
Numerical Investigation on the Dynamic Sealing Performance of Stepseal Based on a Mixed-Lubrication Model

 ,
,
Abstract
1. Introduction
2. Experimental
3. Mathematical Model
3.1. Solid Mechanics
3.2. Fluid Mechanics
3.3. Contact Mechanics
3.4. Deformation Mechanics
3.5. Auxiliary Calculation
3.5.1. Reciprocating Seal Friction Force
3.5.2. Reciprocating Seal Leakage
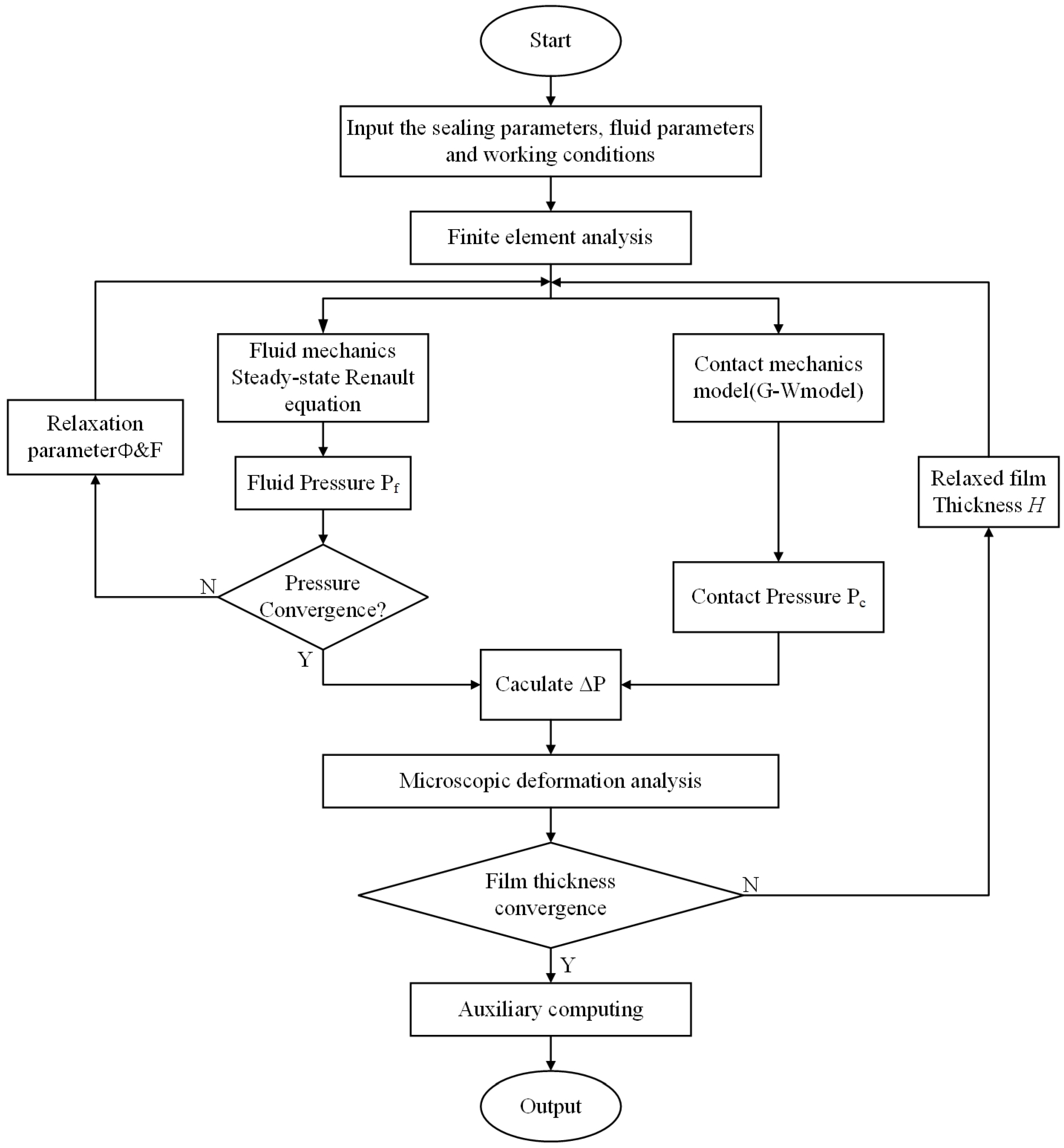
3.6. Computational Scheme
4. Results and Discussion
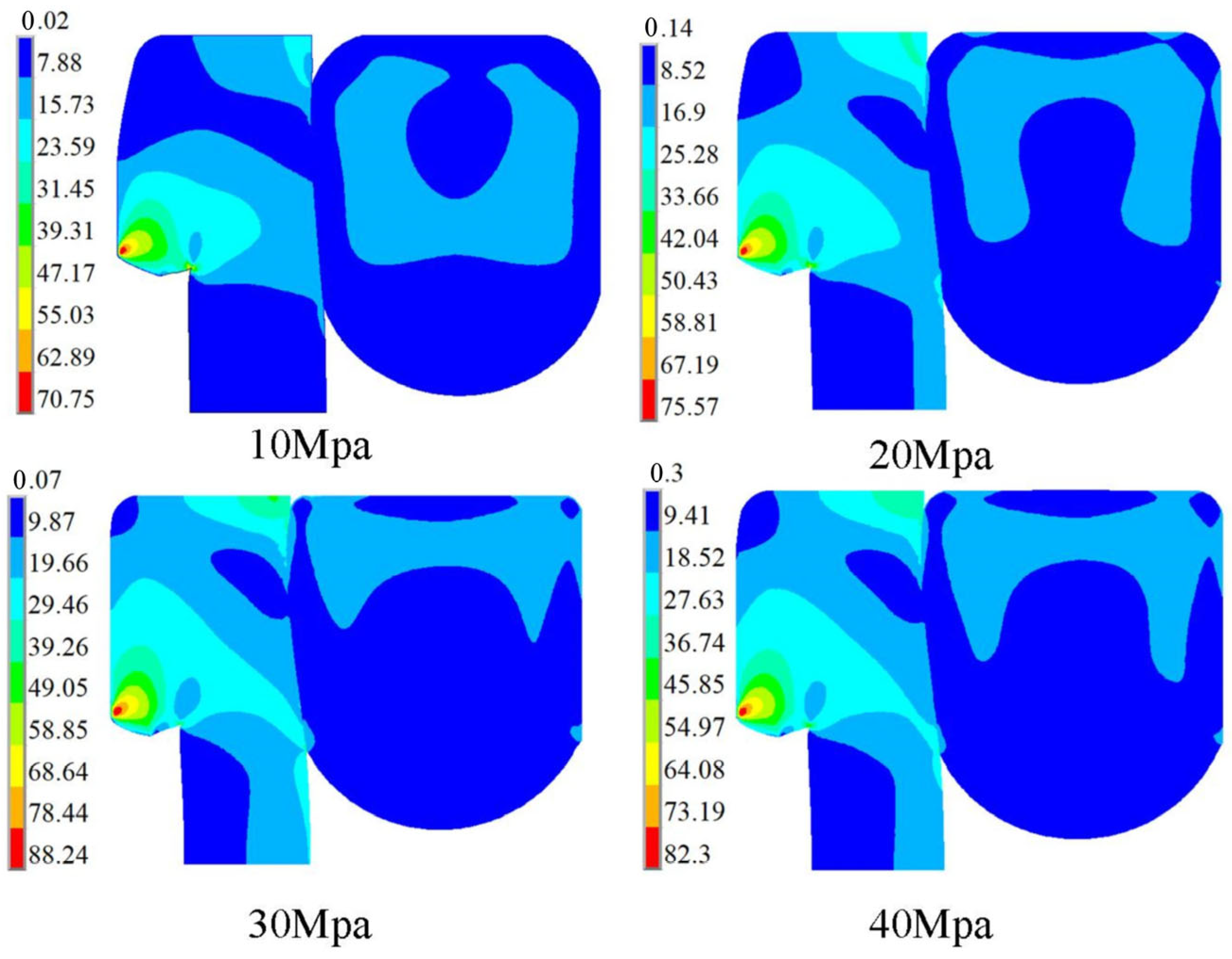
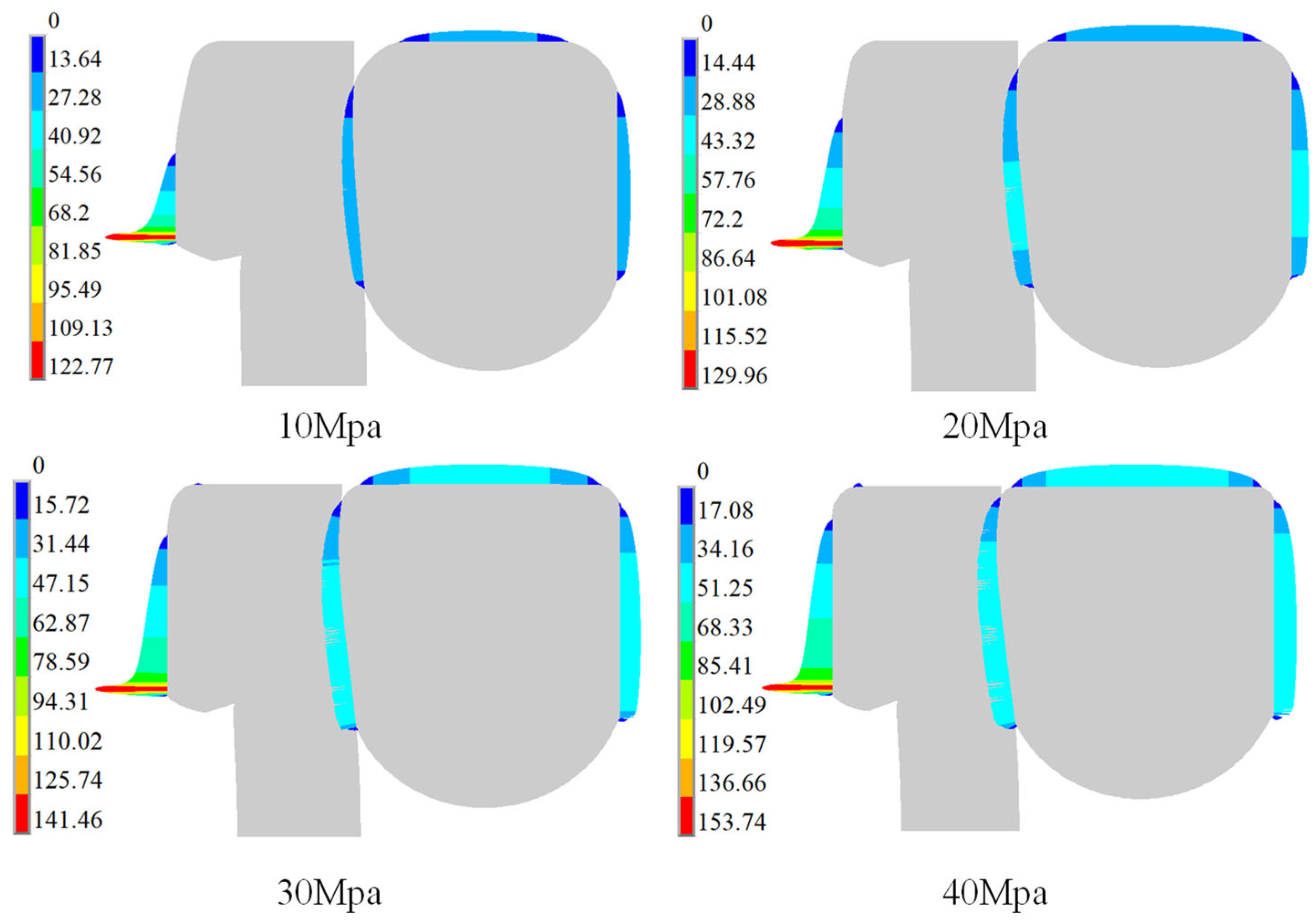
4.1. Static Stress Distributions
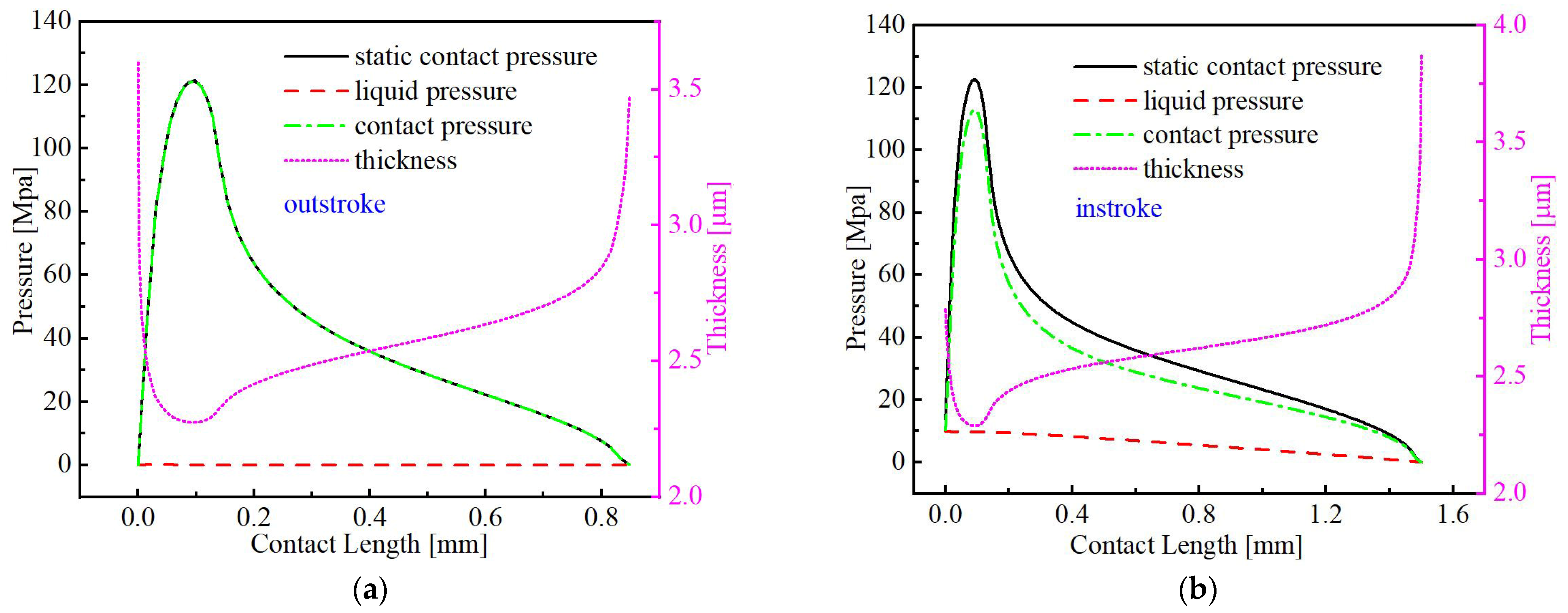
4.2. Contact Pressure and Film Thickness Distribution
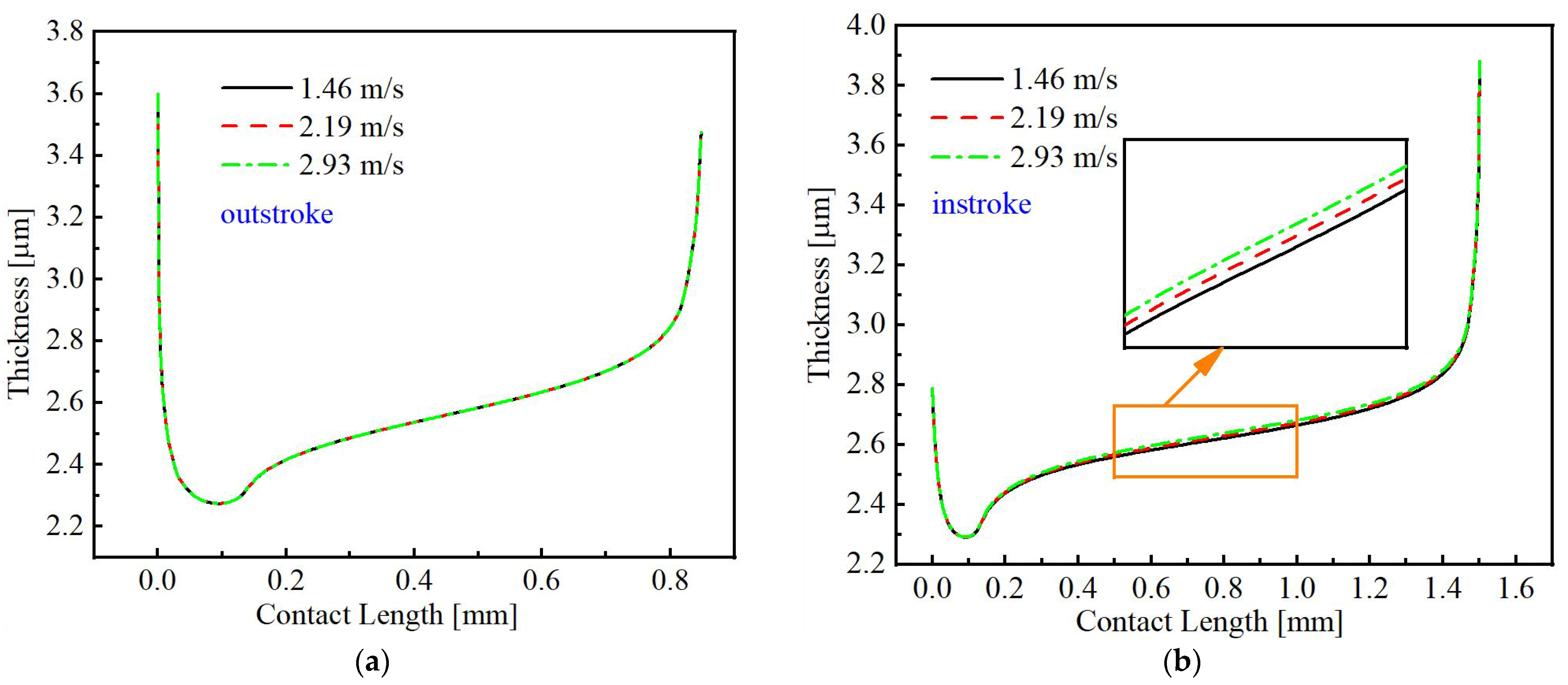
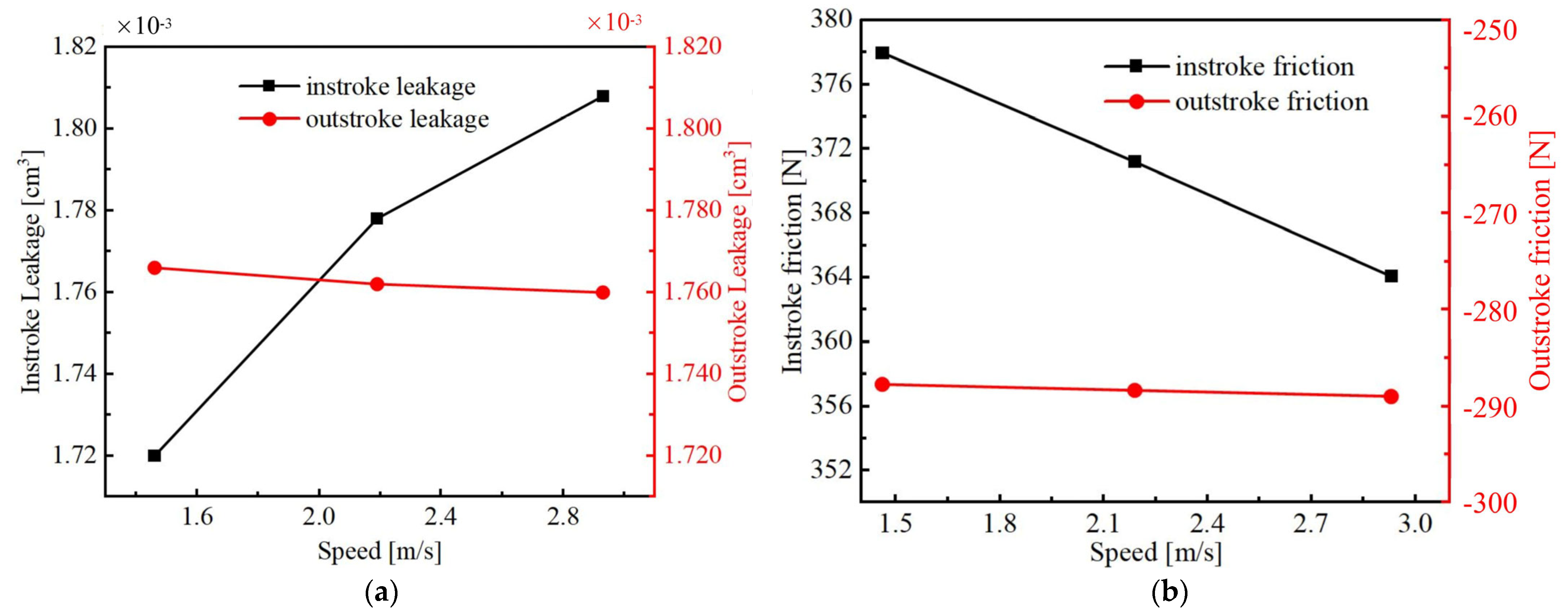
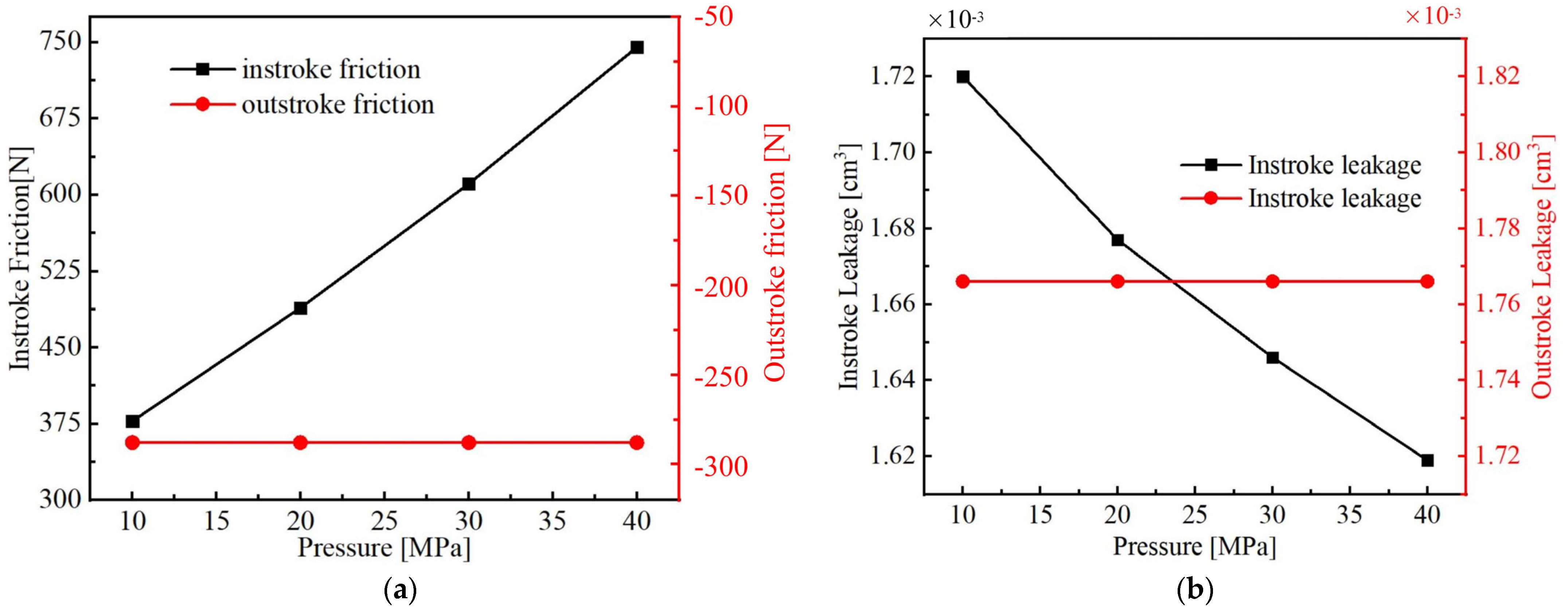
4.3. Effect of Different Sealing Pressure and Reciprocating Speed
4.4. Comparison Between the FE Predictions and Experimental Results
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Abbreviations
| C10 C01 d | Mooney–Rivlin model coefficients |
| r | crank radius |
| λ | the ratio of the connecting rod length L to the crank radius r |
| L | rod length |
| φ | transmission angle |
| φxx | pressure flow factor |
| φscx | shear flow factor |
| F | he cavitation index |
| Φ | fluid pressure of oil film/density function |
| Pf | Dimensionless fluid pressure |
| H | Dimensionless oil film thickness |
| HT | Dimensionless true film thickness |
| Pc | contact pressure |
| ƞ | density of roughness |
| E | equivalent Young modulus |
| ν | Poisson’s ratio |
| R | roughness radius |
| σ | RMS roughness |
| Hs | initial film thickness |
| k | deformation coefficient matrix |
| Psc | static contact pressure |
| contact shear stress | |
| viscous shear stress | |
| ϕf ϕfs ϕfp | shear stress factors |
| pf | film fluid pressure |
| Ff | reciprocating seal friction force |
| q | Leakage rate |
| u | Dimensionless speed |
| μ | Dynamic viscosity |
References
- Müller, H.K.; Nau, B.S. Fluid Sealing Technology—Principles and Applications; China Machine Press: Beijing, China, 2002; pp. 27–29. [Google Scholar]
- Nau, B. An historical review of studies of polymeric seals in reciprocating hydraulic systems. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 1999, 213, 215–226. [Google Scholar] [CrossRef]
- Nikas, G. Eighty years of research on hydraulic reciprocating seals: Review of tribological studies and related topics since the 1930s. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2010, 224, 1–23. [Google Scholar] [CrossRef]
- Miller, J.E. The Reciprocating Pump Theory Design and Use; Wiley: New York, NY, USA, 1987. [Google Scholar]
- Li, R.; Wei, W.; Liu, H.; Geng, X.; Wang, D.; Ye, J.; Chen, R.; Li, S.; Wang, W.; Wu, H.; et al. Tribological behavior of tribo-pairs in water hydraulic radial piston pumps. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2023, 237, 1603–1623. [Google Scholar] [CrossRef]
- Li, R.; Wei, W.; Liu, H.; Geng, X.; Cui, J.; Guo, Z.; Li, D.; Yu, T.; Wang, D.; Yuan, X.; et al. Design and experimental validation of a valve-distributed water radial piston pump. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2024, 238, 5488–5497. [Google Scholar] [CrossRef]
- Li, Y.; Yu, L.; Jiang, H.; Zhao, E. Transient sealing characteristics of Glyd-ring in the high water-based piston pair under reciprocating pump conditions. Tribol. Int. 2024, 192, 109293. [Google Scholar] [CrossRef]
- Yang, H.L.; Li, X.; Sun, W.; Deng, F.; Du, J. Mixed EHL numerical analysis and leakage experiment of skeleton reciprocating oil seal. Ind. Lubr. Tribol. 2021, 73, 660–665. [Google Scholar] [CrossRef]
- Zhang, M.; Feng, Y. Numerical model of mixed lubrication and experimental study of reciprocating seal based on inverse lubrication theory. Lubricants 2022, 10, 153. [Google Scholar] [CrossRef]
- Kim, B.; Suh, J.; Lee, B.; Chun, Y.; Hong, G.; Park, J.; Yu, Y. Numerical analysis via mixed inverse hydrodynamic lubrication theory of reciprocating rubber seal considering the friction thermal effect. Appl. Sci. 2023, 13, 153. [Google Scholar] [CrossRef]
- Li, X.; Suo, S.; Guo, F.; Wu, C.; Jia, X. A study of reciprocating seals with a new mixed-lubrication model based on inverse lubrication theory. Lubr. Sci. 2018, 30, 126–136. [Google Scholar] [CrossRef]
- Li, R.; Wei, W.; Cao, T.; Chen, R.; Li, J.; Lai, Y.; Liu, H.; Geng, X.; Liu, F.; Li, W. Prediction of the Contact Behavior of Stepseals: Experimental and Numerical Investigations. Processes 2024, 12, 2212. [Google Scholar] [CrossRef]
- Li, R.; Wei, W.; Li, S.; Liu, Y.; Liu, H.; Wu, H.; Wang, W.; Ye, J.; Tian, C.; Wang, D.; et al. Fracture toughness testing and prediction for ceramic materials using in large-flow-rate emulsion pumps. Int. J. Mech. Eng. Appl. 2019, 7, 46–53. [Google Scholar] [CrossRef]
- IOS 7986-1997; Hydraulic Fluid Power—Sealing Devices—Standard Test Methods to Assess the Performance of Seals Used in oil Hydraulic Reciprocating Applications. ISO: Geneva, Switzerland, 1997.
- Li, R.; Hyde, T.; Sun, W.; Dogan, B. Modelling and data interpretation of small punch creep testing. In Proceedings of the ASME 2011 Pressure Vessels and Piping Conference, Baltimore, MD, USA, 17–21 July 2011; pp. 1119–1127. [Google Scholar]
- Hyde, T.; Stoyanov, M.; Sun, W.; Hyde, C.J. On the interpretation of results from small punch creep tests. J. Strain Anal. Eng. Des. 2010, 45, 141–164. [Google Scholar] [CrossRef]
- Nikas, G.K. Elastohydrodynamics and mechanics of rectangular elastomeric seals for reciprocating piston rods. J. Tribol. 2003, 125, 60–69. [Google Scholar] [CrossRef]
- Yang, B.; Salant, R.F. Numerical analysis compares the lubrication of U seal and step seal. Seal. Technol. 2009, 2009, 7–11. [Google Scholar] [CrossRef]
- Heipl, O.; Murrenhoff, H. Friction of hydraulic rod seals at high velocities. Tribol. Int. 2015, 85, 66–73. [Google Scholar] [CrossRef]
- Dowson, D.; Higginson, G. A numerical solution to the elasto-hydrodynamic problem. J. Mech. Eng. Sci. 1959, 1, 6–15. [Google Scholar] [CrossRef]
- Johannesson, H.L.; Kassfeldt, E. Calculation of the pressure distribution in an arbitrary elastomeric seal contact. Wear 1989, 130, 3–15. [Google Scholar] [CrossRef]
- Xiang, C.; Guo, F.; Jia, X.; Wang, Y.; Huang, X. Thermo-elastohydrodynamic mixed-lubrication model for reciprocating rod seals. Tribol. Int. 2019, 140, 105894. [Google Scholar] [CrossRef]
- Wang, J. Research on the Lubrication and SealingPerformance of Reciprocating Seals on Radial HydraulicPiston Pump with High Water-Based Liquid. Ph.D. Thesis, Taiyuan University of Technology, Taiyuan, China, 2020. [Google Scholar]
- Wang, B.Q.; Peng, X.D.; Meng, X.K. Simulation of the effects of non-Newtonian fluid on the behavior of a step hydraulic rod seal based on a power law fluid model. J. Zhejiang Univ. Sci. A 2018, 19, 824–842. [Google Scholar] [CrossRef]
- Zhang, X.; Wang, G.; Xia, P.; Li, H.P.; He, M. Finite element analysis and experimental study on contact pressure of hydraulic support bud-shaped composite sealing ring. Adv. Mech. Eng. 2016, 8, 1–9. [Google Scholar] [CrossRef]
- Ran, H.; Wang, S.; Liu, D. A multiscale wear model for reciprocating rod stepseal under mixed lubricating conditions based on linear elasticity. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2021, 235, 161–180. [Google Scholar] [CrossRef]
- Rivlin, R.S. Large elastic deformation of isotropic material-IV: Further developments of the general theory. Phil. Trans. R. Soc. A 1948, 241, 379–397. [Google Scholar]
- Miller, K. Testing Elastomers for Hyperelastic Material Models in Finite Element Analysis; UK and International Press: London, UK, 1999. [Google Scholar]
- Yang, B.; Salant, R. Elastohydrodynamic lubrication simulation of O-ring and U-cup hydraulic seals. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2011, 225, 603–610. [Google Scholar] [CrossRef]
- Dassault Systèmes. Abaqus 2022 Online Documentation. Available online: https://www.3ds.com/zh-hans/ (accessed on 20 April 2025).
- Liu, G.; Dai, K.; Lim, K.; Gu, Y. A point interpolation mesh free method for static and frequency analysis of two-dimensional piezoelectric structures. Comput. Mech. 2002, 29, 510–519. [Google Scholar] [CrossRef]
- Patir, N.; Cheng, H. Application of average flow model to lubrication between rough sliding surfaces. J. Lubr. Technol. 1979, 101, 220–229. [Google Scholar] [CrossRef]
- Thatte, A. Multi-Scale Multi-Physics Model and Hybrid Computational Framework for Predicting Dynamics of Hydraulic Rod Seals. Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2010. [Google Scholar]
- Huang, Y. Elastohydrodynamic Model of Hydraulic Rod Seals with Various Rod Surfaces. Ph.D. Thesis, Georgia Institute of Technology, Atlanta, GA, USA, 2014. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | Unit | Physical Meaning |
|---|---|---|---|
| r | 70 | mm | crank radius |
| λ | 0.2 | Dimensionless | ratio of the connecting rod length |
| L | 350 | Mm | rod length |
| Φ | ±10 | ° | transmission angle |
| Parameters | Value | Unit | Physical Meaning |
|---|---|---|---|
| C10 | 0.58544664 | MPa | Shear stiffness term |
| C01 | 1.18450931 | MPa | Strain-stiffening term |
| d | 0.001 | MPa−1 | Volumetric penalty factor |
| Parameters | Value | Unit | Physical Meaning |
|---|---|---|---|
| E | 289 | GPa | Young’s modulus |
| μ | 0.46 | Dimensionless | Poisson’s Ratio |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, R.; Cao, T.; Wei, W.; Geng, X.; Chen, R.; Li, J.; Lai, Y.; Liu, H.; Liu, F.; Li, W. Numerical Investigation on the Dynamic Sealing Performance of Stepseal Based on a Mixed-Lubrication Model. Processes 2025, 13, 1717. https://doi.org/10.3390/pr13061717
Li R, Cao T, Wei W, Geng X, Chen R, Li J, Lai Y, Liu H, Liu F, Li W. Numerical Investigation on the Dynamic Sealing Performance of Stepseal Based on a Mixed-Lubrication Model. Processes. 2025; 13(6):1717. https://doi.org/10.3390/pr13061717
Chicago/Turabian StyleLi, Ran, Tianze Cao, Wenshu Wei, Xiangyu Geng, Rongming Chen, Jianfeng Li, Yuehua Lai, Hao Liu, Fengcai Liu, and Wenbo Li. 2025. "Numerical Investigation on the Dynamic Sealing Performance of Stepseal Based on a Mixed-Lubrication Model" Processes 13, no. 6: 1717. https://doi.org/10.3390/pr13061717
APA StyleLi, R., Cao, T., Wei, W., Geng, X., Chen, R., Li, J., Lai, Y., Liu, H., Liu, F., & Li, W. (2025). Numerical Investigation on the Dynamic Sealing Performance of Stepseal Based on a Mixed-Lubrication Model. Processes, 13(6), 1717. https://doi.org/10.3390/pr13061717