
Significant Enhancement of Strength and Ductility in Bioresorbable Zn–0.1Mg Alloy via ECAP Processing

 , , ,
, , ,  , , , and
, , , and
Abstract
1. Introduction
2. Results
2.1. Microstructural Analysis of Zn–0.1Mg Alloy in As-Cast and Equal Channel Angular Pressing (ECAP)-Processed States
2.2. Mechanical Properties of the Zn–0.1Mg Alloys
2.3. Fractographic Analysis of the Zn–0.1Mg Alloys
3. Discussion
4. Materials and Methods
5. Conclusions
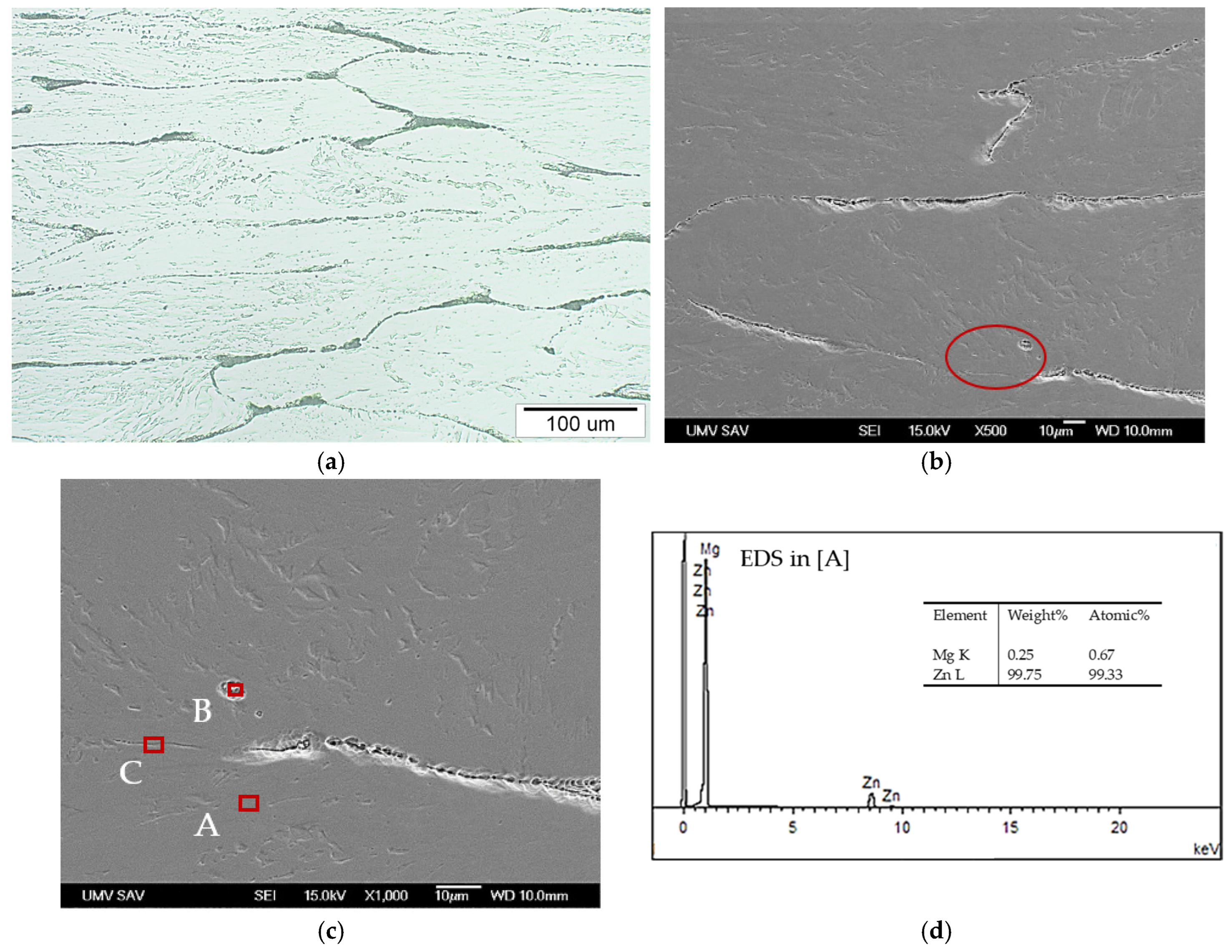
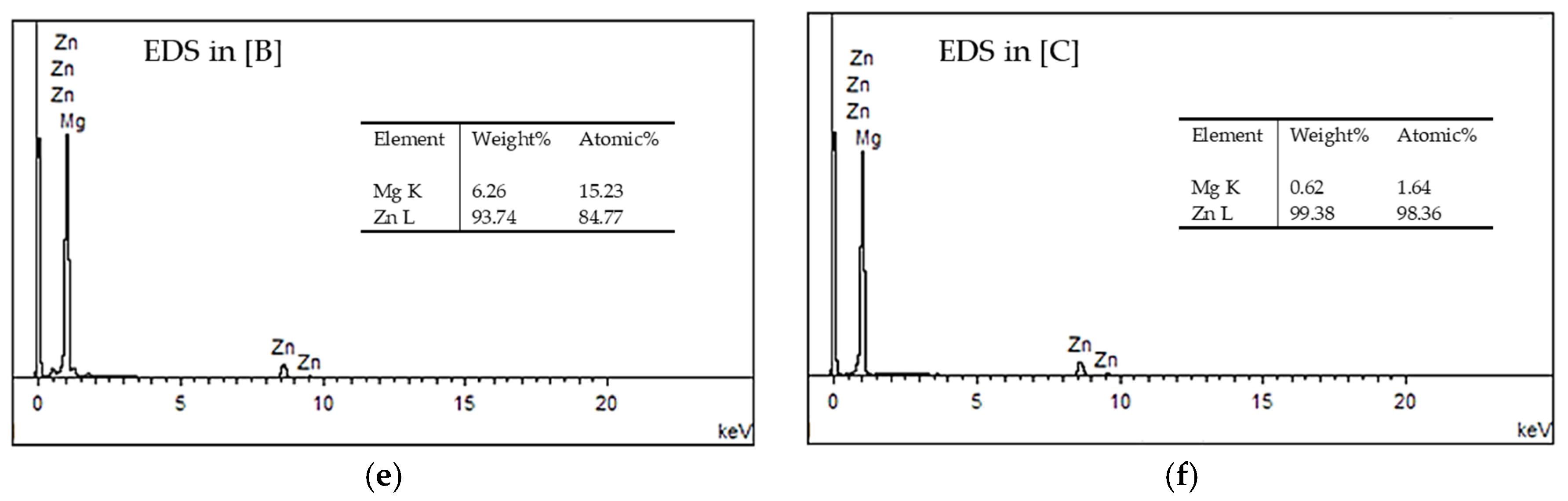
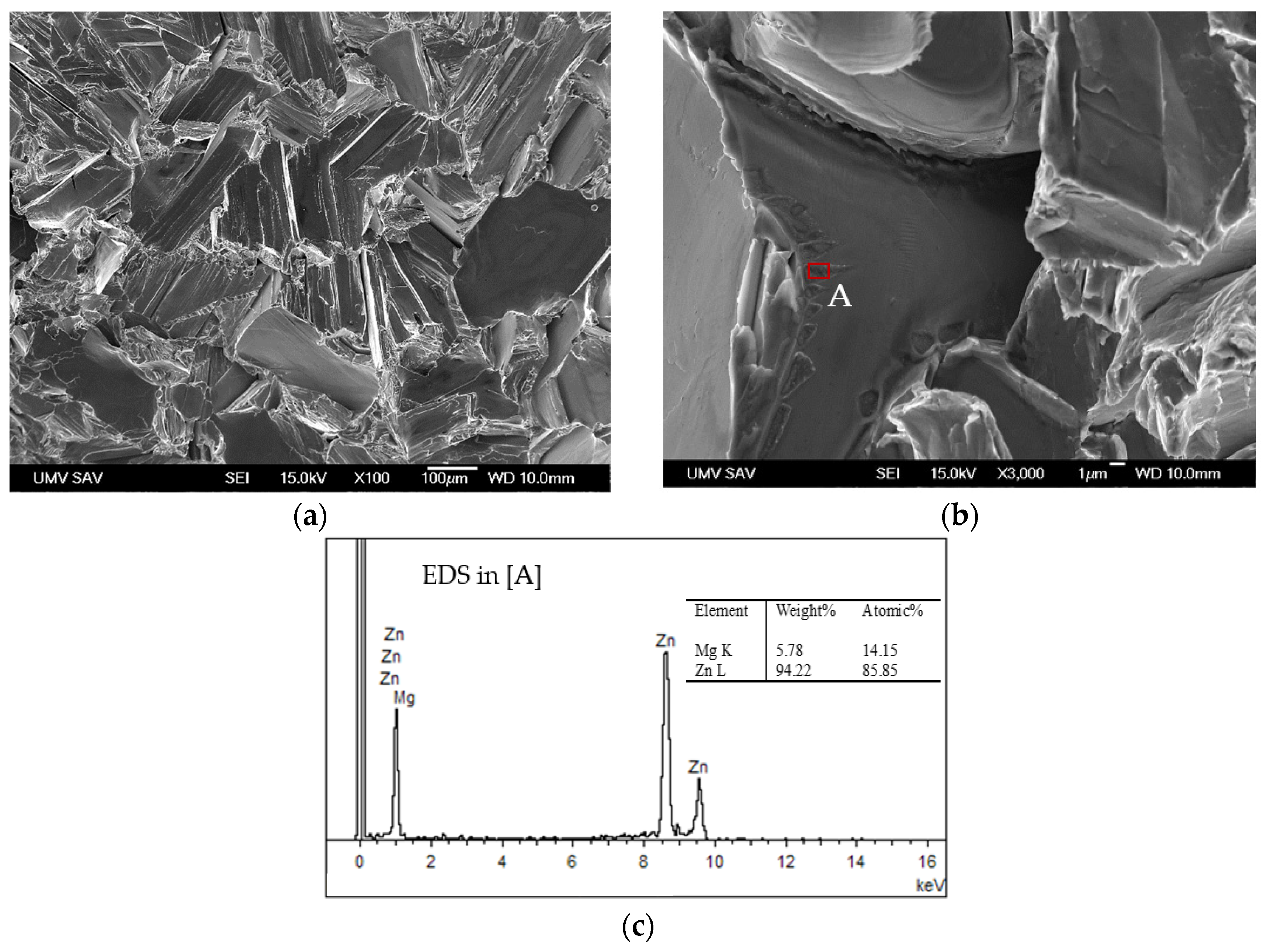
- The as-cast Zn alloy with 0.1 wt.% Mg exhibited a polyhedric casting microstructure consisting of coarse (average grain size dz = 123 µm) equiaxed grains of Mg solid solution in Zn with an H12 lattice and segmented secondary intermetallic phase formations, such as Mg2Zn11, precipitated at the grain boundaries of the solid solution.
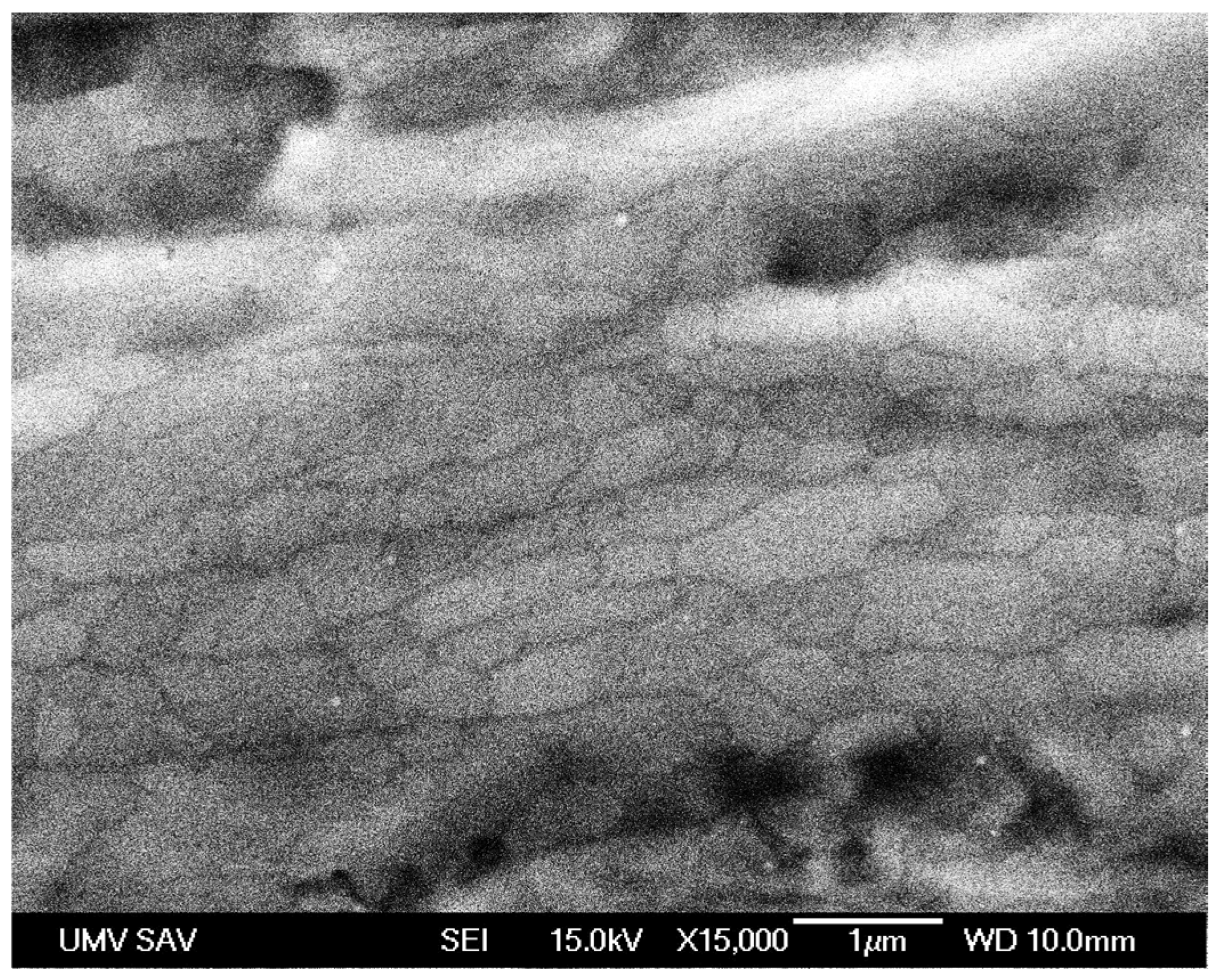
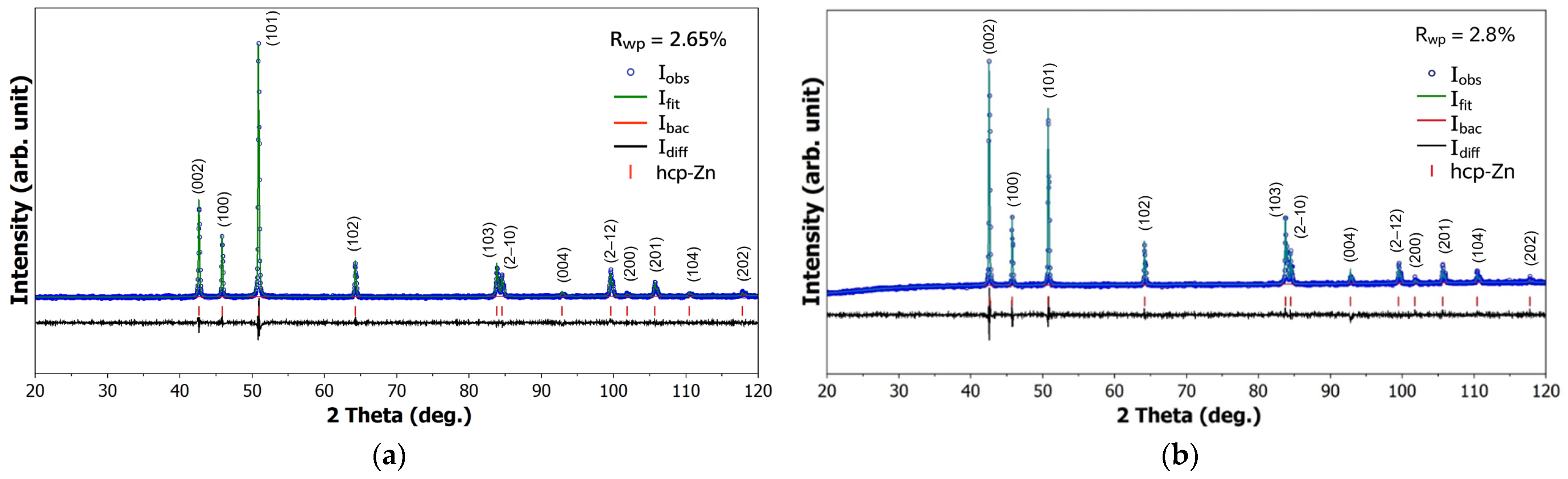
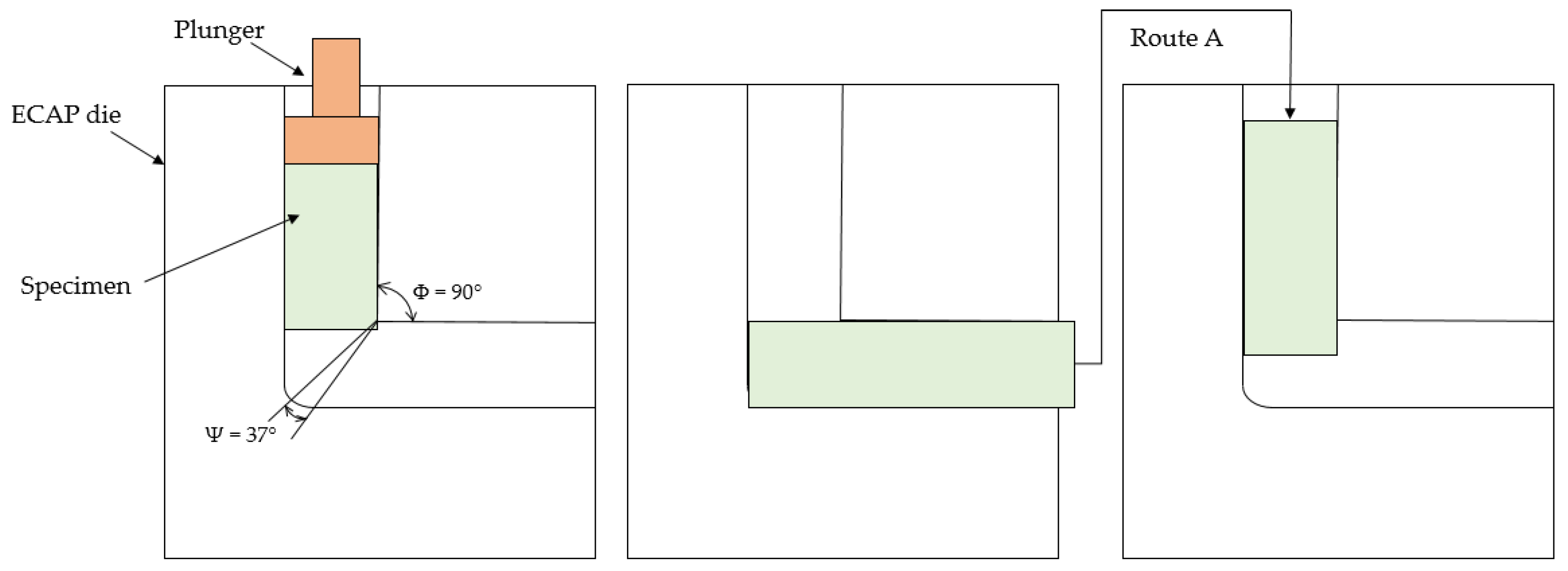
- Severe cold plastic deformation of the as-cast alloy, achieved by two passes through the ECAP die using route A, led to significant changes in the microstructure of the solid solution grains. Deformation by shear in the ECAP die channel formed deformation bands in the original cast grains, within which ultrafine dynamically recrystallised substructures of solid solution with an average grain size not exceeding 1.5 µm were observed. ECAP processing also resulted in the formation of texture with preferred crystallographic orientation of grains/subgrains.
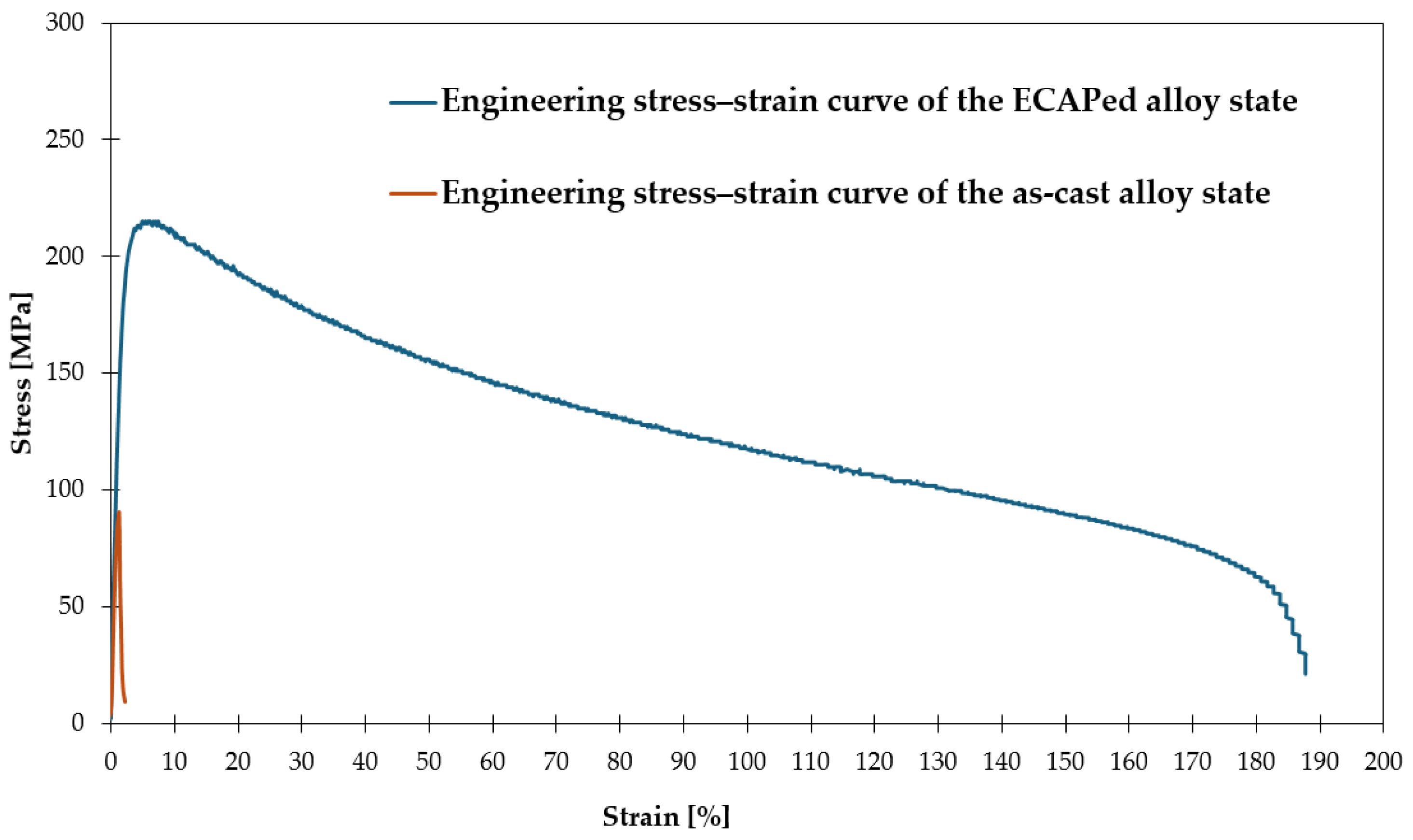
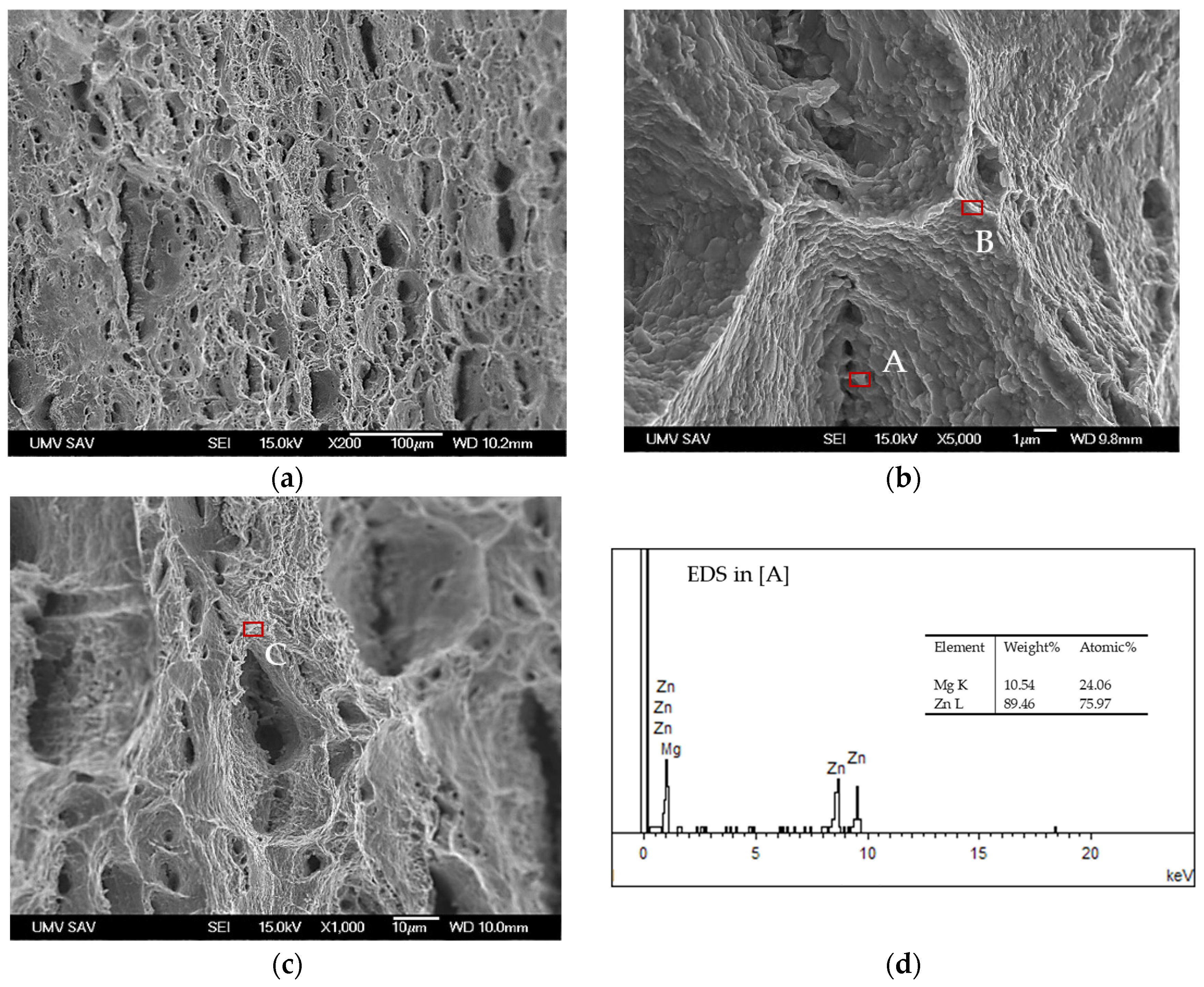
- Significant refinement of the alloy’s solid solution substructure induced by severe plastic deformation substantially improved its mechanical properties determined by tensile testing. The ECAP-processed Zn–0.1Mg alloy achieved a yield strength of 198 MPa and an ultimate tensile strength of 215 MPa, more than twice the values observed in the as-cast alloy. However, the most dramatic improvement was observed in ductility parameters. The ECAP-processed alloy reached elongation up to 187% and reduction in area up to 91%. Additionally, true ultimate tensile strength reached as high as 340 MPa. Sufficient ductility of the deformed alloy state allows for further strength enhancement through additional cold forming techniques, such as rolling, after ECAP processing.
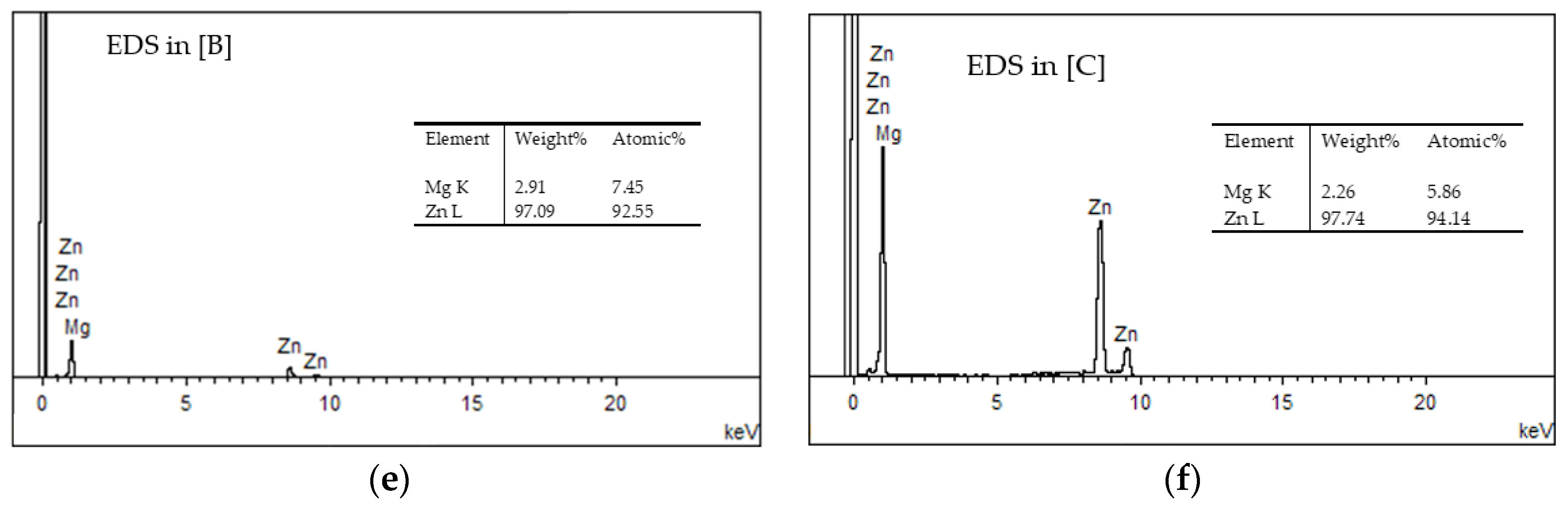
- Significant improvement in ductility induced by ECAP also altered the fracture mechanism observed during tensile testing. Brittle fracture in the as-cast Zn–0.1Mg alloy, characterised by transcrystalline cleavage and intercrystalline separation, transformed into ductile transcrystalline fracture in the ECAP-processed alloy, evidenced by dimples of varying sizes on the fracture surface and high reduction in area. This indicates that the severely deformed alloy absorbed considerable deformation energy before fracture.
- Microstructural refinement in materials with a hexagonal close-packed (HCP) lattice below a critical grain size (typically in the range of 1–10 μm) completely suppresses twinning as a deformation mechanism. Consequently, alternative deformation mechanisms begin to dominate, fundamentally changing plastic deformation behaviour. Formation of an ultrafine-grained microstructure primarily strengthens the material, and significantly enhances ductility, as the refined microstructure provides an increased number of active slip systems and enables coordinated plastic deformation through grain boundary sliding of the solid solution grains.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| ECAP | Equal Channel Angular Pressing |
| YS | Yield Strength |
| UTS | Ultimate Tensile Strength |
| True UTS | True Ultimate Tensile Strength |
| A | Elongation |
| A2 | Elongation measured on a gauge length L0 = 2d (d—specimen diameter) |
| Z | Reduction in Area |
| SEM | Scanning Electron Microscopy |
| EDS | Energy-Dispersive X-ray Spectroscopy |
| XRD | X-ray Diffraction |
| LM | Light Microscopy |
| ODF | Orientation Distribution Function |
| HCP | Hexagonal Close-Packed |
| GBS | Grain Boundary Sliding |
| OES | Optical Emission Spectrometry |
References
- Zheng, Y.F.; Gu, X.N.; Witte, F. Biodegradable metals. Mater. Sci. Eng. R Rep. 2014, 77, 1–34. [Google Scholar] [CrossRef]
- Liu, Y.; Zheng, Y.; Chen, X.H.; Yang, J.A.; Pan, H.; Chen, D.; Wang, L.; Zhang, J.; Zhu, D.; Wu, S.; et al. Fundamental theory of biodegradable metals—Definition, criteria, and design. Adv. Funct. Mater. 2019, 29, 1805402. [Google Scholar] [CrossRef]
- Chen, Y.; Xu, Z.; Smith, C.; Sankar, J. Recent advances on the development of magnesium alloys for biodegradable implants. Acta Biomater. 2014, 10, 4561–4573. [Google Scholar] [CrossRef]
- Moravej, M.; Mantovani, D. Biodegradable metals for cardiovascular stent application: Interests and new opportunities. Int. J. Mol. Sci. 2011, 12, 4250–4270. [Google Scholar] [CrossRef]
- Xu, L.; Wei, C.; Deng, L.; Wang, P.; Zhong, W.; Huang, W. A review of non-biodegradable alloys implantation induced inflammatory and immune cell responses. J. Alloys Compd. 2024, 977, 173086. [Google Scholar] [CrossRef]
- Ormiston, J.A.; Serruys, P.W.S. Bioabsorbable coronary stents. Circ. Cardiovasc. Interv. 2009, 2, 255–260. [Google Scholar] [CrossRef]
- Chen, Q.; Thouas, G.A. Metallic implant biomaterials. Mater. Sci. Eng. R Rep. 2015, 87, 1–57. [Google Scholar] [CrossRef]
- Witte, F. The history of biodegradable magnesium implants: A review. Acta Biomater. 2010, 6, 1680–1692. [Google Scholar] [CrossRef]
- Bowen, P.K.; Drelich, J.; Goldman, J. Zinc exhibits ideal physiological corrosion behavior for bioabsorbable stents. Adv. Mater. 2013, 25, 2577–2582. [Google Scholar] [CrossRef]
- Li, H.; Yang, H.; Zheng, Y.; Zhou, F.; Qiu, K.; Wang, X. Design and characterizations of novel biodegradable ternary Zn-based alloys with IIA nutrient alloying elements Mg, Ca and Sr. Mater. Des. 2015, 83, 95–102. [Google Scholar] [CrossRef]
- Plum, L.M.; Rink, L.; Haase, H. The essential toxin: Impact of zinc on human health. Int. J. Environ. Res. Public Health 2010, 7, 1342–1365. [Google Scholar] [CrossRef]
- Kambe, T.; Tsuji, T.; Hashimoto, A.; Itsumura, N. The physiological, biochemical, and molecular roles of zinc transporters in zinc homeostasis and metabolism. Physiol. Rev. 2015, 95, 749–784. [Google Scholar] [CrossRef]
- Vojtech, D.; Kubásek, J.; Šerák, J.; Novák, P. Mechanical and corrosion properties of newly developed biodegradable Zn-based alloys for bone fixation. Acta Biomater. 2011, 7, 3515–3522. [Google Scholar] [CrossRef]
- Yang, H.T.; Wang, C.; Liu, C.Q.; Chen, H.W.; Wu, Y.F.; Han, J.T.; Jia, Z.C.; Lin, W.J.; Zhang, D.Y.; Li, W.T.; et al. Evolution of the degradation mechanism of pure zinc stent in the one-year study of rabbit abdominal aorta model. Biomaterials 2017, 145, 92–105. [Google Scholar] [CrossRef]
- Li, G.; Yang, H.; Zheng, Y.; Chen, X.H.; Yang, J.A.; Zhu, D.; Ruan, L.; Takashima, K. Challenges in the use of zinc and its alloys as biodegradable metals: Perspective from biomechanical compatibility. Acta Biomater. 2019, 97, 23–45. [Google Scholar] [CrossRef]
- Shen, C.; Liu, X.; Fan, B.; Lan, P.; Zhou, F.; Li, X.; Wang, H.; Xiao, X.; Li, L.; Zhao, S.; et al. Mechanical properties, in vitro degradation behavior, hemocompatibility and cytotoxicity evaluation of Zn–1.2Mg alloy for biodegradable implants. RSC Adv. 2016, 6, 86410–86419. [Google Scholar] [CrossRef]
- Seitz, J.-M.; Lucas, A.; Kirschner, M. Magnesium-based compression screws: A novelty in the clinical use of implants. JOM 2016, 68, 1177–1182. [Google Scholar] [CrossRef]
- Tong, X.; Dong, Y.; Han, Y.; Zhou, R.; Zhu, L.; Zhang, D.; Dai, Y.; Shen, X.; Li, Y.; Wen, C.; et al. A biodegradable Zn–5Gd alloy with biomechanical compatibility, cytocompatibility, antibacterial ability, and in vitro and in vivo osteogenesis for orthopedic applications. Acta Biomater. 2024, 177, 538–559. [Google Scholar] [CrossRef]
- Guo, H.; Cao, R.H.; Zheng, Y.F.; Bai, J.; Xue, F.; Chu, C.L. Diameter-dependent in vitro performance of biodegradable pure zinc wires for suture application. J. Mater. Sci. Technol. 2019, 35, 1662–1670. [Google Scholar] [CrossRef]
- Li, S.; Ren, J.; Wang, X.; Ding, Y.; Li, P.; Hu, Y.; Yang, Y. Dilemmas and countermeasures of Fe-based biomaterials for next-generation bone implants. J. Mater. Res. Technol. 2022, 20, 2034–2050. [Google Scholar] [CrossRef]
- Schinhammer, M.; Hänzi, A.C.; Löffler, J.F.; Uggowitzer, P.J. Design strategy for biodegradable Fe-based alloys for medical applications. Acta Biomater. 2010, 6, 1705–1713. [Google Scholar] [CrossRef]
- Bowen, P.K.; Shearier, E.R.; Zhao, S.; Guillory, R.J.; Zhao, F.; Goldman, J.; Drelich, J.W. Biodegradable metals for cardiovascular stents: From clinical concerns to recent Zn-Alloys. Adv. Healthc. Mater. 2016, 5, 1121–1140. [Google Scholar] [CrossRef]
- Liu, X.; Sun, J.; Qiu, K.; Yang, Y.; Pu, Z.; Li, L.; Zheng, Y. Effects of alloying elements (Ca and Sr) on microstructure, mechanical property and in vitro corrosion behavior of biodegradable Zn–1.5Mg alloy. J. Alloys Compd. 2016, 664, 444–452. [Google Scholar] [CrossRef]
- Liu, S.; Kent, D.; Doan, N.; Dargusch, M.; Wang, G. Effects of deformation twinning on the mechanical properties of biodegradable Zn-Mg alloys. Bioact. Mater. 2019, 4, 8–16. [Google Scholar] [CrossRef]
- Venezuela, J.; Dargusch, M.S. The influence of alloying and fabrication techniques on the mechanical properties, biodegradability and biocompatibility of zinc: A comprehensive review. Acta Biomater. 2019, 87, 1–40. [Google Scholar] [CrossRef]
- Li, Z.; Shi, Z.-Z.; Hao, Y.; Li, H.-F.; Zhang, H.-J.; Liu, X.-F.; Wang, L.-N. Insight into role and mechanism of Li on the key aspects of biodegradable ZnLi alloys: Microstructure evolution, mechanical properties, corrosion behavior and cytotoxicity. Mater. Sci. Eng. C 2020, 114, 111049. [Google Scholar] [CrossRef]
- Bao, G.; Fan, Q.; Ge, D.; Wang, K.; Sun, M.; Zhang, Z.; Guo, H.; Yang, H.; He, B.; Zheng, Y. In vitro and in vivo studies to evaluate the feasibility of Zn-0.1Li and Zn-0.8Mg application in the uterine cavity microenvironment compared to pure zinc. Acta Biomater. 2021, 123, 393–406. [Google Scholar] [CrossRef]
- Murni, N.S.; Dambatta, M.S.; Yeap, S.K.; Froemming, G.R.A.; Hermawan, H. Cytotoxicity evaluation of biodegradable Zn–3Mg alloy toward normal human osteoblast cells. Mater. Sci. Eng. C 2015, 49, 560–566. [Google Scholar] [CrossRef]
- Ji, C.; Ma, A.; Jiang, J.; Wu, H.; Liu, H.; Guo, S.; Yuan, Y. Regulating mechanical properties and degradation behavior of biodegradable Zn–0.6Mg alloy via ECAP plus cold rolling. J. Alloys Compd. 2023, 937, 168487. [Google Scholar] [CrossRef]
- Wang, C.; Ma, A.; Sun, J.; Liu, H.; Huang, H.; Yang, Z.; Jiang, J. Effect of ECAP process on as-cast and as-homogenized Mg–Al–Ca–Mn alloys with different Mg2Ca morphologies. J. Alloys Compd. 2019, 793, 259–270. [Google Scholar] [CrossRef]
- Ye, L.; Liu, H.; Sun, C.; Zhuo, X.; Ju, J.; Xue, F.; Bai, J.; Jiang, J.; Xin, Y. Achieving high strength, excellent ductility, and suitable biodegradability in a Zn–0.1Mg alloy using room temperature ECAP. J. Alloys Compd. 2022, 926, 166906. [Google Scholar] [CrossRef]
- Liu, H.; Huang, H.; Zhang, Y.; Xu, Y.; Wang, C.; Sun, J.; Jiang, J.; Ma, A.; Xue, F.; Bai, J. Evolution of Mg–Zn second phases during ECAP at different processing temperatures and its impact on mechanical properties of Zn–1.6Mg (wt.%) alloys. J. Alloys Compd. 2019, 811, 151987. [Google Scholar] [CrossRef]
- Yang, Z.; Liu, H.; Ren, K.; Ye, L.; Zhuo, X.; Ju, J.; Xue, F.; Bai, J.; Jiang, J.; Xin, Y. A high strength and ductility Zn–Cu–Mg alloy achieved by bandlike distribution of ultra-fine CuZn5 and Mg2Zn11 particles. Mater. Sci. Eng. A 2022, 850, 143584. [Google Scholar] [CrossRef]
- STN EN ISO 643; Steels. Micrographic Determination of the Apparent Grain Size. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2024.
- Kubásek, J.; Vojtěch, D.; Pospíšilová, I.; Michalcová, A.; Maixner, J. Microstructure and mechanical properties of the micrograined hypoeutectic Zn–Mg alloy. Int. J. Miner. Metall. Mater. 2016, 23, 1167–1176. [Google Scholar] [CrossRef]
- Li, R.; Ding, Y.; Zhang, H. Toughness and strength coordination in a low-alloy Zn–0.5 Mg alloy via extrusion and post-deformation annealing. Met. Mater. Int. 2023, 29, 2807–2825. [Google Scholar] [CrossRef]
- Mostaed, E.; Sikora-Jasinska, M.; Mostaed, A.; Loffredo, S.; Demir, A.; Previtali, B.; Mantovani, D.; Beanland, R.; Vedani, M. Novel Zn-based alloys for biodegradable stent applications: Design, development and in vitro degradation. J. Mech. Behav. Biomed. Mater. 2016, 60, 581–602. [Google Scholar] [CrossRef]
- Jin, H.; Zhao, S.; Guillory, R.; Bowen, P.K.; Yin, Z.; Griebel, A.; Schaffer, J.; Earley, E.J.; Goldman, J.; Drelich, J.W. Novel high-strength, low-alloy Zn–Mg (<0.1 wt% Mg) and their arterial biodegradation. Mater. Sci. Eng. C 2018, 84, 67–79. [Google Scholar]
- Ye, L.; Huang, H.; Sun, C.; Zhuo, X.; Dong, Q.; Liu, H.; Ju, J.; Xue, F.; Bai, J.; Jiang, J. Effect of grain size and volume fraction of eutectic structure on mechanical properties and corrosion behavior of as-cast Zn–Mg binary alloys. J. Mater. Res. Technol. 2022, 16, 1673–1685. [Google Scholar] [CrossRef]
- Bednarczyk, W.; Wątroba, M.; Kawałko, J.; Bała, P. Can zinc alloys be strengthened by grain refinement? A critical evaluation of the processing of low-alloyed binary zinc alloys using ECAP. Mater. Sci. Eng. A 2019, 748, 357–366. [Google Scholar] [CrossRef]
- Cepeda-Jiménez, C.M.; Molina-Aldareguia, J.M.; Pérez-Prado, M.T. Origin of the twinning to slip transition with grain size refinement, with decreasing strain rate and with increasing temperature in magnesium. Acta Mater. 2015, 88, 232–244. [Google Scholar] [CrossRef]
- Wang, X.; Ma, Y.; Meng, B.; Wan, M. Effect of equal-channel angular pressing on microstructural evolution, mechanical property and biodegradability of an ultrafine-grained zinc alloy. Mater. Sci. Eng. A 2021, 824, 141857. [Google Scholar] [CrossRef]
- Li, J.; Xu, W.; Wu, X.; Ding, H.; Xia, K. Effects of grain size on compressive behaviour in ultrafine grained pure Mg processed by equal channel angular pressing at room temperature. Mater. Sci. Eng. A 2011, 528, 5993–5998. [Google Scholar] [CrossRef]
- Lapovok, R.; Thomson, P.F.; Cottam, R.; Estrin, Y. The effect of grain refinement by warm equal channel angular extrusion on room temperature twinning in magnesium alloy ZK60. J. Mater. Sci. 2005, 40, 1699–1708. [Google Scholar] [CrossRef]
- Sun, S.; Ren, Y.; Liqing, W.; Yang, B.; Li, H.; Qin, G. Abnormal effect of Mn addition on the mechanical properties of as-extruded Zn alloys. Mater. Sci. Eng. A 2017, 701, 129–133. [Google Scholar] [CrossRef]
- Li, H.F.; Xie, X.H.; Zheng, Y.F.; Cong, Y.; Zhou, F.Y.; Qiu, K.J.; Wang, X.; Chen, S.H.; Huang, L.; Tian, L.; et al. Development of biodegradable Zn–1X binary alloys with nutrient alloying elements Mg, Ca and Sr. Sci. Rep. 2015, 5, 10719. [Google Scholar]
- Wang, L.Q.; Ren, Y.P.; Sun, S.N.; Zhao, H.; Li, S.; Qin, G.-W. Microstructure, mechanical properties and fracture behavior of as-extruded Zn–Mg binary alloys. Acta Metall. Sin. (Engl. Lett.) 2017, 30, 931–940. [Google Scholar] [CrossRef]
- Wang, L.Q.; He, Y.F.; Zhao, H.; Xie, H.B.; Li, S.; Ren, Y.P.; Qin, G.W. Effect of cumulative strain on the microstructural and mechanical properties of Zn-0.02 wt%Mg alloy wires during room-temperature drawing process. J. Alloys Compd. 2018, 740, 949–957. [Google Scholar] [CrossRef]
- Balog, M.; Krížik, P.; Školáková, A.; Švec, P.; Kubásek, J.; Pinc, J.; de Castro, M.M.; Figueiredo, R. Hall-Petch strengthening in ultrafine-grained Zn with stabilized boundaries. J. Mater. Res. Technol. 2024, 33, 7458–7468. [Google Scholar] [CrossRef]
- Guo, P.; Zhu, X.; Yang, L.; Deng, L.; Zhang, Q.; Li, B.Q.; Cho, K.; Sun, W.; Ren, T.; Song, Z. Ultrafine- and uniform-grained biodegradable Zn–0.5Mn alloy: Grain refinement mechanism, corrosion behavior, and biocompatibility in vivo. Mater. Sci. Eng. C 2021, 118, 111391. [Google Scholar] [CrossRef]
- STN EN 12019; Zinc and Zinc Alloys. Analysis by Optical Emission Spectrometry. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2000.
- Sun, Y.; Li, W.; Shi, X.; Tian, L. A uniformly fine-grained Mg–Y–Nd–Zr magnesium alloy with simultaneously optimized strength and ductility processed by forging and ECAP. Mater. Res. Express 2020, 7, 116520. [Google Scholar] [CrossRef]
- Toby, B.H.; Von Dreele, R.B. GSAS-II: The genesis of a modern open-source all-purpose crystallography software package. J. Appl. Crystallogr. 2013, 46, 544–549. [Google Scholar] [CrossRef]
- STN EN ISO 6892-1; Metallic Materials. Tensile Testing. Part 1: Method of Test at Room Temperature. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 2022.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Phase | a [Å] | c [Å] | Uiso [Å2] | ε [%] | Texture Index |
|---|---|---|---|---|---|---|
| As-cast Zn–0.1Mg alloy | hcp-Zn | 2.66(4) | 4.94(6) | 0.0166 | 0.0020 | 1.018 |
| ECAPed Zn–0.1Mg alloy | hcp-Zn | 2.66(4) | 4.94(6) | 0.0167 | 0.0014 | 1.939 |
| Sample | YS [MPa] | UTS [MPa] | A2 [%] | Z [%] |
|---|---|---|---|---|
| As-cast Zn–0.1Mg alloy | 83 | 91 | 2.2 | 0.2 |
| ECAPed Zn–0.1Mg alloy | 198 | 215 | 187 | 91 |
| Composition (wt.%) | Processing Technique | YS [MPa] | UTS [MPa] | A [%] | References |
|---|---|---|---|---|---|
| Zn–0.1Mg | RT-ECAP-2P | 198 | 215 | 187 | current study |
| Zn–0.1Mg | RT-ECAP-8P | 329 | 383 | 45.6 | [31] |
| Zn–0.1Mg | 150T-ECAP-8P | 274 | 291 | 7.8 | [31] |
| Zn–0.15Mg | HE (250 °C) | 114 | 250 | 22 | [37] |
| Zn–0.08Mg | HE (150 °C) + WD | 250 | 266 | 29.8 | [38] |
| Zn–0.033Mg | RT-ECAP-4P | 250 | 263 | 25.37 | [42] |
| Zn–0.2Mg | HE (200 °C) | 179 | 234 | 8 | [47] |
| Zn–0.02Mg | HE (200 °C) + WD | 388 | 455 | 5.4 | [48] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cuperová, I.; Fujda, M.; Kočiško, R.; Petroušek, P.; Molčanová, Z.; Matvija, M.; Džunda, R.; Ballóková, B.; Csík, D.; Gáborová, K.; et al. Significant Enhancement of Strength and Ductility in Bioresorbable Zn–0.1Mg Alloy via ECAP Processing. Inorganics 2025, 13, 193. https://doi.org/10.3390/inorganics13060193
Cuperová I, Fujda M, Kočiško R, Petroušek P, Molčanová Z, Matvija M, Džunda R, Ballóková B, Csík D, Gáborová K, et al. Significant Enhancement of Strength and Ductility in Bioresorbable Zn–0.1Mg Alloy via ECAP Processing. Inorganics. 2025; 13(6):193. https://doi.org/10.3390/inorganics13060193
Chicago/Turabian StyleCuperová, Iryna, Martin Fujda, Róbert Kočiško, Patrik Petroušek, Zuzana Molčanová, Miloš Matvija, Róbert Džunda, Beáta Ballóková, Dávid Csík, Katarína Gáborová, and et al. 2025. "Significant Enhancement of Strength and Ductility in Bioresorbable Zn–0.1Mg Alloy via ECAP Processing" Inorganics 13, no. 6: 193. https://doi.org/10.3390/inorganics13060193
APA StyleCuperová, I., Fujda, M., Kočiško, R., Petroušek, P., Molčanová, Z., Matvija, M., Džunda, R., Ballóková, B., Csík, D., Gáborová, K., & Saksl, K. (2025). Significant Enhancement of Strength and Ductility in Bioresorbable Zn–0.1Mg Alloy via ECAP Processing. Inorganics, 13(6), 193. https://doi.org/10.3390/inorganics13060193