The Hydrodynamics and Mixing Performance in a Moving Baffle Oscillatory Baffled Reactor through Computational Fluid Dynamics (CFD)


Abstract
Highlights:
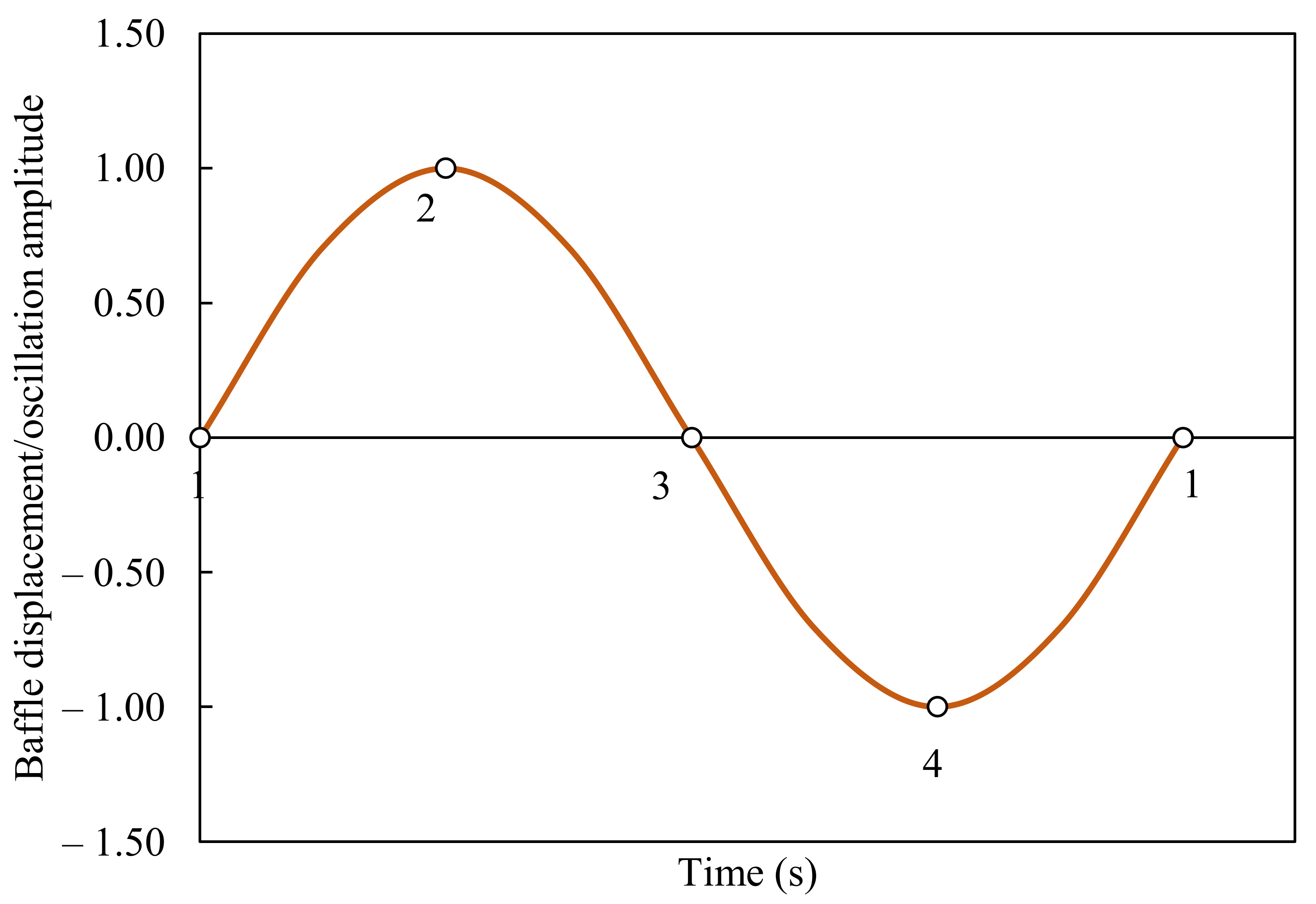
- The dynamic mesh tool is used for modeling baffle movements inside the OBR.
- Various mixing indices are compared for their ability to quantify mixing performance.
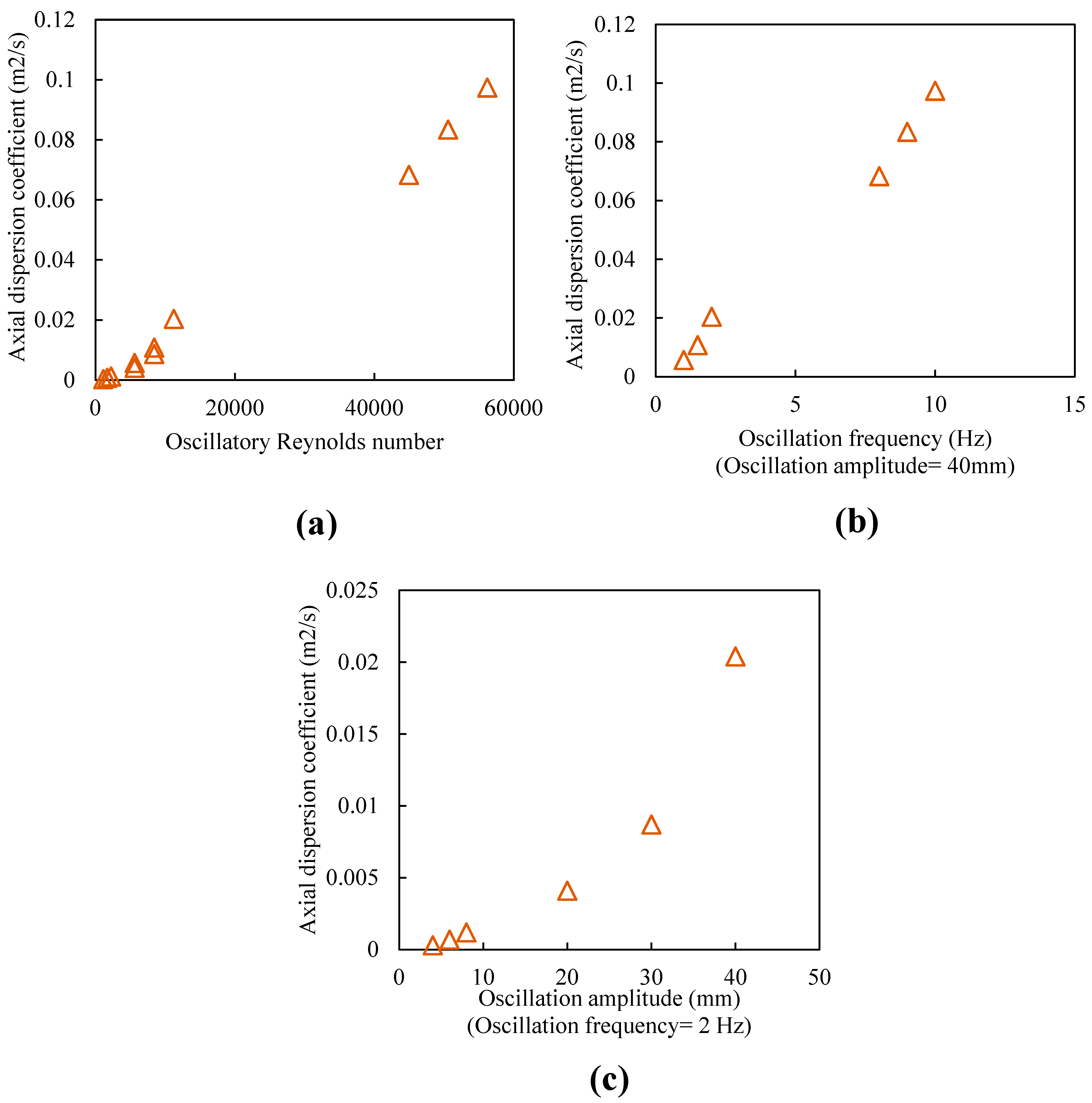
- Oscillation amplitude has a bigger impact on mixing performance than oscillation frequency.
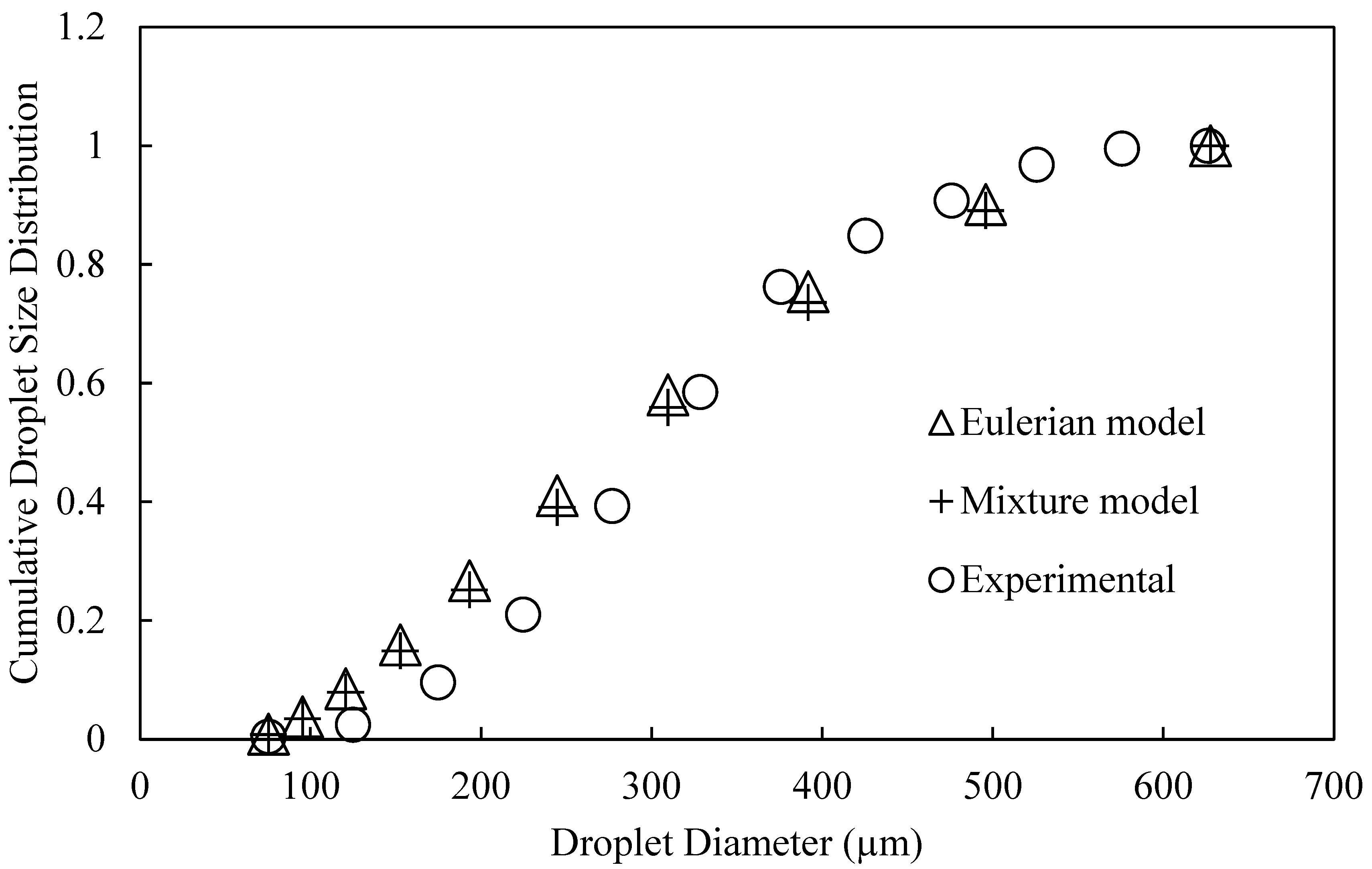
- The Eulerian model provides a better agreement to experimental data than the mixture model.
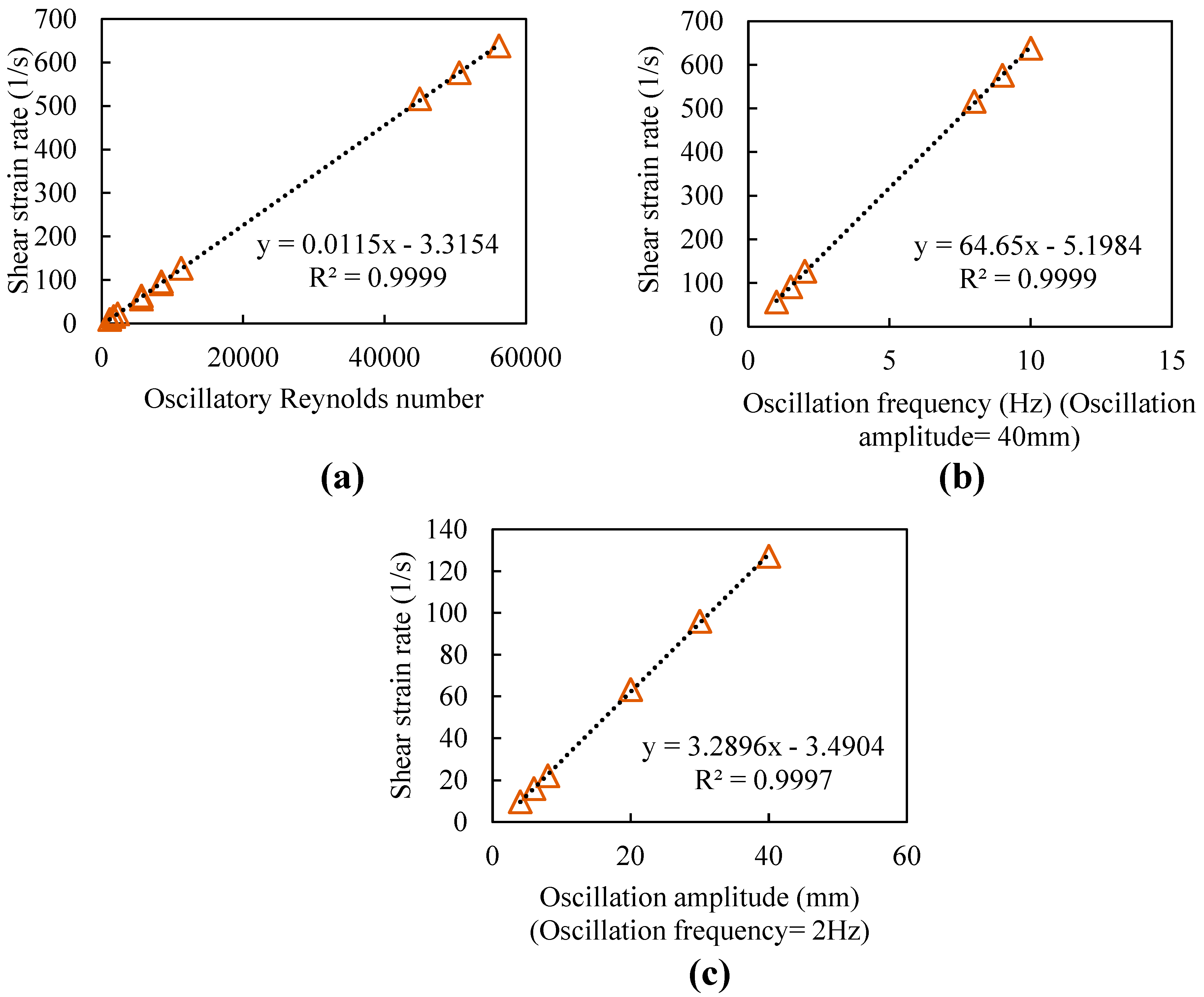
- A linear relationship between shear rate and oscillatory Reynolds number is obtained.
1. Introduction
2. CFD Model Development and Validation
3. Results and Discussion
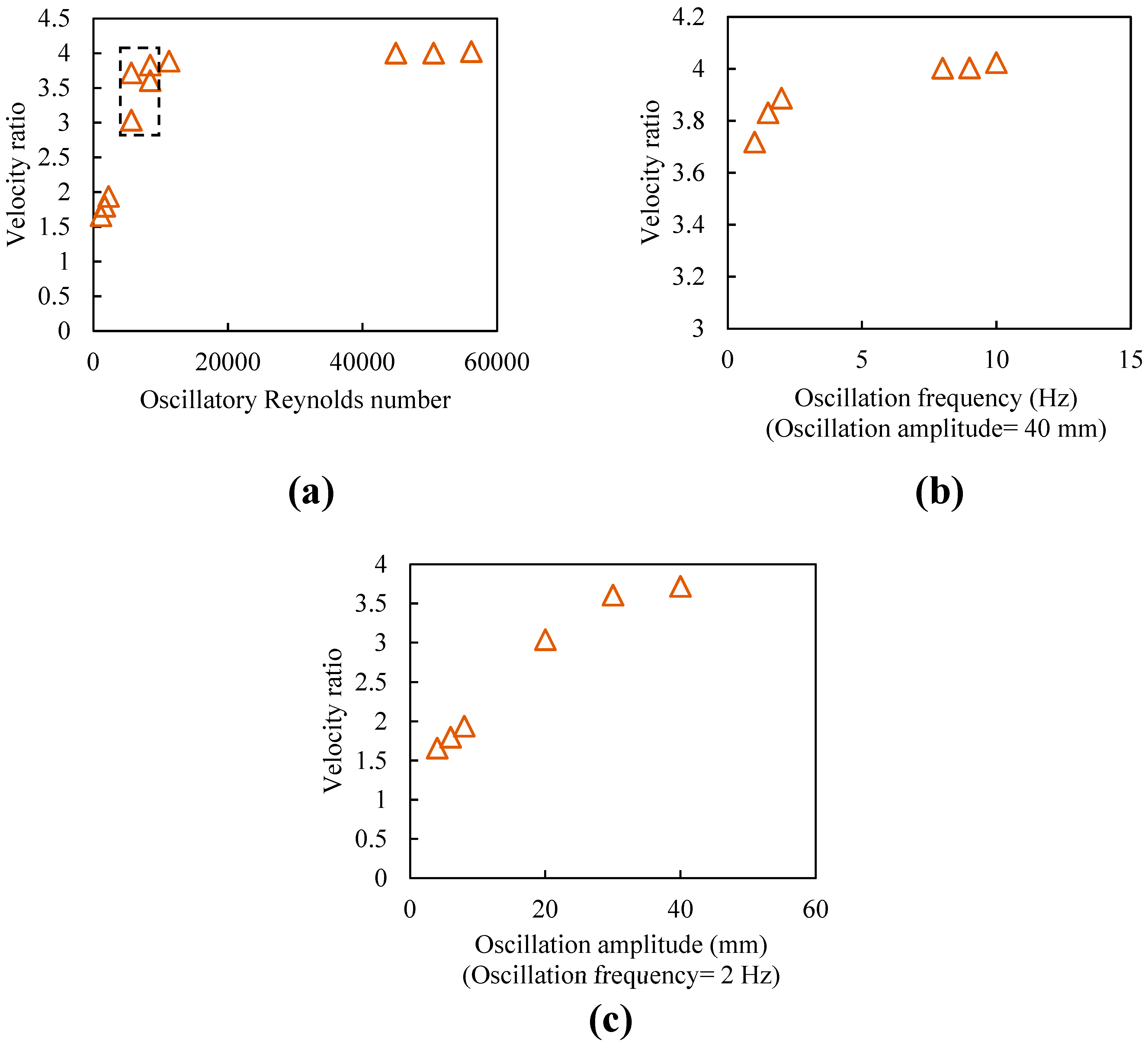
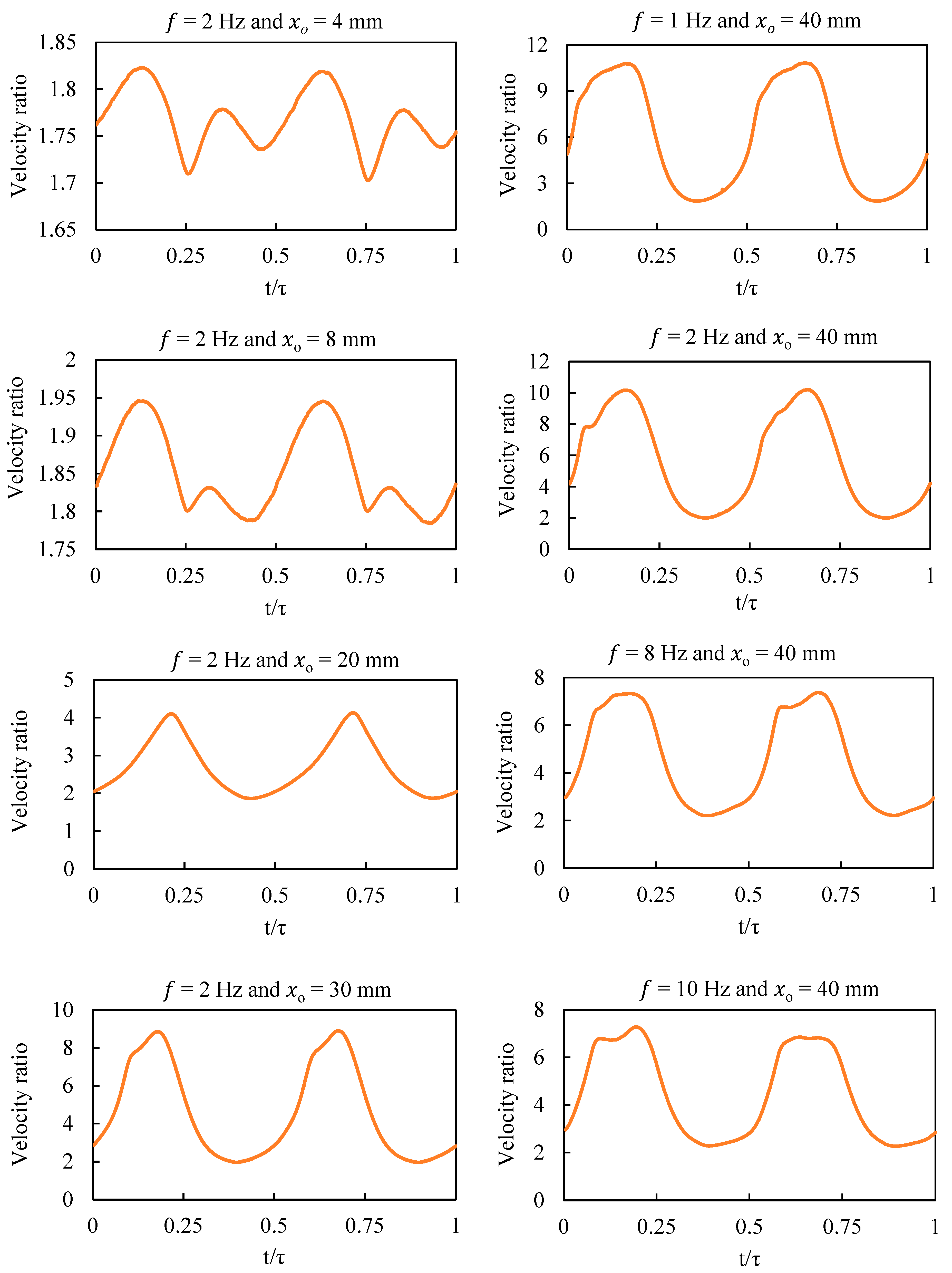
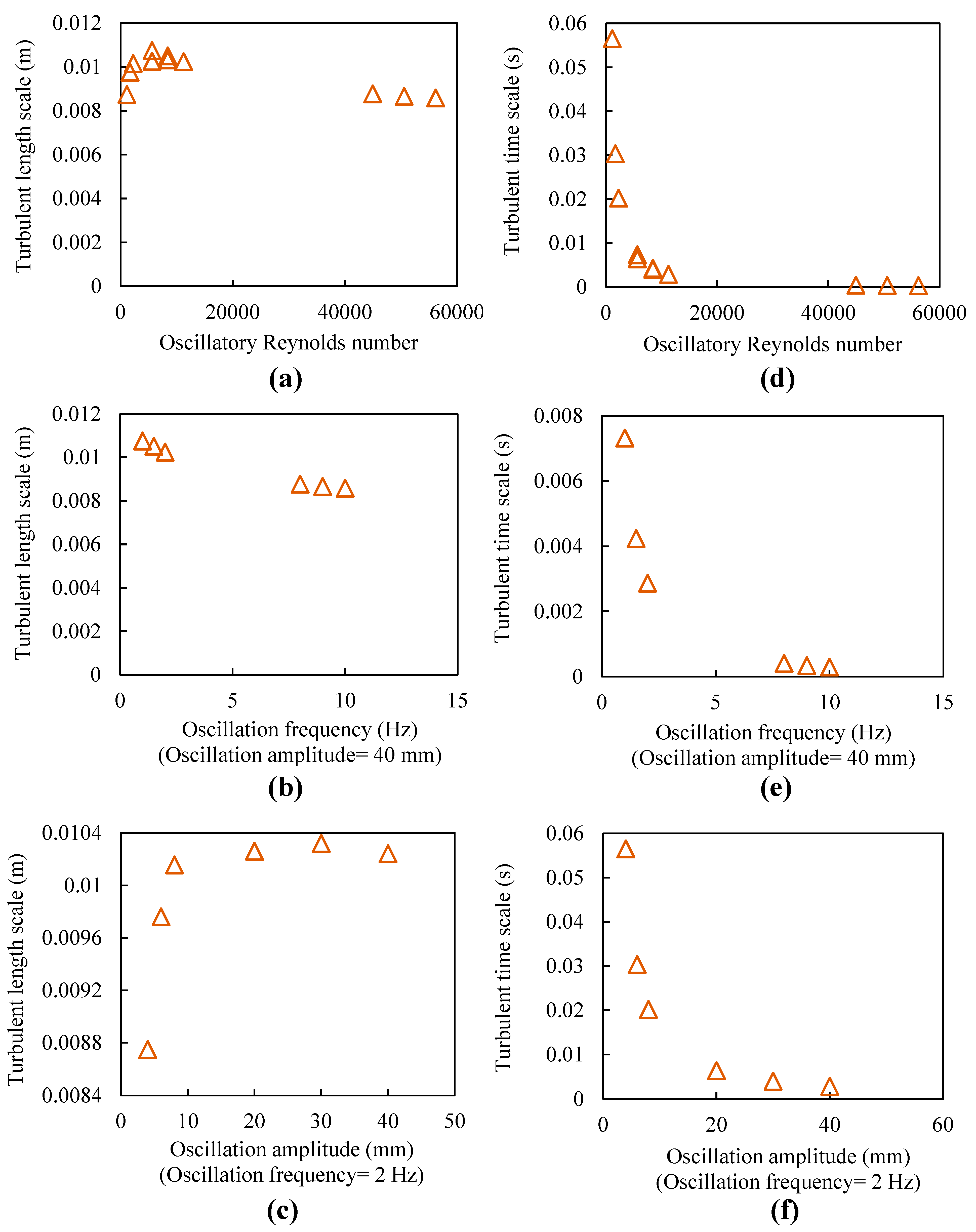
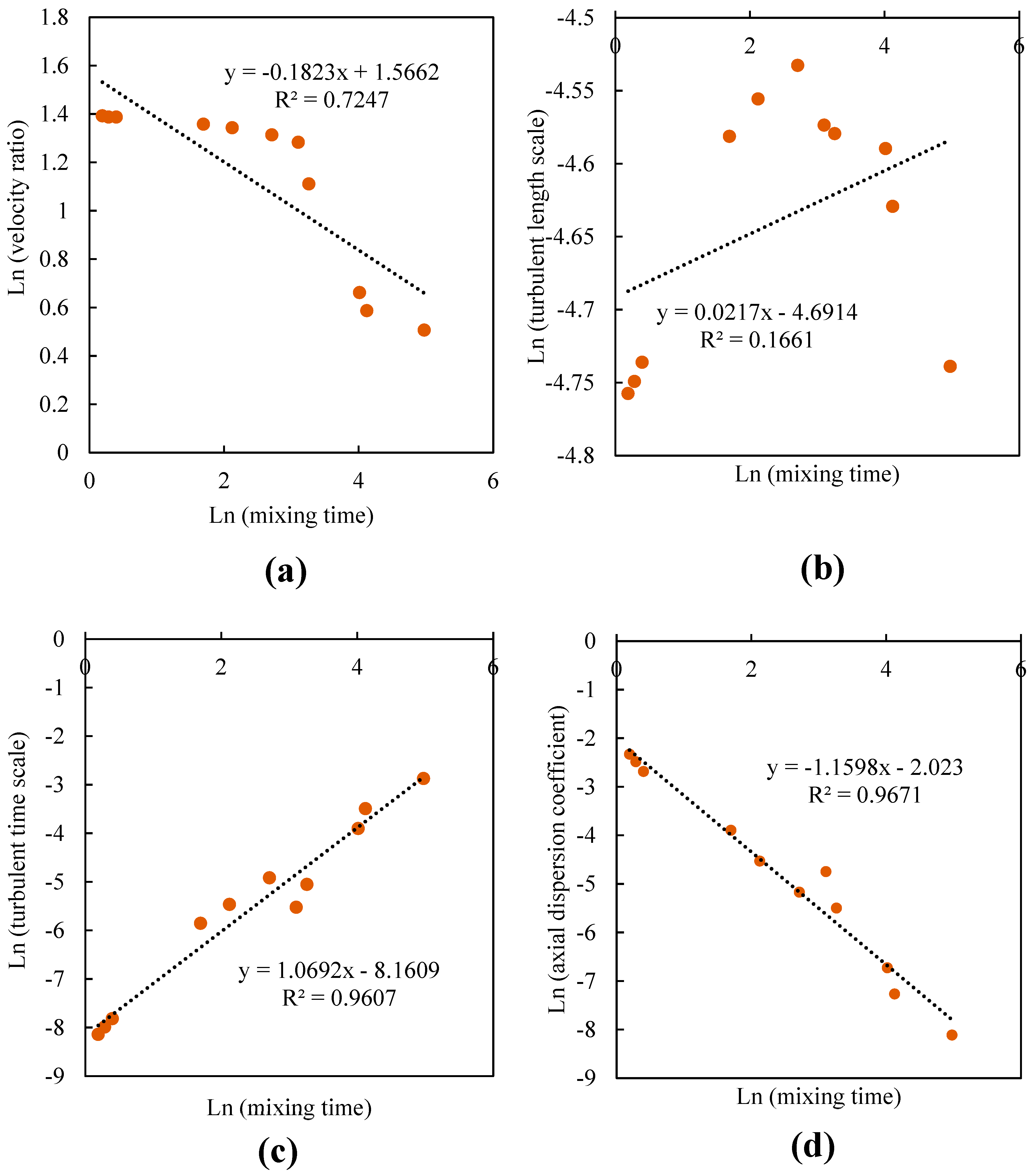
3.1. Velocity Ratio, Turbulent Length Scale, and Turbulent Time Scale
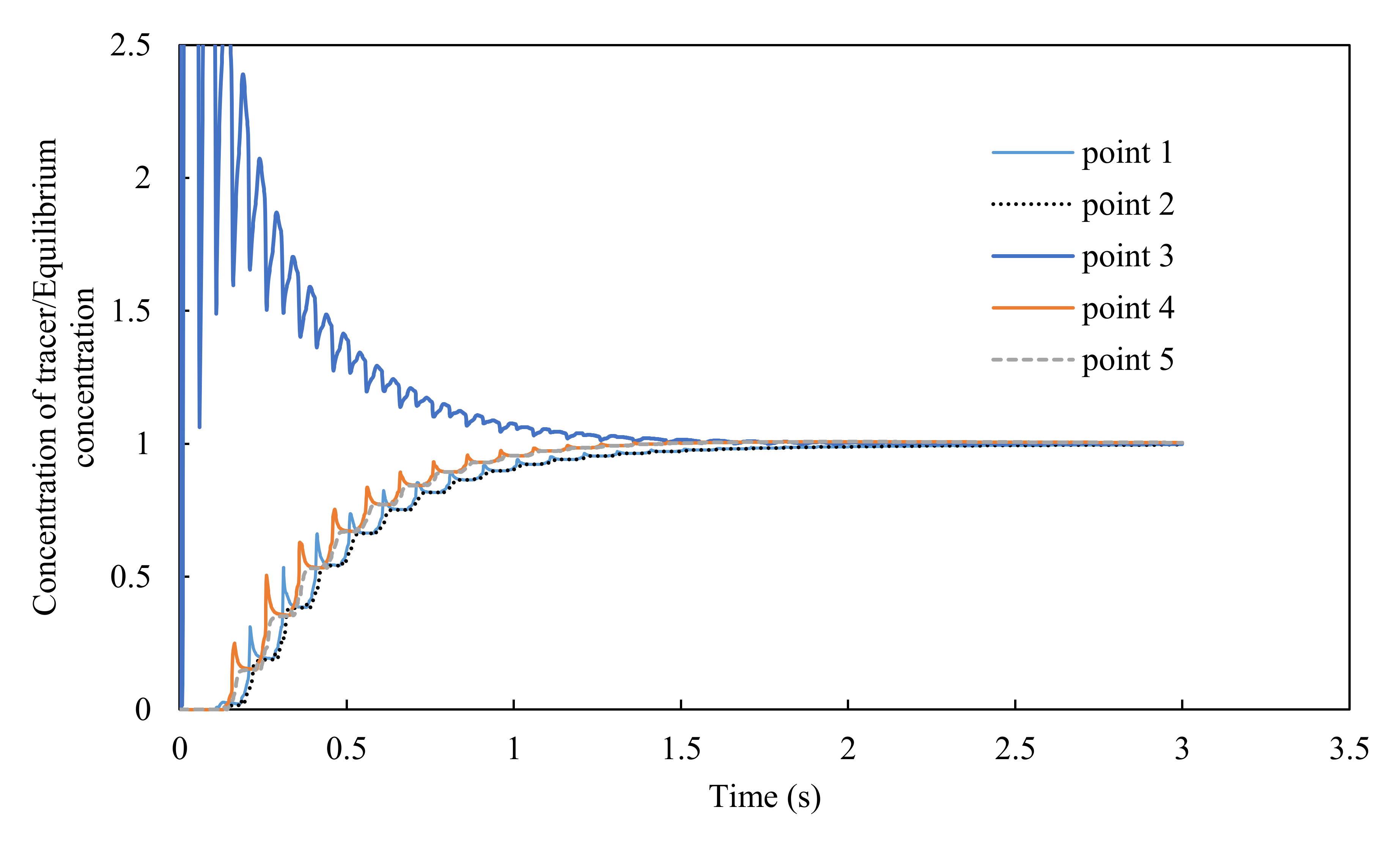
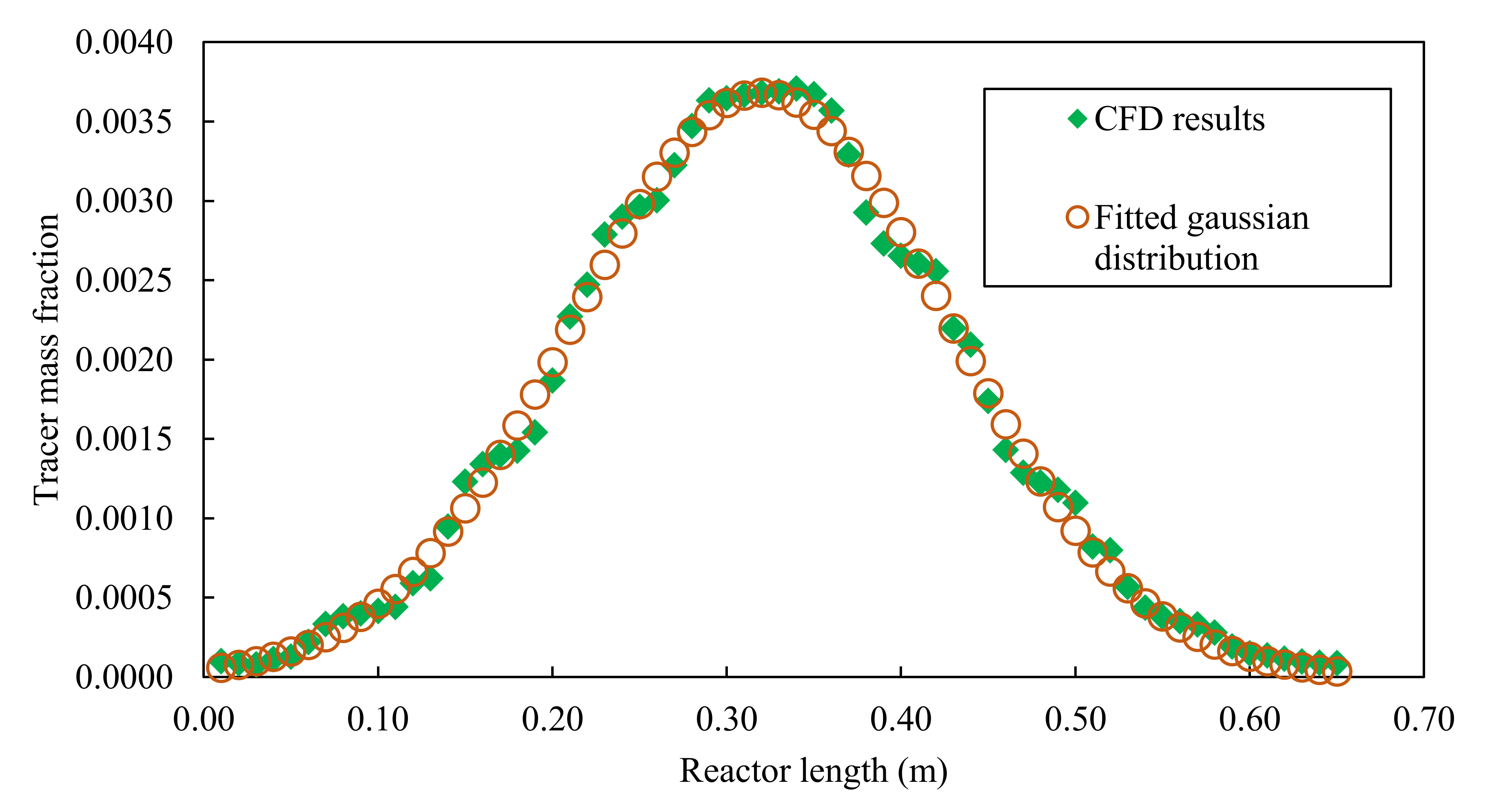
3.2. Mixing Time and Axial Dispersion Coefficient
3.3. Mixing Parameters Comparison
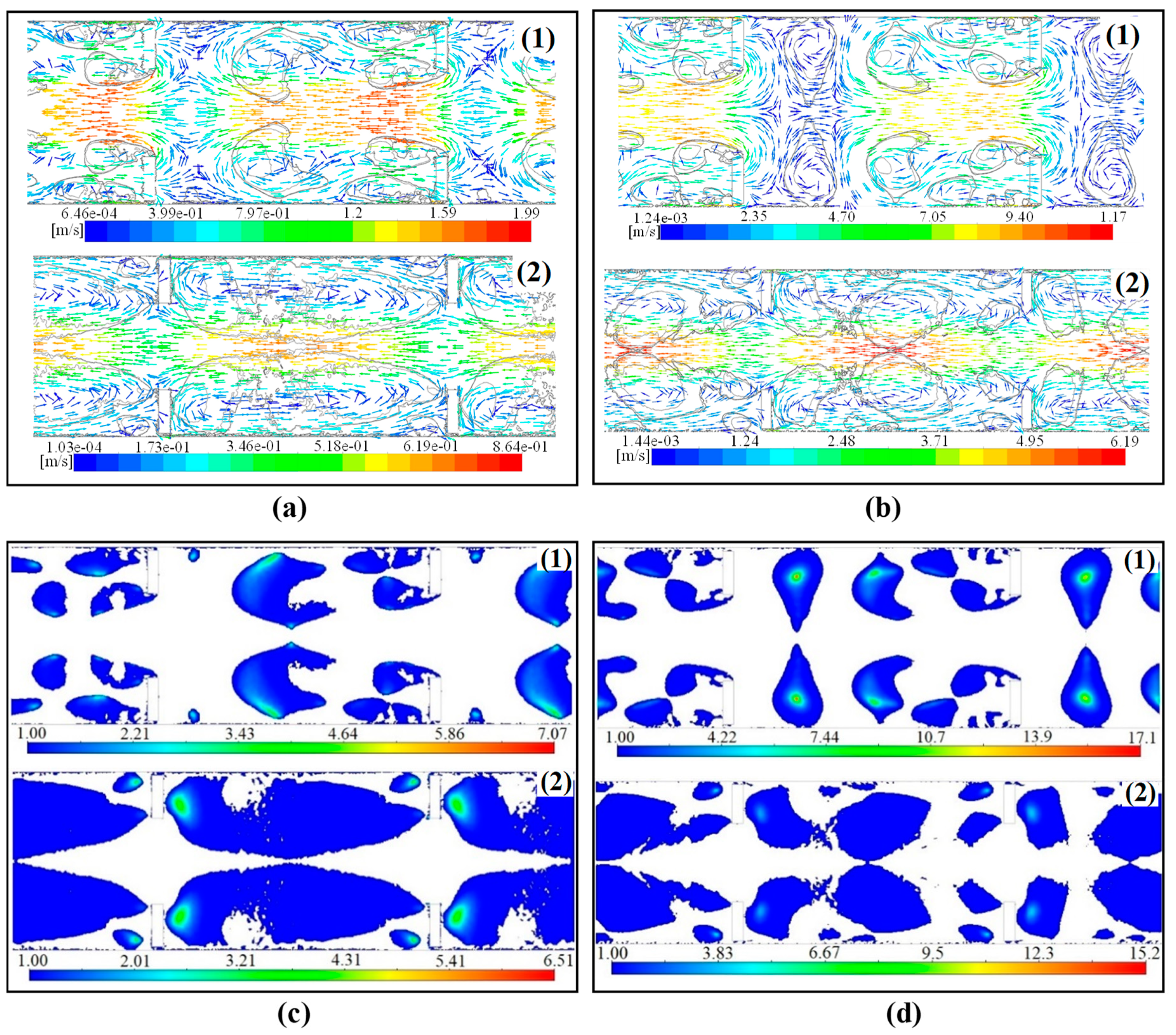
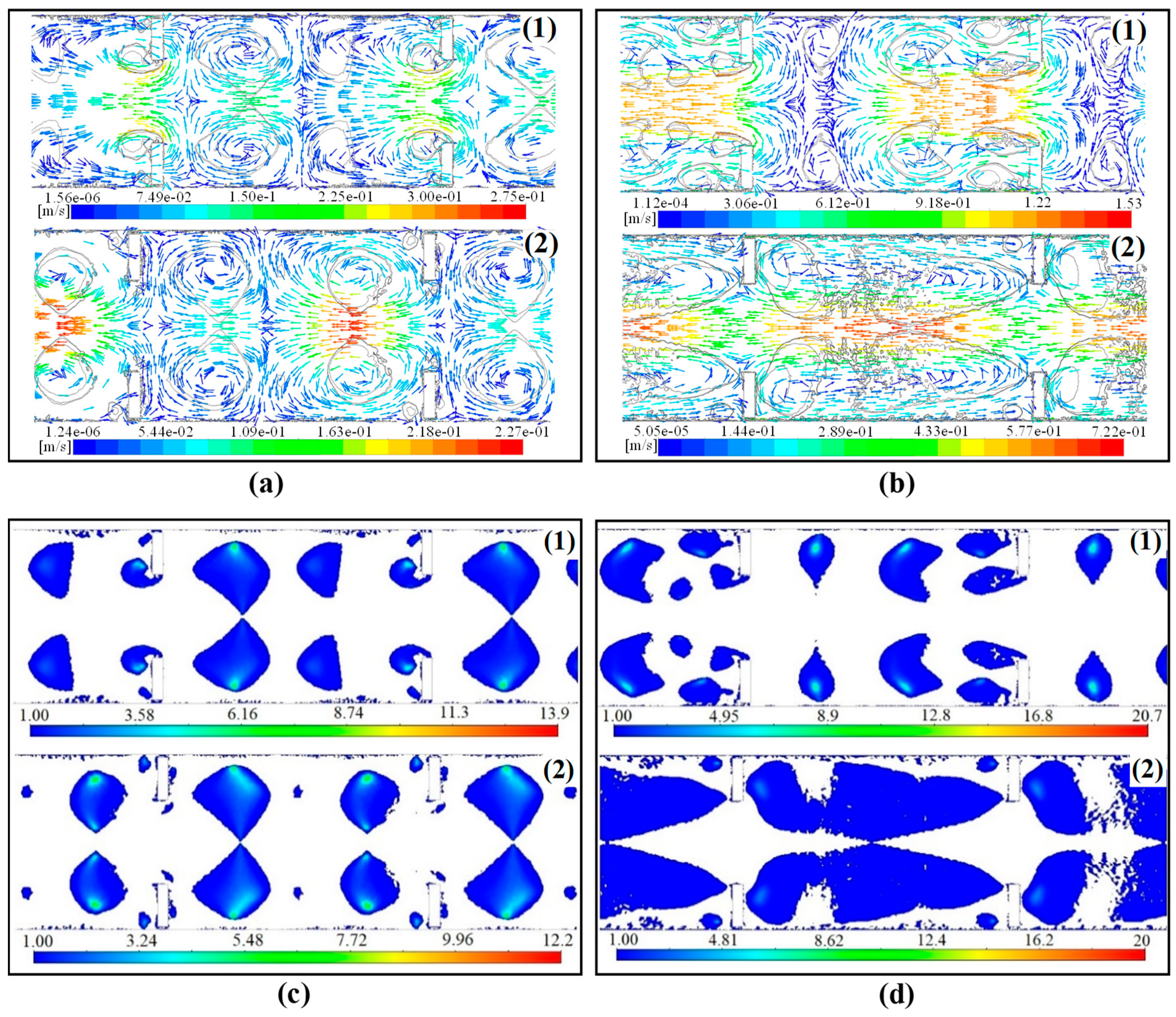
3.4. Hydrodynamics
Shear Strain Rate
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| cross-sectional area of the pipe (m2) | |
| birth rate due to aggregation (1/m3.s) | |
| birth rate due to breakage (1/m3.s) | |
| tracer concentration (mass fraction) | |
| constant | |
| dimensionless constant parameter | |
| dimensionless constant parameter | |
| dimensionless constant parameter | |
| increase coefficient of surface area | |
| equilibrium concentration (mass fraction) | |
| inner diameter of the OBR (m) | |
| death rate due to aggregation (1/m3.s) | |
| death rate due to breakage (1/m3.s) | |
| , | diameters of the daughter droplet in the binary breakage of a parent bubble (m) |
| parent bubble diameter (m) | |
| baffle constriction diameter (orifice diameter) (m) | |
| axial dispersion coefficient (m2/s) | |
| oscillation frequency (Hz) | |
| volume fraction of droplets of group | |
| dimensionless parameter for describing the sizes of daughter droplet | |
| generation of turbulence kinetic energy due to the mean velocity gradients (kg/m.s3) | |
| turbulent kinetic energy (m2/s2) | |
| integral length scale (m) | |
| baffle spacing (m) | |
| mass of the tracer (kg) | |
| baffle spacing ratio | |
| , | number density of size group and |
| mean pressure (Pa) | |
| probability that the collision results in aggregation | |
| velocity ratio | |
| net flow Reynolds number | |
| oscillatory Reynolds number | |
| radial direction | |
| open baffle flow area (m2) | |
| Strouhal number | |
| shear strain rate (1/s) | |
| time (s) | |
| turbulent time scale (s) | |
| u | superficial fluid velocity (m/s) |
| dispersed phase velocity (m/s) | |
| axial velocity of fluid in the computational cell (m/s) | |
| radial velocity of fluid in the computational cell (m/s) | |
| (, , ) scalar components of average component of velocity (m/s) | |
| (, , ) scalar components of fluctuating component of velocity (m/s) | |
| characteristic velocity of collision of two particles with diameters and (m/s) | |
| mean axial fluid velocity in the column (m/s) | |
| net velocity (m/s) | |
| average component of mean bulk velocity, (m/s) | |
| , | volume of the daughter droplet in the binary breakage of a parent bubble (m3) |
| the volume of the computational cell (m3) | |
| parent bubble volume (m3) | |
| Weber number | |
| oscillation amplitude (center-to-peak) (mm) | |
| (, , ) scalar components of spatial-coordinates vector () | |
| Greek Letters | |
| The ratio of the area of the orifice over the area of the tube (the restriction ratio) | |
| optimal to used baffle spacing ratio ( | |
| turbulent dissipation rate (m2/s3) | |
| dispersed phase volume fraction | |
| mean value in the normal probability density function (m) | |
| eddy size (m) | |
| fluid viscosity (Pa.s) | |
| kinematic viscosity (m2/s) | |
| kinematic eddy viscosity (m2/s) | |
| size ratio between an eddy and a particle | |
| fluid density (kg/m3) | |
| densities of the primary phase (kg/m3) | |
| densities of the secondary phase (kg/m3) | |
| dimensionless constant parameter | |
| dimensionless constant parameter | |
| oscillation period (s) | |
| vorticity (1/s) | |
| aggregation rate (1/m3.s) | |
| breakage rate (1/m3.s) | |
| frequency of collision (m3/s) | |
References
- Ni, X.; Pereira, N.E. Parameters affecting fluid dispersion in a continuous oscillatory baffled tube. Aiche J. 2000, 46, 37–45. [Google Scholar] [CrossRef]
- McGlone, T.; Briggs, N.E.; Clark, C.A.; Brown, C.J.; Sefcik, J.; Florence, A.J. Oscillatory flow reactors (OFRs) for continuous manufacturing and crystallization. Org. Process Res. Dev. 2015, 19, 1186–1202. [Google Scholar] [CrossRef]
- Van Dijck, W.J.D. Process and Apparatus for Intimately Contacting Fluids; United States Patent Office: Washington, DC, USA, 1935. [Google Scholar]
- Mazubert, A.; Fletcher, D.F.; Poux, M.; Aubin, J. Hydrodynamics and mixing in continuous oscillatory flow reactors—Part I: Effect of baffle geometry. Chem. Eng. Process. Process Intensif. 2016, 108, 78–92. [Google Scholar] [CrossRef]
- Abbott, M.S.R.; Harvey, A.P.; Perez, G.V.; Theodorou, M.K. Biological processing in oscillatory baffled reactors: Operation, advantages and potential. Interface Focus. 2013, 3, 20120036. [Google Scholar] [CrossRef]
- Ni, X.; Gough, P. On the discussion of the dimensionless groups governing oscillatory flow in a baffled tube. Chem. Eng. Sci. 1997, 52, 3209–3212. [Google Scholar] [CrossRef]
- Jimeno, G.; Lee, Y.C.; Ni, X.W. On the evaluation of power density models for oscillatory baffled reactors using CFD. Chem. Eng. Process. Process Intensif. 2018, 134, 153–162. [Google Scholar] [CrossRef]
- Laybourn, A.; López-Fernández, A.M.; Thomas-Hillman, I.; Katrib, J.; Lewis, W.; Dodds, C.; Harvey, A.P.; Kingman, S.W. Combining continuous flow oscillatory baffled reactors and microwave heating: Process intensification and accelerated synthesis of metal-organic frameworks. Chem. Eng. J. 2019, 356, 170–177. [Google Scholar] [CrossRef]
- Smith, K.B. Scale-Up of Oscillatory Flow Mixing. Ph.D. Thesis, University of Cambridge, Cambridge, UK.
- Jian, H.; Ni, X. A numerical study on the scale-up behaviour in oscillatory baffled columns. Chem. Eng. Res. Des. 2005, 83, 1163–1170. [Google Scholar] [CrossRef]
- Smith, K.B.; Mackley, M.R. An experimental investigation into the scale-up of oscillatory flow mixing in baffled tubes. Chem. Eng. Res. Des. 2006, 84, 1001–1011. [Google Scholar] [CrossRef]
- Anderson, C.J.; Harris, M.C.; Deglon, D.A. Flotation in a novel oscillatory baffled column. Miner. Eng. 2009, 22, 1079–1087. [Google Scholar] [CrossRef]
- Ni, X.; Cosgrove, J.A.; Arnott, A.D.; Greated, C.A.; Cumming, R.H. On the measurement of strain rate in an oscillatory baffled column using particle image velocimetry. Chem. Eng. Sci. 2000, 55, 3195–3208. [Google Scholar] [CrossRef]
- Hewgill, M.R.; Mackley, M.R.; Pandit, A.B.; Pannu, S.S. Enhancement of gas-liquid mass transfer using oscillatory flow in a baffled tube. Chem. Eng. Sci. 1993, 48, 799–809. [Google Scholar] [CrossRef]
- Ni, X.; Gao, S.; Cumming, R.H.; Pritchard, D.W. A comparative study of mass transfer in yeast for a batch pulsed baffled bioreactor and a stirred tank fermenter. Chem. Eng. Sci. 1995, 50, 2127–2136. [Google Scholar] [CrossRef]
- Fitch, A.W.; Jian, H.; Ni, X. An investigation of the effect of viscosity on mixing in an oscillatory baffled column using digital particle image velocimetry and computational fluid dynamics simulation. Chem. Eng. J. 2005, 112, 197–210. [Google Scholar] [CrossRef]
- Ni, X.; Stevenson, C.C. On the effect of gap size between baffle outer diameter and tube inner diameter on the mixing characteristics in an oscillatory-baffled column. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 1999, 74, 587–593. [Google Scholar] [CrossRef]
- Reis, N.; Vicente, A.A.; Teixeira, J.A.; Mackley, M.R. Residence times and mixing of a novel continuous oscillatory flow screening reactor. Chem. Eng. Sci. 2004, 59, 4967–4974. [Google Scholar] [CrossRef]
- Stonestreet, P.; Harvey, A.P. A mixing-based design methodology for continuous oscillatory flow reactors. Chem. Eng. Res. Des. 2002, 80, 31–44. [Google Scholar] [CrossRef]
- Ni, X.; Brogan, G.; Struthers, A.; Bennett, D.C.; Wilson, S.F. A systematic study of the effect of geometrical parameters on mixing time in oscillatory baffled columns. Chem. Eng. Res. Des. 1998, 76, 635–642. [Google Scholar] [CrossRef]
- Manninen, M.; Gorshkova, E.; Immonen, K.; Ni, X.W. Evaluation of axial dispersion and mixing performance in oscillatory baffled reactors using CFD. J. Chem. Technol. Biotechnol. 2013, 88, 553–562. [Google Scholar] [CrossRef]
- Gough, P.; Ni, X.; Symes, K.C. Experimental flow visualisation in a modified pulsed baffled reactor. J. Chem. Technol. Biotechnol. Int. Res. Process Environ. Clean Technol. 1997, 69, 321–328. [Google Scholar] [CrossRef]
- Navarro-Fuentes, F.; Keane, M.; Ni, X.W. A Comparative Evaluation of Hydrogenation of 3-Butyn-2-ol over Pd/Al2O3 in an Oscillatory Baffled Reactor and a Commercial Parr Reactor. Org. Process Res. Dev. 2018, 23, 38–44. [Google Scholar] [CrossRef]
- Ismail, L.; Westacott, R.E.; Ni, X. On the effect of wax content on paraffin wax deposition in a batch oscillatory baffled tube apparatus. Chem. Eng. J. 2008, 137, 205–213. [Google Scholar] [CrossRef]
- Ni, X.; Johnstone, J.C.; Symes, K.C.; Grey, B.D.; Bennett, D.C. Suspension polymerization of acrylamide in an oscillatory baffled reactor: From drops to particles. Aiche J. 2001, 47, 1746–1757. [Google Scholar] [CrossRef]
- Sutherland, K.; Pakzad, L.; Fatehi, P. CFD population balance modeling and dimensionless group analysis of a multiphase oscillatory baffled column (OBC) using moving overset meshes. Chem. Eng. Sci. 2019, 199, 552–570. [Google Scholar] [CrossRef]
- Sutherland, K.; Pakzad, L.; Fatehi, P. Oscillatory power number, power density model, and effect of restriction size for a moving-baffle oscillatory baffled column using CFD modelling. Can. J. Chem. Eng. 2020, 98, 1172–1190. [Google Scholar] [CrossRef]
- Falcucci, G.; Succi, S.; Montessori, A.; Melchionna, S.; Prestininzi, P.; Barroo, C.; Bell, D.C.; Biener, M.M.; Biener, J.; Zugic, B.; et al. Mapping reactive flow patterns in monolithic nanoporous catalysts. Microfluid. Nanofluidics. 2016, 20, 105. [Google Scholar] [CrossRef]
- Montessori, A.; Prestininzi, P.; La Rocca, M.; Falcucci, G.; Succi, S.; Kaxiras, E. Effects of Knudsen diffusivity on the effective reactivity of nanoporous catalyst media. J. Comput. Sci. 2016, 17, 377–383. [Google Scholar] [CrossRef]
- Ni, X.; Mackley, M.R.; Harvey, A.P.; Stonestreet, P.; Baird, M.H.I.; Rao, N.R. Mixing through oscillations and pulsations—A guide to achieving process enhancements in the chemical and process industries. Chem. Eng. Res. Des. 2003, 81, 373–383. [Google Scholar] [CrossRef]
- Ni, X.W.; Fitch, A.; Jian, H. Numerical and experimental investigations into the effect of gap between baffle and wall on mixing in an oscillatory baffled column. Int. J. Chem. React. Eng. 2004, 2, 1–16. [Google Scholar] [CrossRef]
- Howes, T.; Mackley, M.R.; Roberts, E.P.L. The simulation of chaotic mixing and dispersion for periodic flows in baffled channels. Chem. Eng. Sci. 1991, 46, 1669–1677. [Google Scholar] [CrossRef]
- Mackley, M.R.; Tweddle, G.M.; Wyatt, I.D. Experimental heat transfer measurements for pulsatile flow in baffled tubes. Chem. Eng. Sci. 1990, 45, 1237–1242. [Google Scholar] [CrossRef]
- Reis, N.; Harvey, A.P.; Mackley, M.R.; Vicente, A.A.; Teixeira, J.A. Fluid mechanics and design aspects of a novel oscillatory flow screening mesoreactor. Chem. Eng. Res. Des. 2005, 83, 357–371. [Google Scholar] [CrossRef]
- Courant, R.; Friedrichs, K.; Lewy, H. Über die partiellen Differenzengleichungen der mathematischen Physik. Math. Ann. 1928, 100, 32–74. [Google Scholar] [CrossRef]
- ANSYS. ANSYS Fluent Theory Guide; ANSYS, Inc.: Canonsburg, PA, USA, 2019. [Google Scholar]
- Shao, W.; Cui, Z.; Wang, N.; Cheng, L. Numerical simulation of heat transfer process in cement grate cooler based on dynamic mesh technique. Sci. China Technol. Sci. 2016, 59, 1065–1070. [Google Scholar] [CrossRef]
- Basha, N.; Kovacevic, A.; Rane, S. User defined nodal displacement of numerical mesh for analysis of screw machines in Fluent. In IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2019; Volume 604, p. 012012. [Google Scholar]
- Zhu, Q.; Zhang, Y.; Zhu, D. Study on dynamic characteristics of the bladder fluid pulsation attenuator based on dynamic mesh technology. J. Mech. Sci. Technol. 2019, 33, 1159–1168. [Google Scholar] [CrossRef]
- Harvey, A.P.; Mackley, M.R.; Stonestreet, P. Operation and optimization of an oscillatory flow continuous reactor. Ind. Eng. Chem. Res. 2001, 40, 5371–5377. [Google Scholar] [CrossRef]
- Jahoda, M.; Tomášková, L.; Moštěk, M. CFD prediction of liquid homogenisation in a gas–liquid stirred tank. Chem. Eng. Res. Des. 2009, 87, 460–467. [Google Scholar] [CrossRef]
- Ekambara, K.; Dhotre, M.T. Simulation of oscillatory baffled column: CFD and population balance. Chem. Eng. Sci. 2007, 62, 7205–7213. [Google Scholar] [CrossRef]
- Yakhot, V.; Orszag, S.A.; Thangam, S.; Gatski, T.B.; Speziale, C.G. Development of turbulence models for shear flows by a double expansion technique. Phys. Fluids A Fluid Dyn. 1992, 4, 1510–1520. [Google Scholar] [CrossRef]
- Randolph, A.D.; Larson, M.A. Theory of Particulate Processes: Analysis and Techniques of Continuous Crystallization; Academic Press: Cambridge, MA, USA, 1971. [Google Scholar]
- Luo, H.; Svendsen, H.F. Theoretical model for drop and bubble breakup in turbulent dispersions. Aiche J. 1996, 42, 1225–1233. [Google Scholar] [CrossRef]
- Lister, J.D.; Smit, D.J.; Hounslow, M.J. Adjustable discretized population balance for growth and aggregation. Aiche J. 1995, 41, 591–603. [Google Scholar] [CrossRef]
- Roudsari, S.F. Experimental and CFD Investigation of the Mixing of MMA Emulsion Polymerization in a Stirred Tank Reactor. Ph.D. Thesis, Ryerson University, Toronto, ON, Canada, 2015. [Google Scholar]
- Agahzamin, S.; Pakzad, L. A comprehensive CFD study on the effect of dense vertical internals on the hydrodynamics and population balance model in bubble columns. Chem. Eng. Sci. 2019, 193, 421–435. [Google Scholar] [CrossRef]
- McDonough, J.R.; Oates, M.F.; Law, R.; Harvey, A.P. Micromixing in oscillatory baffled flows. Chem. Eng. J. 2019, 361, 508–518. [Google Scholar] [CrossRef]
- Fitch, A.W.; Ni, X. On the determination of axial dispersion coefficient in a batch oscillatory baffled column using laser induced fluorescence. Chem. Eng. J. 2003, 92, 243–253. [Google Scholar] [CrossRef]
- Ni, X.; De Gélicourt, Y.S.; Baird, M.H.; Rao, N.V.R. Scale-up of single phase axial dispersion coefficients in batch and continuous oscillatory baffled tubes. Can. J. Chem. Eng. 2001, 79, 444–448. [Google Scholar] [CrossRef]
- Hunt, J.C.; Wray, A.A.; Moin, P. Eddies, Stream, and Convergence Zones in Turbulent Flows. Stud. Turbul. Using Numer. Simul. Databases 1988, 2, 193–208. [Google Scholar]
- Kolář, V. Vortex identification: New requirements and limitations. Int. J. Heat Fluid Flow 2007, 28, 638–652. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Oscillation Frequency (Hz) | Oscillation Amplitude (mm) | ||
|---|---|---|---|
| 10 | 40 | 56,179 | 0.0995 |
| 9 | 40 | 50,561 | 0.0995 |
| 8 | 40 | 44,943 | 0.0995 |
| 2 | 40 | 11,235 | 0.0995 |
| 1.5 | 40 | 8426 | 0.0995 |
| 1 | 40 | 5618 | 0.0995 |
| 2 | 30 | 8427 | 0.1326 |
| 2 | 20 | 5618 | 0.1989 |
| 2 | 8 | 2247 | 0.4974 |
| 2 | 6 | 1685 | 0.6631 |
| 2 | 4 | 1124 | 0.9947 |
| Bin Number | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
|---|---|---|---|---|---|---|---|---|---|---|
| Droplet size (µm) | 75 | 95 | 121 | 152 | 193 | 244 | 309 | 392 | 496 | 628 |
| Operating Condition | Point 1 | Point 2 | Point 3 | Point 4 | Point 5 | Maximum |
|---|---|---|---|---|---|---|
| 40 mm of amplitude, 10 Hz of frequency | 1.21 | 1.22 | 1.10 | 0.96 | 0.97 | 1.22 |
| 40 mm of amplitude, 9 Hz of frequency | 1.33 | 1.35 | 1.23 | 1.16 | 1.17 | 1.35 |
| 40 mm of amplitude, 8 Hz of frequency | 1.49 | 1.51 | 1.32 | 1.31 | 1.33 | 1.51 |
| 40 mm of amplitude, 2 Hz of frequency | 5.45 | 5.53 | 6.91 | 8.67 | 8.74 | 8.74 |
| 40 mm of amplitude, 1.5 Hz of frequency | 8.35 | 8.54 | 11.43 | 7.94 | 8.02 | 11.43 |
| 40 mm of amplitude, 1 Hz of frequency | 15.03 | 16.73 | 13.02 | 16.52 | 15.65 | 16.73 |
| 30 mm of amplitude, 2 Hz of frequency | 22.29 | 22.18 | 9.55 | 8.22 | 8.29 | 22.29 |
| 20 mm of amplitude, 2 Hz of frequency | 26.07 | 23.56 | 19.68 | 14.29 | 15.84 | 26.07 |
| 8 mm of amplitude, 2 Hz of frequency | 55.42 | 57.36 | 56.78 | 60.82 | 59.73 | 60.82 |
| 6 mm of amplitude, 2 Hz of frequency | 61.68 | 68.19 | 54.66 | 76.17 | 69.67 | 76.17 |
| 4 mm of amplitude, 2 Hz of frequency | 144.84 | 154.53 | 79.26 | 145.4 | 156.19 | 156.19 |
| Operating Condition | Mixing Time (s) | Velocity Ratio | Turbulent Length Scale (m) | Turbulent Time Scale (s) | Axial Dispersion Coefficient (m2/s) |
|---|---|---|---|---|---|
| 40 mm of amplitude, 10 Hz of frequency | 1.21 | 4.024 | 0.00859 | 0.00029 | 0.0974 |
| 40 mm of amplitude, 9 Hz of frequency | 1.33 | 4.004 | 0.00866 | 0.00033 | 0.0834 |
| 40 mm of amplitude, 8 Hz of frequency | 1.49 | 4.003 | 0.00877 | 0.00040 | 0.0683 |
| 40 mm of amplitude, 2 Hz of frequency | 5.45 | 3.887 | 0.01024 | 0.00287 | 0.0204 |
| 40 mm of amplitude, 1.5 Hz of frequency | 8.35 | 3.831 | 0.01051 | 0.00423 | 0.0108 |
| 40 mm of amplitude, 1 Hz of frequency | 15.03 | 3.719 | 0.01075 | 0.00732 | 0.0057 |
| 30 mm of amplitude, 2 Hz of frequency | 22.29 | 3.606 | 0.01032 | 0.00399 | 0.0087 |
| 20 mm of amplitude, 2 Hz of frequency | 26.07 | 3.038 | 0.01026 | 0.00638 | 0.0041 |
| 8 mm of amplitude, 2 Hz of frequency | 55.42 | 1.938 | 0.01016 | 0.02022 | 0.0012 |
| 6 mm of amplitude, 2 Hz of frequency | 61.68 | 1.798 | 0.00976 | 0.03036 | 0.0007 |
| 4 mm of amplitude, 2 Hz of frequency | 144.84 | 1.659 | 0.00875 | 0.05651 | 0.0003 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mortazavi, H.; Pakzad, L. The Hydrodynamics and Mixing Performance in a Moving Baffle Oscillatory Baffled Reactor through Computational Fluid Dynamics (CFD). Processes 2020, 8, 1236. https://doi.org/10.3390/pr8101236
Mortazavi H, Pakzad L. The Hydrodynamics and Mixing Performance in a Moving Baffle Oscillatory Baffled Reactor through Computational Fluid Dynamics (CFD). Processes. 2020; 8(10):1236. https://doi.org/10.3390/pr8101236
Chicago/Turabian StyleMortazavi, Hamid, and Leila Pakzad. 2020. "The Hydrodynamics and Mixing Performance in a Moving Baffle Oscillatory Baffled Reactor through Computational Fluid Dynamics (CFD)" Processes 8, no. 10: 1236. https://doi.org/10.3390/pr8101236
APA StyleMortazavi, H., & Pakzad, L. (2020). The Hydrodynamics and Mixing Performance in a Moving Baffle Oscillatory Baffled Reactor through Computational Fluid Dynamics (CFD). Processes, 8(10), 1236. https://doi.org/10.3390/pr8101236