
Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System

 ,
,  ,
,  and
and 
Abstract
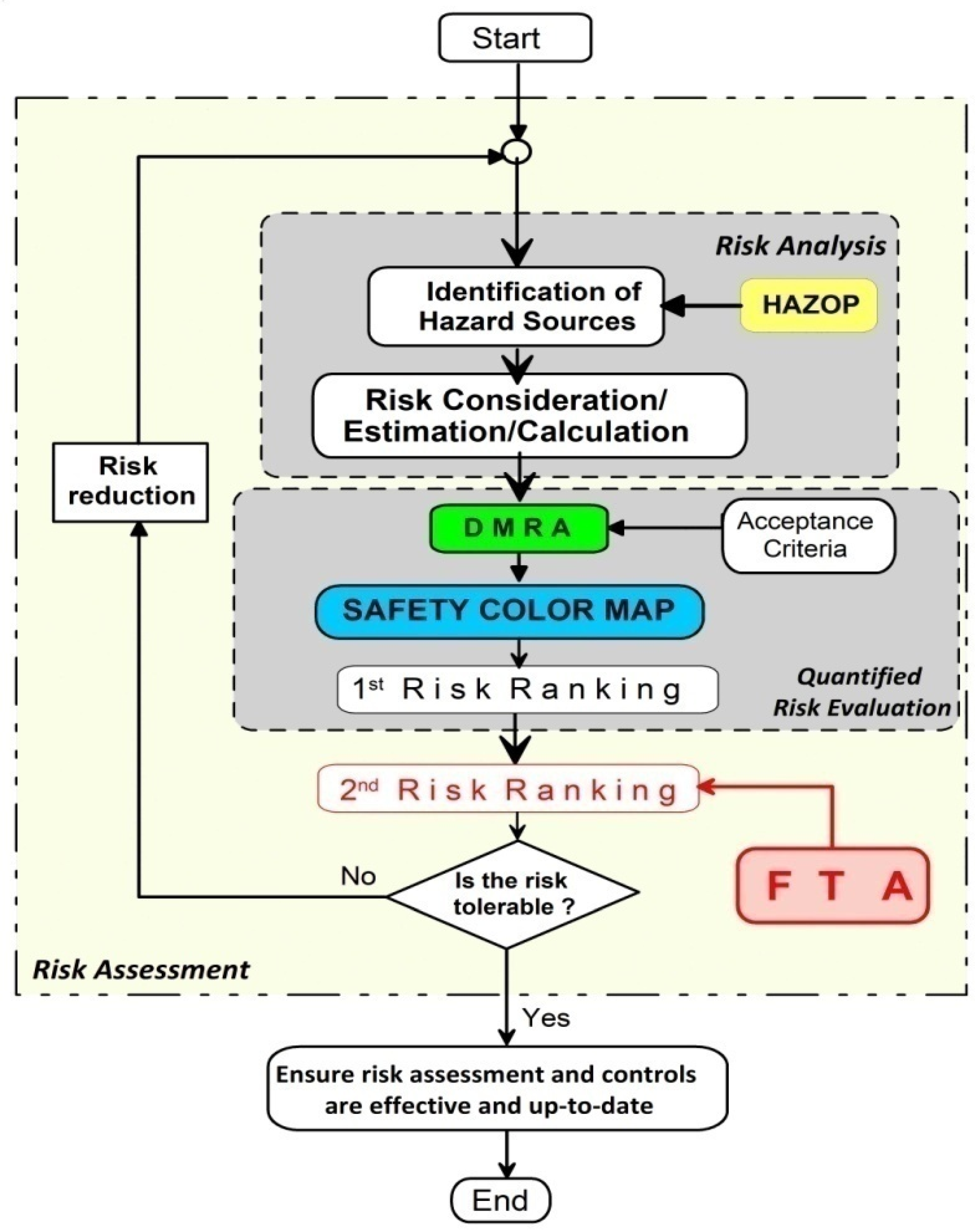
:1. Introduction
1.1. The Concept of Safety Colors (SC)
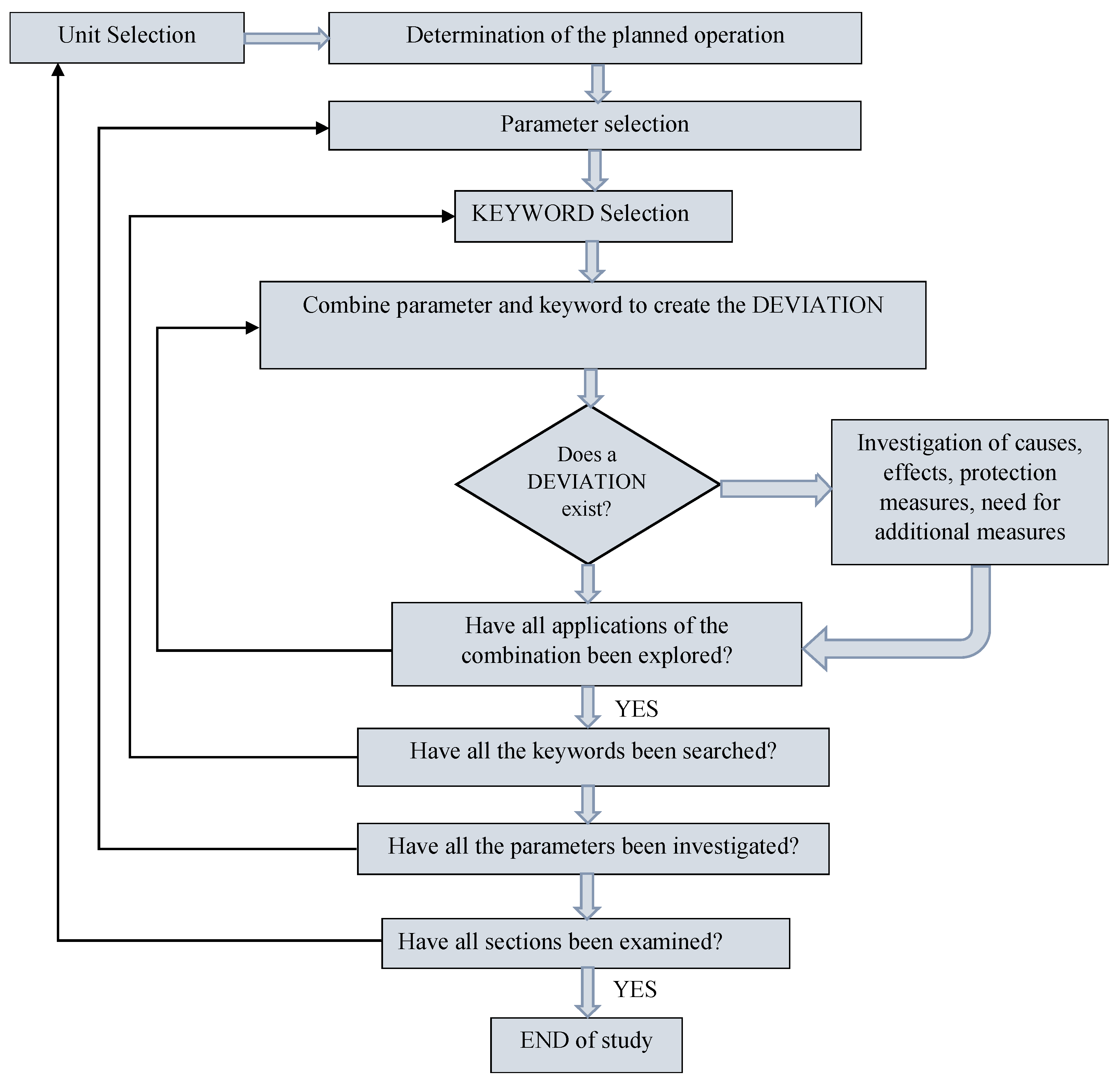
1.2. The Concept of Hazard and Operability Analysis (HAZOP)
1.3. The Concept of Decision-Matrix Risk Assessment (DMRA)
1.4. Objectives
1.5. Structure of the Article
2. Materials and Methods
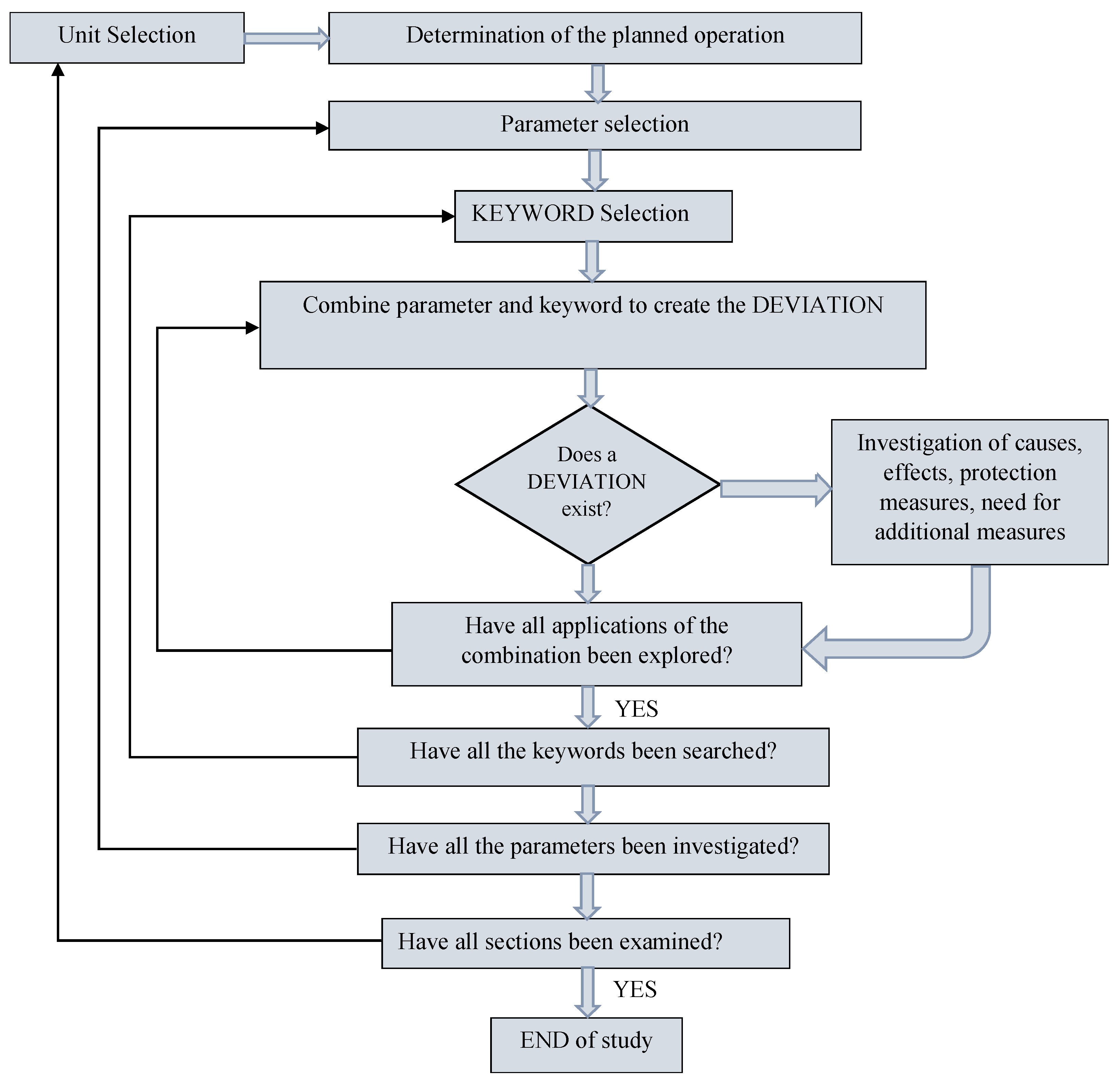
2.1. HAZOP Process
2.2. Safety Color Maps
- “Danger”: It is used when there is a direct jeopardy (critical risk or high risk) for an injury and/or death, and for alerting persons to a hazard. In these cases, OSHA uses the red color for the signs and the other safety signals.
- “Warning”: This category is used when a risk is present (of moderate level), which on the other hand is not so serious or so immediate, as when it is used. The SC associated with this type is the orange color.
- “Caution”: This class is for alerting people to a potential risk (minor or low risk level), and the color used is yellow.
- “NSR” (no special risk): This mark denotes the lack of special risk, and the color used is green.
2.3. The DMRA Process
3. A Concise Technical Presentation of the Industrial Plants
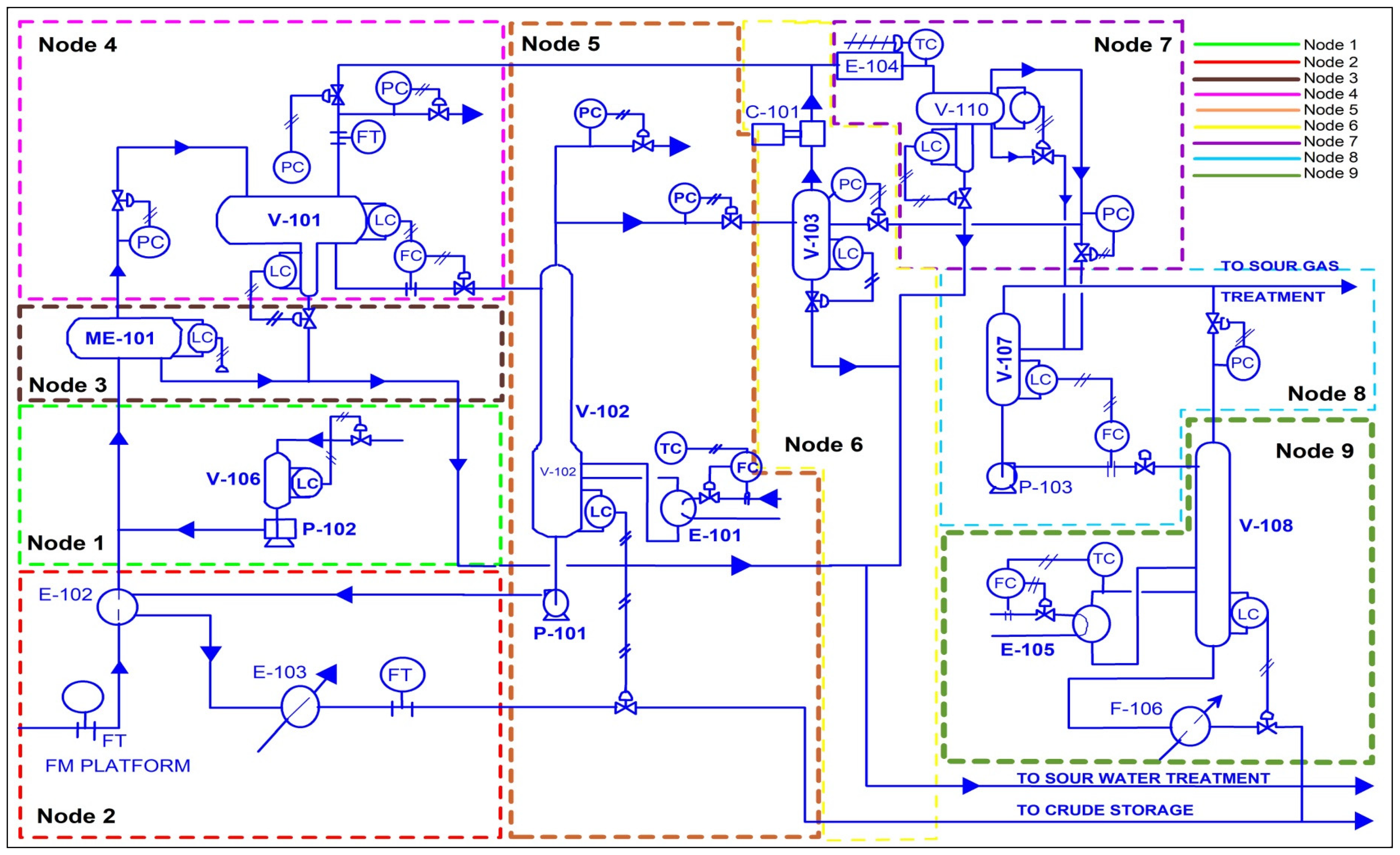
3.1. The SCOPI
- The crude-oil desalinization and stabilization.
- Gas compression.
- Natural Gas Liquids (NGL) stripping.
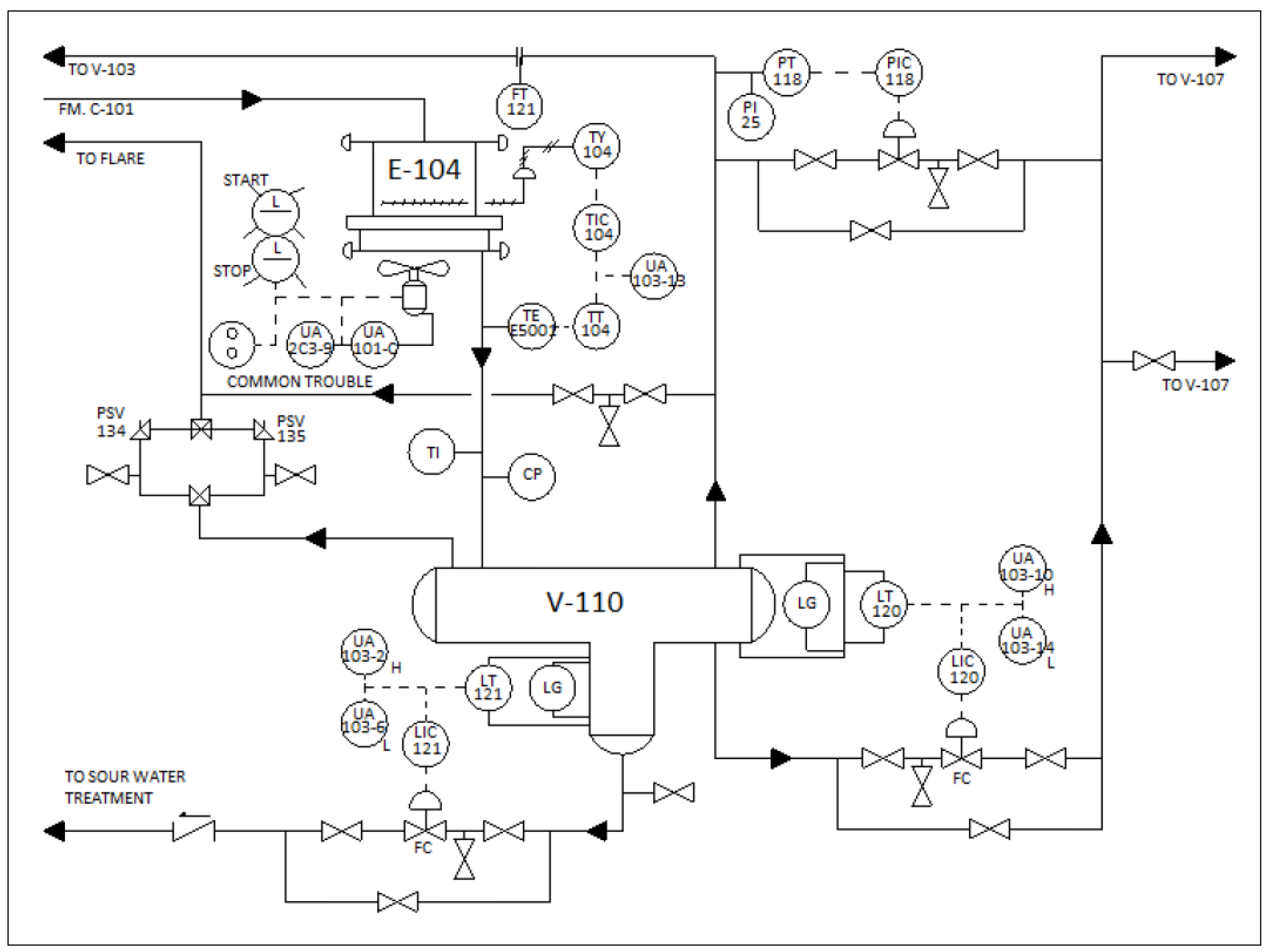
- Vessels: Such as the component of V-110, which is a 3-phase separator.
- Heat Exchangers: Such as the component of E-104, which is an air-cooled heat exchanger, that is used to cool the stream of sour gas coming from V-101 and C-101.
- Pumps and Compressors: There are three pumps and one compressor in the in-stallation, like the following:
- P-103: This component is a centrifugal pump to send the sour NGL from the bottom of V-107 to V-108 for stripping.
- C-101: This component is a 2-stage double-action reciprocating gas-compressor which is used to pressurize gas coming from the top of V-102 in order to be merged with the gas released from V-101.
- Control Valves: The facility includes three kinds of control valves, that is to say the pressure valves (PV), the flow valves (FV) and the level valves (LV), which control the respective element.
- Relief Valves: The installation includes a number of pressure-relief valves (RV) and alarm switches to ensure its safe operation, as follows:
- Tag No PSV: 134–135
- Location: V-110 gas phase
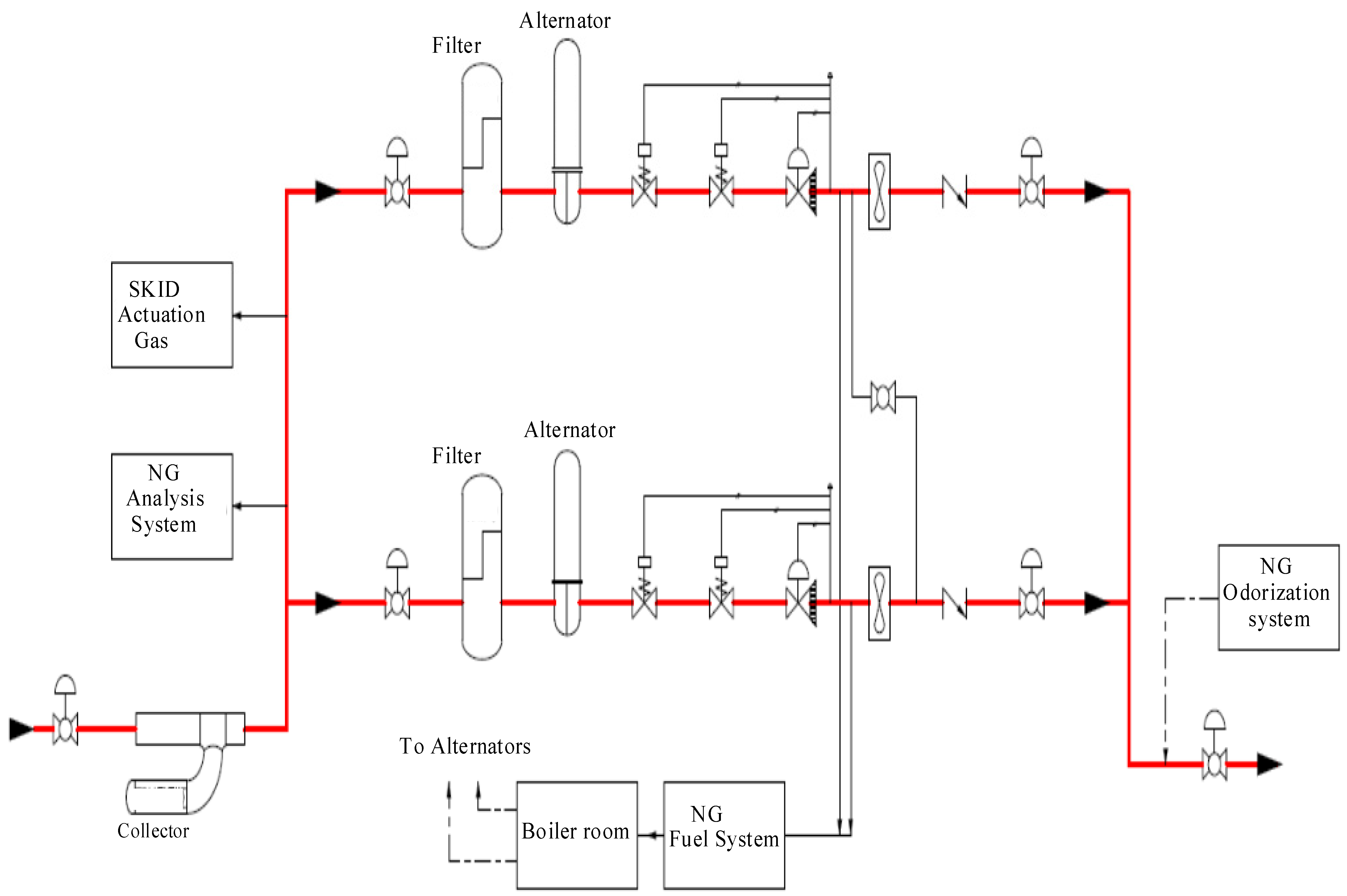
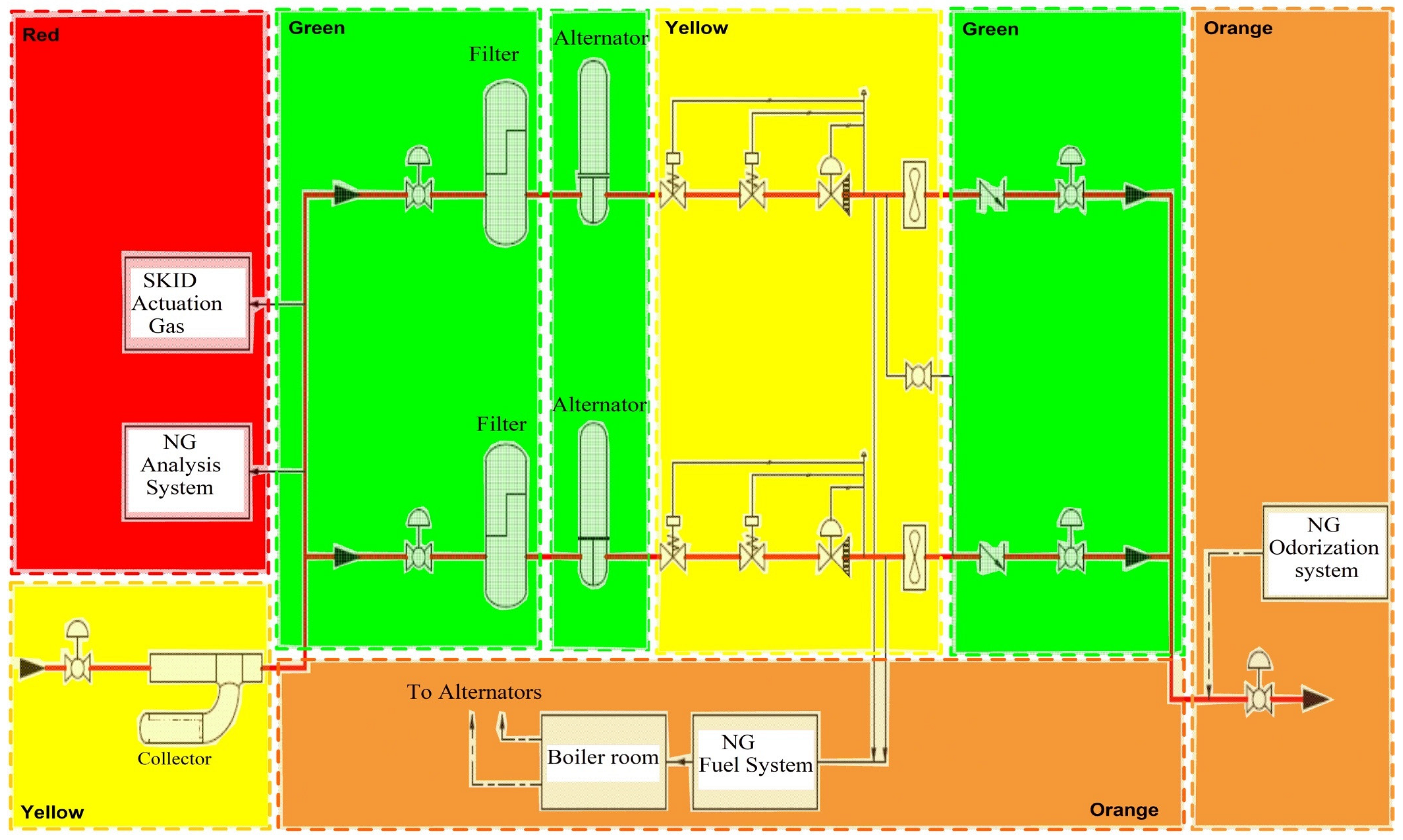
3.2. The MRS/GTS
- -
- Input/output isolation device
- -
- Liquid collector (catcher)
- -
- NG measuring/regulating lines (skids)
- -
- NG preheating hot water boilers
- -
- Fuel gas for the boilers
- -
- Actuation gas for pneumatic valves
- -
- NG odorization system
- -
- NG analysis system
- -
- MRS/GTS other equipment/basic process support systems (local control center, backup power supply systems, security and protection systems)
4. Implementation of the Methodology
4.1. First Step: Implementation of a HAZOP-DMRA Hybridization
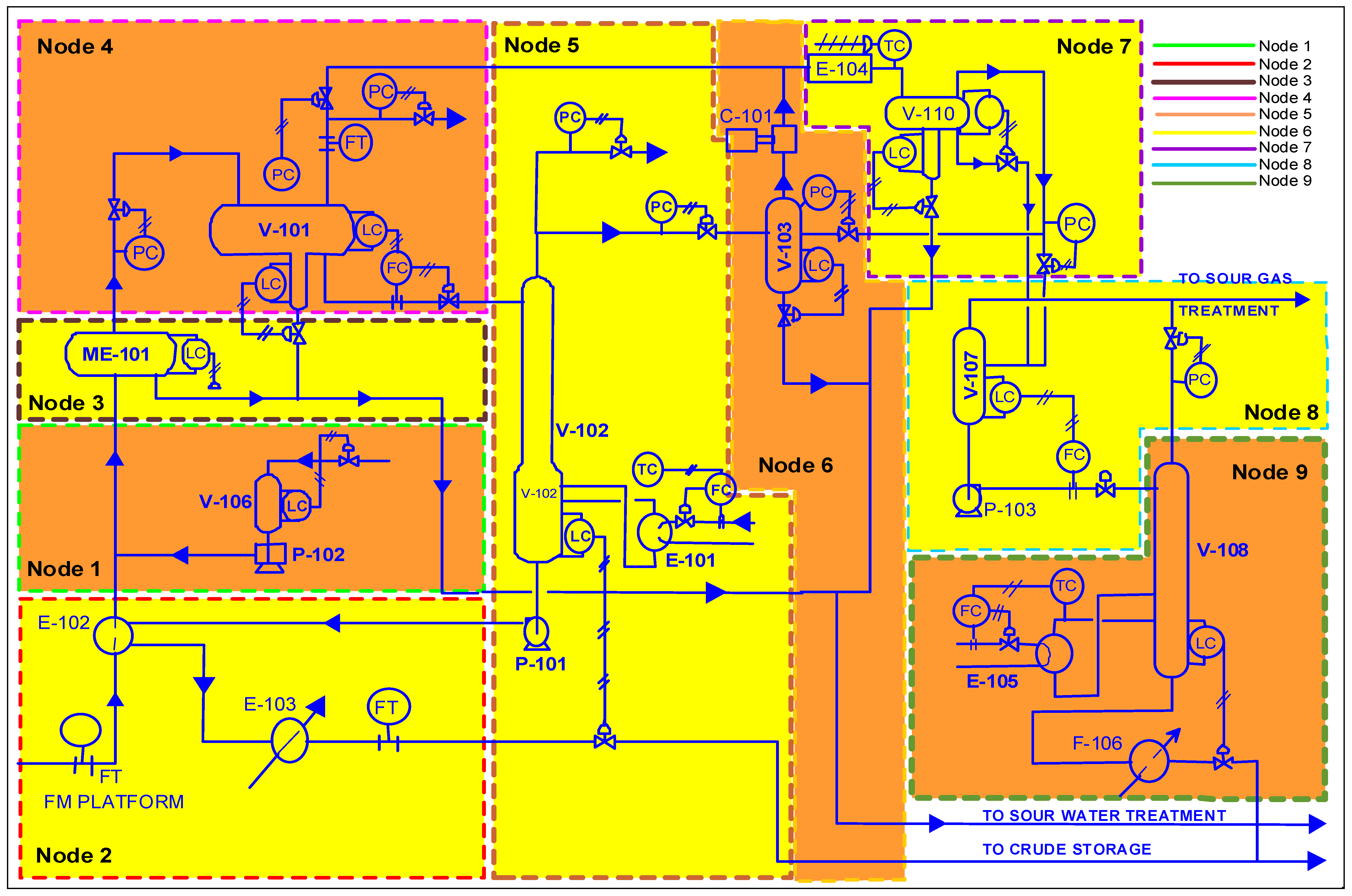
4.1.1. HAZOP-DMRA Hybridization on a SCOPI
- Node#1: System of water injection
- Node#2: Preheating and cooling exchangers
- Node#3: Desalter Vessel ME-101
- Node#4: Low-Pressure Separator
- Node#5: Column for the crude-stabilization
- Node#6: Gas-compressor
- Node#7: System for gas-compressor cooling and liquid recovery
- Node#8: Condensate-stripper column for feeding vessel and pump P-103
- Node#9: Condensate-stripper and cooling device
4.1.2. HAZOP-DMRA Hybridization on an MRS/GTS Station
- Piping and Instrumentation Diagrams
- Process Flow Diagram
- Cause and Effect diagrams
- Functional design specifications
- Equipment specifications—construction plans
4.2. Second Step: Implementation of a HAZOP-DMRA-SCM Amalgamation

5. Results
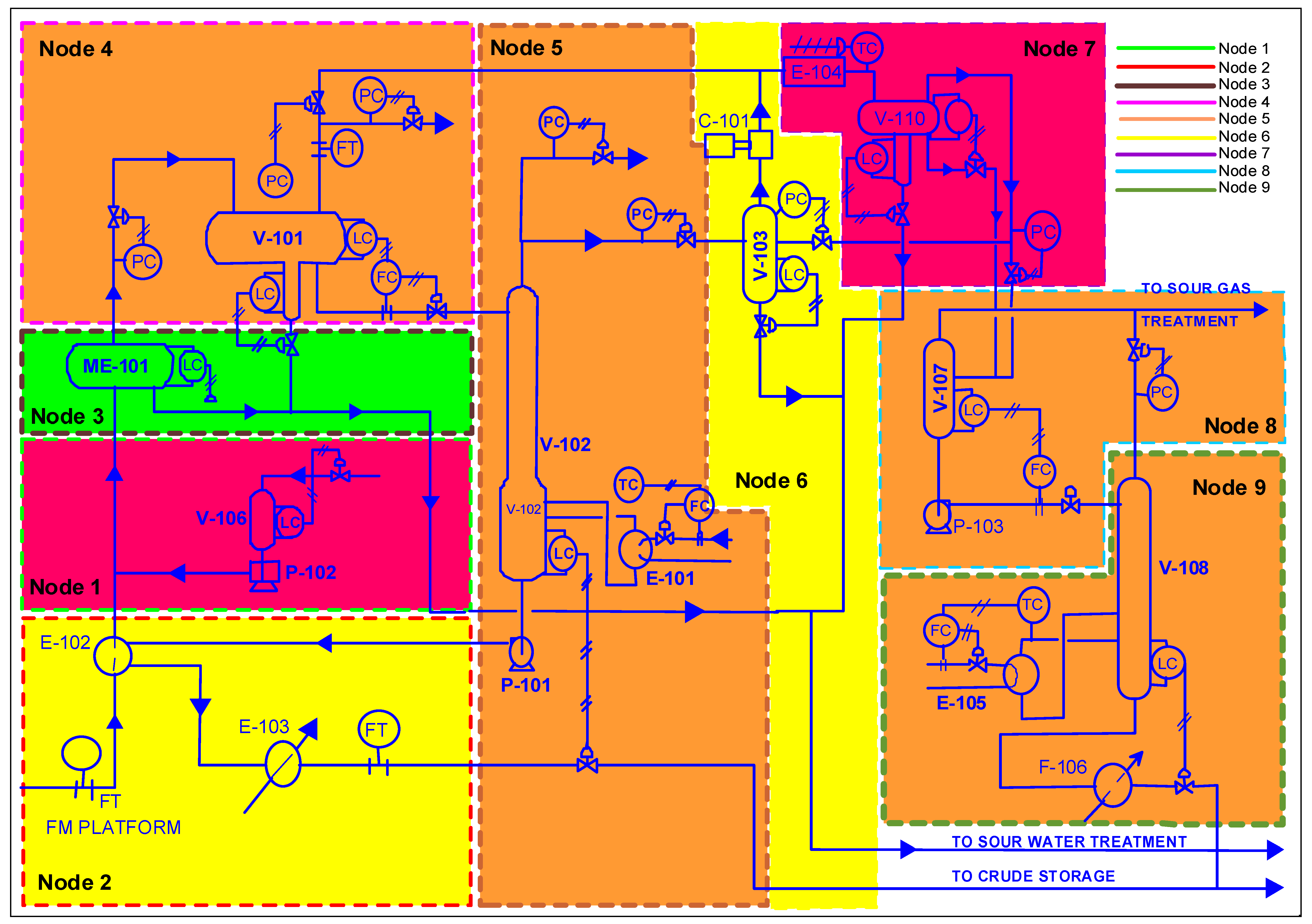
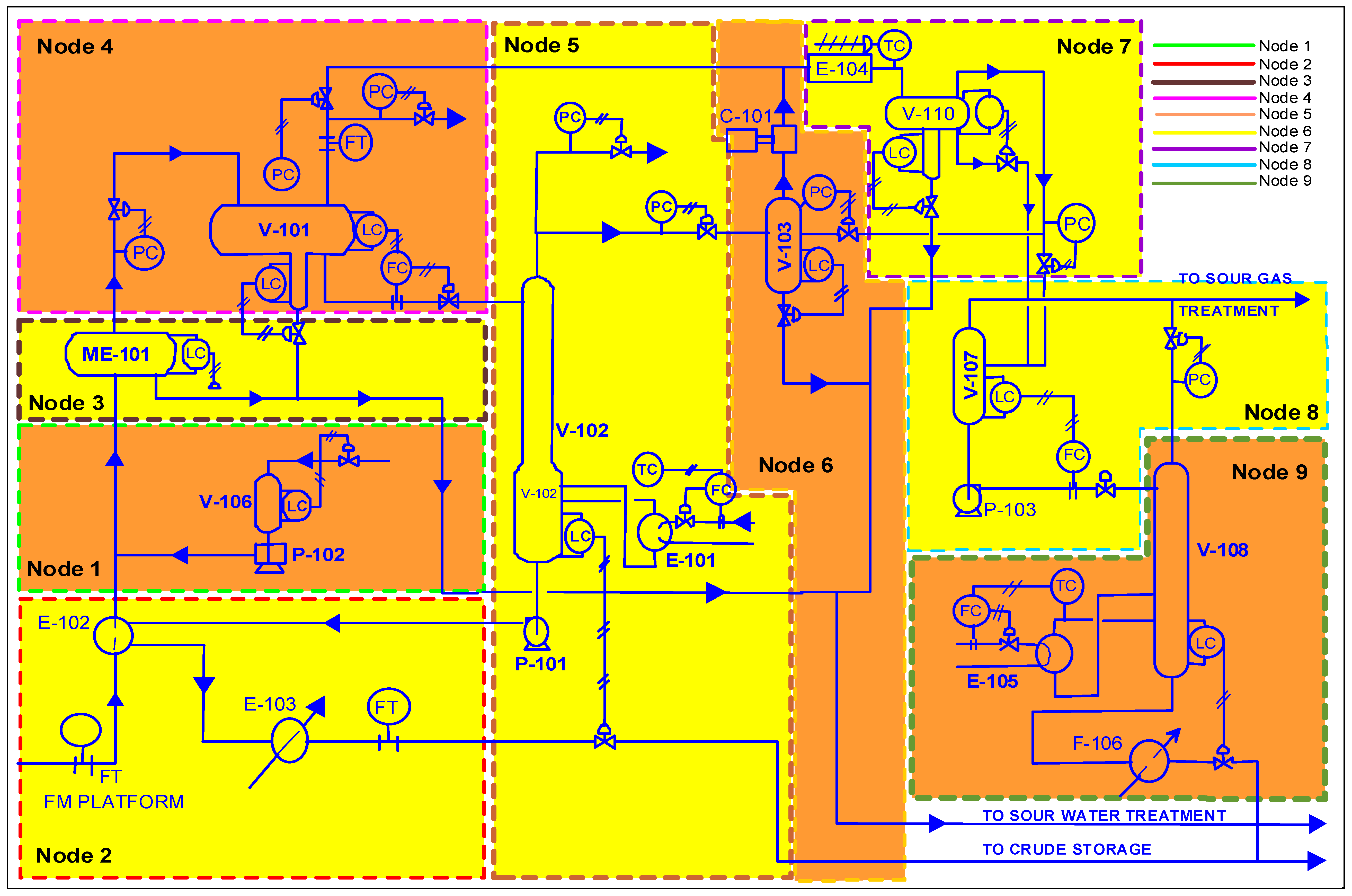
5.1. Case Study #1: HAZOP-DMRA-SCM Application on the SCOPI
5.2. Case Study #2: HAZOP-DMRA-SCM Application on the MRS/GTS

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Node | 7 | |||||||
|---|---|---|---|---|---|---|---|---|
| Element | Level | |||||||
| GW | Deviation | Possible Cause | Consequences | Safeguards | Risk Matrix | Recommendations | ||
| S | L | R | ||||||
| More | Higher Water level | 1. LT-121 Failure | -Water flow to V-107 -Condensate stripper column malfunction -Increased steam consumption -Water to storage | 1.1 Level Gauge | 4 | 3 | AC | Install a LSH alarm in V-110 boot |
| 2. Line to Sour Water Treatment blocked | 2.1 High-Level Alarm LT-121 | 4 | 4 | NSR | ||||
| Higher NGL level | 3. LT-120 Failure | -NGL to V-103 -Hydrocarbons loss to sour water treatment | 3.1 Level Gauge | 4 | 3 | AC | None | |
| 4. Line to V-107 blocked | 4.1 High-Level Alarm LT-220 | 4 | 4 | NSR | ||||
| Less | Lower Water level | 5. LT-121 Failure | -NGL to sour water treatement -Loss of hydrocarbons | 5.1 Level Gauge | 4 | 3 | AC | Install a LSL alarm in V-110 boot |
| Lower NGL level | 6. LT-120 Failure | -NGL to V-103 -Hydrocarbons loss to sour water treatment | 6.1 Level Gauge | 4 | 3 | AC | None | |
| Node | 7 | |||||||
|---|---|---|---|---|---|---|---|---|
| Element | Flow | |||||||
| GW | Deviation | Possible Cause | Consequences | Safeguards | Risk Matrix | Recommendations | ||
| S | L | R | ||||||
| More | More gas flow | 7. More gas flow from V-101 and C-101 | -Insufficient Cooling -Water to V-107 -Increased steam consumption in V-108 -Water to crude storage -Increased pressure | 7.1 High-temperature alarm T-104 7.2 PSV-134/135 will open to flare | 4 | 4 | NSR | None |
| 8. PT-113 Failure | 4 | 3 | AC | |||||
| More air flow through E-104 | 9. TC-104 Failure | -Lower gas temperature -Hydrate formation -Pressure upstream increase | None | 3 | 3 | AC | Install a TSL alarm on E-104 exit | |
| Less | Less gas flow | 10. Less gas flow from V-101 | None | 3 | 2 | 1 | ||
| 11. PT-113 Failure | 11. PSL-114 C-101 shutdown | 3 | 3 | AC | None | |||
| Less air flow through E-104 | 12. TC-104 Failure | -Higher gas temperature -No condensate -Water to V-107 | 12.1 High-temperature alarm T-104 | 3 | 3 | AC | None | |
| Reverse | Reverse water flow | 13. Check valve failure | -Increased water level -Water flow to V-107 -Condensate stripper column malfunction -Increased steam consumption -Water to storage | 13.1 High-Level Alarm LT-121 | 3 | 3 | AC | None |
| No | No gas flow | 14. PT-118 Failure | - Increased pressure | 14.1 PSV-134/135 will open to flare | 2 | 3 | 1 | None |
| 15. Gas line to V-107 blocked | 2 | 4 | AC | None | ||||
| Node | 7 | |||||||
|---|---|---|---|---|---|---|---|---|
| Element | Pressure | |||||||
| GW | Deviation | Possible Cause | Consequences | Safeguards | Risk Matrix | Recommendations | ||
| S | L | R | ||||||
| More | More pressure | 16. PT-118 Failure | -Vessel fracture -H2S release -Explosion hazard | 16.1 PSV-134/135 will open to flare | 2 | 3 | 1 | Install a PSH alarm in V-110 |
| 17. Pipeline to V-107 blocked | 2 | 4 | AC | |||||
| Less | Less pressure | 18. Loss of containment | -H2S release -Explosion hazard | 16.2 H2S alarm 16.3 Explosive alarm | 2 | 4 | AC | Install a PSL alarm in V-110 |
| Node | 7 | |||||||
|---|---|---|---|---|---|---|---|---|
| Element | Temperature | |||||||
| GW | Deviation | Possible Cause | Consequences | Safeguards | Risk Matrix | Recommendations | ||
| S | L | R | ||||||
| More | Higher gas temperature | 19. TC-104 Failure | -Water to V-107 -Increased steam consumption in V-108 -Water to crude storage | None | 4 | 3 | AC | Install a TSH alarm at E-104 output |
| 20. High ambient temperature | -Water to V-107 -Increased steam consumption in V-108 -Water to crude storage | 17.1 High-temperature alarm TC-104 | 4 | 3 | AC | None | ||
| Less | Lower gas temperature | 21. TC-104 Failure | -Hydrate formation | 18.1 PSV-134/135 will open to flare | 3 | 3 | AC | None |
| Node | 7 | |||||||
|---|---|---|---|---|---|---|---|---|
| Element | Containment | |||||||
| GW | Deviation | Possible Cause | Consequences | Safeguards | Risk Matrix | Recommendations | ||
| S | L | R | ||||||
| No | No Containment | 22. Fractured Vessel | -Sour water spill -H2S release -Fire hazard -Explosion hazard | 19.1 H2S Alarm 19.2 Explosives Alarm | 2 | 2 | 2 | Install a PSL alarm at V-110 |
| 23. Fractured pipeline | 2 | 2 | 2 | |||||
| 24. Valve opened to atmosphere | 2 | 4 | AC | Allow only qualified personnel to operate valves | ||||
| Ranking | Section (Node) | Description | S | L | R |
|---|---|---|---|---|---|
| 1 | Pressure regulators (PCV 910 and PCV 920) |
| 3 | 1 | 2 |
| 2 | Total MRS/GTS | Installation of CCTV system with 24 h monitoring—Strengthening of measures to prevent intrusion | 3 | 2 | 1 |
| 3 | Fluid collector (Ζ-2991) | Failure to inspect container during operation—Investigation of fluid retention alternative | 3 | 4 | AC |
| 4 | Central inlet valves (HV 901) and outlet (HV 906) |
| 3 | 4 | AC |
| 5 | Line inlet valves (HV 902 and HV 904) |
| 4 | 4 | NSR |
| 6 | NG filters (O-2991 A and O-2991 S) | Installation of heating tape (heat tracing) around the drain pipe | 3 | 5 | NSR |
| 7 | Heat exchangers (Μ-2991 A and Μ-2991 S) | Regular preventive inspection of NG yards | 4 | 4 | NSR |

6. Discussion
- How would SCMs change if the actions recommended by the HAZOP team would be implemented?
- How would SCMs change if the HAZOP team made inappropriate node selection?
7. Conclusions
- -
- This work dealt with combining multiple well-established safety assessment techniques to create a unique robust methodology to pinpoint the most hazardous areas at the OSH workplaces and to identify its possible causes and consequences.
- -
- The synergetic HAZOP-DMRA-SCM technique applied on the specific SCOPI and MRS/GTS facilities showed that in general, these proved to be reliable and safe, under the condition that the right equipment inspections and maintenance are imposed.
- -
- The OSH visualization of the SCOPI and MRS/GTS workplaces (by using safety-color mapping) could certainly help the safety officer to: (i) diminish or abolish the more critical risk factors, which are concentrated on specific parts (or PFD nodes) of the installation (painted with red or orange color), and (ii) more efficiently protect the employees, by taking the most essential safety measures. This will probably contribute to achieving an improved allotment of the limited financial resources and shrink mortgage costs and support, allowing financial managers to have more available budget for implementing other risk-reduction projects.
- -
- As a general conclusion, a separate RAA technique cannot accomplish the optimum risk assessment result at the workplaces. On the other hand, collaborative methodologies, such as the proposed HAZOP-DMRA-SCM (but also the future implemented HAZOP-DMRA-SCM-FTA) framework, can provide a trustworthy basis to improve OSH and process safety of the specific industrial plants.
- -
- The novelty of this article is fulfilled through the suggested newfangled RAA methodological approach by the amalgamation of the four different above-mentioned techniques in order to upgrade OSH and to validate the sustainable operation of industrial and technical engineering projects.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Acronyms and Abbreviations
| AHP | Analytical Hierarchy Process |
| ANSI | American National Standards Institute |
| ASME | American Society of Mechanical Engineers |
| BIM | Building Information Modeling |
| BIFPET | Belief in Fuzzy Probability Estimations of Time |
| CCPS | Center for Chemical Process Safety |
| CCS | Creative Safety Supply |
| CCTV | Closed Circuit Tele-Vision |
| CIA | Chemical Industries Association |
| CPI | Chemical Process Industry |
| DET | Deterministic |
| DMRA | Decision-Matrix Risk Assessment |
| EPSC | European Process Safety Centre |
| ETA | Event-Tree Analysis |
| FEAHP | Fuzzy Extended Analytical Hierarchy Process |
| FMEA | Failure Mode and Effect Analysis |
| FMECA | Failure Mode, Effects and Criticality Analysis |
| FMEDA | Failure Mode, Effects and Diagnostic Analysis |
| FRD | Future Research Directions |
| FTA | Fault-Tree Analysis |
| FV | Flow Valves |
| F_AHP | Fuzzy Analytical Hierarchy Process |
| GW | Guideword |
| GTS | Gas Transportation System |
| HAZOP | Hazard and Operability |
| ICI | Imperial Chemical Industries |
| IEC | International Electrotechnical Commission |
| LOPA | Layer of Protection Analysis |
| LV | Level Valves |
| MCDM | Multi-Criteria Decision-Making |
| MRS | Measurement and Regulatory Station |
| MSD | Mean Squared Deviation |
| NG | Natural Gas |
| NGL | Natural Gas Liquids |
| NSR | No Special Risk |
| OHSS | Occupational Health and Safety System |
| OSH | Occupational Safety and Health |
| OSHA | Occupational Safety/Health Administration |
| PFD | Process Flow Diagrams |
| PHA | Preliminary Hazard Analysis |
| PHSA | Preliminary Human Safety Assessment |
| PIC | Pressure Indicator Controller |
| PID | Piping and Instrumentation Diagram |
| PRAT | Proportional Risk Assessment Technique |
| PSV | Pressure Safety Valve |
| PT | Pressure Transmitter |
| PV | Pressure Valve |
| QFD | Quality Function Deployment |
| QRA | Quantitative Risk Assessment |
| QRE | Quantified Risk Evaluation |
| RA | Risk Assessment |
| RAA | Risk Analysis and Assessment |
| RAC | Risk Acceptance Criteria |
| RV | Relief Valves |
| SC | Safety Colors |
| SCEA | Safety and Critical Effect Analysis |
| SCM | Safety-Color Map (or Mapping) |
| SCO | Sour Crude Oil |
| SCOPI | Sour Crude-Oil Process Industry |
| SIL | Safety Integrity Level |
| SMS | Safety Management System |
| STO | Stochastic |
| STPA | System Theoretical Process Analysis |
| TSP | Time-Series Processes |
| T_AHP | Typical Analytical Hierarchy Process |
| TOPSIS | Technique for Order Performance by Similarity to Ideal Solution |
| XPA-HAZOP | Expanded HAZOP |
References
- Soares, C.; Teixeira, A. Risk assessment in maritime transportation. Reliab. Eng. Syst. Saf. 2001, 74, 299–309. [Google Scholar] [CrossRef]
- Zheng, X.; Liu, M. An overview of accident forecasting methodologies. J. Loss Prev. Process Ind. 2009, 22, 484–491. [Google Scholar] [CrossRef]
- Shen, H.-F.; Jia, L.-M. Regional road network traffic safety risk analysis and control strategies. Transp. Syst. Eng. Inf. Technol. 2011, 11, 187–192. Available online: https://www.scopus.com/inward/record.uri?eid=2-s2.0-80555139284&partnerID=40&md5=7f8f3ce5187350cc20167519c99d841e (accessed on 26 July 2021).
- Marhavilas, P.; Koulouriotis, D.; Gemeni, V. Risk analysis and assessment methodologies in the work sites: On a review, classification and comparative study of the scientific literature of the period 2000–2009. J. Loss Prev. Process Ind. 2011, 24, 477–523. [Google Scholar] [CrossRef]
- Cui, L.; Shu, Y.; Wang, Z.; Zhao, J.; Qiu, T.; Sun, W.; Wei, Z. HASILT: An intelligent software platform for HAZOP, LOPA, SRS and SIL verification. Reliab. Eng. Syst. Saf. 2012, 108, 56–64. [Google Scholar] [CrossRef]
- Marcoulaki, E.C.; Papazoglou, I.A.; Konstandinidou, M. Prediction of occupational accident statistics and work time loss distributions using Bayesian analysis. J. Loss Prev. Process Ind. 2012, 25, 467–477. [Google Scholar] [CrossRef]
- Kim, S.K.; Kim, Y.S. An evaluation approach using a HARA and FMEDA for the hardware SIL. J. Loss Prev. Process Ind. 2013, 26, 1212–1220. [Google Scholar] [CrossRef]
- Vianello, C.; Maschio, G. Risk analysis of LNG terminal: Case study. Chem. Eng. Trans. 2014, 36, 277–282. [Google Scholar] [CrossRef]
- Mentes, A.; Ozen, E. A hybrid risk analysis method for a yacht fuel system safety. Saf. Sci. 2015, 79, 94–104. [Google Scholar] [CrossRef]
- Mechhoud, E.-A.; Rouainia, M.; Rodriguez, M. A new tool for risk analysis and assessment in petrochemical plants. Alex. Eng. J. 2016, 55, 2919–2931. [Google Scholar] [CrossRef] [Green Version]
- Sun, F.; Xu, W.; Wang, G.; Sun, B. A technique to control major hazards of the coal gasification process developed from critical events and safety barriers. Process Saf. Prog. 2017, 36, 382–391. [Google Scholar] [CrossRef]
- Goerlandt, F.; Khakzad, N.; Reniers, G. Validity and validation of safety-related quantitative risk analysis: A review. Saf. Sci. 2017, 99, 127–139. [Google Scholar] [CrossRef]
- Nemet, A.; Klemeš, J.J.; Kravanja, Z. Heat Exchanger Network synthesis considering risk assessment for entire network lifetime. Chem. Eng. Trans. 2017, 57, 307–312. [Google Scholar] [CrossRef]
- Karasan, A.; Ilbahar, E.; Cebi, S.; Kahraman, C. A new risk assessment approach: Safety and Critical Effect Analysis (SCEA) and its extension with Pythagorean fuzzy sets. Saf. Sci. 2018, 108, 173–187. [Google Scholar] [CrossRef]
- Dallat, C.; Salmon, P.; Goode, N. Risky systems versus risky people: To what extent do risk assessment methods consider the systems approach to accident causation? A review of the literature. Saf. Sci. 2019, 119, 266–279. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. The integration of HAZOP study with risk-matrix and the analytical-hierarchy process for identifying critical control-points and prioritizing risks in industry—A case study. J. Loss Prev. Process Ind. 2019, 62. [Google Scholar] [CrossRef]
- Gul, M. A fuzzy-based occupational health and safety risk assessment framework and a case study in an international port authority. J. Mar. Eng. Technol. 2019, 19, 161–175. [Google Scholar] [CrossRef]
- Gul, M. Development and application of a novel hybrid occupational risk assessment model. Int. J. Reliab. Saf. 2020, 14, 116. [Google Scholar] [CrossRef]
- Mouras, F.; Badri, A. Survey of the Risk Management Methods, Techniques and Software Used Most Frequently in Occupational Health and Safety. Int. J. Saf. Secur. Eng. 2020, 10, 149–160. [Google Scholar] [CrossRef]
- Cinar, U.; Cebi, S. A Hybrid Risk Assessment Method for Mining Sector Based on QFD, Fuzzy Logic and AHP. Adv. Intell. Syst. Comput. 2019, 39, 1198–1207. [Google Scholar] [CrossRef]
- Hrymak, V.; De Vries, J.M.A. The development and trial of systematic visual search: A visual inspection method designed to improve current workplace risk assessment practice. Policy Pr. Health Saf. 2020, 18, 9–24. [Google Scholar] [CrossRef]
- Celik, E.; Gul, M. Hazard identification, risk assessment and control for dam construction safety using an integrated BWM and MARCOS approach under interval type-2 fuzzy sets environment. Autom. Constr. 2021, 127, 103699. [Google Scholar] [CrossRef]
- Kuleshov, V.V.; Skuba, P.Y.; Ignatovich, I.A. Assessment of the Severity of the Last Accident Based on the Fine-Kinney Method. IOP Conf. Ser. Earth Environ. Sci. 2021, 720. [Google Scholar] [CrossRef]
- Vtorushina, A.; Anishchenko, Y.; Liukiiu, E. Cause Analysis of the Facility Failure Leading to the Explosion. Stud. Syst. Decis. Control 2021, 351, 155–167. [Google Scholar] [CrossRef]
- Ahmed, A.; Alkahtani, M.; El-Tamimi, A.M.; Kaid, H.; Abidi, M.H. Developing a Model for Safety Risk Assessment under Uncertainty for the Manufacturing Industry: A Case Study of Pole Factory Hazards in Riyadh, Saudi Arabia. Math. Probl. Eng. 2021, 2021, 1–13. [Google Scholar] [CrossRef]
- Mutlu, N.G.; Altuntas, S. Risk analysis for occupational safety and health in the textile industry: Integration of FMEA, FTA, and BIFPET methods. Int. J. Ind. Ergon. 2019, 72, 222–240. [Google Scholar] [CrossRef]
- Babaei, M.; Roozbahani, A.; Shahdany, S.M.H. Risk Assessment of Agricultural Water Conveyance and Delivery Systems by Fuzzy Fault Tree Analysis Method. Water Resour. Manag. 2018, 32, 4079–4101. [Google Scholar] [CrossRef]
- Yasli, F.; Bolat, B. A risk analysis model for mining accidents using a fuzzy approach based on fault tree analysis. J. Enterp. Inf. Manag. 2018, 31, 577–594. [Google Scholar] [CrossRef] [Green Version]
- Gul, M.; Ak, M.F. A comparative outline for quantifying risk ratings in occupational health and safety risk assessment. J. Clean. Prod. 2018, 196, 653–664. [Google Scholar] [CrossRef]
- Fuentes-Bargues, J.L.; González-Cruz, M.C.; González-Gaya, C.; Baixauli-Pérez, M.P. Risk Analysis of a Fuel Storage Terminal Using HAZOP and FTA. Int. J. Environ. Res. Public Health 2017, 14, 705. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. An expanded HAZOP-study with fuzzy-AHP (XPA-HAZOP technique): Application in a sour crude-oil processing plant. Saf. Sci. 2020, 124, 104590. [Google Scholar] [CrossRef]
- Marhavilas, P.K.; Tegas, M.G.; Koulinas, G.K.; Koulouriotis, D.E. A Joint Stochastic/Deterministic Process with Multi-Objective Decision Making Risk-Assessment Framework for Sustainable Constructions Engineering Projects—A Case Study. Sustainability 2020, 12, 4280. [Google Scholar] [CrossRef]
- CIA. A Guide to Hazard and Operability Studies; Imperial Chemical Industries and Chemical Industries Associations Ltd.: London, UK, 1977. [Google Scholar]
- Andow, P. Improvement of operator reliability using expert systems. Reliab. Eng. 1986, 14, 309–319. [Google Scholar] [CrossRef]
- Kletz, T. HAZOP & HAZAN Identifying and Assesing Process Industy Hazards; CRC Press: Boca Raton, FL, USA, 1999. [Google Scholar]
- CCPS (Center for Chemical Process Safety). Guidelines for Process Safety Documentation; American Institute of Chemical Engineers (AICE): New York, NY, USA, 1995. [Google Scholar]
- CCPS (Center for Chemical Process Safety). Layer of Protection Analysis- Simplified Process Risk Assessment; American Institute of Chemical Engineers: New York, NY, USA, 2001; ISBN 978-0-8169-0811-0. [Google Scholar]
- CCPS (Center for Chemical Process Safety). Guidelines for Hazard Evaluation Procedures; American Institute of Chemical Engineers: New York, NY, USA, 2008. [Google Scholar]
- Swann, C.; Preston, M. Twenty-five years of HAZOPs. J. Loss Prev. Process Ind. 1995, 8, 349–353. [Google Scholar] [CrossRef]
- Alaei, R.; Mansoori, S.A.A.; Moghaddam, A.H.; Mansoori, N. Safety assessment approach of hazard and operability (HAZOP) for sulfur recovery unit Claus reaction furnace package; blower; heat exchanger equipment in South Pars gas processing plant. J. Nat. Gas Sci. Eng. 2014, 20, 271–284. [Google Scholar] [CrossRef]
- Mentzer, R.A.; Zhang, J.; Xu, W.; Mannan, S.M. What Does “Safe” Look and Feel Like? J. Loss Prev. Process Ind. 2014, 32, 265–275. [Google Scholar] [CrossRef]
- Herrera, M.A.D.L.; Luna, A.S.; Costa, A.C.A.D.; Lemes, E.M.B. Risk Analysis: A Generalized Hazop Methodology State-of-the-Art, Applications, and Perspective in the Process Industry. 2018. Available online: https://www.arca.fiocruz.br/bitstream/icict/27023/2/Risk_Analysis_A_generalized_Hazop_methodology_stat.pdf (accessed on 10 September 2020).
- Cheraghi, M.; Baladeh, A.E.; Khakzad, N. A fuzzy multi-attribute HAZOP technique (FMA-HAZOP): Application to gas wellhead facilities. Saf. Sci. 2019, 114, 12–22. [Google Scholar] [CrossRef]
- Guo, L.; Kang, J. An extended HAZOP analysis approach with dynamic fault tree. J. Loss Prev. Process Ind. 2015, 38, 224–232. [Google Scholar] [CrossRef]
- Reniers, G.L.L.; Dullaert, W.; Ale, B.J.M.; Soudan, K. The use of current risk analysis tools evaluated towards pre-venting external domino accidents. J. Loss Prev. Process Ind. 2005, 18, 119–126. [Google Scholar] [CrossRef]
- Domínguez, C.R.; Martínez, I.V.; Peña, P.M.P.; Ochoa, A.R. Analysis and evaluation of risks in underground mining using the decision matrix risk-assessment (DMRA) technique, in Guanajuato, Mexico. J. Sustain. Min. 2019, 18, 52–59. [Google Scholar] [CrossRef]
- Crowl, D.A.; Louvar, J.F. Chemical Process Safety: Fundamentals with Applications: Fundamentals with Applications, 3rd ed.; Prentice Hall: Boston, NJ, USA, 2011; ISBN 9780132901048. [Google Scholar]
- Herbert, I.L. Learning the Lessons-Retrospective HAZOPs. In Proceedings of the SPE Offshore Europe Oil and Gas Conference and Exhibition, Aberdeen, UK, 6–8 September 2011. [Google Scholar]
- Gujar, A. Myths of Hazop and Hazan. J. Loss Prev. Process Ind. 1996, 9, 357–361. [Google Scholar] [CrossRef]
- Crawley, F.; Tyler, B. HAZOP: Guide to Best Practice; Elsevier: Rugby, UK, 2000. [Google Scholar]
- CSS, Creative Safety Supply. Safety Colors. 2016. Available online: https://www.creativesafetysupply.com/articles/safety-colors/ (accessed on 27 August 2020).
- IEC 61511. Functional Safety: Safety Instrumented Systems for the Process Sector; International Electrotechnical Commission: Geneva, Switzerland, 2003. [Google Scholar]
- Filippidis, M. Hazard and Operability Study of a Sour Crude Oil Processing Plant. Master’s Thesis, Department of Production and Management Engineering, Democritus University of Thrace (DUTH), Xanthi, Greece, 2017. [Google Scholar]
- Petropoulos, V. Hazard and Operability Study (HAZOP) for a Unit of Measurement and Pressure Reduction of a Natural Gas Transmission System. Bachelor’s Thesis, Department of Engineering Project Management, Faculty of Science & Technology, Hellenic Open University, Patra, Greece, 2021. Available online: https://apothesis.eap.gr/handle/repo/50754 (accessed on 21 June 2021). (In Greek).
- ISO/IEC. Guide 51 (1999) Safety Aspects—Guidelines for Their Inclusion in Standards, ISO/IEC, 2nd ed.; ISO Copyright Office: Geneva, Switzerland, 1999. [Google Scholar]
- ISO/IEC. Guide 73 (2009). Risk Management-Vocabulary; ISO Copyright Office: Geneva, Switzerland, 2009. [Google Scholar]
- Morgado, M.; Talaia, M.; Teixeira, L. A new simplified model for evaluating thermal environment and thermal sensation: An approach to avoid occupational disorders. Int. J. Ind. Ergon. 2017, 60, 3–13. [Google Scholar] [CrossRef]
| Risk Matrix (R) | ||||
|---|---|---|---|---|
| Consequence Severity Levels (S) | ||||
| SM | SS | SE | ||
| Cause Frequency Levels (L) | LL | R6 | R5 | R3 |
| LM | R5 | R4 | R2 | |
| LH | R3 | R2 | R1 | |
| Annotations: | ||||
| Minor (SM): Impact initially limited to local area of event with potential for broader consequence, if corrective action not taken | ||||
| Serious (SS): Impact event could cause serious injury or fatality on site or off site | ||||
| Extensive (SE): Impact event that is five or more times severe than a serious event | ||||
| Low (LL): A failure or series of failure with a very low probability of occurrence within the expected lifetime of the plant | ||||
| Medium (LM): A failure or series of failure with a low probability of occurrence within the expected lifetime of the plant | ||||
| High (LH): A failure can reasonably be expected to occur within the expected lifetime of the plant | ||||
| Ranking | Likelihood | Severity |
|---|---|---|
| 1 | Once per month | Catastrophic |
| 2 | Once per year | Severe |
| 3 | Once per 10 years | Major |
| 4 | Once per 25 years | Small |
| 5 | Once per 100 years | No impact, only Minor |

| A/A | Section (Node) | Planned Operation |
|---|---|---|
| 1 | Central inlet valves (HV 901) and outlet (HV 906) | Isolation of installation from the upstream network |
| 2 | NG line from central inlet/outlet valve to inlet/outlet manifold | Provision and receipt of NG metering/regulatory lines |
| 3 | Fluid collector (Ζ-2991) | Retention of liquid elements transported by the NG |
| 4 | Line inlet valves (HV 902 and HV 904) | Isolate line input |
| 5 | NG filters (O-2991 A and O-2991 S) | Solid retention > 5 μm |
| 6 | Heat exchangers (Μ-2991 A and Μ-2991 S) | NG warm-up to avoid low NG temperature at the outlet |
| 7 | Slam Shut Valves (PSV 908A, PSV 908B, PSV 918A, PSV 918B) | Interruption of the NG flow in case of high or low outlet pressure of the pressure regulator |
| 8 | Pressure regulators (PCV 910 and PCV 920) | NG pressure reduction |
| 9 | Turbine meters (FQI 901 and FQI 902) | NG flow measurement |
| 10 | Line output valves (HV 903 and HV 905) | Line output isolation |
| 11 | Pneumatic valve drive gas (actuation gas) | Provision of means of operation of pneumatic mechanisms |
| 12 | Hot water system—Fuel gas | NG supply to the burners of the boilers |
| 13 | Hot water system—Boiler water network | Supply of heat exchangers for the preheating of the NG |
| 14 | Odorization system | Introduction of odor medium in the NG before leaving the MRS/GTS |
| 15 | NG analysis system | Determination of NG composition |
| 16 | Set of facilities | NG distribution network supply—(pressure regulation, supply quantity measurement) |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marhavilas, P.K.; Filippidis, M.; Koulinas, G.K.; Koulouriotis, D.E. Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System. Processes 2021, 9, 1299. https://doi.org/10.3390/pr9081299
Marhavilas PK, Filippidis M, Koulinas GK, Koulouriotis DE. Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System. Processes. 2021; 9(8):1299. https://doi.org/10.3390/pr9081299
Chicago/Turabian StyleMarhavilas, Panagiotis K., Michail Filippidis, Georgios K. Koulinas, and Dimitrios E. Koulouriotis. 2021. "Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System" Processes 9, no. 8: 1299. https://doi.org/10.3390/pr9081299
APA StyleMarhavilas, P. K., Filippidis, M., Koulinas, G. K., & Koulouriotis, D. E. (2021). Safety Considerations by Synergy of HAZOP/DMRA with Safety Color Maps—Applications on: A Crude-Oil Processing Industry/a Gas Transportation System. Processes, 9(8), 1299. https://doi.org/10.3390/pr9081299