Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model




Abstract
:1. Introduction
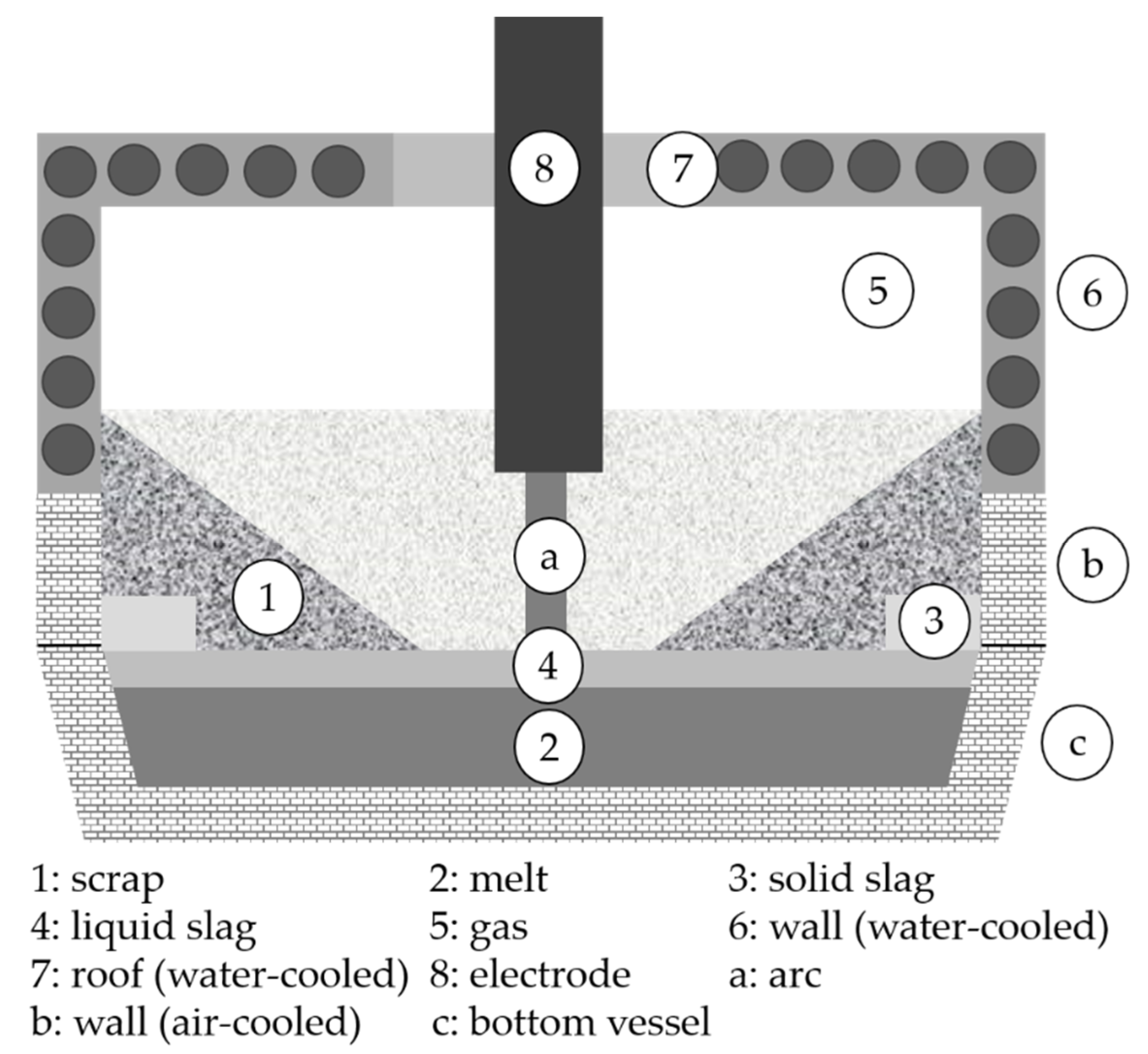
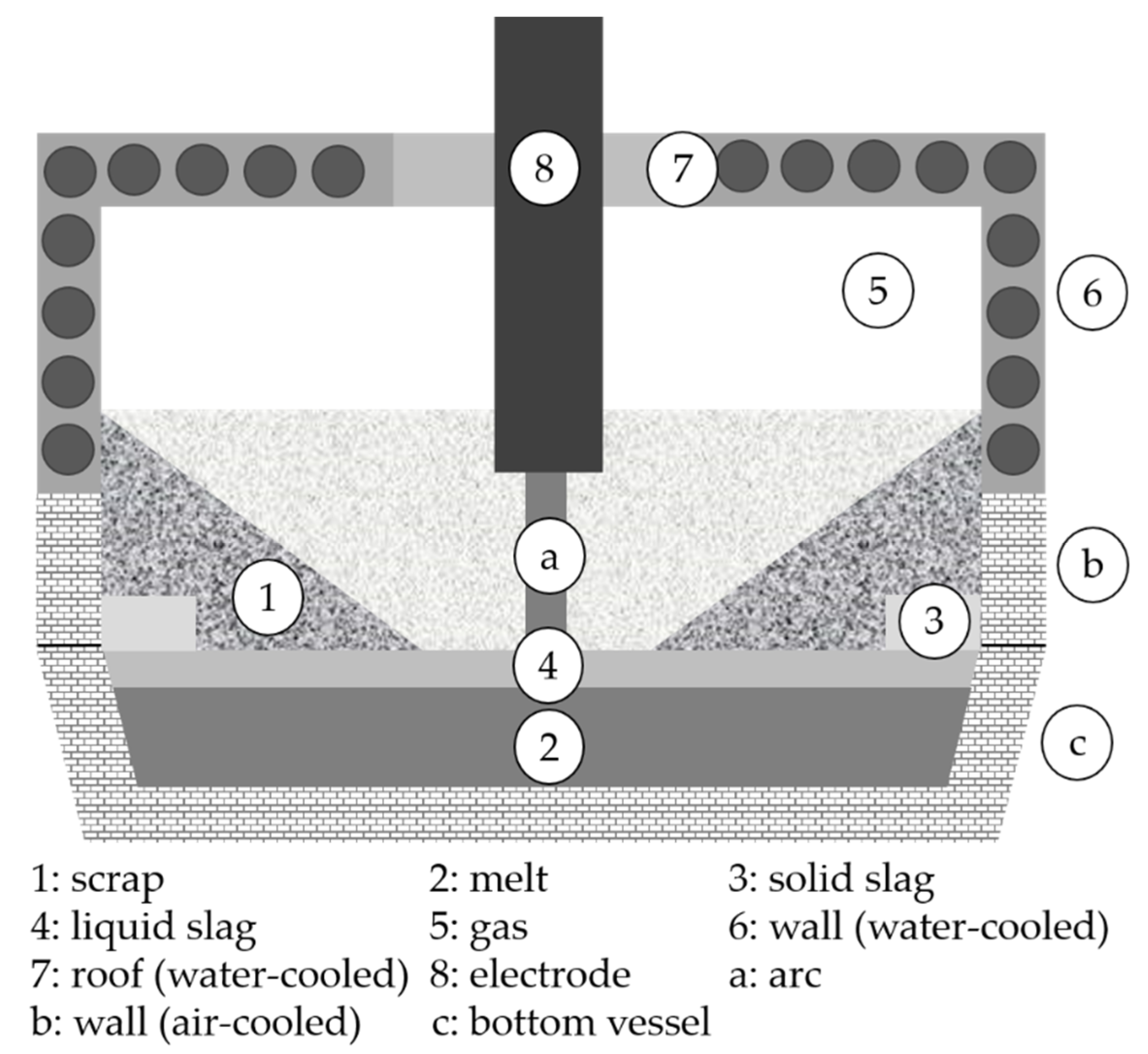
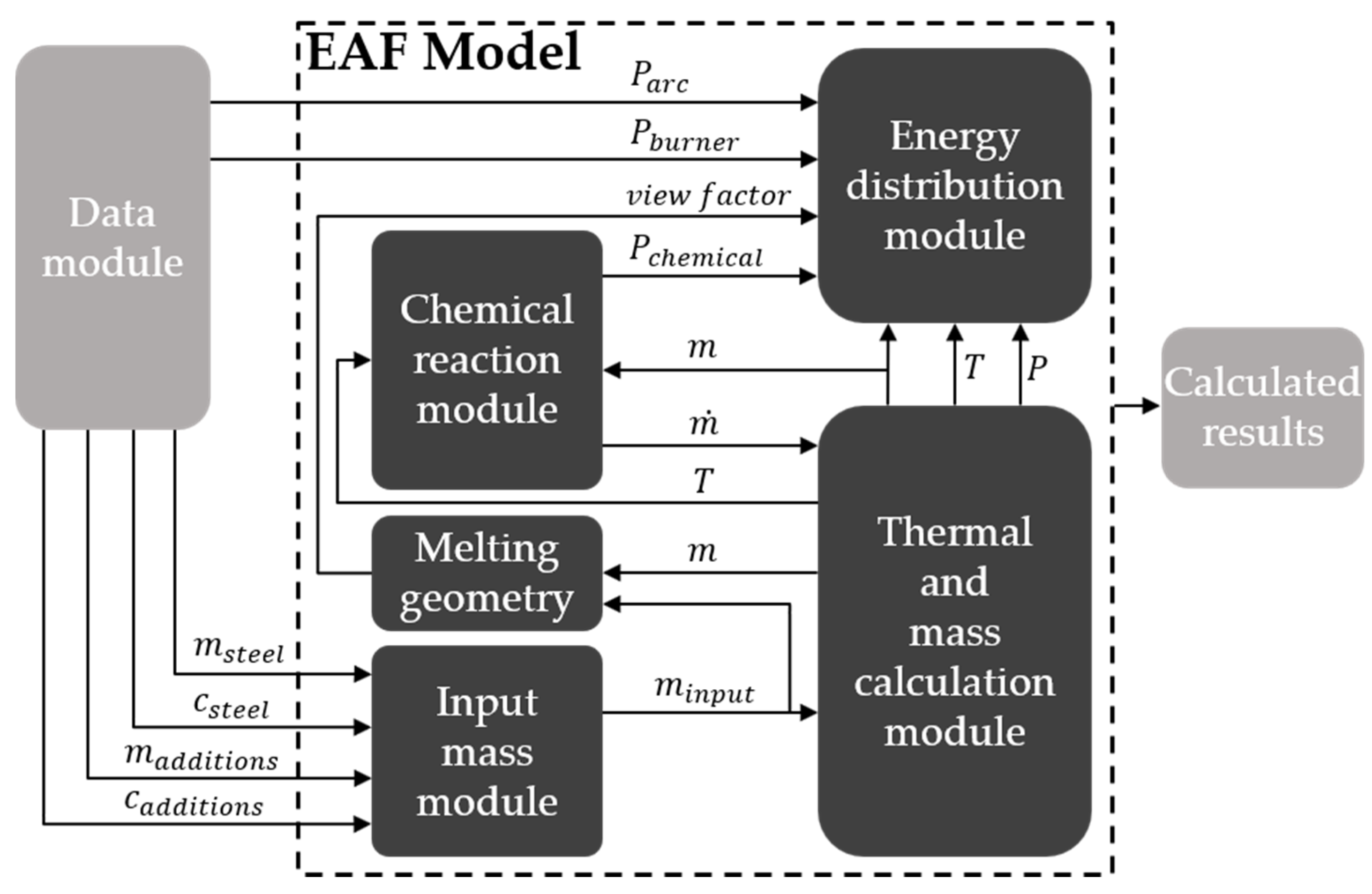
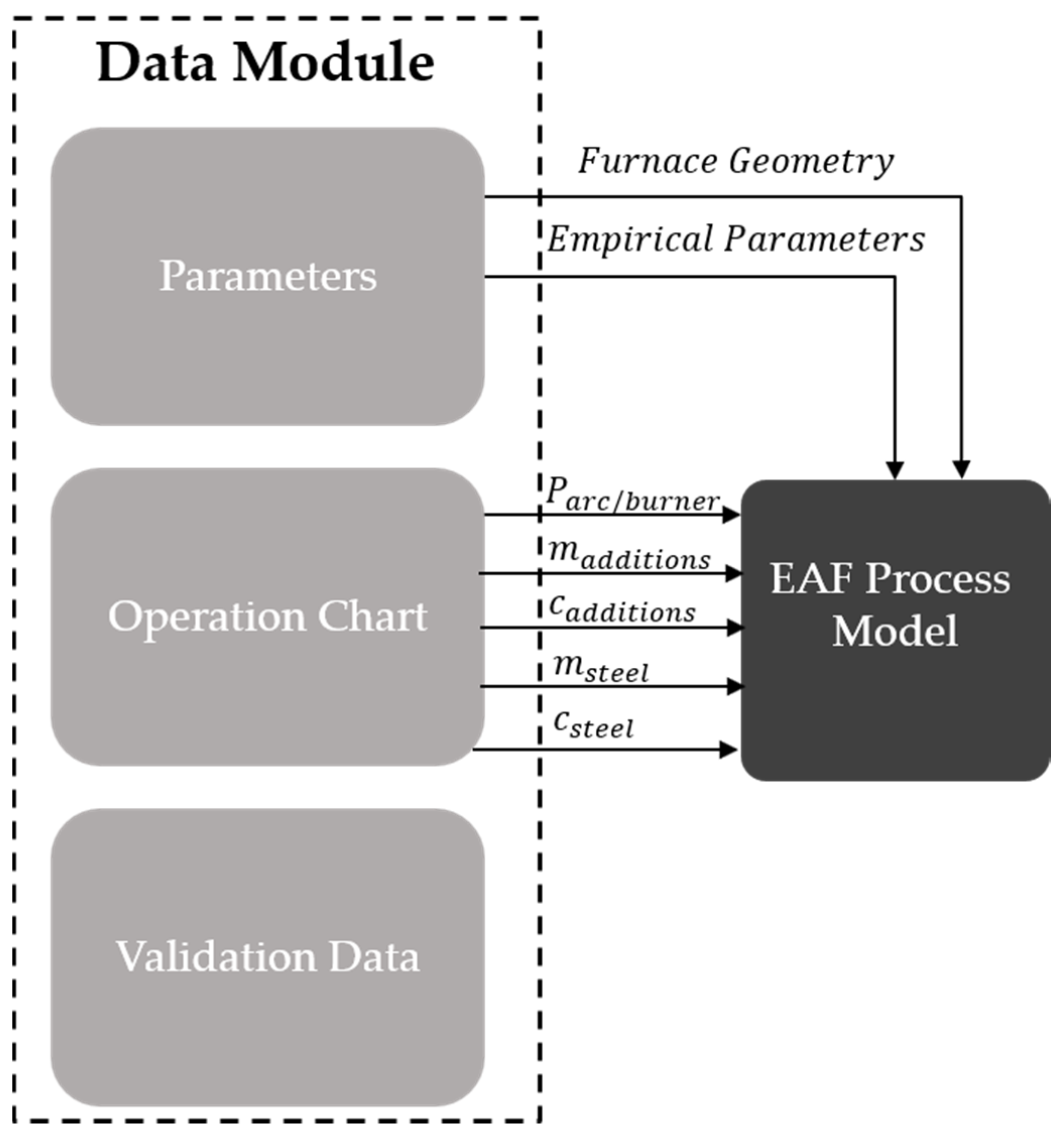
2. Process Model
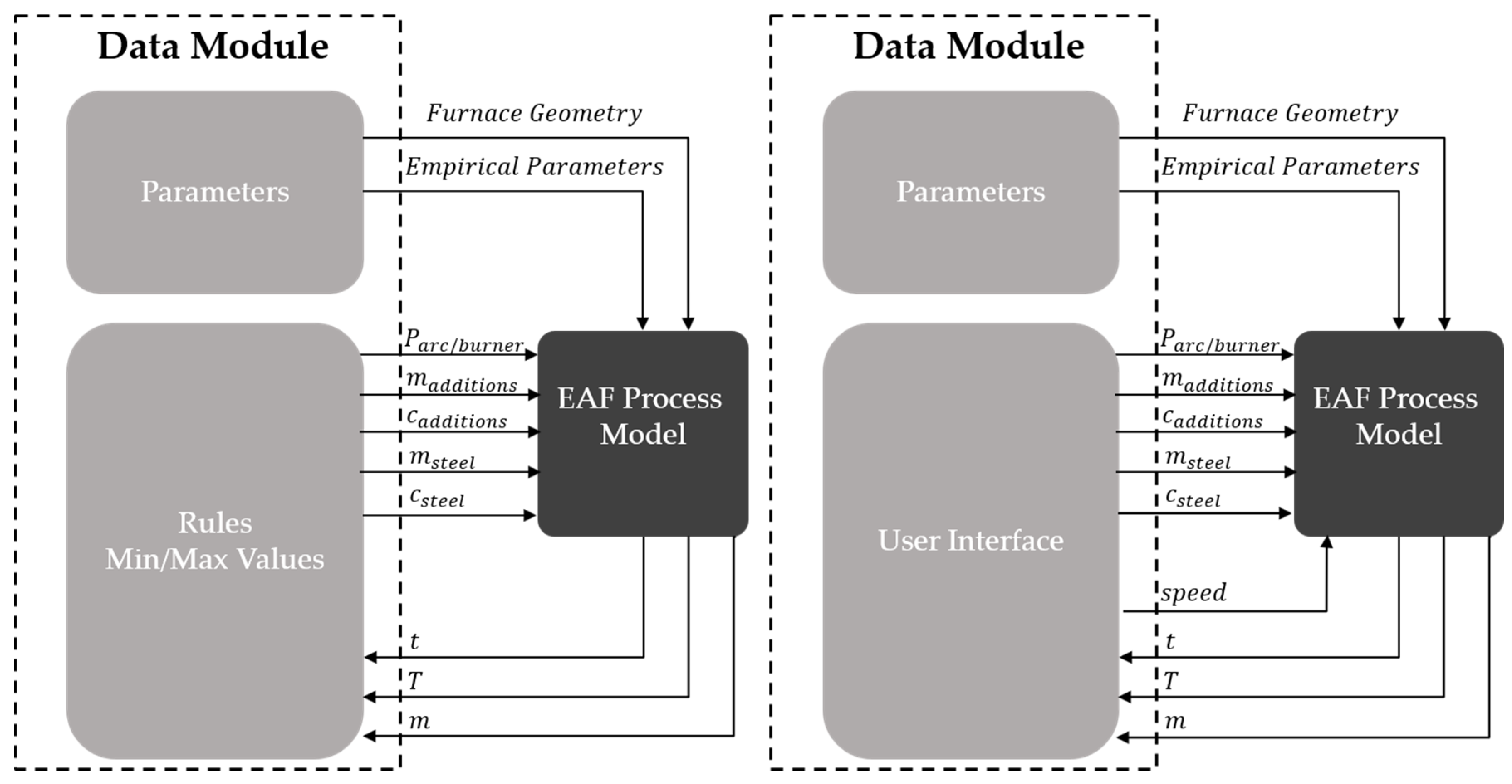
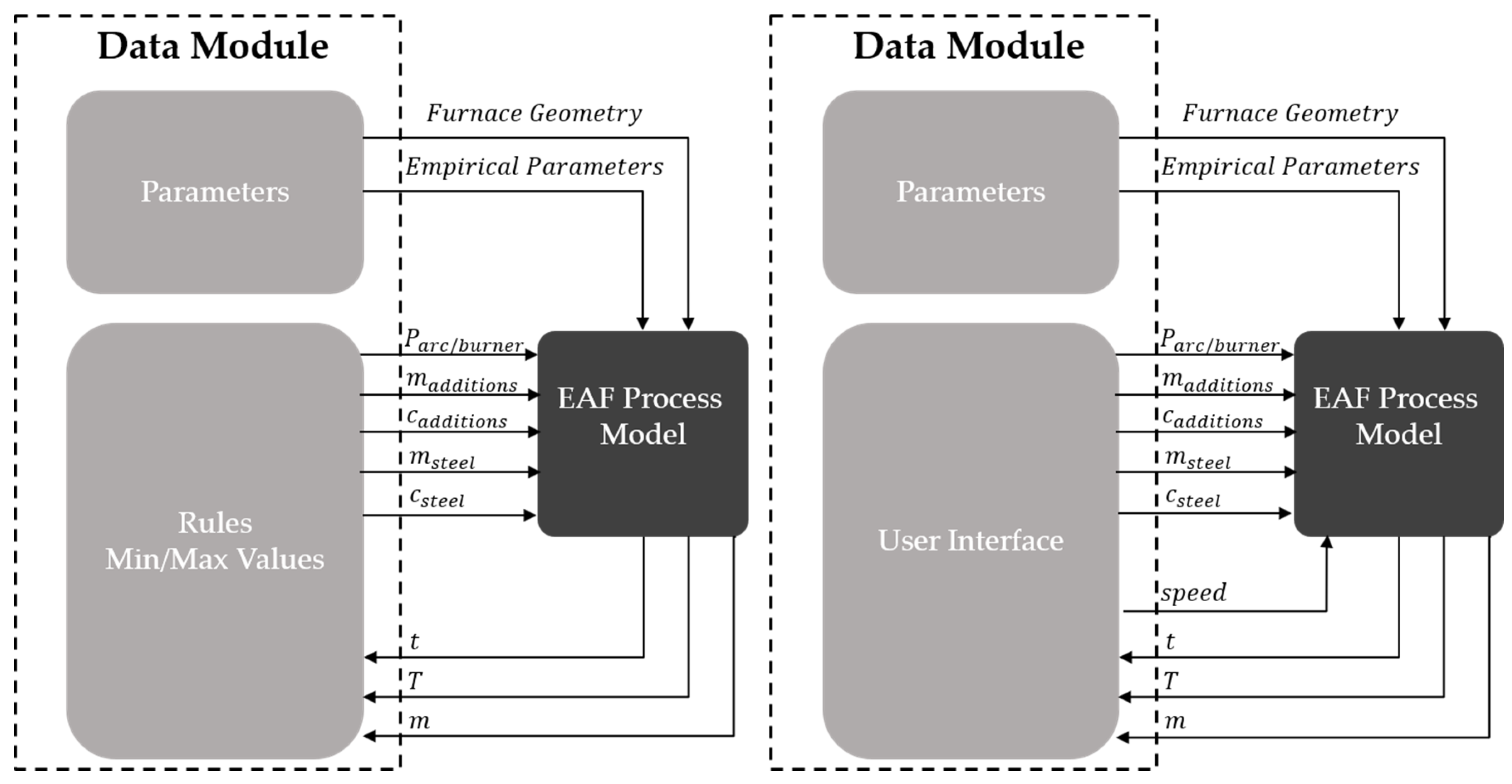
3. Automatic Control Mode
3.1. Input
3.2. Control of Operation Chart Parameters
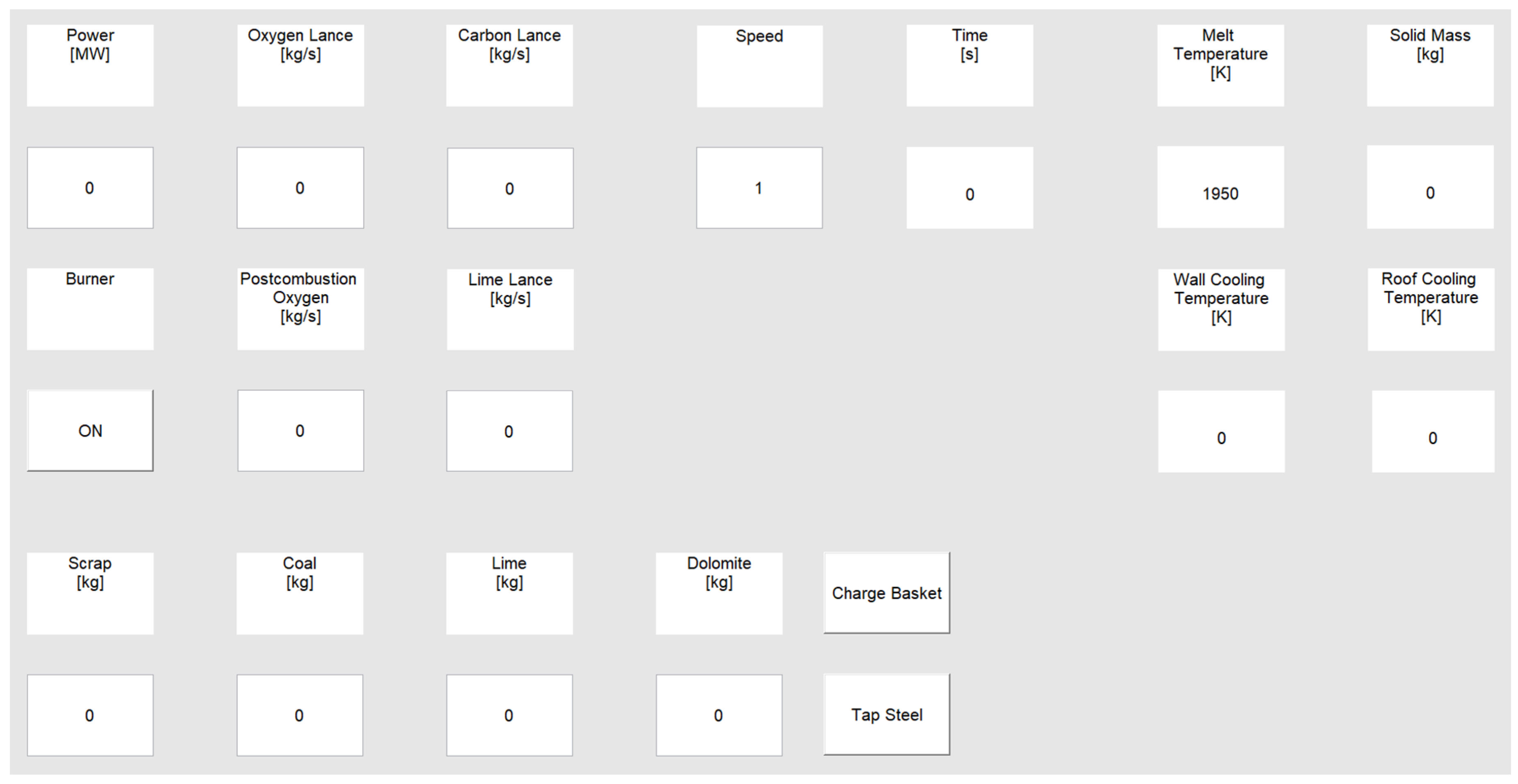
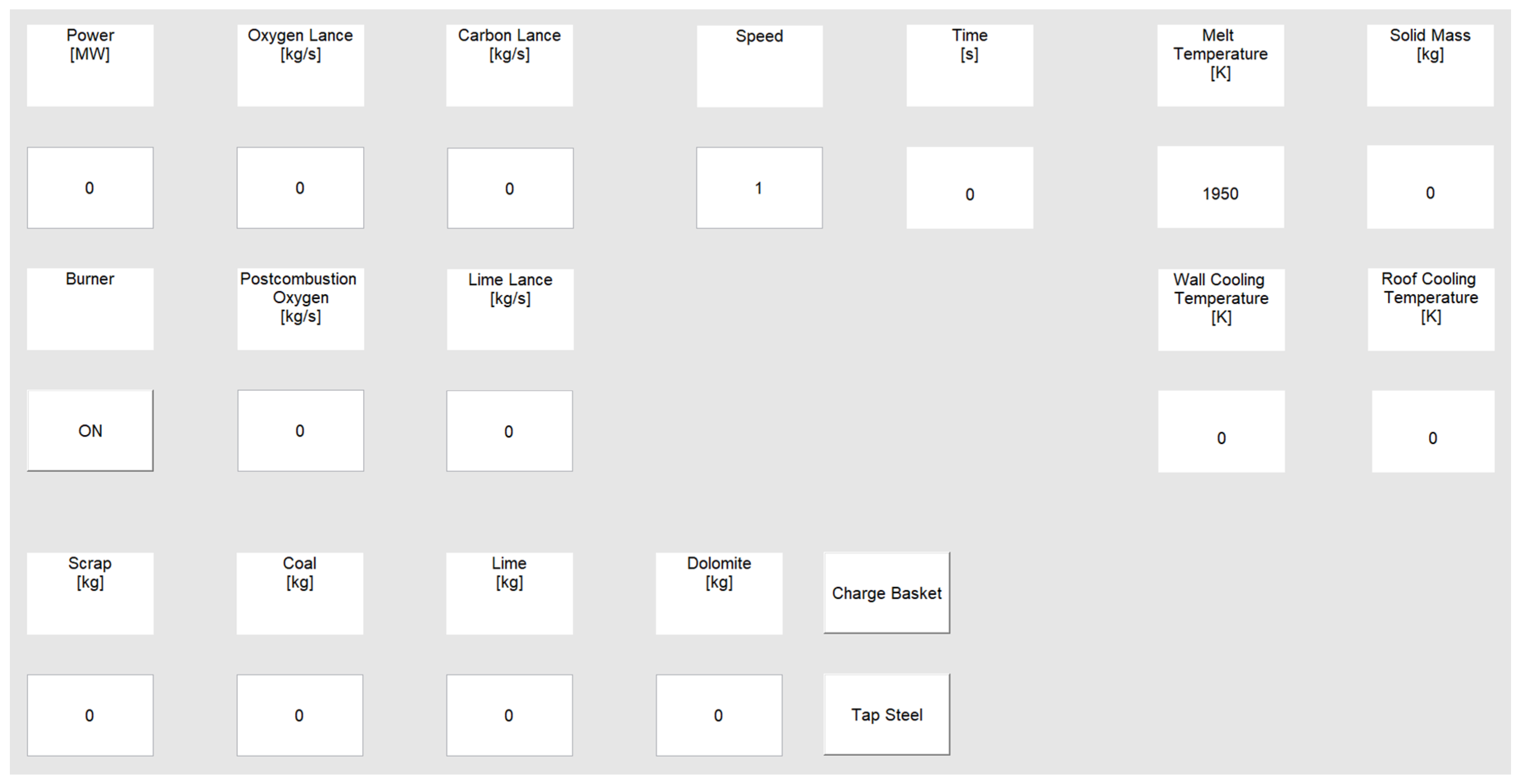
4. Simulator Mode
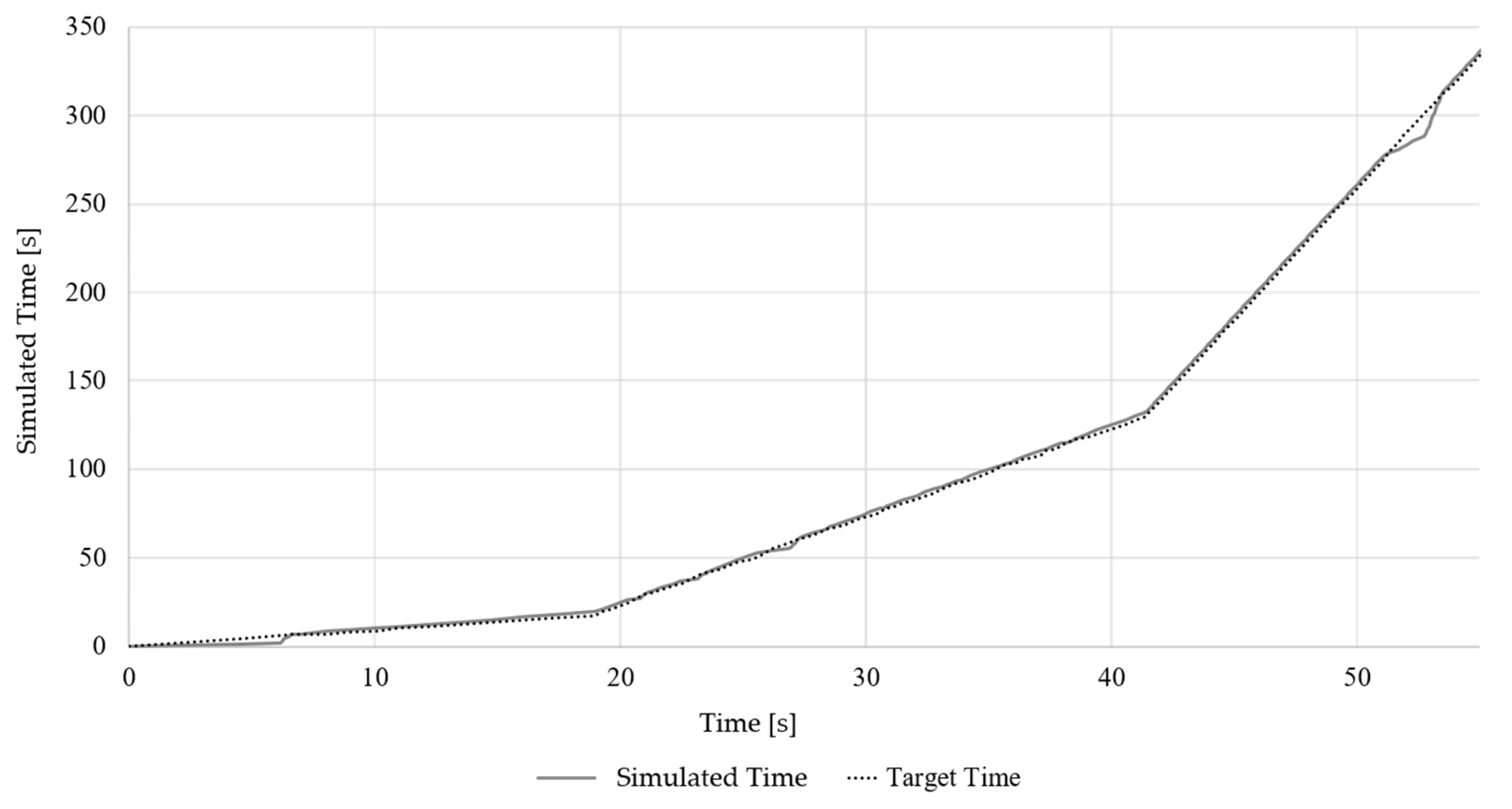
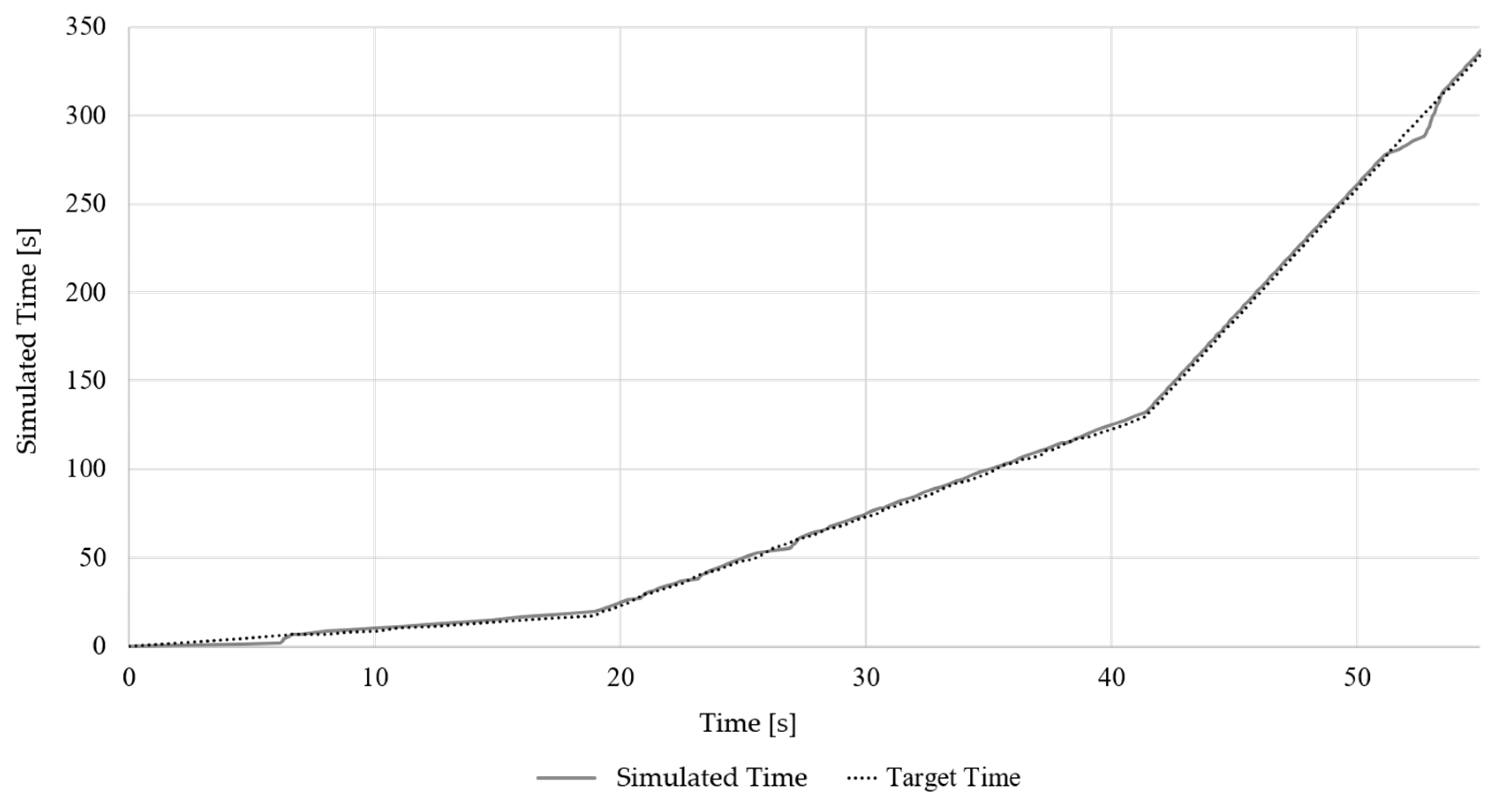
4.1. Simulation Speed
4.2. Model Adjustments
4.2.1. Continuity of Operation Chart
4.2.2. Pressure Oscillations
4.2.3. Additional Stability Improvements and Model Acceleration
5. Results and Discussion
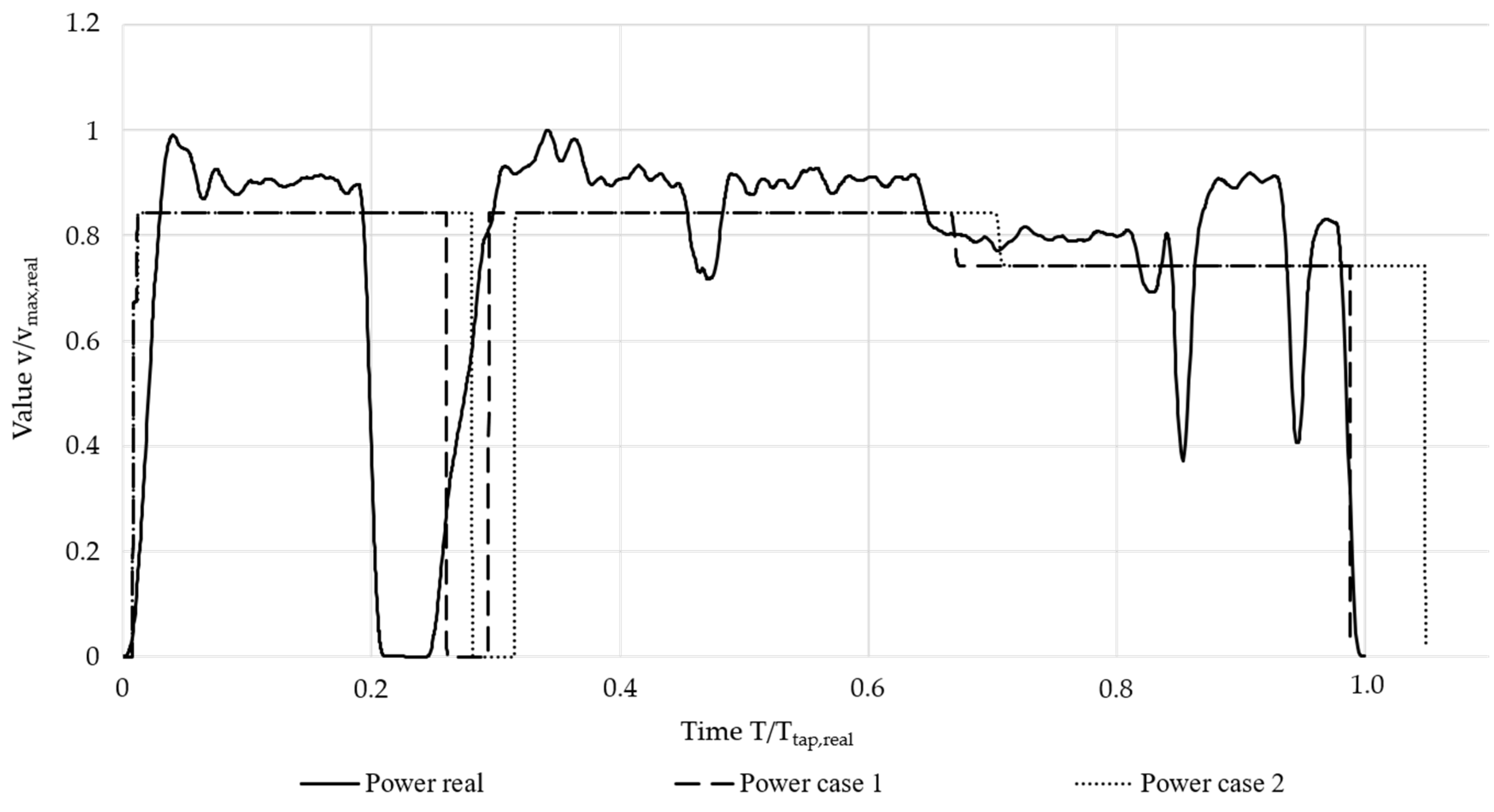
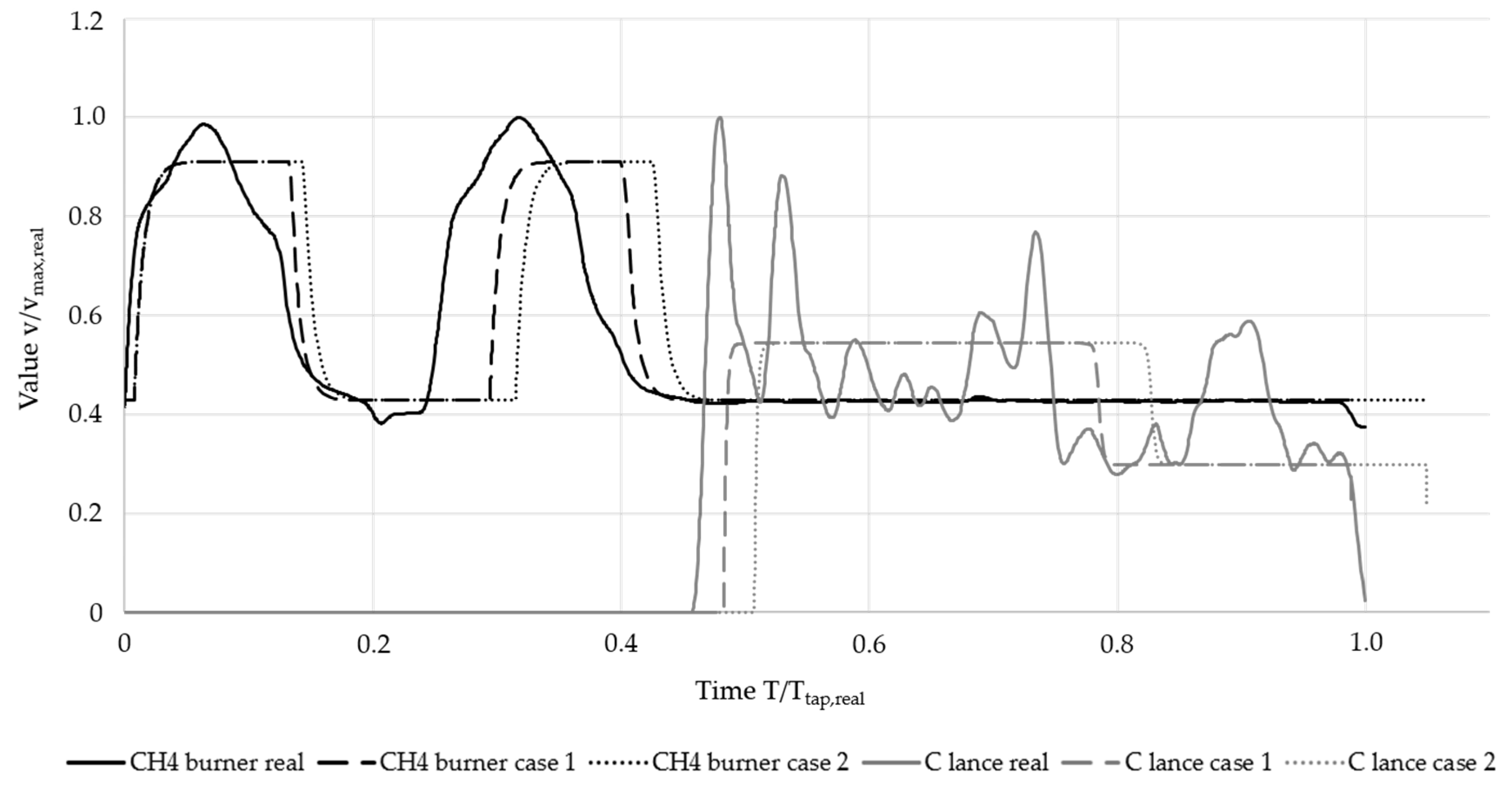
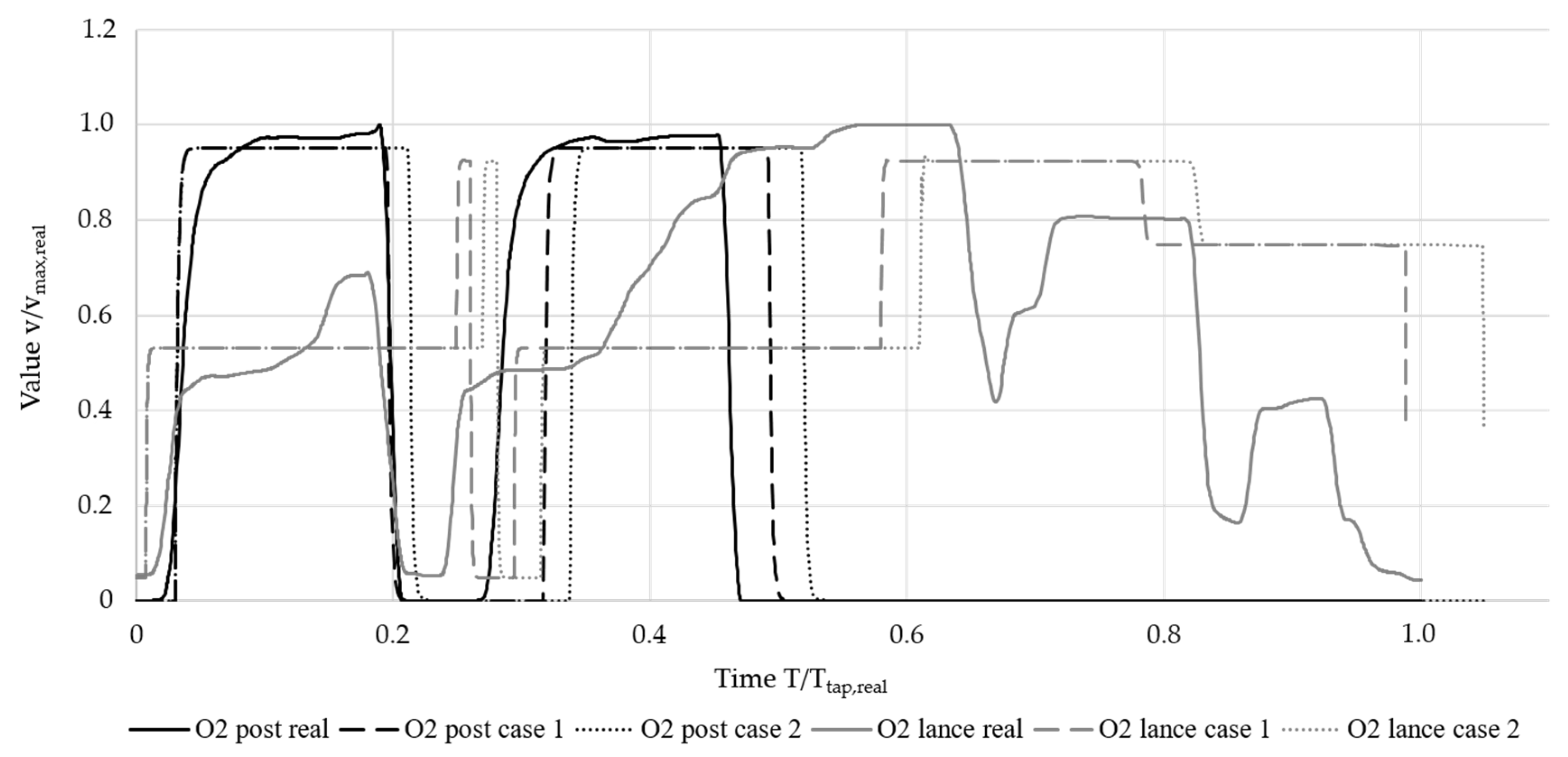
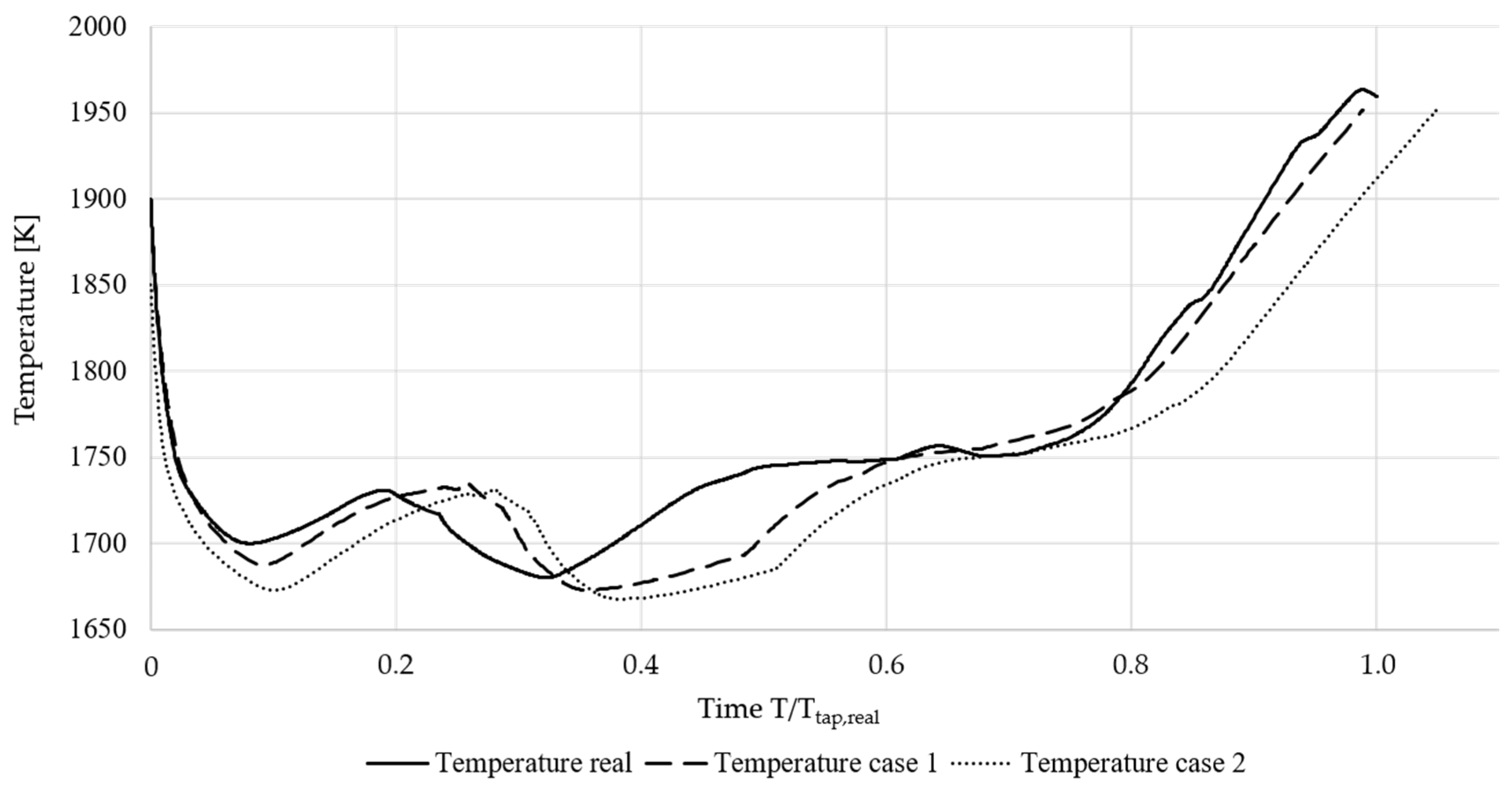
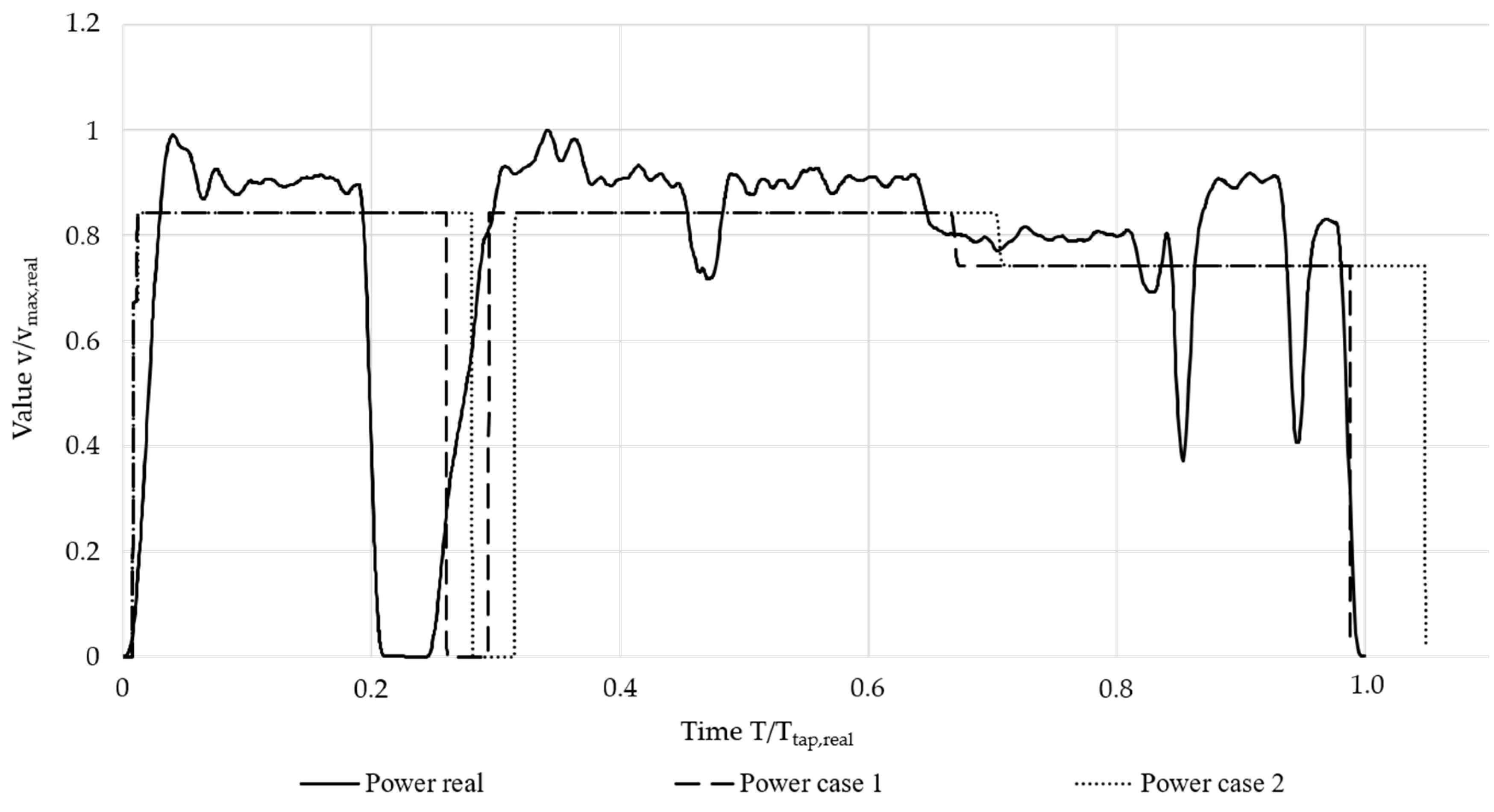
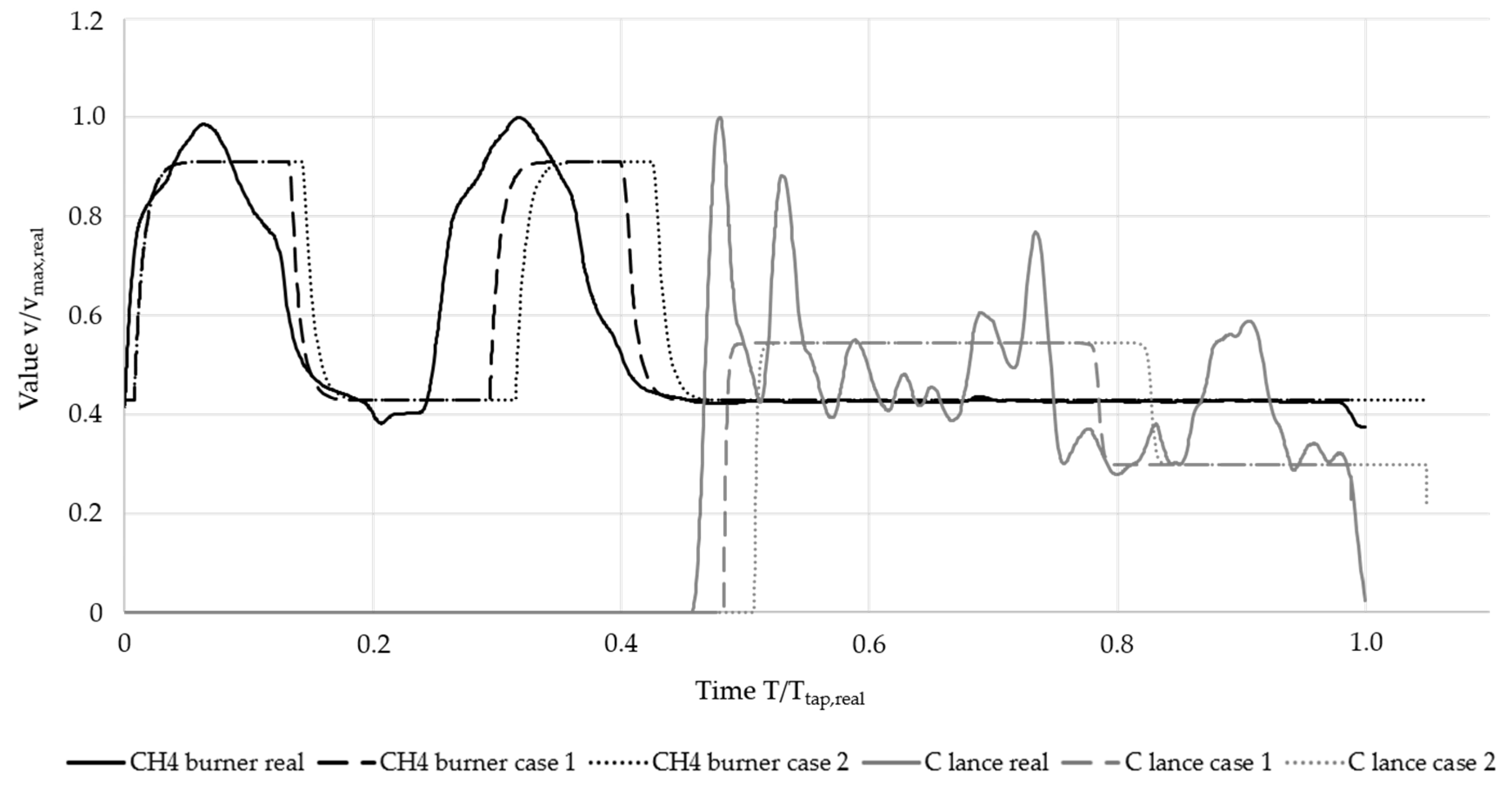
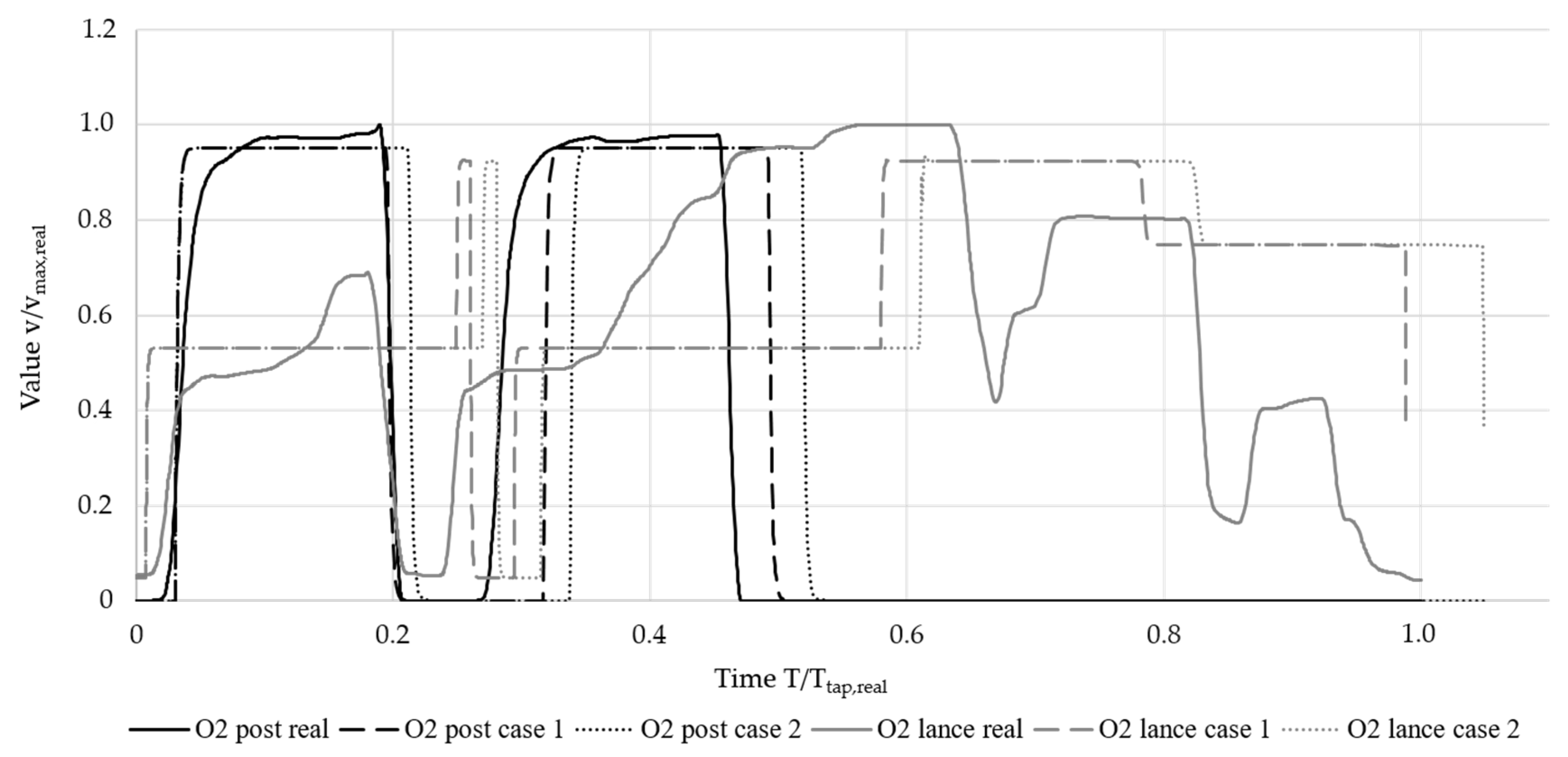
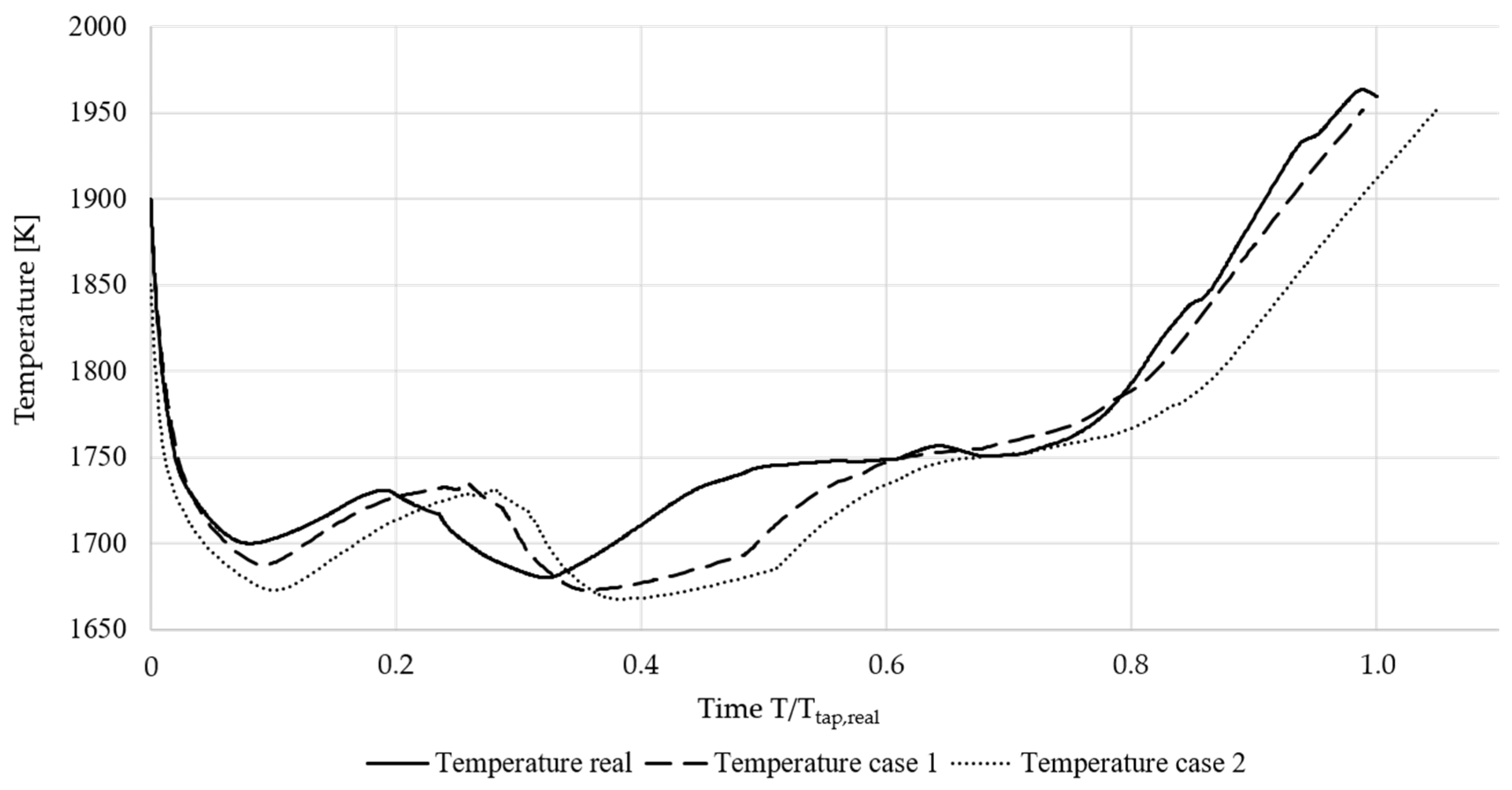
5.1. A Case Study for Different Operating Modes
- Case 1, indicating the results obtained by adjusting the automatic control to reproduce the measured operation chart;
- Case 2, indicating the results from the same control settings with the decreased oxygen content.
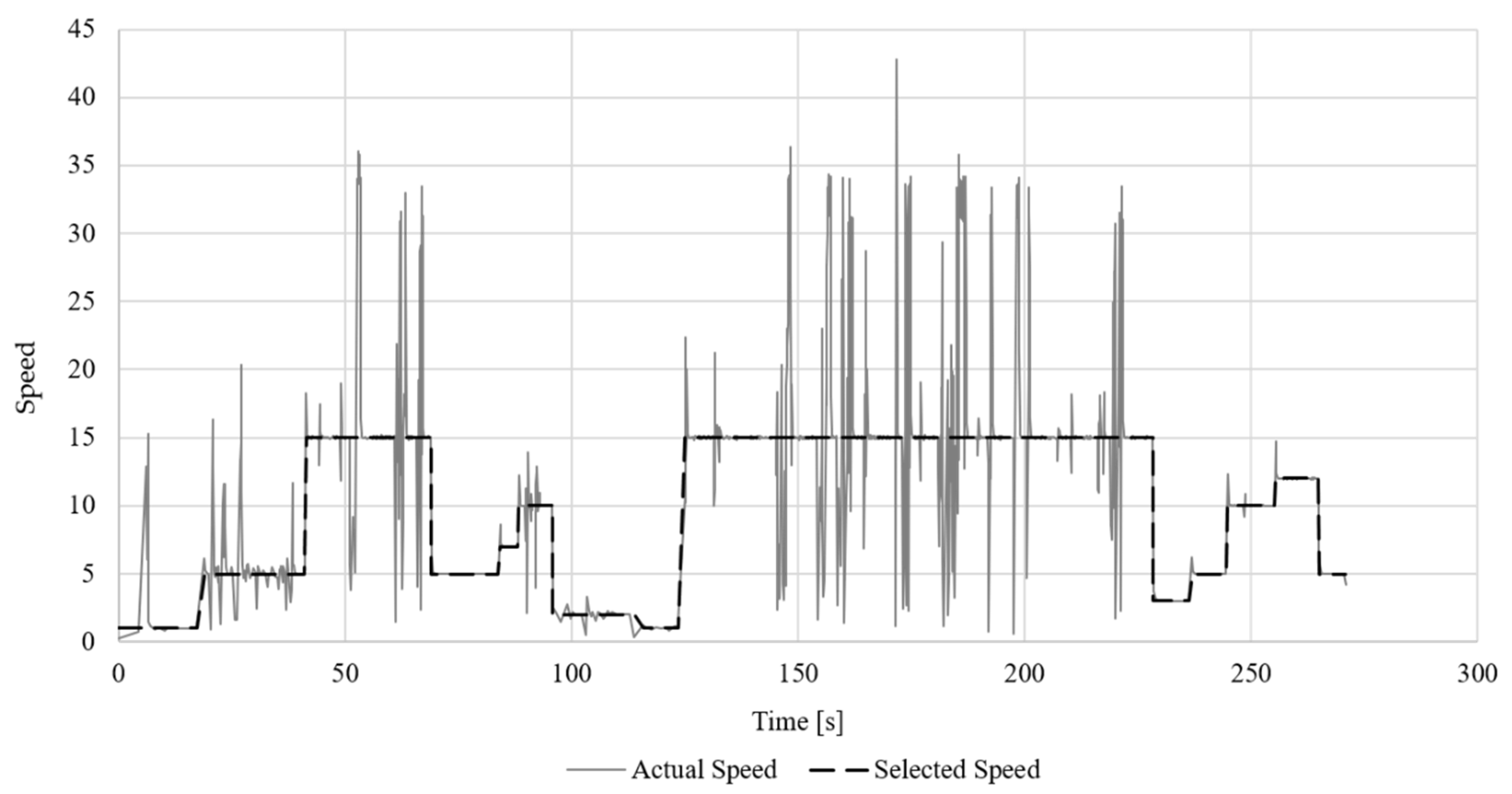
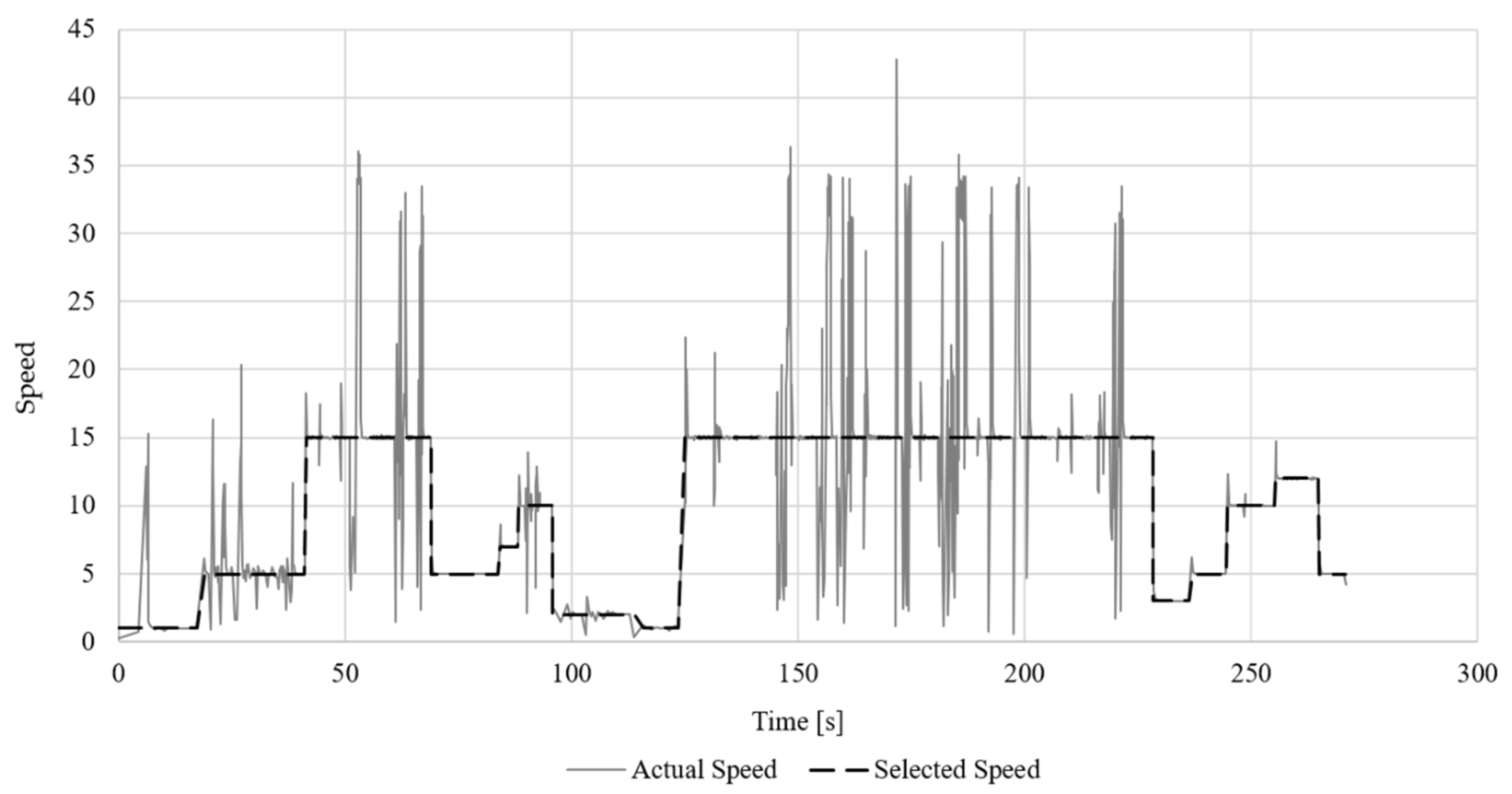
5.2. Speed and Stability
5.3. Further Research
6. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Madias, J. Electric Furnace Steelmaking: Treatise in Process Metallurgy—Volume 3: Industrial Processes; Elsevier: Oxford, UK, 2014; pp. 271–300. [Google Scholar]
- Steel Statistical Yearbook 2018; World Steel Association: Brussels, Belgium, 2018.
- Logar, V.; Škrjanc, I. Development of an Electric Arc Furnace Simulator Considering Thermal, Chemical and Electrical Aspects. ISIJ Int. 2012, 52, 1924. [Google Scholar] [CrossRef]
- World Steel Association. Electric Arc Furnace Simulation. Available online: https://steeluniversity.org/product/electric-arc-furnace-simulation/ (accessed on 12 July 2019).
- Logar, V.; Škrjanc, I. Modeling and Validation of the Radiative Heat Tranfer in an Electric Arc Furnace. ISIJ Int. 2012, 52, 1225–1232. [Google Scholar] [CrossRef]
- Logar, V.; Dovžan, D.; Škrjanc, I. Modeling and Validation of an Electric Arc Furnace Part 1, Heat and Mass Transfer. ISIJ Int. 2012, 52, 402–412. [Google Scholar] [CrossRef]
- Logar, V.; Dovžan, D.; Škrjanc, I. Modeling and Validation of an Electric Arc Furnace Part 2, Thermo-chemistry. ISIJ Int. 2012, 52, 413–423. [Google Scholar] [CrossRef]
- Logar, V.; Dovžan, D.; Škrjanc, I. Mathematical modeling and experimental validation of an electric arc furnace. ISIJ Int. 2011, 51, 382–391. [Google Scholar] [CrossRef]
- Electric Arc Furnace Simulation User Guide; University of Liverpool: Liverpool, UK, 2006.
- Bekker, J.G.; Craig, I.K.; Pistorius, P.C. Model predictive control of an electric arc furnace off-gas process. Control Eng. Pract. 2000, 8, 445–455. [Google Scholar] [CrossRef]
- Bekker, J.G.; Craig, I.K.; Pistorius, P.C. Modeling and Simulation of an Electric Arc Furnace Process. ISIJ Int. 1999, 39, 23–32. [Google Scholar] [CrossRef]
- Bekker, J.G. Modelling and Control of an Electric Arc Furnace Off-Gas Process. Master’s Thesis, University of Pretoria, Pretoria, South Africa, 1998. [Google Scholar]
- MacRosty, R.D.M.; Swartz, C.L.E. Dynamic optimization of electric arc furnace operation. AIChE J. 2007, 53, 640–653. [Google Scholar] [CrossRef]
- MacRosty, R.D.M.; Swartz, C.L.E. Dynamic modeling of an industrial electric arc furnace. Ind. Eng. Chem. Res. 2005, 44, 8067–8083. [Google Scholar] [CrossRef]
- MacRosty, R.D.M.; Swartz, C.L.E. Optimization as a tool for process improvement in EAF operations. In Proceedings of the Iron and Steel Technology Conference AISTech, Charlotte, NC, USA, 9–12 May 2005. [Google Scholar]
- Matson, S.; Ramirez, W.F. Optimal Operation of an Electric Arc Furnace. In Proceedings of the 57th Electric Furnace Conference, Pittburgh, PA, USA, 14–16 November 1999. [Google Scholar]
- Matson, S.A.; Ramirez, W.F. The dynamic modeling of the electric arc furnace. In Proceedings of the 55th Electric Furnace Conference, Chicago, IL, USA, 9–12 November 1997. [Google Scholar]
- Matson, S.A.; Ramirez, W.F.; Safe, P. Modeling an EAF using Dynamic Material and Energy Balances. In Proceedings of the 56th Electric Furnace Conference, New Orleans, LA, USA, 15–18 November 1998. [Google Scholar]
- Deneys, A.C.; Peaslee, K.D. Post-Combustion in the EAF—A Steady State Simulation Model. In Proceedings of the 55th Electric Furnace Conference, Chicago, IL, USA, 9–12 November 1997. [Google Scholar]
- Shah, D.H.; Peaslee, K.D. Post Combustion in EAF-Dynamic Simulation Model. In Proceedings of the 56th Electric Furnace Conference, New Orleans, LA, USA, 15–18 November 1998. [Google Scholar]
- Cameron, A.; Saxena, N.; Broome, K. Optimizing EAF Operations by Dynamic Process Simulation. In Proceedings of the 56th Electric Furnace Conference, New Orleans, LA, USA, 15–18 November 1998. [Google Scholar]
- Cameron, A. Optimising electric arc furnace operations. Steel Times 1999, 227, 7–10. [Google Scholar]
- Modigell, M.; Traebert, A.; Monheim, P. A modelling technique for metallurgical processes and its applications. AISE Steel Technol. 2001, 78, 45–47. [Google Scholar]
- Traebert, A.; Modigell, M.; Monheim, P.; Hack, K. Development of a modelling technique for non-equilibrium metallurgical processes. Scand. J. Metall. 1999, 28, 285–290. [Google Scholar]
- Morales, R.D.; Rodríguez-Hernández, H.; Conejo, A.N. A mathematical simulator for the EAF steelmaking process using direct reduced iron. ISIJ Int. 2001, 41, 426–436. [Google Scholar] [CrossRef]
- Nyssen, P.; Colin, R.; Knoops, S.; Junque, J. On-line EAF control with a dynamic metallurgical model. In Proceedings of the 7th European Electric Steelmaking Conference (EEC), Venice, Italy, 26–29 May 2002. [Google Scholar]
- Nyssen, P.; Marique, C.; Prüm, C.; Bintner, P.; Savini, L. A New Metallurgical Model for the Control of EAF Operations. In Proceedings of the 6th European Electric Steelmaking Conference, Düsseldorf, Germany, 13–15 June 1999. [Google Scholar]
- Nyssen, P.; Monfort, G.; Junque, J.L.; Brimmeyer, M.; Hubsch, P.; Baumert, J.C. Use of a dynamic metallurgical model for the on-line control and optimization of the electric arc furnace. In Proceedings of the STEELSIM, 2nd International Conference of Simulation and Modelling of Metallurgical Processes in Steelmaking, Graz/Seggau, Austria, 12–14 September 2007. [Google Scholar]
- Nyssen, P.; Ojeda, C.; Baumert, J.C.; Picco, M.; Thibaut, J.C.; Sun, S.; Waterfall, S.; Ranger, M.; Lowry, M. Implementation and on-line use of a dynamic process model at the ArcelorMittal-Dofasco electric arc furnace. In Proceedings of the STEELSIM, 4th International Conference of Simulation and Modelling of Metallurgical Processes in Steelmaking, METEC InSteelCon, Düsseldorf, Germany, 27 June–1 July 2011. [Google Scholar]
- Arnout, S.; Verhaeghe, F.; Blanpain, B.; Wollants, P.; Hendrickx, R.; Heylen, G. A Thermodynamic Model of the EAF Process for Stainless Steel. Steel Res. Int. 2006, 77, 317–323. [Google Scholar] [CrossRef]
- Kho, T.S.; Swinbourne, D.R.; Blanpain, B.; Arnout, S.; Langberg, D. Understanding stainless steelmaking through computational thermodynamics Part 1: Electric arc furnace melting. Trans. Inst. Min. Metall. Sect. C 2010, 119, 1–8. [Google Scholar] [CrossRef]
- Meier, T.; Gandt, K.; Hay, T.; Echterhof, T. Process Modeling and Simulation of the Radiation in the Electric Arc Furnace. Steel Res. Int. 2018, 89, 1700487. [Google Scholar] [CrossRef]
- Meier, T.; Hay, T.; Echterhof, T.; Pfeifer, H.; Rekersdrees, T.; Schlinge, L.; Elsabagh, S.; Schliephake, H. Process Modeling and Simulation of Biochar Usage in an Electric Arc Furnace as a Substitute for Fossil Coal. Steel Res. Int. 2017, 88, 1600458. [Google Scholar] [CrossRef]
- Meier, T.; Gandt, K.; Echterhof, T.; Pfeifer, H. Modeling and Simulation of the Off-gas in an Electric Arc Furnace. Metall. Mater. Trans. B 2017, 48, 3329–3344. [Google Scholar] [CrossRef]
- Meier, T. Energetische Analyse des Sauerstoffeinsatzes im Elektrolichtbogenofen Mithilfe Eines Selbstregelnden Dynamischen Prozessmodells. Master’s Thesis, RWTH Aachen University, Aachen, Germany, 2017. [Google Scholar]
- Meier, T.; Logar, V.; Echterhof, T.; Igor, Š.; Pfeifer, H. Modelling and Simulation of the Melting Process in Electric Arc Furnaces—Influence of Numerical Solution Methods. Steel Res. Int. 2016, 87, 581–588. [Google Scholar] [CrossRef]
- Meier, T. Modellierung und Simulation des Elektrolichtbogenofens. Ph.D. Thesis, RWTH Aachen University, Aachen, Germany, 2016. [Google Scholar]
- Fathi, A.; Saboohi, Y.; Škrjanc, I.; Logar, V. Comprehensive Electric Arc Furnace Model for Simulation Purposes and Model-Based Control. Steel Res. Int. 2017, 83, 1600083. [Google Scholar] [CrossRef]
- Hay, T.; Reimann, A.; Echterhof, T. Improving the Modeling of Slag and Steel Bath Chemistry in an Electric Arc Furnace Process Model. Metall. Mater. Trans. B 2019, 50, 2377–2388. [Google Scholar] [CrossRef]
- Saboohi, Y.; Fathi, A.; Škrjanc, I.; Logar, V. Optimization of the Electric Arc Furnace Process. IEEE Trans. Ind. Electron. 2019, 66, 8030–8039. [Google Scholar] [CrossRef]
- Odenthal, H.-J.; Kemminger, A.; Krause, F.; Vogl, N. A Holistic CFD Approach for Standard and Shaft-Type Electric Arc Furnaces. In Proceedings of the AISTech 2017, Nashville, TN, USA, 8–11 May 2017. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Unit | Description |
|---|---|---|
| tstop-delay | s | Time to raise electrodes and open roof |
| tstart-delay | s | Time to close roof and lower electrodes |
| Vscrap-max | % | Maximum fraction of furnace volume that can be filled with scrap |
| Pstart-reduction | % | Reduction of electric power during bore down (until arc is covered by scrap) |
| Prefine-reduction | % | Reduction of electric power during refining (flat bath) |
| Pwall-reduction | % | Reduction of electric power when water-cooled wall overheats |
| Twall-crit | K | Critical wall temperature for power reduction |
| Olance-min | % | Fraction of maximum value during reduced lancing |
| Clance-burner | % | Oxygen lancing increased when burner power below this fraction |
| Clance-bath | % | Influence of free bath surface on oxygen lancing |
| Cpost-scrap | % | Post-combustion reduced when remaining scrap below this fraction |
| tpost-delay | s | Post-combustion starting with delay after power on |
| Cburner-scrap | % | Burner power reduced when remaining scrap below this fraction |
| Ccarbon-batth | % | Carbon lancing initiated when free bath surface above this fraction |
| Ccarbon-scrap | % | Carbon lancing reduced when remaining scrap below this fraction |
| Parameter | Case 1 | Case 2 |
|---|---|---|
| Electric energy | 1 | 1.06 |
| Oxygen through lance | 1.1 | 1.17 |
| Oxygen for post-combustion | 1 | 1.06 |
| Injected carbon | 0.9 | 0.96 |
| Off-gas | 1.06 | 1.13 |
| Natural gas | 0.99 | 1.04 |
| Oxygen for natural gas burners | 1 | 1.07 |
| Total oxygen | 1.07 | 1.14 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hay, T.; Echterhof, T.; Visuri, V.-V. Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes 2019, 7, 852. https://doi.org/10.3390/pr7110852
Hay T, Echterhof T, Visuri V-V. Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes. 2019; 7(11):852. https://doi.org/10.3390/pr7110852
Chicago/Turabian StyleHay, Thomas, Thomas Echterhof, and Ville-Valtteri Visuri. 2019. "Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model" Processes 7, no. 11: 852. https://doi.org/10.3390/pr7110852
APA StyleHay, T., Echterhof, T., & Visuri, V.-V. (2019). Development of an Electric Arc Furnace Simulator Based on a Comprehensive Dynamic Process Model. Processes, 7(11), 852. https://doi.org/10.3390/pr7110852