Washington, DC, USA, 2002. [Google Scholar]
- AOAC. AOAC Official Method 991.43: Total, soluble and insoluble dietary fiber in foods. Gravimetric. In Official Methods of Analysis of AOAC International; AOAC International: Washington, DC, USA, 2002. [Google Scholar]
- Bhusari, S.N.; Muzaffar, K.; Kumar, P. Effect of carrier agents on physical and microstructural properties of spray dried tamarind pulp powder. Powder Technol. 2014, 266, 354–364. [Google Scholar] [CrossRef]
- Lindriati, T.; Herlina, H.; Arbiantara, H.; Asrofi, M. Optimization of meat analog production from concentrated soy protein and yam (Xanthosoma sagittifolium) powder using pasta machine. Food Res. 2020, 4, 887–895. [Google Scholar] [CrossRef]
- AACC. AACC Method 66-20.01. Determination of granularity of semolina and farina: Sieving method. In AACC Approved Methods of Analysis, 11th ed.; American Association of Cereal Chemists International: St. Paul, MN, USA, 1999. [Google Scholar]
- AACC. AACC Method 76-21.02. General pasting method for wheat or rye flour or starch using the rapid visco analyser. In AACC Approved Methods of Analysis, 11th ed.; American Association of Cereal Chemists International: St. Paul, MN, USA, 1997. [Google Scholar]
- Kasozi, N.; Iwe, G.; Sadik, K.; Asizua, D.; Namulawa, V.T. Dietary amino acid requirements of pebbly fish, Alestes baremoze (Joannis, 1835) based on whole body amino acid composition. Aquac. Rep. 2019, 14, 100197. [Google Scholar] [CrossRef]
- FAO/WHO/UNU Expert Consultation. Energy & protein requirements. In WHO Technical Report Series No. 724; World Health Organization: Geneva, Switzerland, 2013. [Google Scholar]
- Ferawati, F.; Zahari, I.; Barman, M.; Hefni, M.; Ahlström, C.; Witthöft, C.; Östbring, K. High-moisture meat analogues produced from yellow pea and faba bean protein isolates/concentrate: Effect of raw material composition and extrusion parameters on texture properties. Foods 2021, 10, 843. [Google Scholar] [CrossRef] [PubMed]
- Godavarti, S.; Karwe, M. Determination of specific mechanical energy distribution on a twin-screw extruder. J. Agric. Eng. Res. 1997, 67, 277–287. [Google Scholar] [CrossRef]
- Fang, Y.; Zhang, B.; Wei, Y. Effects of the specific mechanical energy on the physicochemical properties of texturized soy protein during high-moisture extrusion cooking. J. Food Eng. 2014, 121, 32–38. [Google Scholar] [CrossRef]
- Caparino, O.A.; Tang, J.; Nindo, C.I.; Sablani, S.S.; Powers, J.R.; Fellman, J.K. Effect of drying methods on the physical properties and microstructures of mango Philippine “Carabao” var powder. J. Food Eng. 2012, 111, 135–148. [Google Scholar] [CrossRef]
- Arueya, G.L.; Owosen, B.S.; Olatoye, K.K. Development of texturized vegetable protein from lima bean (Phaseolus lunatus) and African oil bean seed [Pentaclethrama crophylla (benth)]: Optimization approach. Acta Univ. Cinbiniensis Ser. E Food Technol. 2017, 21, 61–68. [Google Scholar] [CrossRef] [Green Version]
- Manamperi, W.A.R.; Wiesenborn, D.P.; Chang, S.K.C.; Pryor, S.W. Effects of protein separation conditions on the functional and thermal properties of canola protein isolates. J. Food Sci. 2011, 76, E266–E273. [Google Scholar] [CrossRef]
- Rayner, M. Current status on novel ways for stabilizing food dispersions by oleosins, particles and microgels. Curr. Opin. Food Sci. 2015, 3, 94–109. [Google Scholar] [CrossRef]
- Ragaee, S.; Abdel-Aal, E.M. Pasting properties of starch and protein in selected cereals and quality of their food products. Food Chem. 2006, 95, 9–18. [Google Scholar] [CrossRef]
- Bolade, M.K.; Adeyemi, I.A.; Ogunsua, A.O. Influence of particle size fractions on the physicochemical properties of maize flour and textural characteristics of a maize-based non fermented food gel. Int. J. Food Sci. Technol. 2009, 44, 646–655. [Google Scholar] [CrossRef]
- Nuwamanya, E.; Kanaabi, M.; Wembabazi, E.; Muhumuza, N.; Ozimati, A.; Esuma, W.; Iragaba, P.; Angudubo, S.; Nanyonjo, A.; Tufan, H.; et al. Flour Pasting Properties Define Consumer Selection Decisions for Boiled and Flour-Based Cassava Food Products in Uganda 2021. Preprints 2021. [Google Scholar] [CrossRef]
- Stanley, D.W.; Yada, R.Y. Physical consequences of thermal reactions in food protein system. In Physical Chemistry of Food; Schwartzberg, H.G., Hartel, R.W., Eds.; Marcel Dekker: New York, NY, USA, 1994; pp. 669–733. [Google Scholar]
- Wu, J.; Muir, A.D. Comparative structural, emulsifying, and biological properties of 2 major canola proteins, cruciferin and napin. J. Food Sci. 2008, 73, C210–C216. [Google Scholar] [CrossRef] [PubMed]
- Perera, S.; Mcintosh, T.; Wanasundara, J. Structural properties of cruciferin and napin of Brassica napus (canola) show distinct responses to changes in pH and temperature. Plants 2016, 5, 36. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Cheftel, J.C.; Kitagawa, M.; Queguiner, C. New protein texturization process by extrusion cooking at high moisture levels. Food Rev. Int. 1992, 8, 235–275. [Google Scholar] [CrossRef]
- Sirtori, E.; Isak, I.; Resta, D.; Boschin, G.; Arnoldi, A. Mechanical and thermal processing effects on protein integrity and peptide fingerprint of pea protein isolate. Food Chem. 2012, 134, 113–121. [Google Scholar] [CrossRef]
- Hou, Y.; Yin, Y.; Wu, G. Dietary essentiality of “nutritionally non-essential amino acids” for animals and humans. Exp. Biol. Med. 2015, 240, 997–1007. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Noguchi, A.; Mosso, K.; Aymard, C.; Jeunink, J.; Cheftel, J.C. Maillard reactions during extrusion cooking of protein-enriched biscuits. Lebensm. Wiss. Techno. 1982, 15, 105–110. [Google Scholar]
- Björck, I.; Noguchi, A.; Asp, N.G.; Cheftel, J.C.; Dahlqvist, A. Protein nutritional-value of a biscuit processed by extrusion cooking—Effects on available lysine. J. Agric. Food Chem. 1983, 31, 488–492. [Google Scholar] [CrossRef]
- Fleddermann, M.; Fechner, A.; Rößler, A.; Bähr, M.; Pastor, A.; Liebert, F.; Jahreis, G. Nutritional evaluation of rapeseed protein compared to soy protein for quality, plasma amino acids, and nitrogen balance—A randomized cross-over intervention study in humans. Clin. Nutr. 2013, 32, 519–526. [Google Scholar] [CrossRef]
- Mansour, E.; Dworschak, E.; Lugasi, A.; Gaal, O.; Barna, E.; Gergely, A. Effect of processing on the antinutritive factors and nutritive value of rapeseed products. Food Chem. 1993, 47, 247–252. [Google Scholar] [CrossRef]
- Liu, K.; Hsieh, F.H. Protein–protein interactions during high-moisture extrusion for fibrous meat analogues and comparison of protein solubility methods using different solvent systems. J. Agric. Food Chem. 2008, 56, 2681–2687. [Google Scholar] [CrossRef]
- Osen, R.; Toelstede, S.; Wild, F.; Eisner, P.; Schweiggert-Weisz, U. High moisture extrusion cooking of pea protein isolates: Raw material characteristics, extruder responses, and texture properties. J. Food Eng. 2014, 127, 67–74. [Google Scholar] [CrossRef]
- Palanisamy, M.; Töpfl, S.; Aganovic, K.; Berger, R.G. Influence of iota carrageenan addition on the properties of soya protein meat analogues. LWT Food Sci. Technol. 2018, 87, 546–552. [Google Scholar] [CrossRef]
- Sarıçoban, C.; Yılmaz, M.T.; Karakaya, M. Response surface methodology study on the optimisation of effects of fat, wheat bran and salt on chemical, textural and sensory properties of patties. Meat Sci. 2009, 83, 610–619. [Google Scholar] [CrossRef]
- Texture Profile Analysis. Available online: https://texturetechnologies.com/resources/texture-profileanalysis#tpa-measurements (accessed on 6 March 2020).
- Yılmaz, İ.; Dağlıoğlu, O. The effect of replacing fat with oat bran on fatty acid composition and physicochemical properties of meatballs. Meat Sci. 2003, 65, 819–823. [Google Scholar] [CrossRef]
- Gu, B.Y.; Ryu, G.H. Effects of moisture content and screw speed on physical properties of extruded soy protein isolate. J. Korean Soc. Food Sci. Nutr. 2017, 46, 751–758. [Google Scholar]
- Palanisamy, M.; Franke, K.; Berger, R.G.; Heinz, V.; Töpfl, S. High moisture extrusion of lupin protein: Influence of extrusion parameters on extruder responses and product properties. J. Sci. Food Agric. 2019, 99, 2175–2185. [Google Scholar] [CrossRef]
- Santillán-Moreno, A.; Martínez-Bustos, F.; Castaño-Tostado, E.; Amaya-Llano, S.L. Physicochemical characterization of extruded blends of corn starch–whey protein concentrate—Agave tequilana Fiber. Food Bioprocess Technol. 2011, 4, 797–808. [Google Scholar] [CrossRef]
- Berset, C. Color. In Extrusion Cooking; Mercier, C., Linko, P., Harper, J.M., Eds.; AACC: St. Paul, MI, USA, 1989; pp. 371–385. [Google Scholar]



| Extrusion Parameters | Values |
|---|---|
| Power | 12 kW |
| Operating screw speed | 500, 700, 900 rpm |
| Screw diameter | 20 mm |
| Screw length | 800 mm (40D) |
| Feed rate | 3 kg/h |
| Barrel temperature | 40, 80, 130, 150 °C |
| Solid dosing | 0.94–1.25 kg/h |
| Liquid dosing | 1.75–2.06 kg/h |
| Parameter | Rapeseed Press Cake | RPC | YPI | Mixed Protein |
|---|---|---|---|---|
| Moisture (%) | 10.3 ± 0.1 | 1.7 ± 0.2 | 6.8 ± 0.0 | 4.0 ± 0.1 |
| Protein (%) | 27.3 ± 0.1 | 56.2 ± 0.4 | 82.3 ± 0.7 | 69.9 ± 0.9 |
| Fat (%) | 15.5 ± 0.1 | 23.7 ± 0.1 | 0.4 ± 0.2 | 11.2 ± 0.2 |
| Ash (%) | 6.04 ± 0.1 | 6.3 ± 0.1 | 4.0 ± 0.1 | 5.1 ± 0.0 |
| Carbohydrate, by difference (%) | 10.8 | 12.1 | 6.5 | 9.8 |
| Crude fiber (%) | 30.1 ± 1.5 | <1.0 ± 0.15 | <1.0 ± 0.15 | n.d. |
| Bulk density (g/mL) | n.a. | 0.51 ± 0.0 | 0.52 ± 0.0 | 0.52 ± 0.0 |
| Water-holding capacity (mL/g) | n.a. | 1.74 ± 0.01 | 3.99 ± 0.02 | 2.76 ± 0.03 |
| Oil-holding capacity (mL/g) | n.a. | 1.24 ± 0.01 | 0.59 ± 0.02 | 1.02 ± 0.01 |
| Sieve Diameter (µm) | Particle Size (µm) | RPC Particle (g) | YPI Particle (g) | Mixed Protein Particle (g) |
|---|---|---|---|---|
| <74 | 0 < x ≤ 74 | 1.17 ± 0.33 a | 1.71 ± 1.04 a | 1.88 ± 0.82 a |
| 74 | 74 < x ≤ 125 | 1.99 ± 0.98 a | 2.12 ± 1.10 a | 3.45 ± 2.26 a |
| 125 | 125 < x ≤ 147 | 2.17 ± 1.27 a | 8.50 ± 4.22 a | 3.58 ± 1.34 a |
| 147 | 147 < x ≤ 175 | 1.38 ± 1.92 a | 23.12 ± 5.63 b | 5.14 ± 2.73 a |
| 175 | 175 < x ≤ 246 | 16.48 ± 3.77 a | 10.94 ± 8.94 a | 21.91 ± 3.88 a |
| 246 | x > 246 | 24.59 ± 1.43 a | 0.15 ± 0.02 b | 11.34 ± 0.19 c |
| Amount of sieved powder (g) | n.a | 47.78 ± 3.21 | 46.54 ± 5.97 | 47.30 ± 4.71 |
| Sieved powder (%) | n.a | 99.31 | 99.43 | 99.85 |
| RPC | YPI | ||||
|---|---|---|---|---|---|
| Peak 1 | Peak 2 | Peak 1 | Peak 2 | Peak 3 | |
| Onset Temperature, To (°C) | 95.7 ± 4.4 | 129.5 ± 2.5 | 64.7 ± 2.1 | 95.4 ± 2.8 | 127.9 ± 0.8 |
| Peak Temperature, Tp (°C) | 98.9 ± 5.6 | 132.9 ± 2.1 | 68.8 ± 3.1 | 97.6 ± 1.7 | 130.9 ± 1.6 |
| Conclusion Temperature, Tc (°C) | 101.8 ± 2.8 | 134.7 ± 3.5 | 72.6 ± 0.0 | 104.3 ± 2.3 | 132.3 ± 1.7 |
| Amino Acid | RPC | YPI | Mixed Protein * | Older Child, Adolescent, Adult Daily Requirement ** |
|---|---|---|---|---|
| Threonine a | 2.59 | 2.98 | 2.79 | 2.30 |
| Methionine a | 1.14 | 0.82 | 0.98 | |
| Phenylalanine a | 2.58 | 4.24 | 3.41 | |
| Histidine a | 1.49 | 2.00 | 1.75 | 1.50 |
| Lysine a | 2.86 | 6.07 | 4.47 | 4.50 |
| Valine a | 3.04 | 4.03 | 3.54 | 3.90 |
| Isoleucine a | 2.50 | 3.66 | 3.08 | 3.00 |
| Leucine a | 4.51 | 6.69 | 5.60 | 5.90 |
| Tryptophan a | 0.93 | 0.73 | 0.83 | 0.60 |
| Cysteic acid | 0.86 | 0.76 | 0.81 | |
| Tyrosine | 1.96 | 2.87 | 2.42 | |
| Serine | 2.54 | 4.42 | 3.48 | |
| Glycine | 2.98 | 3.15 | 3.07 | |
| Glutamic acid | 8.47 | 13.50 | 10.99 | |
| Proline | 2.81 | 3.51 | 3.16 | |
| Alanine | 2.61 | 3.32 | 2.97 | |
| Arginine | 3.70 | 6.73 | 5.22 | |
| Aspartic acid | 4.87 | 9.74 | 7.31 | |
| Total sulfur-containing amino acids (Met + Cys) | 2.00 | 1.58 | 1.79 | 2.20 |
| Total aromatic amino acids (Phe + Tyr) | 4.54 | 7.11 | 5.83 | 3.80 |
| Total essential amino acids | 21.64 | 31.22 | 26.45 | 27.70 |
| Total non-essential amino acids | 31.73 | 48.73 | 40.26 | |
| E/T (%) | 41.27 | 39.41 | 40.15 |
| Amino Acids Score (AAS) | RPC | YPI | Mixed Protein |
|---|---|---|---|
| Thr | 112.61 | 129.57 | 121.30 |
| His | 99.33 | 133.33 | 116.67 |
| Lys | 63.56 a | 134.89 | 99.33 |
| Val | 77.95 | 103.33 b | 90.77 b |
| Ileu | 83.33 | 122.00 | 102.67 |
| Leu | 76.44 b | 113.39 | 94.92 |
| Tryp | 155.00 | 121.67 | 138.33 |
| Met + Cys | 90.91 | 71.91 a | 81.36 a |
| Phe + Tyr | 119.47 | 187.11 | 153.42 |
| Total EAA | 78.69 | 113.53 | 96.18 |
| Screw Speed (rpm) | MC (%) | SME (kJ/kg) | Texture Attributes | |||
|---|---|---|---|---|---|---|
| Hardness (g) | Springiness | Resilience | Chewiness (g) | |||
| 500 | 60 | 503 ± 0 a | 6715 ± 17 aA | 0.84 ± 0.02 aA | 0.61 ± 0.01 aA | 5698 ± 8 aA |
| 63 | 457 ± 16 b | 5807 ± 208 bA | 0.93 ± 0.07 aB | 0.57 ± 0.01 bA | 4832 ± 157 bA | |
| 65 | 453 ± 0 b | 4865 ± 71 cA | 0.94 ± 0.06 aA | 0.49 ± 0.01 cA | 3922 ± 81 cA | |
| 70 | 412 ± 21 c | 1850 ± 135 dA | 0.88 ± 0.02 aA | 0.47 ± 0.02 cAB | 1501 ± 117 dA | |
| 700 | 60 | 859 ± 30 a | 6714 ± 33 aA | 0.93 ± 0.06 aA | 0.63 ± 0.02 aA | 5716 ± 50 aA |
| 63 | 816 ± 36 b | 3736 ± 161 bB | 0.88 ± 0.01 aA | 0.52 ± 0.08 abA | 3467 ± 399 bB | |
| 65 | 774 ± 0 c | 3677 ± 81 bB | 0.87 ± 0.02 aA | 0.50 ± 0.03 bA | 3114 ± 190 bA | |
| 70 | 824 ± 34 b | 694 ± 188 cB | 0.90 ± 0.09 aA | 0.51 ± 0.02 bA | 537 ± 133 cB | |
| 900 | 60 | 1267 ± 0 a | 4166 ± 276 aB | 0.87 ± 0.06 aA | 0.62 ± 0.03 aA | 3464 ± 391 aB |
| 63 | 1213 ± 47 b | 2857 ± 92 bC | 0.87 ± 0.06 aA | 0.55 ± 0.03 abA | 2343 ± 69 bB | |
| 65 | 1195 ± 38 b | 1664 ± 24 cC | 0.90 ± 0.09 aA | 0.52 ± 0.01 bA | 1278 ± 97 cB | |
| 70 | 1276 ± 29 a | 1083 ± 157 dB | 0.89 ± 0.11 aA | 0.43 ± 0.04 cB | 837 ± 131 cB | |
| Screw Speed (rpm) | Target Moisture Content (%) | Color Parameters | ||
|---|---|---|---|---|
| L* | a* | b* | ||
| 500 | 60 | 34.99 ± 0.60 cA | 3.55 ± 0.28 abB | 14.43 ± 0.36 cC |
| 63 | 39.19 ± 0.17 bA | 3.53 ± 0.04 abB | 19.28 ± 0.46 aB | |
| 65 | 38.95 ± 0.23 bB | 3.82 ± 0.12 aB | 18.64 ± 0.25 aC | |
| 70 | 40.82 ± 0.72 aA | 3.35 ± 0.01 bB | 17.49 ± 0.10 bA | |
| 700 | 60 | 36.21 ± 0.52 cA | 3.95 ± 0.02 bAB | 17.40 ± 0.15 cB |
| 63 | 38.07 ± 0.41 bB | 3.92 ± 0.06 bA | 21.19 ± 0.42 aA | |
| 65 | 40.69 ± 0.09 aA | 4.56 ± 0.10 aA | 19.86 ± 0.16 bB | |
| 70 | 41.18 ± 0.30 aA | 3.67 ± 0.12 cA | 16.15 ± 0.35 dB | |
| 900 | 60 | 35.23 ± 0.43 cA | 4.15 ± 0.10 aA | 19.48 ± 0.11 cA |
| 63 | 36.98 ± 0.48 bC | 4.03 ± 0.04 aA | 20.14 ± 0.18 bB | |
| 65 | 41.05 ± 0.27 aA | 3.55 ± 0.02 bC | 20.66 ± 0.02 aA | |
| 70 | 41.52 ± 0.09 aA | 3.36 ± 0.13 bB | 17.48 ± 0.16 dA | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zahari, I.; Ferawati, F.; Purhagen, J.K.; Rayner, M.; Ahlström, C.; Helstad, A.; Östbring, K. Development and Characterization of Extrudates Based on Rapeseed and Pea Protein Blends Using High-Moisture Extrusion Cooking. Foods 2021, 10, 2397. https://doi.org/10.3390/foods10102397
Zahari I, Ferawati F, Purhagen JK, Rayner M, Ahlström C, Helstad A, Östbring K. Development and Characterization of Extrudates Based on Rapeseed and Pea Protein Blends Using High-Moisture Extrusion Cooking. Foods. 2021; 10(10):2397. https://doi.org/10.3390/foods10102397
Chicago/Turabian StyleZahari, Izalin, Ferawati Ferawati, Jeanette K. Purhagen, Marilyn Rayner, Cecilia Ahlström, Amanda Helstad, and Karolina Östbring. 2021. "Development and Characterization of Extrudates Based on Rapeseed and Pea Protein Blends Using High-Moisture Extrusion Cooking" Foods 10, no. 10: 2397. https://doi.org/10.3390/foods10102397
APA StyleZahari, I., Ferawati, F., Purhagen, J. K., Rayner, M., Ahlström, C., Helstad, A., & Östbring, K. (2021). Development and Characterization of Extrudates Based on Rapeseed and Pea Protein Blends Using High-Moisture Extrusion Cooking. Foods, 10(10), 2397. https://doi.org/10.3390/foods10102397