
Particle Lagrangian CFD Simulation and Experimental Characterization of the Rounding of Polymer Particles in a Downer Reactor with Direct Heating

 ,
,  ,
, 
Abstract
1. Introduction
2. Materials and Methods
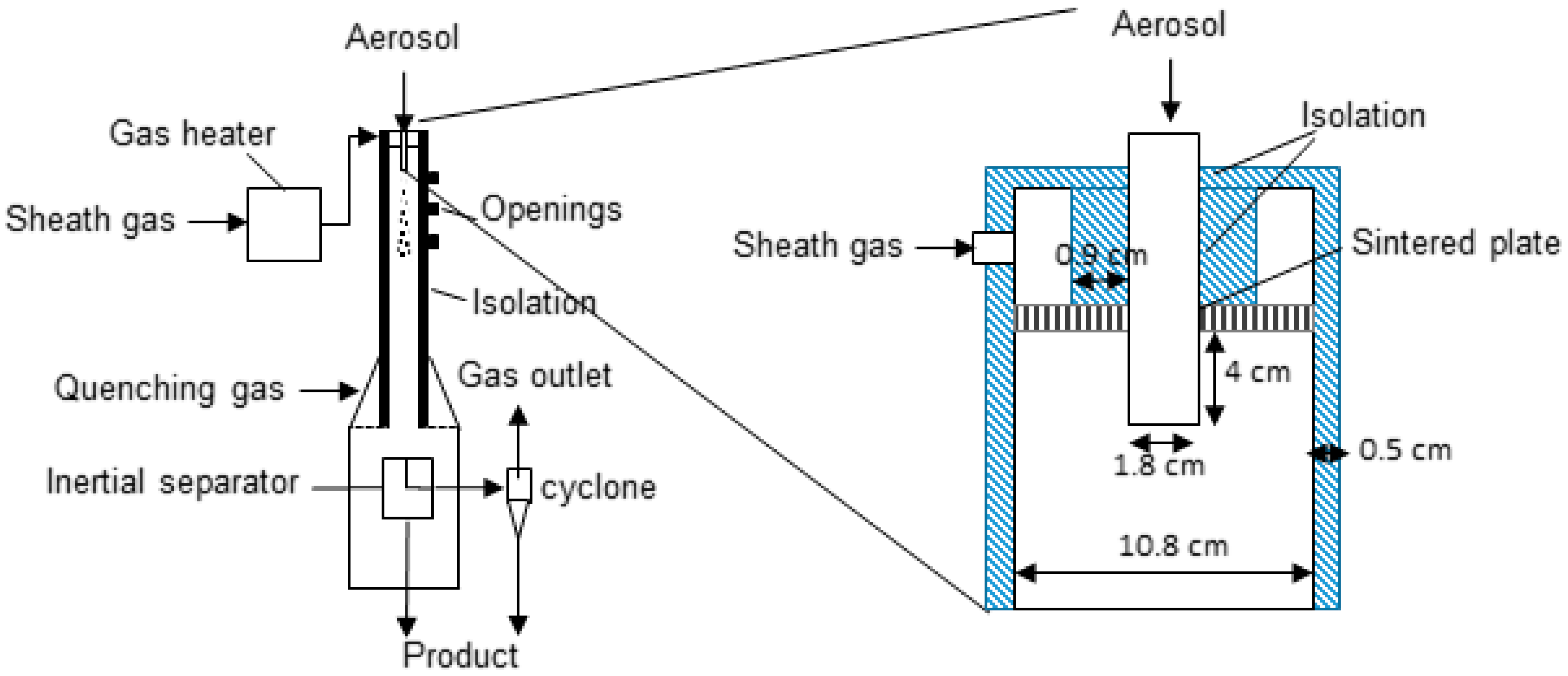
2.1. Rounding Setup
2.2. Particle Characterization
2.2.1. Scanning Electron Microscopy
2.2.2. Particle Sizing
2.2.3. Light Microscopy
2.3. Mathematical Model
2.3.1. Governing Equations
2.3.2. Computational Domain and Meshing
2.3.3. Boundary Conditions and Material Properties
2.3.4. Numerical Solution
2.3.5. Post-Processing of the Particle Tracks
3. Results and Discussion
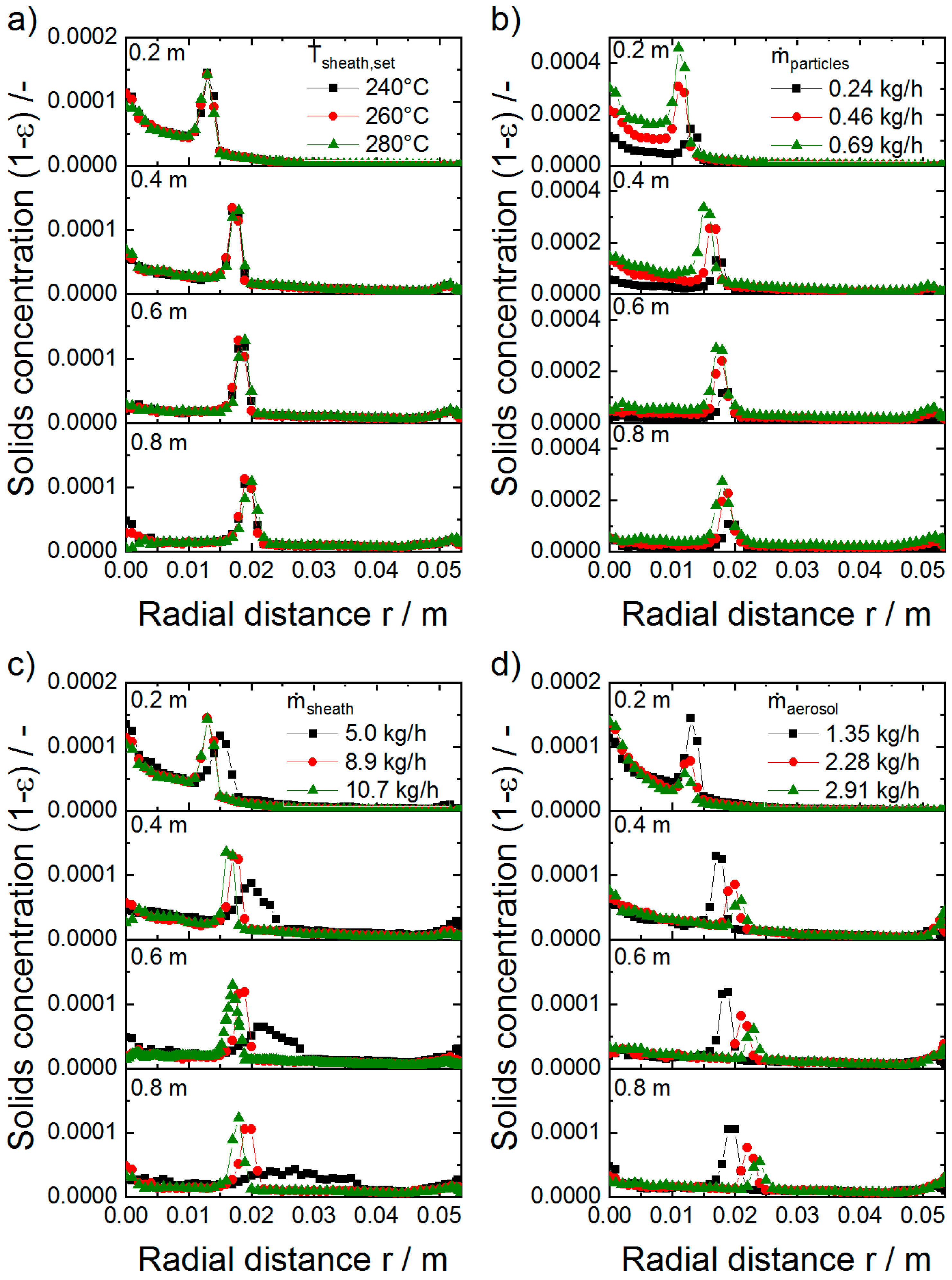
3.1. Effect of the Process Parameters on the Radial Solids Concentration in the Downer
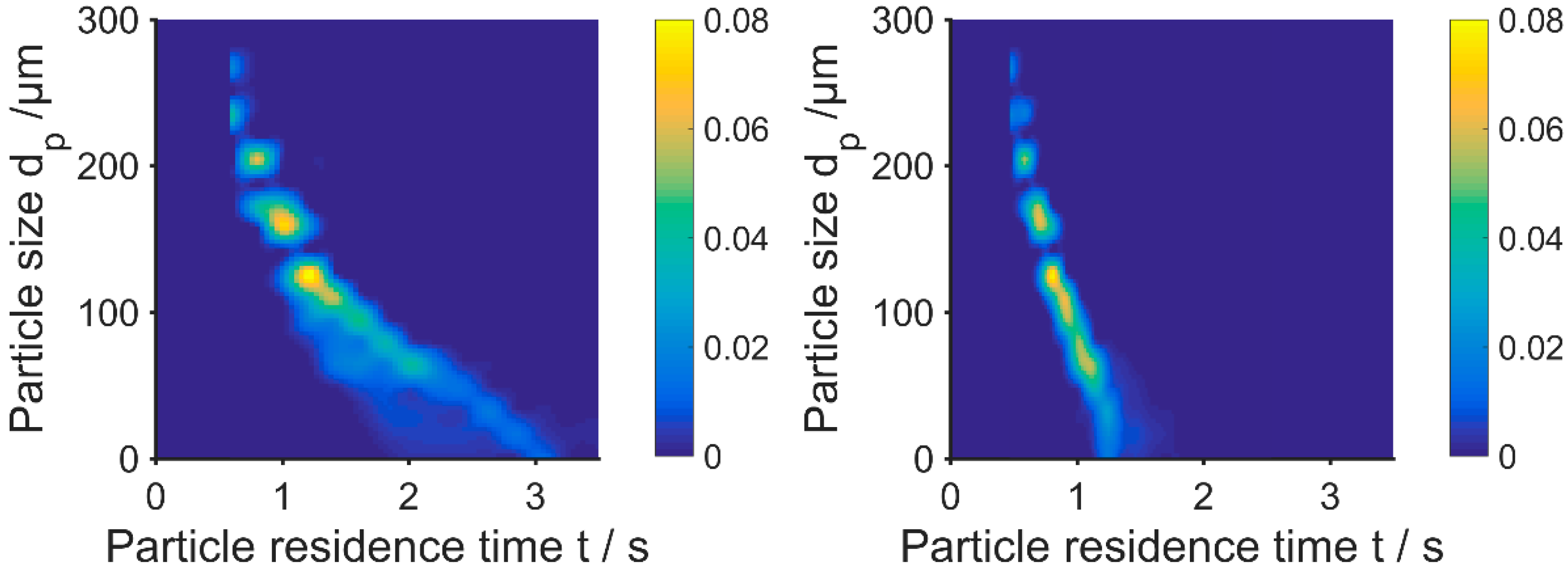
3.2. Influence of Process Parameters on the Particle Residence Time
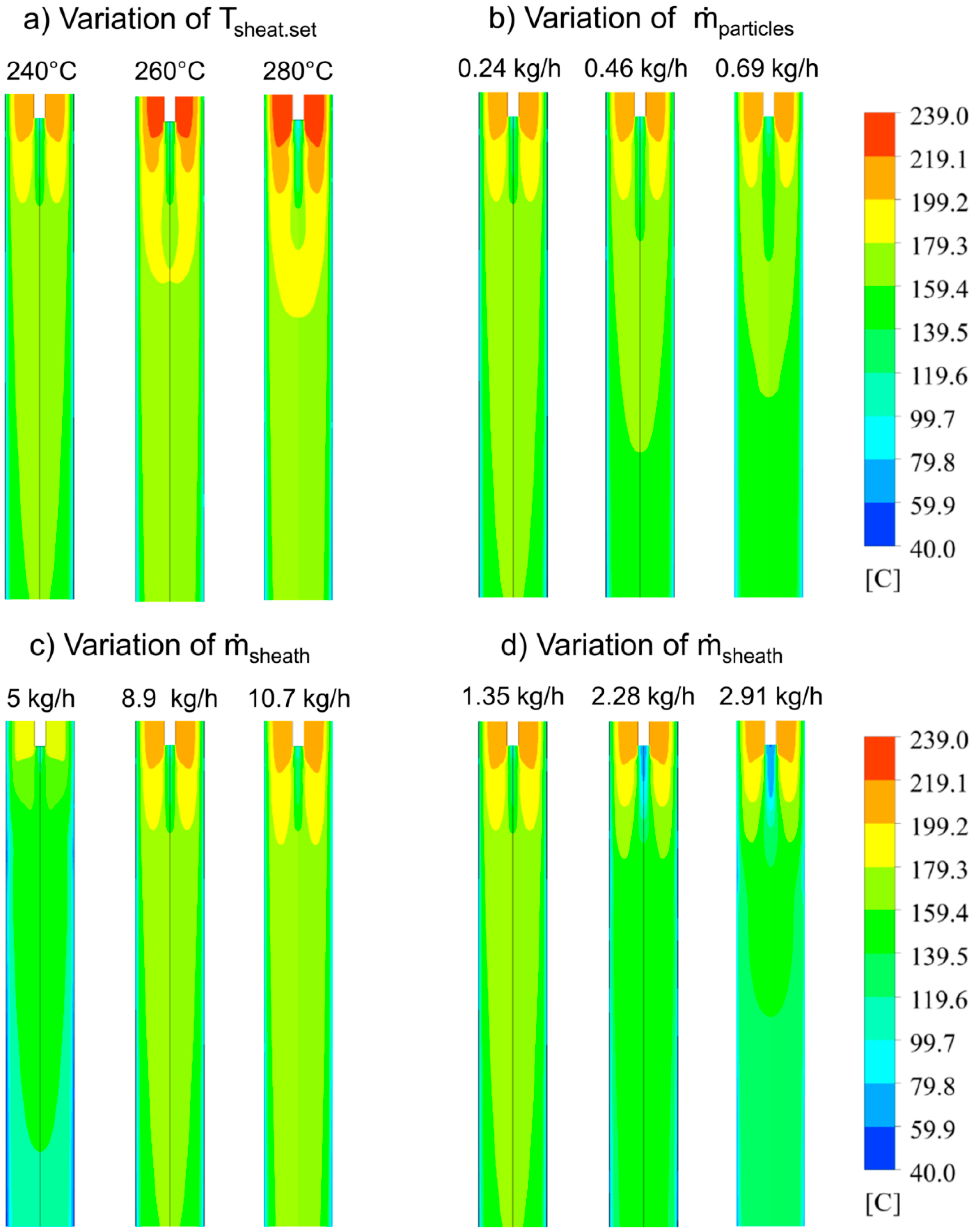
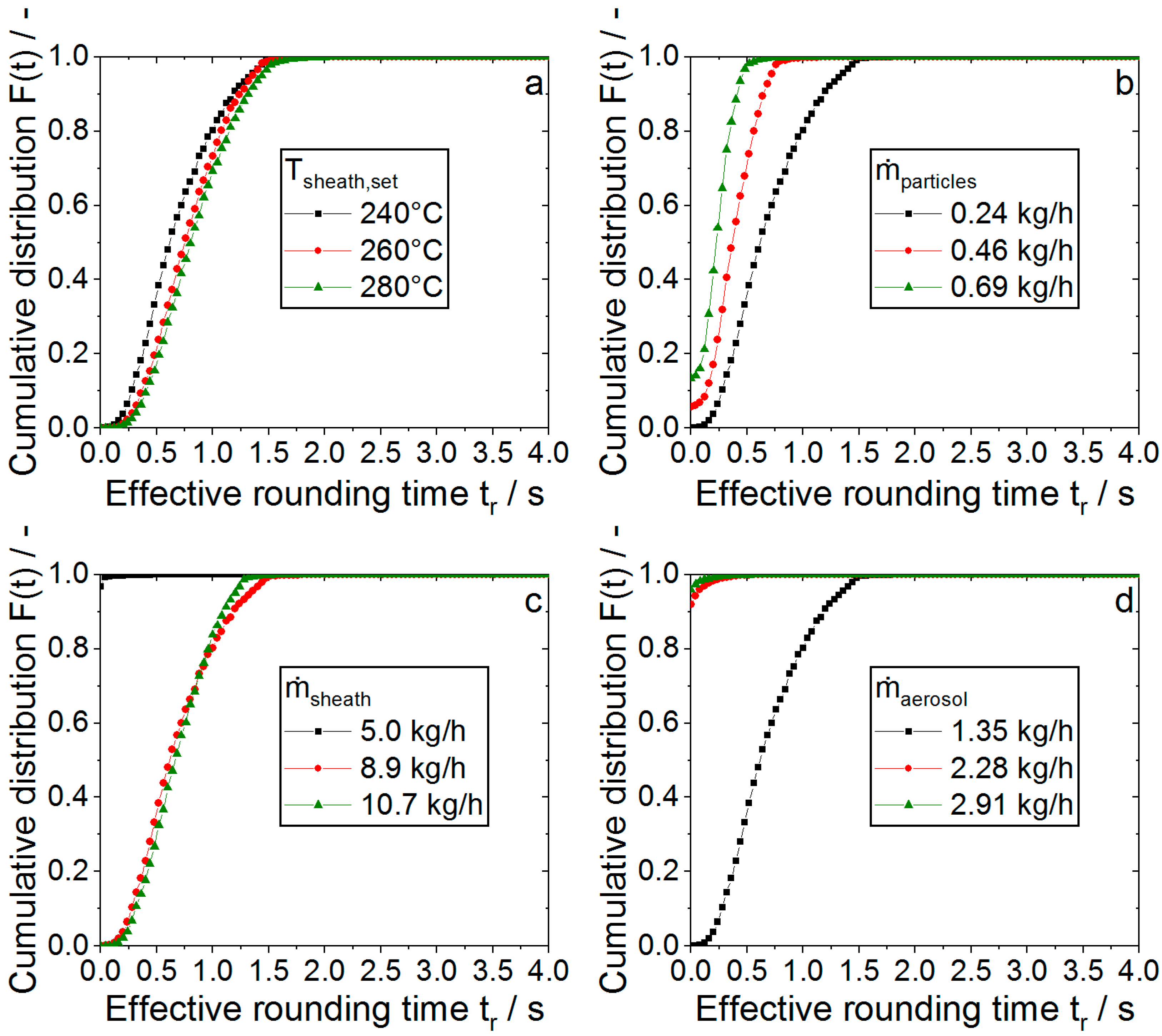
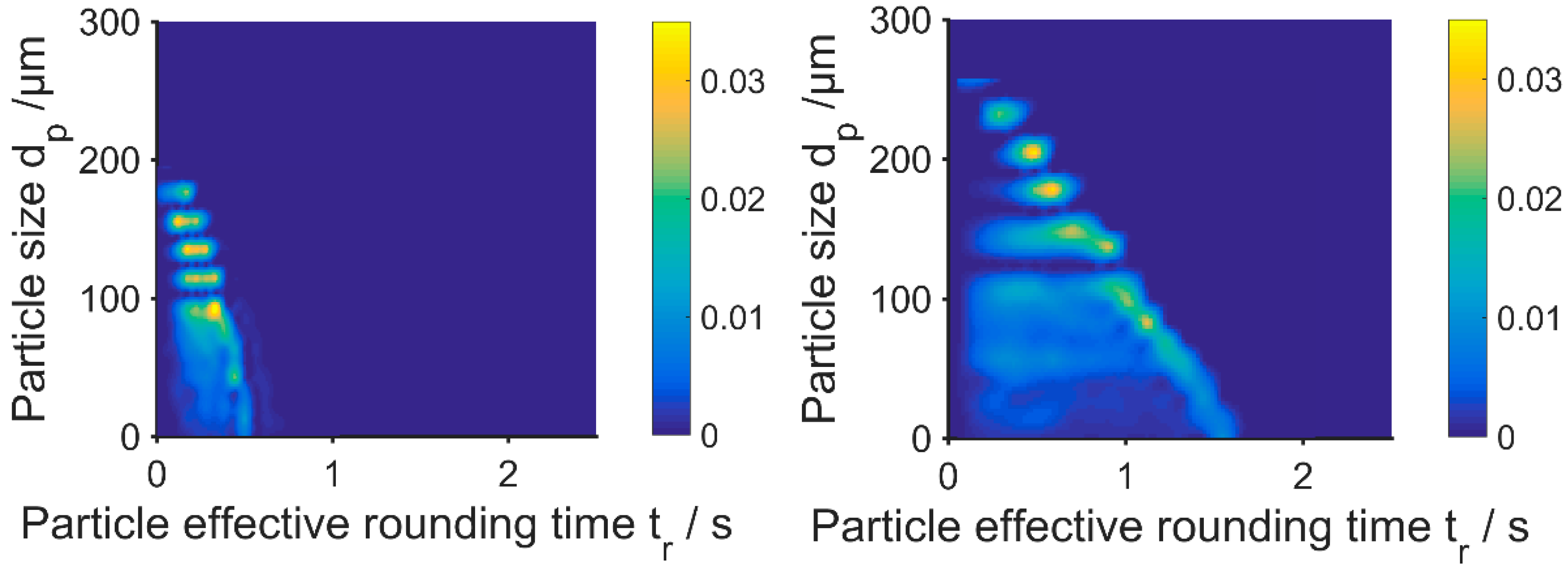
3.3. Influence of Process Parameters on Temperature Distribution and Effective Rounding Time
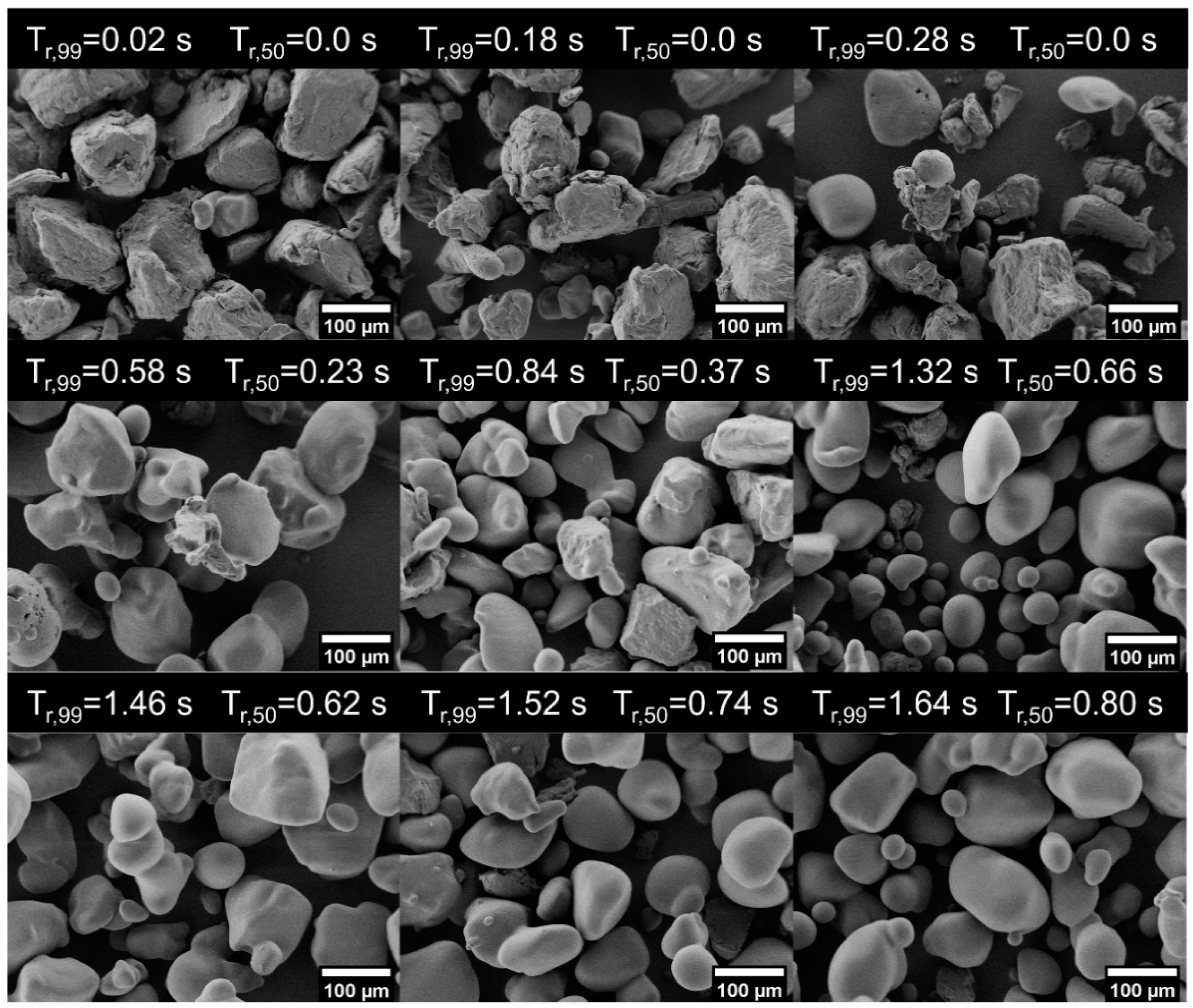
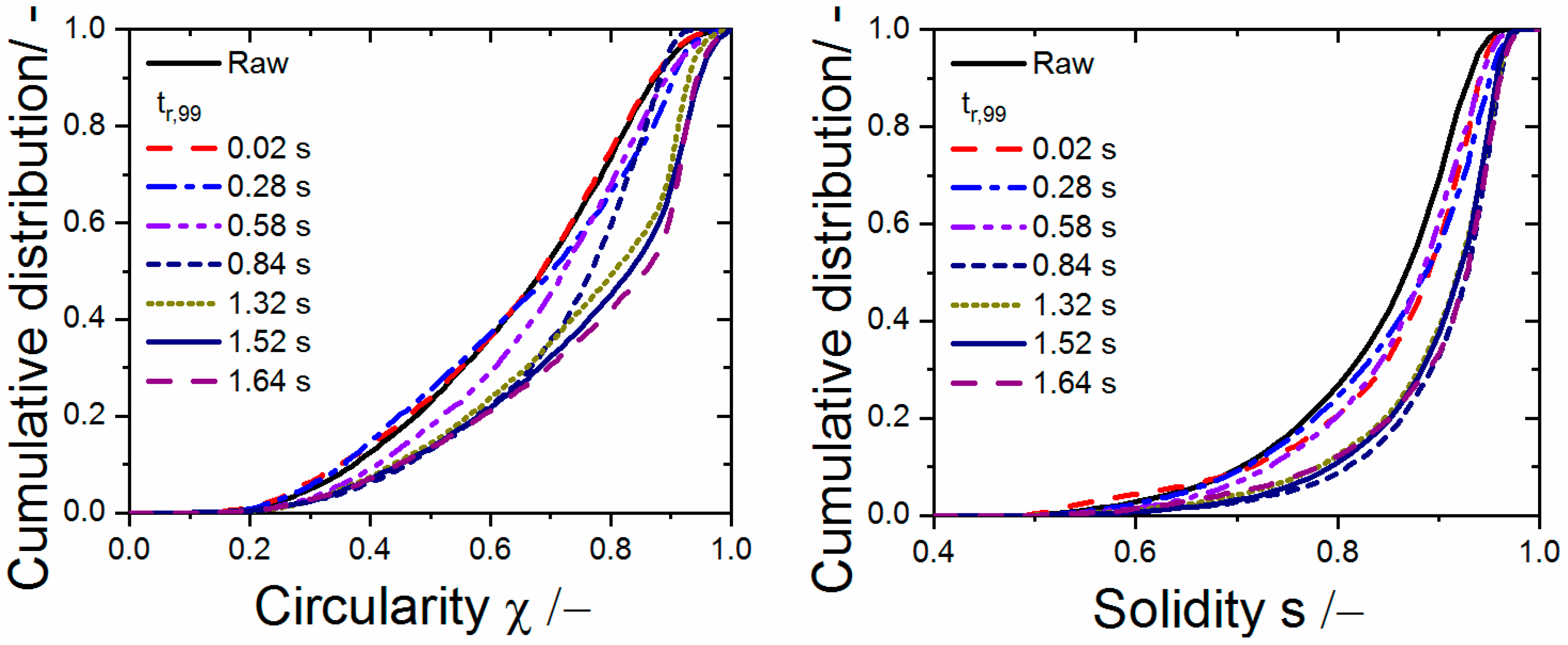
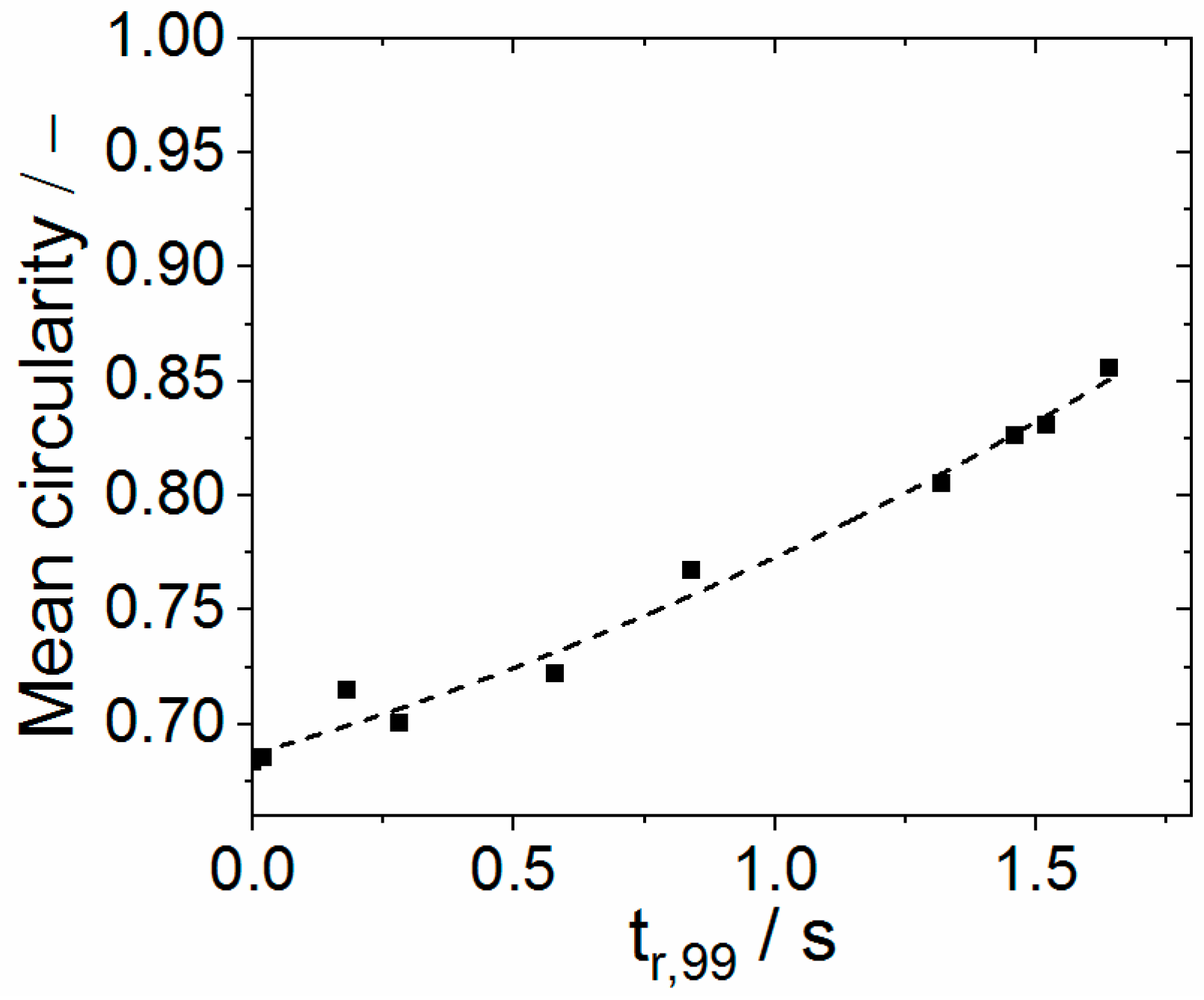
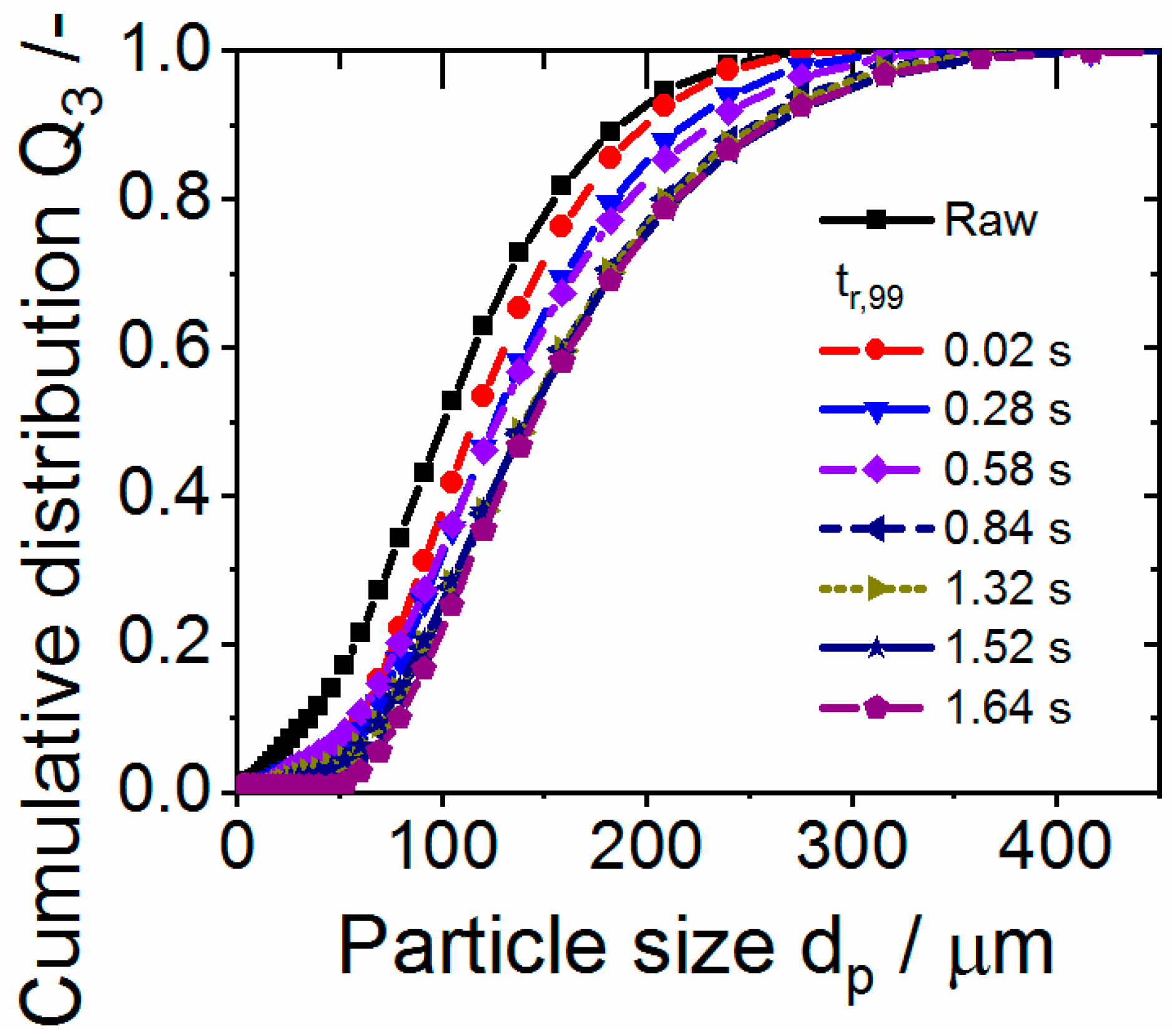
3.4. Effect of the Effective Rounding Time on Powder Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A. Governing Equations
| Gas phase (Continuous phase) |
| Mass conservation equation |
| Momentum conservation equation |
| Turbulent kinetic energy |
| Production of k due to buoyancy |
| Dissipation rate equation of turbulent energy |
| Viscous stress tensor equation |
| Turbulent stress tensor equation |
| Eddy viscosity equation |
| with |
| and |
| Strain-rate tensor |
| Deviatory part of the strain-rate tensor |
| Rate of rotation tensor |
| Realizable k-ε model constants |
| Instantaneous gas velocity |
| Velocity fluctuation |
| Characteristic lifetime of eddy |
| Eddy length scale |
| Energy equation |
| Total energy equation |
| Sensible enthalpy |
| Effective thermal conductivity |
| Turbulent thermal conductivity |
| Heat source term |
| Solid phase (disperse phase) |
| Particle force balance |
| Drag force per unit particle mass |
| Particle Reynolds number |
| Drag coefficient |
| Energy balance |
| Heat transfer coefficient |
| Particle crossing time |
| Particle relaxation time |
| Interaction time of particle with eddy |
| Coupling between discrete and continuous phases at each control volume (CV) |
| Momentum exchange |
| Heat exchange |
Appendix B. Additional Experimental and Simulation Setup
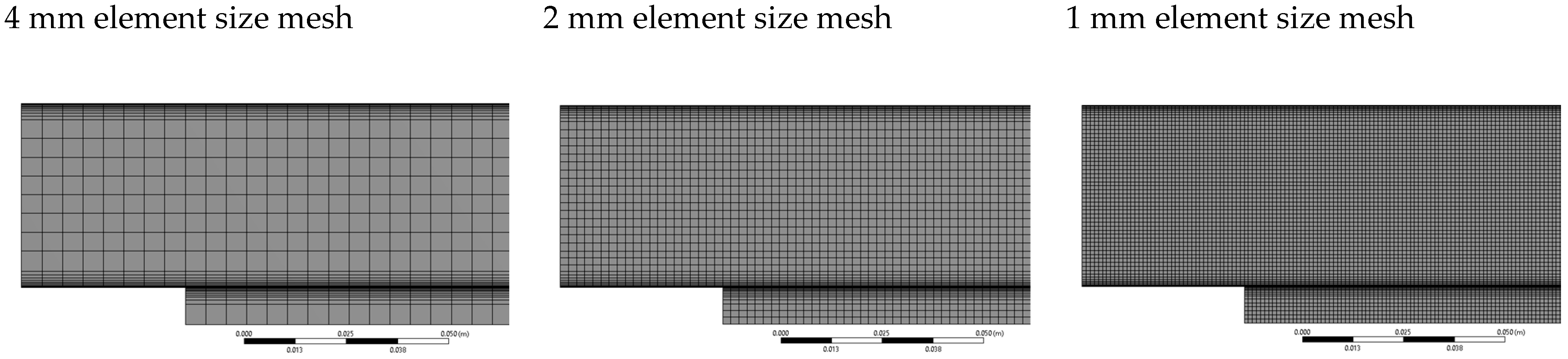
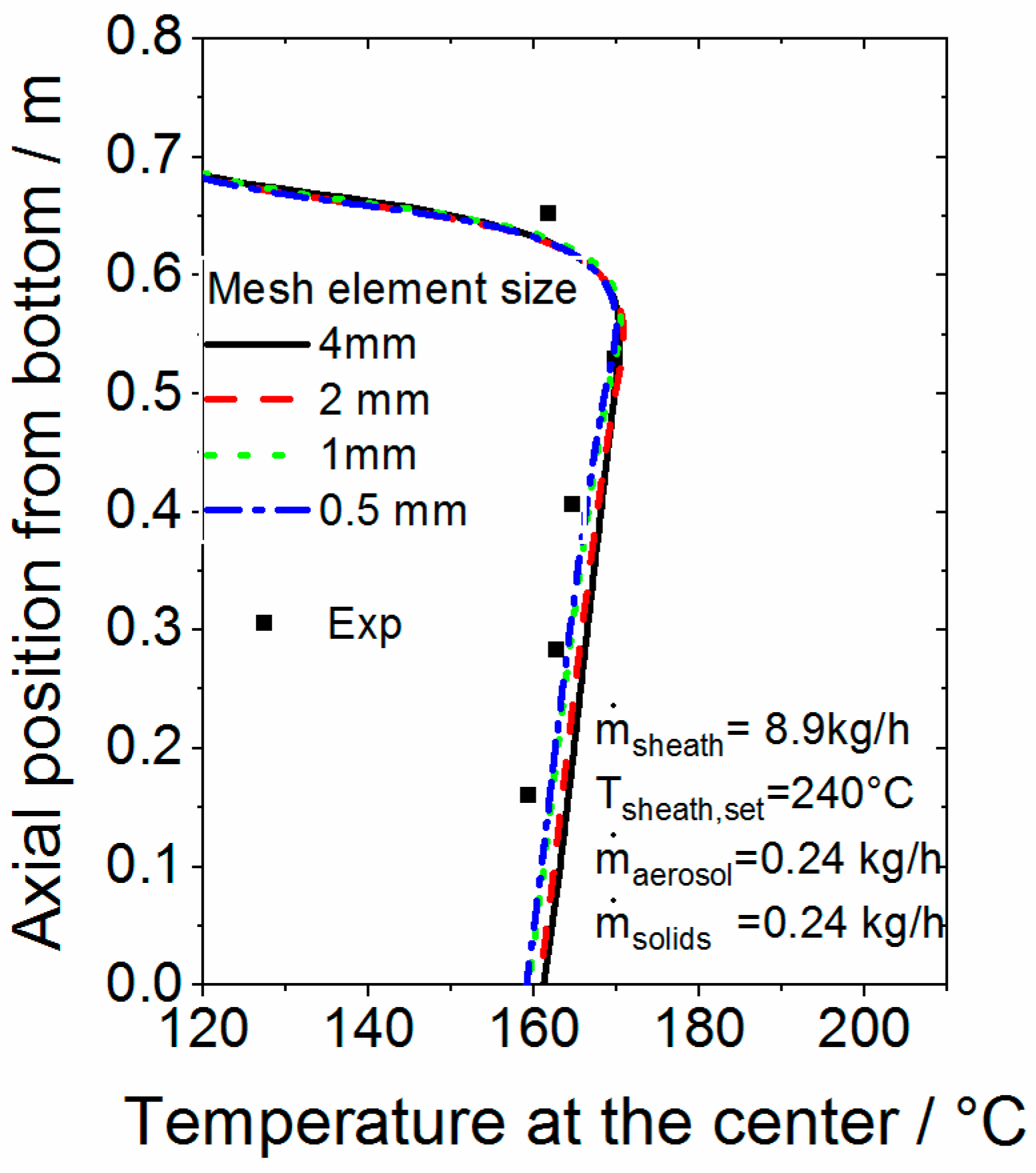
Appendix B.1. Mesh Independeny Study


Appendix B.2. Setup for Temperature Measurements and Determination of Heat Fluxes through the Reactor Wall
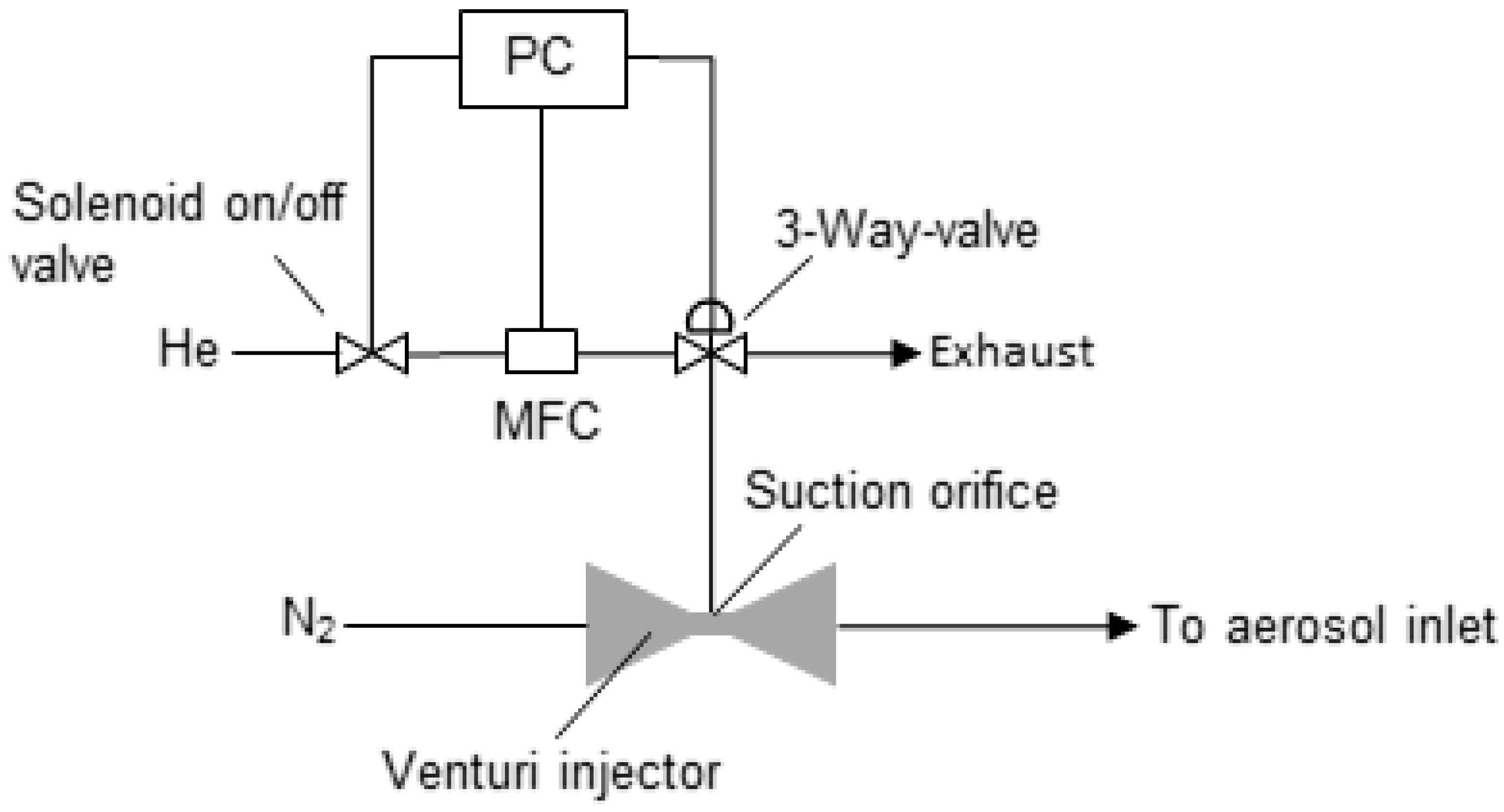
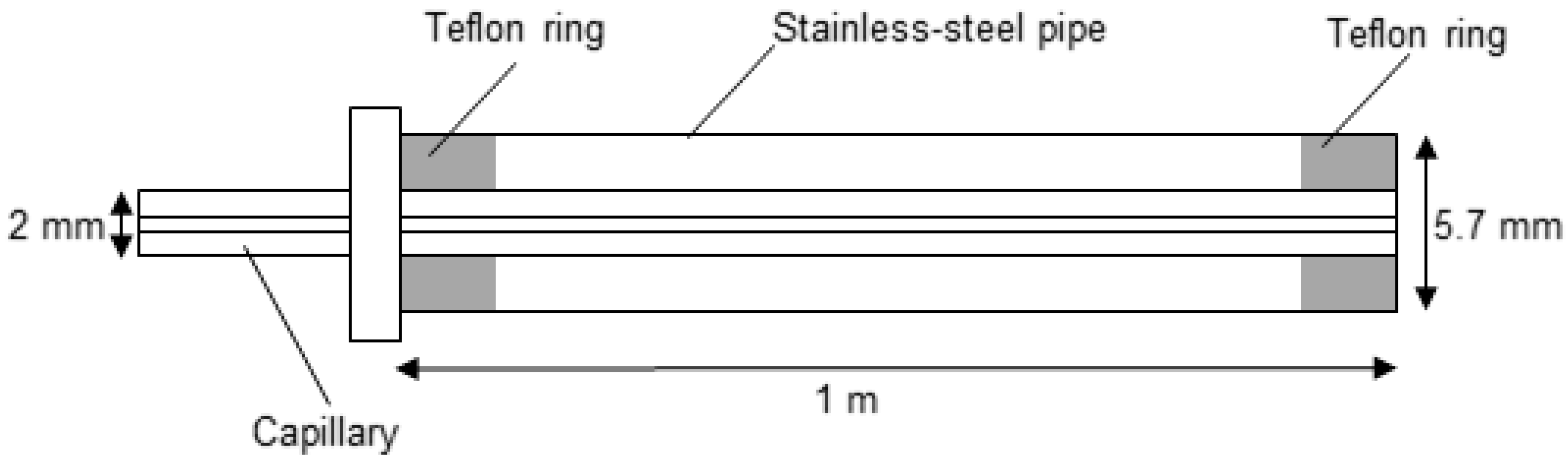
Appendix B.3. Determination of the Residence Time Distribution of Aerosol Gas in the Downer
Appendix B.3.1. Measurement Setup


Appendix B.3.2. Simulation of the Residence Time Distribution of the Aerosol Gas
Appendix B.4. Validation Results
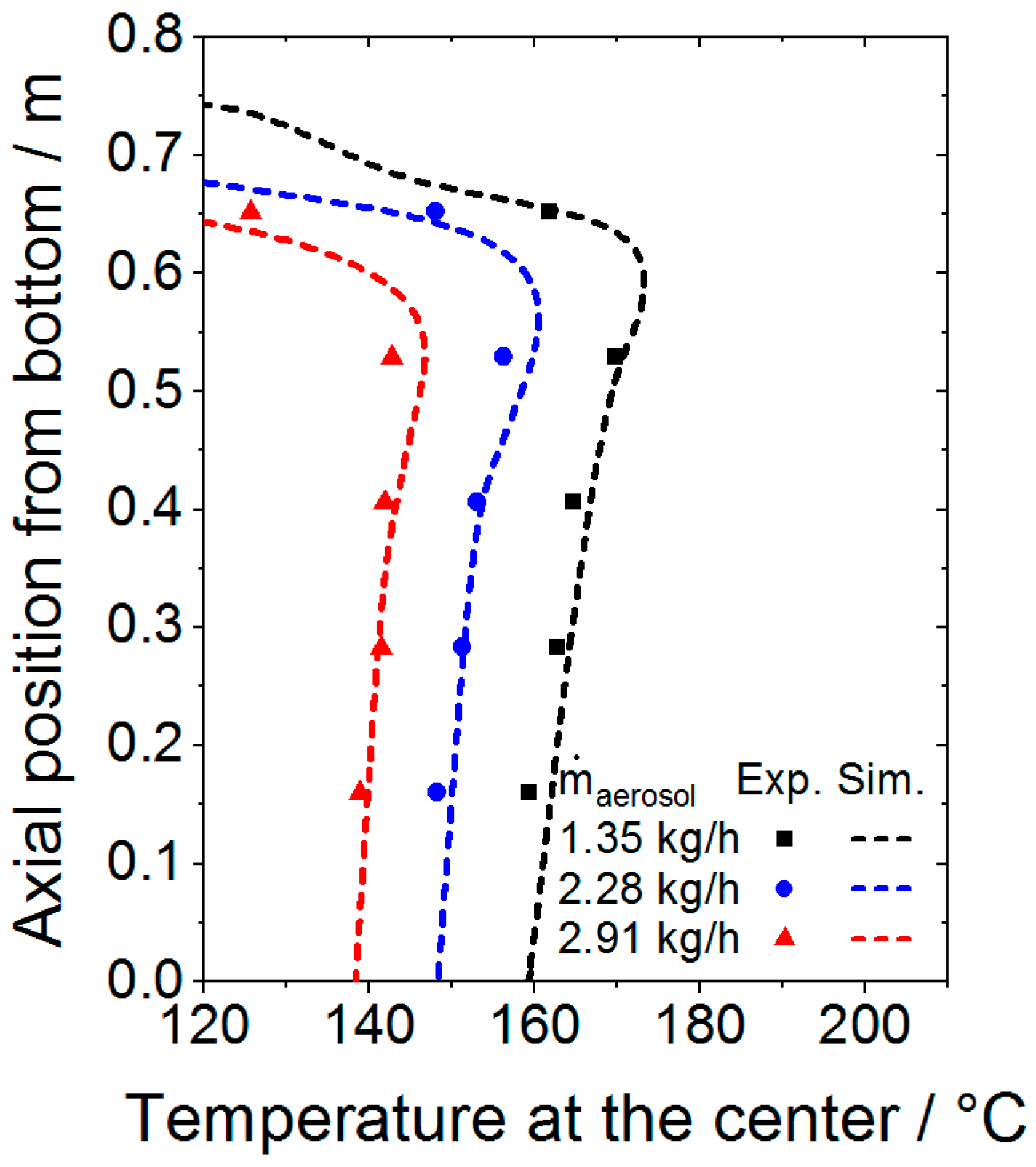
Appendix B.4.1 Axial Temperature Profiles (Figure A5)


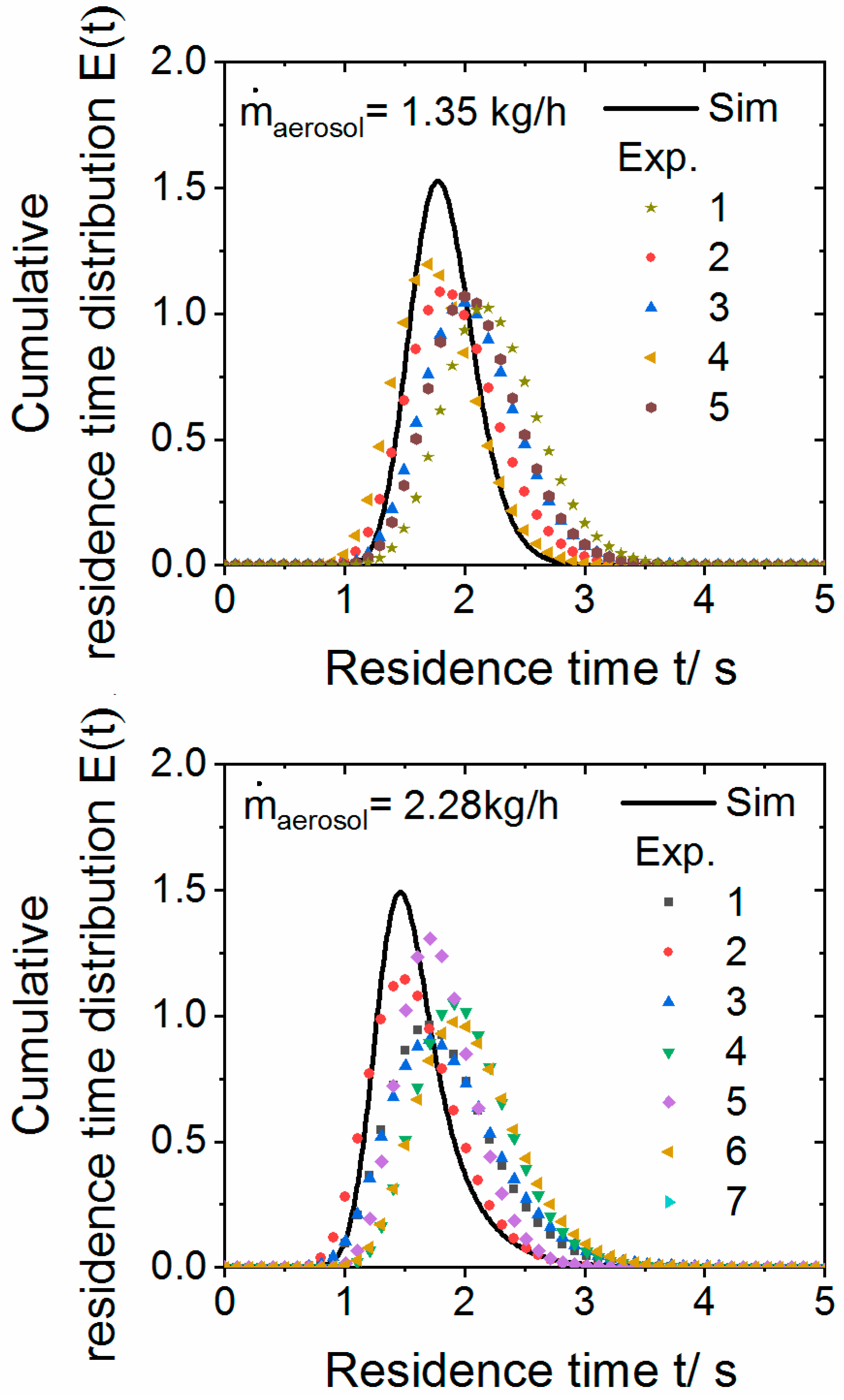
Appendix B.4.2. Residence Time Distribution of Aerosol Gas (Figure A6)


References
- Bahadur, S.; Badruddin, R. Erodent particle characterization and the effect of particle size and shape on erosion. Wear 1990, 138, 189–208. [Google Scholar] [CrossRef]
- Maile, F.J.; Pfaff, G.; Reynders, P. Effect pigments—Past, present and future. Prog. Org. Coat. 2005, 54, 150–163. [Google Scholar] [CrossRef]
- Podczeck, F.; Mia, Y. The influence of particle size and shape on the angle of internal friction and the flow factor of unlubricated and lubricated powders. Int. J. Pharm. 1996, 144, 187–194. [Google Scholar] [CrossRef]
- Fu, X.; Huck, D.; Makein, L.; Armstrong, B.; Willen, U.; Freeman, T. Effect of particle shape and size on flow properties of lactose powders. Particuology 2012, 10, 203–208. [Google Scholar] [CrossRef]
- Bonilla, J.S.G.; Dechet, M.A.; Schmidt, J.; Peukert, W.; Bück, A. Thermal rounding of micron-sized polymer particles in a downer reactor: Direct vs indirect heating. Rapid Prototyp. J. 2020, 26, 1637–1646. [Google Scholar] [CrossRef]
- Schmidt, J.; Sachs, M.; Blümel, C.; Winzer, B.; Toni, F.; Wirth, K.-E.; Peukert, W. A novel process route for the production of spherical LBM polymer powders with small size and good flowability. Powder Technol. 2014, 261, 78–86. [Google Scholar] [CrossRef]
- Otani, M.; Minoshima, H.; Ura, T.; Shinohara, K. Mechanism of particle shape modification by dry impact blending. Adv. Powder Technol. 1996, 7, 291–303. [Google Scholar] [CrossRef]
- Bissett, H.; van der Walt, I.; Havenga, J.; Nel, J. Titanium and zirconium metal powder spheroidization by thermal plasma processes. J. S. Afr. Inst. Min. Met. 2015, 115, 937–942. [Google Scholar] [CrossRef]
- Kotlyarov, V.I.; Beshkarev, V.T.; Kartsev, V.E.; Ivanov, V.V.; Gasanov, A.A.; Yuzhakova, E.A.; Samokhin, A.; Fadeev, A.A.; Alekseev, N.V.; Sinayskiy, M.A.; et al. Production of spherical powders on the basis of group IV metals for additive manufacturing. Inorg. Mater. Appl. Res. 2017, 8, 452–458. [Google Scholar] [CrossRef]
- Tang, J.; Nie, Y.; Lei, Q.; Li, Y. Characteristics and atomization behavior of Ti-6Al-4V powder produced by plasma rotating electrode process. Adv. Powder Technol. 2019, 30, 2330–2337. [Google Scholar] [CrossRef]
- Zhao, Y.; Cui, Y.; Numata, H.; Bian, H.; Wako, K.; Yamanaka, K.; Aoyagi, K.; Chiba, A. Centrifugal granulation behavior in metallic powder fabrication by plasma rotating electrode process. Sci. Rep. 2020, 10, 18446. [Google Scholar] [CrossRef]
- Jin, H.; Xu, L.; Hou, S. Preparation of spherical silica powder by oxygen–acetylene flame spheroidization process. J. Mater. Process. Technol. 2010, 210, 81–84. [Google Scholar] [CrossRef]
- Mys, N.; van de Sande, R.; Verberckmoes, A.; Cardon, L. Processing of Polysulfone to Free Flowing Powder by Mechanical Milling and Spray Drying Techniques for Use in Selective Laser Sintering. Polymers 2016, 8, 150. [Google Scholar] [CrossRef]
- Mys, N.; Verberckmoes, A.; Cardon, L. Processing of Syndiotactic Polystyrene to Microspheres for Part Manufacturing through Selective Laser Sintering. Polymers 2016, 8, 383. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, J.; Sachs, M.; Fanselow, S.; Zhao, M.; Romeis, S.; Drummer, D.; Wirth, K.-E.; Peukert, W. Optimized polybutylene terephthalate powders for selective laser beam melting. Chem. Eng. Sci. 2016, 156, 1–10. [Google Scholar] [CrossRef]
- Dechet, M.A.; Gómez Bonilla, J.S.; Lanzl, L.; Drummer, D.; Bück, A.; Schmidt, J.; Peukert, W. Spherical Polybutylene Terephthalate (PBT)—Polycarbonate (PC) Blend Particles by Mechanical Alloying and Thermal Rounding. Polymers 2018, 10, 1373. [Google Scholar] [CrossRef]
- Gómez Bonilla, J.S.; Kletcher, R.; Lanyi, F.; Schubert, D.W.; Bück, A.; Schmidt, J.; Peukert, W. Effect of particle rounding on the processability of polypropylene powder and the mechanical properties of selective laser sintering produced parts. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 2019. [Google Scholar]
- Kondo, K.; Kido, K.; Niwa, T. Spheronization mechanism of pharmaceutical material crystals processed by extremely high shearing force using a mechanical powder processor. Eur. J. Pharm. Biopharm. 2016, 107, 7–15. [Google Scholar] [CrossRef]
- Mundszinger, M.; Farsi, S.; Rapp, M.; Golla-Schindler, U.; Kaiser, U.; Wachtler, M. Morphology and texture of spheroidized natural and synthetic graphites. Carbon 2017, 111, 764–773. [Google Scholar] [CrossRef]
- Naito, M.; Kondo, A.; Yokoyama, T. Applications of comminution techniques for the surface modification of powder materials. ISIJ Int. 1993, 33, 915–924. [Google Scholar] [CrossRef]
- Murray, J.; Simonelli, M.; Speidel, A.; Grant, D.; Clare, A. Spheroidisation of metal powder by pulsed electron beam irradiation. Powder Technol. 2019, 350, 100–106. [Google Scholar] [CrossRef]
- Zhu, J.-X.; Yu, Z.-Q.; Jin, Y.; Grace, J.R.; Issangya, A. Cocurrent downflow circulating fluidized bed (downer) reactors —A state of the art review. Can. J. Chem. Eng. 1995, 73, 662–677. [Google Scholar] [CrossRef]
- Cheng, Y.; Wu, C.; Zhu, J.; Wei, F.; Jin, Y. Downer reactor: From fundamental study to industrial application. Powder Technol. 2008, 183, 364–384. [Google Scholar] [CrossRef]
- Lehner, P.; Wirth, K.-E. Characterization of the flow pattern in a downer reactor. Chem. Eng. Sci. 1999, 54, 5471–5483. [Google Scholar] [CrossRef]
- Sachs, M.; Friedle, M.; Schmidt, J.; Peukert, W.; Wirth, K.-E. Characterization of a downer reactor for particle rounding. Powder Technol. 2017, 316, 357–366. [Google Scholar] [CrossRef]
- Khongprom, P.; Aimdilokwong, A.; Limtrakul, S.; Vatanatham, T.; Ramachandran, P.A. Axial gas and solids mixing in a down flow circulating fluidized bed reactor based on CFD simulation. Chem. Eng. Sci. 2012, 73, 8–19. [Google Scholar] [CrossRef]
- Cheng, Y.; Wei, F.; Guo, Y.; Jin, Y. CFD simulation of hydrodynamics in the entrance region of a downer. Chem. Eng. Sci. 2001, 56, 1687–1696. [Google Scholar] [CrossRef]
- Kim, Y.N.; Wu, C.; Cheng, Y. CFD simulation of hydrodynamics of gas–solid multiphase flow in downer reactors: Revisited. Chem. Eng. Sci. 2011, 66, 5357–5365. [Google Scholar] [CrossRef]
- Zhao, T.; Liu, K.; Cui, Y.; Takei, M. Three-dimensional simulation of the particle distribution in a downer using CFD–DEM and comparison with the results of ECT experiments. Adv. Powder Technol. 2010, 21, 630–640. [Google Scholar] [CrossRef]
- Zhao, T.; Takei, M.; Doh, D.-H. ECT measurement and CFD–DEM simulation of particle distribution in a down-flow fluidized bed. Flow Meas. Instrum. 2010, 21, 212–218. [Google Scholar] [CrossRef]
- Gómez Bonilla, J.S.; Szymczak, T.; Zhou, X.; Schrüfer, S.; Dechet, M.A.; Schmuki, P.; Schubert, D.W.; Schmidt, J.; Peukert, W.; Bück, A. Improving the coloring of polypropylene materials for powder bed fusion by plasma surface functionalization. Addit. Manuf. 2020, 34, 101373. [Google Scholar] [CrossRef]
- Kern GmbH. Kern Riwetta Materialselektor 4.0; Kern GmbH: Foshan, China, 2010. [Google Scholar]
- Takashimizu, Y.; Iiyoshi, M. New parameter of roundness R: Circularity corrected by aspect ratio. Prog. Earth Planet. Sci. 2016, 3, 2. [Google Scholar] [CrossRef]
- Elghobashi, S. On predicting particle-laden turbulent flows. Appl. Sci. Res. 1994, 52, 309–329. [Google Scholar] [CrossRef]
- Rajaratnam, N. Chapter 8 confined jets. In Turbulent Jets; Rajaratnam, N., Ed.; Elsevier: Amsterdam, The Netherlands, 1976; pp. 148–183. ISBN 9780444413727. [Google Scholar]
- Moeller, W.G.; Dealy, J.M. Backmixing in a confined jet. Can. J. Chem. Eng. 1970, 48, 356–361. [Google Scholar] [CrossRef]
- Larsson, I.A.S.; Lycksam, H.; Lundström, T.S.; Marjavaara, B.D. Experimental study of confined coaxial jets in a non-axisymmetric co-flow. Exp. Fluids 2020, 61, 19. [Google Scholar] [CrossRef]
- Revuelta, A.; Martínez-Bazán, C.; Sánchez, A.L.; Liñán, A. Laminar Craya–Curtet jets. Phys. Fluids 2004, 16, 208. [Google Scholar] [CrossRef]
- Shih, T.-H.; Liou, W.W.; Shabbir, A.; Yang, Z.; Zhu, J. A new k-ϵ eddy viscosity model for high reynolds number turbulent flows. Comput. Fluids 1995, 24, 227–238. [Google Scholar] [CrossRef]
- Chen, H.C.; Patel, V.C. Near-wall turbulence models for complex flows including separation. AIAA J. 1988, 26, 641–648. [Google Scholar] [CrossRef]
- Kader, B. Temperature and concentration profiles in fully turbulent boundary layers. Int. J. Heat Mass Transf. 1981, 24, 1541–1544. [Google Scholar] [CrossRef]
- Haider, A.; Levenspiel, O. Drag coefficient and terminal velocity of spherical and nonspherical particles. Powder Technol. 1989, 58, 63–70. [Google Scholar] [CrossRef]
- Milojevié, D. Lagrangian Stochastic-Deterministic (LSD) predictions of particle dispersion in turbulence. Part. Part. Syst. Charact. 1990, 7, 181–190. [Google Scholar] [CrossRef]
- Lakehal, D. On the modelling of multiphase turbulent flows for environmental and hydrodynamic applications. Int. J. Multiph. Flow 2002, 28, 823–863. [Google Scholar] [CrossRef]
- Ranz, W.E.; Marshall, W.R. Evaporation from Drops, Part I. Chem. Eng. Prog. 1952, 48, 141–146. [Google Scholar]
- Lemmon, E.W.; McLinden, M.O.; Friend, D.G. Thermophysical Properties of Fluid Systems. In NIST Chemistry WebBook, NIST Standard Reference Database Number 69; Linstrom, P.J., Mallard, W.G., Eds.; BibSonomy: Gaithersburg, MD, USA, 1998. [Google Scholar]
- ANSYS Inc. ANSYS Fluent User’s Guide, Release 17.2; ANSYS Inc.: Foshan, China, 2016. [Google Scholar]
- Brust, H. Einfluß der Gutaufgabevorrichtung auf die Gasvermischung und Feststoffverteilung im Downer-Reaktor: Influence of Gas/Solids Distributor on Gas-Mixing and Solids Distribution in a Downer Reactor. Ph.D. Thesis, Friedrich-Alexander-Universität Erlangen-Nürnberg, Erlangen, Germany, 2003. [Google Scholar]
- Zhao, Y.; Ding, Y.; Wu, C.; Cheng, Y. Numerical simulation of hydrodynamics in downers using a CFD–DEM coupled approach. Powder Technol. 2010, 199, 2–12. [Google Scholar] [CrossRef]
- Johnston, P.M.; Zhu, J.-X.; de Lasa, H.I.; Zhang, H. Effect of distributor designs on the flow development in downer reactor. AIChE J. 1999, 45, 1587–1592. [Google Scholar] [CrossRef]
- Lau, T.; Nathan, G.J. Influence of Stokes number on the velocity and concentration distributions in particle-laden jets. J. Fluid Mech. 2014, 757, 432–457. [Google Scholar] [CrossRef]
- Modarress, D.; Tan, H.; Elghobashi, S. Two-component LDA measurement in a two-phase turbulent jet. AIAA J. 1984, 22, 624–630. [Google Scholar] [CrossRef]
- Çengel, Y.A. Heat Transfer: A Practical Approach; WBC McGraw-Hill: Boston, MA, USA, 1998; ISBN 0070115052. [Google Scholar]
- Brust, H.; Wirth, K.-E. Residence time behavior of gas in a downer reactor. Ind. Eng. Chem. Res. 2004, 43, 5796–5801. [Google Scholar] [CrossRef]
- Kripylo, P.M.; Baerns, H.; Hofmann, A. Renken (Hrsg.), Chemische Reaktionstechnik-Lehrbuch der Technischen Chemie, Bd. 1, 2. Aufl., 428 S., 215 Abb., 41 Tab., Georg-Thieme-Verlag, Stuttgart 1992, geb. ISBN 3-1368-7502-8. J. Prakt. Chem. 1993, 335, 486. [Google Scholar] [CrossRef]
- Adeosun, J.T.; Lawal, A. Numerical and experimental studies of mixing characteristics in a T-junction microchannel using residence-time distribution. Chem. Eng. Sci. 2009, 64, 2422–2432. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Reference |
|---|---|---|
| Solid density | 907 kg/m3 | [31] |
| Powder loose Packing density | 332.1 kg/m3 | [31] |
| Sauter diameter | 87.8 µm | [31] |
| Flow function ffc @1300 Pa consolidation | 1.39 ± 0.04 | [31] |
| Melting temperature (melting peak) | 167.4 °C | [31] |
| Melting onset | 159 °C | [31] |
| Specific surface area | 0.40 m2/g | [31] |
| Heat conductivity | 0.22 W/K∙m | [32] |
| Specific heat capacity | 1.7 J/g∙K | [32] |
| Parameter Set | Mass Flow Sheath Gas ṁsheath/kg/h | Set Temperature Sheath Gas Tsheath,set/°C | Mass Flow Aerosol Gas ṁaerosol/kg/h | Powder Mass Flow ṁparticles/kg/h | Averaged Solid Volume Fraction at Aerosol Inlet (1 − ε)av,aer/− |
|---|---|---|---|---|---|
| Variation of Tsheath,set | |||||
| 1 | 8.9 | 240 | 1.35 | 0.24 | 1.79 × 10−4 |
| 2 | 8.9 | 260 | 1.35 | 0.24 | 1.69 × 10−4 |
| 3 | 8.9 | 280 | 1.35 | 0.24 | 1.70 × 10−4 |
| Variation of ṁparticles | |||||
| 1 | 8.9 | 240 | 1.35 | 0.24 | 1.79 × 10−4 |
| 4 | 8.9 | 240 | 1.35 | 0.46 | 3.42 × 10−4 |
| 5 | 8.9 | 240 | 1.35 | 0.69 | 5.41 × 10−4 |
| Variation of ṁsheath | |||||
| 6 | 5 | 240 | 1.35 | 0.24 | 1.77 × 10−4 |
| 1 | 8.9 | 240 | 1.35 | 0.24 | 1.79 × 10−4 |
| 7 | 10.7 | 240 | 1.35 | 0.24 | 1.78 × 10−4 |
| Variation of ṁaerosol | |||||
| 1 | 8.9 | 240 | 1.35 | 0.24 | 1.79 × 10−4 |
| 8 | 8.9 | 240 | 2.28 | 0.24 | 1.14 × 10−4 |
| 9 | 8.9 | 240 | 2.91 | 0.24 | 9.24 × 10−5 |
| Parameter Set | Mean Velocity Sheath Gas/m/s | Measured Temperature Sheath Gas/°C | Mean Velocity Aerosol Gas/m/s | Measured Temperature Aerosol Gas/°C |
|---|---|---|---|---|
| 1 | 0.39 | 210.8 | 1.57 | 96.4 |
| 2 | 0.40 | 227 | 1.65 | 116.2 |
| 3 | 0.41 | 244 | 1.65 | 114.8 |
| 4 | 0.39 | 210.8 | 1.57 | 96.4 |
| 5 | 0.39 | 210.8 | 1.57 | 96.4 |
| 6 | 0.21 | 187 | 1.58 | 99.7 |
| 7 | 0.47 | 215.8 | 1.57 | 96.9 |
| 8 | 0.39 | 210.8 | 2.47 | 71.0 |
| 9 | 0.39 | 210.8 | 3.04 | 59.0 |
| Simulation Case | Mean Residence Time t50/s | Standard Deviation σ/s | Skewness/- |
|---|---|---|---|
| Variation of Tsheath,set | |||
| 240 °C | 1.02 | 0.31 | 0.11 |
| 260 °C | 1.00 | 0.31 | 0.12 |
| 280 °C | 1.04 | 0.32 | 0.12 |
| Variation of ṁparticles | |||
| 0.24 kg/h | 1.02 | 0.31 | 0.11 |
| 0.46 kg/h | 0.94 | 0.31 | 0.16 |
| 0.69 kg/h | 0.89 | 0.31 | 0.21 |
| Variation of ṁsheath | |||
| 5 kg/h | 1.40 | 0.61 | 0.42 |
| 8.9 kg/h | 1.02 | 0.31 | 0.11 |
| 10.7 kg/h | 0.93 | 0.25 | 0.08 |
| Variation of ṁaerosol | |||
| 1.35 kg/h | 1.02 | 0.31 | 0.11 |
| 2.28 kg/h | 0.86 | 0.69 | 0.48 |
| 2.91 kg/h | 0.76 | 0.71 | 0.51 |
| Simulation Case | Median Effective Rounding Time tr,50/s | 99th Percentile of the Effective Rounding Time tr,99/s |
|---|---|---|
| Variation of Tsheath,set | ||
| 240 °C | 0.62 | 1.46 |
| 260 °C | 0.75 | 1.52 |
| 280 °C | 0.80 | 1.64 |
| Variation of ṁparticles | ||
| 0.24 kg/h | 0.62 | 1.46 |
| 0.46 kg/h | 0.37 | 0.84 |
| 0.69 kg/h | 0.22 | 0.58 |
| Variation of ṁsheath | ||
| 5 kg/h | 0 | 0.02 |
| 8.9 kg/h | 0.61 | 1.46 |
| 10.7 kg/h | 0.66 | 1.33 |
| Variation of ṁaerosol | ||
| 1.35 kg/h | 0.62 | 1.46 |
| 2.28 kg/h | 0 | 0.28 |
| 2.91 kg/h | 0 | 0.18 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gómez Bonilla, J.S.; Unger, L.; Schmidt, J.; Peukert, W.; Bück, A. Particle Lagrangian CFD Simulation and Experimental Characterization of the Rounding of Polymer Particles in a Downer Reactor with Direct Heating. Processes 2021, 9, 916. https://doi.org/10.3390/pr9060916
Gómez Bonilla JS, Unger L, Schmidt J, Peukert W, Bück A. Particle Lagrangian CFD Simulation and Experimental Characterization of the Rounding of Polymer Particles in a Downer Reactor with Direct Heating. Processes. 2021; 9(6):916. https://doi.org/10.3390/pr9060916
Chicago/Turabian StyleGómez Bonilla, Juan S., Laura Unger, Jochen Schmidt, Wolfgang Peukert, and Andreas Bück. 2021. "Particle Lagrangian CFD Simulation and Experimental Characterization of the Rounding of Polymer Particles in a Downer Reactor with Direct Heating" Processes 9, no. 6: 916. https://doi.org/10.3390/pr9060916
APA StyleGómez Bonilla, J. S., Unger, L., Schmidt, J., Peukert, W., & Bück, A. (2021). Particle Lagrangian CFD Simulation and Experimental Characterization of the Rounding of Polymer Particles in a Downer Reactor with Direct Heating. Processes, 9(6), 916. https://doi.org/10.3390/pr9060916