Investigation of Pore-Formers to Modify Extrusion-Spheronized CaO-Based Pellets for CO2 Capture


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sorbent Pellets Preparation
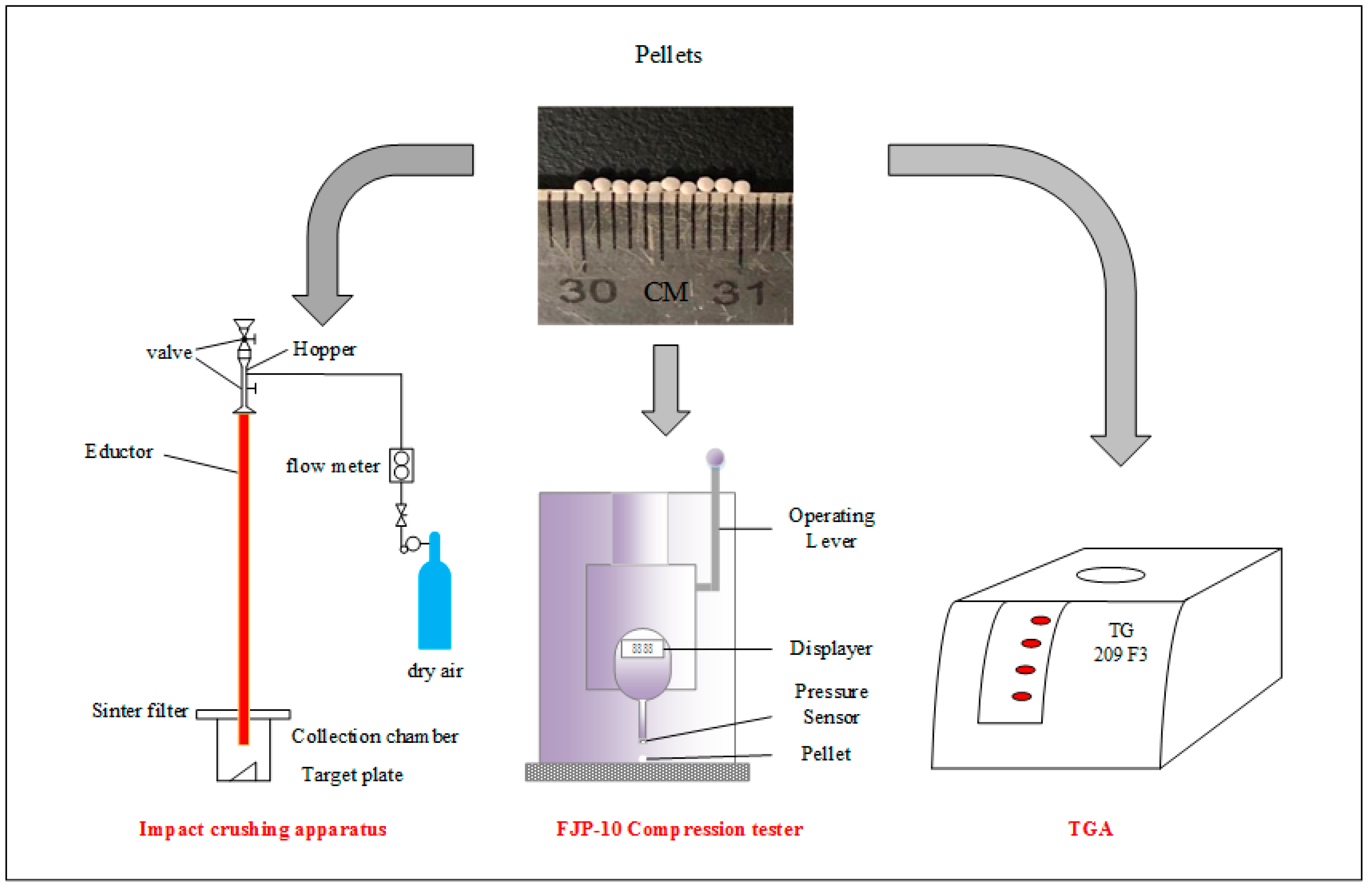
2.3. Thermo-Gravimetric Analysis
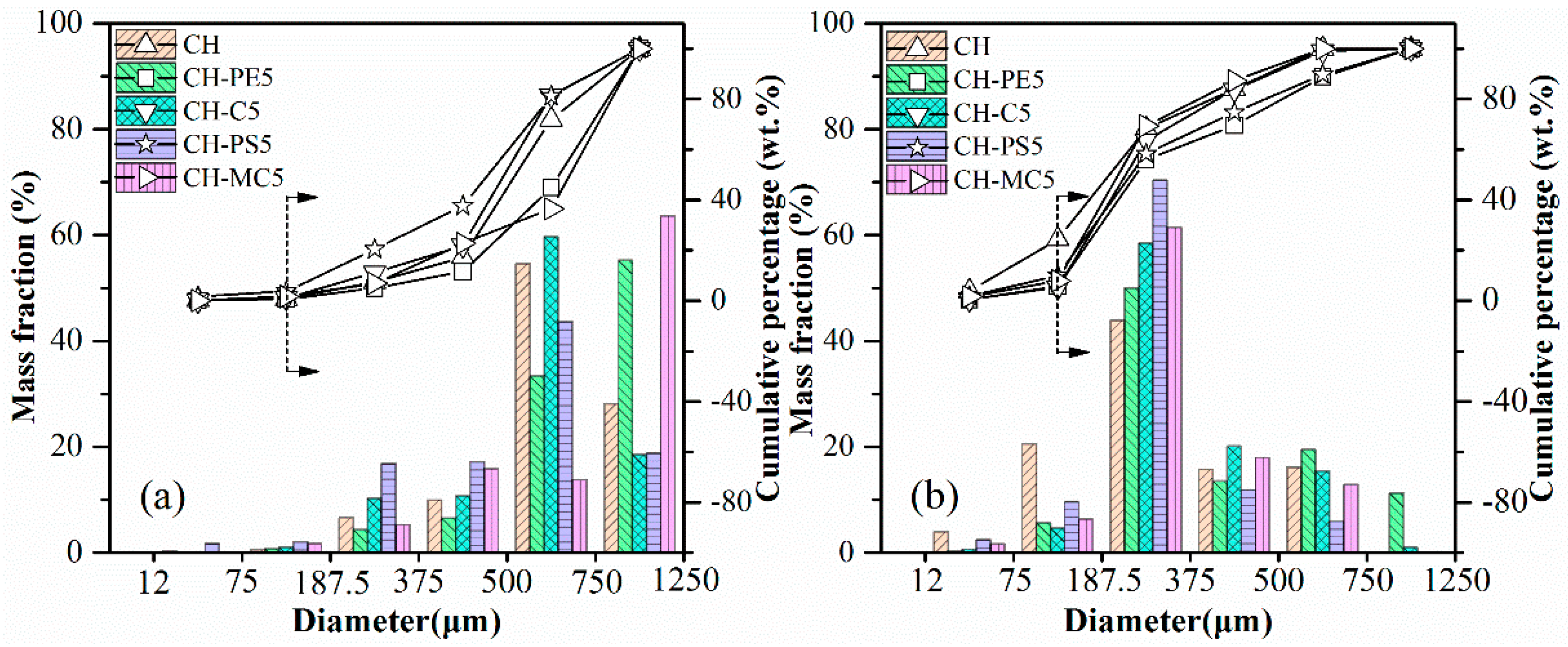
2.4. Pellets Impact Crushing Test
2.5. Compressive Strength Test
2.6. Characterization of Sorbents
3. Results and Discussion
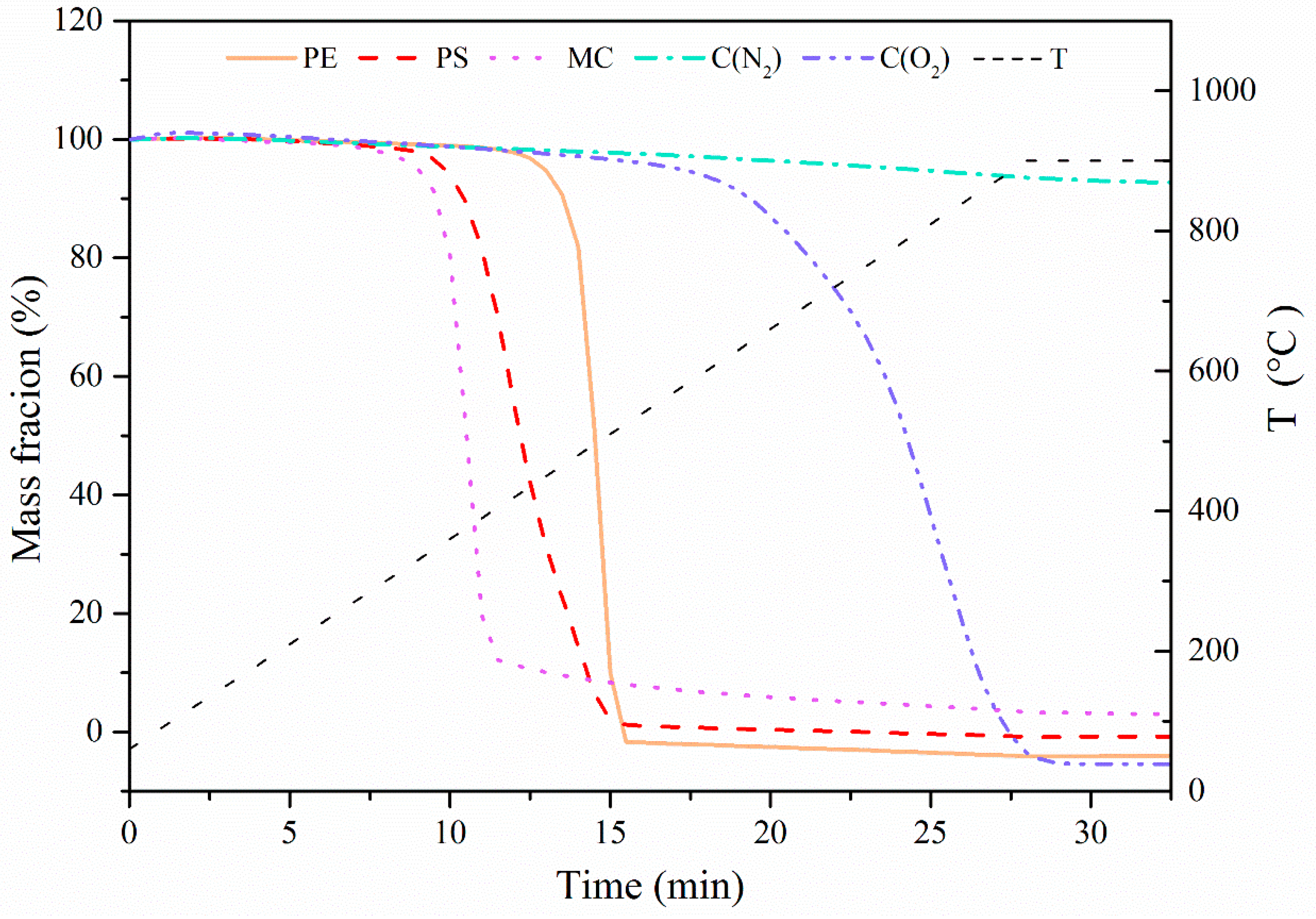
3.1. Decomposition of Pore-Forming Materials
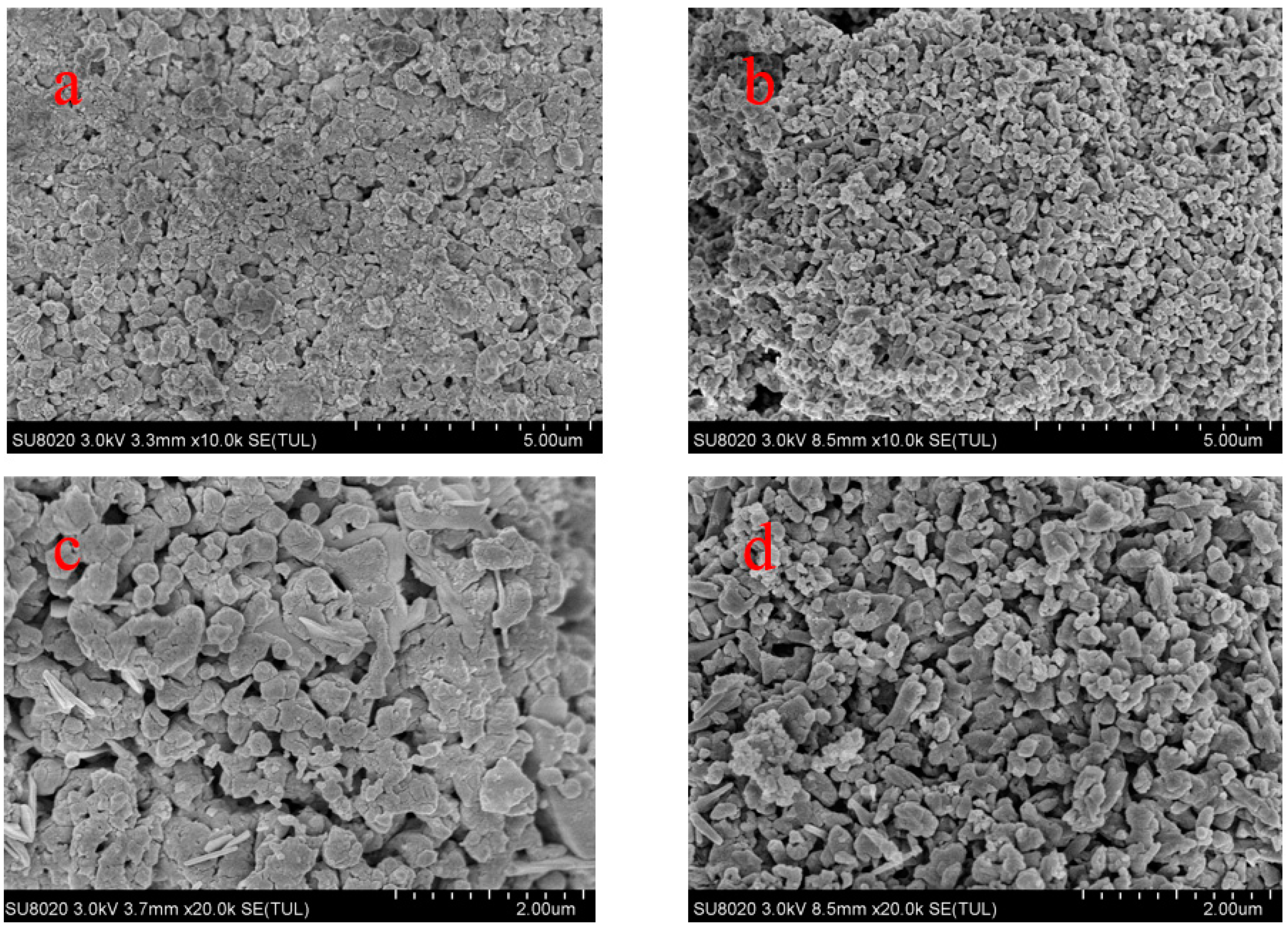
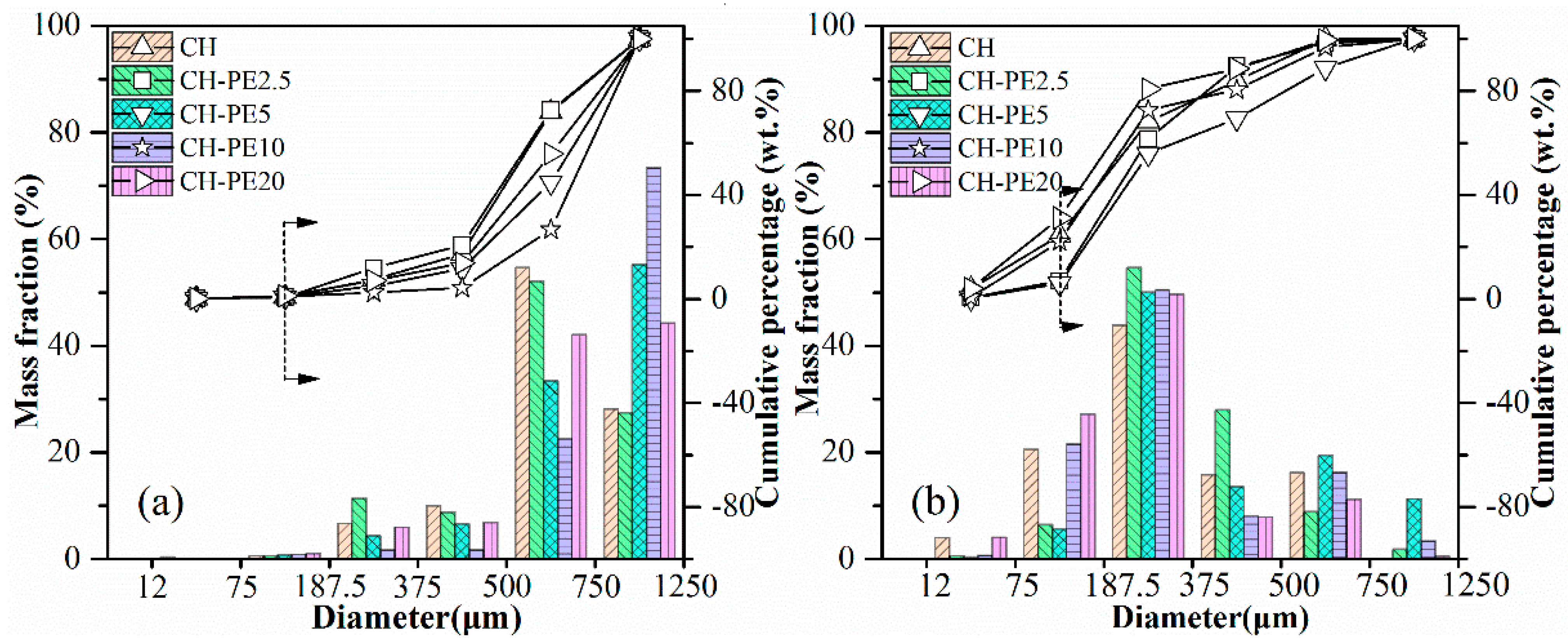
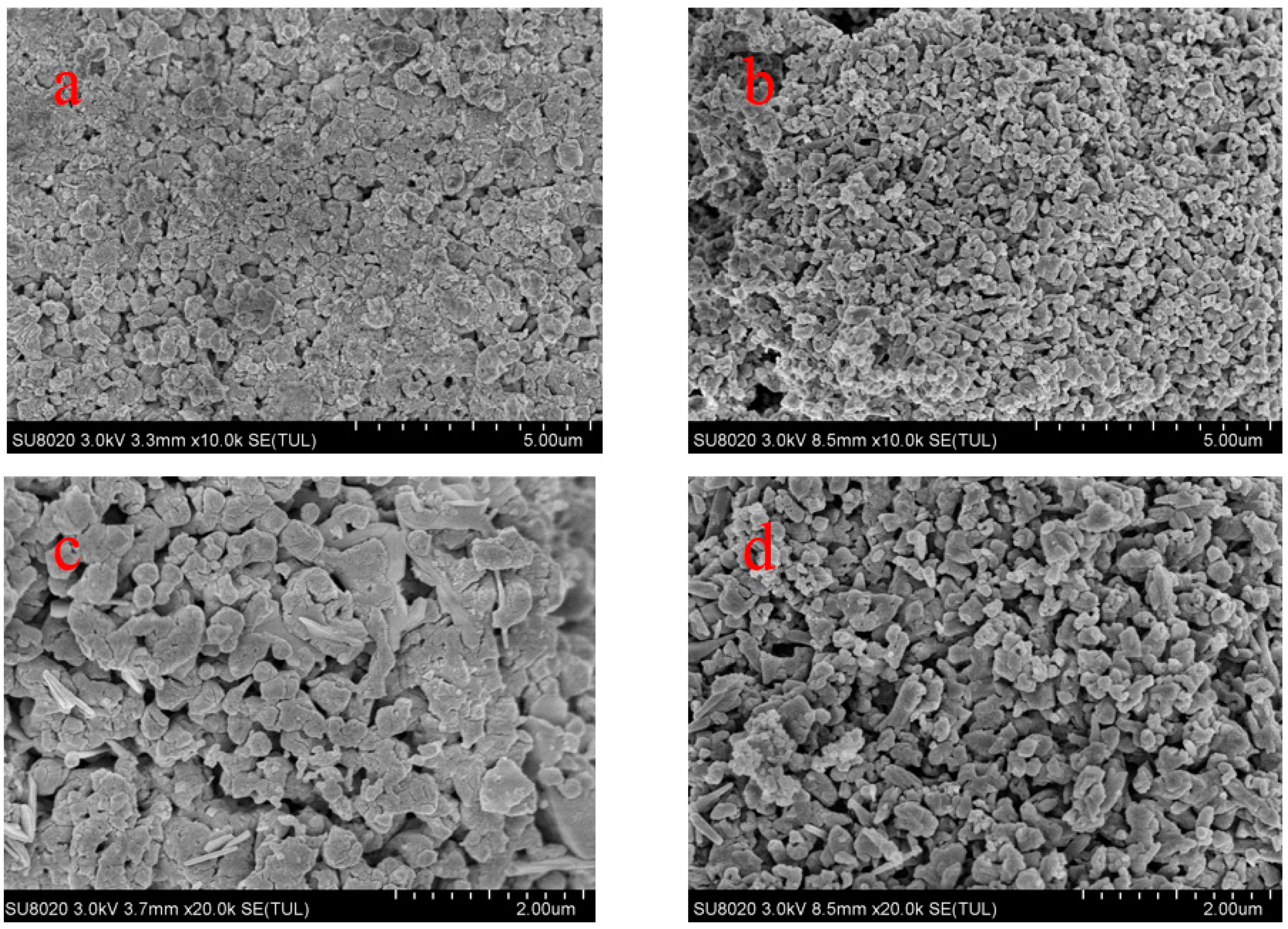
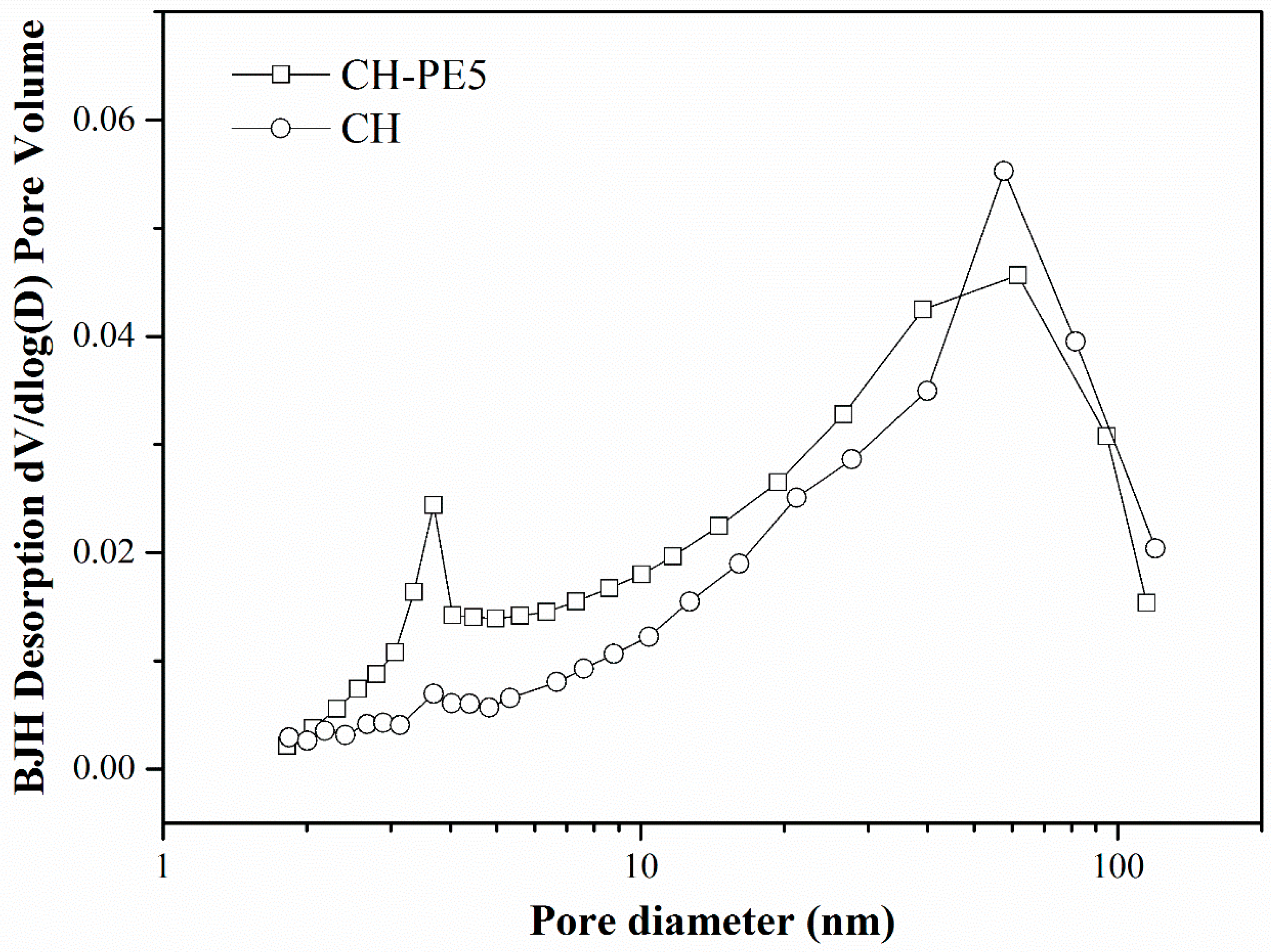
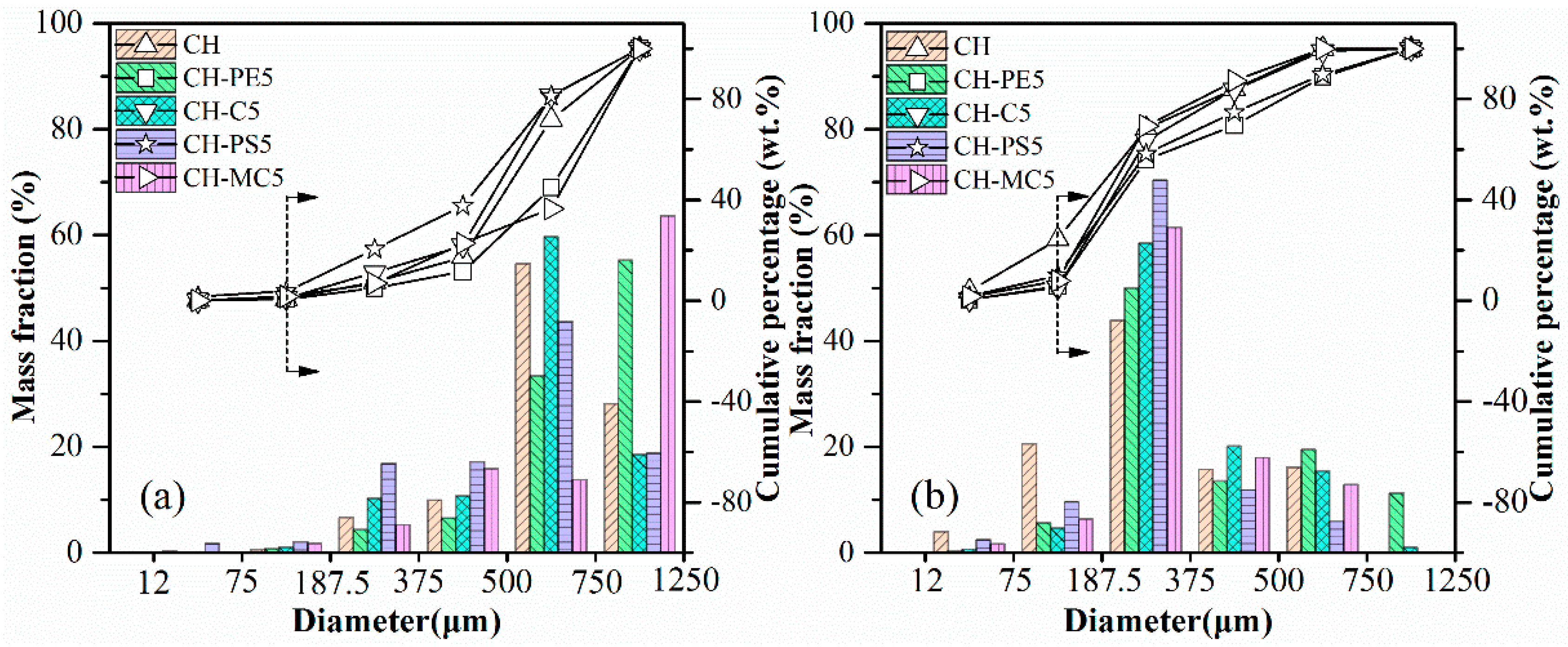
3.2. Characterization of Sorbent Pellets
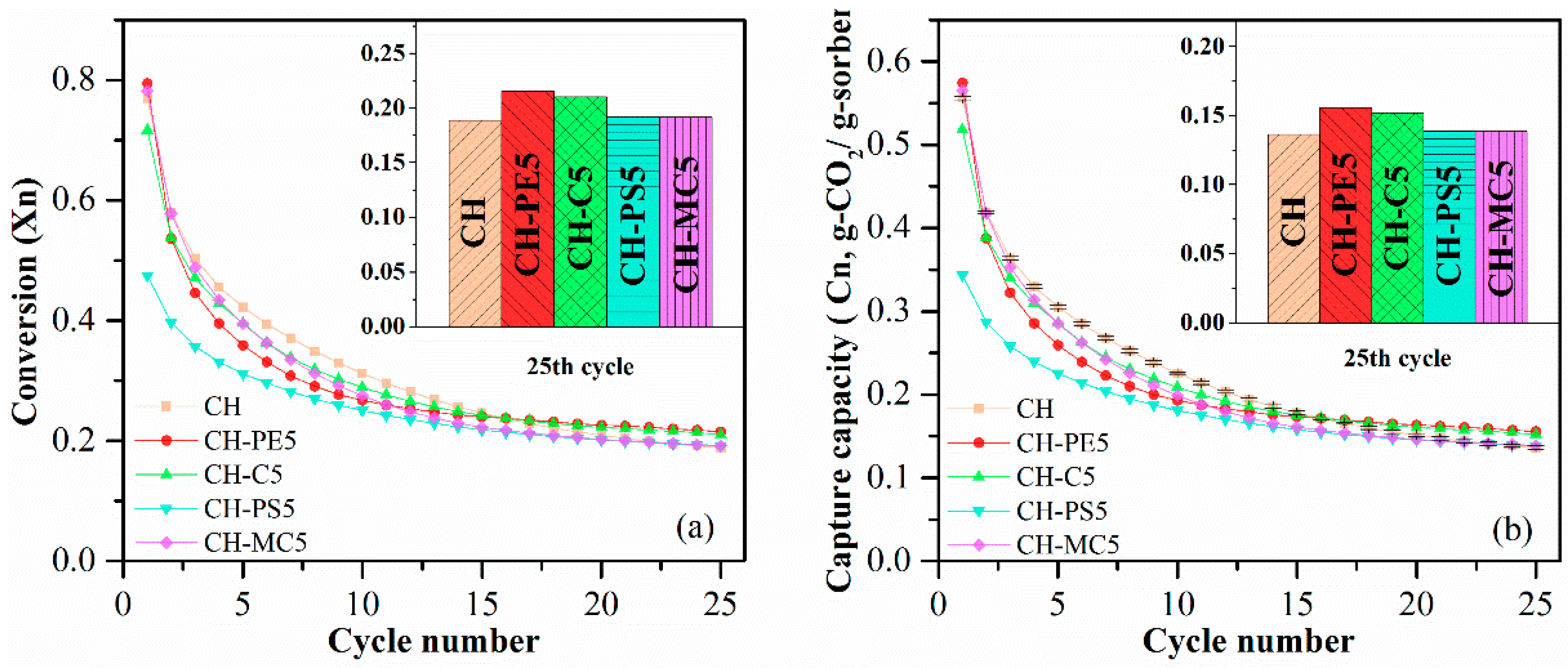
3.3. Effect of Various Pore-Forming Materials
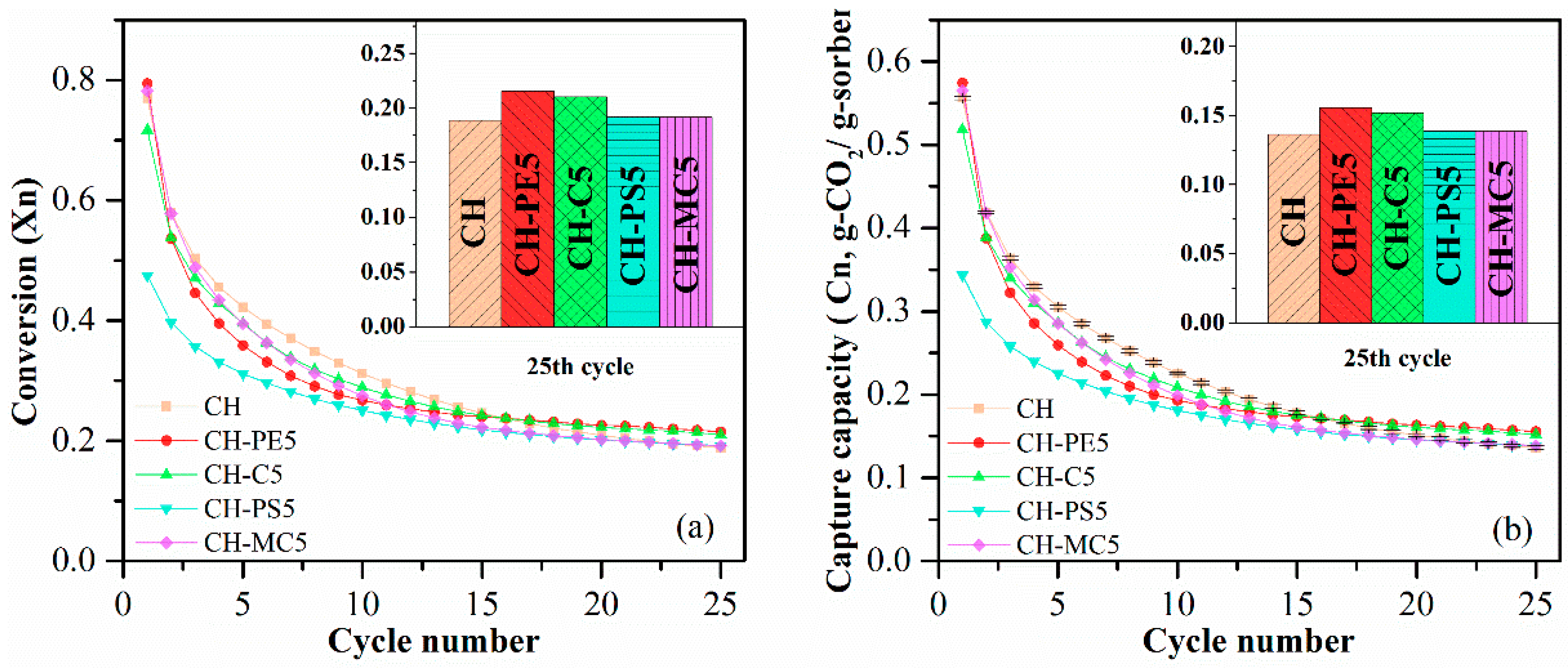
3.3.1. Sorption/Desorption Performance
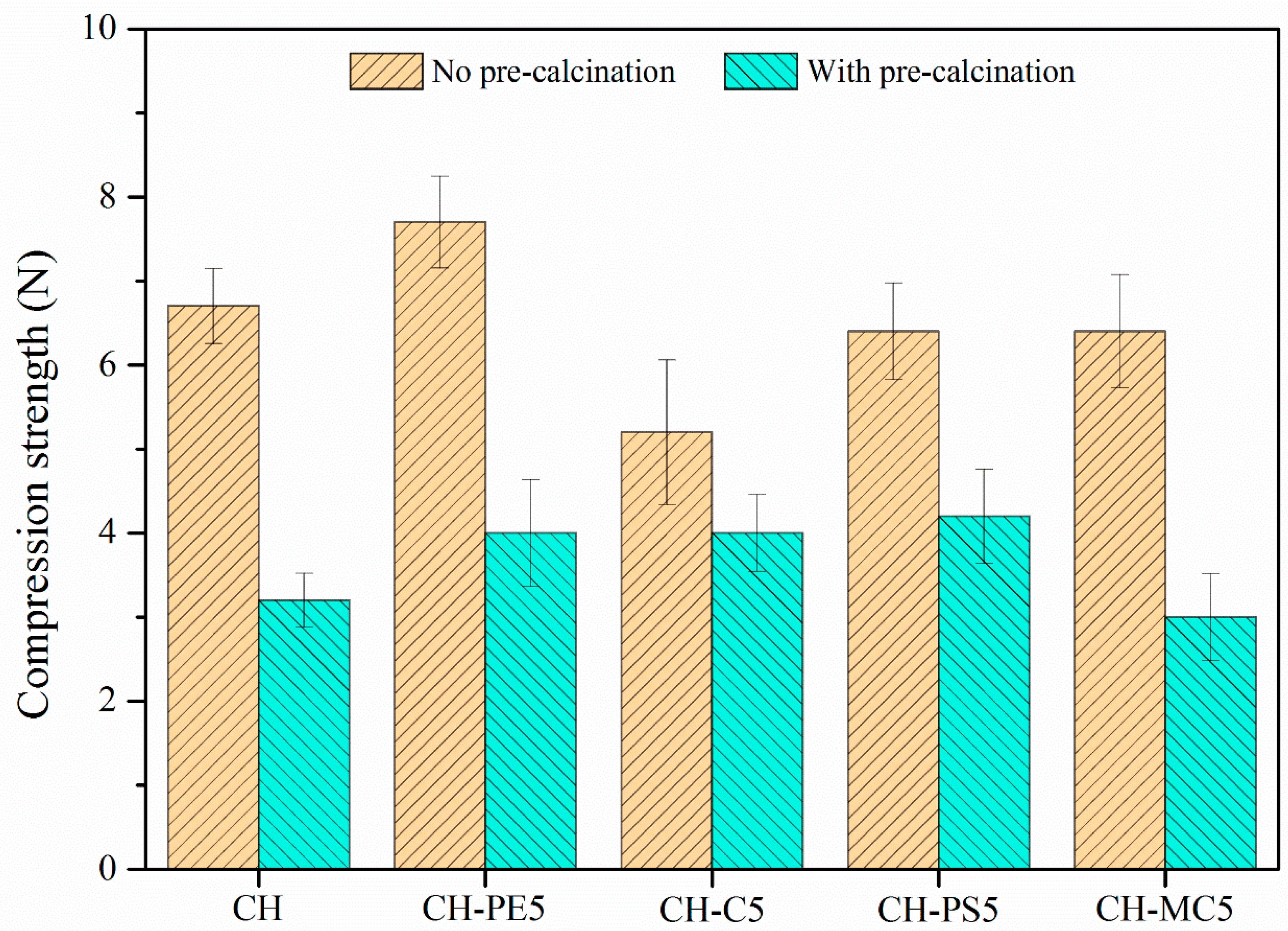
3.3.2. Mechanical Performance
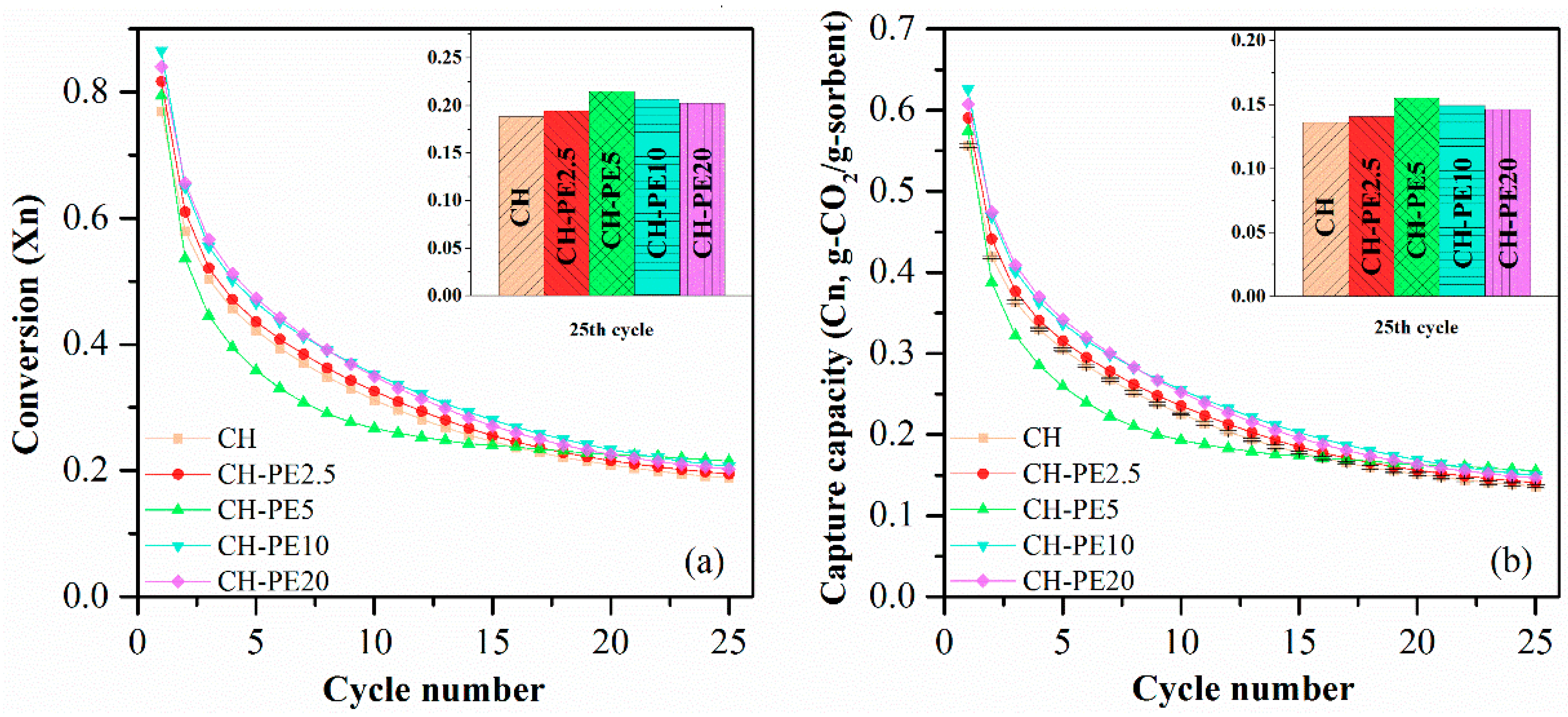
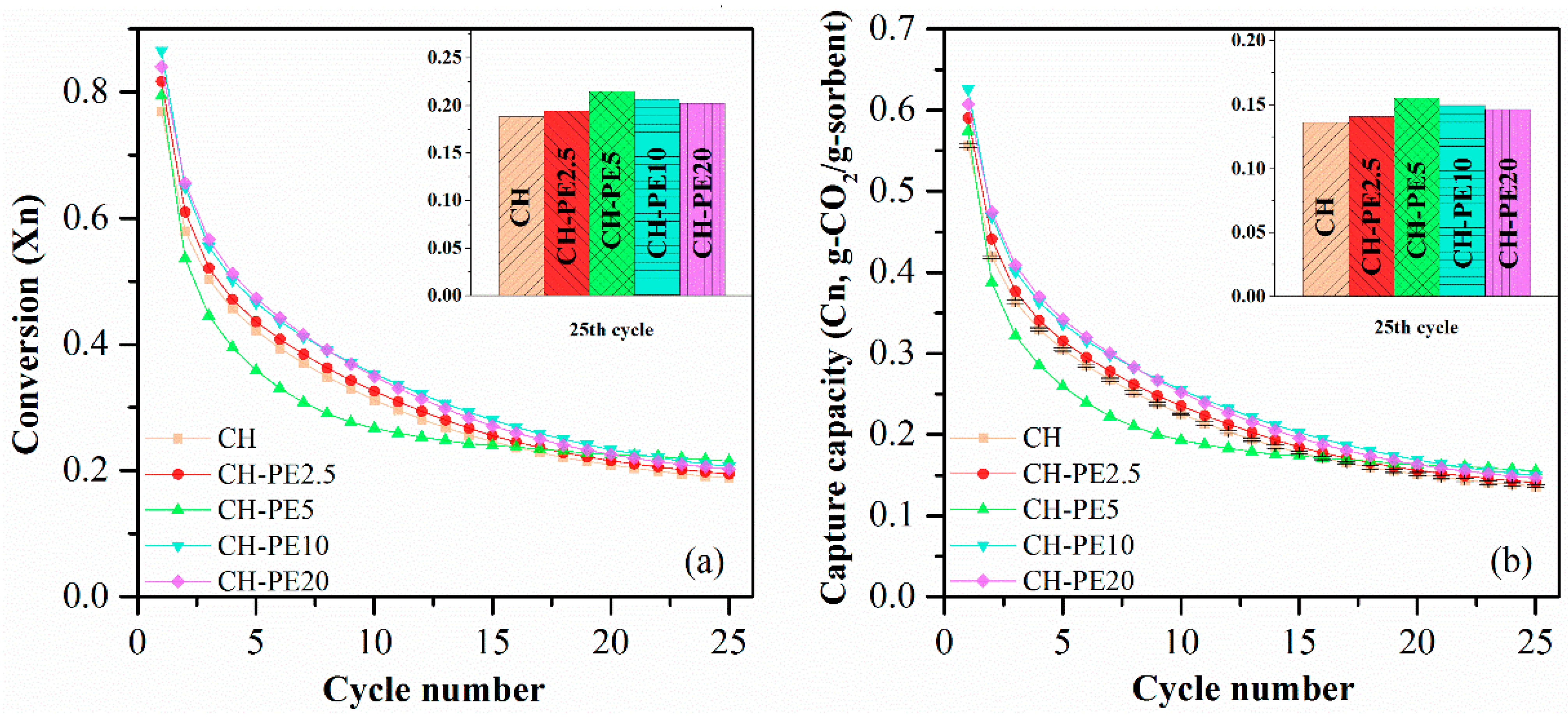
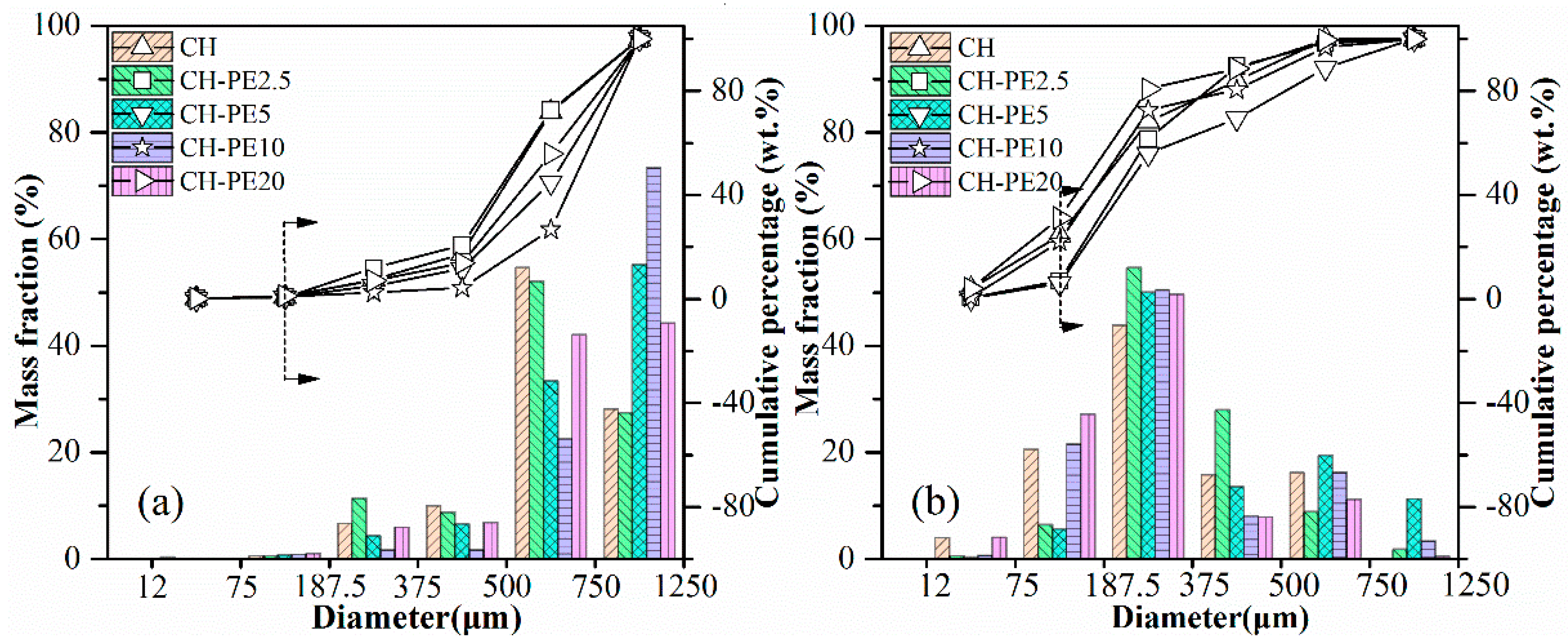
3.4. Effect of Addition Content of PE
3.4.1. Sorption/Desorption Performance
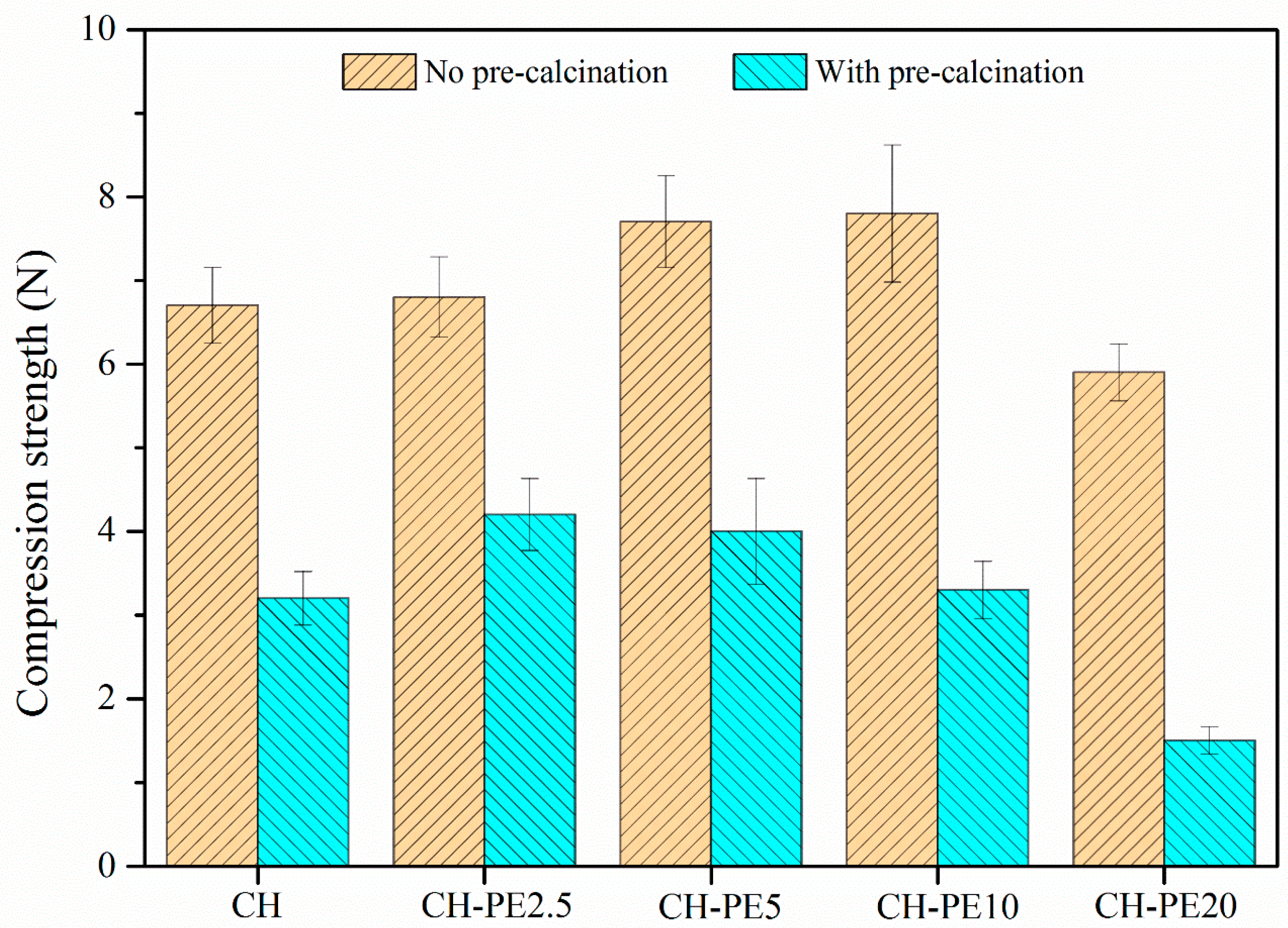
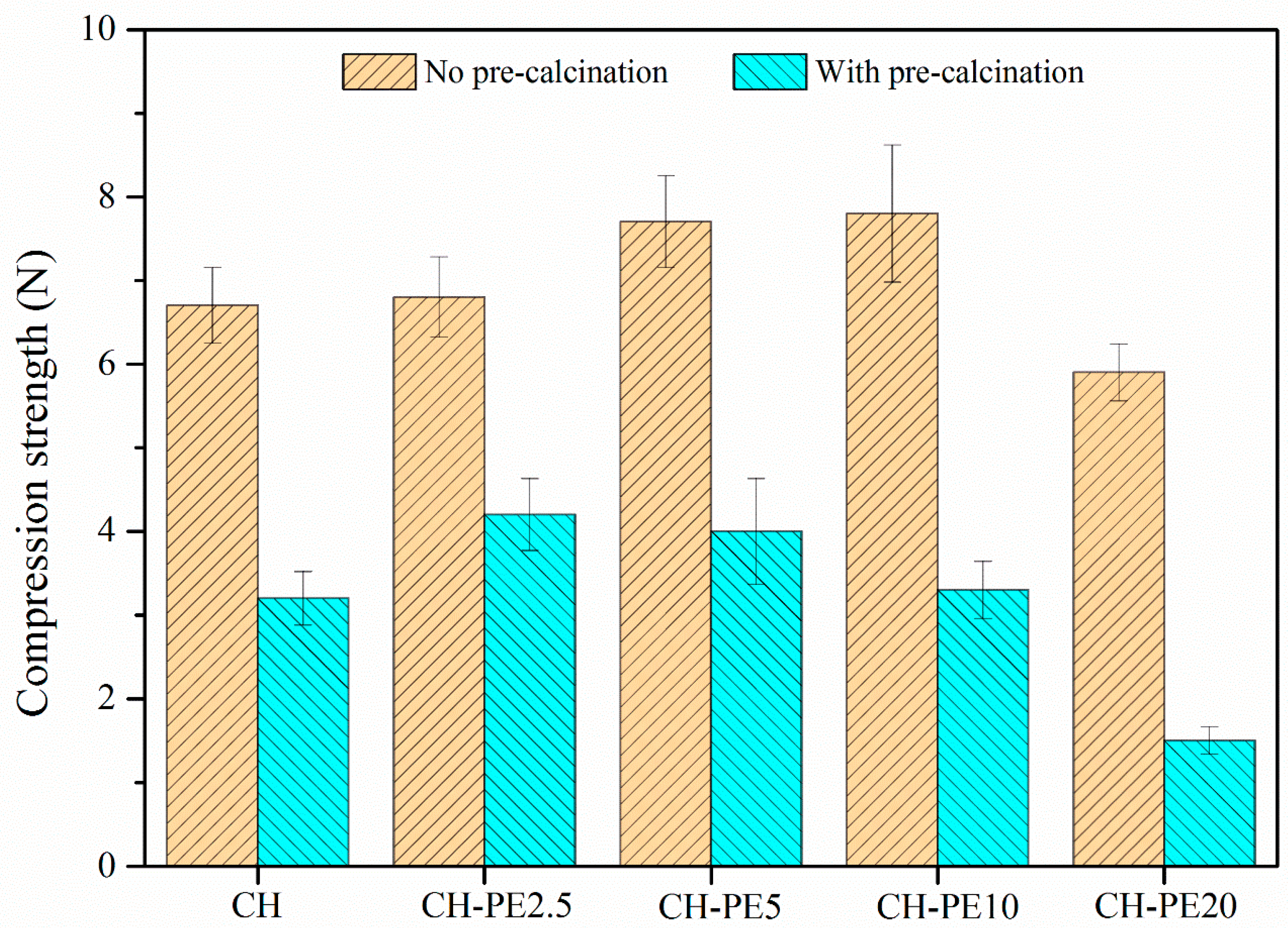
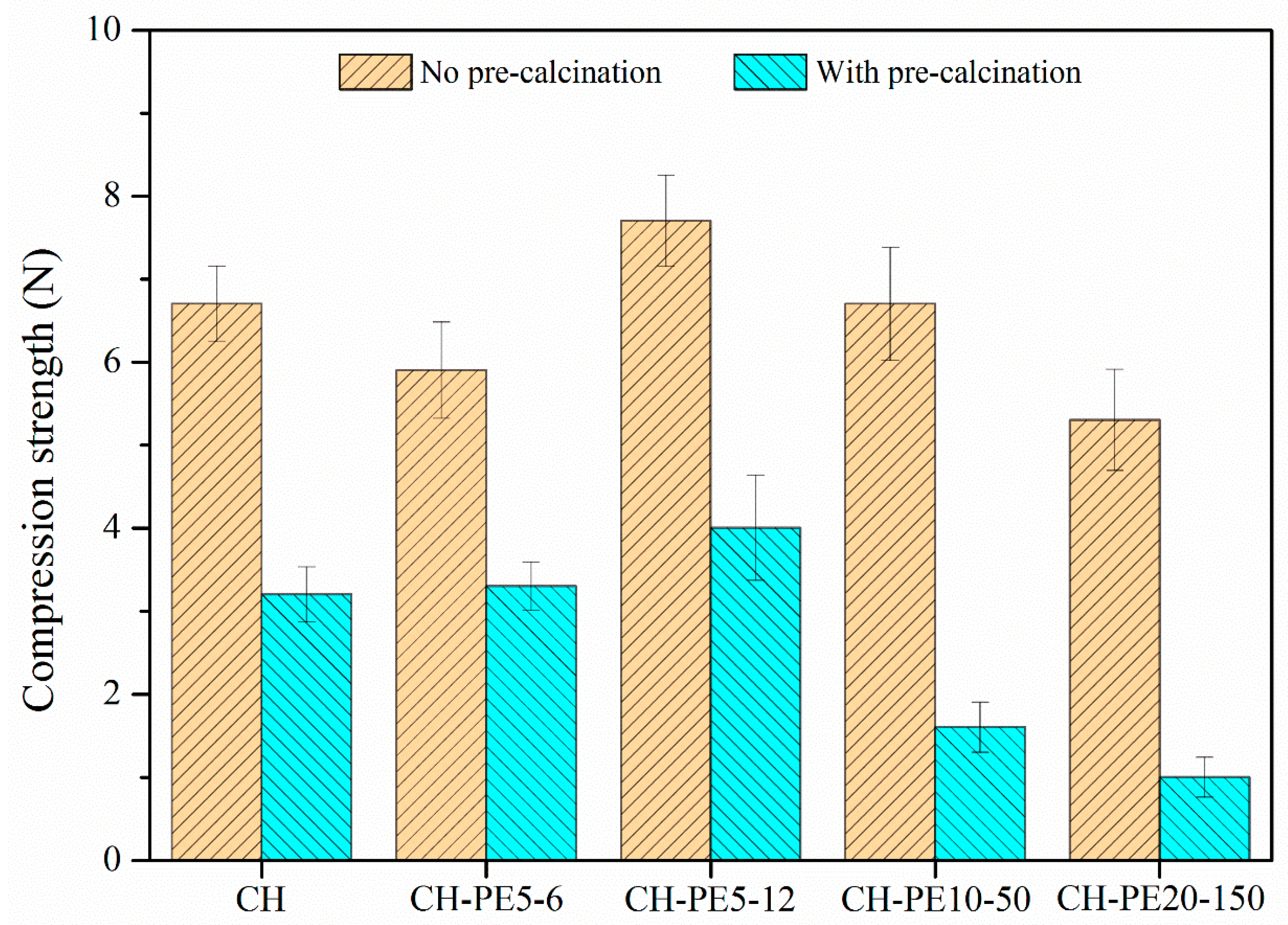
3.4.2. Mechanical Performance
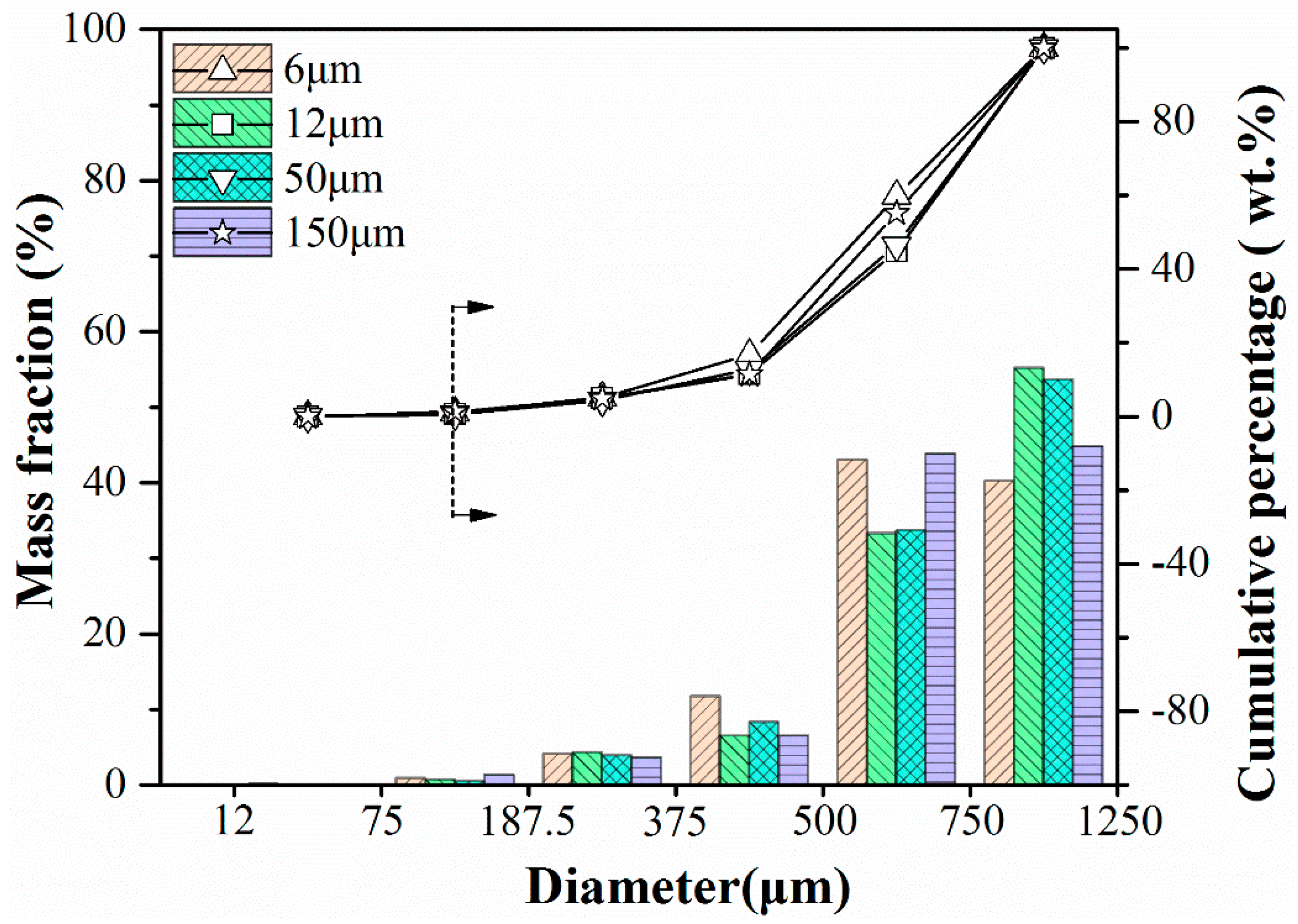
3.5. Effect of Pore-Former Particle Size
3.5.1. Sorption/Desorption Performance
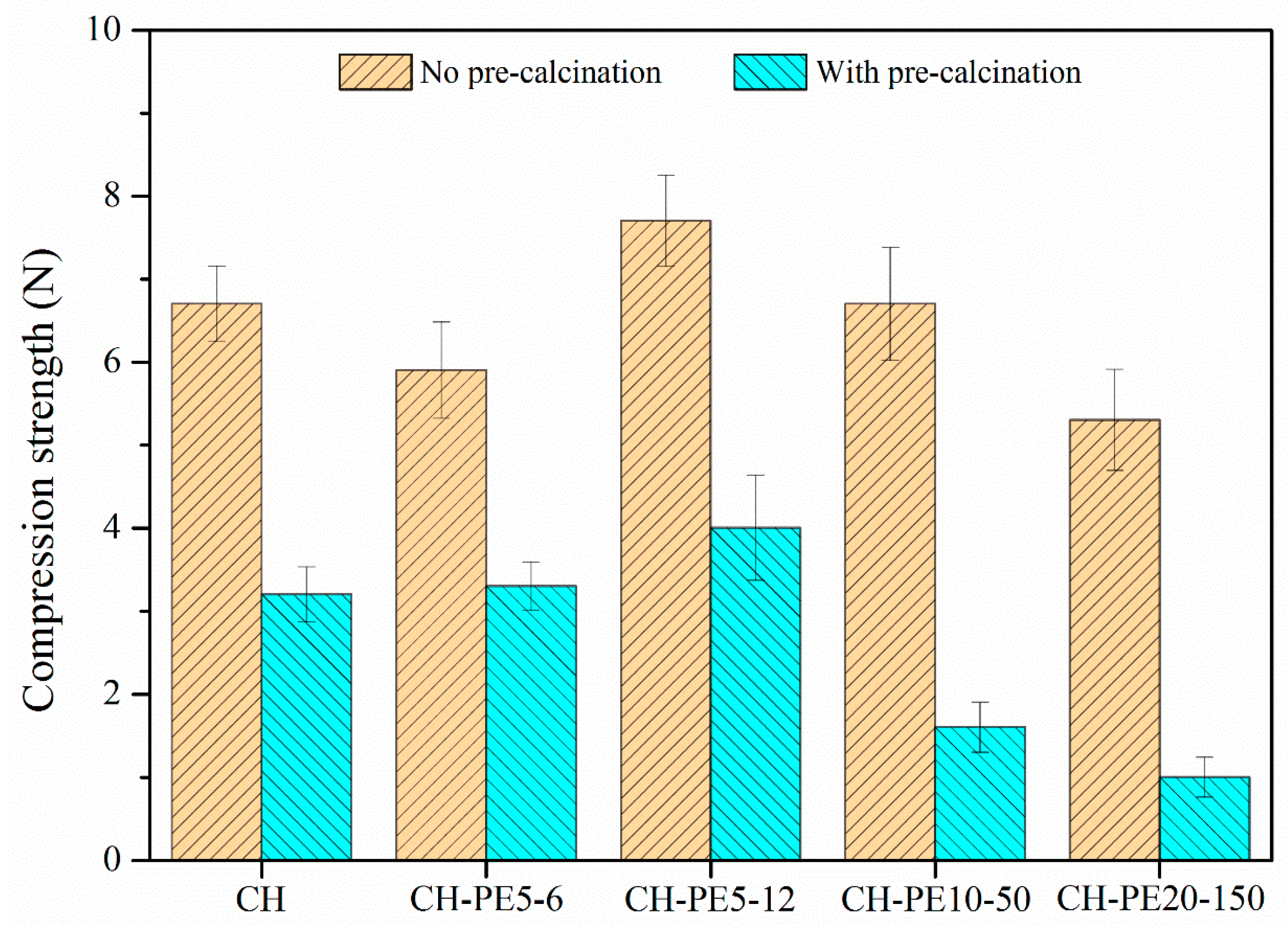
3.5.2. Mechanical Performance
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pachauri, K.; Meyer, A. Climate Change 2014: Synthesis Report. Environ. Policy Collect. 2014, 27, 408. [Google Scholar]
- International Energy Agency. World Energy Outlook; International Energy Agency: Paris, France, 2012. [Google Scholar]
- Liu, W.Q.; An, H.; Qin, C.L.; Yin, J.J.; Wang, G.X.; Feng, B.; Xu, M.H. Performance Enhancement of Calcium Oxide Sorbents for Cyclic CO2 Capture—A Review. Energy Fuels 2012, 26, 2751–2767. [Google Scholar] [CrossRef]
- Frank, Z. Energy and Material Balance of CO2 Capture from Ambient Air. Environ. Sci. Technol. 2007, 41, 7558–7563. [Google Scholar]
- Zhang, Z.; Li, Y.; Zhang, W.; Wang, J.; Soltanian, M.R.; Olabi, A.G. Effectiveness of amino acid salt solutions in capturing CO2: A review. Renew. Sustain. Energy Rev. 2018, 98, 179–188. [Google Scholar] [CrossRef]
- Zhang, Z.; Cai, J.; Chen, F.; Li, H.; Zhang, W.; Qi, W. Progress in enhancement of CO2 absorption by nanofluids: A mini review of mechanisms and current status. Renew. Energy 2018, 118, 527–535. [Google Scholar] [CrossRef]
- Qin, C.; He, D.; Zhang, Z.; Tan, L.; Ran, J. The consecutive calcination sulfation in calcium looping for CO2 capture Particle modeling and behaviour investigation. Chem. Eng. J. 2018, 334, 2238–2249. [Google Scholar] [CrossRef]
- Alonso, M.; Rodríguez, N.; González, B.; Grasa, G.; Murillo, R.; Abanades, J.C. Carbon dioxide capture from combustion flue gases with a calcium oxide chemical loop. Experimental results and process development. Int J Grennh Gas Con. 2010, 4, 167–173. [Google Scholar] [CrossRef]
- Lu, D.Y.; Hughes, R.W.; Anthony, E.J. Ca-based sorbent looping combustion for CO2 capture in pilot-scale dual fluidized beds. Fuel Process. Technol. 2008, 89, 1386–1395. [Google Scholar] [CrossRef]
- Ströhle, J.; Junk, M.; Kremer, J.; Galloy, A.; Epple, B. Carbonate looping experiments in a 1 MW th pilot plant and model validation. Fuel 2014, 127, 13–22. [Google Scholar] [CrossRef]
- Qin, C.; Yin, J.; Feng, B.; Ran, J.; Li, Z.; Manovic, V. Modelling of the calcination behaviour of a uniformly-distributed CuO/CaCO3 particle in Ca–Cu chemical looping. Appl. Energy 2016, 164, 400–410. [Google Scholar] [CrossRef]
- Qin, C.; Bo, F.; Yin, J.; Ran, J.; Li, Z.; Manovic, V. Matching of kinetics of CaCO3 decomposition and CuO reduction with CH4 in Ca–Cu chemical looping. Chem. Eng. J. 2015, 262, 665–675. [Google Scholar] [CrossRef]
- Materic, V.; Hyland, M.; Jones, M.I.; Holt, R. Investigation of the friability of Ca looping sorbents during and after hydration based reactivation. Fuel 2014, 127, 70–77. [Google Scholar] [CrossRef]
- Scala, F.; Salatino, P.; Boerefijn, R.; Ghadiri, M. Attrition of sorbents during fluidized bed calcination and sulphation. Powder Technol. 2000, 107, 153–167. [Google Scholar] [CrossRef]
- Chen, H.; Zhao, C.; Yang, Y. Enhancement of attrition resistance and cyclic CO2 capture of calcium-based sorbent pellets. Fuel Process. Technol. 2013, 116, 116–122. [Google Scholar] [CrossRef]
- Liu, W.; Low, N.W.; Feng, B.; Wang, G.; Diniz da Costa, J.C. Calcium precursors for the production of CaO sorbents for multicycle CO2 capture. Environ. Sci. Technol. 2009, 44, 841–847. [Google Scholar] [CrossRef] [PubMed]
- Martavaltzi, C.S.; Lemonidou, A.A. Development of new CaO based sorbent materials for CO2 removal at high temperature. Microporous Mesoporous Mater. 2008, 110, 119–127. [Google Scholar] [CrossRef]
- Wang, Y.; Zhu, Y.; Wu, S. A new nano CaO-based CO2 adsorbent prepared using an adsorption phase technique. Chem. Eng. J. 2013, 218, 39–45. [Google Scholar] [CrossRef]
- Xu, Y.; Luo, C.; Zheng, Y.; Ding, H.; Zhou, D.; Zhang, L. Natural Calcium-Based Sorbents Doped with Sea Salt for Cyclic CO2 Capture. Chem. Eng. Technol. 2017, 40, 522–528. [Google Scholar] [CrossRef]
- Al-Jeboori, M.J.; Fennell, P.S.; Nguyen, M.; Ke, F. Effects of Different Dopants and Doping Procedures on the Reactivity of CaO-based Sorbents for CO2 Capture. Energy Fuels 2012, 26, 6584–6594. [Google Scholar] [CrossRef]
- Manovic, V.; Fennell, P.S.; Al-Jeboori, M.J.; Anthony, E.J. Steam-Enhanced Calcium Looping Cycles with Calcium Aluminate Pellets Doped with Bromides. Ind. Eng. Chem. Res. 2013, 52, 7677–7683. [Google Scholar] [CrossRef]
- Wang, Y.; Lin, S.; Suzuki, Y. Limestone Calcination with CO2 Capture (II): Decomposition in CO2 /Steam and CO2 /N2 Atmospheres. Energy Fuels 2008, 22, 2326–2331. [Google Scholar] [CrossRef]
- Yu, Z.; Duan, L.; Su, C.; Li, Y.; Anthony, E.J. Effect of steam hydration on reactivity and strength of cement-supported calcium sorbents for CO2 capture. Greenh. Gases Sci. Technol. 2017, 7, 915–926. [Google Scholar] [CrossRef]
- Garcıa-Labiano, F.; Abad, A.; De Diego, L.; Gayan, P.; Adanez, J. Calcination of calcium-based sorbents at pressure in a broad range of CO2 concentrations. Chem. Eng. Sci. 2002, 57, 2381–2393. [Google Scholar] [CrossRef]
- Fennell, P.S.; Pacciani, R.; Dennis, J.S.; Davidson, J.F.; Hayhurst, A.N. The Effects of Repeated Cycles of Calcination and Carbonation on a Variety of Different Limestones, as Measured in a Hot Fluidized Bed of Sand. Energy Fuels 2007, 21, 2072–2081. [Google Scholar] [CrossRef]
- Lu, H.; Smirniotis, P.G.; Ernst, F.O.; Pratsinis, S.E. Nanostructured Ca-based sorbents with high CO2 uptake efficiency. Chem. Eng. Sci. 2009, 64, 1936–1943. [Google Scholar] [CrossRef]
- Sun, J.; Liu, W.; Hu, Y.; Wu, J.; Li, M.; Yang, X.; Wang, W.; Xu, M. Enhanced performance of extruded–spheronized carbide slag pellets for high temperature CO2 capture. Chem. Eng. J. 2016, 285, 293–303. [Google Scholar] [CrossRef]
- He, D.; Qin, C.; Manovic, V.; Ran, J.; Bo, F. Study on the interaction between CaO-based sorbents and coal ash in calcium looping process. Fuel Process. Technol. 2017, 156, 339–347. [Google Scholar] [CrossRef]
- Xu, Y.; Luo, C.; Zheng, Y.; Ding, H.; Wang, Q.; Shen, Q.; Li, X.; Zhang, L. Characteristics and performance of CaO-based high temperature CO2 sorbents derived from sol-gel process with different supports. RSC Adv. 2016, 6, 79285–79296. [Google Scholar] [CrossRef]
- Xu, Y.; Ding, H.; Luo, C.; Zheng, Y.; Xu, Y.; Li, X.; Zhang, Z.; Shen, C.; Zhang, L. Porous spherical calcium-based sorbents prepared by a bamboo templating method for cyclic CO2 capture. Fuel 2018, 219, 94–102. [Google Scholar] [CrossRef]
- Manovic, V.; Wu, Y.H.; He, I.; Anthony, E.J. Spray Water Reactivation/Pelletization of Spent CaO-based Sorbent from Calcium Looping Cycles. Environ. Sci. Technol. 2012, 46, 12720–12725. [Google Scholar] [CrossRef]
- Ridha, F.N.; Wu, Y.; Manovic, V.; Macchi, A.; Anthony, E.J. Enhanced CO2 capture by biomass-templated Ca(OH)2-based pellets. Chem. Eng. J. 2015, 274, 69–75. [Google Scholar] [CrossRef]
- Duan, L.; Yu, Z.; Erans, M.; Li, Y.; Manovic, V.; Anthony, E.J. Attrition study of cement-supported biomass-activated calcium sorbents for CO2 capture. Ind. Eng. Chem. Res. 2016, 55, 9476–9484. [Google Scholar] [CrossRef]
- Scala, F.; Montagnaro, F.; Salatino, P. Attrition of Limestone by Impact Loading in Fluidized Beds. Energy Fuels 2007, 21, 2566–2572. [Google Scholar] [CrossRef]
- Scala, F.; Salatino, P. Flue gas desulfurization under simulated oxyfiring fluidized bed combustion conditions: The influence of limestone attrition and fragmentation. Chem. Eng. Sci. 2010, 65, 556–561. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sorbents | BET (Brunauer–Emmett–Teller) Surface Area (m2/g) | Pore Volume (cm3/g) | Pore Size (nm) |
|---|---|---|---|
| CH | 7.86 ± 0.01 | 0.0415 ± 0.0001 | 21.09 ± 0.01 |
| CH-PE5 | 11.66 ± 0.01 | 0.0436 ± 0.0001 | 15.21 ± 0.01 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, Z.; Pi, S.; He, D.; Qin, C.; Ran, J. Investigation of Pore-Formers to Modify Extrusion-Spheronized CaO-Based Pellets for CO2 Capture. Processes 2019, 7, 62. https://doi.org/10.3390/pr7020062
Zhang Z, Pi S, He D, Qin C, Ran J. Investigation of Pore-Formers to Modify Extrusion-Spheronized CaO-Based Pellets for CO2 Capture. Processes. 2019; 7(2):62. https://doi.org/10.3390/pr7020062
Chicago/Turabian StyleZhang, Zonghao, Shuai Pi, Donglin He, Changlei Qin, and Jingyu Ran. 2019. "Investigation of Pore-Formers to Modify Extrusion-Spheronized CaO-Based Pellets for CO2 Capture" Processes 7, no. 2: 62. https://doi.org/10.3390/pr7020062
APA StyleZhang, Z., Pi, S., He, D., Qin, C., & Ran, J. (2019). Investigation of Pore-Formers to Modify Extrusion-Spheronized CaO-Based Pellets for CO2 Capture. Processes, 7(2), 62. https://doi.org/10.3390/pr7020062