
Thermodynamic, Economic and Environmental Analyses of Ammonia-Based Mixed Refrigerant for Liquefied Natural Gas Pre-Cooling Cycle

Abstract
:1. Introduction
2. System Description
Proposed Natural Gas Pre-Cooling Cycle Using Ammonia Based Refrigerant
3. Methodology and Governing Equations
3.1. Thermodynamic Analysis
3.1.1. Energy and Exergy Analysis
3.1.2. Pre-Cooling Cycle Performance
3.2. Economic Analysis
3.2.1. Operation and Capital Cost
3.3. Environmental Analysis
4. Results and Discussion
4.1. Thermodynamic Performance of Proposed NG Pre-Cooling Cycle
4.1.1. Exergy Loss of Individual Equipment
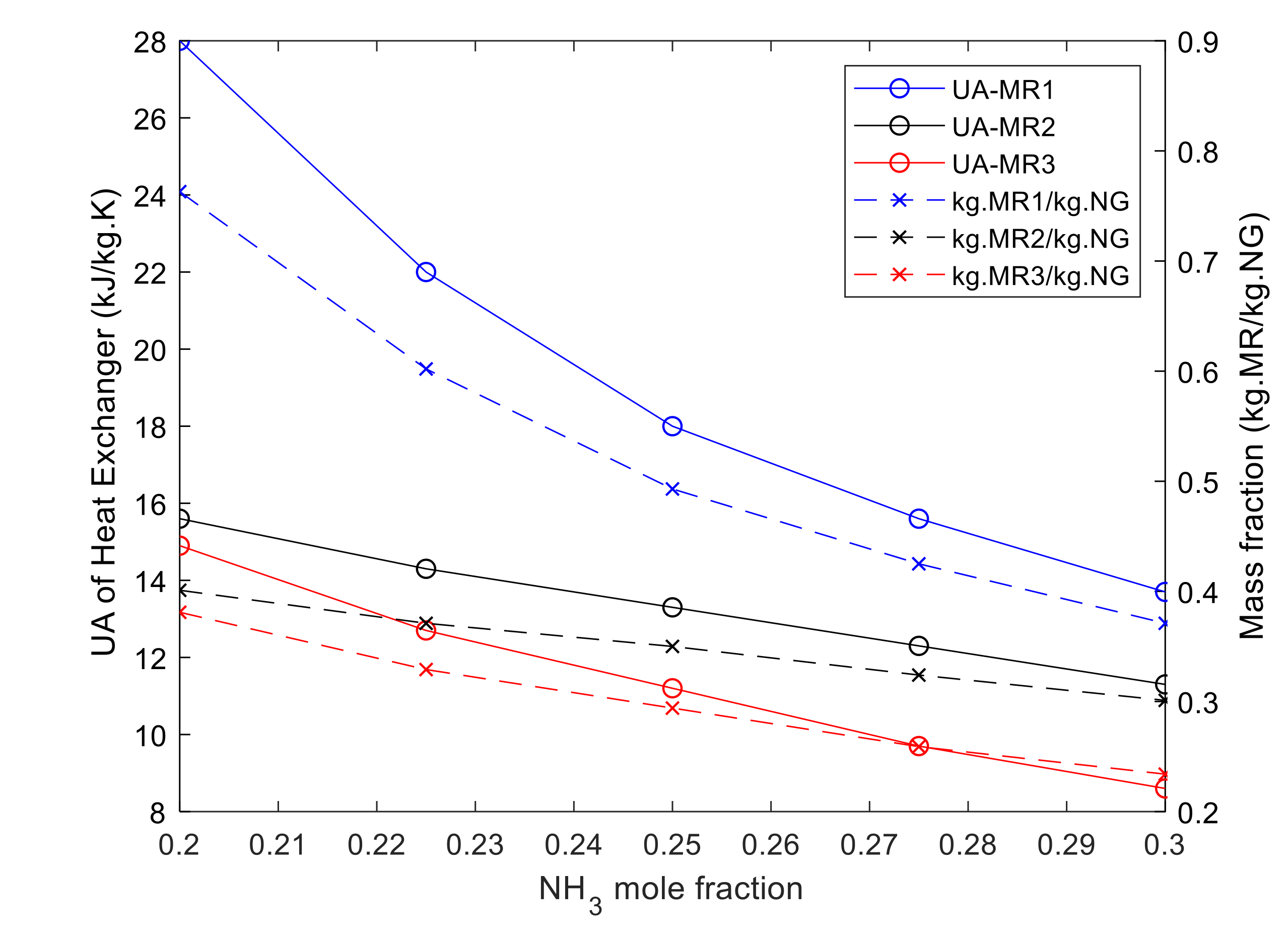
4.1.2. Heat Exchanger Sizing
4.1.3. Energy Comparison Results with Literature
4.2. Economic Benefits of Proposed Pre-Cooling Cycle
4.3. Environmental Impacts of Ammonia in Mixed Refrigeration Cycle
5. Conclusions
- (1)
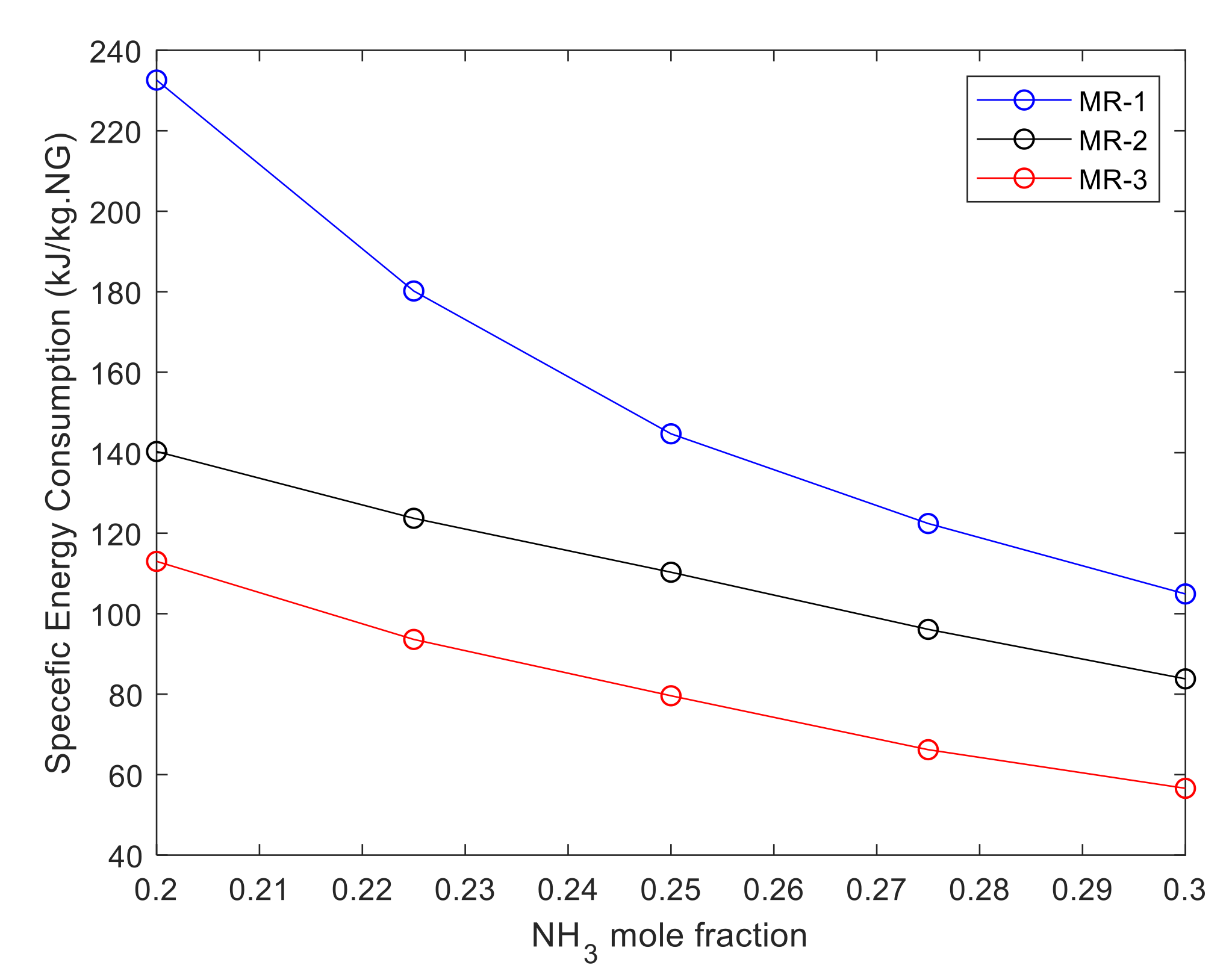
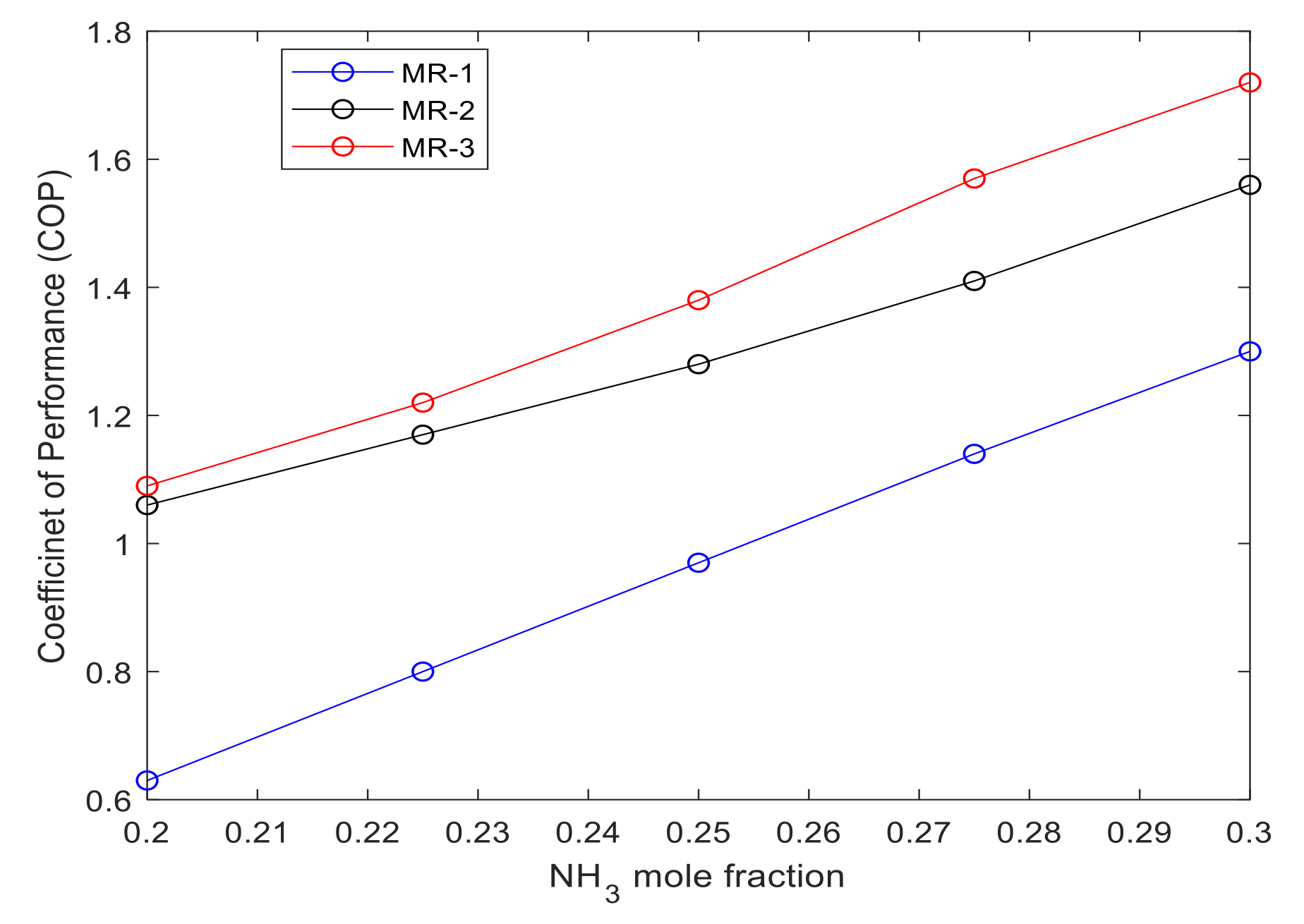
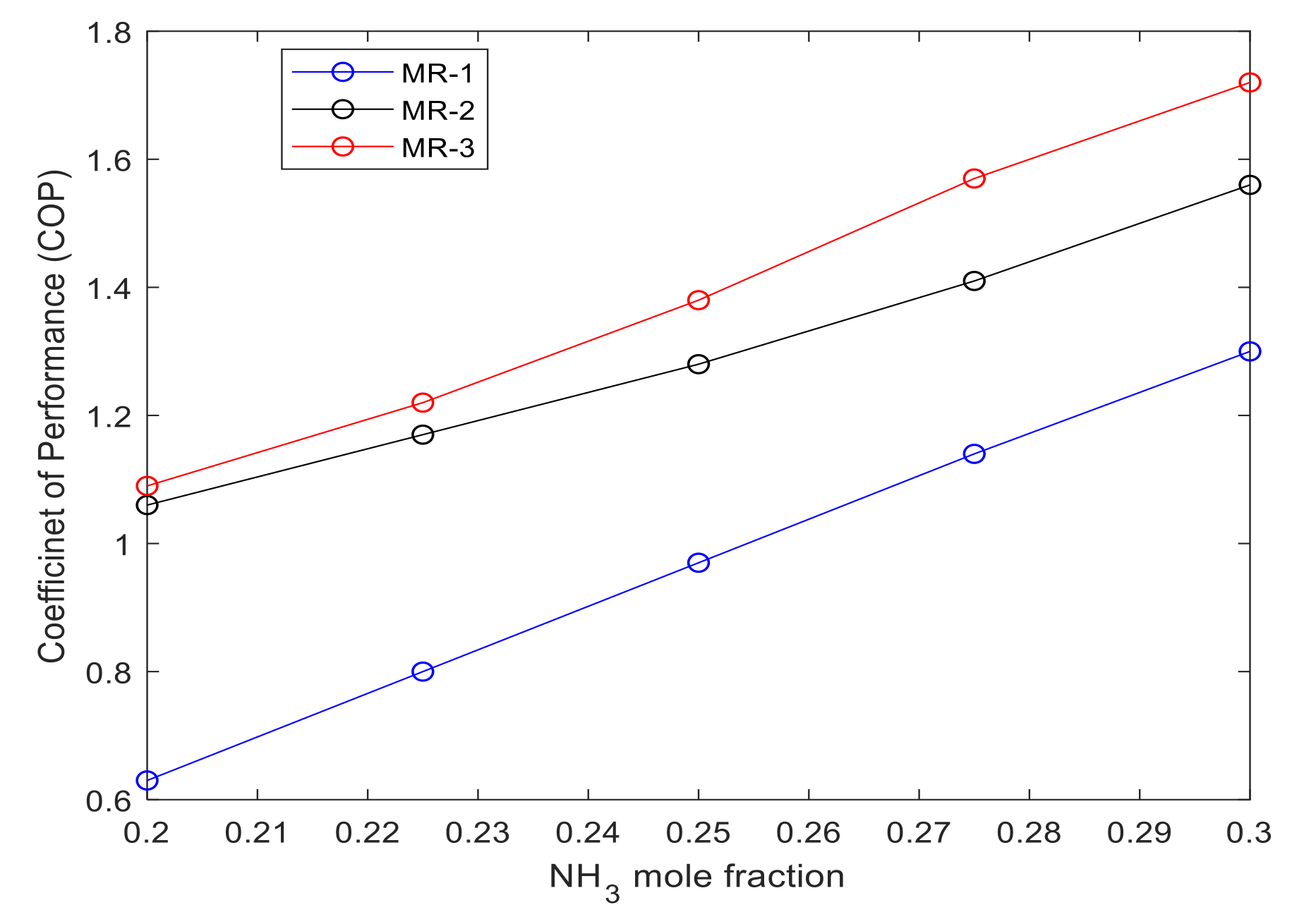
- Thermodynamic analyses shows increasing ammonia’s concentration in the mixed refrigerant reduced the exergy loss rate in all four major pieces of equipment of the proposed pre-cooling cycle. The JT-valve showed the largest improvement among other equipment and specifically on MR-1 by reducing the exergy loss rate by 85.4 kJ/kg. Results indicate that increasing ammonia’s concentration in the mixed refrigerant by 10% enhanced the COP of MR-1, MR-2 and MR-3, to 1.30, 1.56 and 1.72, respectively. The similar trend of results for COP correlates with the specific energy consumption (SEC) of the cycle in which, as ammonia’s concentration increases in each MR, the SEC decreases. Among three major MRs, MR-1 has the highest improvement of specific energy consumption by 128 kJ/kg.
- (2)
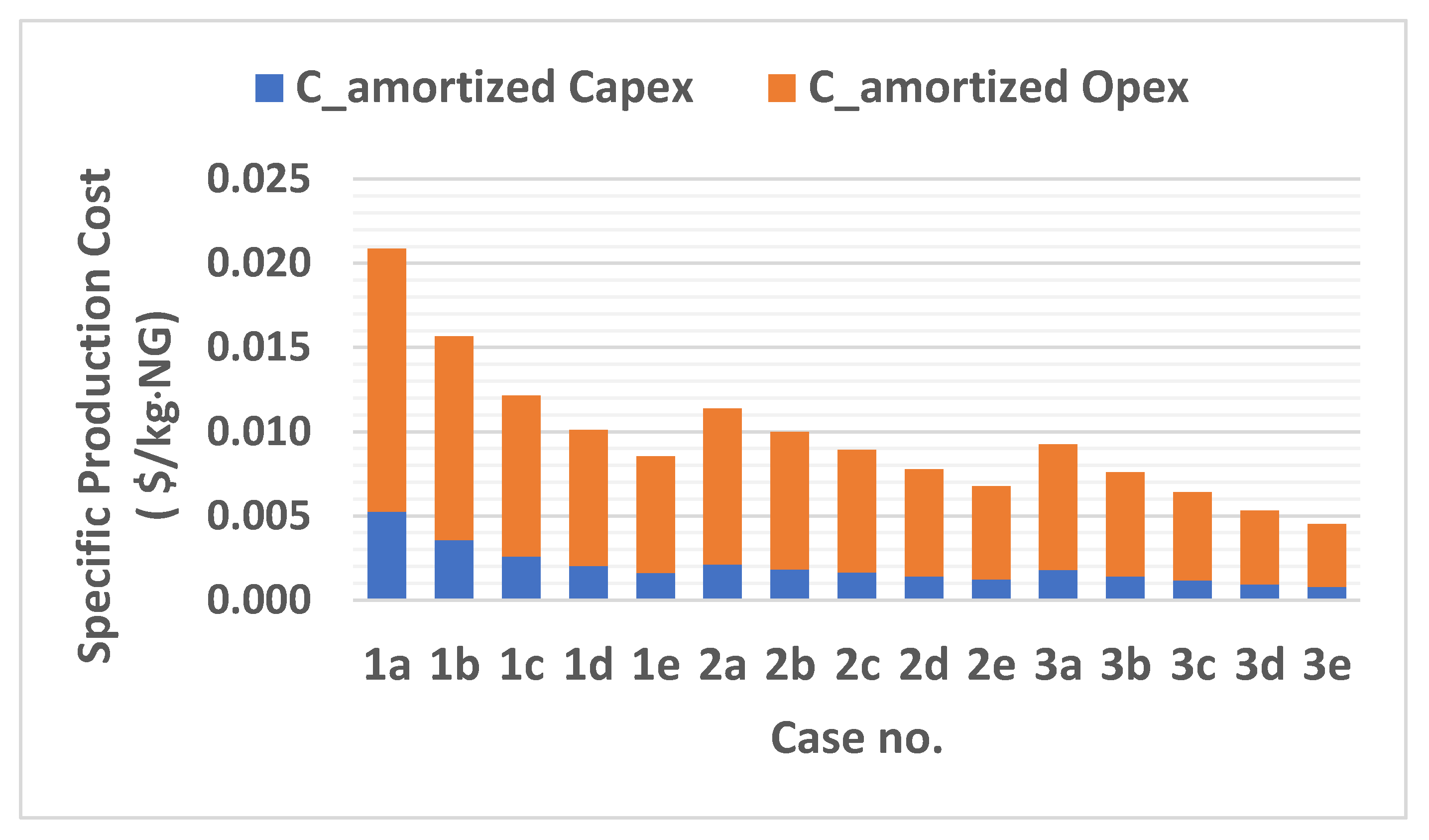
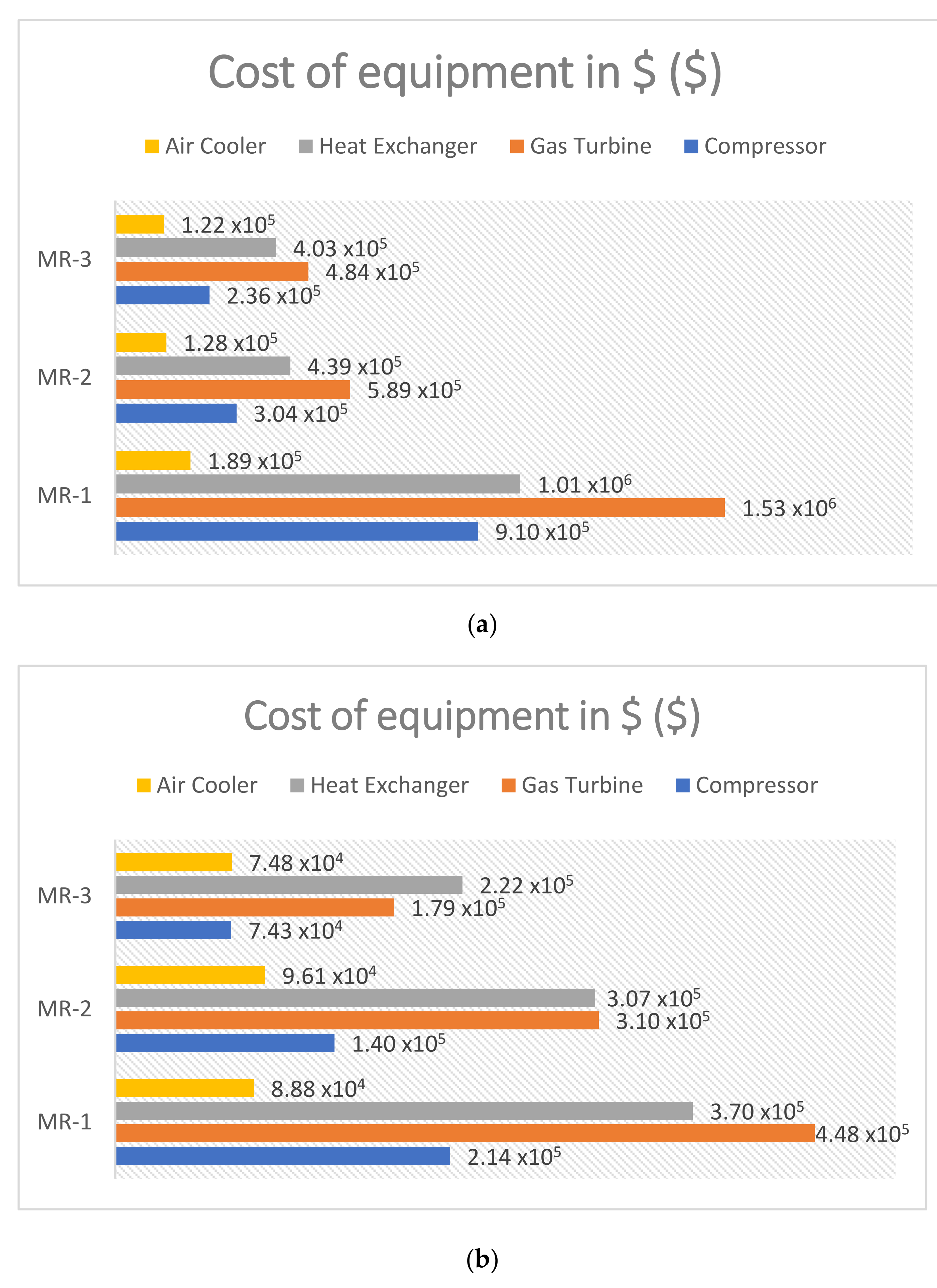
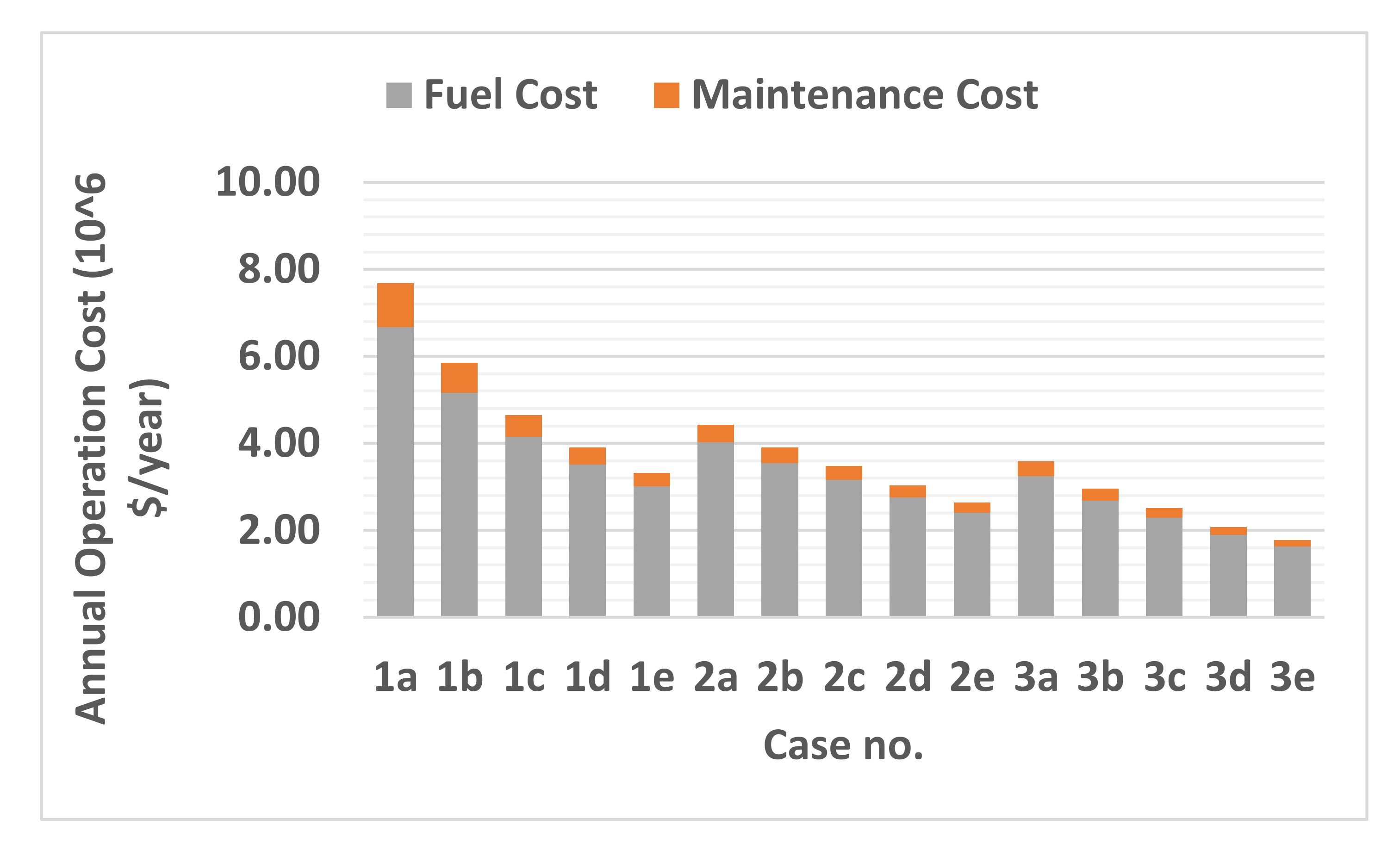
- Economic analyses indicate increasing ammonia’s molar concentration in the mixed refrigerant causes lower capital and operational costs due to lower energy consumption. This resulted in specific production costs production costs to decrease by 59.8%, 40.1%, 51%, respectively, when MR-1, MR-2 and MR-3 were employed for the natural gas pre-cooling cycle. It is clear from the results that higher concentrations of ammonia resulted in lower mass flow rates of mixed refrigerants which consequently reduce the capital cost of heat exchangers due to smaller UA value and smaller size compressors. MR-1, among three major blends, had the highest cost savings on total capital cost of major equipment by $0.696 MM, $1.08 MM and $0.646 MM for the compressor, gas turbine and heat exchanger respectively. Overall, MR-1 benefited economically the most among the three major blends by saving $2.52 MM in capital cost and $3.67 MM in annual operation cost.
- (3)
- Environmental analyses revealed that reducing methane concentration in the mixed refrigerant by 10% and replacing it with ammonia can reduce the global warming potential index up to 24.3%. Plus, this reduces the annual leakage of mixed refrigerant through compressor seals up to 8.8 × 103 equivalent tonne-CO2. In addition to the environmental benefits of adding ammonia to the mixed refrigerant, lower leakage rates also lead to lowering operational costs from purchasing additional make-up refrigerants. However, this comes with the disadvantage of ammonia being a toxic compound. Depending on the concentration of this ammonia in parts in million, it could have low to high toxicity level on humans and animals.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| Roman Letters | |
| A | Surface area (m2) |
| C | Cost ($) |
| COP | Coefficient of performance |
| El | exergy loss, (kW) |
| rate of exergy loss, (kW/kg·NG) | |
| ef | flow exergy, (kJ/kg·s) |
| F | Mass fraction (kg.MR/kg·NG) |
| GWPI | Global warming potential index |
| h | enthalpy, (kJ/kg) |
| dead-state enthalpy, (kJ Kg) | |
| liquid natural gas | |
| LR | Leak rate |
| mass flow rate, (kg/s) | |
| million dollars | |
| mixed refrigerant | |
| minimum temperature approach, (°C) | |
| n | Plant life in years |
| natural gas | |
| PEC | Purchase equipment cost, ($) |
| r | Discount rate |
| s | entropy, (kJ/kg·K) |
| dead-state entropy, (kJ/kg·K) | |
| SPC | Specific production cost ($/kg) |
| T | temperature, (°C) |
| t | operation hours in a year |
| dead-state temperature, (K) | |
| boundary temperature, (K) | |
| U0 | Overall heat transfer coefficient (kW/m2·°C) |
| Y | Capacity (kg/year) |
| Greek Letters | |
| ΔTLM | Log Mean Temperature Difference (°C) |
| Exergy efficiency | |
| Gas turbine efficiency | |
| Subscripts and Superscripts | |
| AMU | Annual refrigerant make-up |
| cv | control volume |
| f | Flow |
| FC | Fuel cost ($) |
| Gen | generation |
| HP | high pressure |
| i | inlet |
| cf | Cost factor |
| j | boundary |
| l | loss |
| LP | low pressure |
| MR | Mixed refrigerant |
| o | outlet |
| OMC | operation and maintenance cost |
| Opex | Operation |
| refrig | refrigerant |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case no. | T1 | P1 | T2 | P2 | T3 | P3 | T4 | P4 | T5 | P5 | T6 | P6 | |
| MR-1 | 1a | 18 | 1.015 | 73.0 | 4 | 20 | 4 | 92.4 | 15 | 20 | 15 | 81.72 | 40 |
| 1e | 18 | 1.015 | 70.9 | 4 | 20 | 4 | 89.8 | 15 | 20 | 15 | 43.95 | 33 | |
| MR-2 | 2a | 18 | 1.015 | 71.7 | 4 | 20 | 4 | 90.4 | 14.9 | 20 | 14.9 | 20 | 14.9 |
| 2e | 18 | 1.015 | 68.2 | 4 | 20 | 4 | 86.7 | 15 | 20 | 15 | 20 | 15 | |
| MR-3 | 3a | 18 | 1.015 | 78.1 | 5 | 20 | 5 | 66.9 | 13 | 20 | 13 | 20 | 13 |
| 3e | 18 | 1.015 | 57.9 | 3.4 | 20 | 3.4 | 79.5 | 13 | 20 | 13 | 20 | 13 | |
| Case no. | T7 | P7 | T8 | P8 | T9 | P9 | T10 | P10 | T11 | P11 | T12 | P12 | |
| MR-1 | 1a | 20 | 40 | −28.38 | 3 | 0 | 3 | −2.25 | 1.1 | − | − | − | − |
| 1e | 20 | 33 | −28.47 | 3 | 0 | 3 | −2.74 | 1.1 | − | − | − | − | |
| MR-2 | 2a | 77.1 | 30 | 20 | 30 | 70.44 | 60 | 20 | 60 | −28.64 | 5 | 0 | 4.9 |
| 2e | 77.6 | 30 | 20 | 30 | 73.341 | 62 | 20 | 62 | −26.12 | 5 | 0 | 4.9 | |
| MR-3 | 3a | 77.2 | 30 | 20 | 30 | 70.44 | 60 | 20 | 60 | −28.64 | 5 | 0 | 4.9 |
| 3e | 77.7 | 30 | 20 | 30 | 73.34 | 62 | 20 | 62 | −26.2 | 5 | 0 | 4.9 | |
| Case no. | T13 | P13 | T14 | P14 | T15 | P15 | T16 | P16 | T17 | P17 | T18 | P18 | |
| MR-1 | 1a | − | − | − | − | − | − | − | − | − | − | − | − |
| 1e | − | − | − | − | − | − | − | − | − | − | − | − | |
| MR-2 | 2a | −3.47 | 1.1 | 18 | 1.01 | 20 | 14.9 | −25.59 | 70.45 | 5 | 2.19 | 2.57 | 1.1 |
| 2e | −3.37 | 1.1 | 18 | 1.01 | 20 | 15 | −27.13 | 2.2 | 5 | 2.19 | 2.50 | 1.1 | |
| MR-3 | 3a | −3.47 | 1.1 | 18 | 1.01 | 20 | 13 | −12.45 | 2.2 | 0 | 2.19 | −8.19 | 1.1 |
| 3e | −3.38 | 1.1 | 18 | 1.01 | 20 | 13 | −12.7 | 2.2 | 0 | 2.19 | −8.25 | 1.1 | |
| Case no. | T19 | P19 | |||||||||||
| MR-1 | 1a | − | − | ||||||||||
| 1e | − | − | |||||||||||
| MR-2 | 2a | 18 | 1.01 | ||||||||||
| 2e | 18 | 1.01 | |||||||||||
| MR-3 | 3a | 18 | 1.01 | ||||||||||
| 3e | 18 | 1.01 |
References
- Boretti, A. Numerical Analysis of High-Pressure Direct Injection Dual-Fuel Diesel-Liquefied Natural Gas (LNG) Engines. Processes 2020, 8, 261. [Google Scholar] [CrossRef] [Green Version]
- Economides, M.J.; Wood, D. The state of natural gas. J. Nat. Gas Sci. Eng. 2009, 1, 1–13. [Google Scholar] [CrossRef]
- Cho, H.J.; Yeo, Y.-K.; Kim, J.-K. Optimal Design of Natural Gas Liquefaction Processes. Korean Chem. Eng. Res. 2013, 51, 25–34. [Google Scholar] [CrossRef] [Green Version]
- Castillo, L.; Dahouk, M.M.; Di Scipio, S.; Dorao, C. Conceptual analysis of the precooling stage for LNG processes. Energy Convers. Manag. 2013, 66, 41–47. [Google Scholar] [CrossRef]
- Precooling Strategies for Efficient Natural Gas Liquefaction. Available online: http://gasprocessingnews.com/features/201710/precooling-strategies-for-efficient-natural-gas-liquefaction.aspx (accessed on 18 July 2021).
- Wang, Z.; Han, F.; Ji, Y.; Li, W. Combined Analysis of Parameter Sensitivity and Exergy for Natural Gas Liquefaction in Cryogenic Fuel Production Process. Processes 2020, 8, 561. [Google Scholar] [CrossRef]
- Vikse, M.; Watson, H.A.J.; Gundersen, T.; Barton, P.I. Simulation of Dual Mixed Refrigerant Natural Gas Liquefaction Processes Using a Nonsmooth Framework. Processes 2018, 6, 193. [Google Scholar] [CrossRef] [Green Version]
- Castillo, L.; Dorao, C. On the conceptual design of pre-cooling stage of LNG plants using propane or an ethane/propane mixture. Energy Convers. Manag. 2013, 65, 140–146. [Google Scholar] [CrossRef]
- Castillo, L.; Dorao, C. Influence of the plot area in an economical analysis for selecting small scale LNG technologies for remote gas production. J. Nat. Gas Sci. Eng. 2010, 2, 302–309. [Google Scholar] [CrossRef]
- Mortazavi, A.; Somers, C.; Hwang, Y.; Radermacher, R.; Rodgers, P.; Al-Hashimi, S. Performance enhancement of propane pre-cooled mixed refrigerant LNG plant. Appl. Energy 2012, 93, 125–131. [Google Scholar] [CrossRef]
- Kalinowski, P.; Hwang, Y.; Radermacher, R.; Al Hashimi, S.; Rodgers, P. Application of waste heat powered absorption re-frigeration system to the LNG recovery process. Int. J. Refrig. 2009, 32, 687–694. [Google Scholar] [CrossRef]
- Sanavandi, H.; Ziabasharhagh, M. Design and comprehensive optimization of C3MR liquefaction natural gas cycle by con-sidering operational constraints. J. Nat. Gas. Sci. Eng. 2016, 29, 176–187. [Google Scholar] [CrossRef]
- Katebah, M.A.; Hussein, M.M.; Shazed, A.; Bouabidi, Z.; Al-Musleh, E.I. Rigorous simulation, energy and environmental analysis of an actual baseload LNG supply chain. Comput. Chem. Eng. 2020, 141, 106993. [Google Scholar] [CrossRef]
- Lee, I.; Moon, I. Total Cost Optimization of a Single Mixed Refrigerant Process Based on Equipment Cost and Life Expectancy. Ind. Eng. Chem. 2016, 55, 10336–10343. [Google Scholar] [CrossRef]
- Primabudi, E.; Morosuk, T.; Tsatsaronis, G. Multi-objective optimization of propane pre-cooled mixed refrigerant (C3MR) LNG process. Energy 2019, 185, 492–504. [Google Scholar] [CrossRef]
- Zhang, J.; Meerman, H.; Benders, R.; Faaij, A. Technical and economic optimization of expander-based small-scale natural gas liquefaction processes with absorption precooling cycle. Energy 2020, 191, 116592. [Google Scholar] [CrossRef]
- Yilmaz, B.; Mancuhan, E.; Erdonmez, N. A Parametric Study on a Subcritical CO2/NH3 Cascade Refrigeration System for Low Temperature Applications. J. Energy Resour. Technol. 2018, 140, 092004. [Google Scholar] [CrossRef]
- Zhu, J.L.; Li, Y.X.; Wang, W.C. Offshore adaptability of the dual nitrogen expander process with CO2 pre-cooling. Nat. Gas. Ind. 2012, 32, 89–95. [Google Scholar]
- Ip, A.Y.K. Ammonia production, excretion, toxicity, and defense in fish: A review. Front. Physiol. 2010, 1, 134. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Department of Health and Human Services. Toxicological Profile for Ammonia; U.S. Department of Health and Human Services, Public Health Service, Agency for Toxic Substances and Disease Registry: Atlanta, GA, USA, 1990.
- Understanding Global Warming Potentials/US EPA, 2020, US EPA. Available online: https://www.epa.gov (accessed on 17 October 2020).
- Kamath, R.S.; Biegler, L.T.; Grossmann, I.E. Modeling multistream heat exchangers with and without phase changes for sim-ultaneous optimization and heat integration. AIChE J. 2011, 58, 190–204. [Google Scholar] [CrossRef]
- Alizadeh, S.M.; Ghazanfari, A.; Aliehyaei, M.; Ahmadi, A.; Jamali, D.H.; Nedaei, N.; Davarpanah, A. Investigation the Integration of Heliostat Solar Receiver to Gas and Combined Cycles by Energy, Exergy, and Economic Point of Views. Appl. Sci. 2020, 10, 5307. [Google Scholar] [CrossRef]
- Ehyaei, M.; Baloochzadeh, S.; Ahmadi, A.; Abanades, S. Energy, exergy, economic, exergoenvironmental, and environmental analyses of a multigeneration system to produce electricity, cooling, potable water, hydrogen and sodium-hypochlorite. Desalination 2021, 501, 114902. [Google Scholar] [CrossRef]
- Mokhatab, S.; Poe, W.; Mak, J. Handbook of Natural Gas. Transmission and Processing; Gulf Professional Publishing: Waltham, MA, USA, 2012. [Google Scholar]
- Watson, H.A.J.; Khan, K.; Barton, P.I. Multistream heat exchanger modeling and design. AIChE J. 2015, 61, 3390–3403. [Google Scholar] [CrossRef]
- Mokhatab, S. An optimum lineup for sour gas processing. Chapter 3 Basic Concepts of Natural Gas Processing. Petrol. Technol. Quart. 2010, 135. [Google Scholar]
- Ancona, M.; Bianchi, M.; Branchini, L.; De Pascale, A.; Melino, F. Performance Increase of a Small-scale Liquefied Natural Gas Production Process by Means of Turbo-expander. Energy Procedia 2017, 105, 4859–4865. [Google Scholar] [CrossRef]
- Brodyanskii, V.M.; Grezin, A.K.; Yagodin, V.M.; Nikol’Skii, V.A.; Tashchina, A.G. Efficient throttling cryogenic refrigerators which operate on mixtures. Chem. Pet. Eng. 1971, 7, 1057–1061. [Google Scholar] [CrossRef]
- Ghorbani, B.; Shirmohammadi, R.; Mehrpooya, M. A novel energy efficient LNG/NGL recovery process using absorption and mixed refrigerant refrigeration cycles—Economic and exergy analyses. Appl. Therm. Eng. 2018, 132, 283–295. [Google Scholar] [CrossRef]
- Jayakody, H.; Al-Dadah, R.; Mahmoud, S. Cryogenic Energy for Indirect Freeze Desalination—Numerical and Experimental Investigation. Processes 2019, 8, 19. [Google Scholar] [CrossRef] [Green Version]
- Mehrpooya, M.; Sharifzadeh, M.M.M.; Zonouz, M.J.; Rosen, M.A. Cost and economic potential analysis of a cascading power cycle with liquefied natural gas regasification. Energy Convers. Manag. 2018, 156, 68–83. [Google Scholar] [CrossRef]
- Wang, M.; Khalilpour, R.; Abbas, A. Thermodynamic and economic optimization of LNG mixed refrigerant processes. Energy Convers. Manag. 2014, 88, 947–961. [Google Scholar] [CrossRef]
- Remeljej, C.; Hoadley, A. An exergy analysis of small-scale liquefied natural gas (LNG) liquefaction processes. Energy 2006, 31, 2005–2019. [Google Scholar] [CrossRef]
- He, T.; Ju, Y. Design and Optimization of a Novel Mixed Refrigerant Cycle Integrated with NGL Recovery Process for Small-Scale LNG Plant. Ind. Eng. Chem. Res. 2014, 53, 5545–5553. [Google Scholar] [CrossRef]
- Khan, N.B.N.; Barifcani, A.; Tade, M.; Pareek, V. A case study: Application of energy and exergy analysis for enhancing the process efficiency of a three stage propane pre-cooling cycle of the cascade LNG process. J. Nat. Gas. Sci. Eng. 2016, 29, 125–133. [Google Scholar] [CrossRef] [Green Version]
- Lee, G.C. Optimal Design and Analysis of Refrigeration Systems for Low Temperature Processes. Ph.D. Thesis, School of Chemical Engineering and Analytical Science, The University of Manchester, Manchester, UK, 2001. [Google Scholar]
- Demirel, Y. Using the second law of thermodynamics. In Nonequilibrium Thermodynamics; Elsevier: Amsterdam, The Netherlands, 2002. [Google Scholar]
- Venkatarathnam, G.; Murthy, S.S. Effect of mixture composition on the formation of pinch points in condensers and evaporators for zeotropic refrigerant mixtures. Int. J. Refrig. 1999, 22, 205–215. [Google Scholar] [CrossRef]
- Raj, R.; Suman, R.; Ghandehariun, S.; Kumar, A.; Tiwari, M.K. A techno-economic assessment of the liquefied natural gas (LNG) production facilities in Western Canada. Sustain. Energy Technol. Assessments 2016, 18, 140–152. [Google Scholar] [CrossRef]
- Turton, R.; Shaeiwitz, J.; Bhattacharyya, D.; Whithing, W. Analysis, Synthesis and Design of Chemical Processes; Pearson Education Inc.: Upper Saddle River, NJ, USA, 2018. [Google Scholar]
- He, T.; Liu, Z.; Ju, Y.; Parvez, A. A comprehensive optimization and comparison of modified single mixed refrigerant and parallel nitrogen expansion liquefaction process for small-scale mobile LNG plant. Energy 2019, 167, 1–12. [Google Scholar] [CrossRef]
- Bhattacharyya, S.C. Energy Economics; Springer: London, UK, 2011. [Google Scholar]
- International Gas Union. Natural Gas Conversion Pocketbook. 2012. Available online: http://members.igu.org/old/IGU%20Events/wgc/wgc-2012/wgc-2012-proceedings/publications/igu-publications (accessed on 19 April 2021).
- Linde. Refrigerants Environmental Data. Ozone Depletion and Global Warming Potential. Available online: https://www.linde-gas.com/ (accessed on 19 April 2021).
- Qin, Y.; Li, N.; Zhang, H.; Liu, B. Energy and exergy performance evaluation of a three-stage auto-cascade refrigeration system using low-GWP alternative refrigerants. Int. J. Refrig. 2021, 126, 66–75. [Google Scholar] [CrossRef]
- Climate and Clean Air Coalition (CCAC); Technical Guidance Document Number 4: Reciprocating Compressors Rod Seal/Packing Vents; CCAC: Paris, France, 2017.
- Society, A.P. Energy units. Am. Phys. Soc. 2016. Available online: https://www.aps.org/policy/reports/popa-reports/energy/units.cfm (accessed on 19 April 2021).
- REFPROP, version 10.0; Reference Fluid Thermodynamic and Transport Properties; NIST: Gaithersburg, MD, USA, 2018.
- Aspen HYSYS v12, version 12; Aspen Technology Inc.: Bedford, MA, USA, 2020.
- Helgestad, D.E. Modelling and Optimization of the C3MR Process for Liquefaction of Natural Gas. Specialization Project, TKP 4550 Process Systems Engineering; Norges Teknisk Naturviten Skapelige University (NTNU): Stavanger, Norway, 2009. [Google Scholar]
- Wang, M.; Khalilpour, R.; Abbas, A. Operation optimization of propane precooled mixed refrigerant processes. J. Nat. Gas. Sci. Eng. 2013, 15, 93–105. [Google Scholar] [CrossRef]
- Cao, W.-S.; Lu, X.-S.; Lin, W.; Gu, A.-Z. Parameter comparison of two small-scale natural gas liquefaction processes in skid-mounted packages. Appl. Therm. Eng. 2006, 26, 898–904. [Google Scholar] [CrossRef]
- Khan, M.S.; Lee, M. Design optimization of single mixed refrigerant natural gas liquefaction process using the particle swarm paradigm with nonlinear constraints. Energy 2013, 49, 146–155. [Google Scholar] [CrossRef]
- Qyyum, M.A.; Ahmed, F.; Nawaz, A.; He, T.; Lee, M. Teaching-learning self-study approach for optimal retrofitting of dual mixed refrigerant LNG process: Energy and exergy perspective. Appl. Energy 2021, 298, 117187. [Google Scholar] [CrossRef]
- Lee, S.; Lim, D.; Park, K. Optimization and Economic Analysis for Small-Scale Movable LNG Liquefaction Process with Leakage Considerations. Appl. Sci. 2020, 10, 5391. [Google Scholar] [CrossRef]







| Refrigerant | GWPI |
|---|---|
| Methane | 28 |
| Ethane | 6 |
| Propane | 4 |
| Butane | 5 |
| Pentane | 11 |
| Ammonia | 0 |
| NG Molar Composition, % | Value |
|---|---|
| Methane (C1) | 90 |
| Ethane (C2) | 8 |
| Propane (C3) | 1 |
| Butane (C4) | 0.3 |
| Pentane (C5) | 0.2 |
| Nitrogen (N2) | 0.5 |
| NG Feed Pressure (bar) | 50 |
| NG Discharge Pressure (bar) | 49.5 |
| NG Feed Temperature (°C) | 20 |
| Case No. | Ammonia NH3 | Methane (C1) | Ethane (C2) | Propane (C3) | Butane (C4) | Pentane (C5) | |
|---|---|---|---|---|---|---|---|
| MR-1 | 1a (Base Case) | 20 | 30 | 25 | 25 | 0 | 0 |
| 1b | 22.5 | 27.5 | 22.5 | 27.5 | 0 | 0 | |
| 1c | 25 | 25 | 20 | 30 | 0 | 0 | |
| 1d | 27.5 | 22.5 | 17.5 | 32.5 | 0 | 0 | |
| 1e | 30 | 20 | 15 | 35 | 0 | 0 | |
| MR-2 | 2a (Base Case) | 20 | 30 | 25 | 20 | 5 | 0 |
| 2b | 22.5 | 27.5 | 22.5 | 21 | 6.5 | 0 | |
| 2c | 25 | 25 | 20 | 22 | 8 | 0 | |
| 2d | 27.5 | 22.5 | 17.5 | 23 | 9.5 | 0 | |
| 2e | 30 | 20 | 15 | 24 | 11 | 30 | |
| MR-3 | 3a (Base Case) | 20 | 30 | 25 | 10 | 8 | 7 |
| 3b | 22.5 | 27.5 | 22.5 | 11 | 9 | 7.5 | |
| 3c | 25 | 25 | 20 | 12 | 10 | 8 | |
| 3d | 27.5 | 22.5 | 17.5 | 13 | 11 | 8.5 | |
| 3e | 30 | 20 | 15 | 14 | 12 | 9 |
| Component | Energy | Exergy |
|---|---|---|
| Compressor | ||
| Heat Exchanger | ||
| JT Valve | ||
| Air Cooler |
| Equipment Type | Equipment Description | K1 | K2 | K3 |
|---|---|---|---|---|
| Compressor | Centrifugal | 2.2897 | 1.3604 | −0.1027 |
| Turbine | Axial gas turbine | 2.7051 | 1.4398 | −0.1776 |
| Heat exchanger | Flat plate | 4.6656 | −0.1557 | 0.1547 |
| Heat exchanger | Air cooler | 4.0336 | 0.2341 | 0.0497 |
| Case No. | Mass Fraction kg·MR/kg·NG | Specific Energy Consumption (kJ/kg) | Coefficient of Performance (COP) | |
|---|---|---|---|---|
| MR-1 | 1a MR-1 Base Case | 0.763 | 232.6 | 0.63 |
| 1b | 0.602 | 180.1 | 0.80 | |
| 1c | 0.493 | 144.7 | 0.97 | |
| 1d | 0.425 | 122.4 | 1.14 | |
| 1e | 0.371 | 104.9 | 1.30 | |
| MR-2 | 2a MR-2 Base Case | 0.401 | 140.3 | 1.06 |
| 2b | 0.371 | 123.7 | 1.17 | |
| 2c | 0.35 | 110.3 | 1.28 | |
| 2d | 0.324 | 96.1 | 1.41 | |
| 2e | 0.301 | 83.8 | 1.56 | |
| MR-3 | 3a MR-3 Base Case | 0.381 | 113.0 | 1.09 |
| 3b | 0.329 | 93.6 | 1.22 | |
| 3c | 0.294 | 79.6 | 1.38 | |
| 3d | 0.259 | 66.2 | 1.57 | |
| 3e | 0.234 | 56.6 | 1.72 |
| Case No. | Compressor (kJ/kg) | Heat Exchanger (kJ/kg) | JT Valve (kJ/kg) | Air Cooler (kJ/kg) | |
|---|---|---|---|---|---|
| MR-1 | |||||
| 1a | 29.9 | 11.9 | 112.0 | 28.9 | |
| 1b | 23.2 | 12.4 | 76.6 | 23.2 | |
| 1c | 18.6 | 12.4 | 53.6 | 19.6 | |
| 1d | 15.8 | 11.9 | 38.0 | 17.7 | |
| 1e | 13.5 | 11.4 | 26.6 | 16.3 | |
| MR-2 | 2a | 18.0 | 9.6 | 40.7 | 23.5 |
| 2b | 15.9 | 8.5 | 34.6 | 20.8 | |
| 2c | 14.2 | 7.6 | 30.1 | 18.2 | |
| 2d | 12.4 | 7.0 | 25.6 | 15.6 | |
| 2e | 10.8 | 6.6 | 21.7 | 13.4 | |
| MR-3 | 3a | 14.6 | 6.3 | 38.7 | 16.3 |
| 3b | 12.0 | 5.8 | 29.6 | 14.7 | |
| 3c | 10.2 | 5.1 | 23.4 | 13.3 | |
| 3d | 8.5 | 4.7 | 18.1 | 11.4 | |
| 3e | 7.3 | 4.5 | 14.3 | 10.5 |
| Helgestad (2009) | Wang et al. (2013) | Cao et al. (2006) | Khan and Lee (2013) | Qyyum et al. (2020) | MR-1 Case 1a–1e | MR-2 Case 2a–2e | MR-3 Case 3a–3e | |
|---|---|---|---|---|---|---|---|---|
| Process | C3MR | C3MR | SMR | SMR | DMR | SMR | SMR | SMR |
| NG Specs | ||||||||
| Inlet pressure (bar) | 40 | 50 | 50 | 50 | 55 | 50 | 50 | 50 |
| Inlet Temeprature (°C) | 25 | 25 | 32 | 32 | 25 | 18 | 18 | 18 |
| Methane (mol %) | 89.7 | 90.97 | 82.0 | 91.4 | 87.2 | 90 | 90 | 90 |
| Pre-cooling Temperature (°C) | −35.8 | −20.4 | − | − | −25.5 | −28.5 | −27.1 | −26.2 |
| Overall Cycle | ||||||||
| Specific Energy Consimption(SEC), kJ/kg | 1106 | 1046 | 1724.2 | 1370.0 | 1285.2 | − | − | − |
| Precooling SEC (KJ/kg) | − | − | − | − | − | 104–232 | 84–140 | 57–113 |
| Case No. | Compressors ($ MM) | Gas Turbines ($ MM) | Heat Exchanger ($ MM) | Air Cooler ($ MM) | Total ($ MM) | |
|---|---|---|---|---|---|---|
| MR-1 | 1a | 0.910 | 1.529 | 1.016 | 0.189 | 3.645 |
| 1b | 0.573 | 1.036 | 0.725 | 0.147 | 2.481 | |
| 1c | 0.385 | 0.739 | 0.549 | 0.119 | 1.792 | |
| 1d | 0.284 | 0.571 | 0.446 | 0.102 | 1.403 | |
| 1e | 0.214 | 0.448 | 0.370 | 0.089 | 1.121 | |
| MR-2 | 2a | 0.304 | 0.589 | 0.439 | 0.128 | 1.461 |
| 2b | 0.250 | 0.502 | 0.399 | 0.119 | 1.269 | |
| 2c | 0.212 | 0.438 | 0.372 | 0.112 | 1.133 | |
| 2d | 0.172 | 0.368 | 0.337 | 0.103 | 0.981 | |
| 2e | 0.140 | 0.310 | 0.307 | 0.096 | 0.854 | |
| MR-3 | 3a | 0.236 | 0.485 | 0.403 | 0.122 | 1.246 |
| 3b | 0.171 | 0.367 | 0.334 | 0.105 | 0.977 | |
| 3c | 0.131 | 0.291 | 0.290 | 0.094 | 0.806 | |
| 3d | 0.096 | 0.223 | 0.250 | 0.083 | 0.652 | |
| 3e | 0.074 | 0.179 | 0.222 | 0.075 | 0.550 |
| MR | Case No. | Camortized Capex ($/kg) | Camortized Opex ($/kg) | Specific Production Cost ($/kg) |
|---|---|---|---|---|
| MR-1 | 1a | 0.00526 | 0.0156 | 0.0231 |
| 1b | 0.00358 | 0.0121 | 0.0171 | |
| 1c | 0.00259 | 0.0096 | 0.0132 | |
| 1d | 0.00202 | 0.0081 | 0.0109 | |
| 1e | 0.00162 | 0.0069 | 0.0092 | |
| MR-2 | 2a | 0.00211 | 0.0093 | 0.0122 |
| 2b | 0.00183 | 0.0082 | 0.0107 | |
| 2c | 0.00164 | 0.0073 | 0.0096 | |
| 2d | 0.00142 | 0.0063 | 0.0083 | |
| 2e | 0.00123 | 0.0055 | 0.0073 | |
| MR-3 | 3a | 0.00180 | 0.0075 | 0.0100 |
| 3b | 0.00141 | 0.0062 | 0.0082 | |
| 3c | 0.00116 | 0.0053 | 0.0069 | |
| 3d | 0.00094 | 0.0044 | 0.0057 | |
| 3e | 0.00079 | 0.0037 | 0.0049 |
| Case No. | GWPI | Leak Rate (kg·MR/h) | Annual Leak Rate (Tonne/Year) | Annual Leak, Equivalent to Tonne-CO2 | Annual Cost of MR Leak ($ MM) | |
|---|---|---|---|---|---|---|
| MR−1 | 1a | 8.35 | 191 | 1,318 | 13,960 | 0.835 |
| 1b | 7.83 | 151 | 1,080 | 10,317 | 0.667 | |
| 1c | 7.31 | 123 | 931 | 7893 | 0.553 | |
| 1d | 6.81 | 106 | 812 | 6337 | 0.483 | |
| 1e | 6.32 | 93 | 878 | 5134 | 0.427 | |
| MR−2 | 2a | 8.35 | 100 | 812 | 7332 | 0.380 |
| 2b | 7.84 | 93 | 767 | 6367 | 0.342 | |
| 2c | 7.34 | 88 | 710 | 5628 | 0.314 | |
| 2d | 6.87 | 81 | 659 | 4874 | 0.283 | |
| 2e | 6.41 | 75 | 834 | 4228 | 0.256 | |
| MR−3 | 3a | 9.24 | 95 | 721 | 7710 | 0.249 |
| 3b | 8.81 | 82 | 644 | 6349 | 0.208 | |
| 3c | 8.40 | 74 | 567 | 5410 | 0.181 | |
| 3d | 8.01 | 65 | 512 | 4542 | 0.154 | |
| 3e | 7.63 | 59 | 1318 | 3910 | 0.135 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Soujoudi, R.; Manteufel, R. Thermodynamic, Economic and Environmental Analyses of Ammonia-Based Mixed Refrigerant for Liquefied Natural Gas Pre-Cooling Cycle. Processes 2021, 9, 1298. https://doi.org/10.3390/pr9081298
Soujoudi R, Manteufel R. Thermodynamic, Economic and Environmental Analyses of Ammonia-Based Mixed Refrigerant for Liquefied Natural Gas Pre-Cooling Cycle. Processes. 2021; 9(8):1298. https://doi.org/10.3390/pr9081298
Chicago/Turabian StyleSoujoudi, Ray, and Randall Manteufel. 2021. "Thermodynamic, Economic and Environmental Analyses of Ammonia-Based Mixed Refrigerant for Liquefied Natural Gas Pre-Cooling Cycle" Processes 9, no. 8: 1298. https://doi.org/10.3390/pr9081298
APA StyleSoujoudi, R., & Manteufel, R. (2021). Thermodynamic, Economic and Environmental Analyses of Ammonia-Based Mixed Refrigerant for Liquefied Natural Gas Pre-Cooling Cycle. Processes, 9(8), 1298. https://doi.org/10.3390/pr9081298