Design and Processing of Hard and Self-Lubricating NiCr/hBN-cBN Composite Coatings by Laser Cladding: Investigation of Microstructure, Hardness, and Wear


Abstract
1. Introduction
2. Materials and Methods
3. Results
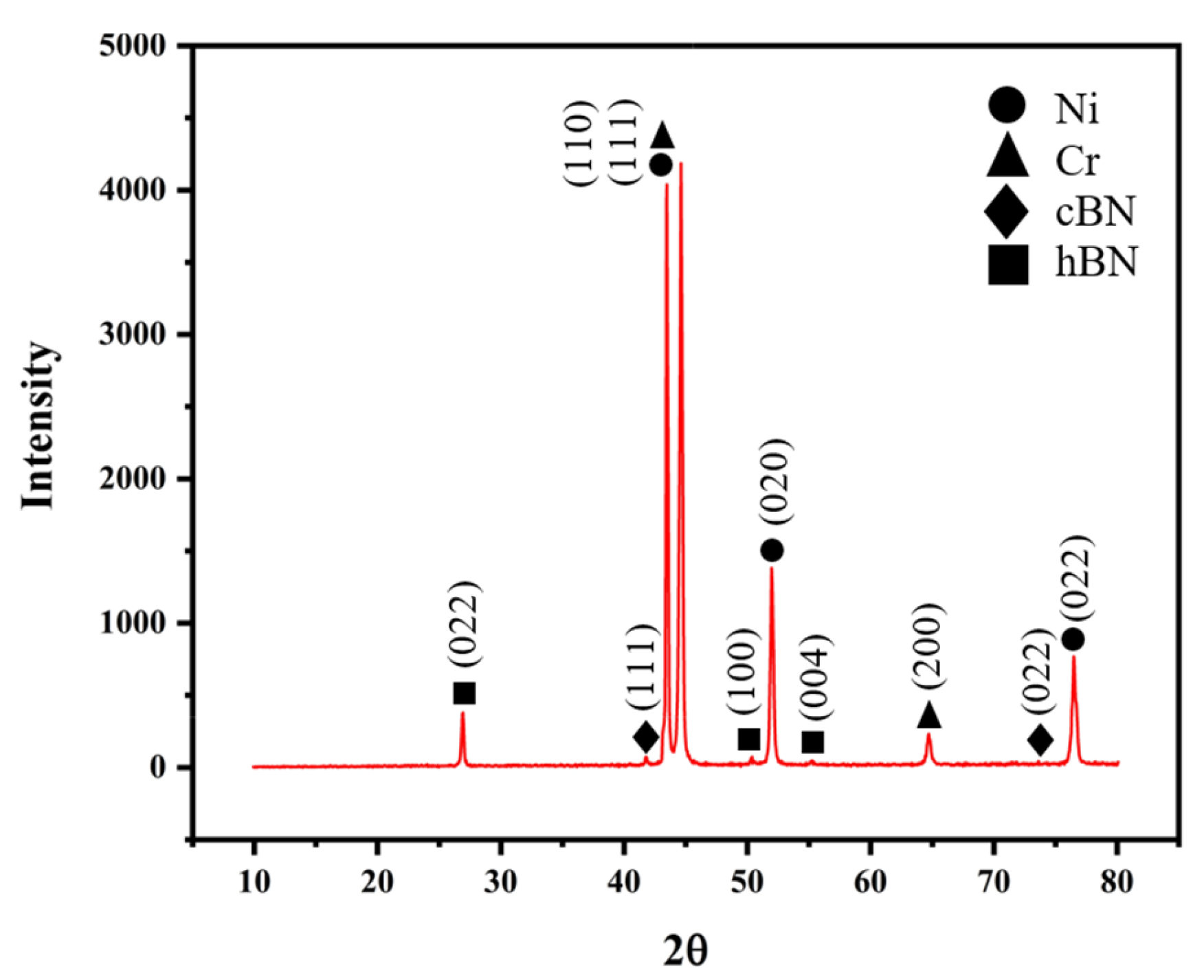
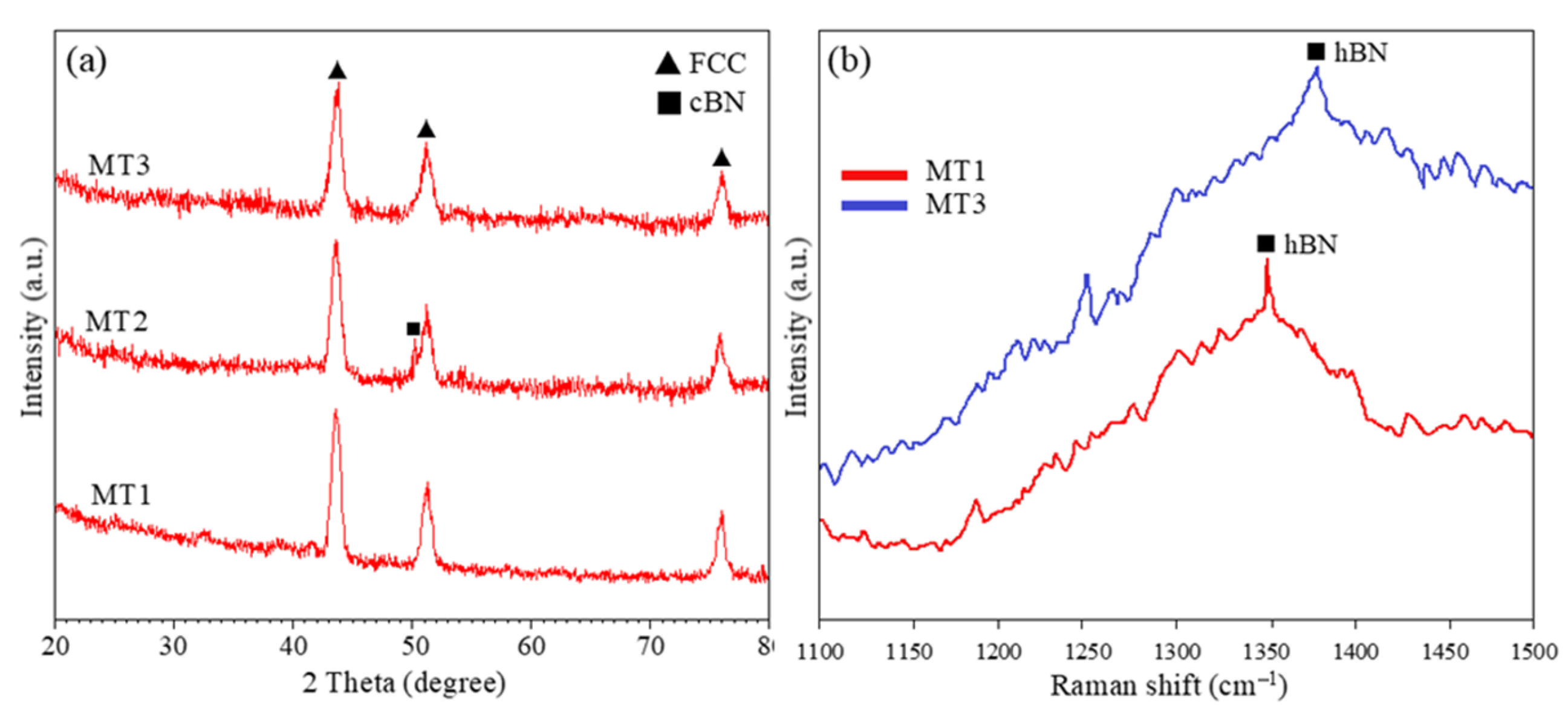
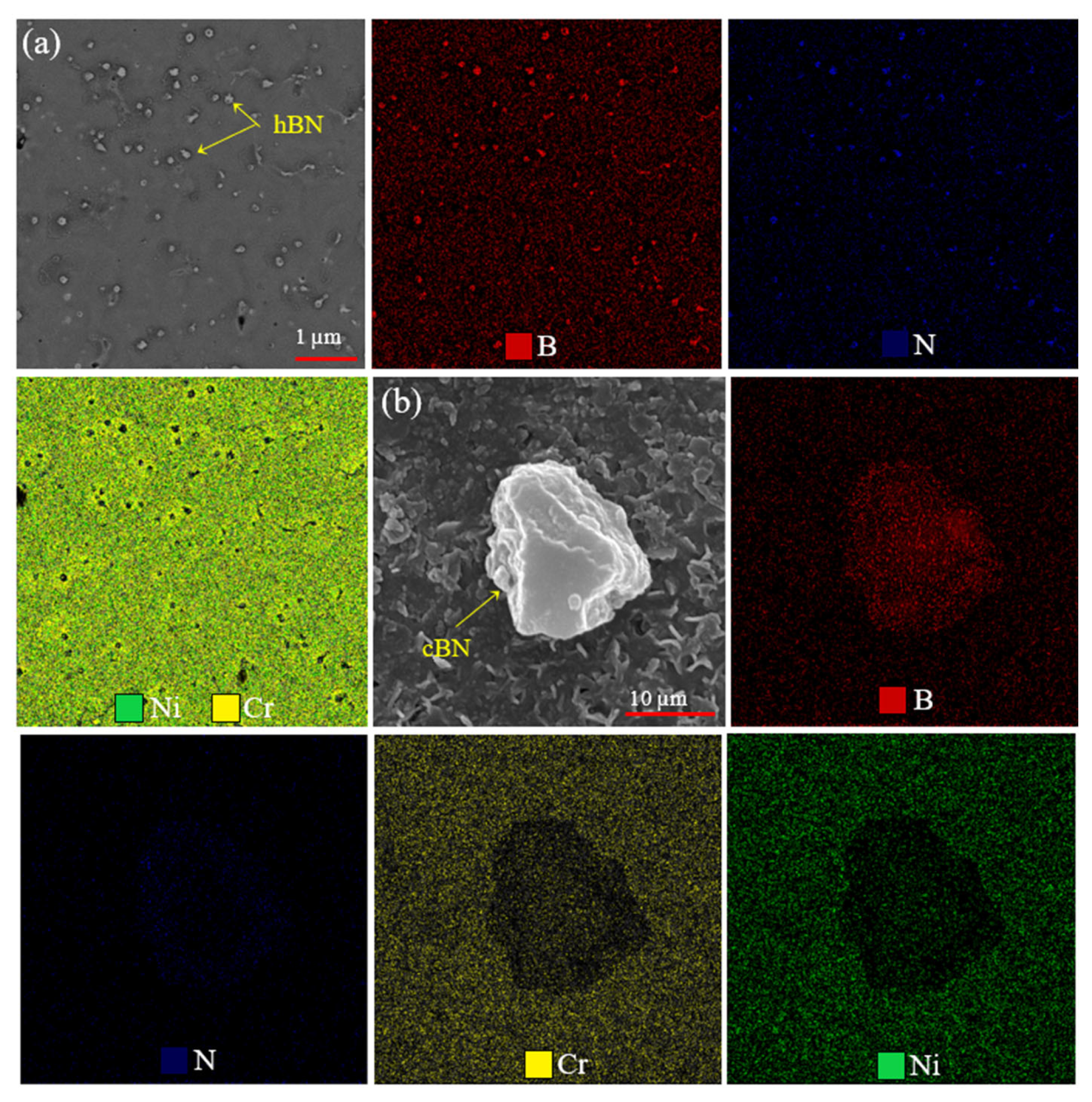
3.1. Phase Distribution
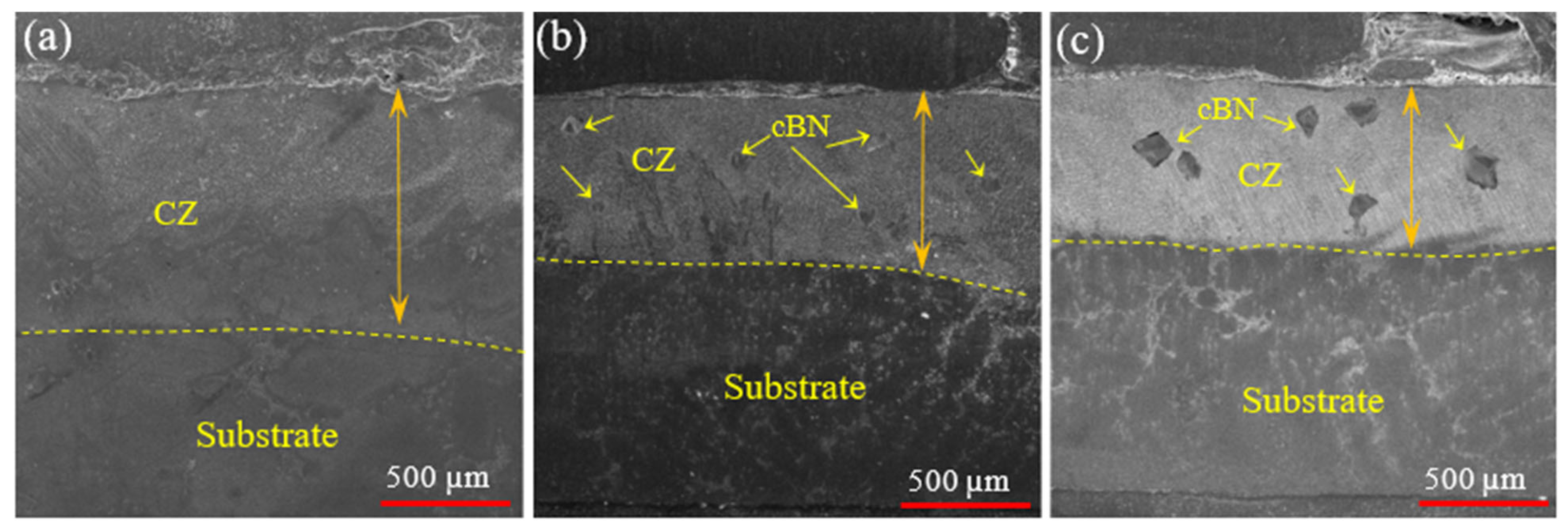
3.2. Analysis of Microstructure Morphology
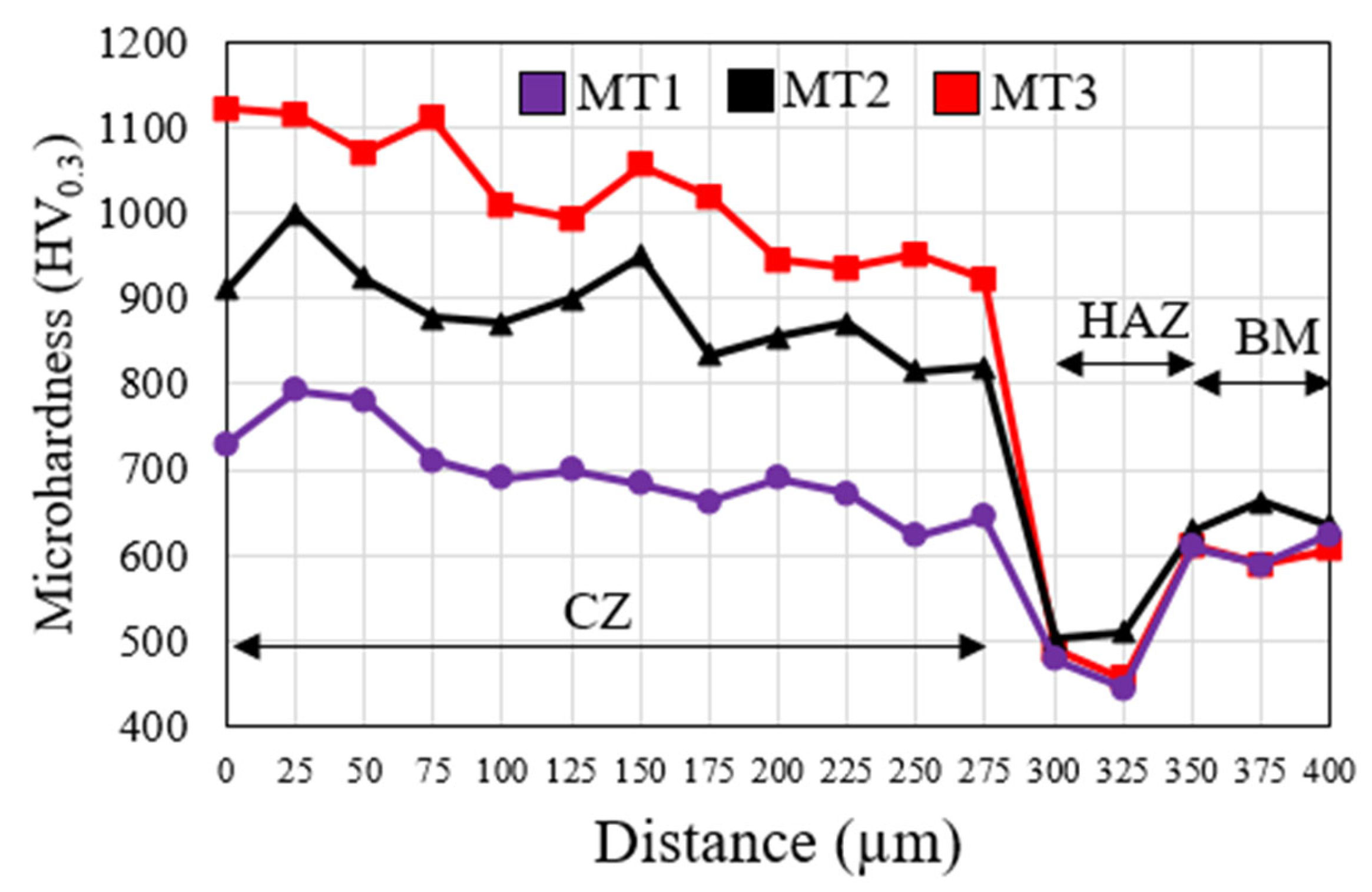
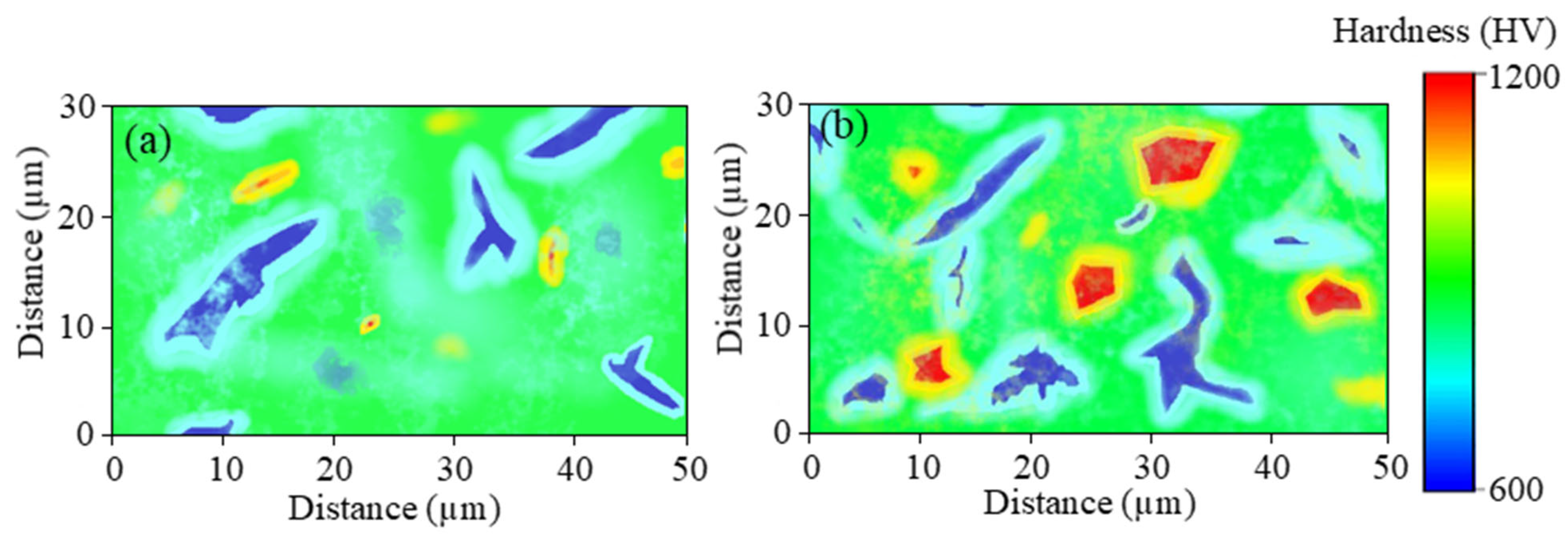
3.3. Hardness Analysis
3.4. Wear Resistance Analysis
3.5. Worn Surface Analysis
4. Conclusions
- Regardless of the role of wear improver, NiCr-2%hBN-12%cBN coating improves compaction, removes defects, and improves microstructure.
- The NiCr-2%hBN-12%cBN coating showed a 43% and 10% increase in hardness compared to the coatings reinforced with hBN and cBN, respectively. This was because of the high hardness of cBN and the simultaneous creation of inhomogeneous nucleation sites by hBN and cBN.
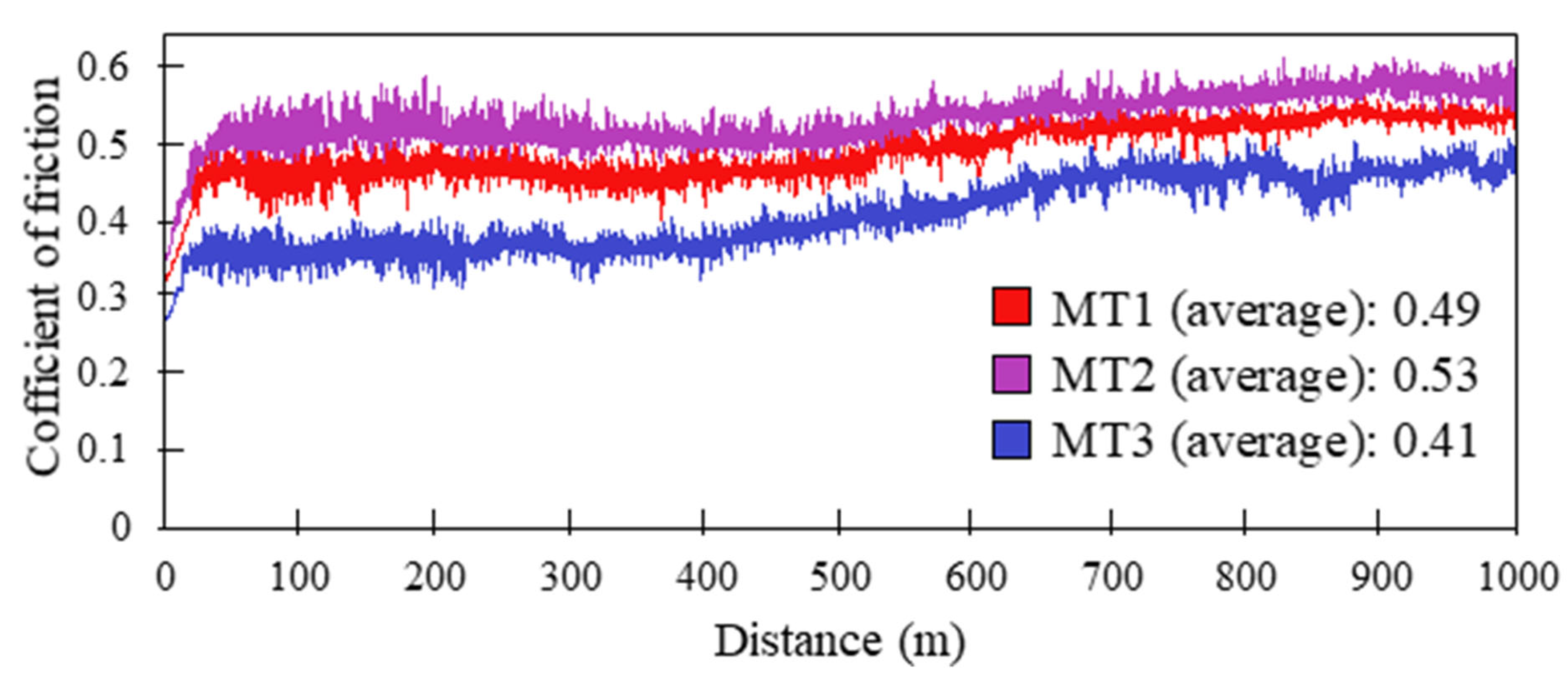
- The simultaneous presence of hBN and cBN in the NiCr-2%hBN-12%cBN coating caused an increase in the driving force of nucleation and expansion of the equiaxed grain area. This, along with the hardening role of cBN and self-lubricating hBN, reduced the COF compared to the other two coatings.
- The NiCr-2%hBN coating had a higher wear rate (0.54 × 10−6 mm3/N·m) but with a lower fluctuation due to the B-N layer bond than the NiCr-12%cBN coating, which had a lower wear rate (0.31 × 10−6 mm3/N·m) but with a higher fluctuation. Combining hBN and cBN in the NiCr-2%hBN-12%cBN coating made use of the effective role of each of the above particles to achieve high wear resistance with reduced wear rate (0.22 × 10−6 mm3/N·m) and fluctuation.
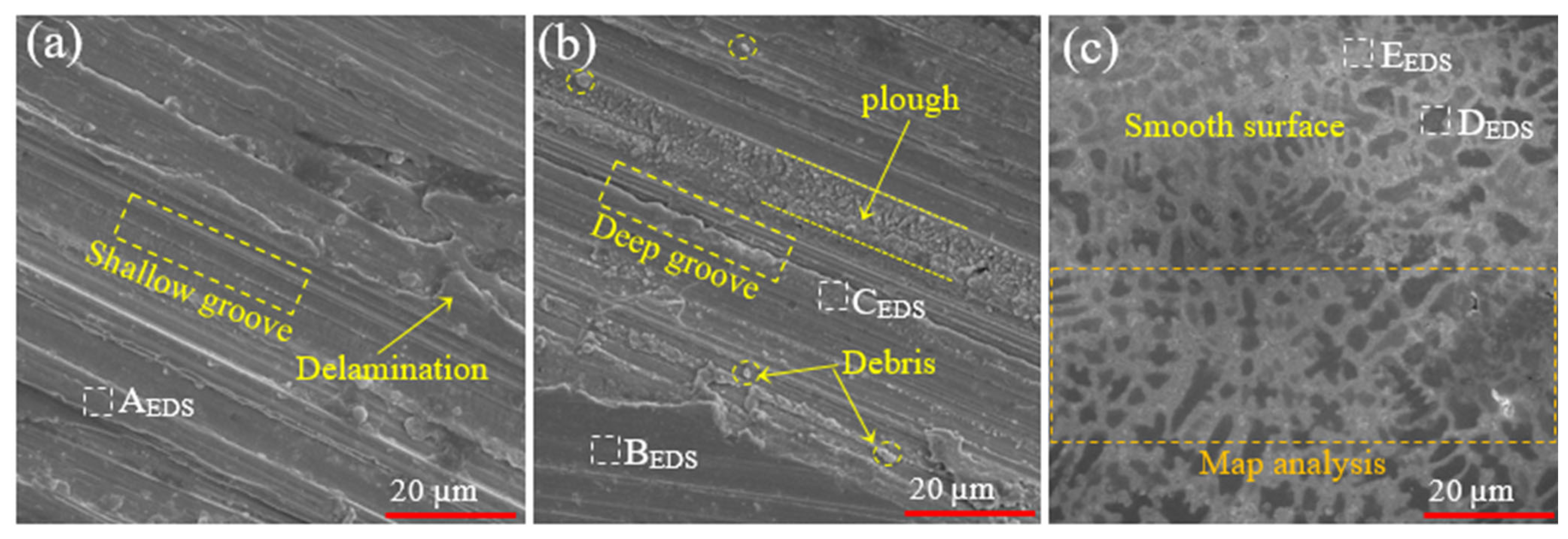
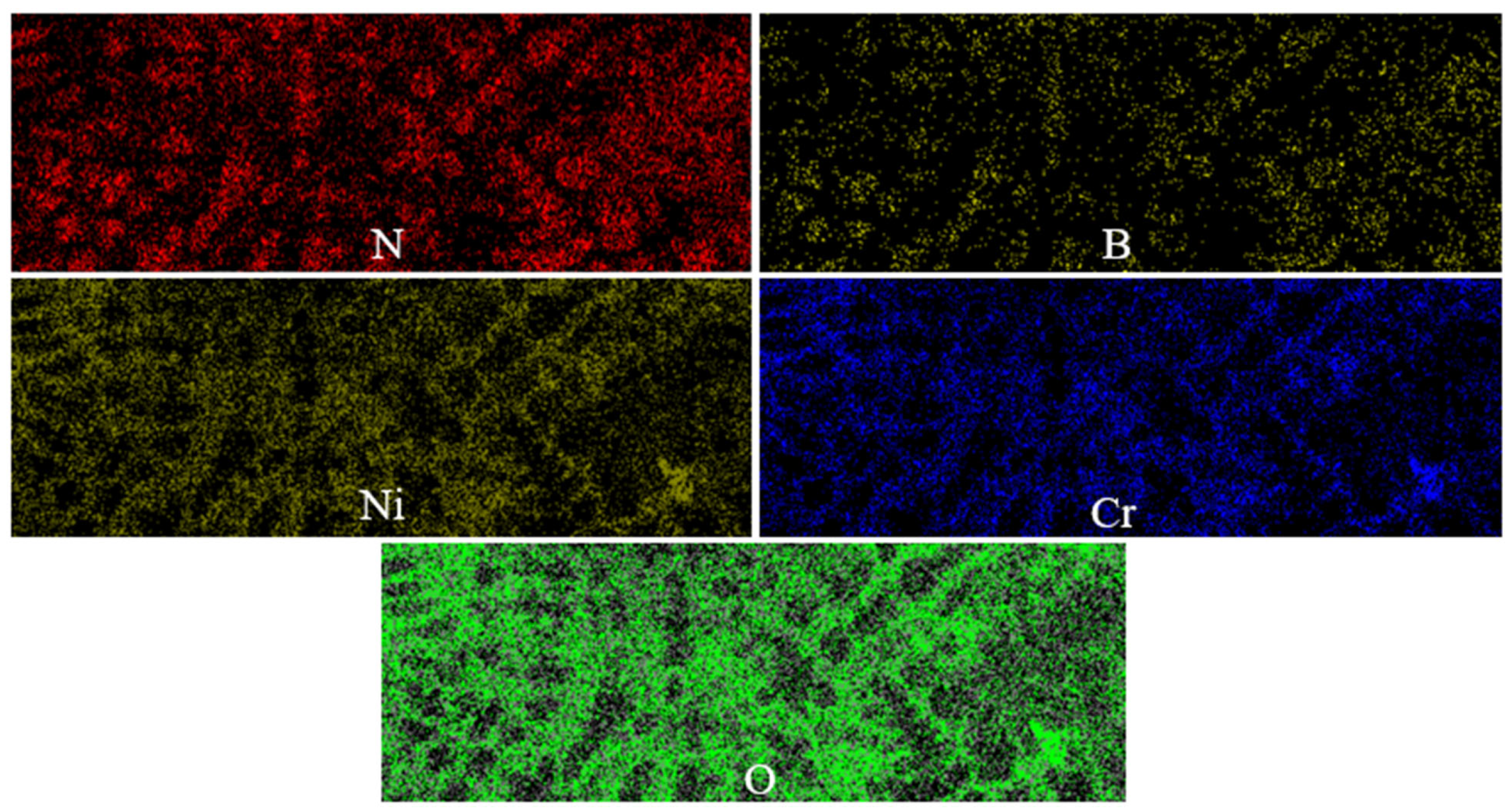
- The wear mechanisms for hBN, cBN, and hBN-cBN reinforced coatings were adhesive wear, abrasive wear, and oxidative wear, respectively. The simultaneous presence of hBN-cBN does not have plow and debris like cBN coating. HBN causes self-lubrication, and cBN prevents Si3N4 abrasive ball from penetrating the next layers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Gudivada, G.; Pandey, A.K. Recent developments in nickel-based superalloys for gas turbine applications. J. Alloys Compd. 2023, 963, 171128. [Google Scholar]
- Chowdhury, T.S.; Mohsin, F.T.; Tonni, M.M.; Mita, M.N.H.; Ehsan, M.M. A critical review on gas turbine cooling performance and failure analysis of turbine blades. Int. J. Thermofluids 2023, 18, 100329. [Google Scholar] [CrossRef]
- Zheng, Z.; Sun, H.; Xue, W.; Duan, D.; Chen, G.; Zhou, X.; Sun, J. Preparation of protective coatings for the leading edge of wind turbine blades and investigation of their water droplet erosion behavior. Wear 2024, 558, 205568. [Google Scholar] [CrossRef]
- Asadi, J.; Sajjadi, S.A.; Omidvar, H. New insights into microstructural changes during transient liquid phase bonding of GTD-111 superalloy. Trans. Nonferrous Met. Soc. China 2021, 31, 2703–2715. [Google Scholar]
- Fang, Z.; Zeng, G.; Li, Y.; Wang, Z.; Xiao, L.; Jia, S.; Qin, C. Laser Power Modulation of Fiber Coated with Multilayer-Graphene Based on Lithium Intercalation Method. Photonics 2025, 12, 169. [Google Scholar] [CrossRef]
- Basingala, P.K.; Neigapula, V.S.N. Thermal stability and anti-ablation performance of plasma spray coated-YSZ on Al2TiO5 modified novel ablative carbon-phenolic composites. Phys. Scr. 2024, 99, 115027. [Google Scholar]
- Abro, I.A.; Chandio, A.D. Analysis and evolution on diffusional stability of nickel aluminide bond coat via nickel electro-plating. Eur. Phys. J. Plus 2023, 138, 229. [Google Scholar]
- Taheri, M.; Salemi Golezani, A.; Shirvani, K. Effect of Aluminide coating on rapture behavior of Ni-based superalloy GTD-111 in high temperature. Adv. Mater. Res. 2012, 457, 330–333. [Google Scholar]
- Zhao, S.; Taheri, M.; Shirvani, K.; Naserlouei, M.; Beirami, K.; Paidar, M.; Sai, W. Microstructure of NbMoTaTiNi refractory high-entropy alloy coating fabricated by ultrasonic field-assisted laser cladding process. Coatings 2023, 13, 995. [Google Scholar] [CrossRef]
- Sudas, D.P.; Popov, S.M.; Kuznetsov, P.I. In Situ Preparation of Thin-Film Q-Switches Based on Vanadium Dioxide for Pulsed Fiber Lasers. Photonics 2025, 12, 133. [Google Scholar] [CrossRef]
- Soltanipour, A.; Sohi, M.H.; Shoja-Razavi, R.; Barekat, M.; Erfanmanes, M. Effect of processing parameters on the microstructure of laser-clad Stellite 6 on the X19CrMoNbVN11-1 stainless-steel substrate. Heliyon 2024, 10, e30176. [Google Scholar] [PubMed]
- He, Y.; Taheri, M.; Zou, Y.; Lashkari, A.; Shirvani, K.; Beirami, K.; Moghaddam, A.P. Investigating the microstructure and tribological properties of ZrB2 and ZrB2/TiB2 coatings applied by ultrasonic field-assisted laser cladding. Mater. Lett. 2024, 365, 136449. [Google Scholar]
- Wu, Z.; Taheri, M.; Shirvani, K.; Raji, E.; Torkamany, M.J.; Jelodar, R.T. Development of NiCrFeCoBX eutectic high entropy alloy coating by laser cladding: Investigation of microstructural, solidification, corrosion, and wear properties. Mater. Chem. Phys. 2024, 320, 129428. [Google Scholar]
- Alizadeh-Sh, M.; Marashi, S.P.H.; Ranjbarnodeh, E.; Shoja-Razavi, R.; Oliveira, J.P. Prediction of solidification cracking by an empirical-statistical analysis for laser cladding of Inconel 718 powder on a non-weldable substrate. Opt. Laser Technol. 2020, 128, 106244. [Google Scholar]
- Wen, H.M.; Pang, M.; Hu, Y.J. Study on fabrication of multi-phase reinforcement coatings on Ti6Al4V by laser cladding for enhanced tribological performance. Mater. Today Commun. 2024, 41, 110566. [Google Scholar]
- Zhikai, Z.; Wenqing, S.; Yang, Z.; Tianwen, J.; Kaiyue, L. Microstructure and properties analysis of Ni60-based/WC composite coatings prepared by laser cladding. Heliyon 2024, 10, e24494. [Google Scholar]
- Sahoo, S.K.; Panigrahi, S.K. Synergetic effect of in-situ TiB2 reinforcement and nano precipitation on wear behavior of ZE41 magnesium matrix composite. Wear 2025, 560, 205609. [Google Scholar]
- Liu, Y.; Ding, Y.; Yang, L.; Sun, R.; Zhang, T.; Yang, X. Research and progress of laser cladding on engineering alloys: A review. J. Manuf. Process. 2021, 66, 341–363. [Google Scholar]
- Zhu, L.; Xue, P.; Lan, Q.; Meng, G.; Ren, Y.; Yang, Z.; Xu, P.; Liu, Z. Recent research and development status of laser cladding: A review. Opt. Laser Technol. 2021, 138, 106915. [Google Scholar]
- Horlu, M.; Macit, C.K.; Aksakal, B.; Tanyeri, B. Tribological and Structural Effects of Titanium Carbide and Hexagonal Boron Nitride Reinforcement on Aluminum Matrix Hybrid Composites. Arab. J. Sci. Eng. 2024, 49, 14875–14893. [Google Scholar]
- Zhao, X.; Yu, T.; Zhao, Y.; Zhang, Y.; Yang, L.; Jiang, S.; Wang, W. Laser cladding Ti coated CBN/CuSnTi alloy on steel for grinding tools of ocean ship. J. Coast. Res. 2018, 83, 571–578. [Google Scholar] [CrossRef]
- Almehmadi, S.J.; Alruqi, A.B.; Alsalmah, H.A.; Farea, M.O.; Masmali, N.A.; Al-Sulami, A.I.; Al-Ejji, M.; Rajeh, A. Improving the optical, photoluminescence, and electrical properties of PEO/NaAlg-WO3 nanocomposites for optoelectronic and nanodielectric applications. J. Mater. Res. Technol. 2023, 26, 2310–2318. [Google Scholar] [CrossRef]
- Zhao, S.G.; Yao, X.M.; Li, R. Microhardness Analysis of Laser Cladding CBN coating on the Surface of Titanium Alloy. Appl. Mech. Mater. 2014, 551, 3–6. [Google Scholar] [CrossRef]
- Niksefat, V.; Mahboubi, F. Tribological performance of plasma-nitrided self-lubricant electroless Ni-B-graphite composite coatings. Tribol. Int. 2024, 198, 109905. [Google Scholar] [CrossRef]
- Wen, X.; Qu, R.; Yuwen, F.; Qiao, Y.; Wang, T.; Yao, R.; Lu, J. Genesis and robust tribological property of friction-induced Cu-graphene self-lubricating composite under electrical contact. Tribol. Lett. 2023, 71, 82. [Google Scholar] [CrossRef]
- Li, Z.; Song, K.; Bai, Y.; Cong, D.; Zhang, M.; Peng, D.; Wang, X.; Ding, X.; Liao, M.; Zhou, F.; et al. Study on the Wear and Corrosion Resistance of CoCrFeNiTi0. 8-xcBN Laser Cladding Coatings. J. Therm. Spray Technol. 2024, 33, 1440–1454. [Google Scholar] [CrossRef]
- Kuang, W.; Zhao, B.; Yang, C.; Ding, W. Effects of h-BN particles on the microstructure and tribological property of self-lubrication CBN abrasive composites. Ceram. Int. 2020, 46, 2457–2464. [Google Scholar] [CrossRef]
- Tan, Q.; Liu, K.; Li, J.; Geng, S.; Sun, L.; Skuratov, V. A review on cracking mechanism and suppression strategy of nickel-based superalloys during laser cladding. J. Alloys Compd. 2024, 1001, 175164. [Google Scholar] [CrossRef]
- Sun, D.; Zhu, L.; Cai, Y.; Yan, Y.; Ge, F.; Shan, M.; Tian, Y.; Han, J.; Jiang, Z. Tribology comparison of laser-cladded CrMnFeCoNi coatings reinforced by three types of ceramic (TiC/NbC/B4C). Surf. Coat. Technol. 2022, 450, 129013. [Google Scholar] [CrossRef]
- Ramkumar, K.R.; Balasundaram, A.; Bisht, A.; Kamaraj, M.; Bakshi, S.R. Microstructure and wear properties of cold-sprayed NiCr-Tribaloy (T800) coating on Nimonic 80A. Surf. Coat. Technol. 2024, 494, 131374. [Google Scholar] [CrossRef]
- Li, Q.; Cui, J.; Yang, Y.; Li, J.; Zhao, Y.; Yu, C.; Wang, Q.; Zhang, P. Enhanced surface wettability modification of Al2O3 for laser cladding ceramic-metal composite coatings. Mater. Today Commun. 2024, 40, 109746. [Google Scholar] [CrossRef]
- Taheri, M.; Kashani-Bozorg, S.F.; Alizadeh, A.; Beni, M.H.; Jam, J.E.; Khorram, A. Analysis of liquation and solidification cracks in the electron beam welding of GTD-111 nickel-base superalloy joint. Mater. Res. Express 2021, 8, 076507. [Google Scholar] [CrossRef]
- Wei, Z.; Najafi, A.; Taheri, M.; Soleymani, F.; Didehvar, N.; Khalaj, G. The effect of an ultrasonic field on the microstructure and tribological behavior of ZrB2/ZrC+ Ni60A/WC composite coating applied by laser cladding. Coatings 2023, 13, 1928. [Google Scholar] [CrossRef]
- Zhang, Y.; Hou, W.; Yu, J.; Chen, C.; Zhou, L. The role of carbon in wear resistance of CoCrFeNiTi0.5 high-entropy alloy layer. J. Mater. Eng. Perform. 2024, 34, 1417–1429. [Google Scholar] [CrossRef]
- Xiao, G.; Zhao, B.; Ding, W. Mechanical and tribological properties of porous metallic CBN composites reinforced by graphene nanoparticles. Int. J. Adv. Manuf. Technol. 2021, 114, 397–405. [Google Scholar] [CrossRef]
- Sun, C.; Kong, D. Microstructure and tribological behaviors of laser cladded CuAlMnTi–xTiC composite coatings at elevated temperature. Mater. Today Commun. 2024, 39, 109065. [Google Scholar]
- Shi, K.; Du, X.; Sun, Y.; Wang, Z. Microstructure and Properties of Nickel-Clad Cubic Boron Nitride-Reinforced Ni-Based Composite Coating Laser Cladding on Martensitic Stainless Steel Substrates. J. Therm. Spray Technol. 2023, 32, 2133–2143. [Google Scholar] [CrossRef]
- Sahoo, S.K.; Ramesh, M.R.; Panigrahi, S.K. Establishing high temperature tribological performance and wear mechanism map of engineered in-situ TiB2 reinforced Mg-RE metal matrix composites. Tribol. Int. 2025, 201, 110189. [Google Scholar] [CrossRef]
- Liu, Y.; Liu, L.; Shi, P.; Wang, Y.; Qian, L.; Chen, L. Improved wear resistance of CBN tool enabled by hBN as a water-based lubricant additive through suppressing tribochemical reactions. Ceram. Int. 2023, 49, 17953–17960. [Google Scholar] [CrossRef]
- Chen, S.N.; Fan, H.; Su, Y.; Li, J.; Song, J.; Hu, L.; Zhang, Y. Bioinspired PcBN/hBN fibrous monolithic ceramic: High-temperature crack resistance responses and self-lubricating performances. J. Adv. Ceram. 2022, 11, 1391–1403. [Google Scholar] [CrossRef]
- Han, J.; Tang, S.; Guan, J.; Mao, Y.; Zhu, K.; Li, Y.; Li, P. Microstructure and wear property of (TiN + NbC) double ceramic phase-reinforced in FeCrNiCoAl high-entropy alloy coating fabricated by laser cladding. Ceram. Int. 2024, 50, 49066–49084. [Google Scholar] [CrossRef]
- Huang, G.Q.; Sun, T.; Meng, F.Q.; Jiang, X.W.; Chou, T.H.; Ju, J.; Gan, J.; Yang, T.; Li, M.S.; Shen, Z.K.; et al. Microstructural evolution and wear behavior of friction stir processed L12 strengthened AlFeCrCuNi-type high-entropy alloy. Mater. Charact. 2024, 216, 114250. [Google Scholar] [CrossRef]
- Jiang, G.Y.; Xu, Z.Y. Microstructure and tribological performance of laser cladding co-based laser coatings with h-BN and Fe addition. Mater. Today Commun. 2024, 39, 108896. [Google Scholar] [CrossRef]
- Sun, Z.; Zhao, J.; Yu, T.; Meng, F.; Sun, J.; Wang, Y. Effect of laser power on morphology, microstructure and mechanical properties of CBN abrasive block prepared by two-step laser cladding. Ceram. Int. 2024, 50, 29841–29849. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Ti | Cr | Co | Ta | W | Mo | C | Fe | B | Zr | Ni |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 3.1 | 4.8 | 14.2 | 8.4 | 1.8 | 3 | 1.6 | 0.1 | 0.08 | 0.015 | 0.04 | Bal |
| Metal (Matrix) | Ceramic (Reinforcement) | |||
|---|---|---|---|---|
| Specimen | Ni | Cr | hBN | cBN |
| MT1 | 80 | 20 | 2 | - |
| MT2 | 80 | 20 | - | 12 |
| MT3 | 80 | 20 | 2 | 12 |
| Scan Speed (mm/s) | Pulse Frequency (Hz) | Pulse Duration (ms) | Spot Diameter (mm) | Protective Gas (Ar) (L/min) | Carrier Gas (Ar) (L/min) |
| 8 | 20 | 7 | 2 | 20 | 15 |
| Specimen | Zone | Ni | Cr | B | N | Co |
|---|---|---|---|---|---|---|
| MT1 | A | 52.7 | 47.3 | - | - | - |
| B | 53.6 | 44.1 | - | - | 2.3 | |
| MT2 | C | 66.2 | 29.2 | - | - | 4.6 |
| D | 7.5 | 76.6 | 10.3 | 5.6 | - | |
| MT3 | E | 10.9 | 32.4 | 13.7 | 7.8 | - |
| F | 65.1 | 29.4 | - | - | 5.5 |
| Specimen | Zone | Ni | Cr | B | N | O |
|---|---|---|---|---|---|---|
| MT1 | A | 19.5 | 13.8 | - | - | 66.7 |
| MT2 | B | 13.4 | 17.4 | - | - | 69.2 |
| C | 19.6 | 34.6 | - | - | 45.8 | |
| MT3 | D | 13.1 | 15.6 | 71.3 | ||
| E | 42.6 | 32.8 | - | 2.7 | 21.6 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Taheri, M.; Shirvani, K. Design and Processing of Hard and Self-Lubricating NiCr/hBN-cBN Composite Coatings by Laser Cladding: Investigation of Microstructure, Hardness, and Wear. Photonics 2025, 12, 265. https://doi.org/10.3390/photonics12030265
Taheri M, Shirvani K. Design and Processing of Hard and Self-Lubricating NiCr/hBN-cBN Composite Coatings by Laser Cladding: Investigation of Microstructure, Hardness, and Wear. Photonics. 2025; 12(3):265. https://doi.org/10.3390/photonics12030265
Chicago/Turabian StyleTaheri, Morteza, and Kourosh Shirvani. 2025. "Design and Processing of Hard and Self-Lubricating NiCr/hBN-cBN Composite Coatings by Laser Cladding: Investigation of Microstructure, Hardness, and Wear" Photonics 12, no. 3: 265. https://doi.org/10.3390/photonics12030265
APA StyleTaheri, M., & Shirvani, K. (2025). Design and Processing of Hard and Self-Lubricating NiCr/hBN-cBN Composite Coatings by Laser Cladding: Investigation of Microstructure, Hardness, and Wear. Photonics, 12(3), 265. https://doi.org/10.3390/photonics12030265