
Process Optimization of Thermal Stability for Hemp Seed Milk Produced from Whole Fat and Fat-Reduced Seeds



Abstract
1. Introduction
2. Materials and Methods
2.1. Raw Materials
2.2. Methods
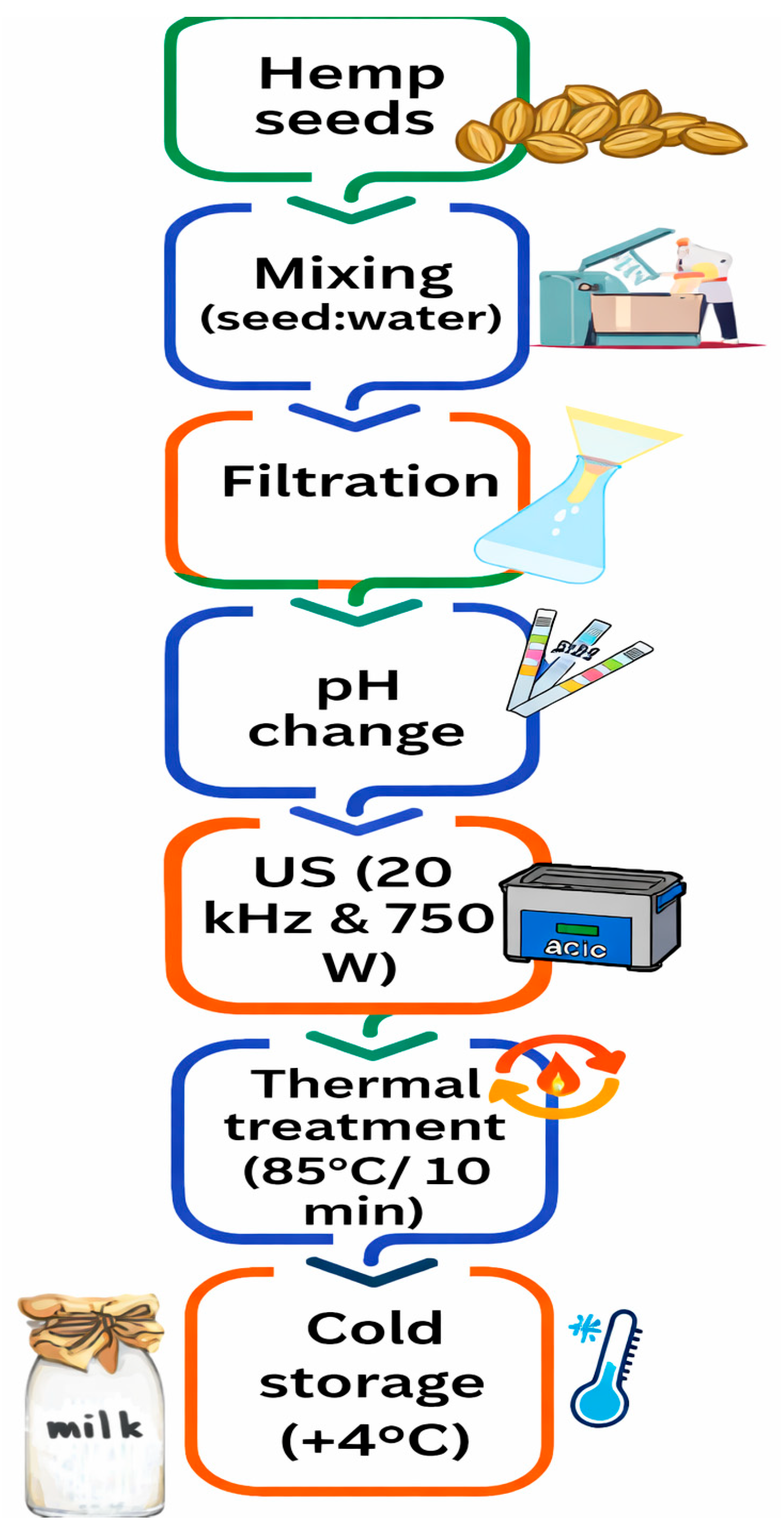
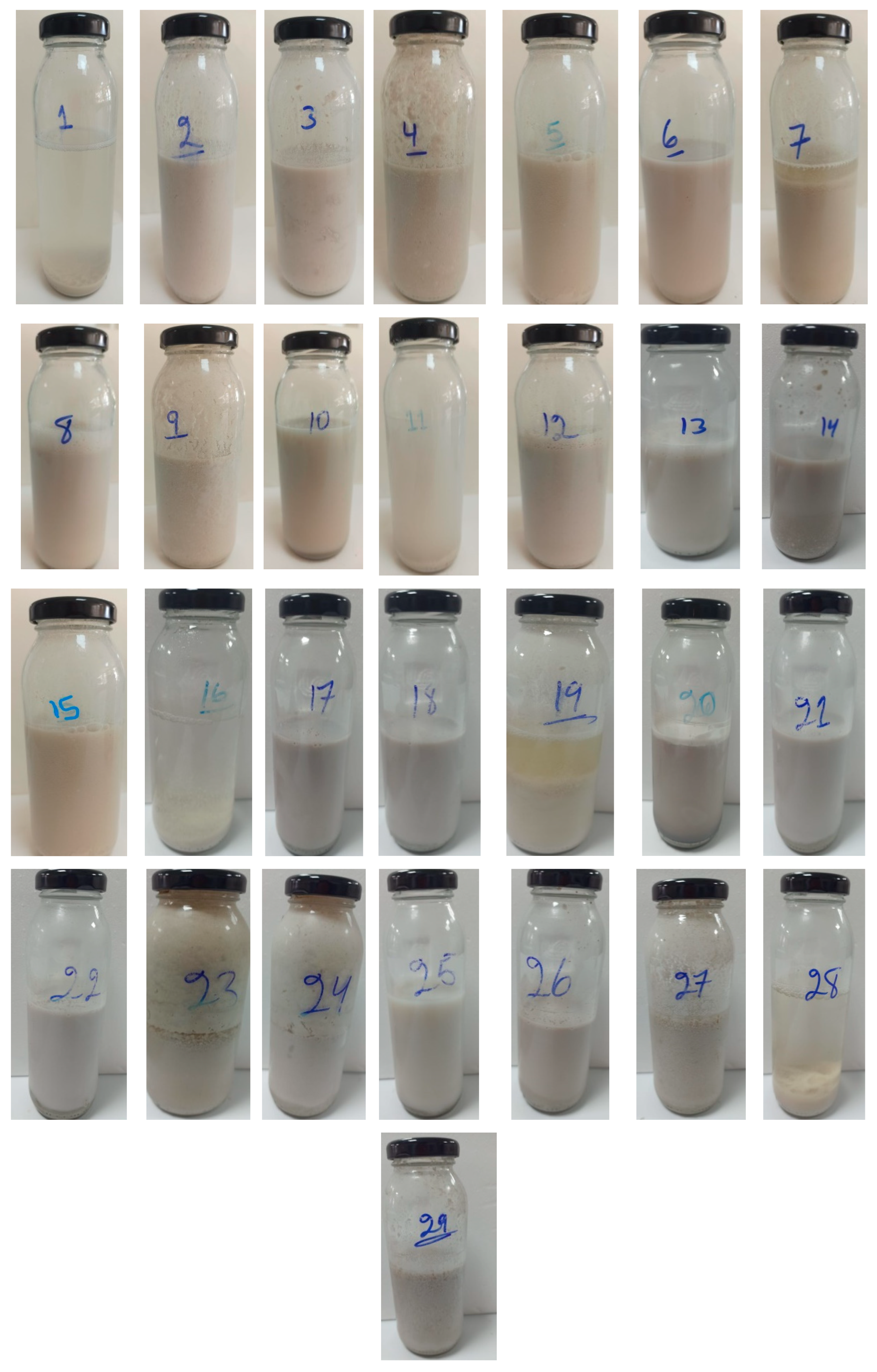
2.2.1. Preparation of Hemp Seed Milk
2.2.2. Optimization of Hemp Seed Milk Production with Experimental Design
2.2.3. Physicochemical Analyses
Determination of Dry Matter
Determination of Ash Content
Protein Content
Color Analysis
Determination of Total Soluble Solids (TSS)
Viscosity Measurement
Determination of Particle Size
Solid Particle Sedimentation (SPS) Determination
Measurement of ζ-Potential
Statistical Analysis
3. Results and Discussion
3.1. Modeling Results
3.2. Modeling Results of Hemp Seed Milk
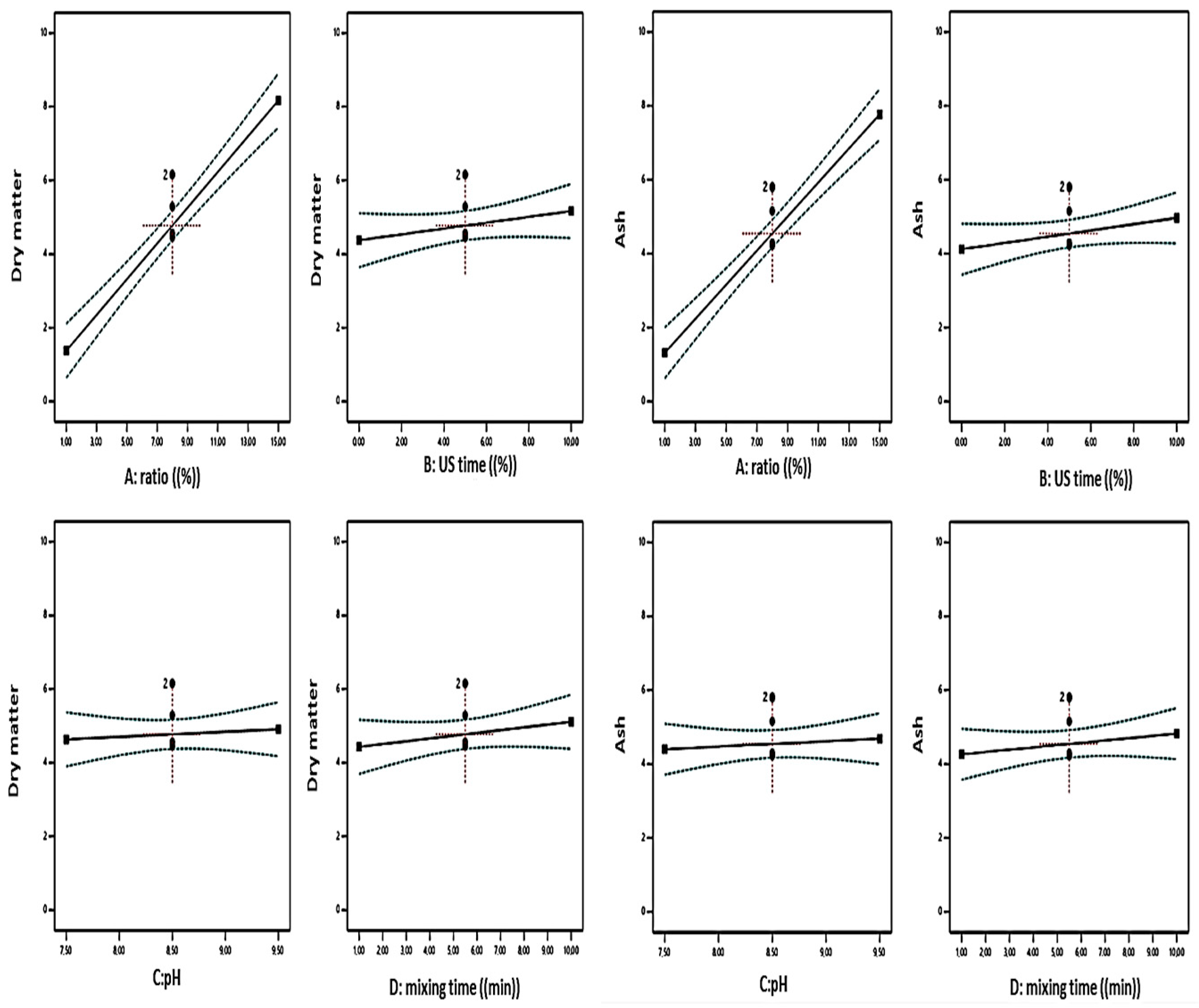
3.3. Dry Matter Content
3.4. Ash Content
3.5. Protein Content
3.6. Color Measurement
3.7. Rheological Measurement
3.8. Particle Size
3.9. Sedimentation Index
3.10. ζ-Potential Measurement Results
Optimization Process
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Suryamiharja, A.; Gong, X.; Zhou, H. Towards more sustainable, nutritious, and affordable plant-based milk alternatives: A critical review. Sustain. Food Proteins 2024, 2, 250–267. [Google Scholar] [CrossRef]
- Awad, N.; Mortaş, M. Effect of pH-shift Treatment and Ultrasonication on the Physical Stability and Properties of Hemp Seed Milk. Int. J. Innov. Approaches Sci. Res. 2024, 8, 123–137. [Google Scholar] [CrossRef]
- Ajibola, C.F. Structural and Functional Properties of Hemp Seed Storage Proteins. Master’s Thesis, University of Manitoba, Winnipeg, MB, Canada, 2020. Available online: https://mspace.lib.umanitoba.ca/server/api/core/bitstreams/77ab0e6b-087c-44b2-953a-41edc32ad99f/content (accessed on 14 December 2025).
- Besir, A.; Awad, N.; Mortas, M.; Yazici, F. A Plant-Based Milk Type: Hemp Seed Milk. Akad. Gida 2022, 20, 170–184. [Google Scholar] [CrossRef]
- Wang, Q.; Jiang, J.; Xiong, Y.L. High pressure homogenization combined with pH shift treatment: A process to produce physically and oxidatively stable hemp milk. Food Res. Int. 2018, 106, 487–494. [Google Scholar] [CrossRef] [PubMed]
- Jiang, J.; Wang, Q.; Xiong, Y.L. A pH shift approach to the improvement of interfacial properties of plant seed proteins. Curr. Opin. Food Sci. 2018, 19, 50–56. [Google Scholar] [CrossRef]
- Vanga, S.K.; Wang, J.; Orsat, V.; Raghavan, V. Effect of pulsed ultrasound, a green food processing technique, on the secondary structure and in-vitro digestibility of almond milk protein. Food Res. Int. 2020, 137, 109523. [Google Scholar] [CrossRef] [PubMed]
- Sarangapany, A.K.; Murugesan, A.; Annamalai, A.S.; Balasubramanian, A.; Shanmugam, A. An overview on ultrasonically treated plant-based milk and its properties–A Review. Appl. Food Res. 2022, 2, 100130. [Google Scholar] [CrossRef]
- Liu, Y.; Tan, Z.; Huang, Y.; Liu, J.; Xu, X.; Zhu, B.; Dong, X. pH-shift strategy improving the thermal stability and oxidation stability of rice starch/casein-based high internal phase emulsions for the application in fish cake. Food Chem. X 2023, 18, 100694. [Google Scholar] [CrossRef]
- Julakanti, S.; Charles, A.P.R.; Zhao, J.; Bullock, F.; Syed, R.; Myles, Y.; Wu, Y. Hempseed protein (Cannabis sativa L.): Influence of extraction pH and ball milling on physicochemical and functional properties. Food Hydrocoll. 2023, 143, 108835. [Google Scholar] [CrossRef]
- Shen, P.; Gao, Z.; Xu, M.; Ohm, J.B.; Rao, J.; Chen, B. The impact of hempseed dehulling on chemical composition, structure properties and aromatic profile of hemp protein isolate. Food Hydrocoll. 2020, 106, 105889. [Google Scholar] [CrossRef]
- Kahraman, O.; Petersen, G.E.; Fields, C. Physicochemical and Functional Modifications of Hemp Protein Concentrate by the Application of Ultrasonication and pH Shifting Treatments. Foods 2022, 11, 587. [Google Scholar] [CrossRef] [PubMed]
- Kuru, C.; Tontul, I. Optimisation of Plant-based Milk Formulation using Hazelnut, Sunflower Seed and Pumpkin Seed by Mixture Design Turkish Journal of Agriculture––Food Science and Technology Optimisation of Plant-based Milk Formulation using Hazelnut, Sunflower Seed and P. Turk. J. Agric. 2020, 11, 2441–2448. [Google Scholar] [CrossRef]
- Kundu, P.; Dhankhar, J.; Sharma, A. Development of non dairy milk alternative using soymilk and almond milk. Curr. Res. Nutr. Food Sci. 2018, 6, 203–210. [Google Scholar] [CrossRef]
- ICC 104/1; Determination of Ash in Cereals and Cereal Products. International Association for Cereal Science and Technology (ICC): Vienna, Austria, 1990.
- Salve, A.R.; Pegu, K.; Arya, S.S. Comparative assessment of high-intensity ultrasound and hydrodynamic cavitation processing on physico-chemical properties and microbial inactivation of peanut milk. Ultrason. Sonochem. 2019, 59, 104728. [Google Scholar] [CrossRef]
- Gul, O.; Turker, F.; Mortas, M.; Atalar, I.; Yazici, F. Effect of high pressure homogenization (HPH) on microstructure and rheological properties of hazelnut milk. Innov. Food Sci. Emerg. Technol. 2017, 41, 411–420. [Google Scholar] [CrossRef]
- Yilmaz, M.T.; Akman, P.K.; Bozkurt, F.; Karasu, S. An effective polydopamine coating to improve stability and bioactivity of carvacrol-loaded zein nanoparticles. Int. J. Food Sci. Technol. 2021, 56, 6011–6024. [Google Scholar] [CrossRef]
- Mehmood, T.; Ahmed, A.; Ahmad, A.; Ahmad, M.S.; Sandhu, M.A. Optimization of mixed surfactants- based β-carotene nanoemulsions using response surface methodology: An ultrasonic homogenization approach. Food Chem. 2018, 253, 179–184. [Google Scholar] [CrossRef]
- Walther, B.; Guggisberg, D.; Badertscher, R.; Egger, L.; Portmann, R.; Dubois, S.; Haldimann, M.; Kopf-Bolanz, K.; Rhyn, P.; Zoller, O.; et al. Comparison of nutritional composition between plant-based drinks and cow’s milk. Front. Nutr. 2022, 9, 988707. [Google Scholar] [CrossRef]
- Rahman, M.M.; Lamsal, B.P. Ultrasound-assisted extraction and modification of plant-based proteins: Impact on physicochemical, functional, and nutritional properties. Compr. Rev. Food Sci. Food Saf. 2021, 20, 1457–1480. [Google Scholar] [CrossRef]
- Kumar, R.; Kumar, A.; Jayachandran, L.E.; Rao, P.S. Sequential Microwave–Ultrasound assisted extract ion of soymilk and optimization of extraction process. LWT 2021, 151, 112220. [Google Scholar] [CrossRef]
- BermÚdez-Aguirre, D.; Mawson, R.; Versteeg, K.; Barbosa-CÁnovas, G.V. Composition properties, physicochemical characteristics and shelf life of whole milk after thermal and thermo-sonication treatments. J. Food Qual. 2009, 32, 283–302. [Google Scholar] [CrossRef]
- Jeske, S.; Zannini, E.; Arendt, E.K. Past, present and future: The strength of plant-based dairy substitutes based on gluten-free raw materials. Food Res. Int. 2018, 110, 42–51. [Google Scholar] [CrossRef]
- Zhang, J.; Cai, Q.; Ji, W. Nutritional Composition of Plant Protein Beverages on China’s Online Market: A Cross-Sectional Analysis. Nutrients 2023, 15, 2701. [Google Scholar] [CrossRef]
- Manzoor, M.F.; Siddique, R.; Hussain, A.; Ahmad, N.; Rehman, A.; Siddeeg, A.; Alfarga, A.; Alshammari, G.M.; Yahya, M.A. Thermosonication effect on bioactive compounds, enzymes activity, particle size, microbial load, and sensory properties of almond (Prunus dulcis) milk. Ultrason. Sonochem. 2021, 78, 105705. [Google Scholar] [CrossRef] [PubMed]
- Potin, F.; Lubbers, S.; Husson, F.; Saurel, R. Hemp (Cannabis sativa L.) Protein Extraction Conditions Affect Extraction Yield and Protein Quality. J. Food Sci. 2019, 84, 3682–3690. [Google Scholar] [CrossRef] [PubMed]
- Bustamante Capule, A.; Barcelon, E.G. Influence of Colour on The Sensory Perceptıon of Ready-to-Drınk Soy Mılk. Asian J. Sci. Technol. 2014, 5, 879–882. [Google Scholar]
- Lu, X.; Chen, J.; Zheng, M.; Guo, J.; Qi, J.; Chen, Y.; Miao, S.; Zheng, B. Effect of high-intensity ultrasound irradiation on the stability and structural features of coconut-grain milk composite systems utilizing maize kernels and starch with different amylose contents. Ultrason. Sonochem. 2019, 55, 135–148. [Google Scholar] [CrossRef]
- Silva, K.; Machado, A.; Cardoso, C.; Silva, F.; Freitas, F. Rheological behavior of plant-based beverages. Food Sci. Technol. 2019, 40, 258–263. [Google Scholar] [CrossRef]
- Yao, Y.; He, W.; Cai, X.; Bekhit, A.E.D.A.; Xu, B. Sensory, physicochemical and rheological properties of plant-based milk alternatives made from soybean, peanut, adlay, adzuki bean, oat and buckwheat. Int. J. Food Sci. Technol. 2022, 57, 4868–4878. [Google Scholar] [CrossRef]
- Maghsoudlou, Y.; Alami, M.; Mashkour, M.; Shahraki, M.H. Optimization of Ultrasound-Assisted Stabiliz ation and Formulation of Almond Milk. J. Food Process. Preserv. 2016, 40, 828–839. [Google Scholar] [CrossRef]
- Dai, Y.; Xing, L.; Liu, S.; Liu, J.; Zhu, T.; Jiang, T.; Zheng, X.; Zhou, S.; Lu, J. Enhancing stability and flavor of mung bean-based milk through ultrasound treatment: Impacts on physical-chemical properties and protein structure. Int. J. Biol. Macromol. 2025, 286, 138465. [Google Scholar] [CrossRef] [PubMed]
- Snir, B.; Fishman, A.; Glusac, J. Chickpea-Based Milk Analogue Stabilized by Transglutaminase. Foods 2025, 14, 514. [Google Scholar] [CrossRef] [PubMed]
- Grossmann, L.; Weiss, J. Alternative Protein Sources as Technofunctional Food Ingredients. Annu. Rev. Food Sci. Technol. 2021, 12, 93–117. [Google Scholar] [CrossRef] [PubMed]
- Zhao, H.; Wang, S.; Zhao, G.; Li, Y.; Liu, X.; Yang, L.; Zhu, L.; Liu, H. Fabrication and emulsifying prope rties of non-covalent complexes between soy protein isolate fibrils and soy soluble polysaccharides. Food Funct. 2022, 13, 386–397. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factor | Unit | Min. | Max. | Coded Low | Coded High | Average | Standard Deviation |
|---|---|---|---|---|---|---|---|
| A—Seed ratio | % | 1.0 | 15.0 | −1 ↔ 1.0 | +1 ↔ 15.0 | 8.0 | 4.58 |
| B—US | Min | 0.0 | 10.0 | −1 ↔ 0.0 | +1 ↔ 10.0 | 5.0 | 3.27 |
| C—pH | - | 7.5 | 9.5 | −1 ↔ 7.5 | +1 ↔ 9.0 | 8.5 | 0.65 |
| D—Mixing time | Min | 1.0 | 10.0 | −1 ↔ 1.0 | +1 ↔ 10.0 | 5.5 | 2.95 |
| Run | A: Seed Ratio | B: US | C: pH | D: Mixing Time |
|---|---|---|---|---|
| (%) | (Min) | - | (Min) | |
| 1 | 1.00 | 5.00 | 8.50 | 10.00 |
| 2 | 8.00 | 5.00 | 8.50 | 5.50 |
| 3 | 15.00 | 10.00 | 8.50 | 5.50 |
| 4 | 15.00 | 0.00 | 8.50 | 5.50 |
| 5 | 8.00 | 0.00 | 7.50 | 5.50 |
| 6 | 8.00 | 0.00 | 8.50 | 1.00 |
| 7 | 8.00 | 5.00 | 7.50 | 10.00 |
| 8 | 8.00 | 10.00 | 8.50 | 1.00 |
| 9 | 15.00 | 5.00 | 8.50 | 1.00 |
| 10 | 1.00 | 5.00 | 9.50 | 5.50 |
| 11 | 1.00 | 0.00 | 8.50 | 5.50 |
| 12 | 8.00 | 5.00 | 8.50 | 5.50 |
| 13 | 8.00 | 5.00 | 9.50 | 1.00 |
| 14 | 8.00 | 0.00 | 8.50 | 10.00 |
| 15 | 8.00 | 10.00 | 7.50 | 5.50 |
| 16 | 1.00 | 10.00 | 8.50 | 5.50 |
| 17 | 8.00 | 5.00 | 9.50 | 10.00 |
| 18 | 8.00 | 10.00 | 9.50 | 5.50 |
| 19 | 8.00 | 5.00 | 7.50 | 1.00 |
| 20 | 8.00 | 0.00 | 9.50 | 5.50 |
| 21 | 8.00 | 5.00 | 8.50 | 5.50 |
| 22 | 8.00 | 5.00 | 8.50 | 5.50 |
| 23 | 15.00 | 5.00 | 7.50 | 5.50 |
| 24 | 15.00 | 5.00 | 8.50 | 10.00 |
| 25 | 1.00 | 5.00 | 8.50 | 1.00 |
| 26 | 15.00 | 5.00 | 9.50 | 5.50 |
| 27 | 8.00 | 5.00 | 8.50 | 5.50 |
| 28 | 1.00 | 5.00 | 7.50 | 5.50 |
| 29 | 8.00 | 10.00 | 8.50 | 10.00 |
| Factors | Responses | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Run Number | Seed Ratio % | US (min) | pH | Mixing Time (min) | Brix | SPS | L* | Dry Matter % | Ash % | Protein % | Viscosity (mPas) | ζ-Potential (mV) | Particle Size (µm) |
| 1 | 1 | 5 | 8.5 | 10 | 0.85 | 43.05 | 73.83 | 0.91 | 0.08 | 0.23 | 0.71 | −18.85 | 2.676 |
| 2 | 8 | 5 | 8.5 | 5.5 | 1.05 | 50.57 | 87.3 | 4.56 | 0.43 | 3.31 | 3.70 | −18.93 | 4.573 |
| 3 | 15 | 10 | 8.5 | 5.5 | 6.9 | 48.04 | 89.8 | 7.30 | 0.70 | 4.91 | 5.45 | −15.47 | 3.121 |
| 4 | 15 | 0 | 8.5 | 5.5 | 1.9 | 52.85 | 86.53 | 7.86 | 0.74 | 4.88 | 6.80 | −14.4 | 4.243 |
| 5 | 8 | 0 | 7.5 | 5.5 | 1.05 | 40.66 | 85.56 | 3.44 | 0.32 | 2.85 | 3.41 | −18.45 | 5.185 |
| 6 | 8 | 0 | 8.5 | 1 | 1.15 | 44.46 | 83.41 | 4.32 | 0.40 | 2.38 | 3.19 | −21.4 | 6.444 |
| 7 | 8 | 5 | 7.5 | 10 | 1.15 | 49.02 | 84.42 | 5.86 | 0.55 | 2.74 | 2.86 | −18.4 | 5.384 |
| 8 | 8 | 10 | 8.5 | 1 | 3.9 | 43.52 | 88.88 | 4.02 | 0.42 | 3.28 | 4.12 | −17.7 | 3.209 |
| 9 | 15 | 5 | 8.5 | 1 | 1.75 | 54.47 | 88.40 | 4.98 | 0.47 | 5.41 | 7.51 | −18.1 | 5.523 |
| 10 | 1 | 5 | 9.5 | 5.5 | 2.15 | 38.56 | 81.86 | 1.68 | 0.05 | 0.32 | 1.33 | −18.55 | 5.788 |
| 11 | 1 | 0 | 8.5 | 5.5 | 1.05 | 39.22 | 68.16 | 0.63 | 0.16 | 0.59 | 1.12 | −21.55 | 8.796 |
| 12 | 8 | 5 | 8.5 | 5.5 | 5.05 | 41.02 | 88.63 | 4.45 | 0.42 | 2.83 | 3.04 | −19.82 | 7.001 |
| 13 | 8 | 5 | 9.5 | 1 | 5.25 | 41.36 | 88.88 | 4.94 | 0.46 | 2.32 | 3.60 | −18.83 | 9.122 |
| 14 | 8 | 0 | 8.5 | 10 | 2.05 | 41.26 | 84.12 | 2.80 | 0.26 | 1.98 | 3.26 | −16.71 | 7.956 |
| 15 | 8 | 10 | 7.5 | 5.5 | 1.65 | 51.44 | 88.66 | 5.50 | 0.51 | 1.77 | 3.13 | −12.32 | 6.543 |
| 16 | 1 | 10 | 8.5 | 5.5 | 1.05 | 39.98 | 77.17 | 1.44 | 0.13 | 0.54 | 0.34 | −9.1 | 3.584 |
| 17 | 8 | 5 | 9.5 | 10 | 1.05 | 56.82 | 89.61 | 5.22 | 0.49 | 2.78 | 4.52 | −18.15 | 6.961 |
| 18 | 8 | 10 | 9.5 | 5.5 | 1.15 | 52.46 | 87.07 | 5.15 | 0.47 | 2.90 | 16.53 | −16 | 5.231 |
| 19 | 8 | 5 | 7.5 | 1 | 1.25 | 46.80 | 85.59 | 5.21 | 0.49 | 2.38 | 7.34 | −19.45 | 8.934 |
| 20 | 8 | 0 | 9.5 | 5.5 | 2.9 | 40.23 | 87.12 | 5.16 | 0.50 | 2.02 | 6.35 | −18.4 | 2.242 |
| 21 | 8 | 5 | 8.5 | 5.5 | 1.15 | 49.61 | 89.97 | 6.15 | 0.58 | 3.66 | 3.24 | −16.2 | 8.283 |
| 22 | 8 | 5 | 8.5 | 5.5 | 1.05 | 51.41 | 89.77 | 6.15 | 0.57 | 3.59 | 3.35 | −16.75 | 1.909 |
| 23 | 15 | 5 | 7.5 | 5.5 | 1.75 | 56.90 | 89.12 | 9.27 | 1.28 | 4.00 | 31.1 | −18.9 | 6.264 |
| 24 | 15 | 5 | 8.5 | 10 | 1.9 | 57.10 | 89.40 | 8.67 | 0.90 | 4.78 | 9.53 | −16.9 | 3.932 |
| 25 | 1 | 5 | 8.5 | 1 | 1.95 | 39.94 | 79.81 | 1.45 | 0.14 | 0.09 | 0.72 | −16.55 | 3.094 |
| 26 | 15 | 5 | 9.5 | 5.5 | 9.65 | 44.61 | 88.52 | 9.54 | 0.91 | 4.64 | 19.5 | −15.85 | 8.498 |
| 27 | 8 | 5 | 8.5 | 5.5 | 3.25 | 48.34 | 90.44 | 5.28 | 0.51 | 3.30 | 4.37 | −14.35 | 6.43 |
| 28 | 1 | 5 | 7.5 | 5.5 | 0.95 | 38.94 | 74.68 | 0.75 | 0.06 | 0.29 | 0.33 | −17.8 | 1.775 |
| 29 | 8 | 10 | 8.5 | 10 | 5.7 | 43.78 | 89.81 | 5.56 | 0.53 | 3.06 | 3.05 | −17.85 | 2.411 |
| Factors | Responses | ||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Run Number | Seed Ratio % | US (min) | pH | Mixing Time (min) | Brix | SPS | L* | Dry Matter % | Ash % | Protein % | Viscosity (mPas) | ζ-Potential (mV) | Particle Size (µm) |
| 1 | 1 | 5 | 8.5 | 10 | 0.95 | 37.56 | 57.62 | 1.70 | 0.053 | 1.70 | 1.48 | −17.8 | 1.612 |
| 2 | 8 | 5 | 8.5 | 5.5 | 2.25 | 46.56 | 86.29 | 4.04 | 0.395 | 4.04 | 3.43 | −16.75 | 1.909 |
| 3 | 15 | 10 | 8.5 | 5.5 | 6.75 | 46.43 | 87.74 | 10.75 | 0.770 | 10.75 | 9.43 | −18.4 | 2.242 |
| 4 | 15 | 0 | 8.5 | 5.5 | 1.8 | 50.52 | 85.32 | 8.79 | 0.890 | 8.79 | 12 | −17.85 | 2.411 |
| 5 | 8 | 0 | 7.5 | 5.5 | 1.1 | 43.9 | 83.05 | 5.841 | 0.368 | 5.84 | 5.09 | −18.85 | 2.676 |
| 6 | 8 | 0 | 8.5 | 1 | 2.05 | 43.69 | 86.72 | 5.15 | 0.413 | 5.15 | 4.72 | −16.55 | 3.094 |
| 7 | 8 | 5 | 7.5 | 10 | 1.05 | 49.78 | 85.5 | 5.44 | 0.513 | 5.44 | 9.05 | −15.47 | 3.121 |
| 8 | 8 | 10 | 8.5 | 1 | 4.95 | 40.88 | 83.57 | 6.07 | 0.468 | 6.07 | 2.14 | −17.7 | 3.209 |
| 9 | 15 | 5 | 8.5 | 1 | 1.25 | 54.54 | 89.9 | 10.54 | 0.712 | 10.54 | 17.3 | −9.1 | 3.584 |
| 10 | 1 | 5 | 9.5 | 5.5 | 0.95 | 40.94 | 80.09 | 2.41 | 0.128 | 2.41 | 1.06 | −16.9 | 3.932 |
| 11 | 1 | 0 | 8.5 | 5.5 | 0.9 | 38.91 | 76.88 | 1.37 | 0.123 | 1.37 | 0.27 | −14.4 | 4.243 |
| 12 | 8 | 5 | 8.5 | 5.5 | 5.1 | 41.3 | 87.33 | 6.62 | 0.523 | 6.62 | 3.26 | −18.93 | 4.573 |
| 13 | 8 | 5 | 9.5 | 1 | 5.35 | 43.91 | 87.61 | 6.33 | 0.551 | 6.33 | 3.38 | −18.45 | 5.185 |
| 14 | 8 | 0 | 8.5 | 10 | 2.4 | 44.57 | 83.8 | 5.62 | 0.525 | 5.62 | 4.78 | −16 | 5.231 |
| 15 | 8 | 10 | 7.5 | 5.5 | 0.95 | 49.83 | 86.08 | 6.85 | 0.627 | 6.85 | 10.19 | −18.4 | 5.384 |
| 16 | 1 | 10 | 8.5 | 5.5 | 0.75 | 42.8 | 77.84 | 2.70 | 0.054 | 2.70 | 2.05 | −18.1 | 5.523 |
| 17 | 8 | 5 | 9.5 | 10 | 4.9 | 43.99 | 84.38 | 6.99 | 1.656 | 6.99 | 4.56 | −18.55 | 5.788 |
| 18 | 8 | 10 | 9.5 | 5.5 | 5.5 | 40.65 | 85.48 | 8.57 | 0.534 | 8.57 | 5.47 | −18.9 | 6.264 |
| 19 | 8 | 5 | 7.5 | 1 | 1.15 | 40.49 | 86.28 | 6.81 | 0.648 | 6.81 | 7.24 | −14.35 | 6.43 |
| 20 | 8 | 0 | 9.5 | 5.5 | 3.1 | 45.41 | 81.24 | 6.26 | 0.524 | 6.26 | 10.83 | −21.4 | 6.444 |
| 21 | 8 | 5 | 8.5 | 5.5 | 5.75 | 51.69 | 87.78 | 6.25 | 0.575 | 6.25 | 4.144 | −12.32 | 6.543 |
| 22 | 8 | 5 | 8.5 | 5.5 | 4.9 | 45.08 | 87.45 | 7.77 | 0.548 | 7.77 | 5.46 | −18.15 | 6.961 |
| 23 | 15 | 5 | 7.5 | 5.5 | 2.15 | 46.46 | 86.91 | 9.86 | 0.943 | 9.86 | 25.83 | −19.82 | 7.001 |
| 24 | 15 | 5 | 8.5 | 10 | 6.75 | 49.83 | 89.05 | 12.75 | 0.924 | 12.75 | 15.21 | −16.71 | 7.956 |
| 25 | 1 | 5 | 8.5 | 1 | 1.1 | 49.93 | 82.37 | 2.09 | 0.193 | 2.09 | 3.74 | −16.2 | 8.283 |
| 26 | 15 | 5 | 9.5 | 5.5 | 7.05 | 53.93 | 88.07 | 13.02 | 0.916 | 13.02 | 8.16 | −15.85 | 8.498 |
| 27 | 8 | 5 | 8.5 | 5.5 | 4.95 | 55.93 | 86.72 | 7.70 | 0.519 | 7.70 | 7.99 | −21.55 | 8.796 |
| 28 | 1 | 5 | 7.5 | 5.5 | 1.2 | 47.62 | 73.48 | 3.09 | 0.097 | 3.09 | 1.05 | −19.45 | 8.934 |
| 29 | 8 | 10 | 8.5 | 10 | 6.25 | 45.87 | 87.58 | 6.01 | 0.572 | 6.01 | 5.11 | −18.83 | 9.895 |
| Responses | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Statistical Data | Brixo | SPS (%) | L* | Dry Matter (%) | Ash (%) | Protein (%) | Viscosity (mPas) | ζ-Potential (mV) | Particle Size (µm) |
| Mean | 2.47 | 46.43 | 85.40 | 4.77 | 0.499 | 2.69 | 5.35 | −17.30 | 5.348 |
| Std. Dev. | 1.98 | 4.76 | 1.99 | 1.04 | 0.102 | 0.3854 | 5.46 | 1.80 | 2714.88 |
| CV (%) | 80.27 | 10.26 | 2.34 | 21.74 | 20.60 | 14.33 | 96.69 | 10.42 | 50.76 |
| R2 | 0.5673 | 0.6841 | 0.9375 | 0.8460 | 0.898 | 0.9682 | 0.4025 | 0.750 | 0.2939 |
| Adj-R2 | 0.1345 | 0.3683 | 0.895 | 0.8204 | 0.881 | 0.9364 | 0.3029 | 0.5005 | 0.4123 |
| Pre-R2 | 0.3251 | 0.5289 | 0.669 | 0.7712 | 0.846 | 0.8444 | 0.0733 | 0.0035 | 2.363 |
| Adeq Precision | 4.9109 | 6.3534 | 13.2583 | 17.6105 | 21.7661 | 18.1118 | 6.1696 | 8.211 | 2.9147 |
| Responses | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Statistical Data | Brikso | SPS (%) | L* | Dry Matter (%) | Ash (%) | Protein (%) | Viscosity (mPas) | ζ-Potential (mV) | Particle Size (µm) |
| Mean | 3.22 | 45.97 | 83.87 | 6.47 | 0.544 | 4.27 | 6.71 | −17.30 | 5.348 |
| Std. Dev. | 1.15 | 4.33 | 3.83 | 1.04 | 0.8148 | 0.182 | 2.93 | 2.82 | 2336.64 |
| CV (%) | 35.76 | 9.42 | 4.56 | 15.92 | 30.95 | 33.46 | 43.67 | 16.28 | 43.69 |
| R2 | 0.8668 | 0.5875 | 0.8170 | 0.9435 | 0.7769 | 0.851 | 0.8617 | 0.3901 | 0.4769 |
| Adj-R2 | 0.7336 | 0.1749 | 0.6340 | 0.8871 | 0.5537 | 0.703 | 0.7235 | −0.2199 | 0.0462 |
| Pre-R2 | 0.4533 | 0.5050 | 0.0488 | 0.8213 | 0.4018 | 0.171 | 0.2773 | −1.4467 | 1.2227 |
| Adeq Precision | 8.0022 | 4.6264 | 9.1104 | 15.6664 | 6.7020 | 9.882 | 10.8421 | 3.9126 | 3.5553 |
| Responses | Sun of Squares | df | Mean Square | F-Value | p-Value | ||
|---|---|---|---|---|---|---|---|
| Brix | Model | 72.17 | 14 | 5.16 | 1.31 | 0.3097 | Not significant |
| Residual | 55.06 | 14 | 3.93 | ||||
| Lack of Fit | 42.15 | 10 | 4.21 | 1.31 | 0.4290 | Not significant | |
| Pure Error | 12.91 | 4 | 3.23 | ||||
| Cor Total | 127.23 | 28 | |||||
| SPS (%) | Model | 687.75 | 14 | 49.13 | 2.17 | 0.0802 | Not significant |
| Residual | 317.52 | 14 | 22.68 | ||||
| Lack of Fit | 247.97 | 10 | 24.80 | 1.43 | 0.3914 | Not significant | |
| Pure Error | 69.55 | 4 | 17.39 | ||||
| Cor Total | 1005.27 | 28 | |||||
| L* | Model | 835.33 | 14 | 59.67 | 15.00 | <0.0001 | Significant |
| Residual | 55.68 | 14 | 3.98 | ||||
| Lack of Fit | 49.54 | 10 | 4.95 | 3.23 | 0.1348 | Not significant | |
| Pure Error | 6.13 | 4 | 1.53 | ||||
| Cor Total | 891.01 | 28 | |||||
| Dry matter (%) | Model | 141.91 | 4 | 35.48 | 32.97 | <0.0001 | Significant |
| Residual | 25.83 | 14 | 1.08 | ||||
| Lack of Fit | 23.11 | 10 | 1.16 | 1.70 | 0.3251 | Not significant | |
| Pure Error | 2.72 | 4 | 0.6796 | ||||
| Cor Total | 167.74 | 28 | |||||
| ASh (%) | Model | 2.25 | 4 | 0.5632 | 53.23 | <0.0001 | Significant |
| Residual | 0.2539 | 24 | 0.0106 | ||||
| Lack of Fit | 0.2300 | 20 | 0.0115 | 1.92 | 0.3059 | Not significant | |
| Pure Error | 0.0239 | 4 | 0.0060 | ||||
| Cor Total | 2.51 | 28 | |||||
| Protein (%) | Model | 63.33 | 14 | 4.52 | 30.45 | <0.0001 | Significant |
| Residual | 2.08 | 14 | 0.1485 | ||||
| Lack of Fit | 1.65 | 10 | 0.1650 | 1.54 | 0.3602 | Not significant | |
| Pure Error | 0.4291 | 4 | 0.1073 | ||||
| Cor Total | 65.41 | 28 | |||||
| Viscosity (mPas) | Model | 481.78 | 4 | 120.45 | 404 | 0.0121 | Significant |
| Residual | 715.18 | 24 | 29.80 | ||||
| Lack of Fit | 714.08 | 20 | 35.70 | 130.84 | 0.0001 | Significant | |
| Pure Error | 1.09 | 4 | 0.2729 | ||||
| Cor Total | 1196.96 | 28 | |||||
| Particle Size (µm) | Model | 4.294 × 107 | 14 | 3.067 × 106 | 0.4162 | 0.9437 | Not significant |
| Residual | 1.032 × 108 | 14 | 7.371 × 106 | ||||
| Lack of Fit | 7.867 × 107 | 10 | 7.867 × 106 | 1.28 | 0.4365 | Not significant | |
| Pure Error | 2.452 × 107 | 4 | 6.130 × 106 | ||||
| Cor Total | 1.461 × 108 | 28 | |||||
| ζ-potential (mV) | Model | 136.59 | 14 | 9.76 | 3.00 | 0.0242 | Significant |
| Residual | 45.47 | 14 | 3.25 | ||||
| Lack of Fit | 26.29 | 10 | 2.63 | 0.54 | 0.7991 | Not significant | |
| Pure Error | 19.18 | 4 | 4.80 | ||||
| Cor Total | 182.06 | 28 |
| Responses | Sun of Squares | df | Mean Square | F-Value | p-Value | ||
|---|---|---|---|---|---|---|---|
| Brix | Model | 120.59 | 14 | 8.61 | 6.51 | 0.0006 | Significant |
| Residual | 18.53 | 14 | 1.32 | ||||
| Lack of Fit | 11.22 | 10 | 1.12 | 0.6143 | 0.7579 | Not significant | |
| Pure Error | 7.31 | 4 | 1.83 | ||||
| Cor Total | 139.12 | 28 | |||||
| SPS (%) | Model | 373.41 | 14 | 26.67 | 1.42 | 0.2585 | Not significant |
| Residual | 262.23 | 14 | 18.73 | ||||
| Lack of Fit | 130.3 | 10 | 13.03 | 0.395 | 0.8935 | Not significant | |
| Pure Error | 131.93 | 4 | 32.98 | ||||
| Cor Total | 635.64 | 28 | |||||
| L* | Model | 914.81 | 14 | 65.34 | 4.46 | 0.0042 | Significant |
| Residual | 204.93 | 14 | 14.64 | ||||
| Lack of Fit | 203.49 | 10 | 20.35 | 56.63 | 0.0007 | Significant | |
| Pure Error | 1.44 | 4 | 0.3593 | ||||
| Cor Total | 1119.74 | 28 | |||||
| Dry matter (%) | Model | 247.97 | 4 | 17.71 | 16.71 | <0.0001 | Significant |
| Residual | 14.84 | 14 | 1.06 | ||||
| Lack of Fit | 5.66 | 10 | 0.8484 | 0.2470 | 0.9401 | Not significant | |
| Pure Error | 9.17 | 4 | 2.29 | ||||
| Cor Total | 262.81 | 28 | |||||
| Ash (%) | Model | 2.67 | 14 | 0.190 | 5.75 | 0.0012 | Significant |
| Residual | 0.464 | 14 | 0.0331 | ||||
| Lack of Fit | 0.4451 | 10 | 0.0445 | 9.4 | 0.0224 | Not significant | |
| Pure Error | 0.0189 | 4 | 0.0047 | ||||
| Cor Total | 3.13 | 28 | |||||
| Protein (%) | Model | 124.89 | 14 | 8.92 | 3.23 | 0.0180 | Significant |
| Residual | 38.68 | 14 | 2.87 | ||||
| Lack of Fit | 34.41 | 10 | 3.23 | 3.22 | 0.1356 | Not significant | |
| Pure Error | 4.28 | 4 | 1.07 | ||||
| Cor Total | 163.57 | 28 | |||||
| Viscosity (mPas) | Model | 749.16 | 4 | 53.51 | 6.23 | 0.0008 | Significant |
| Residual | 120.20 | 24 | 8.59 | ||||
| Lack of Fit | 104.94 | 20 | 10.49 | 2.75 | 0.1708 | Significant | |
| Pure Error | 15.26 | 4 | 3.81 | ||||
| Cor Total | 869.36 | 28 | |||||
| Particle Size (µm) | Model | 6.969 × 107 | 14 | 4.978 × 106 | 0.9117 | 0.5674 | Not significant |
| Residual | 7.644 × 107 | 14 | 5.460 × 106 | ||||
| Lack of Fit | 4.893 × 107 | 10 | 4.893 × 106 | 0.7113 | 0.6992 | Not significant | |
| Pure Error | 2.751 × 107 | 4 | 6.878 × 106 | ||||
| Cor Total | 1.461 × 108 | 28 | |||||
| ζ-potential (mV) | Model | 71.02 | 14 | 5.07 | 0.6395 | 0.7934 | Not significant |
| Residual | 111.05 | 14 | 7.93 | ||||
| Lack of Fit | 64.79 | 10 | 6.48 | 0.5603 | 0.7916 | Not significant | |
| Pure Error | 46.26 | 4 | 11.56 | ||||
| Cor Total | 182.06 | 28 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2026 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license.
Share and Cite
Awad, N.M.H.; Mortas, M. Process Optimization of Thermal Stability for Hemp Seed Milk Produced from Whole Fat and Fat-Reduced Seeds. Processes 2026, 14, 783. https://doi.org/10.3390/pr14050783
Awad NMH, Mortas M. Process Optimization of Thermal Stability for Hemp Seed Milk Produced from Whole Fat and Fat-Reduced Seeds. Processes. 2026; 14(5):783. https://doi.org/10.3390/pr14050783
Chicago/Turabian StyleAwad, Nour M. H., and Mustafa Mortas. 2026. "Process Optimization of Thermal Stability for Hemp Seed Milk Produced from Whole Fat and Fat-Reduced Seeds" Processes 14, no. 5: 783. https://doi.org/10.3390/pr14050783
APA StyleAwad, N. M. H., & Mortas, M. (2026). Process Optimization of Thermal Stability for Hemp Seed Milk Produced from Whole Fat and Fat-Reduced Seeds. Processes, 14(5), 783. https://doi.org/10.3390/pr14050783