Abstract
Because of the requirements for accelerating the construction of a green, low-carbon, and recycling economy development system, the petrochemical industry has been paying attention to green and low-carbon transformations and innovations. Oily sludge is a type of bulk hazardous solid waste from various sources that significantly harms the environment. Chemical heat washing of oily sludge represents a large proportion of the treatment technology for oily sludge, which can be used individually and has many applications in joint treatment with other processes. However, research on the formulation of cleaning agents for this process has mainly focused on the surfactant at this stage, and many studies have demonstrated the secondary pollution of surfactant; thus, research on reducing or replacing surfactants as cleaning agents has been conducted. This review highlights the research progress of chemical heat washing of oily sludge according to the classification of cleaning agents and describes the reasons for the stabilization of currently recognized oily sludge, the chemical heat washing process, and the mechanism of oil–soil separation. Finally, the research direction for new emulsions as new cleaning agents to replace surfactants is set out.
1. Introduction
Oily sludge is hazardous solid waste and a byproduct of oil and gas extraction, refined petroleum products, electronic components, the specialty materials and rubber products industry, and other nonspecific processes (e.g., metal parts cleaning, wastewater treatment, waste mineral oil regeneration and purification, cracking, and internal combustion engine dismantling processes). Moreover, the petrochemical industry is the primary producer of oily sludge. The components of oily sludge are a large, complex emulsified mixture of water; heteroatoms (e.g., N, O, and S); heavy metals (e.g., Cr, Cd, Cu, and Ni); crude oil; solid particles; and surfactants [1]. Oily sludge can be broadly classified into four categories based on its formation pathway: landed, drilling waste, refinery, and tank-bottom sludge [2]. An estimate is that the refining of 500 tons of crude oil generates 1 ton of oily sludge [3]. When considering the entire cycle of crude oil extraction and transport, every 50 tons of crude oil yields approximately 1 ton of oily sludge [4].
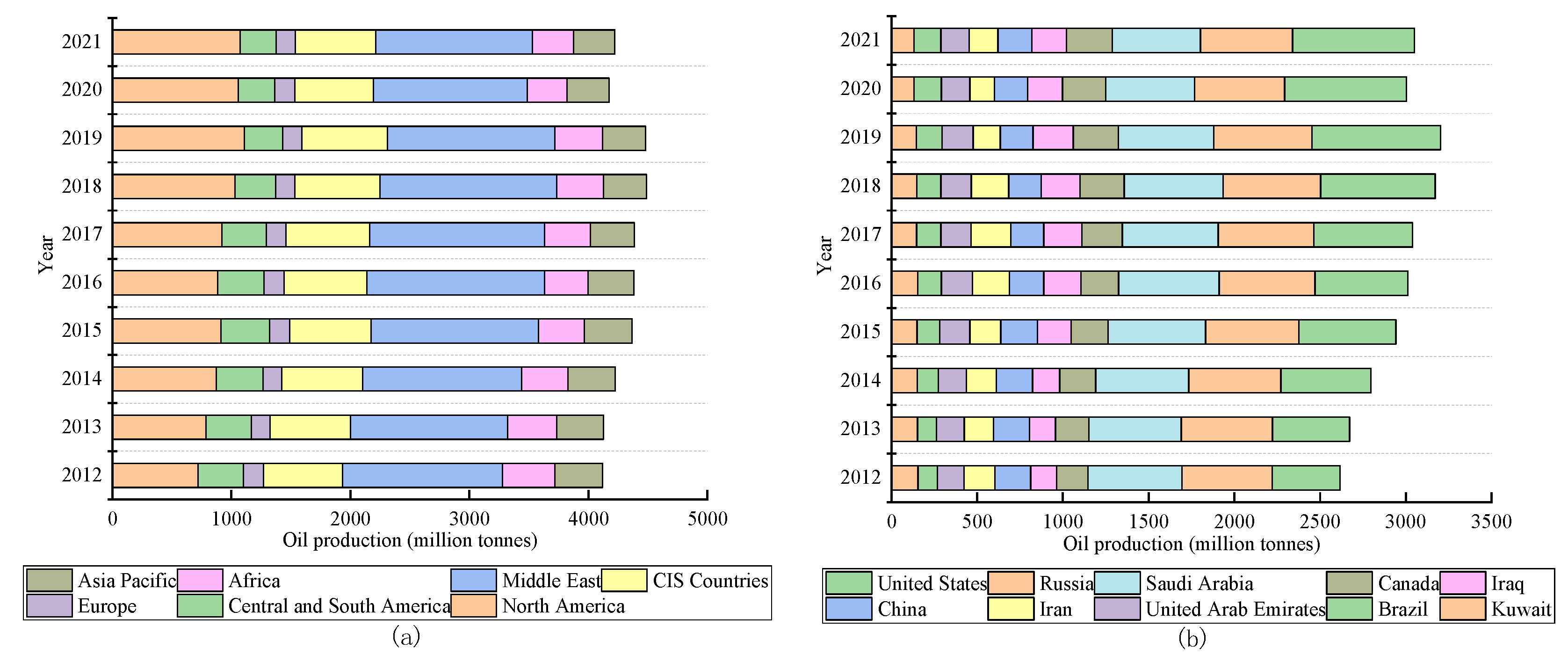
Figure 1 illustrates the global crude oil production in different regions from 2012 to 2021, along with the crude oil production from the top 10 producing countries. The global petroleum industry produces over 80 million tons of oily sludge annually via crude oil production. China’s crude oil production has recently ranked sixth in the world, at approximately 4 million tons of oily sludge per year. Notably, this estimate only considers oily sludge produced during the oil extraction and processing phases, but it can be produced in other industries. Hence, the estimated quantity of oily sludge is significantly lower than the actual amount generated. Today, China’s oily sludge production is approximately 4.45–6.22 million tons; moreover, the oily sludge in Xinjiang, combined with the actual acceptance of total oily sludge warehoused by the operating units in 2022, has increased to 1.65 million tons.
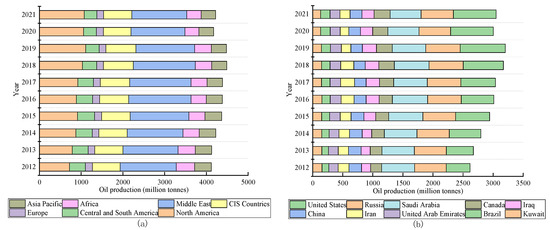
Figure 1.
Annual production of oil [5]. (a) Oil production in various regions worldwide from 2012 to 2021. (b) Top 10 countries in oil production.
Oily sludge is a widely recognized, extremely dangerous hazardous waste that is extensively sourced and produced. The presence of heavy metals and polycyclic aromatic hydrocarbons (PAHs) in oily sludge induces cumulative effects and genotoxicity, adversely affecting biological survival and the environment. Specifically, the physico-chemical properties of soil are affected [6], leading to a reduction in soil wettability, electrical conductivity, water-retention capacity, soil enzyme activity, and plant and microbial growth restriction or death. Moreover, oily sludge adversely affects groundwater and other water bodies [7], reducing biodiversity and abundance and becoming a stationary source of atmospheric volatile organic pollutants due to the presence of large quantities of volatile substances. Because hazardous solid wastes harm the environment and human health, oily sludge should be treated using a harmless, sustainable process that promotes environmental protection and energy recovery.
Because substantial amounts of hazardous solid waste contain valuable resources, technologies have been applied to treat oily sludge. Chemical heat washing is one of the earliest methods used to recover oil from oily sludge. It has received considerable attention owing to its ease of application and reliable treatment capacity. However, a significant amount of emulsified oily wastewater is produced during treatment, and the treated oily sludge does not fulfill current treatment requirements. Consequently, chemical heat washing of oily sludge has become a key research focus.
Chemical heat washing treatment through chemical agents and hot water together in the oily sludge, so that its viscosity is reduced, not only to achieve the three phase separation of oil, water, and solids but also the oily sludge toxic substances from the sludge and thus reduce its environmental toxicity. In this paper, the chemical heat washing of oily sludge is reviewed according to the different types of cleaning agents, the cleaning mechanism is introduced, and the future direction of cleaning agent research is envisaged.
2. Oily Sludge Treatment Methods
Many techniques are available for cleansing oily sludge, each with specific benefits and limitations (Table 1). Pyrolysis and chemical heat washing are the most commonly used methods in practical applications. The procedure for the chemical heat washing of oily sludge [8,9] involves introducing a suitable quantity of hot water and chemical agents to the sludge and modifying the interface characteristics of the oil–liquid phase via chemical actions such as coiling, emulsification, dissolution, and solubilization. Next, the oil, sludge, and water are separated via sedimentation and cyclone action. The oil is extracted from the oily sludge and recovered. Regarding the advancements in chemical heat washing of oily sludge, researchers have improved cleaning outcomes, developed composite cleaning agents, optimized microemulsion formulations, explored Pickering emulsions, and investigated new emulsions. To fulfill practical application requirements, researchers have included additional processes, such as ultrasound [10], electrical field intensification [11], and pyrolysis.

Table 1.
Classification and evaluation of oily sludge treatment technologies [1,3,12,13,14,15,16,17,18,19,20,21,22].
Many technologies have been used to treat oily sludge. However, many related technologies have been studied in the laboratory, focusing on the removal of oil, heavy metals, and PAHs, the most hazardous substances to the environment and human health. The changes in the treatment of the oil sludge by using these methods are shown in Table 2. First, there are few studies on the migration and transformation of heavy metals and PAHs in oily sludge during treatment; second, the type of oily sludge should dictate the treatment method. For example, using pyrolysis caused the accumulation of heavy metals in the oily sludge and generated additional PAHs with 2–5 rings owing to the secondary reaction [23]. However, the temperature of the chemical heat washing technology of oily sludge has less influence on the generation of PAHs, and some cleaning agents are also applied for the elution of heavy metals and PAHs from soil.
Table 2.
Effectiveness of oily sludge treatment methods on the removal of heavy metals and polycyclic aromatic hydrocarbons (PAHs).
3. Mechanism of Chemical Heat Washing of Oily Sludge
Chemical heat washing of oily sludge involves a physical, chemical, and physicochemical demulsification process, which can be improved by changing the reaction conditions and by selecting suitable emulsion breakers according to the emulsion breaker mechanism (e.g., topping replacement mechanism, solubilization mechanism, electro-neutralization mechanism, and flocculation and agglomeration mechanism). However, establishing an environmentally friendly, low-carbon recycling economic development system requires restricting the reaction conditions. To improve the understanding of the oily sludge chemical heat washing process, researchers have conducted extensive investigations into the stabilization mechanism of such sludge and have proposed several destabilization methods that use various cleaning agents.
3.1. Stabilization Mechanism for Aged Oily Sludge
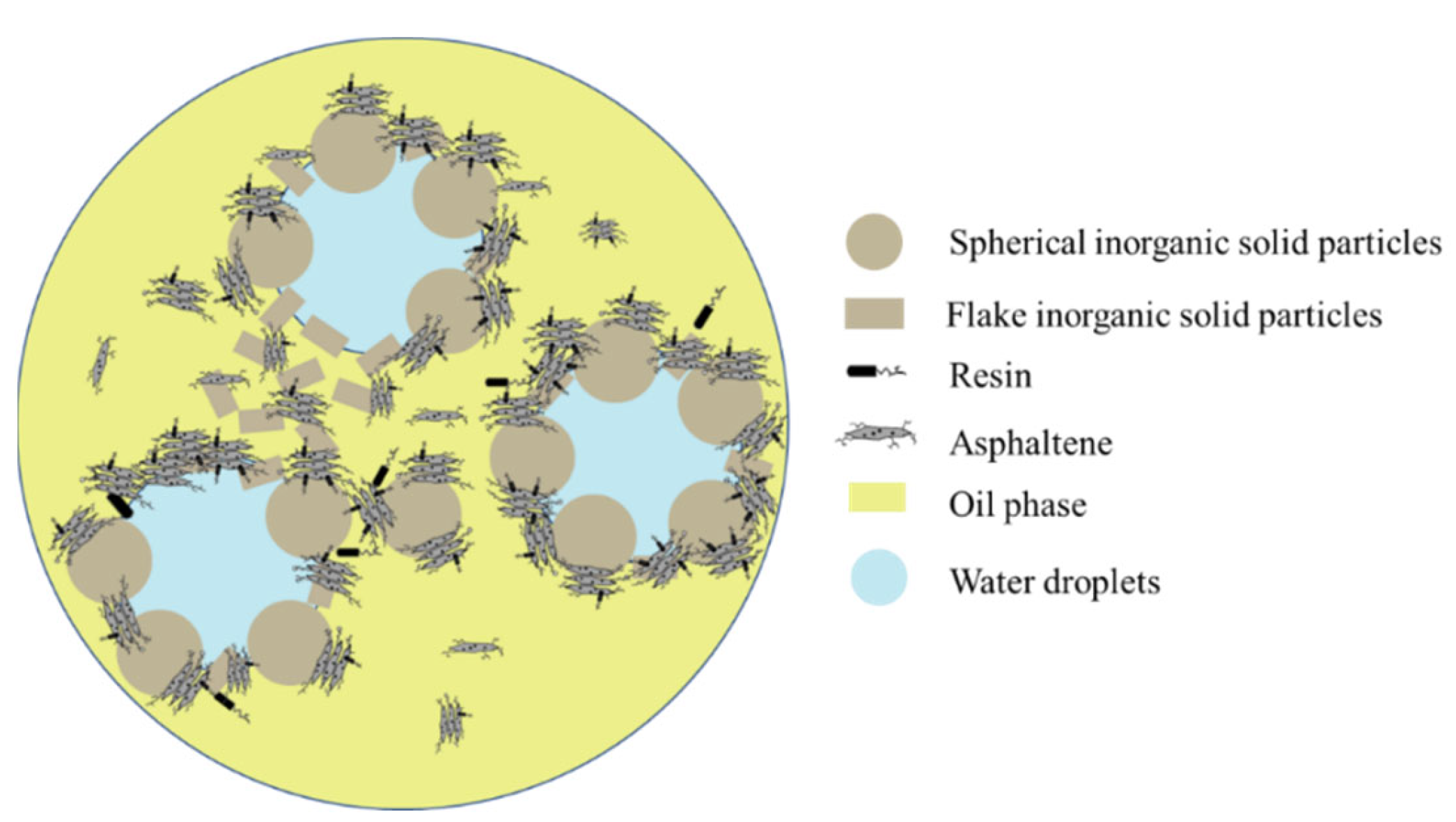
The treatment of oily sludge is challenging because of its complex emulsion system. The inorganic particles within the sludge adsorb onto the interfacial membrane, producing a Pickering emulsion that affects the stability of the emulsified oily sludge [37]. Although the primary dense petroleum of the oily sludge possesses a remarkable emulsifying ability, strong polarity, and high aromaticity, it instigates the formation of asphaltene molecules into clusters or aggregates via π–π interactions [38], van der Waals forces [39], acid–base interactions [40], and hydrogen bonding [41]. This decreases sludge mobility and increases viscosity, causing the greasy residue to transform into a complex emulsion mixture (Figure 2). The recombinant constituents and inorganic particles in the greasy residue are then adsorbed onto the interfacial membrane, affecting the consistency of the emulsion by modifying the morphology and features of the interfacial membrane. However, the two substances exhibit a synergistic effect: as the amount of heavy oil adsorbed onto the particle surface increases, the wettability of the particles changes from a single hydrophilicity to an oil–water amphiphilicity. This gradual transformation strengthens the interfacial membrane and complicates the oily sludge stabilization mechanism.
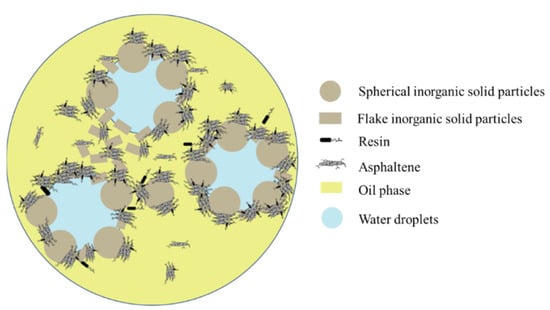
Figure 2.
Schematic of the interfacial stability of aged oily sludge [42].
3.2. Chemical Cleaning Progress and Mechanisms
The cleaning agents used in the chemical heat washing of oily sludge have progressed from inorganic agents (e.g., alkalis, inorganic salts, and flocculation) to the prevalent use of surfactants. The application of surfactants in oily sludge cleaning is continually developing, shifting from single surfactant cleaning to composite surfactant cleaning, and now involves the use of microemulsions. The identification of the environmental dangers associated with surfactants has prompted many researchers to investigate biodegradable surfactants. Moreover, microemulsion cleaning of oily sludge has been extensively researched and has shown promising results in efficient removal. Notably, research on emulsions is not limited to microemulsions because other emulsion systems are available (Table 3), but limited research has been conducted on the effectiveness of these emulsion systems for cleaning organically contaminated soil. In the future, other emulsion systems will probably be used in various fields, including in the development of chemical cleaning agents for oily sludge.
Table 3.
Progress in emulsion research.
A new process of chemical heat washing of oily sludge has been demonstrated because of the intensive study of emulsions, which also act as cleaning agents to demulsify the otherwise oily sludge. The main purpose of demulsification is to reduce the strength of the stabilization film so that the oil–water interfacial film thins, separating the oil and water. The emulsion breaking mechanism is complex and varied. Often, a cleaning agent does not have a single emulsion breaking mechanism. However, studies on the process of oily sludge cleaning mechanism analysis have mainly focused on the following mechanisms.
The inorganic cleaning mechanism for breaking emulsions is based on two methods. The presence of an emulsion breaking agent encourages small, dispersed droplets to unite to form larger droplets in a reversible process referred to as flocculation. As the droplets continue to coalesce, they aggregate to form larger droplets. At this stage, the larger droplets cannot be broken down into smaller droplets and separated from the emulsion. This phenomenon is referred to as agglomeration [56]. The emulsions can be broken by adding electrolytes containing high-valence counterions to neutralize the charges on the bilayer, which can compress the bilayer, leading to the destabilization of emulsions stabilized by the repulsion between bilayers.
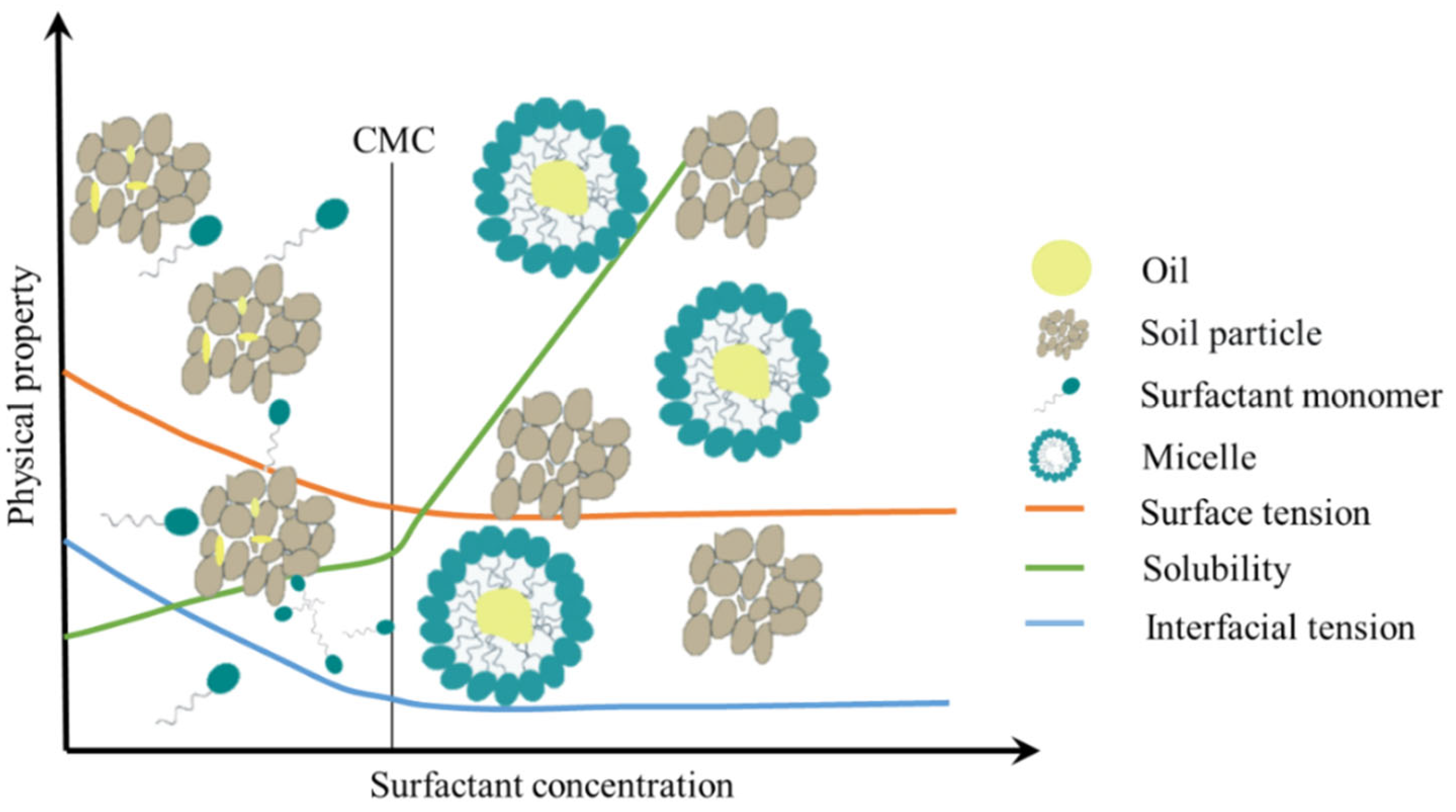
Surfactants are the most commonly used cleaning agents for the chemical heat washing of oily sludge. These surfactants may be single surfactants [57], composite surfactants [58,59], or microemulsions [60] and can be used with other inorganic cleaning agents [16]. Surfactants are classified as non-ionic, anionic, cationic, and amphoteric. The recognized mechanism for breaking emulsions using surfactants is illustrated in Figure 3. Below the critical micelle concentration (CMC) (convolution mechanism), the surfactant lowers the tension between the oil–water interface and alters the interfacial wettability. Above the CMC (solubilization), the monomers aggregate into micelles. These micelles can strongly partition the oil interphase into a three phase system comprising solids, liquids, and pollutants, leading to the desorption of insoluble organic pollutants from soil particles under the action of the surfactant. The pollutants are then dissolved in an aqueous solution, and the crude oil in the solid phase soil particles is dispersed into the hydrophobic nuclei of the surfactant micelles [61]. In addition to the CMC of the surfactant, the efficiency of emulsion breaking is also dependent on its hydrophilic and lipophilic nature (i.e., hydrophilic–lipophilic balance value). Strong hydrophilicity or lipophilicity can hinder the achievement of an optimal demulsification effect [62]. Surfactants with an appropriate hydrophilic–lipophilic balance value can preferentially adsorb onto the oil–water interface by contact substitution and adsorption to decrease the adsorption of asphalt and resin at the oil–water interface film. This transformation of the original high stability of the oil–water–solid interfacial film into the low stability of the oil–water interfacial film is beneficial for the demulsification of oily sludge [63,64]. Oily sludge is negatively charged, and positively charged emulsion breakers can be used to neutralize the charge of the oil–water interfacial film, compressing the double layer.
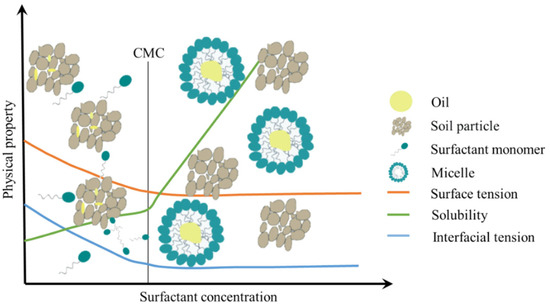
Figure 3.
Diagram of micellar formation and oil removal from soil [65].
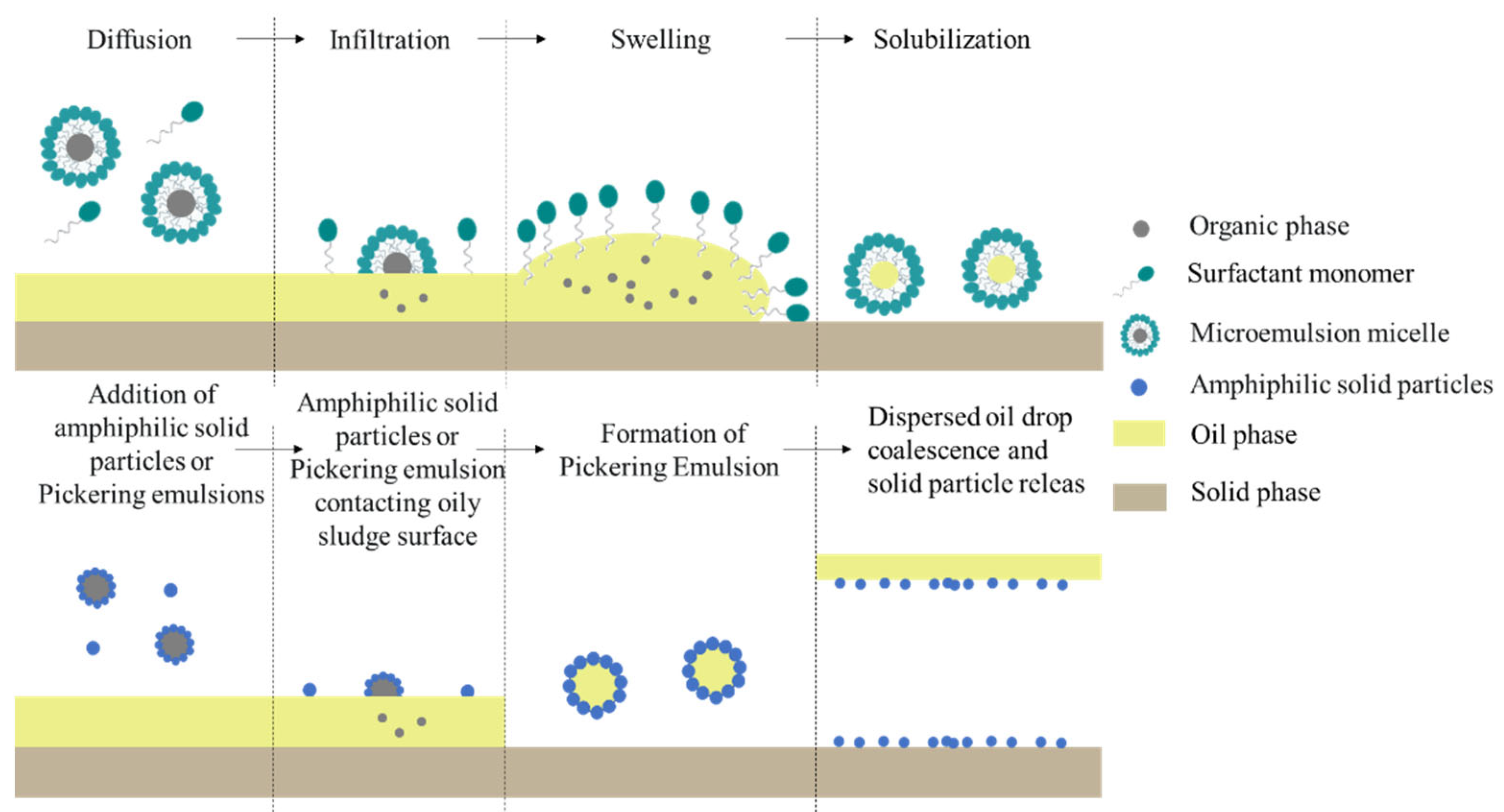
Regarding the cleaning mechanism of oily sludge by using a Pickering emulsion, most researchers suggest a removal mechanism similar to that of oily sludge oil removal via microemulsions (Figure 4). Microemulsion in the treatment principle is mainly the use of microemulsion interfacial tension that is low instead of crude oil spread on the surface of the solid sediment stripped of oil droplets, and then by the density difference between the crude oil and solid sediment natural separation. Moreover, Pickering emulsions have a strong adsorption and surface charge of solid particles due to their hydrophilic and lipophilic nature. These substances ultimately replace the natural emulsified substances present in oily sludge, resulting in its three phase separation. Researchers working on Pickering emulsions are continually developing solid particles with additional effective amphiphilic properties and small sizes. Because of this advancement, Pickering emulsions are a promising solution for cleaning oily sludge.
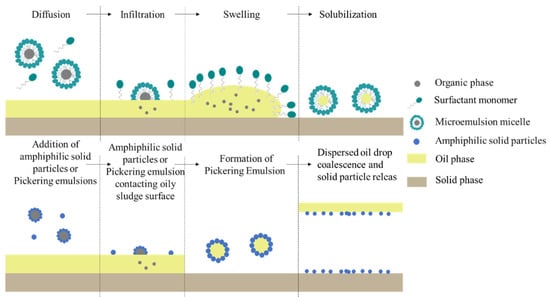
Figure 4.
Microemulsion and Pickering emulsion cleaning of oily sludge [66,67,68,69].
4. Application of Chemical Heat Washing as an Oily Sludge Treatment
Chemical heat washing is a promising method for eliminating crude oil [70], PAHs [71], heavy metals [72], and water [73] from oily sludge. However, there are three disadvantages recognized at this stage in the chemical heat washing of oily sludge: the insufficient depth of treatment to fulfill current policy requirements by a single method, the high cost of cleaning agents and secondary pollution of the environment, and the generation of large quantities of oily wastewater. Thus, the development of new cleaning agents is urgently necessary.
This section reviews recent reports on the use of detergents commonly employed in oily sludge remediation. Researchers have conducted extensive experiments on chemical heat washing, concentrating on detergent formulations and diverse influencing factors. The selection of cleaning agents has varied from inorganic options, such as seawater, alum, and sodium silicate, to organic alternatives, such as surfactants and microemulsions. Moreover, research has been conducted on the use of several surfactants and cleaning oily sludge by compounding it with surfactants or generating microemulsions with co-compounds. Recently, research on green, cost efficient, and effective cleaning agents and affordable, efficient, and eco-friendly cleaning products has attracted significant attention.
Chemical heat washing technology applies to all sources of oily sludge. Moreover, specific factors that affect chemical heat washing technology for oily sludge (e.g., detergent formulation, pH, temperature, agitation rate, duration, and salinity) are experimentally determined by considering treatment effectiveness and cost efficiency, which determine the final experimental conditions. Objectivity is crucial in the investigation of the chemical heat washing of oily sludge. A categorization of the cleaning agents is outlined in this section because this information is vital for comprehending the study of cleaning agents.
4.1. Inorganic Detergents
The initial chemical heat washing method for oily sludge included cleansing with hot water [74], after which inorganic cleaning agents were developed and employed. The treatment of oily sludge includes the application of flocculants, with alkali cleaning being the most commonly used method. When a specific amount of flocculant is added to facilitate thermal washing, electrical neutralization between the positive flocculant and negative sludge particles destabilizes the latter. The flocculant can fully exert its adsorption bridging, electric neutralization, and netting functions. Therefore, by enabling the bridging, absorption, and netting of flocculants to absorb additional sludge particles, a dense mud cake is formed by the sludge particles, wherein pores no longer exist. This phenomenon leads to the loss of moisture in the oily sludge and, ultimately, the precipitation and removal of a significant portion of the oil phase [75].
The process by which inorganic salt cleaners remove oil involves the dissociation of alkaline substances, which then act together or separately to remove dirt via saponification, conversion, neutralization, and chelation. Xiao et al. [52] compared three commonly used inorganic cleaning agents and found that the degreasing efficiency of sodium silicate, sodium hydroxide, and anhydrous sodium carbonate was 92.48%, 88.47%, and 87.24%, respectively [76]. Moreover, the efficacy of inorganic cleaning agents may not necessarily be inferior to that of surfactants. Hui et al. [53] conducted tests under conditions comprising 60.36% oil, 29.26% water, and 10.38% solid content in oily sludge and found that the washing performance of Na2SiO3-9H2O was superior to that of surfactants, with a residual oil rate of 1.6% [77]. Chen et al. [36] discovered that the residual oil percentage of sludge was 6.73 ± 0.3 wt% when cleaned with 3 wt% KOH alone and 7.53 ± 0.3 wt% when cleaned with 3 wt% NaOH alone. However, the combined use of alkalis and surfactants yields treatment results superior to those in the literature [16]. This type of cleaner remains used in practical treatments, mostly as a pretreatment for other processes.
4.2. Surfactants
Many studies have demonstrated that surfactants are promising cleaning agents, and satisfactory cleaning results can be obtained using cationic, anionic, and non-ionic surfactants; however, because of the negative charge of oily sludge particles, cationic surfactants tend to remain in the soil and have a substantial impact on the environment. Thus, anionic and non-ionic surfactants are usually used, which have been investigated to optimize the formulations of surfactants and investigate the washing and extraction effects of their single and combined use [78].
Surfactants are the most commonly used cleaning agents in chemical heat washing to eliminate organic contaminants from the soil. Notably, experimental findings showed that the removal rate of oily sludge was initially rapid and then gradually stabilized [79], which might be attributed to the limited impact of coiling and solubilization. The impact of other contributing factors on elution efficiency is outlined as follows.
As the temperature increases, the oil viscosity decreases, weakening the adhesiveness of the film. Moreover, the difference between the density of oil and water increases with temperature: the oil floats together into a bead, the oil–water interface is clear, and there is effective delamination. Furthermore, if the temperature is too high, energy consumption increases and the volatilization rate of the cleaning solution increases, adversely affecting the cleaning of the oily sludge; desorption and demulsification are temperature-dependent processes [16]. As the agitation speed increases, the collisions between soil particles increase in intensity, increasing the possibility of stripping adsorbed crude oil from the solid particles. A further increase in the agitation speed decreases oil removal, partly because of the effect of emulsion formation on crude oil removal [80]. However, as the mixing speed increases, the speed of the solid particles increases. Moreover, if the mixing speed is excessively high, the mechanical energy consumption of the equipment increases. With increasing surfactant concentrations, the oil removal rate increases. Subsequently, a further increase in the concentration does not increase the removal rate, probably because the emulsification of the oil increases as the concentration increases. The excess surfactant acts as an emulsifier rather than a solubilizer; therefore, additional oil cannot be removed. As such, an appropriate concentration is required to ensure the surface activity of the washing solution, and the concentration of the detergent solution should not be too high or low. A small amount of washing solution cannot fully contact the oily sludge, whereas increasing the washing solution amount can improve the probability of collisions between solid particles, which is conducive to exposing a larger sludge surface area to the surfactant solution [81]. However, as the amount of detergent increases, the treatment costs increase, and some detergents show a downward trend in treatment effectiveness.
Wei et al. [57] screened Na2SiO3, SDBS, and JFC-SF from 24 surfactants in five categories to identify those with excellent oil removal properties. They found that compounding the three identified surfactants produced the most effective oil removal, resulting in an efficiency of 93.53% [81]. Although comparing the elution efficiencies of different surfactants for oily sludge or creating compound surfactants to improve treatment results is possible, augmenting them with other processes can be a cost-effective option for enhancing treatment outcomes. Jin et al. [10] employed a combination of ultrasonic and chemical heat washing and increased crude oil recovery to 99.32%, representing a 17.65% increase over conventional chemical heat washing [10]. This type of cleaning agent is widely researched because the production of surfactants is large, with more than 10,000 varieties; research on single surfactants and compounded surfactants remains ongoing.
4.3. Microemulsion
A microemulsion comprises a blend of a polar phase (water), a nonpolar phase (oil), surfactants, and co-surfactants [43,44]. The phase behaviors of microemulsion systems can be classified as Winsor I, II, III, or IV, depending on the formulation of the microemulsion system [82]. The use of microemulsions for restoring polluted soils and sediments has been a subject of interest because their excellent removal efficiency enables the reduction of the amount of surfactant used. Various surfactants achieve good results, rendering them promising for use as cleaning agents in the remediation of oily sludge [83].
Nevertheless, as the use of surfactants increases, their negative impacts on the environment increase. Regarding toxicity, surfactants are arranged in the following order: non-ionic < anionic < cationic [84]. However, microemulsions have emerged as an alternative because of their ability to decrease surfactant content, simplify operations, minimize equipment demands, and promptly remediate oily sludge [85]. In addition to surfactant research, research into the factors influencing the microemulsion treatment of oily sludge concentrates mainly on the composition of microemulsions: surfactants, co-surfactants, oil phases, and water phases. The three types of microemulsions formed, namely, the lower phase (O/W), middle phase, and upper phase (W/O), are also key factors in evaluating the microemulsion treatment of oily sludge. Mesophase microemulsions may belong to either the Winsor III or IV categories. Winsor IV microemulsions develop into uniform, single-phase microemulsions by increasing the amount of surface-active material employed in the Winsor III microemulsions. Consequently, all excess oil and water phases dissolve into the mesophase microemulsion. The efficacy of these four distinct microemulsion systems differs based on their composition [69,86]. In theory, treating oily sludge with microemulsions results in the continuous dissolution of water and oil in the microemulsion system. This phenomenon leads to a small amount of microemulsion remaining in the oily sludge, changing the microemulsion emulsification type. Repeated use of this method significantly alters the removal of oily sludge, yielding an increasingly favorable situation for oil–water separation.
The microemulsions prepared using various surfactants agree with the impact of diverse surfactant types on the cleansing efficacy of oily sludge. Yu et al. [83] demonstrated that microemulsions achieved a 97.35% oil removal rate when treated at 45 °C and centrifuged for 10 min at 3600 r/min. In eliminating oil from oily sludge, the microemulsion formulated with cationic surfactants was the least effective, and microemulsions prepared with anionic surfactants (SDBS and OP-10) were the most effective. Most tests of oily sludge treatment with microemulsions have been performed using response-surface tests. Using such methodology to design and enhance the microemulsion solution, Liang et al. [62] demonstrated the optimal formulation (i.e., 9.89% n-BuOH, 2.24% NaCl, and a 3.75 AES/APG ratio) and a 97.28% oil removal rate [69]. Microemulsion conditioning and centrifugation can separate the three phases: oil, water, and sludge. An emulsion consists of a surfactant and an oil phase, which are crucial elements. Co-surfactants play a role in distributing and arranging surfactant molecules in the oil–water interface film, altering the interface curvature and reducing the surface tension to achieve the separation of oil and sludge. Increasing the NaCl content enhances the degree of micelle aggregation in the microemulsion and the solubility of the oil [69,83]. Studies have indicated that ionic liquid-based microemulsions are a novel type of microemulsion system that can be used to create cleaning agents. As a “green solvent” and functional material, ionic liquids can replace the aqueous phase, oil phase, and surfactants as microemulsion components [87,88]. The research on this type of cleaning agent tends to investigate the proportion of components in the formula because cleaning oily sludge in this manner has achieved excellent results. However, a few related studies demonstrated the different components of the formula for controlled experiments, but the research mechanism should still be explored in depth.
4.4. Pickering Emulsions
Emulsions prepared using one or more micro- or nanoscale solid particles as dispersants are known as Pickering emulsions. They are used in a broad range of applications [89]. In oil exploration and extraction, Pickering emulsions are used as oil repellents, water-plugging agents, and fracturing fluids to enhance oil recovery from reservoir rocks [90]. In environmental remediation, Pickering emulsions made from solid particles have been thoroughly investigated because of their considerable stability and biocompatibility, with a primary focus on managing water pollution [91]. Notably, their use in soil remediation is emerging.
In the treatment of oily sludge with Pickering emulsions, inexpensive and biodegradable chitosan is mainly used. Biodegradable chitosan is treated so that when the solution changes from acidic to alkaline, the amino groups are deprotonated, reducing the positive charge on the chitosan surface and chitosan’s rapid aggregation and precipitation. Thus, chitosan is used as a switchable emulsifier for the treatment of oil contamination and the recovery of emulsifier mixtures [92,93]. Treating oily sludge with this substance instead of surfactants is less harmful to the environment than surfactants and has low treatment costs and simple demulsification. The application of granular emulsifiers to oily sludge can be classified into three types:
- Direct addition of granules to produce Pickering emulsions by using the oil in the oily sludge as the oil phase;
- Direct addition of granules and surfactants to produce Pickering emulsions by using the oil in the oily sludge as the oil phase;
- Use of granules and the externally coated oil phase to produce Pickering emulsions.
Artificially contaminated sand was stirred in the presence of a chitosan nanoaggregate solution under alkaline conditions to form an emulsion. The results showed an average removal rate of 65.1 ± 6.4% for crude oil of different specific gravities from 4 wt% artificially contaminated sand and sub-sea sediment, which was comparable to that obtained using a commercial surfactant mixture containing non-ionic and anionic surfactants (67.8 ± 5.2%) [94]. After mixing protonated chitosan polyelectrolyte and rhamnolipid solutions, chitosan did not affect the CMC of rhamnolipids. The CS/RL complex dispersion showed lower surface tension than rhamnolipids alone and had higher lipophilicity than chitosan alone, the latter of which enhanced oil removal by facilitating the formation and stability of Pickering emulsions. The CS/RL complex was found to have a higher emulsification capacity and thus improved the oil removal efficiency more than using only a rhamnolipid solution as a detergent [95]. In addition to using the crude oil in oily sludge as the oil phase, Pickering emulsions can also be prepared using an external oil phase. A chitosan-based emulsion was prepared using petroleum ether as the oil phase. The emulsion efficiently removed heavy oil from solids, with a removal efficiency of 94.7–98.0% [66]. In addition to the aforementioned detergent formulation variations, the other influencing factors were largely consistent with the effects of chemical heat washing of oily sludge, with some exceptions. Although chitosan has reversible properties, emulsions prepared from chitosan solutions at pH > 6.5 have higher stability than those prepared at pH < 6.5 [96].
The aforementioned results demonstrate the potential of Pickering emulsions as cleaning agents, providing an efficient, alternative means of avoiding secondary contamination with surfactants and reducing the need for subsequent surfactant treatments. Thus, Pickering emulsions can replace surfactants as effective cleaning agents. The treatment mechanism is similar to that of microemulsion treatment of oily sludge. First, emulsions are prepared by homogenizing the aqueous phase, oil phase, and solid particles. Second, the prepared emulsion based on chitosan can decrease the interfacial tension between oil and water and infiltrate the oil layer, altering the wettability of solid surfaces. Subsequently, the oil, water, and solid layers are separated by sedimentation and emulsion breaking. Nonetheless, this type of emulsion for soil elution remains in the developmental stage and has received less attention than microemulsions in the field of soil remediation. Moreover, there is a lack of research on the impact of diverse Pickering emulsion factors on soil elution, such as particle properties (e.g., size, structure, contact angle, and the zeta potential) and emulsion type (e.g., W/O or O/W emulsion), and further research is necessary on novel combinations of Pickering emulsions and microemulsions for soil elution.
In summary, research on chemical heat washing of oily sludge is increasing. The operation and principle of the difficulty involve a wide range of cleaning agents, each with advantages (Table 4). Moreover, the treatment cost is mainly derived from the agent. Thus, developing an economically and environmentally friendly cleaning agent is the top priority in the development of chemical heat washing technology.
Table 4.
Comparison of types of cleaning agents.
5. Conclusions and Perspectives
Chemical heat washing technology enhances the oily sludge recovery rate, reductions, and harmlessness; thus, it is a promising technique for treating oily sludge. Because the technology is relatively mature, many studies have investigated the elution mechanism, factors that influence elution, and the use of various functional cleaning agents. This paper provides a review of and outlook for chemical heat washing of oily sludge. Despite the many studies related to new emulsions, few studies are related to the treatment of oily sludge and soil by replacing surfactants with new emulsions; therefore, further research is necessary. Based on the current results and requirements, implementing chemical heat washing has three hurdles:
- The chemical heat washing of oily sludge requires considerable amounts of cleaning agents, leading to high costs. Consequently, low cost cleaning agents are required. Studies have suggested that Pickering emulsions formed via solid particles are more viable emulsion breakers than surfactants. However, few analyses investigate the use of Pickering emulsions for cleaning oily sludge. By contrast, recent research on new emulsions has revealed that mixed emulsions, such as micro- and Pickering emulsions, can significantly decrease pharmaceutical additions, curtailing expenses;
- Chemical heat washing of oily sludge generates a significant volume of complex oily wastewater. This wastewater is contaminated with eluted oil and a considerable quantity of cleaning agents. Thus, the use of biodegradable rather than chemical surfactants is a commonly used approach. In the coming years, solid particles have the potential to replace surfactants. This substitution should increase the straightforwardness of the separation process and reduce its environmental impact;
- In practical applications, chemical heat washing has been combined with other processes. However, few studies have investigated the formation and migration of hazardous substances, specifically heavy metals, PAHs, and atmospheric pollutants, during chemical heat washing. Therefore, further research should focus on these areas to obtain excellent treatment results at reduced costs with satisfactory energy, water, and carbon emissions.
Author Contributions
Conceptualization, X.W. and H.L.; validation, X.W., H.L., Y.Z., and T.X.; investigation, H.L. and Y.Z.; writing—original draft preparation, H.L.; writing—review and editing, X.W.; supervision, X.W.; project administration, X.W.; funding acquisition, X.W. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the National Natural Science Foundation of China (No. 42067026).
Data Availability Statement
No new data were created or analyzed in this study.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Hui, K.; Tang, J.; Lu, H.; Xi, B.; Qu, C.; Li, J. Status and Prospect of Oil Recovery from Oily Sludge: A Review. Arab. J. Chem. 2020, 13, 6523–6543. [Google Scholar] [CrossRef]
- Teng, Q.; Zhang, D.; Yang, C. A Review of the Application of Different Treatment Processes for Oily Sludge. Environ. Sci. Pollut. Res 2021, 28, 121–132. [Google Scholar] [CrossRef] [PubMed]
- Hu, G.; Li, J.; Zeng, G. Recent Development in the Treatment of Oily Sludge from Petroleum Industry: A Review. J. Hazard. Mater. 2013, 261, 470–490. [Google Scholar] [CrossRef] [PubMed]
- Wang, Y.; Dong, B.; Fan, Y.; Hu, Y.; Zhai, X.; Deng, C.; Xu, Y.; Shen, D.; Dai, X. Nitrogen Transformation during Pyrolysis of Oilfield Sludge with High Polymer Content. Chemosphere 2019, 219, 383–389. [Google Scholar] [CrossRef] [PubMed]
- BP. Available online: https://www.bp.com/content/dam/bp/business-sites/en/global/corporate/pdfs/energy-economics/statistical-review/bp-stats-review-2022-full-report.pdf (accessed on 28 June 2022).
- Robertson, S.J.; McGill, W.B.; Massicotte, H.B.; Rutherford, P.M. Petroleum Hydrocarbon Contamination in Boreal Forest Soils: A Mycorrhizal Ecosystems Perspective. Biol. Rev. 2007, 82, 213–240. [Google Scholar] [CrossRef] [PubMed]
- Wake, H. Oil Refineries: A Review of Their Ecological Impacts on the Aquatic Environment. Estuar. Coast. Shelf Sci. 2005, 62, 131–140. [Google Scholar] [CrossRef]
- Wang, J.; Han, X.; Huang, Q.; Ma, Z.; Chi, Y.; Yan, J. Characterization and Migration of Oil and Solids in Oily Sludge during Centrifugation. Environ. Technol. 2018, 39, 1350–1358. [Google Scholar] [CrossRef]
- Li, X.; Liu, J.; Xiao, Y.; Xiao, X. Modification technology for separation of oily sludge. J. Cent. South Univ. 2011, 18, 367–373. [Google Scholar] [CrossRef]
- Jin, Y.; Zheng, X.; Chu, X.; Chi, Y.; Yan, J.; Cen, K. Oil Recovery from Oil Sludge through Combined Ultrasound and Thermochemical Cleaning Treatment. Ind. Eng. Chem. Res. 2012, 51, 9213–9217. [Google Scholar] [CrossRef]
- Gou, X.; Zheng, G.; Tang, J.; Tao, C.; Liu, R.; Liu, Z. Electric Field Efficiently Enhanced Thermochemical Cleaning for Oil Recovery from Oily Sludge. Chem. Eng. Process.-Process Intensif. 2023, 185, 109314. [Google Scholar] [CrossRef]
- Jerez, S.; Ventura, M.; Molina, R.; Martínez, F.; Pariente, M.I.; Melero, J.A. Application of a Fenton Process for the Pretreatment of an Iron-Containing Oily Sludge: A Sustainable Management for Refinery Wastes. J. Environ. Manag. 2022, 304, 114244. [Google Scholar] [CrossRef]
- Sun, Z.; Xia, F.; Lou, Z.; Chen, X.; Zhu, N.; Yuan, H.; Shen, Y. Innovative Process for Total Petroleum Hydrocarbons Reduction on Oil Refinery Sludge through Microbubble Ozonation. J. Clean. Prod. 2020, 256, 120337. [Google Scholar] [CrossRef]
- Ramirez, D.; Collins, C.D. Maximisation of Oil Recovery from an Oil-Water Separator Sludge: Influence of Type, Concentration, and Application Ratio of Surfactants. Waste Manag. 2018, 82, 100–110. [Google Scholar] [CrossRef]
- Nezhdbahadori, F.; Abdoli, M.A.; Baghdadi, M.; Ghazban, F. A Comparative Study on the Efficiency of Polar and Non-Polar Solvents in Oil Sludge Recovery Using Solvent Extraction. Environ. Monit. Assess. 2018, 190, 389. [Google Scholar] [CrossRef] [PubMed]
- Chen, G.; Cheng, C.; Zhang, J.; Sun, Y.; Hu, Q.; Qu, C.; Dong, S. Synergistic Effect of Surfactant and Alkali on the Treatment of Oil Sludge. J. Pet. Sci. Eng. 2019, 183, 106420. [Google Scholar] [CrossRef]
- Ramaswamy, B.; Kar, D.D.; De, S. A Study on Recovery of Oil from Sludge Containing Oil Using Froth Flotation. J. Environ. Manag. 2007, 85, 150–154. [Google Scholar] [CrossRef] [PubMed]
- Cui, B.; Cui, F.; Jing, G.; Xu, S.; Huo, W.; Liu, S. Oxidation of Oily Sludge in Supercritical Water. J. Hazard. Mater. 2009, 165, 511–517. [Google Scholar] [CrossRef] [PubMed]
- Sivagami, K.; Anand, D.; Divyapriya, G.; Nambi, I. Treatment of Petroleum Oil Spill Sludge Using the Combined Ultrasound and Fenton Oxidation Process. Ultrason. Sonochemistry 2019, 51, 340–349. [Google Scholar] [CrossRef]
- Zhao, X.; Ge, D.; Zhang, X. Treatment of oily sludge in Daqing by ultrasonic-demulsification hyphenated technique. Chem. Ind. Eng. Prog. 2017, 36, 489–494. [Google Scholar] [CrossRef]
- Liu, Y.; Xu, J.; Chen, F.; Chen, M. Experimental study on treatment of oily sludge using coal ash composite solidification agent. Environ. Eng. 2014, 32, 73–76. [Google Scholar] [CrossRef]
- Bao, Q.; Huang, L.; Xiu, J.; Yu, L.; Cui, Q.; Ma, Y.; Yi, L. Development in the biological treatment of oily sludge in oil and gas fields. Chem. Ind. Eng. Prog. 2021, 40, 2762–2773. [Google Scholar] [CrossRef]
- Wan, G.; Bei, L.; Yu, J.; Xu, L.; Sun, L. Products Distribution and Hazardous Elements Migration during Pyrolysis of Oily Sludge from the Oil Refining Process. Chemosphere 2022, 288, 132524. [Google Scholar] [CrossRef] [PubMed]
- Gong, Z.; Liu, L.; Zhang, H.; Wang, Z.; Wu, J.; Guo, Y.; Zhang, J. Study on the Migration Characteristics of As, Pb, and Ni during Oily Sludge Incineration with CaO Additive. Energy Fuels 2020, 34, 16341–16349. [Google Scholar] [CrossRef]
- Karamalidis, A.K.; Voudrias, E.A. Application of Stabilization/Solidification Technology on Oil Refinery Sludge Contaminated by Heavy Metals. J. Environ. Sci. Health Part A 2004, 39, 961–971. [Google Scholar] [CrossRef] [PubMed]
- Roslee, N.F.; Kamil NA, F.M.; Kadir, A.A.; Jalil, A.R.; Hamzah, N.; Noor, N.M.; Sandu, A.V. New Ray on Remediation of High Rings Polycyclic Aromatic Hydrocarbons: Remediation of Raw Petroleum Sludge Using Solidification and Stabilization Method. Arch. Metall. Mater. 2023, 67, 1201–1208. [Google Scholar] [CrossRef]
- Wen, Q.; Cheng, W.; Liu, D.; Shao, Z.; Xu, S.; He, Z.; Li, J.; Xuan, J.; Lu, X. Characteristics of Changes in Hazardous Elements and Heavy Metals during Pyrolysis Treatment of Oily Sludge. Int. J. Green Energy 2023. [Google Scholar] [CrossRef]
- Quan, C.; Zhang, G.; Gao, N.; Su, S.; Artioli, N.; Feng, D. Behavior Study of Migration and Transformation of Heavy Metals during Oily Sludge Pyrolysis. Energy Fuels 2022, 36, 8311–8322. [Google Scholar] [CrossRef]
- Ke, C.-Y.; Qin, F.-L.; Yang, Z.-G.; Sha, J.; Sun, W.-J.; Hui, J.-F.; Zhang, Q.-Z.; Zhang, X.-L. Bioremediation of Oily Sludge by Solid Complex Bacterial Agent with a Combined Two-Step Process. Ecotoxicol. Environ. Saf. 2021, 208, 111673. [Google Scholar] [CrossRef]
- Kriipsalu, M.; Marques, M.; Hogland, W.; Nammari, D.R. Fate of polycyclic aromatic hydrocarbons during composting of oily sludge. Environ. Technol. 2008, 29, 43–53. [Google Scholar] [CrossRef]
- Li, S.; Chen, G.; Yu, D.; Qiu, Y.; Guo, E.; Yu, Y. Novel Oily Sludge Treatment Process: Based on Biological Leaching. J. Water Process Eng. 2022, 50, 103288. [Google Scholar] [CrossRef]
- Li, L.; Cao, W.; Peng, P.; Wang, G.; Liu, S.; Jin, H.; Wei, W.; Guo, L. Distribution, Risk Assessment and Stabilization of Heavy Metals in Supercritical Water Gasification of Oily Sludge. Process Saf. Environ. Prot. 2022, 168, 591–600. [Google Scholar] [CrossRef]
- Wu, Z.; Zhang, X.; Liu, Y. Study of approaches about determination of 16 PAHs in oily sludge soil by gas chromatograph-mass spectrometry. Chin. J. Anal. Lab. 2017, 36, 12–15. [Google Scholar] [CrossRef]
- Wu, Y.; Yuan, Y.; Zhang, J.; Li, F.; Bai, C. Removal of Heavy Metals from Oily Sludge by Subcritical Wet Air Oxidation. Environ. Prot. Chem. Ind. 2015, 35, 236–240. [Google Scholar]
- Mora, V.C.; Morelli, I.S.; Rosso, J.A. Co-Treatment of an Oily Sludge and Aged Contaminated Soil: Permanganate Oxidation Followed by Bioremediation. J. Environ. Manag. 2020, 261, 110169. [Google Scholar] [CrossRef] [PubMed]
- Hu, G.; Li, J.; Hou, H. A Combination of Solvent Extraction and Freeze Thaw for Oil Recovery from Petroleum Refinery Wastewater Treatment Pond Sludge. J. Hazard. Mater. 2015, 283, 832–840. [Google Scholar] [CrossRef] [PubMed]
- Chirwa, E.M.N.; Mampholo, T.; Fayemiwo, O. Biosurfactants as Demulsifying Agents for Oil Recovery from Oily Sludge–Performance Evaluation. Water Sci. Technol. 2013, 67, 2875–2881. [Google Scholar] [CrossRef] [PubMed]
- Robert, E.C.; Merdrignac, I.; Rebours, B.; Harlé, V.; Kressmann, S.; Colyar, J. Contribution of Analytical Tools for the Understanding of Sediment Formation: Application to H-Oil® Process. Pet. Sci. Technol. 2003, 21, 615–627. [Google Scholar] [CrossRef]
- Rogel, E. Simulation of Interactions in Asphaltene Aggregates. Energy Fuels 2000, 14, 566–574. [Google Scholar] [CrossRef]
- Rocha Junior, L.C.; Ferreira, M.S.; Da Silva Ramos, A.C. Inhibition of Asphaltene Precipitation in Brazilian Crude Oils Using New Oil Soluble Amphiphiles. J. Pet. Sci. Eng. 2006, 51, 26–36. [Google Scholar] [CrossRef]
- Moschopedis, S.; Speight, J. Investigation of Hydrogen Bonding by Oxygen Functions in Athabasca Bitumen. Fuel 1976, 55, 187–192. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Y.; Peng, K.; Zhao, X.; Xiong, Y.; Huang, X. A Review of the Interfacial Stability Mechanism of Aging Oily Sludge: Heavy Components, Inorganic Particles, and Their Synergism. J. Hazard. Mater. 2021, 415, 125624. [Google Scholar] [CrossRef] [PubMed]
- Schwuger, M.-J.; Stickdorn, K.; Schomaecker, R. Microemulsions in Technical Processes. Chem. Rev. 1995, 95, 849–864. [Google Scholar] [CrossRef]
- Alany, R.G.; Rades, T.; Agatonovic-Kustrin, S.; Davies, N.M.; Tucker, I.G. Effects of Alcohols and Diols on the Phase Behaviour of Quaternary Systems. Int. J. Pharm. 2000, 196, 141–145. [Google Scholar] [CrossRef] [PubMed]
- Schulman, J.H.; Stoeckenius, W.; Prince, L.M. Mechanism of Formation and Structure of Micro Emulsions by Electron Microscopy. J. Phys. Chem. 1959, 63, 1677–1680. [Google Scholar] [CrossRef]
- Pal, N.; Kumar, S.; Bera, A.; Mandal, A. Phase Behaviour and Characterization of Microemulsion Stabilized by a Novel Synthesized Surfactant: Implications for Enhanced Oil Recovery. Fuel 2019, 235, 995–1009. [Google Scholar] [CrossRef]
- Chen, Z.; Han, X.; Kurnia, I.; Yu, J.; Zhang, G.; Li, L. Adoption of Phase Behavior Tests and Negative Salinity Gradient Concept to Optimize Daqing Oilfield Alkaline-Surfactant-Polymer Flooding. Fuel 2018, 232, 71–80. [Google Scholar] [CrossRef]
- Nguele, R.; Sasaki, K.; Sugai, Y.; Said Al-Salim, H.; Ueda, R. Mobilization and Displacement of Heavy Oil by Cationic Microemulsions in Different Sandstone Formations. J. Pet. Sci. Eng. 2017, 157, 1115–1129. [Google Scholar] [CrossRef]
- Addagalla, A.K.; Kosandar, B.A.; Lawal, I.G.; Jadhav, P.B.; Imran, A.; Al Saqer, Q.R.; Sherbeny, W.E.; Ansari, A.; Pino, R.; Gad-Alla, A.E.; et al. Overcoming OBM Filter Cake Damage Using Micro-Emulsion Remediation Technology across a High-Temperature Formation. In Proceedings of the SPE International Conference and Exhibition on Formation Damage Control, Lafayette, LO, USA, 24–26 February 2016; p. D012S007R006. [Google Scholar]
- Pickering, S.U. CXCVI.—Emulsions. J. Chem. Soc. Trans. 1907, 91, 2001–2021. [Google Scholar] [CrossRef]
- Abend, S.; Bonnke, N.; Gutschner, U.; Lagaly, G. Stabilization of Emulsions by Heterocoagulation of Clay Minerals and Layered Double Hydroxides. Colloid Polym. Sci. 1998, 276, 730–737. [Google Scholar] [CrossRef]
- Chevalier, Y.; Bolzinger, M.-A. Emulsions Stabilized with Solid Nanoparticles: Pickering Emulsions. Colloids Surf. A Physicochem. Eng. Asp. 2013, 439, 23–34. [Google Scholar] [CrossRef]
- Marina, P.F.; Cheng, C.; Sedev, R.; Stocco, A.; Binks, B.P.; Wang, D. Van Der Waals Emulsions: Emulsions Stabilized by Surface-Inactive, Hydrophilic Particles via van Der Waals Attraction. Angew. Chem. Int. Ed. 2018, 57, 9510–9514. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Sun, Y.; Yu, M.; Lu, X.; Komarneni, S.; Yang, C. Emulsions Stabilized by Highly Hydrophilic TiO2 Nanoparticles via van Der Waals Attraction. J. Colloid Interface Sci. 2021, 589, 378–387. [Google Scholar] [CrossRef] [PubMed]
- Xu, M.; Jiang, J.; Pei, X.; Song, B.; Cui, Z.; Binks, B.P. Novel Oil-in-Water Emulsions Stabilised by Ionic Surfactant and Similarly Charged Nanoparticles at Very Low Concentrations. Angew. Chem. 2018, 130, 7864–7868. [Google Scholar] [CrossRef]
- Alao, K.T.; Alara, O.R.; Abdurahman, N.H. Trending Approaches on Demulsification of Crude Oil in the Petroleum Industry. Appl. Petrochem. Res. 2021, 11, 281–293. [Google Scholar] [CrossRef]
- Janiyani, K.L.; Wate, S.R.; Joshi, S.R. Solubilization of Hydrocarbons from Oil Sludge by Synthetic Surfactants. J. Chem. Technol. Biotechnol. 2007, 56, 305–308. [Google Scholar] [CrossRef]
- Bao, Q.; Huang, L.; Xiu, J.; Yi, L.; Zhang, Y.; Wu, B. Study on the Thermal Washing of Oily Sludge Used by Rhamnolipid/Sophorolipid Binary Mixed Bio-Surfactant Systems. Ecotoxicol. Environ. Saf. 2022, 240, 113696. [Google Scholar] [CrossRef] [PubMed]
- Bao, Q.; Huang, L.; Xiu, J.; Yi, L.; Ma, Y. Study on the Treatment of Oily Sludge in Oil Fields with Lipopeptide/Sophorolipid Complex Bio-Surfactant. Ecotoxicol. Environ. Saf. 2021, 212, 111964. [Google Scholar] [CrossRef] [PubMed]
- Viana, F.F.; de Castro Dantas, T.N.; Rossi, C.G.F.T.; Dantas Neto, A.A.; Silva, M.S. Aged Oil Sludge Solubilization Using New Microemulsion Systems: Design of Experiments. J. Mol. Liq. 2015, 210, 44–50. [Google Scholar] [CrossRef]
- Deshpande, S.; Shiau, B.J.; Wade, D.; Sabatini, D.A.; Harwell, J.H. Surfactant Selection for Enhancing Ex Situ Soil Washing. Water Res. 1999, 33, 351–360. [Google Scholar] [CrossRef]
- Xu, Y.; Wu, J.; Dabros, T.; Hamza, H.; Venter, J. Optimizing the Polyethylene Oxide and Polypropylene Oxide Contents in Diethylenetriamine-Based Surfactants for Destabilization of a Water-in-Oil Emulsion. Energy Fuels 2005, 19, 916–921. [Google Scholar] [CrossRef]
- Chen, Y.; Tian, G.; Liang, H.; Liang, Y. Synthesis of Magnetically Responsive Hyperbranched Polyamidoamine Based on the Graphene Oxide: Application as Demulsifier for Oil-in-water Emulsions. Int. J. Energy Res. 2019, 43, 4756–4765. [Google Scholar] [CrossRef]
- Wei, L.; Zhang, L.; Chao, M.; Jia, X.; Liu, C.; Shi, L. Synthesis and Study of a New Type of Nonanionic Demulsifier for Chemical Flooding Emulsion Demulsification. ACS Omega 2021, 6, 17709–17719. [Google Scholar] [CrossRef] [PubMed]
- Befkadu, A.A.; Chen, Q. Surfactant-Enhanced Soil Washing for Removal of Petroleum Hydrocarbons from Contaminated Soils: A Review. Pedosphere 2018, 28, 383–410. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, H.; Wang, H.; Cao, Y.; Zhang, L. A Makeup Remover-Inspired Chitosan-Based Emulsion for Heavy Oil Removal in Oily Sludge Treatment. Fuel 2022, 330, 125588. [Google Scholar] [CrossRef]
- Xu, H.; Jia, W.; Ren, S.; Wang, J. Novel and Recyclable Demulsifier of Expanded Perlite Grafted by Magnetic Nanoparticles for Oil Separation from Emulsified Oil Wastewaters. Chem. Eng. J. 2018, 337, 10–18. [Google Scholar] [CrossRef]
- Lowry, E.; Sedghi, M.; Goual, L. Molecular Simulations of NAPL Removal from Mineral Surfaces Using Microemulsions and Surfactants. Colloids Surf. A Physicochem. Eng. Asp. 2016, 506, 485–494. [Google Scholar] [CrossRef]
- Liang, X.; Li, X.; Chen, Y.; Wang, Z.; Zhu, Y.; Tian, Y.; Feng, X.; Zhu, R. Optimization of Microemulsion Cleaning Sludge Conditions Using Response Surface Method. J. Environ. Sci. Health Part A 2021, 56, 63–74. [Google Scholar] [CrossRef]
- Lu, Z.; Liu, W.; Bao, M.; Zhao, L.; Sun, X.; Lu, J.; Li, Y. Oil Recovery from Polymer-Containing Oil Sludge in Oilfield by Thermochemical Cleaning Treatment. Colloids Surf. A Physicochem. Eng. Asp. 2021, 611, 125887. [Google Scholar] [CrossRef]
- Yao, M.; Ma, Y.; Liu, L.; Qin, C.; Huang, H.; Zhang, Z.; Liang, C.; Yao, S. Efficient Separation and Recovery of Petroleum Hydrocarbon from Oily Sludge by a Combination of Adsorption and Demulsification. IJMS 2022, 23, 7504. [Google Scholar] [CrossRef]
- Puasa, S.W.; Sulong, N.A.; Ismail, K.N.; Khamaruddin, P.F.M.; Mukelas, M. N Removal of Oil and Heavy Metals from Oily Sludge Using Esterquat Surfactant via Surfactant-Enhanced Oil Recovery (SEOR). IJRTE 2019, 8, 6912–6917. [Google Scholar] [CrossRef]
- AL-Doury, M.M.I. Treatment of Oily Sludge Produced from Baiji Oil Refineries Using Surfactants. Pet. Sci. Technol. 2019, 37, 718–726. [Google Scholar] [CrossRef]
- Lamb, J. The Recovery of Oil from Sludge in Oil Tankers1. ISP 1958, 5, 324–338. [Google Scholar] [CrossRef]
- Yu, L.; Xing, S.; Fan, Z. Preparation of new inorganic polymer flocculant and ITS application in oily sludge. Environ. Eng. Manag. J. 2020, 19, 369–377. [Google Scholar] [CrossRef]
- Xiao, N.; Zhu, L.; Zhang, R.; Qi, M. Study on High Efficient Cleaning Agent for Oily Sludge. Ind. Saf. Environ. Prot. 2018, 44, 103–106. [Google Scholar]
- Jing, G.; Chen, T.; Luan, M. Studying Oily Sludge Treatment by Thermo Chemistry. Arab. J. Chem. 2016, 9, S457–S460. [Google Scholar] [CrossRef]
- Chen, H.-S.; Li, X.; Zhang, Q.-M.; Liu, Y.-S. Effects of Hot Water-Based Extraction Process on the Removal of Petroleum Hydrocarbons from the Oil-Contaminated Soil. Energy Fuels 2020, 34, 3621–3627. [Google Scholar] [CrossRef]
- Wang, W.; Wang, X.; Zhang, H.; Shi, Q.; Liu, H. Rhamnolipid-Enhanced ZVI-Activated Sodium Persulfate Remediation of Pyrene-Contaminated Soil. IJERPH 2022, 19, 11518. [Google Scholar] [CrossRef]
- Peng, S.; Wu, W.; Chen, J. Removal of PAHs with Surfactant-Enhanced Soil Washing: Influencing Factors and Removal Effectiveness. Chemosphere 2011, 82, 1173–1177. [Google Scholar] [CrossRef]
- Wei, L.; Song, Y.; Tong, K.; Yuan, S.; Xie, S.; Shi, L.; Jia, X.; Geng, X.; Guo, H. Compound Cleaning Agent for Oily Sludge from Experiments and Molecular Simulations. ACS Omega 2021, 6, 33300–33309. [Google Scholar] [CrossRef]
- Winsor, A. Hydrotropy, solubilisation and related emulsification processes. Part V.-solubilisation in ethylene glycol. Trans. Faraday Soc. 1948, 44, 376–398. [Google Scholar] [CrossRef]
- Yu, L.; Xing, S.; Nie, C.; Zheng, K. Removal of oil from oily sludge by micro-emulsion method. Environ. Eng. Manag. J. 2020, 19, 2263–2272. [Google Scholar] [CrossRef]
- Rebello, S.; Asok, A.K.; Mundayoor, S.; Jisha, M.S. Surfactants: Chemistry, Toxicity and Remediation. In Pollutant Diseases, Remediation and Recycling; Lichtfouse, E., Schwarzbauer, J., Robert, D., Eds.; Environmental Chemistry for a Sustainable World; Springer International Publishing: Cham, Switzerland, 2013; Volume 4, pp. 277–320. ISBN 978-3-319-02386-1. [Google Scholar]
- Dela Fonte, S.; Silva, C.; Santos, L.C.; Simonelli, G. Remediation of Oil-Contaminated Sediments Using Microemulsions: A Review. Soil Sediment Contam. Int. J. 2021, 30, 771–786. [Google Scholar] [CrossRef]
- Correia Da Silva, D.; Dos Santos Lucas, C.R.; Borges De Moraes Juviniano, H.; Paiva De Alencar Moura, M.C.; De Castro Dantas, T.N.; Dantas Neto, A.A. Analysis of the Use of Microemulsion Systems to Treat Petroleum Sludge from a Water Flotation Unit. J. Environ. Chem. Eng. 2019, 7, 102934. [Google Scholar] [CrossRef]
- Hejazifar, M.; Lanaridi, O.; Bica-Schröder, K. Ionic Liquid Based Microemulsions: A Review. J. Mol. Liq. 2020, 303, 112264. [Google Scholar] [CrossRef]
- Chang, X.; Wang, Z.; Li, X.; Ge, S.; Li, A.; Ma, Y.; Li, Q. Preparation of Ionic Liquids Microemulsion and Its Application for the Treatment of Oily Sludge. J. Dispers. Sci. Technol. 2022. [Google Scholar] [CrossRef]
- Yang, Y.; Fang, Z.; Chen, X.; Zhang, W.; Xie, Y.; Chen, Y.; Liu, Z.; Yuan, W. An Overview of Pickering Emulsions: Solid-Particle Materials, Classification, Morphology, and Applications. Front. Pharmacol. 2017, 8, 287. [Google Scholar] [CrossRef] [PubMed]
- Adil, M.; Onaizi, S.A. Pickering Nanoemulsions and Their Mechanisms in Enhancing Oil Recovery: A Comprehensive Review. Fuel 2022, 319, 123667. [Google Scholar] [CrossRef]
- Hussein, M.A.; Mohammed, A.A.; Atiya, M.A. Application of Emulsion and Pickering Emulsion Liquid Membrane Technique for Wastewater Treatment: An Overview. Environ. Sci. Pollut. Res. 2019, 26, 36184–36204. [Google Scholar] [CrossRef]
- Elsabee, M.Z.; Morsi, R.E.; Al-Sabagh, A.M. Surface Active Properties of Chitosan and Its Derivatives. Colloids Surf. B Biointerfaces 2009, 74, 1–16. [Google Scholar] [CrossRef]
- Sharkawy, A.; Barreiro, M.F.; Rodrigues, A.E. Chitosan-Based Pickering Emulsions and Their Applications: A Review. Carbohydr. Polym. 2020, 250, 116885. [Google Scholar] [CrossRef]
- Saliu, F.; Meucci, E.; Allevi, C.; Savini, A.; Imiete, I.E.; Della Pergola, R. Evaluation of Chitosan Aggregates as Pickering Emulsifier for the Remediation of Marine Sediments. Chemosphere 2021, 273, 129733. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; An, C.; Wang, Y.; Zhang, B.; Tian, X.; Lee, K. A Green Initiative for Oiled Sand Cleanup Using Chitosan/Rhamnolipid Complex Dispersion with pH-Stimulus Response. Chemosphere 2022, 288, 132628. [Google Scholar] [CrossRef] [PubMed]
- Wang, X.-Y.; Heuzey, M.-C. Chitosan-Based Conventional and Pickering Emulsions with Long-Term Stability. Langmuir 2016, 32, 929–936. [Google Scholar] [CrossRef] [PubMed]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).