
Novel Magnetic Attachment System Manufactured Using High-Frequency Heat Treatment and Stamp Technique: Introduction and Basic Performance

 ,
,  , , ,
, , , {kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
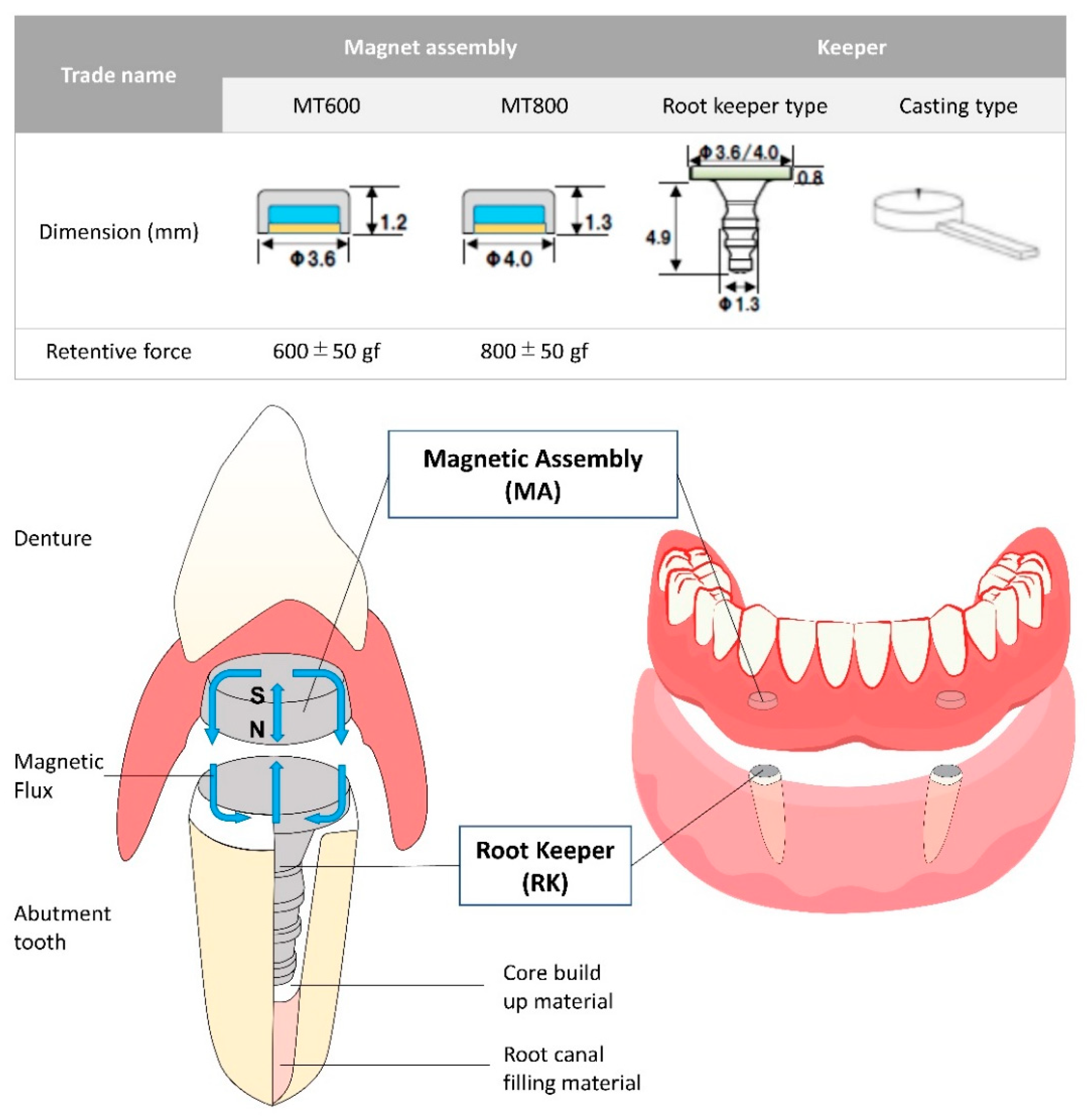
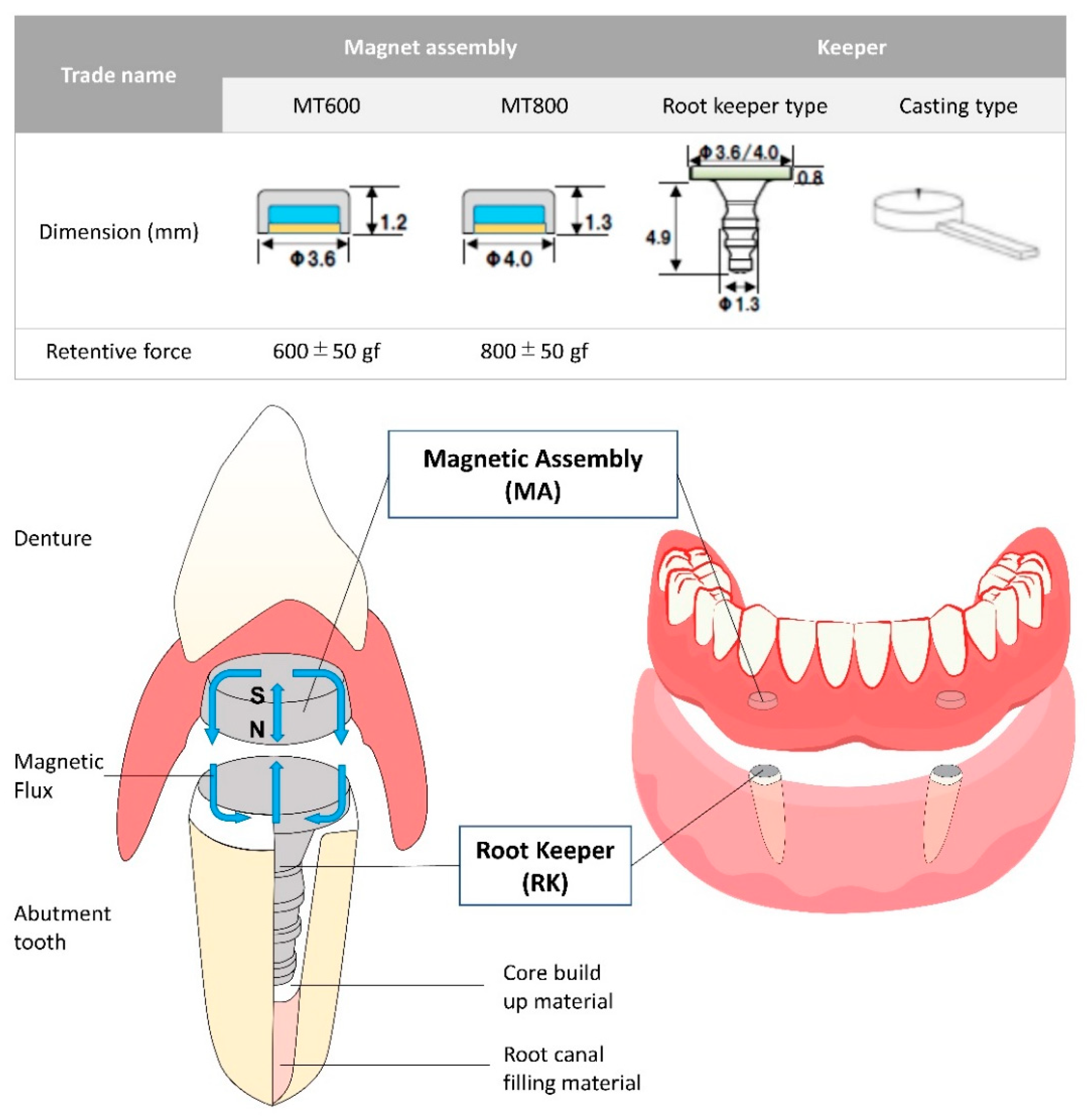
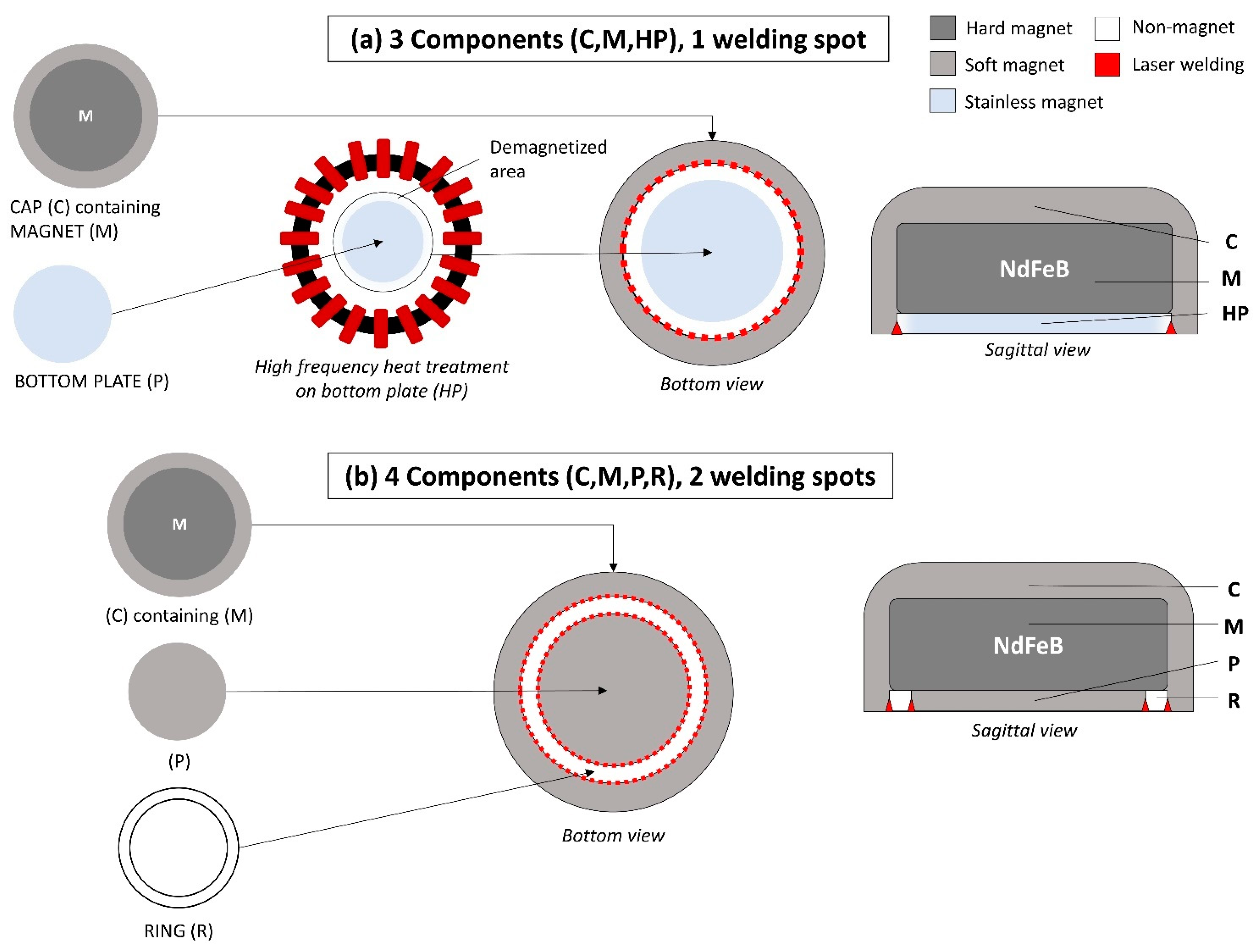
2. Novel Magnet Assembly
3. Materials and Methods
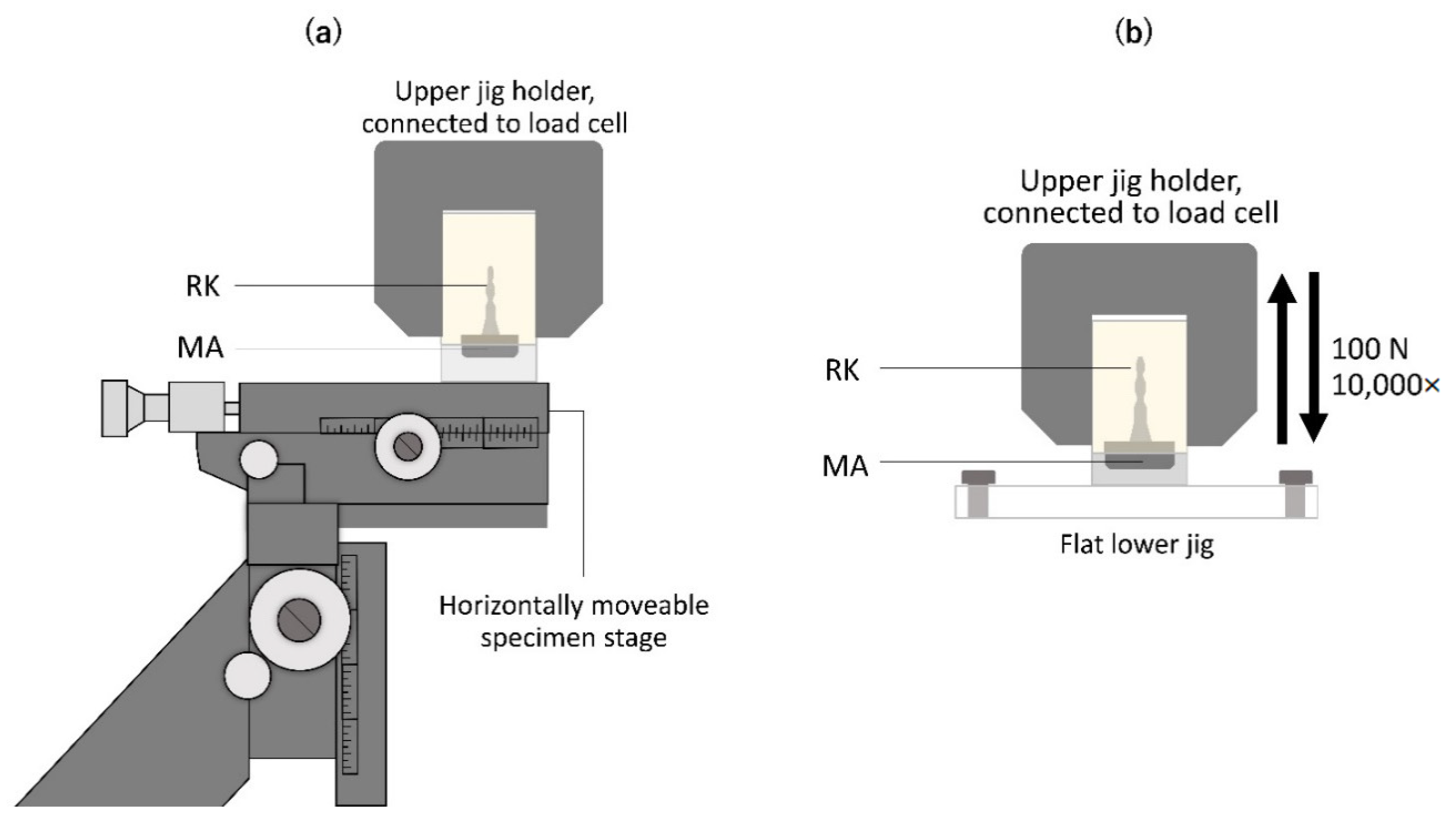
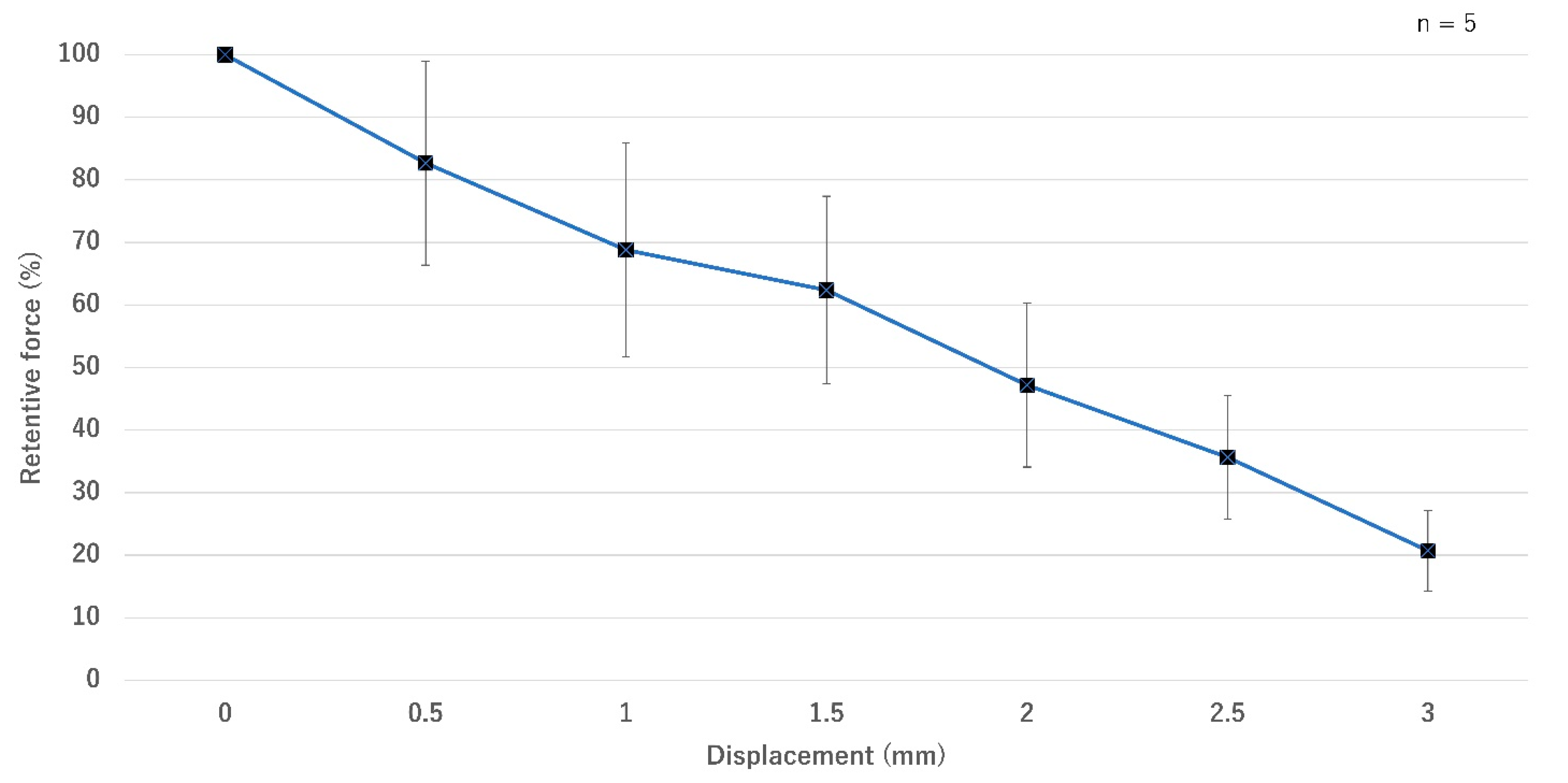
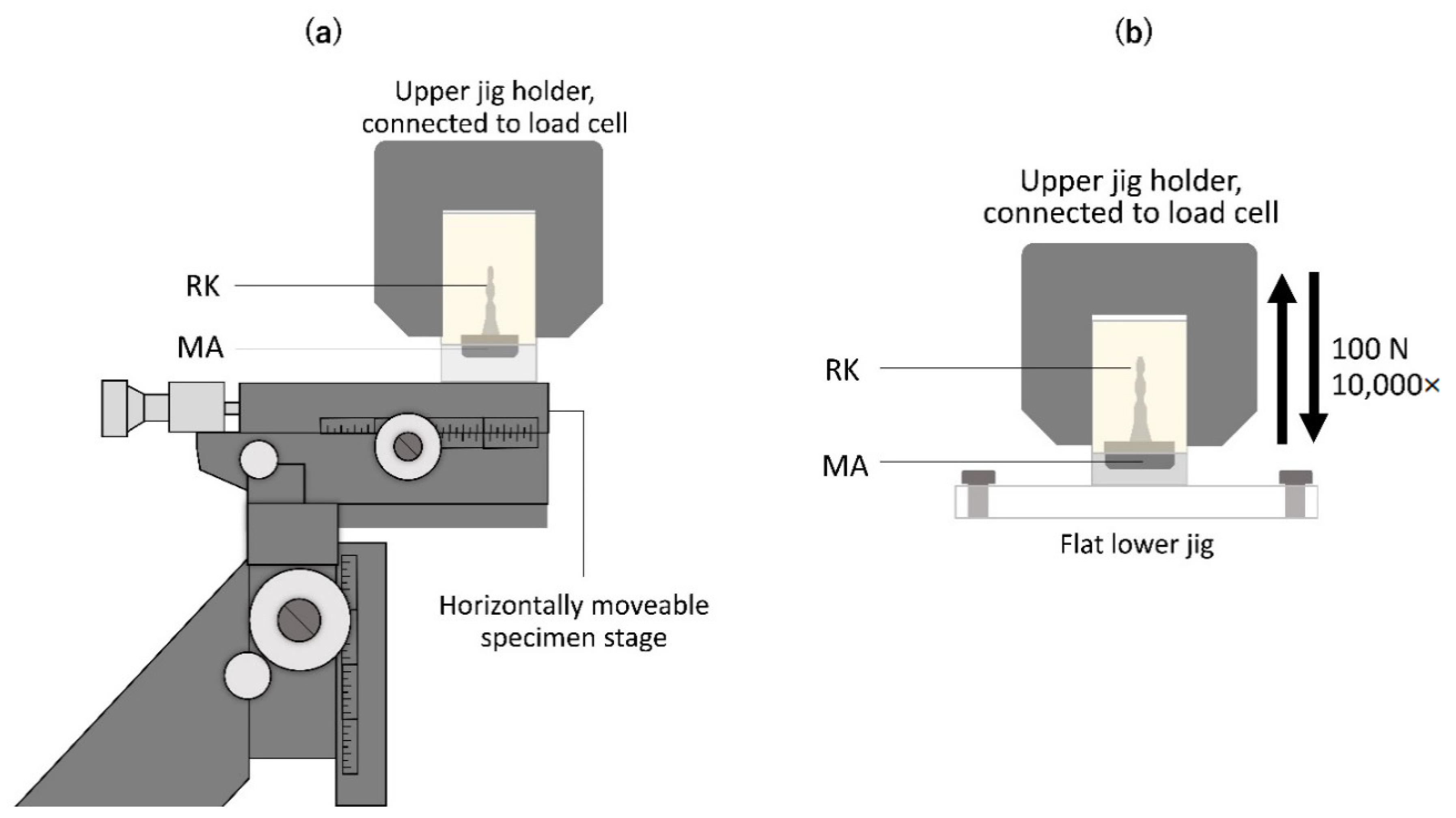
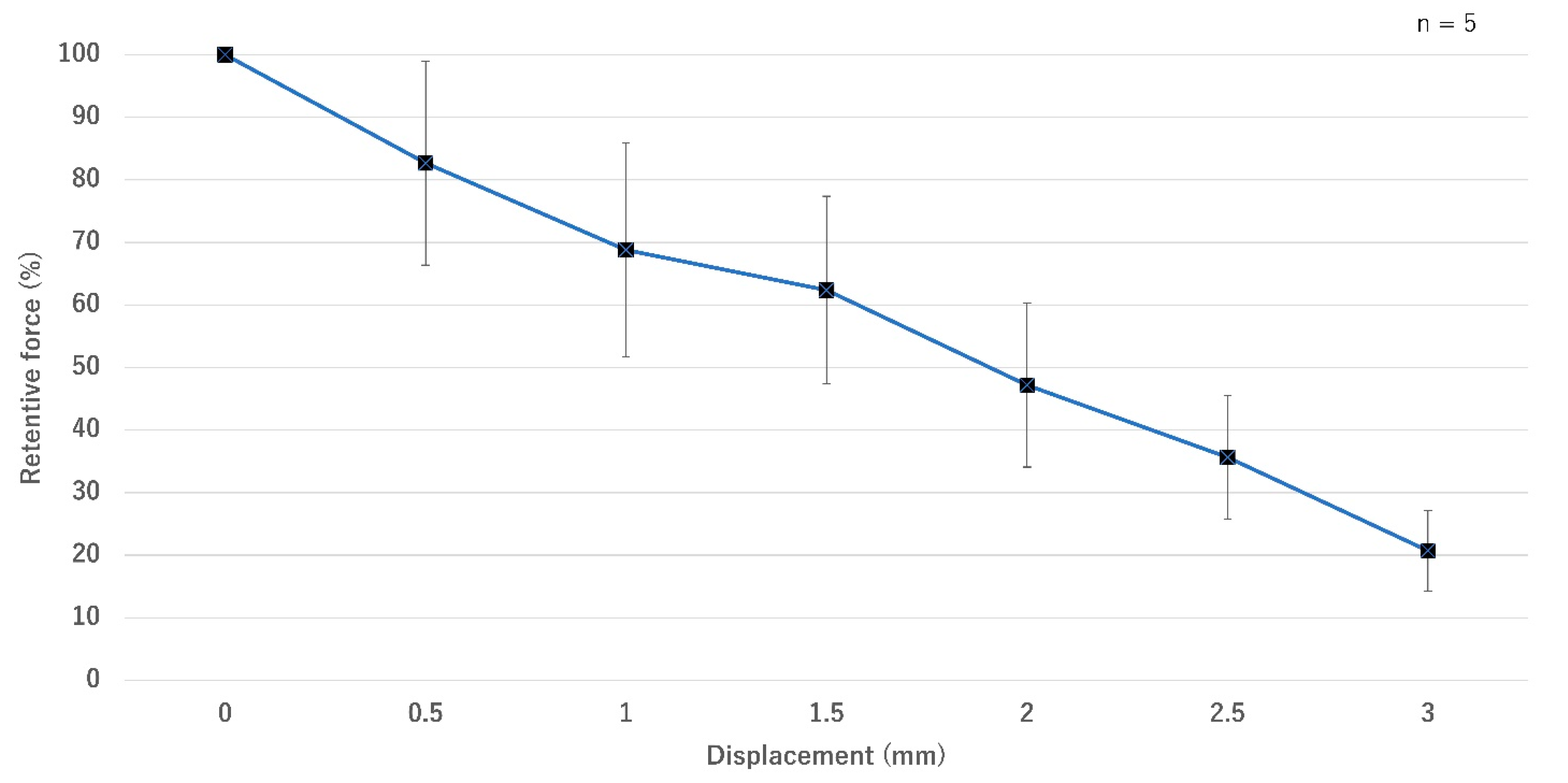
3.1. Retentive Force at Horizontally Displaced Positions
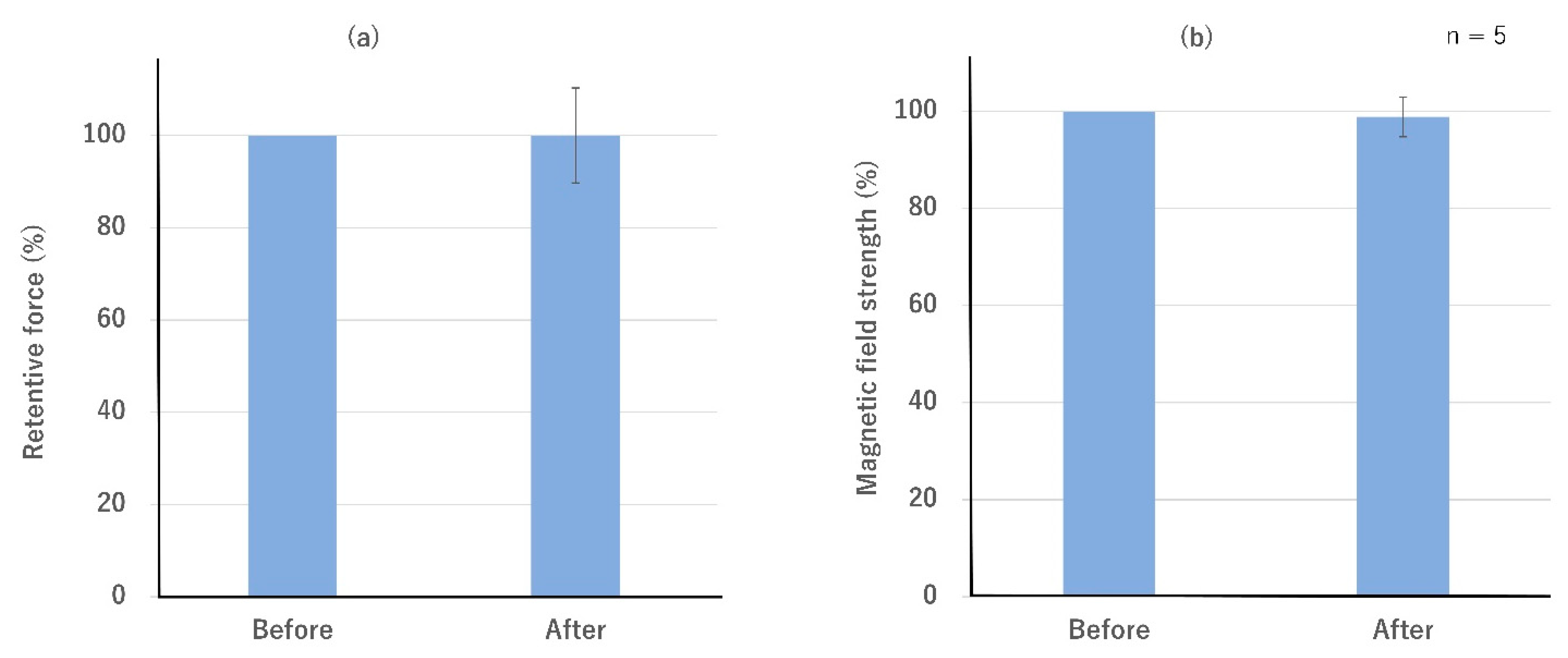
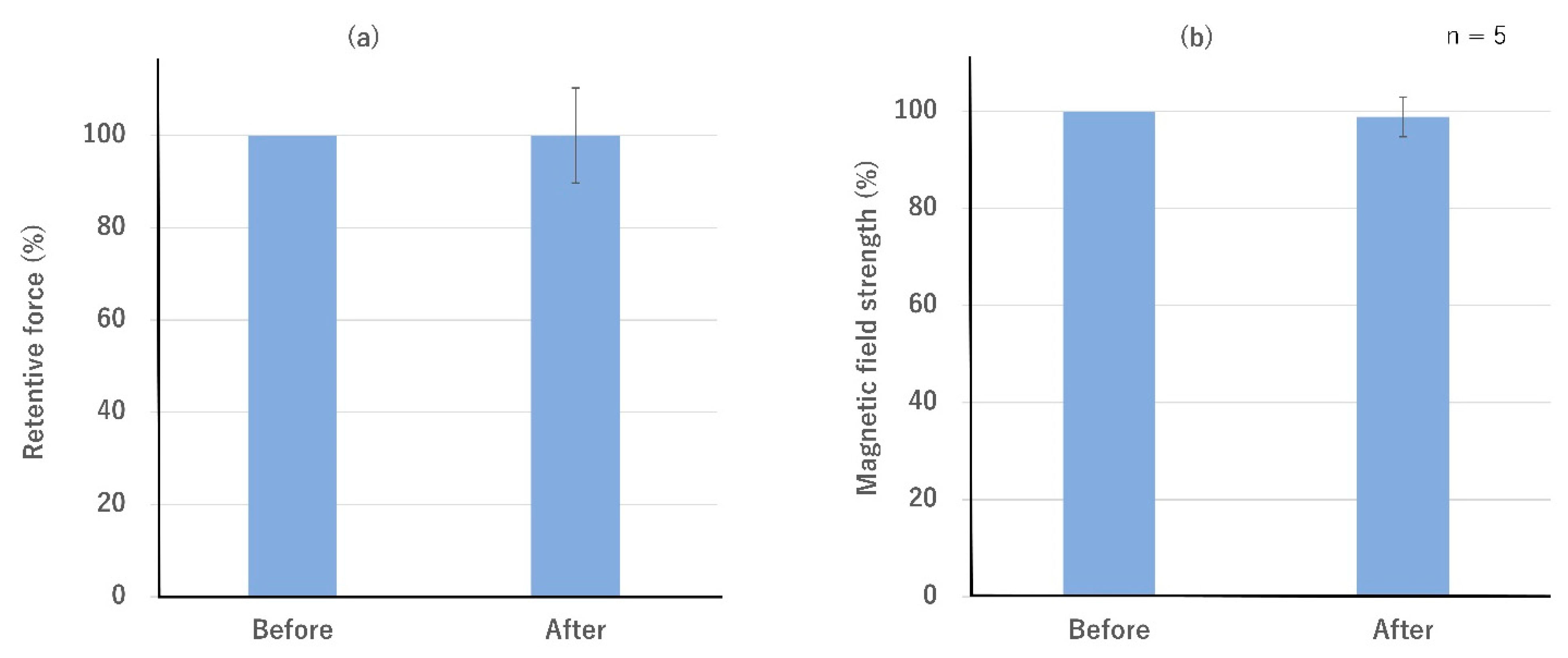
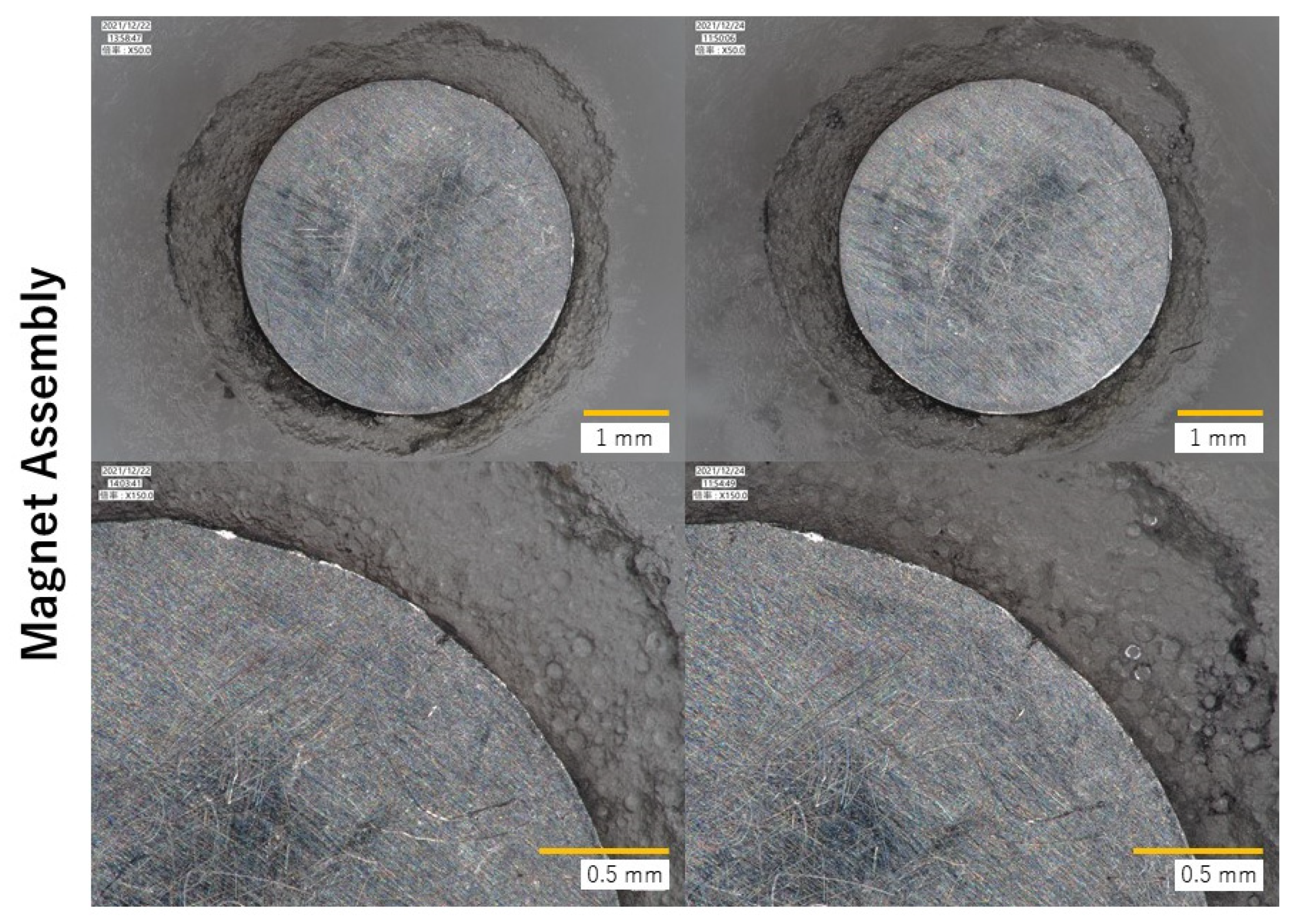
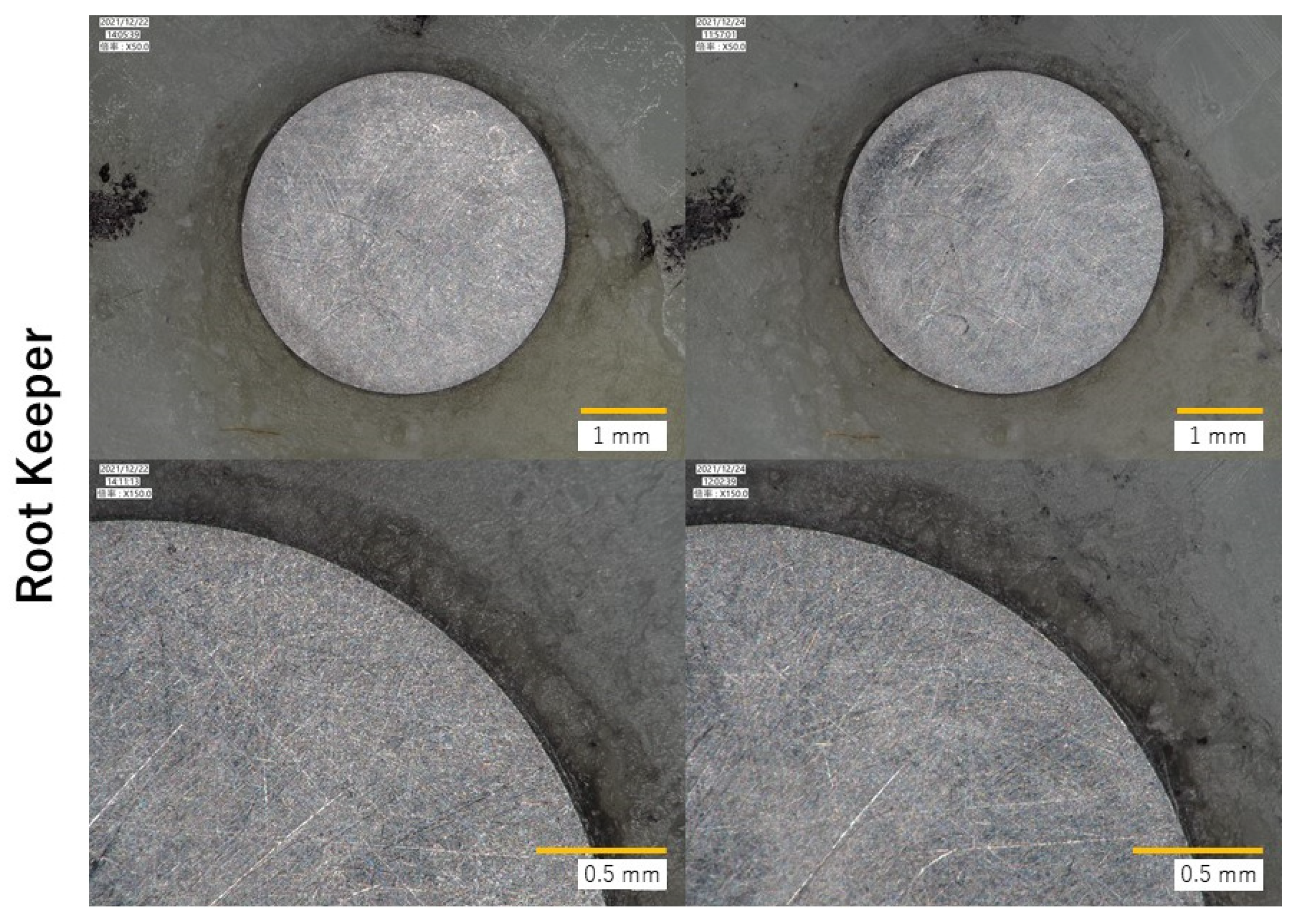
3.2. Durability Test
3.3. Statistical Analysis
4. Results
5. Discussion
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Kanathila, H.; Doddamani, M.H.; Pangi, A. An insight into various attachments used in prosthodontics: A review. Int. J. Appl. Dent. Sci. 2018, 4, 157–160. [Google Scholar]
- Riley, M.A.; Walmsley, A.D.; Harris, I.R. Magnets in prosthetic dentistry. J. Prosthet. Dent. 2001, 8686, 137–142. [Google Scholar] [CrossRef] [PubMed]
- Walmsley, A.D. Magnetic Retention in Prosthetic Dentistry. Dent. Update 2002, 29, 428–433. [Google Scholar] [CrossRef] [PubMed]
- Gonda, T.; Maeda, Y. Why are magnetic attachments popular in Japan and other Asian countries? Jpn. Dent. Sci. Rev. 2011, 47, 124–130. [Google Scholar] [CrossRef] [Green Version]
- Goto, T.; Nagao, K.; Ishida, Y.; Tomotake, Y.; Ichikawa, T. Influence of Matrix Attachment Installation Load on Movement and Resultant Forces in Implant Overdentures. J. Prosthodont. 2014, 24, 156–163. [Google Scholar] [CrossRef] [PubMed]
- Ai, M.; Shiau, Y. New Magnetic Applications in Clinical Dentistry; Quintessence Publishing: Tokyo, Japan, 2004; pp. 32–35, 51–55. [Google Scholar]
- Ishida, Y.; Kiran Kumar, H.S.; Goto, T.; Watanabe, M.; Wigianto, R.; Ichikawa, T. Magnet-Retained Two-Mini-Implant Overdenture: Clinical and Mechanical Consideration. Dent. J. 2016, 4, 35. [Google Scholar] [CrossRef] [PubMed]
- Akin, H.; Ozdemir, A.K. Effect of corrosive environments and thermocycling on the attractive force of four types of dental magnetic attachments. J. Dent. Sci. 2013, 8, 184–188. [Google Scholar] [CrossRef] [Green Version]
- Negoro, M.; Kanazawa, M.; Sato, D.; Shimada, R.; Miyayasu, A.; Asami, M.; Katheng, A.; Kusumoto, Y.; Abe, Y.; Baba, K.; et al. Patient-reported outcomes of implant-assisted removable partial dentures with magnetic attachments using short implants: A prospective study. J. Prosthodont. Res. 2021, 65, 554–558. [Google Scholar] [CrossRef] [PubMed]
- Bi, Y.; Aldhohrah, T.; Mashrah, M.A.; Su, Y.; Yang, Z.; Guo, X.; Ge, L.; Wang, L. Effects of attachment type and number of dental implants supporting mandibular overdenture on peri-implant health: A systematic review and network meta-analysis. J. Prosthodont. Res. 2021, in press. [CrossRef]
- Takahashi, M.; Numazaki, H.; Sakatsume, H.; Kanyi, M.; Sato, K.; Sasazaki, K.; Takada, Y. Effect of changes in the protocol of fixing a magnetic attachment onto the stage of an ISO device that measures retentive forces. In Proceedings of the 17th International Conference on Magnetic Applications in Dentistry, Nagoya, Japan, 26 February–16 March 2018. [Google Scholar]
- Yamaguchi, H.; Takahashi, M.; Sakatsume, H.; Takada, Y. Experimental verification of the test procedure for measuring the retentive force of magnetic attachments as stipulated in DIS 13017. In Proceedings of the 18th International Conference on Magnetic Applications in Dentistry, Niigata, Japan, 25 February–15 March 2019. [Google Scholar]
- Takahashi, M.; Togawa, G.; Kanyi, M.; Yamaguchi, H.; Takada, Y. Effect of crosshead speed on retentive force measured using a device specified in ISO 13017, 2020. In Proceedings of the 20th International Conference on Magnetic Applications in Dentistry, Nagoya, Japan, 26 February–16 March 2021. [Google Scholar]
- Maeda, Y.; Nakao, K.; Yagi, K.; Matsuda, S. Composite resin root coping with a keeper for magnetic attachment for replacing the missing coronal portion of a removable partial denture abutment. J. Prosthet. Dent. 2006, 96, 139–142. [Google Scholar] [CrossRef]
- Ishikawa, M.; Kashiwabara, T.; Ishida, O.; Ichikawa, T. Installing magnetic keepers using laser welding. J. Prosthodont. 2004, 11, 49–52. [Google Scholar] [CrossRef] [PubMed]
- Boeckler, A.F.; Morton, D.; Ehring, C.; Setz, J.M. Mechanical properties of magnetic attachments for removable prostheses on teeth and implants. J. Prosthodont. 2008, 17, 608–615. [Google Scholar] [CrossRef] [PubMed]
- Hasegawa, M.; Umekawa, Y.; Nagai, E.; Ishigami, T. Retentive force and magnetic flux leakage of magnetic attachment in various keeper and magnetic assembly combinations. J. Prosthet. Dent. 2011, 105, 266–271. [Google Scholar] [CrossRef]
- Tegawa, Y.; Kinouchi, Y. Dental magnetic attachment: Toward third generation devices. IEEE Trans. Biomed. Eng. 2008, 55, 1185–1190. [Google Scholar] [CrossRef] [PubMed]
- Tanaka, Y.; Aita, H.; Ishigami, T.; Ichikawa, T.; Ohkawa, S.; Ohkubo, C.; Masumi, S.; Minakuchi, S.; Takada, Y.; Tanaka, J.; et al. New Dental Magnetic Attachment, 1st ed.; Textbook in Japanese; Ishiyaku Publishers Inc.: Tokyo, Japan, 2016; pp. 44–48. [Google Scholar]
- Kumano, H.; Kanbara, R.; Masuda, T.; Nakamura, Y.; Shoji, K.; Hasegawa, N.; Takada, Y.; Tanaka, Y.; Takebe, J. Influence of the inclination angle of attractive surfaces on the attractive force of a magnetic attachment with an optimal structural design. In Proceedings of the 17th International Conference on Magnetic Applications in Dentistry, Nagoya, Japan, 26 February–16 March 2018. [Google Scholar]
- Hao, Z.; Chao, Y.; Meng, Y.; Yin, H. Influence of repeated insertion-removal cycles on the force and magnetic flux leakage of magnetic attachments: An in vitro study. J. Prosthet. Dent. 2014, 112, 235–240. [Google Scholar] [CrossRef] [PubMed]
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Putra Wigianto, A.Y.; Ishida, Y.; Matsuda, T.; Goto, T.; Watanabe, M.; Ichikawa, T. Novel Magnetic Attachment System Manufactured Using High-Frequency Heat Treatment and Stamp Technique: Introduction and Basic Performance. Dent. J. 2022, 10, 75. https://doi.org/10.3390/dj10050075
Putra Wigianto AY, Ishida Y, Matsuda T, Goto T, Watanabe M, Ichikawa T. Novel Magnetic Attachment System Manufactured Using High-Frequency Heat Treatment and Stamp Technique: Introduction and Basic Performance. Dentistry Journal. 2022; 10(5):75. https://doi.org/10.3390/dj10050075
Chicago/Turabian StylePutra Wigianto, Adityakrisna Yoshi, Yuichi Ishida, Takashi Matsuda, Takaharu Goto, Megumi Watanabe, and Tetsuo Ichikawa. 2022. "Novel Magnetic Attachment System Manufactured Using High-Frequency Heat Treatment and Stamp Technique: Introduction and Basic Performance" Dentistry Journal 10, no. 5: 75. https://doi.org/10.3390/dj10050075
APA StylePutra Wigianto, A. Y., Ishida, Y., Matsuda, T., Goto, T., Watanabe, M., & Ichikawa, T. (2022). Novel Magnetic Attachment System Manufactured Using High-Frequency Heat Treatment and Stamp Technique: Introduction and Basic Performance. Dentistry Journal, 10(5), 75. https://doi.org/10.3390/dj10050075