Using CFD Simulations to Guide the Development of a New Spray Dryer Design



Abstract
:
1. Introduction
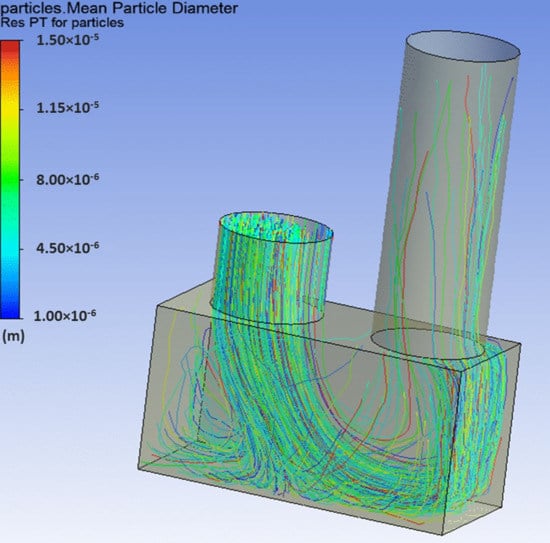
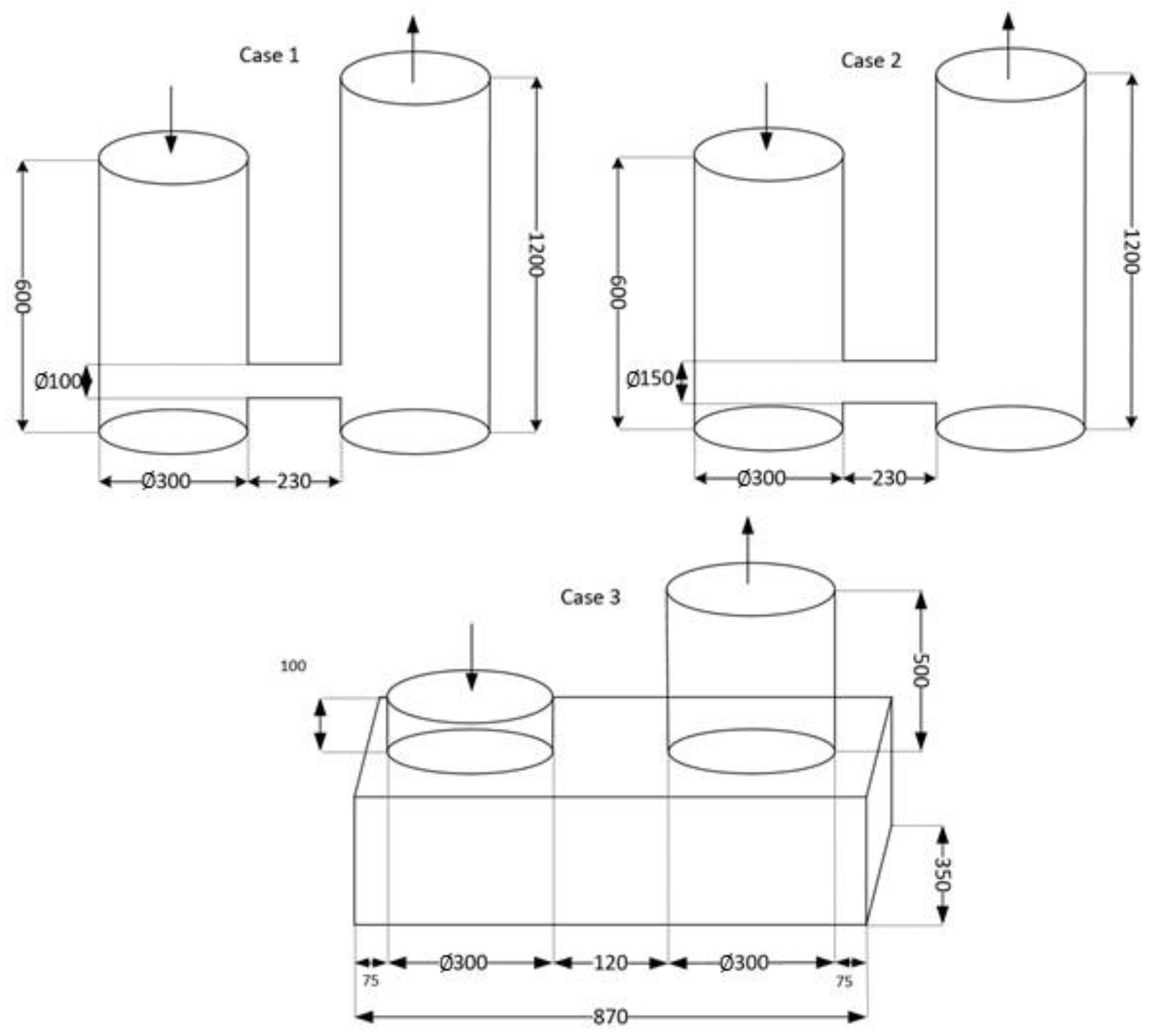
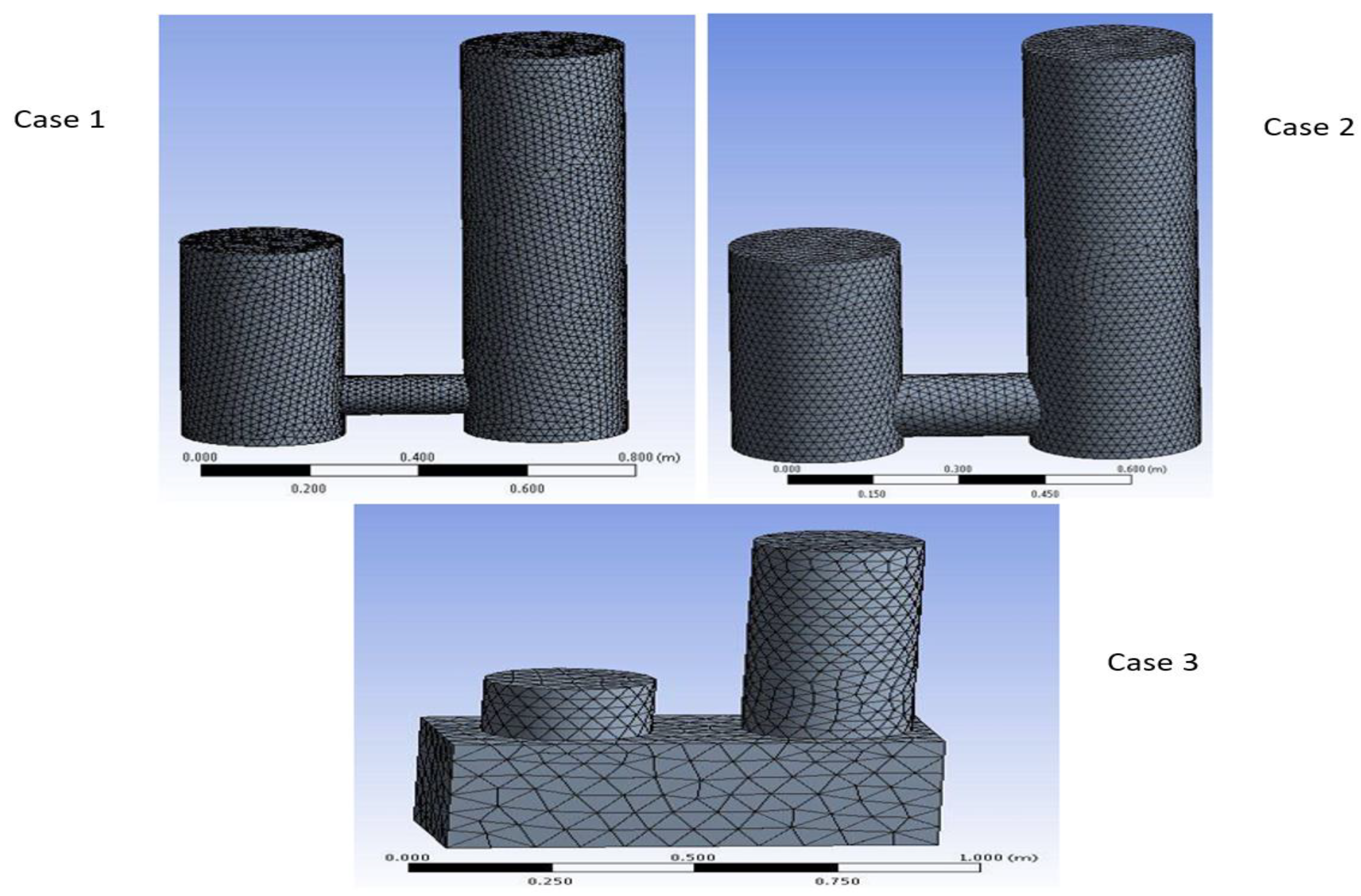
2. Preliminary CFD Assessment
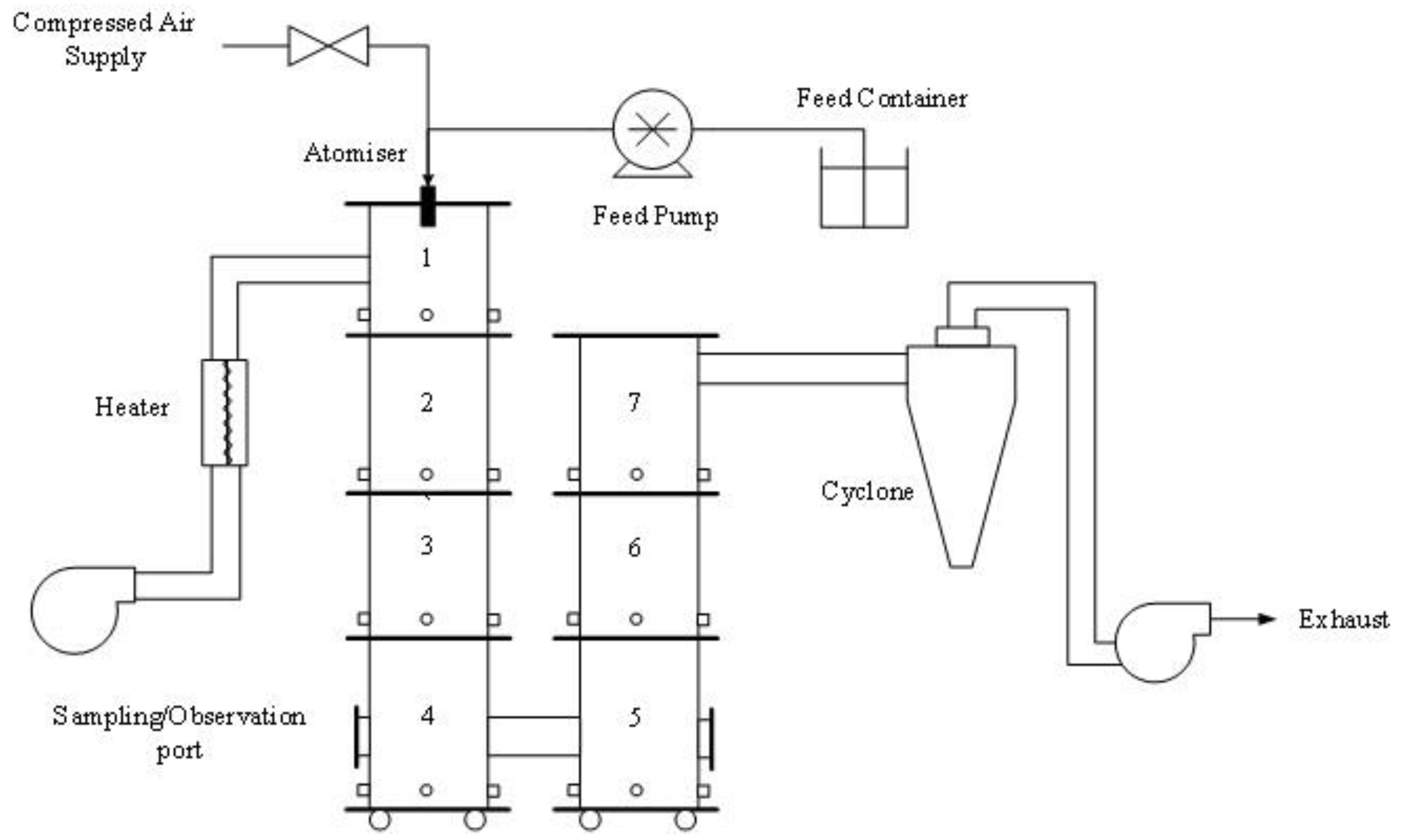
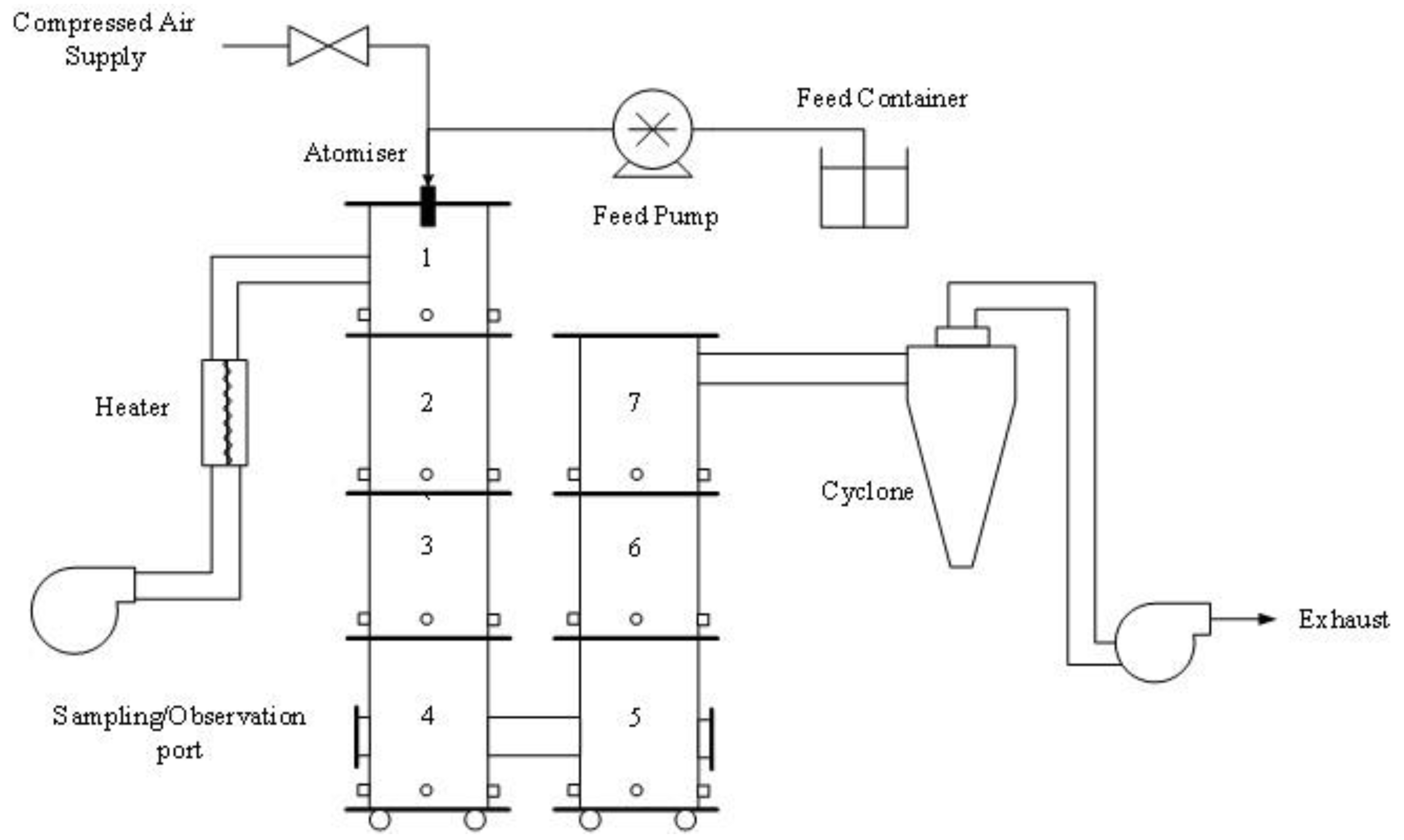
3. Experimental Equipment
4. Experimental Procedure
5. Physical Experimentation
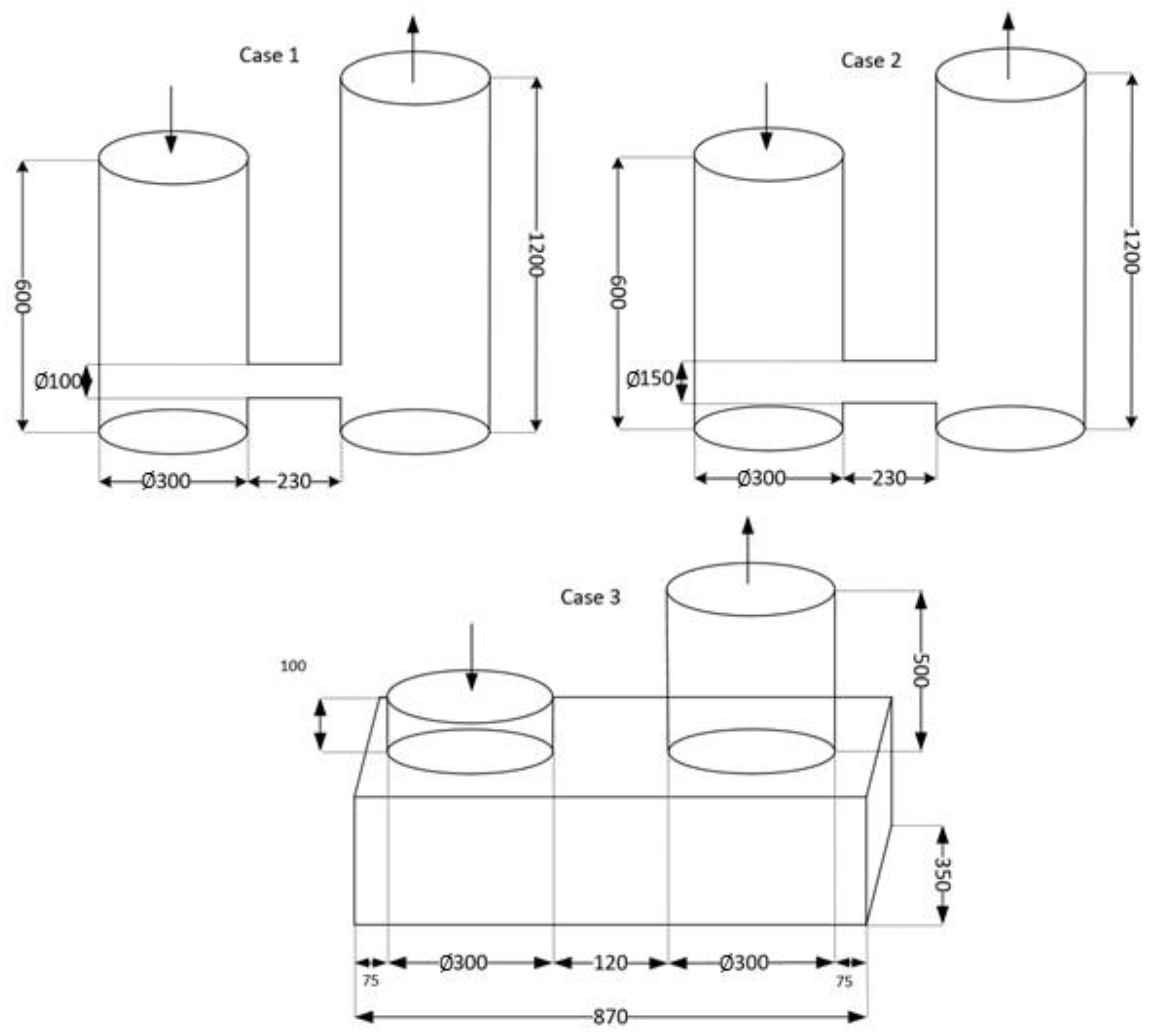
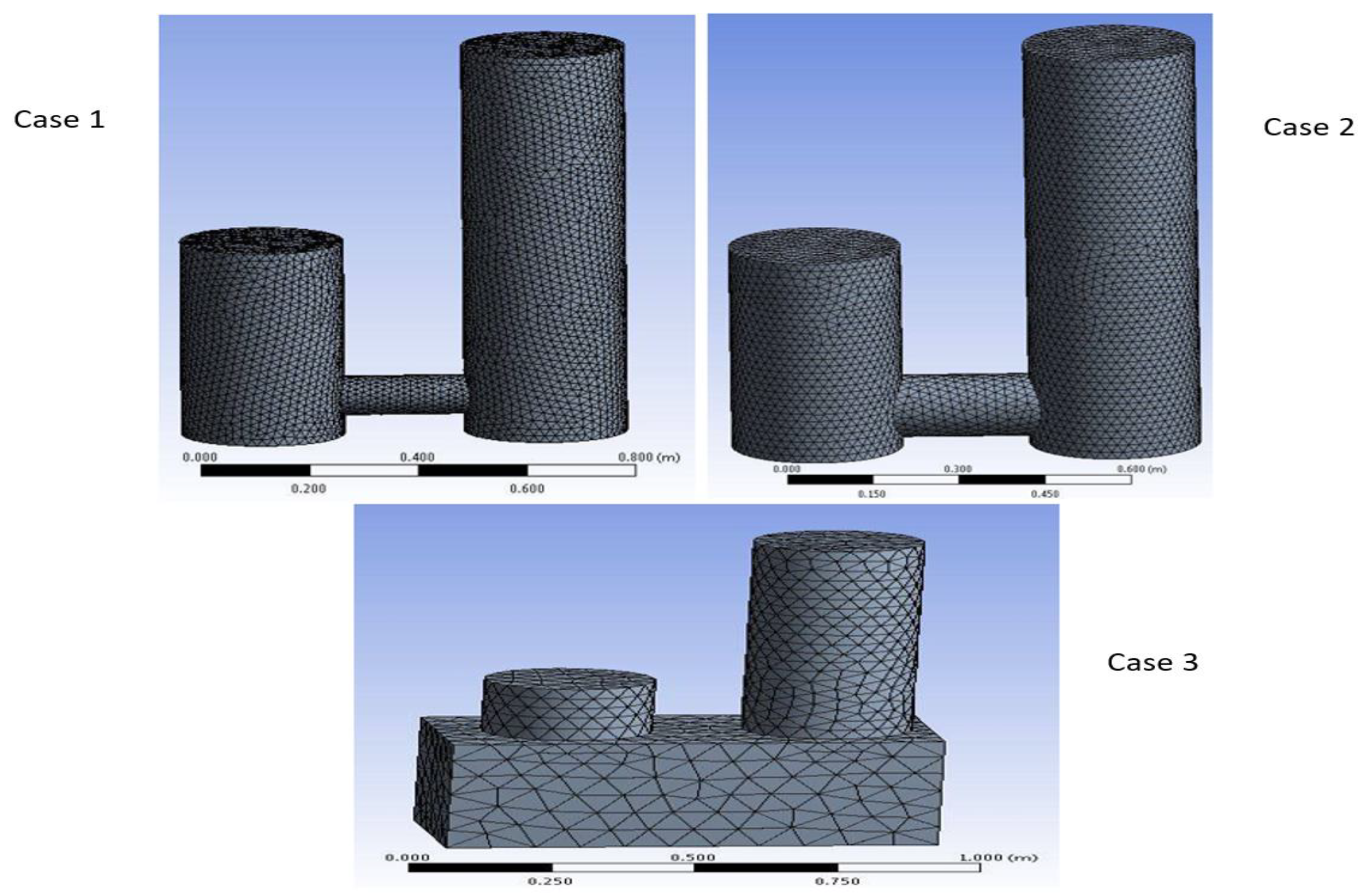
5.1. Model Comparison, Case 1
5.2. Alternate Design—Case 2 Model Results
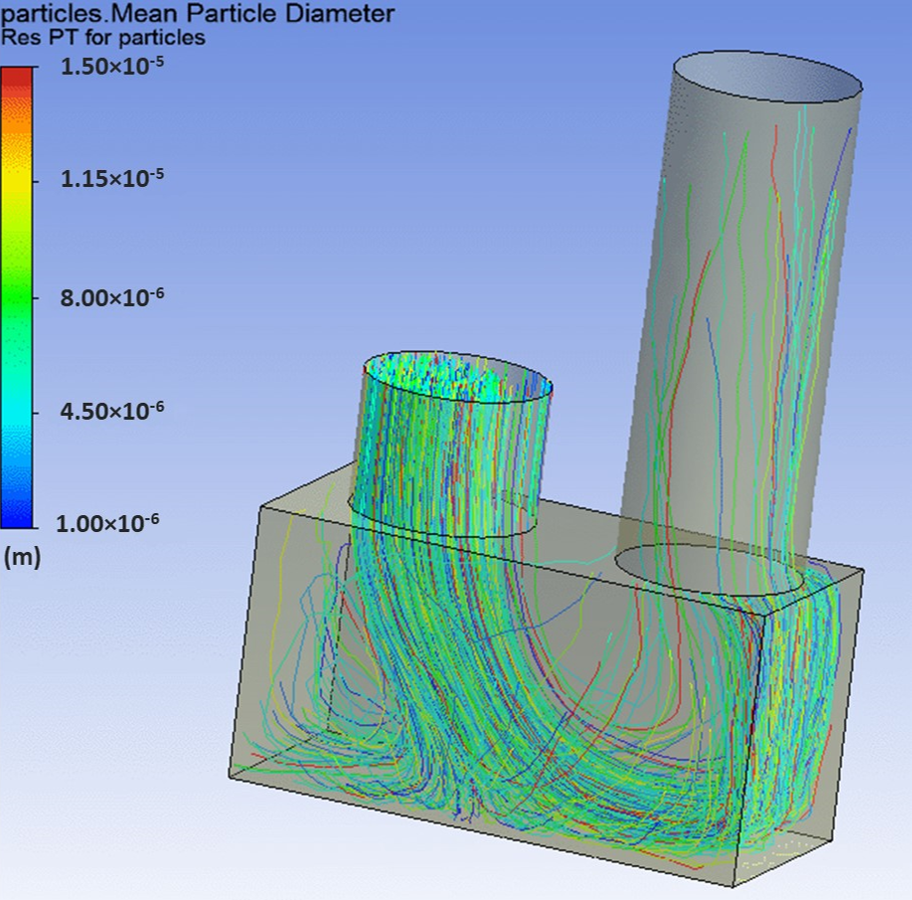
5.3. Box Base Design—Case 3 Model Results
5.4. Comparison of Cases 1, 2, and 3
6. Prototype Development
7. Results and Discussion: Experimental Comparisons
7.1. Comparison of Designs
7.2. Wall Deposition Fluxes from the Literature and Those in the Four-Inch Configuration
7.3. Comparisons with the New Box Design
7.3.1. Condition 1: 8.8 wt% Solids Concentration Feed at 170 °C Inlet Air Temperature
7.3.2. Condition 2: 30 wt% Solids Concentration Feed at 170 °C Inlet Air Temperature
7.3.3. Condition 3: 8.8 wt% Solids Concentration Feed at 230 °C Inlet Air Temperature
7.4. Overall Discussion
8. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Tzvetanov, G. Pharmaceutical Spray Drying Market, (2nd Edition), 2018-2028, 2nd ed.; 2018. [Google Scholar]
- Haseley, P.; Oetjen, G.-W. Freeze-Drying; John Wiley & Sons: Hoboken, NJ, USA, 2017. [Google Scholar]
- Teixeira, P.; Castro, M.; Kirby, R. Death kinetics of Lactobacillus bulgaricus in a spray drying process. J. Food Prot. 1995, 58, 934–936. [Google Scholar] [CrossRef]
- Chávez, B.; Ledeboer, A. Drying of probiotics: Optimization of formulation and process to enhance storage survival. Dry. Technol. 2007, 25, 1193–1201. [Google Scholar] [CrossRef]
- Santivarangkna, C.; Kulozik, U.; Foerst, P. Alternative drying processes for the industrial preservation of lactic acid starter cultures. Biotechnol. Prog. 2007, 23, 302–315. [Google Scholar] [CrossRef]
- Keshani, S.; Daud, W.R.W.; Nourouzi, M.; Namvar, F.; Ghasemi, M. Spray drying: An overview on wall deposition, process and modeling. J. Food Eng. 2015, 146, 152–162. [Google Scholar] [CrossRef]
- Masters, K. Current market-driven spray drying development activities. Dry. Technol. 2004, 22, 1351–1370. [Google Scholar] [CrossRef]
- Woo, M.; Daud, W.R.W.; Tasirin, S.M.; Talib, M.Z.M. Controlling food powder deposition in spray dryers: Wall surface energy manipulation as an alternative. J. Food Eng. 2009, 94, 192–198. [Google Scholar] [CrossRef]
- Francia, V.; Martin, L.; Bayly, A.E.; Simmons, M.J.H. The Role of Wall Deposition and Re-Entrainment in Swirl Spray Dryers. AiChE J. 2015, 61, 1804–1821. [Google Scholar] [CrossRef] [Green Version]
- Petersen, E.E.; Lorentzen, J.; Flink, J. Influence of freeze-drying parameters on the retention of flavor compounds of coffee. J. Food Sci. 1973, 38, 119–122. [Google Scholar] [CrossRef]
- Judson King, C. Spray drying: Retention of volatile compounds revisited. Dry. Technol. 1995, 13, 1221–1240. [Google Scholar] [CrossRef]
- Anandharamakrishnan, C.; Rielly, C.; Stapley, A. Effects of process variables on the denaturation of whey proteins during spray drying. Dry. Technol. 2007, 25, 799–807. [Google Scholar] [CrossRef]
- Haque, M.A.; Chen, J.; Aldred, P.; Adhikari, B. Denaturation and physical characteristics of spray-dried whey protein isolate powders produced in the presence and absence of lactose, trehalose, and polysorbate-80. Dry. Technol. 2015, 33, 1243–1254. [Google Scholar] [CrossRef]
- Huang, L.; Mujumdar, A.S. Development of a new innovative conceptual design for horizontal spray dryer via mathematical modeling. Dry. Technol. 2005, 23, 1169–1187. [Google Scholar] [CrossRef]
- Jaskulski, M.; Wawrzyniak, P.; Zbiciński, I. CFD simulations of droplet and particle agglomeration in an industrial counter-current spray dryer. Adv. Powder Technol. 2018, 29, 1724–1733. [Google Scholar] [CrossRef]
- Jubaer, H.; Afshar, S.; Xiao, J.; Chen, X.D.; Selomulya, C.; Woo, M.W. On the effect of turbulence models on CFD simulations of a counter-current spray drying process. Chem. Eng. Res. Des. 2019, 141, 592–607. [Google Scholar] [CrossRef]
- Mujumdar, A.S.; Huang, L.-X.; Chen, X.D. An overview of the recent advances in spray-drying. Dairy Sci. Technol. 2010, 90, 211–224. [Google Scholar] [CrossRef] [Green Version]
- Wawrzyniak, P.; Jaskulski, M.; Zbiciński, I.; Podyma, M. CFD modelling of moisture evaporation in an industrial dispersed system. Adv. Powder Technol. 2017, 28, 167–176. [Google Scholar] [CrossRef]
- Xiao, J.; Li, Y.; George, O.A.; Li, Z.; Yang, S.; Woo, M.W.; Wu, W.D.; Chen, X.D. Numerical investigation of droplet pre-dispersion in a monodisperse droplet spray dryer. Particuology 2018, 38, 44–60. [Google Scholar] [CrossRef]
- Yang, X.; Xiao, J.; Woo, M.-W.; Chen, X.D. Three-dimensional numerical investigation of a mono-disperse droplet spray dryer: Validation aspects and multi-physics exploration. Dry. Technol. 2015, 33, 742–756. [Google Scholar] [CrossRef]
- Zbicinski, I. Modeling and scaling up of industrial spray dryers: A review. J. Chem. Eng. Jpn. 2017, 50, 757–767. [Google Scholar] [CrossRef] [Green Version]
- Huang, X.; Sormoli, M.E.; Langrish, T.A. Review of some common commercial and noncommercial lab-scale spray dryers and preliminary tests for a prototype new spray dryer. Dry. Technol. 2018, 36, 1900–1912. [Google Scholar] [CrossRef]
- Southwell, D.B.; Langrish, T.A.G.; Fletcher, D.F. Use of Computational Fluid Dynamics Techniques to Assess Design Alternatives for the Plenum Chamber of a Small Spray Dryer. Dry. Technol. 2001, 19, 257–268. [Google Scholar] [CrossRef]
- Huang, L.; Mujumdar, A. Numerical study of two-stage horizontal spray dryers using computational fluid dynamics. Dry. Technol. 2006, 24, 727–733. [Google Scholar] [CrossRef]
- Huang, L.; Kumar, K.; Mujumdar, A. Use of computational fluid dynamics to evaluate alternative spray dryer chamber configurations. Dry. Technol. 2003, 21, 385–412. [Google Scholar] [CrossRef]
- Huang, L.; Kumar, K.; Mujumdar, A. A parametric study of the gas flow patterns and drying performance of co-current spray dryer: Results of a computational fluid dynamics study. Dry. Technol. 2003, 21, 957–978. [Google Scholar] [CrossRef]
- Francia, V.; Martín, L.; Bayly, A.E.; Simmons, M.J. Agglomeration during spray drying: Airborne clusters or breakage at the walls? Chem. Eng. Sci. 2017, 162, 284–299. [Google Scholar] [CrossRef]
- Ali, M.; Mahmud, T.; Heggs, P.; Ghadiri, M.; Bayly, A.; Crosby, M.; Ahmadian, H.; Martindejuan, L.; Alam, Z. Residence time distribution of glass ballotini in isothermal swirling flows in a counter-current spray drying tower. Powder Technol. 2017, 305, 809–815. [Google Scholar] [CrossRef]
- Keshani, S.; Montazeri, M.H.; Daud, W.R.W.; Nourouzi, M.M. CFD Modeling of Air Flow on Wall Deposition in Different Spray Dryer Geometries. Dry. Technol. 2015, 33, 784–795. [Google Scholar] [CrossRef]
- Oakley, D.; Bahu, R. Computational modelling of spray dryers. Comput. Chem. Eng. 1993, 17, S493–S498. [Google Scholar] [CrossRef]
- Oakley, D. Scale-up of spray dryers with the aid of computational fluid dynamics. Dry. Technol. 1994, 12, 217–233. [Google Scholar] [CrossRef]
- Jaskulski, M.; Tran, T.T.H.; Tsotsas, E. Design study of printer nozzle spray dryer by computational fluid dynamics modeling. Dry. Technol. 2019, 38, 211–223. [Google Scholar] [CrossRef]
- Sormoli, M.E.; Langrish, T.A. The use of a plug-flow model for scaling-up of spray drying bioactive orange peel extracts. Innov. Food Sci. Emerg. Technol. 2016, 37, 27–36. [Google Scholar] [CrossRef]
- Southwell, D.; Langrish, T. The effect of swirl on flow stability in spray dryers. Chem. Eng. Res. Des. 2001, 79, 222–234. [Google Scholar] [CrossRef]
- Langrish, T.; Fletcher, D. Prospects for the modelling and design of spray dryers in the 21st century. Dry. Technol. 2003, 21, 197–215. [Google Scholar] [CrossRef]
- Howard, C.; Gupta, S.; Abbas, A.; Langrish, T.A.; Fletcher, D.F. Proper Orthogonal Decomposition (POD) analysis of CFD data for flow in an axisymmetric sudden expansion. Chem. Eng. Res. Des. 2017, 123, 333–346. [Google Scholar] [CrossRef]
- Ozmen, L.; Langrish, T.A.G. An Experimental Investigation of the Wall Deposition of Milk Powder in a Pilot-Scale Spray Dryer. Dry. Technol. 2003, 21, 1253–1272. [Google Scholar] [CrossRef]
- Kota, K.; Langrish, T. Fluxes and patterns of wall deposits for skim milk in a pilot-scale spray dryer. Dry. Technol. 2006, 24, 993–1001. [Google Scholar] [CrossRef]
- Keshani, S.; Daud, W.R.W.; Woo, M.W.; Nourouzi, M.M.; Talib, M.Z.M.; Chuah, A.L.; Russly, A.R. Reducing the deposition of fat and protein covered particles with low energy surfaces. J. Food Eng. 2013, 116, 737–748. [Google Scholar] [CrossRef]
- Písecký, J. Handbook of Milk Powder Manufacture; GEA Process Engineering A/S: Copenhagen, Denmark, 2012. [Google Scholar]
- Ozmen, L.; Langrish, T.A.G. Comparison of Glass Transition Temperature and Sticky Point Temperature for Skim Milk Powder. Dry. Technol. 2002, 20, 1177–1192. [Google Scholar] [CrossRef]
- Woo, M.W.; Daud, W.R.W.; Tasirin, S.M.; Talib, M.Z.M. Amorphous particle deposition and product quality under different conditions in a spray dryer. Particuology 2008, 6, 265–270. [Google Scholar] [CrossRef]
- Keshani, S.; Daud, W.R.W.; Woo, M.W.; Talib, M.Z.M.; Chuah, A.L.; Russly, A.R. Artificial Neural Network Modeling of the Deposition Rate of Lactose Powder in Spray Dryers. Dry. Technol. 2012, 30, 386–397. [Google Scholar] [CrossRef]
- Fletcher, D.F.; Langrish, T.A.G. Scale-Adaptive Simulation (SAS) Modelling of a Pilot-Scale Spray Dryer. Chem. Eng. Res. Des. 2009, 87, 1371–1378. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Particle Size (µm) | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Cumulative volume fraction undersize | 0.056 | 0.131 | 0.224 | 0.334 | 0.453 | 0.570 | 0.676 | 0.765 | 0.835 | 0.886 | 0.923 | 0.949 |
| Location of Deposit | Case 1—Existing | Case 2—Alternate | Case 3—Box |
|---|---|---|---|
| Inlet | 1000 | 1000 | 1000 |
| Outlet | 70 | 135 | 459 |
| Base | 115 | 70 | 73 |
| Sides | 828 | 796 | 201 |
| Top plate/tubes | - | - | 208 |
| Front plate | - | - | 33 |
| Back plate | - | - | 24 |
| Paper | Concentration (%) | Temperature (°C) | Average Deposition Flux (g h−1m−2) |
|---|---|---|---|
| Ozmen and Langrish [37] | 8.8 | 170 | 13 |
| Ozmen and Langrish [37] | 8.8 | 230 | 12.8 13.1 |
| Kota and Langrish [38] | 30 | 180 | Top 74 Middle 105 Bottom 205 |
| Side Wall | Chamber Bottom | |||||||
|---|---|---|---|---|---|---|---|---|
| Unit 2 | Unit 3 | Unit 4 | Unit 5 | Unit 6 | Unit 7 | 1 | 2 | |
| 170 °C average (5 runs) 8.8% | 0 | 2 | 1 | 9 | 2 | 0 | 5 | 13 |
| 230 °C average (3 runs) 8.8% | 0 | 5 | 1 | 3 | 1 | 0 | 8 | 11 |
| 170 °C average (5 runs) 30% | 12 | 57 | 17 | 83 | 15 | 5 | 110 | 58 |
| Tests | Chamber 1% | Chamber 2% | Cyclone % | Total % | Recovery Rate % |
|---|---|---|---|---|---|
| 170 °C average (5 runs) 30% | 10.7 | 7.7 | 0.5 | 18.9 | 67.5 |
| 170 °C average (5 runs) 8.8% | 1.6 | 2.4 | 1.6 | 5.7 | 78 |
| 230 °C average (3 runs) 8.8% | 4.0 | 4.4 | 3.7 | 12.0 | 58 |
| Location | 4” Design | Location | RR1 | RR2 | RR3 | RR Ave |
|---|---|---|---|---|---|---|
| Unit 2 flux | 0 | Unit 2 flux | 1.8 | 1.0 | 0.5 | 1.1 |
| Unit 3 flux | 2 | Unit 3 flux | 5.7 | 2.9 | 2.7 | 3.8 |
| Unit 4 Wall flux | 1 | Column 1 side of box walls flux | 0.9 | 0.8 | 0.6 | 0.8 |
| Unit 5 Wall flux | 9 | Column 2 Side of box walls flux | 1.5 | 1.5 | 0.9 | 1.3 |
| Unit 6 flux | 2 | Unit 6 flux | 5.9 | 2.6 | 1.5 | 3.3 |
| Unit 7 flux | 0 | Unit 7 flux | 3.2 | 5.5 | 2.1 | 3.6 |
| Location | 4” Design | Location | RR1 | RR2 | RR3 | RR Average |
|---|---|---|---|---|---|---|
| Column 1 Wall deposition (%) | 1.6 | Column 1 Wall deposition (%) | 0.8 | 1.0 | 0.5 | 0.8 |
| Column 2 Wall deposition (%) | 2.4 | Column 2 Wall deposition (%) | 0.3 | 0.4 | 0.3 | 0.4 |
| Box Wall deposition (%) | 0.8 | 0.6 | 0.7 | 0.7 | ||
| Cyclone wall deposition (%) | 1.6 | Cyclone wall deposition (%) | 2.1 | 2.0 | 2.4 | 2.2 |
| Recovery rate (yield, %) | 78 | Recovery rate (yield, %) | 80.8 | 80.3 | 80.9 | 80.7 |
| Moisture content (100 kg water/kg dry solids) | 2.7 | 1.4 | 1.6 | 1.9 | ||
| Total wall deposition (%) | 5.7 | Total wall deposition (%) | 4.0 | 4.1 | 3.9 | 4.0 |
| Paper | Concentration (%) | Temperature (°C) | Average Deposition Flux (g/m2/h) |
|---|---|---|---|
| Ozmen and Langrish [37] | 8.8 | 170 | 13 |
| Ozmen and Langrish [37] | 8.8 | 230 | 12.8 13.1 |
| Kota and Langrish [38] | 30 | 170 | Top 74 Middle 105 Bottom 205 |
| Woo, Daud, Tasirin and Talib [8] | 20% Sucrose Maltodextrin | 170 | Top 53.3 Middle 68.4 Bottom 63 |
| Keshani, et al. [39] | Skim milk (8.8%) | 180 | Top 20 Middle 4 Bottom 15 |
| Location | 4” Design | Location | RR1 | RR2 | RR3 | Average |
|---|---|---|---|---|---|---|
| Unit 2 flux | 12 | Unit 2 flux | 2.0 | 8.1 | 4.9 | 5.0 |
| Unit 3 flux | 57 | Unit 3 flux | 57 | 66 | 59 | 61 |
| Unit 4 Wall flux | 17 | Column 1 side of box walls flux | 4.7 | 5.2 | 5.0 | 4.9 |
| Unit 5 Wall flux | 83 | Column 2 side of box walls flux | 4.9 | 6.5 | 4.8 | 5.4 |
| Unit 6 flux | 15 | Unit 6 flux | 8.5 | 3.8 | 5.4 | 5.9 |
| Unit 7 flux | 5 | Unit 7 flux | 2.1 | 0.0 | 3.7 | 1.9 |
| Unit 4 base flux | 110 | Base of box left side (C1) flux | 97 | 130 | 120 | 120 |
| Unit 5 base flux | 58 | Base of box right side (C2) flux | 110 | 140 | 120 | 120 |
| Description | 4” Design | Description | RR1 | RR2 | RR3 | Average |
|---|---|---|---|---|---|---|
| Column 1 Wall deposition (%) | 10.7 | Column 1 Wall deposition (%) | 2.2 | 2.3 | 3.2 | 2.6 |
| Column 2 Wall deposition (%) | 7.7 | Column 2 Wall deposition (%) | 0.2 | 0.1 | 0.2 | 0.2 |
| Box Wall deposition (%) | 1.8 | 2.1 | 2.0 | 2.0 | ||
| Cyclone wall deposition (%) | 0.5 | Cyclone wall deposition (%) | 1.8 | 0.9 | 0.7 | 1.1 |
| Recovery rate (yield, %) | 71 | Recovery rate (yield, %) | 79.3 | 75.9 | 77.4 | 77.5 |
| Moisture content (100 kg water/kg dry solids) | 0.75 | Moisture content (100 kg water/kg dry solids) | 0.2 | 0.2 | 0.5 | 0.3 |
| Total wall deposition (%) | 18.9 | Total wall deposition (%) | 6.1 | 5.4 | 6.2 | 5.9 |
| Location | 4” Design | Location | RR1 | RR2 | RR3 | Average |
|---|---|---|---|---|---|---|
| Unit 2 flux | 0 | Unit 2 flux | 0.0 | 0.0 | 0.4 | 0.1 |
| Unit 3 flux | 5 | Unit 3 flux | 3.9 | 1.6 | 5.7 | 3.7 |
| Unit 4 Wall flux | 1 | Column 1 side of box walls flux | 2.2 | 0.3 | 1.5 | 1.3 |
| Unit 5 Wall flux | 3 | Column 2 Side of box walls flux | 2.7 | 0.4 | 0.8 | 1.3 |
| Unit 6 flux | 1 | Unit 6 flux | 2.1 | 1.3 | 0.8 | 1.4 |
| Unit 7 flux | 0 | Unit 7 flux | 0.2 | 1.2 | 2.5 | 1.3 |
| Unit 4 base flux | 8 | Base of box left side (C1) flux | 9.0 | 6.5 | 10.4 | 8.6 |
| Unit 5 base flux | 11 | Base of box right side (C2) flux | 8.2 | 6.5 | 9.6 | 8.1 |
| Location | Box 170 °C | Box 230 °C |
|---|---|---|
| Unit 2 flux | 1.1 | 0.1 |
| Unit 3 flux | 3.8 | 3.7 |
| Column 1 side of box walls flux | 0.8 | 1.3 |
| Column 2 side of box walls flux | 1.3 | 1.3 |
| Unit 6 flux | 3.3 | 1.4 |
| Unit 7 flux | 3.6 | 1.3 |
| Base of box left side flux | 11.5 | 8.6 |
| Base of box right side flux | 10.7 | 8.1 |
| Description | Existing | Description | RR1 | RR2 | RR3 | Average |
|---|---|---|---|---|---|---|
| Column 1 Wall deposition % | 4.0 | Column 1 Wall deposition% | 0.6 | 0.4 | 0.9 | 0.6 |
| Column 2 Wall deposition % | 4.4 | Column 2 Wall deposition% | 0.6 | 0.4 | 0.6 | 0.5 |
| Box Wall deposition% | 0.6 | 0.4 | 0.6 | 0.5 | ||
| Cyclone wall deposition % | 3.7 | Cyclone wall deposition% | 2.2 | 4.5 | 4.0 | 3.5 |
| Recovery rate | 58.0 | Recovery rate | 70.2 | 71.2 | 73.1 | 71.5 |
| Moisture content | moisture ratio | 0.3 | 0.7 | 0.4 | 0.5 | |
| Total wall deposition % | 12.0 | Total wall deposition% | 4.0 | 5.6 | 6.1 | 5.2 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Langrish, T.A.G.; Harrington, J.; Huang, X.; Zhong, C. Using CFD Simulations to Guide the Development of a New Spray Dryer Design. Processes 2020, 8, 932. https://doi.org/10.3390/pr8080932
Langrish TAG, Harrington J, Huang X, Zhong C. Using CFD Simulations to Guide the Development of a New Spray Dryer Design. Processes. 2020; 8(8):932. https://doi.org/10.3390/pr8080932
Chicago/Turabian StyleLangrish, Timothy A. G., James Harrington, Xing Huang, and Chao Zhong. 2020. "Using CFD Simulations to Guide the Development of a New Spray Dryer Design" Processes 8, no. 8: 932. https://doi.org/10.3390/pr8080932
APA StyleLangrish, T. A. G., Harrington, J., Huang, X., & Zhong, C. (2020). Using CFD Simulations to Guide the Development of a New Spray Dryer Design. Processes, 8(8), 932. https://doi.org/10.3390/pr8080932