Preparation and Performance of Different Modified Ramie Fabrics Reinforced Anionic Polyamide-6 Composites


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Preparation of the Composites
2.2.1. Modification of the Ramie Fabric
2.2.2. Preparation of Reactive Mixtures
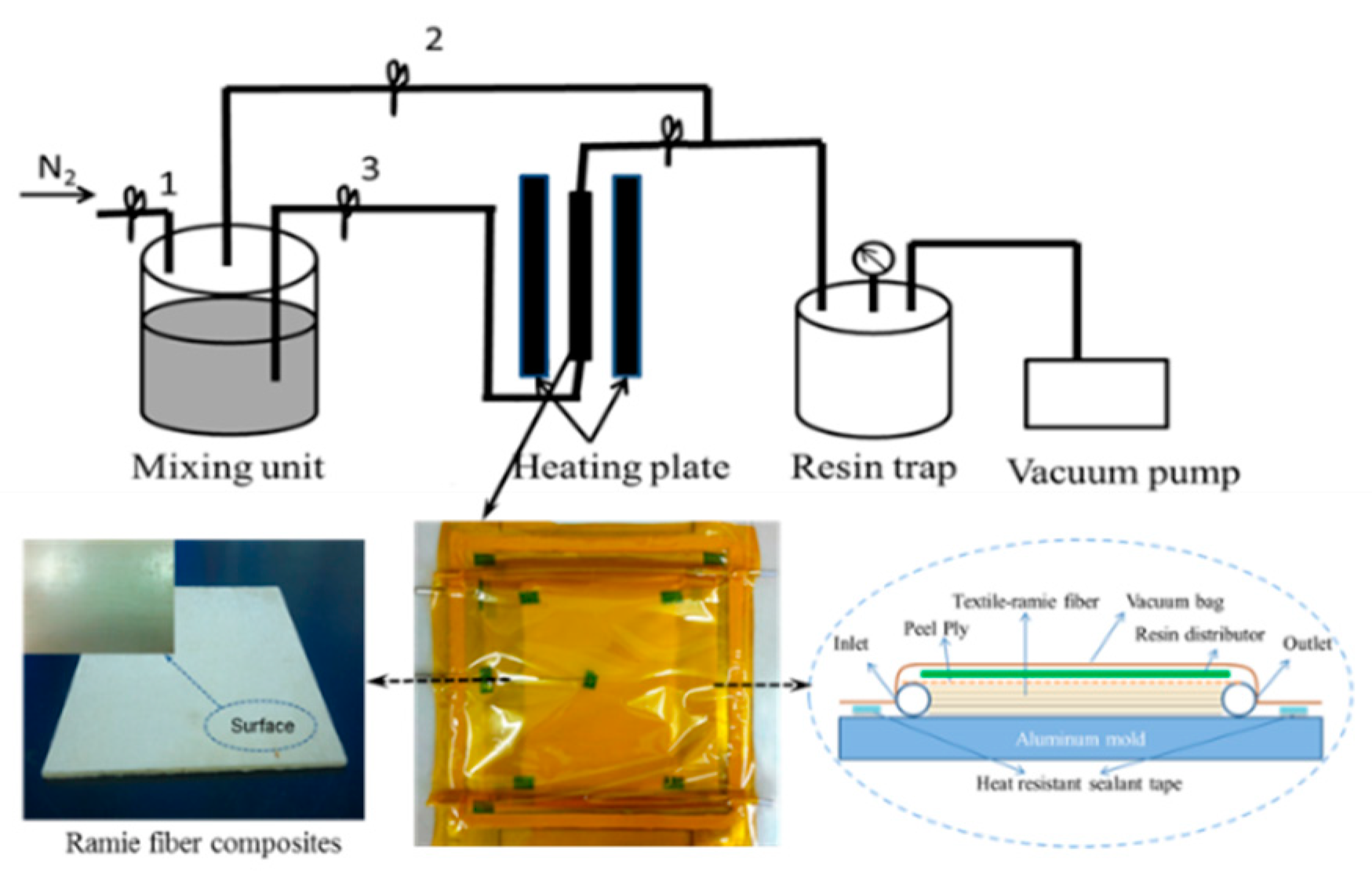
2.2.3. VARIM
2.3. Characterization Methods
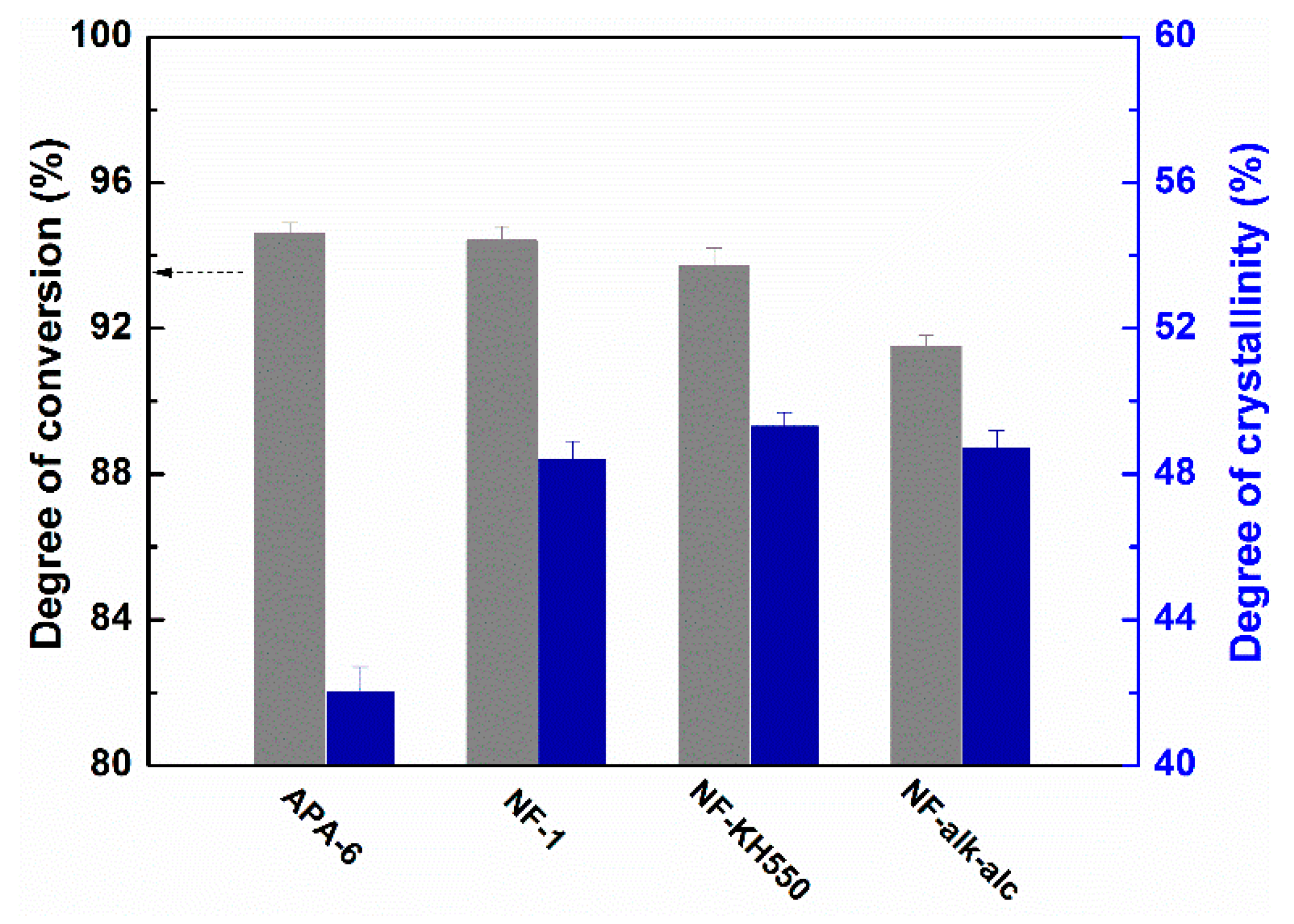
2.3.1. Degree of Conversion
2.3.2. Degree of Crystallinity
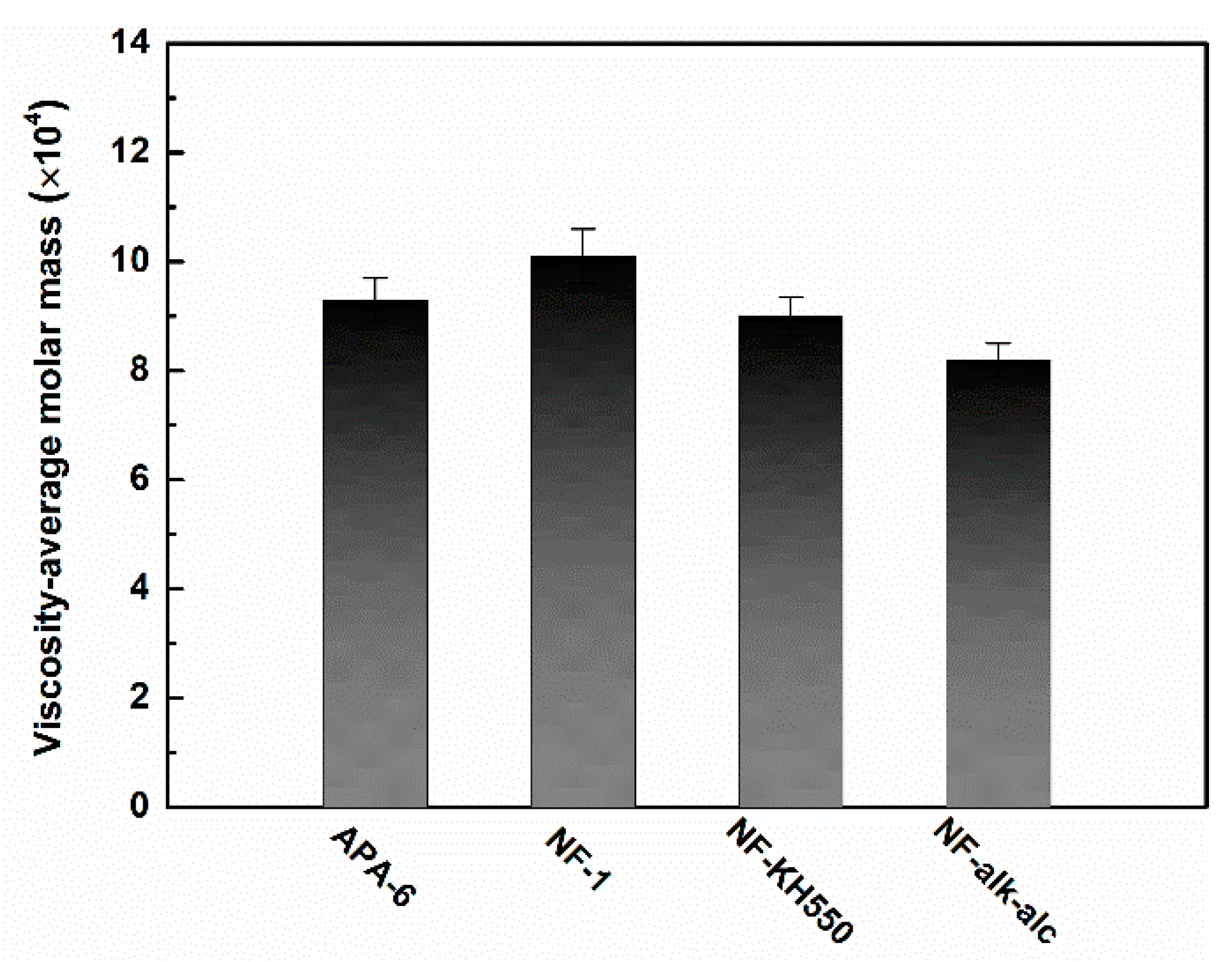
2.3.3. Viscosity-Average Molar Mass
2.3.4. Density and Void Content
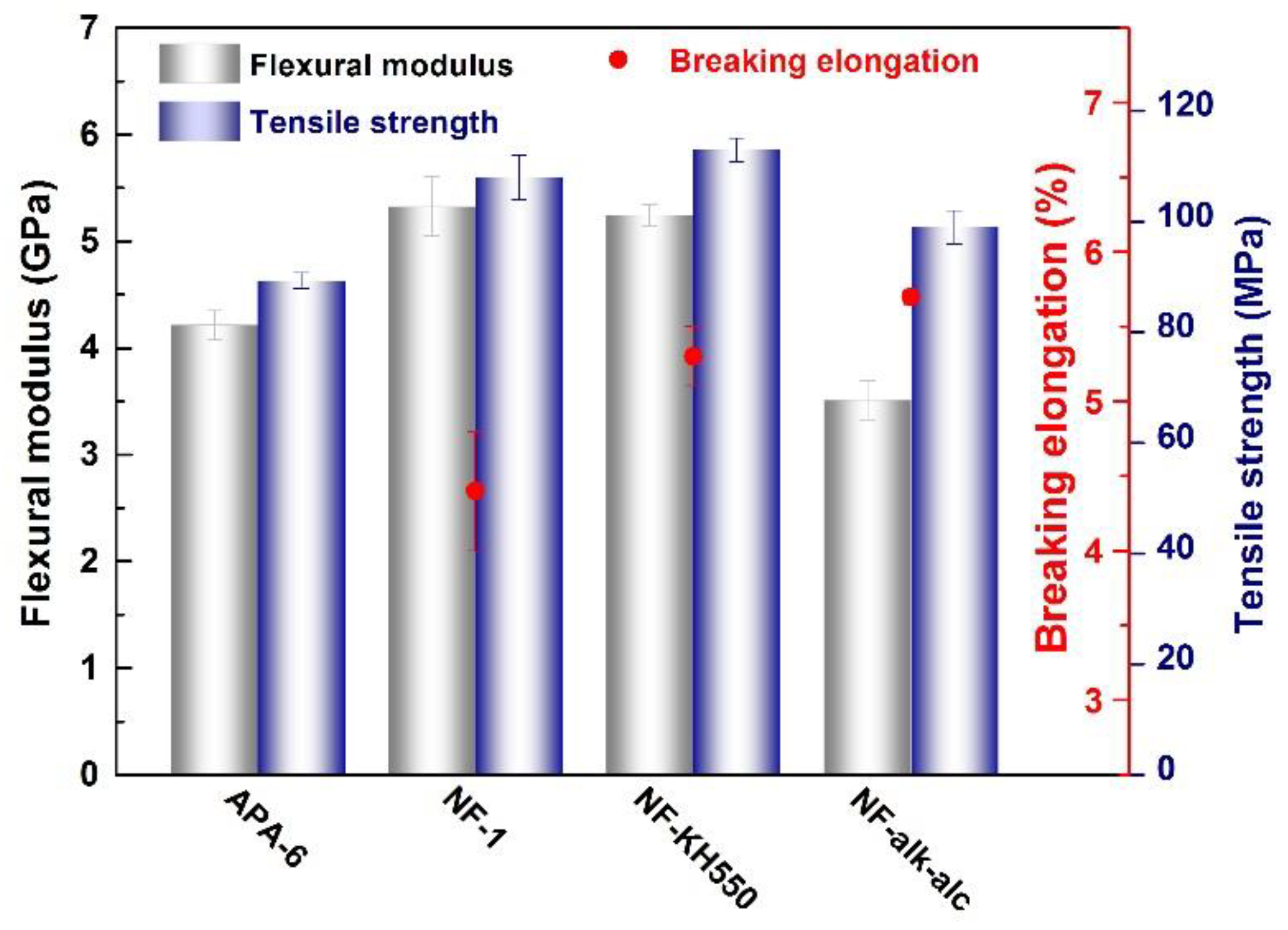
2.3.5. Mechanical Properties
2.3.6. Morphologies
2.3.7. Structural Characterizations
3. Results and Discussion
3.1. The Effects on Structure and Properties of Ramie Fabrics by Different Modification Methods
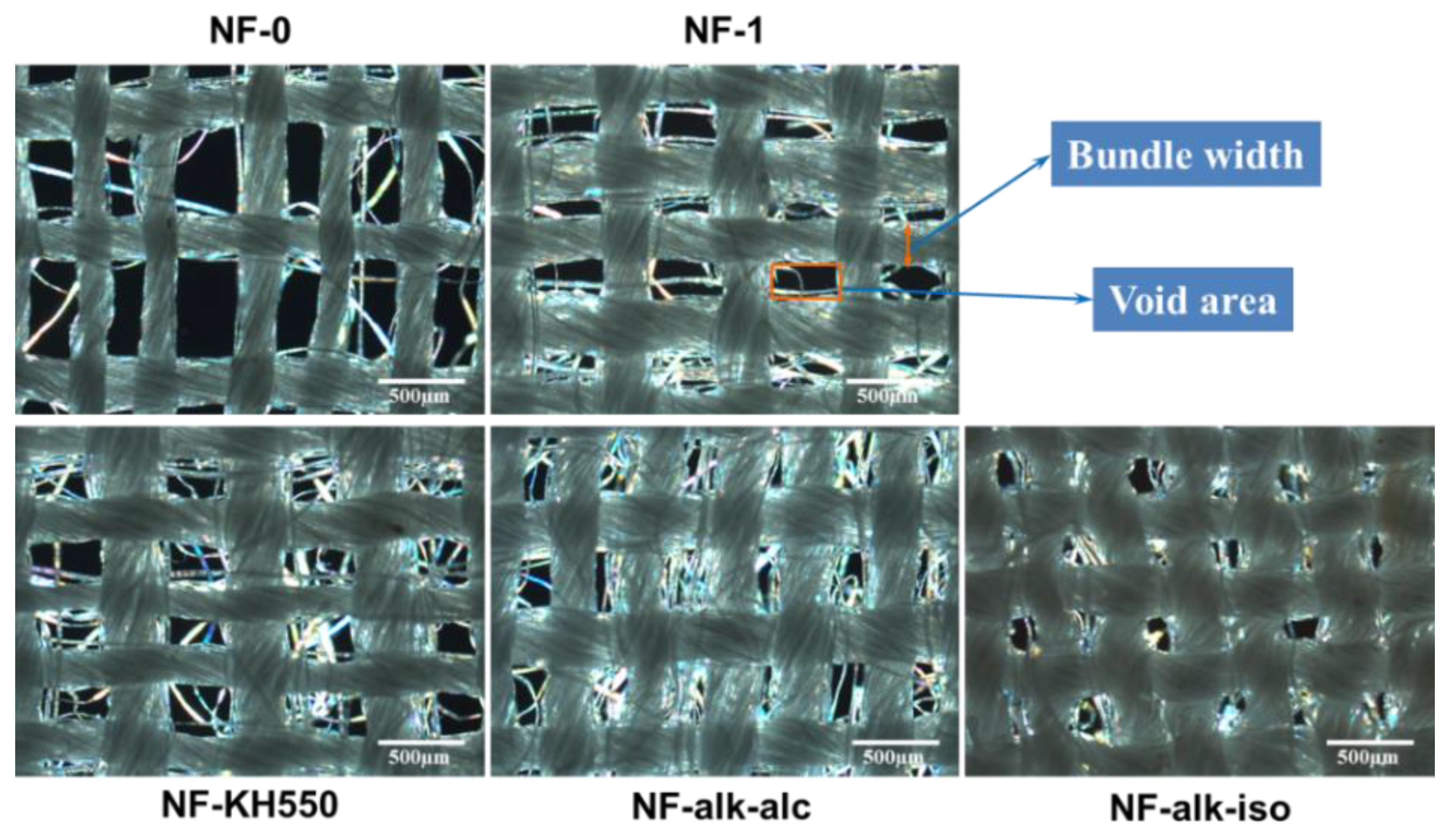
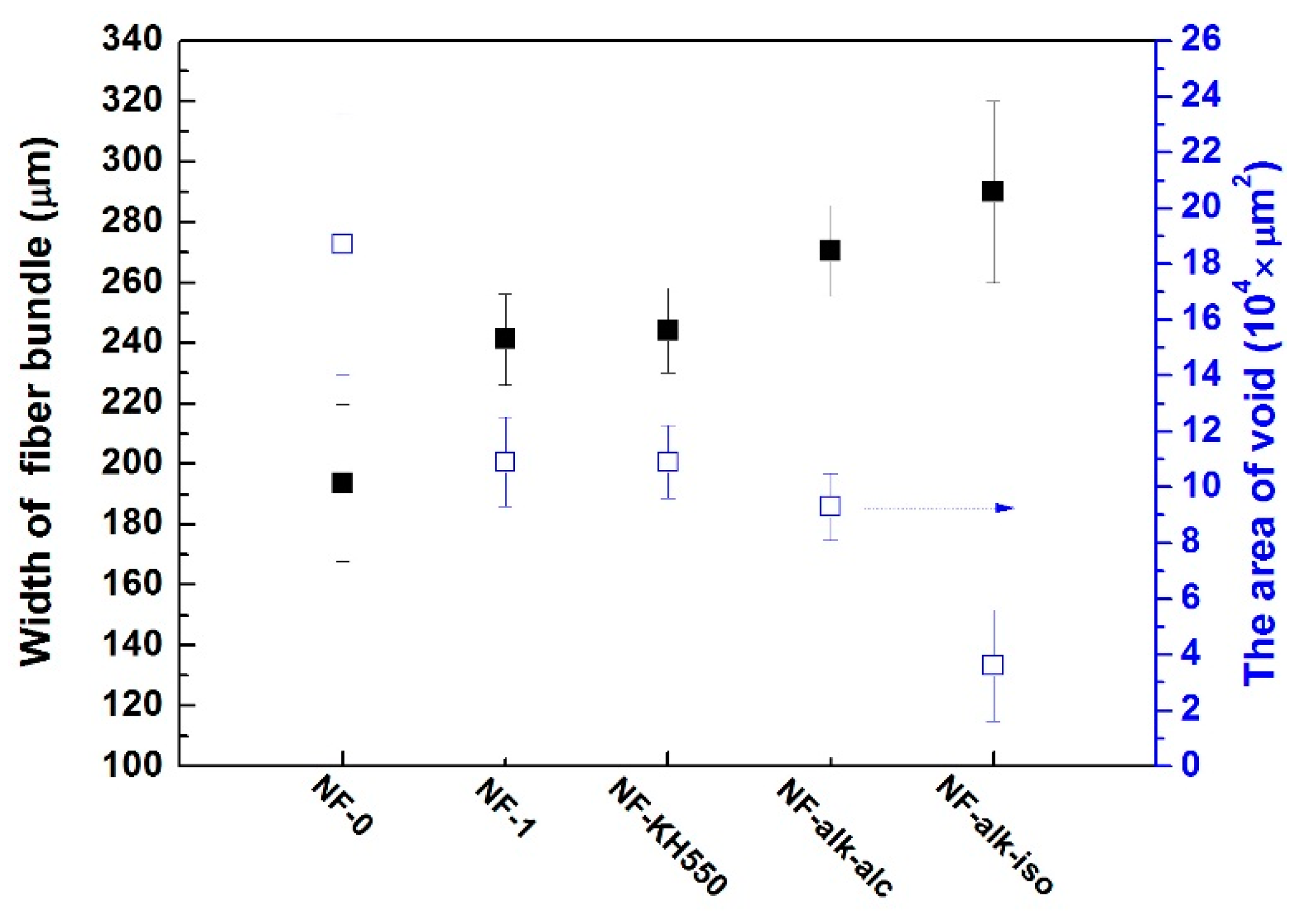
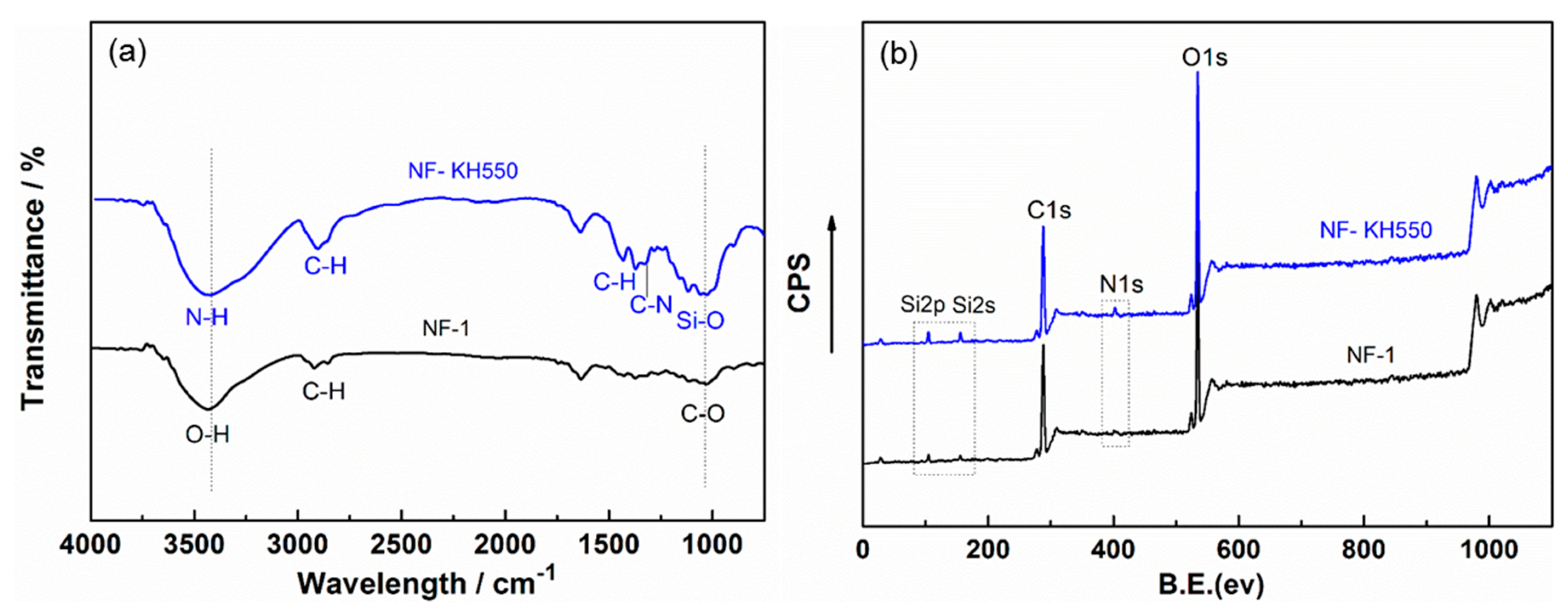
3.1.1. The Effects on the Structure of Different Modified Ramie Fabrics
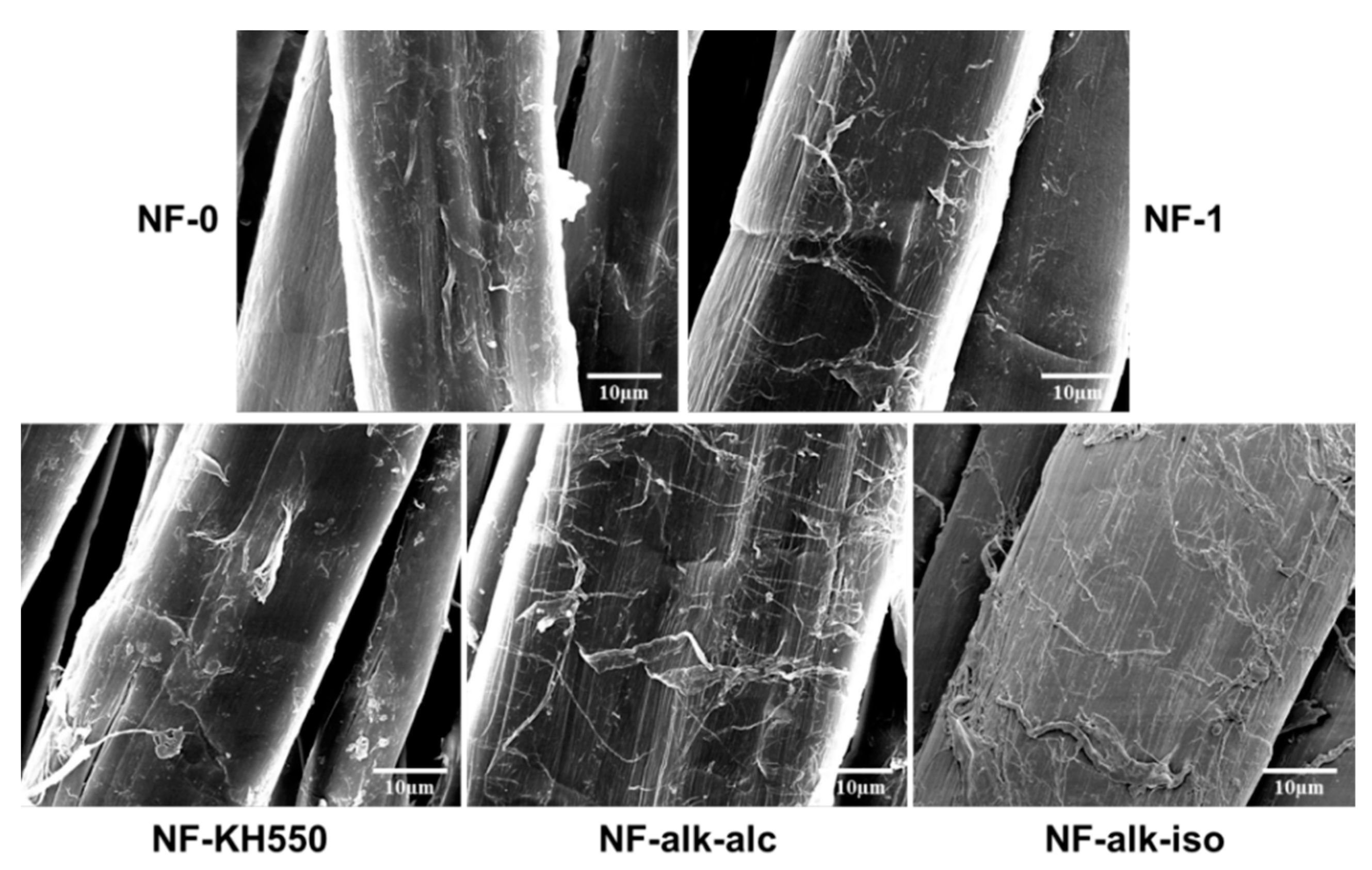
3.1.2. The Effects on Surface Properties of Different Modified Ramie Fiber
3.1.3. The Effects on the Mechanical Properties of Different Modified Ramie Fabrics
3.2. The Properties of APA-6 Composites Reinforced by Different Modified Ramie Fabrics
3.2.1. Physical Properties
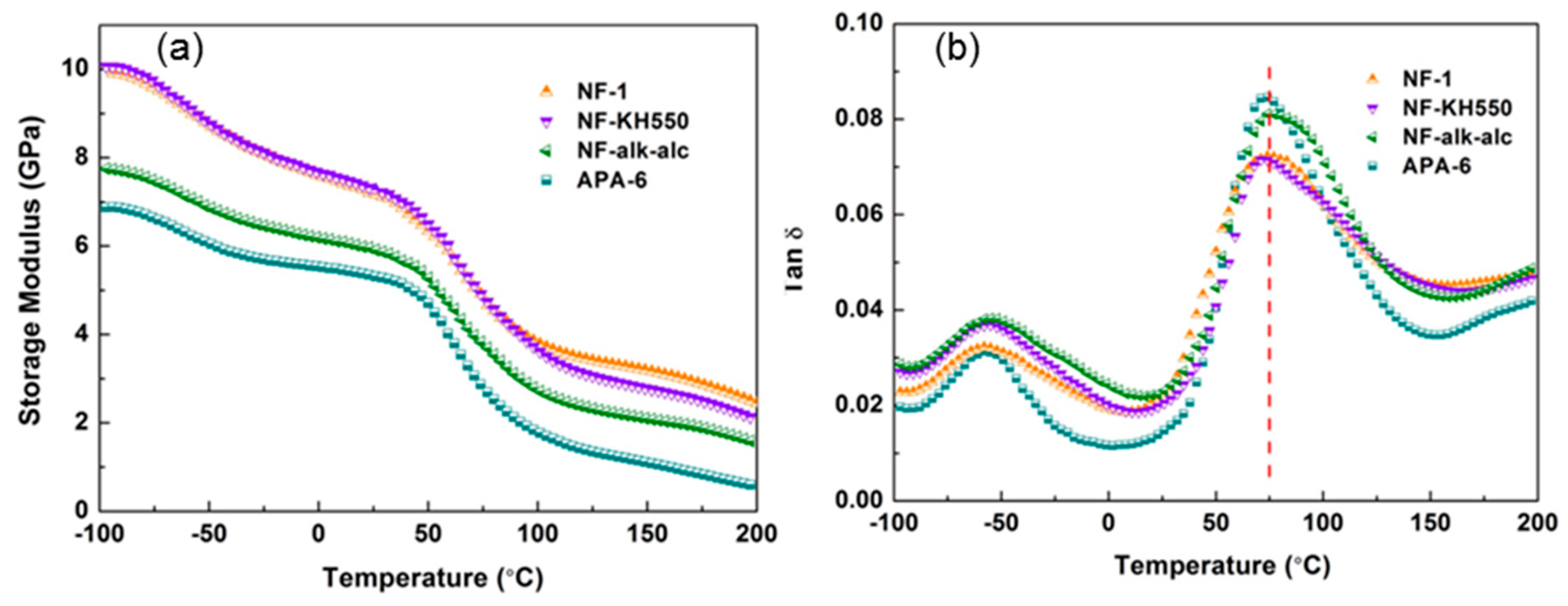
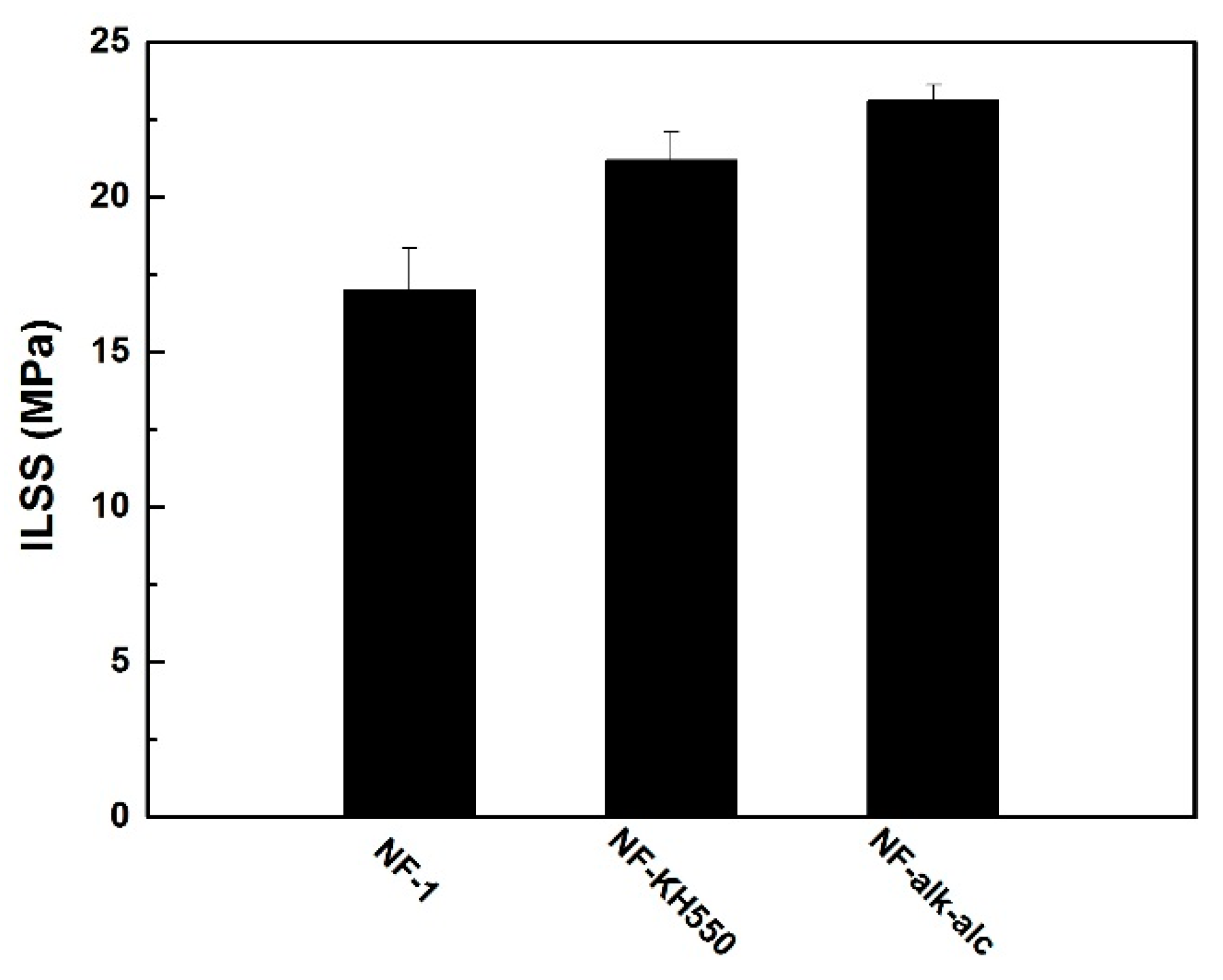
3.2.2. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Faruk, O.; Bledzki, A.K.; Fink, H.P.; Sain, M. Biocomposites reinforced with natural fibers: 2000–2010. Prog. Polym. Sci. 2012, 37, 1552–1596. [Google Scholar] [CrossRef]
- Luo, N.; Lv, Y.; Wang, D.; Zhang, J.; Wu, J.; He, J.; Zhang, J. Direct visualization of solution morphology of cellulose in ionic liquids by conventional TEM at room temperature. Chem. Commun. 2012, 48, 6283–6285. [Google Scholar] [CrossRef]
- Panchal, P.; Ogunsona, E.; Mekonnen, T. Trends in advanced functional material applications of nanocellulose. Processes 2019, 7, 10. [Google Scholar] [CrossRef]
- Zhou, M.; Yan, J.; Li, Y.; Geng, C.; He, C.; Wang, K.; Fu, Q. Interfacial strength and mechanical properties of biocomposites based on ramie fibers and poly(butylene succinate). RSC Adv. 2013, 3, 26418–26426. [Google Scholar] [CrossRef]
- Rijswijk, K.V.; van Geenen, A.A.; Bersee, H.E.N. Textile fiber-reinforced anionic polyamide-6 composites. Part II: Investigation on interfacial bond formation by short beam shear test. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1033–1043. [Google Scholar] [CrossRef]
- Rijswijk, K.V.; Teuwen, J.J.E.; Bersee, H.E.N.; Beukers, A. Textile fiber-reinforced anionic polyamide-6 composites. Part I: The vacuum infusion process. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1–10. [Google Scholar] [CrossRef]
- Henning, F.; Karger, L.; Dorr, D.; Schirmaier, F.J.; Seuffert, J.; Bernath, A. Fast processing and continuous simulation of automotive structural composite components. Compos. Sci. Technol. 2019, 171, 261–279. [Google Scholar] [CrossRef]
- Máirtı́n, P.Ó.; McDonnell, P.; Connor, M.; Eder, R.; Ó Brádaigh, C.M. Process investigation of a liquid PA-12/carbon fibre moulding system. Compos. Part A Appl. Sci. Manuf. 2001, 32, 915–923. [Google Scholar] [CrossRef]
- Li, M.; Wang, S.K.; Gu, Y.Z.; Li, Y.X.; Potter, K.; Zhang, Z.G. Evaluation of through-thickness permeability and the capillary effect in vacuum assisted liquid molding process. Compos. Sci. Technol. 2012, 72, 873–878. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, X.; Li, H.; Yan, C. Facile preparation route for graphene oxide reinforced polyamide 6 composites via in situ anionic ring-opening polymerization. J. Mater. Chem. 2012, 22, 24081–24091. [Google Scholar] [CrossRef]
- Xu, Z.; Gao, C. In situ polymerization approach to graphene-reinforced nylon-6 composites. Macromolecules 2010, 43, 6716–6723. [Google Scholar] [CrossRef]
- Kashani Rahimi, S.; Otaigbe, J.U. The role of particle surface functionality and microstructure development in isothermal and non-isothermal crystallization behavior of polyamide 6/cellulose nanocrystals nanocomposites. Polymer 2016, 107, 316–331. [Google Scholar] [CrossRef]
- Rahimi, S.K.; Otaigbe, J.U. The effects of the interface on microstructure and rheo-mechanical properties of polyamide 6/cellulose nanocrystal nanocomposites prepared by in-situ ring-opening polymerization and subsequent melt extrusion. Polymer 2017, 127, 269–285. [Google Scholar] [CrossRef]
- Rijswijk, K.V.; Bersee, H.; Jager, W.; Picken, S. Optimisation of anionic polyamide-6 for vacuum infusion of thermoplastic composites: Choice of activator and initiator. Compos. Part A Appl. Sci. Manuf. 2006, 37, 949–956. [Google Scholar] [CrossRef]
- Rijswijk, K.V.; Bersee, H.; Beukers, A.; Picken, S.; Geenen, A.V. Optimisation of anionic polyamide-6 for vacuum infusion of thermoplastic composites: Influence of polymerisation temperature on matrix properties. Polym. Test. 2006, 25, 392–404. [Google Scholar] [CrossRef]
- Pillay, S.; Vaidya, U.K.; Janowski, G.M. Effects of moisture and UV exposure on liquid molded carbon fabric reinforced nylon 6 composite laminates. Compos. Sci. Technol. 2009, 69, 839–846. [Google Scholar]
- Pillay, S.; Vaidya, U.K.; Janowski, G.M. Liquid molding of carbon fabric-reinforced nylon matrix composite laminates. J. Thermoplast. Compos. 2005, 18, 509–527. [Google Scholar] [CrossRef]
- Yan, C.; Li, H.; Zhang, X.; Zhu, Y.; Fan, X.; Yu, L. Preparation and properties of continuous glass fiber reinforced anionic polyamide-6 thermoplastic composites. Mater. Des. 2013, 46, 688–695. [Google Scholar] [CrossRef]
- Lee, G.-W.; Lee, N.-J.; Jang, J.; Lee, K.-J.; Nam, J.-D. Effects of surface modification on the resin-transfer moulding (RTM) of glass-fibre/unsaturated-polyester composites. Compos. Sci. Technol. 2002, 62, 9–16. [Google Scholar] [CrossRef]
- O’sullivan, A.C. Cellulose: The structure slowly unravels. Cellulose 1997, 4, 173–207. [Google Scholar] [CrossRef]
- Zin, E.; Scandola, M. Green composites: An overview. Polym. Compos. 2011, 32, 1905–1915. [Google Scholar] [CrossRef]
- O’Donnell, A.; Dweib, M.A.; Wool, R.P. Natural fiber composites with plant oil-based resin. Compos. Sci. Technol. 2004, 64, 1135–1145. [Google Scholar] [CrossRef]
- Bledzki, A.; Reihmane, S.; Gassan, J. Properties and modification methods for vegetable fibers for natural fiber composites. J. Appl. Polym. Sci. 1996, 59, 1329–1336. [Google Scholar] [CrossRef]
- George, J.; Sreekala, M.; Thomas, S. A review on interface modification and characterization of natural fiber reinforced plastic composites. Poly. Eng. Sci. 2001, 41, 1471–1485. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A. Possibilities to improve the properties of natural fiber reinforced plastics by fiber modification–jute polypropylene composites. Appl. Compos. Mater. 2000, 7, 373–385. [Google Scholar] [CrossRef]
- John, M.J.; Anandjiwala, R.D. Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polym. Compos. 2008, 29, 187–207. [Google Scholar] [CrossRef]
- Saheb, D.N.; Jog, J. Natural fiber polymer composites: A review. Adv. Polym. Technol. 1999, 18, 351–363. [Google Scholar] [CrossRef]
- Li, X.; Tabil, L.G.; Panigrahi, S. Chemical treatments of natural fiber for use in natural fiber-reinforced composites: A review. J. Polym. Environ. 2007, 15, 25–33. [Google Scholar] [CrossRef]
- Valadez-Gonzalez, A.; Cervantes-Uc, M.; Olayo, R.J.; Herrera-Franco, P. Effect of fiber surface treatment on the fiber–matrix bond strength of natural fiber reinforced composites. Compos. Part B Eng. 1999, 30, 309–320. [Google Scholar] [CrossRef]
- Cartledge, H.C.; Baillie, C.A. Studies of microstructural and mechanical properties of nylon/glass composite part I the effect of thermal processing on crystallinity, transcrystallinity and crystal phases. J. Mater. Sci. 1999, 34, 5099–5111. [Google Scholar] [CrossRef]
- James, E.M. Polymer Data Handbook, 2nd ed.; Oxford University Press: New York, NY, USA, 1999; pp. 180–181. [Google Scholar]
- Knill, C.J.; Kennedy, J.F. Degradation of cellulose under alkaline conditions. Carbohydr. Polym. 2003, 51, 281–300. [Google Scholar] [CrossRef]
- Mwaikambo, L.Y.; Ansell, M.P. Chemical modification of hemp, sisal, jute, and kapok fibers by alkalization. J. Appl. Polym. Sci. 2002, 84, 2222–2234. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Alkali treatment of jute fibers: Relationship between structure and mechanical properties. J. Appl. Polym. Sci. 1999, 71, 623–629. [Google Scholar] [CrossRef]
- Kan, Z.; Yang, M.; Yang, W.; Liu, Z.; Xie, B. Investigation on the reactive processing of textile-ramie fiber reinforced anionic polyamide-6 composites. Compos. Sci. Technol. 2015, 110, 188–195. [Google Scholar] [CrossRef]



© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kan, Z.; Shi, H.; Zhao, E.; Wang, H. Preparation and Performance of Different Modified Ramie Fabrics Reinforced Anionic Polyamide-6 Composites. Processes 2019, 7, 226. https://doi.org/10.3390/pr7040226
Kan Z, Shi H, Zhao E, Wang H. Preparation and Performance of Different Modified Ramie Fabrics Reinforced Anionic Polyamide-6 Composites. Processes. 2019; 7(4):226. https://doi.org/10.3390/pr7040226
Chicago/Turabian StyleKan, Ze, Hao Shi, Erying Zhao, and Hui Wang. 2019. "Preparation and Performance of Different Modified Ramie Fabrics Reinforced Anionic Polyamide-6 Composites" Processes 7, no. 4: 226. https://doi.org/10.3390/pr7040226
APA StyleKan, Z., Shi, H., Zhao, E., & Wang, H. (2019). Preparation and Performance of Different Modified Ramie Fabrics Reinforced Anionic Polyamide-6 Composites. Processes, 7(4), 226. https://doi.org/10.3390/pr7040226