Agent-Based Simulation of Value Flow in an Industrial Production Process



Abstract
:
1. Introduction
2. Value Stream—Mapping and Simulation
2.1. Mapping a Value Stream
- choice of the product family;
- representation of the current VSM status;
- VSM achievement–target;
- establishment of the action plan.
2.2. Production Process Simulation
3. Material and Methods of Simulated VSM
3.1.VSM Achievement
- choice of the product with the highest production volume;
- calculation of client’s takt time;
- identification of the operations required to achieve the product;
- cycle time measurement;
- identification of the positioning for operators;
- inter-operations inventory;
- calculation of the duration of the assembly process;
- calculation of the Lead time process;
- calculation of operator load and of the number of operators required;
- general plan of the production line.
- proposal to position operators to reach the target;
- reducing inventory between operations;
- calculating the duration of the assembly process;
- calculating lead time process;
- establishing the operator’s load capacity and the number of operators required to reach the target;
- general plan of the manufacturing line;
- mapping the value flow.
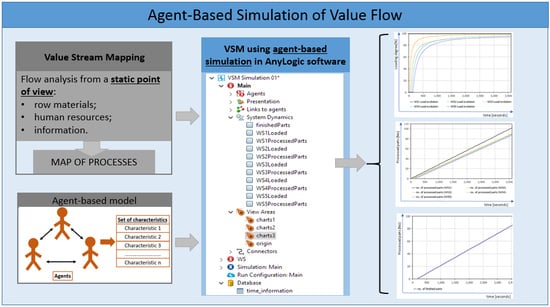
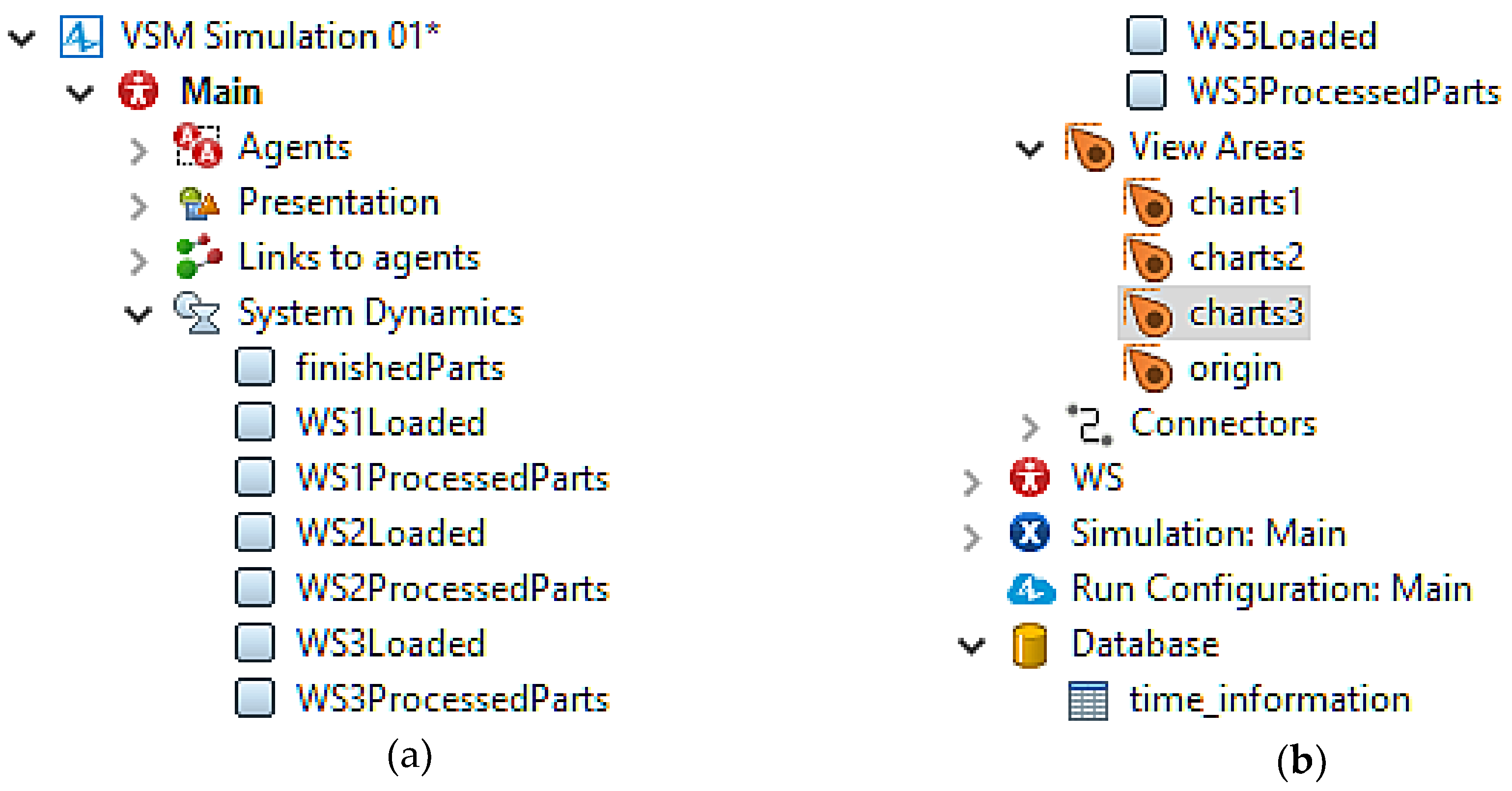
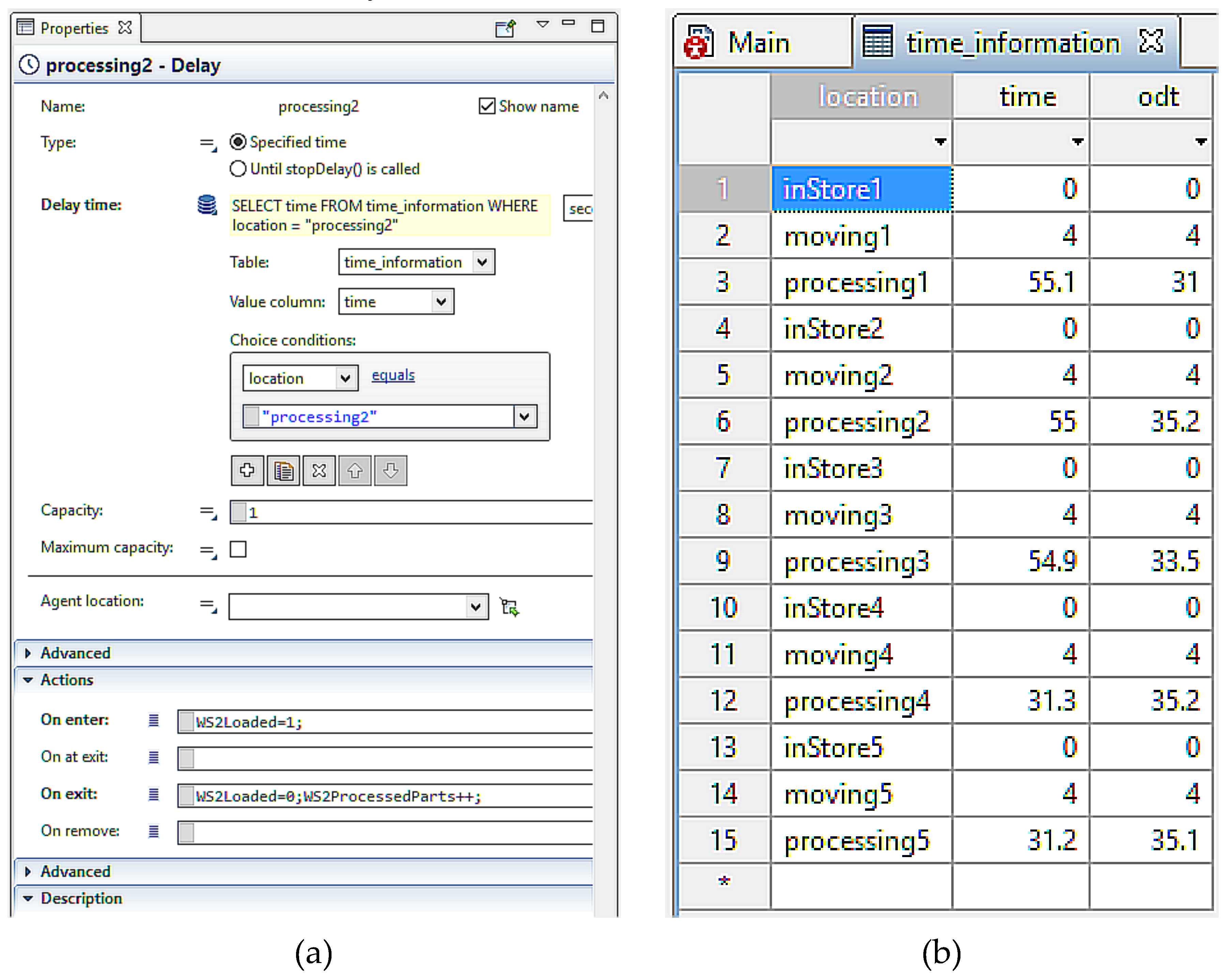
3.2. VSM Simulation Model
- primary elements: agents and resources;
- derivatives;
- processes detailed to operations and sequences, characterized by queues, delays, and resource utilization.
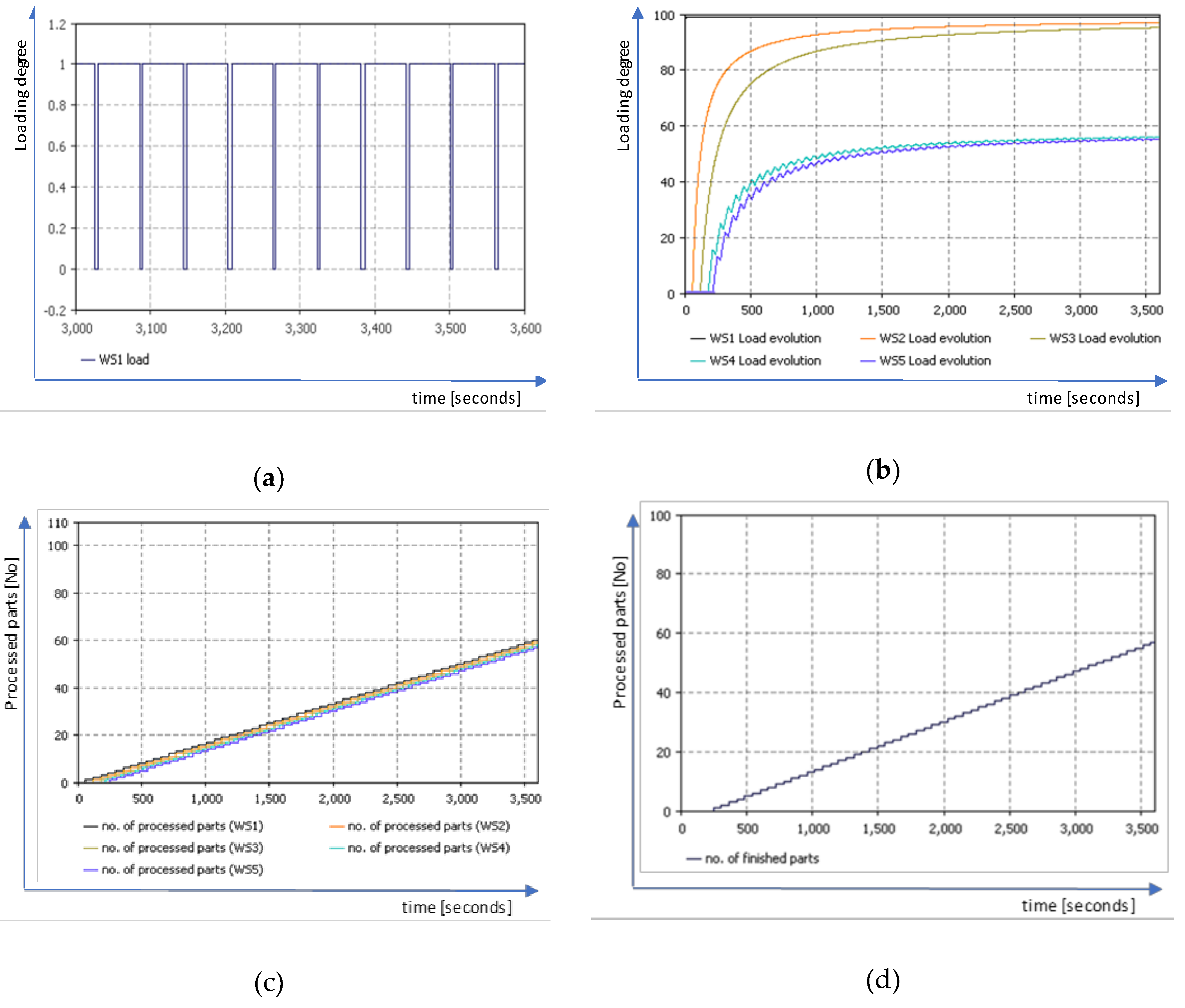
3.3. Evaluation of Lean Performance for the VSM Target Simulation Model
4. Application in an Industrial Process Case Study
- the processing has to consider client’s maximal production time, otherwise the results will lead to overproduction or non-compliance according to the customer’s requirements;
- production in line with the customer’s maximal production time involves balancing workload at all stages of the process;
- the replacement of production in isolated islands with a continuous production flow, or, if not possible, production will be coordinated by pull supermarket systems;
- production planning will only be involved at very few moments in the added value flow;
- different types of products are programmed in equal batches per day for equalizing distribution during basic processes.
5. Discussion
- growth of the PP value indicates the fact that most of direct employees’ work is adding value to the process, non-value-added work is reduced to minimum, waste is eliminated;
- VAPP emphasizes the difference between the input value and the output value during production. The output and input values reflect the difference between the final value of the end product and the value of raw materials and services used;
- FSU stands for the increasing of the space efficiency taken up by the production process.
6. Conclusions
- flows represented in a VSM are: the material and the informational flow from a static point of view;
- VSM can be a tool taken from the classic lean approach to the digital lean approach and the lean 4.0 approach. It consists of mapping and analyzing where the process is improved;
- simulation is a complementary tool, allowing both the visualization of the evolution of processes represented by the help of VSM, as well as the workstation position optimization;
- the use of dynamic simulation in process analysis helps to increase the system’s response rate to customer demand;
- the exploitation of the benefits of Lean and simulation approaches will be pillars for Industry 4.0 paradigm.
Author Contributions
Funding
Conflicts of Interest
Abbreviations
| VSM | Value Stream Mapping |
| KPI | Key performance indicator |
| PP | People Productivity |
| VAPP | Value Added Per Person |
| FSU | Floor Space Utilisation |
| WS | Workstation |
| WIP | Work in process |
References
- Schonberger, R.J. World Class Manufacturing; Simon and Schuster: New York, NY, USA, 2008. [Google Scholar]
- Lieder, M.; Asif, F.M.A.; Rashid, A. Towards Circular Economy implementation: An agent-based simulation approach for business model changes. Auton. Agent Multi-Agent Syst. 2017, 31, 1377. [Google Scholar] [CrossRef]
- Buer, S.V.; Strandhagen, J.O.; Chan, F.T.O. The link between Industry 4.0 and lean manufacturing: Mapping current research and establishing a research agenda. Int. J. Prod. Res. 2018, 56, 2924–2940. [Google Scholar] [CrossRef]
- Shah, R.; Ward, P.T. Defining and developing measures of lean production. J. Oper. Manag. 2007, 25, 785. [Google Scholar] [CrossRef]
- Bhasin, S. Lean Management Beyond Manufacturing; Springer International Publishing AG: Cham, Switzerland, 2015. [Google Scholar]
- Seth, D.; Seth, N.; Dhariwal, P. Application of value stream mapping (VSM) for lean and cycle time reduction in complex production environments: A case study. Prod. Plan. Control 2017, 28, 398. [Google Scholar] [CrossRef]
- Womack, J.P.; Jones, D.T. Lean Thinking: Banish Waste and Create Wealth in Your Corporation; Simon & Schuster: London, UK, 2003. [Google Scholar]
- Hines, P.; Rich, N. The seven value stream mapping tools. Int. J. Oper. Prod. Manag. 1997, 17, 46. [Google Scholar] [CrossRef]
- Marodin, G.A.; Saurin, T.A.; Tortorella, G.L.; Denicol, J. How context factors influence lean production practices in manufacturing cells. Int. J. Adv. Manuf. Technol. 2015, 79, 1389. [Google Scholar] [CrossRef]
- Meudt, T.; Metternich, J.; Abele, J. Value stream mapping 4.0: Holistic examination of value stream and information logistics in production. CIRP Ann. Manuf. Technol. 2016, 66, 413. [Google Scholar] [CrossRef]
- Pereira, L.G.; Tortorella, G.L. A literature review on lean manufacturing in small manufacturing companies. In Progress in Lean Manufacturing; Davim, J.P., Ed.; Springer International Publishing AG: Cham, Switzerland, 2018; pp. 69–89. [Google Scholar]
- Zhuang, C.; Liu, J.; Xiong, H. Digital twin-based smart production management and control framework for the complex product assembly shop-floor. Int. J. Adv. Manuf. Technol. 2018, 96, 1149–1163. [Google Scholar] [CrossRef]
- Seth, D.; Gupta, V. Application of value stream mapping for lean operations and cycle time reduction: An Indian case study. Prod. Plan. Control 2005, 16, 44–59. [Google Scholar] [CrossRef]
- Reis, M.S.; Gins, G. Industrial process monitoring in the big data/industry 4.0 era: From detection, to diagnosis, to prognosis. Processes 2017, 5, 35. [Google Scholar] [CrossRef]
- Jasti, N.V.K.; Kodali, R. Lean production: Literature review and trends. Int. J. Prod. Res. 2015, 53, 867–885. [Google Scholar] [CrossRef]
- Dallasega, P.; Rauch, E.; Frosolini, M.A. Lean approach for real-time planning and monitoring in engineer-to-order construction projects. Buildings 2018, 8, 38. [Google Scholar] [CrossRef]
- Goti, A.; de la Calle, A.; Gil, M.J.; Errasti, A.; Bom, P.R.D.; García-Bringas, P. Development and application of an assessment complement for production system audits based on data quality, IT infrastructure, and sustainability. Sustainability 2018, 10, 4679. [Google Scholar] [CrossRef]
- Yin, D.; Ming, X. A modular approach for lean product Development (LPD) based on system engineering. In Product Lifecycle Management for Digital Transformation of Industries, Proceedings of the PLM 2016. IFIP Advances in Information and Communication Technology; Harik, R., Rivest, L., Bernard, A., Eynard, B., Bouras, A., Eds.; Springer: Cham, Switzerland, 2016; p. 492. [Google Scholar]
- Braglia, M.; Carmignani, G.; Zammori, F. A new value stream mapping approach for complex production systems. Int. J. Prod. Res. 2006, 44, 3929. [Google Scholar] [CrossRef]
- Gunduz, M.; Fahmi Naser, A. Cost based value stream mapping as a sustainable construction tool for underground pipeline construction projects. Sustainability 2017, 9, 2184. [Google Scholar] [CrossRef]
- Geissdoerfer, M.; Nancy, M.P.; Bocken, E.; Hultink, J. Design thinking to enhance the sustainable business modelling process—A workshop based on a value mapping process. J. Clean. Prod. 2016, 135, 1218. [Google Scholar] [CrossRef]
- Rother, M.; Shook, J. Learning to See: Value-Stream Mapping to Create Value and Eliminate Muda, Version 1.4; Lean Enterprise Institute: Boston, MA, USA, 1999. [Google Scholar]
- Heravi, G.; Firoozi, M. Production process improvement of buildings’ prefabricated steel frames using value stream mapping. Int. J. Adv. Manuf. Technol. 2017, 89, 3307. [Google Scholar] [CrossRef]
- Andreadis, E.; Garza-Reyes, J.A.; Kumar, V. Towards a conceptual framework for value stream mapping (VSM) implementation: An investigation of managerial factors. Int. J. Prod. Res. 2017, 28, 7073–7095. [Google Scholar] [CrossRef]
- Rother, M.; Shook, J. Learning to See: Value Stream Mapping to Add Value and Eliminate Muda, 2nd ed.; Lean Enterprise Institute: Boston, MA, USA, 1999. [Google Scholar]
- Tapping, D.; Shuker, T. Value Stream Management for the Lean Office; Productivity Press: New York, NY, USA, 2003. [Google Scholar]
- Mojarro-Magaña, M.; Olguín-Tiznado, J.E.; García-Alcaraz, J.L.; Camargo-Wilson, C.; López-Barreras, J.A.; Pérez-López, R.J. Impact of the planning from the kanban system on the company’s operating benefits. Sustainability 2018, 10, 2506. [Google Scholar] [CrossRef]
- Schönemann, M.; Schmidt, C.; Herrmann, C.; Thiede, S. Multi-level modelling and simulation of manufacturing systems for lightweight automotive components. Procedia CIRP 2016, 41, 1049. [Google Scholar] [CrossRef]
- González-Reséndiz, J.; Arredondo-Soto, K.C.; Realyvásquez-Vargas, A.; Híjar-Rivera, H.; Carrillo-Gutiérrez, T. Integrating simulation-based optimization for lean logistics: A case study. Appl. Sci. 2018, 8, 2448. [Google Scholar] [CrossRef]
- Yazdi, P.G.; Azizi, A.; Hashemipour, M. An empirical investigation of the relationship between overall equipment efficiency (OEE) and manufacturing sustainability in Industry 4.0 with time study approach. Sustainability 2018, 10, 3031. [Google Scholar] [CrossRef]
- Dreżewski, R.; Doroz, K. An agent-based co-evolutionary multi-objective algorithm for portfolio optimization. Symmetry 2017, 9, 168. [Google Scholar] [CrossRef]
- Chie, B.-T.; Chen, S.-H. Competition in a new industrial economy: Toward an agent-based economic model of modularity. Adm. Sci. 2014, 4, 192–218. [Google Scholar] [CrossRef]
- Marchetti, M.A.; François, G.; Faulwasser, T.; Bonvin, D. Modifier adaptation for real-time optimization—Methods and applications. Processes 2016, 4, 55. [Google Scholar] [CrossRef]
- Suhadaka, S.N.S.; Amit, N.; NazriAli, M. Facility layout for SME food industry via value stream mapping and simulation. Procedia Econ. Financ. 2015, 31, 797. [Google Scholar] [CrossRef]
- Subramanian, A.S.R.; Gundersen, T.; Adams, T.A. II. Modeling and simulation of energy systems: A review. Processes 2018, 6, 238. [Google Scholar] [CrossRef]
- Antonellia, D.; Stadnicka, D. Combining factory simulation with value stream mapping: A critical discussion. Procedia CIRP 2018, 67, 30. [Google Scholar] [CrossRef]
- Baysan, S.; Kabadurmus, O.; Cevikcan, E.; Satoglu, S.I.; Durmusoglu, M.B. A simulation-based methodology for the analysis of the effect of lean tools on energy efficiency: An application in power distribution industry. J. Clean. Prod. 2019, 211, 895. [Google Scholar] [CrossRef]
- Haba, S.A.; Oancea, G. Digital manufacturing of air-cooled single-cylinder engine block. Int. J. Adv. Manuf. Technol. 2015, 80, 747. [Google Scholar] [CrossRef]
- Negahban, A.; Smith, J.S. Simulation for manufacturing system design and operation: Literature review and analysis. J. Manuf. Syst. 2014, 33, 241. [Google Scholar] [CrossRef]
- Ding, Z.; Gong, W.; Li, S.; Wu, Z. System dynamics versus agent-based modeling: A review of complexity simulation in construction waste management. Sustainability 2018, 10, 2484. [Google Scholar] [CrossRef]
- Norton, K.-A.; Gong, C.; Jamalian, S.; Popel, A.S. Multiscale agent-based and hybrid modeling of the tumor immune microenvironment. Processes 2019, 7, 37. [Google Scholar] [CrossRef]
- Chamoso, P.; Rodríguez, S.; García-Ortiz, L.; Corchado, J.M. Information extraction from retinal images with agent-based technology. Processes 2018, 6, 254. [Google Scholar] [CrossRef]
- Cocco, L.; Tonelli, R.; Marchesi, M. An agent based model to analyze the bitcoin mining activity and a comparison with the gold mining industry. Future Internet 2019, 11, 8. [Google Scholar] [CrossRef]
- Thang, X.-J.; Tang, Y.; Xiong, J.; Wang, W.-J.; Zhang, Y.-C. Dynamics of cooperation in minority games in alliance networks. Sustainability 2018, 10, 4746. [Google Scholar] [CrossRef]
- Borshchev, A.; Filippov, A. From system dynamics and discrete event to practical agent based modeling: Reasons, techniques, tools. In Proceedings of the 22nd International Conference of the System Dynamics Society, Oxford, UK, 25–29 July 2004. [Google Scholar]
- Meng, Q.; Zhu, H.; Li, Z.; Du, J.; Wang, X.; Kim, M.J. How green building product decisions from Customers can be transitioned to manufacturers: An agent-based model. Sustainability 2018, 10, 3977. [Google Scholar] [CrossRef]
- Ruiz, N.; Giret, A.; Botti, V.; Feria, V. An intelligent simulation environment for manufacturing systems. Comput. Ind. Eng. 2014, 76, 148. [Google Scholar] [CrossRef]
- Heydaryan, S.; Bedolla, J.S.; Belingardi, G. Safety design and development of a human-robot collaboration assembly process in the automotive industry. Appl. Sci. 2018, 8, 344. [Google Scholar] [CrossRef]
- Kokareva, V.V.; Malyhin, A.N.; Smelov, V.G. Production processes management by simulation in tecnomatix plant simulation. Appl. Mech. Mater. 2015, 756, 604. [Google Scholar] [CrossRef]
- Fiľo, M.; Markovič, J.; Kliment, M.; Trebuňa, P. PLM systems and tecnomatix plant simulation, a description of the environment, control elements, creation simulations and models. Am. J. Mech. Eng. 2013, 1, 165–168. [Google Scholar] [CrossRef]
- Siderska, I. Application of tecnomatix plant simulation for modeling production and logistics processes. Bus. Manag. Educ. 2016, 1, 64. [Google Scholar] [CrossRef]
- Lu, M.; Wong, L.-C. Comparison of two simulation methodologies in modeling construction systems: Manufacturing-oriented PROMODEL vs. construction-oriented SDESA. Autom. Constr. 2007, 16, 86. [Google Scholar] [CrossRef]
- Goodall, P.; Sharpe, R.; West, A. A data-driven simulation to support remanufacturing operations. Comput. Ind. 2019, 105, 48. [Google Scholar] [CrossRef]
- Schwab, L.; Gold, S.; Reiner, G. Exploring financial sustainability of SMEs during periods of production growth: A simulation study. Int. J. Prod. Econ. 2018. [Google Scholar] [CrossRef]
- Zhang, L.; Li, N.; Jiang, Z.; Fang, F.; Anumba, C. An agent-based modeling approach for understanding the effect of worker-management interactions on construction workers’ safety-related behaviors. Autom. Constr. 2019, 97, 29. [Google Scholar] [CrossRef]
- Ohab-Yazdi, S.A.; Ahmadi, A. Using the agent-based model to simulate and evaluate the interaction effects of agent behaviors on groundwater resources, a case study of a sub-basin in the Zayandehroud River basin. Simul. Model. Pract. Theory 2018, 87, 274. [Google Scholar] [CrossRef]
- Anylogic. Available online: https://www.anylogic.com (accessed on 5 June 2017).
- Ivanov, D. Supply chain simulation and optimization with any logistix: Teaching notes; Berlin School of Economics and Law: Berlin, Germany, 2017. [Google Scholar]
- Oliveira, J.B.; Jin, M.; Lima, R.S.; Kobza, J.E.; Montevechi, J.A.B. The role of simulation and optimization methods in supply chain risk management: Performance and review standpoints. Simul. Model. Pract. Theory 2019, 92, 17. [Google Scholar] [CrossRef]
- 7 Measures of Performance in Lean KPI Tool. Available online: https:// https://www.adaptivebms.com/tools/ (accessed on 30 June 2018).
- Mourtzis, D.; Fotia, S.; Vlachou, E. A lean PSS design and evaluation framework supported by KPI monitoring and context sensitivity tools. Int. J. Adv. Manuf. Technol. 2018, 94, 1623. [Google Scholar] [CrossRef]
- Barber, C.; Tietje, B. A research agenda for value stream mapping the sales process. J. Pers. Sell. Sales Manag. 2013, 28, 155. [Google Scholar] [CrossRef]
- Atieh, A.M.; Kaylani, H.; Almuhtady, A.; Al-Tamimi, A. A value stream mapping and simulation hybrid approach: Application to glass industry. Int. J. Adv. Manuf. Technol. 2016, 84, 1573. [Google Scholar] [CrossRef]
- Stadnicka, D.; Chandima, R.M. Enhancing performance in service organizations: A case study based on value stream analysis in the telecommunications industry. Int. J. Prod. Res. 2017, 55, 6984–6999. [Google Scholar] [CrossRef]
- Carmignani, G. Scrap value stream mapping (S-VSM): A new approach to improve the supply scrap management process. Int. J. Prod. Res. 2017, 55, 3559. [Google Scholar] [CrossRef]
- Shou, W.J.; Wang, P.W.; Wang, X.; Chong, H.Y. A cross-sector review on the use of value stream mapping. Int. J. Prod. Res. 2017, 55, 3906. [Google Scholar] [CrossRef]
- Marodin, G.A.; Saurin, T.A. Implementing lean production systems: Research areas and opportunities for future studies. Int. J. Prod. Res. 2013, 51, 6663. [Google Scholar] [CrossRef]
- Cherrafi, A.; Elfezazi, S.; Chiarini, A.; Mokhlis, A.; Benhida, K. The integration of lean manufacturing, six sigma and sustainability: A literature review and future research directions for developing a specific model. J. Clean. Prod. 2016, 139, 828. [Google Scholar] [CrossRef]
- Toivonen, T.; Siitonen, J. Value stream analysis for complex processes and systems. Procedia CIRP 2016, 39, 9. [Google Scholar] [CrossRef]
- Flatscher, M.; Riel, A. Stakeholder integration for the successful product–process co-design for next-generation manufacturing technologies. Cirp Ann. 2016, 65, 181. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| KPI | Symbol | Short description |
|---|---|---|
| Overall Equipment Effectiveness | OEE | general effectiveness of equipment uses |
| People Productivity | PP | ratio between the number of good units made and the number of direct operator hours it takes to make those units |
| Value Added Per Person | VAPP | number of direct people involved in the conversion process to add value to the product |
| Not Right First Time | NRFT | number de defective units per million |
| Delivery Schedule Achievement | DSA | it measures the quantitatively and timely correct delivery of goods ordered by the customer and promised to be delivered |
| Floor Space Utilisation | FSU | sales revenue generated per square meter of factory floor space |
| Stock Turns | ST | speed of inventory rotation |
| Damper type | Percent | No. of good parts | Scrap | Total | UM |
|---|---|---|---|---|---|
| Adjustable damper | 98.92% | 7246 | 7 | 7253 | (parts) |
| Locking damper | 1.08% | 76 | 3 | 79 | (parts) |
| Non-adjustable damper | 0.00% | 0 | 0 | 0 | (parts) |
| 100.00% | 7322 | 10 | 7332 | (parts) | |
| Loading degree | 100% | 75% | |||
| Client Takt target | 78.6 (s/parts) | 58.9 (s/parts) | |||
| Work center | Work center description | Work center | Work center description |
|---|---|---|---|
| 1 | O1. Checking piston rod | 4 | O4. Rod assembly–piston |
| 2 | O2.1. Component preassembly–A1 | 5 | O5. Basic components assembly |
| 2 | O2.2. Component preassembly–A2 | 6 | O6. Flaring |
| 2 | O2.3. Component preassembly–A3 | 7 | O7. Adjustment lever assembly–serious checking |
| 3 | O3. Piston rod assembly–connecting ring | 8 | O8. Final assembly–packing |
| KPI | Value before VSM | Value after VSM |
|---|---|---|
| PP (%) | 61.16 | 91.66 |
| VAPP (Euro/employees) | 203.9 | 275 |
| FSU (Euro/m2) | 30.6 | 45.8 |
| Work Center | Cycle time (s) | No. of parts (products/day) | Degree of loading per operator (%) | Current no. of operators/shift | Forecast (parts/week) | Forecast (parts/day) |
|---|---|---|---|---|---|---|
| 1 | 19.7 | 367 | 25.1 | 1.00 | 2750 | 550 |
| 2 | 6.8 | 367 | 8.7 | 0.33 | 2750 | 550 |
| 2 | 8.9 | 367 | 11.3 | 0.33 | 2750 | 550 |
| 2 | 25.5 | 367 | 32.5 | 0.33 | 2750 | 550 |
| 3 | 42.6 | 367 | 54.3 | 1.00 | 2750 | 550 |
| 4 | 70 | 367 | 89.2 | 1.33 | 2750 | 550 |
| 5 | 25.5 | 367 | 32.5 | 0.33 | 2750 | 550 |
| 6 | 22.5 | 367 | 28.7 | 0.33 | 2750 | 550 |
| 7 | 25.5 | 367 | 32.5 | 1.00 | 2750 | 550 |
| 8 | 45 | 367 | 57.3 | 1.00 | 2750 | 550 |
| 292 | 7.00 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Parv, L.; Deaky, B.; Nasulea, M.D.; Oancea, G. Agent-Based Simulation of Value Flow in an Industrial Production Process. Processes 2019, 7, 82. https://doi.org/10.3390/pr7020082
Parv L, Deaky B, Nasulea MD, Oancea G. Agent-Based Simulation of Value Flow in an Industrial Production Process. Processes. 2019; 7(2):82. https://doi.org/10.3390/pr7020082
Chicago/Turabian StyleParv, Luminita, Bogdan Deaky, Marius Daniel Nasulea, and Gheorghe Oancea. 2019. "Agent-Based Simulation of Value Flow in an Industrial Production Process" Processes 7, no. 2: 82. https://doi.org/10.3390/pr7020082
APA StyleParv, L., Deaky, B., Nasulea, M. D., & Oancea, G. (2019). Agent-Based Simulation of Value Flow in an Industrial Production Process. Processes, 7(2), 82. https://doi.org/10.3390/pr7020082