
New Functional Extruded Products Based on Corn and Lentil Flour Formulated with Winemaking By-Products

 ,
,  , , ,
, , ,  and
and 
Abstract
1. Introduction
2. Materials and Methods
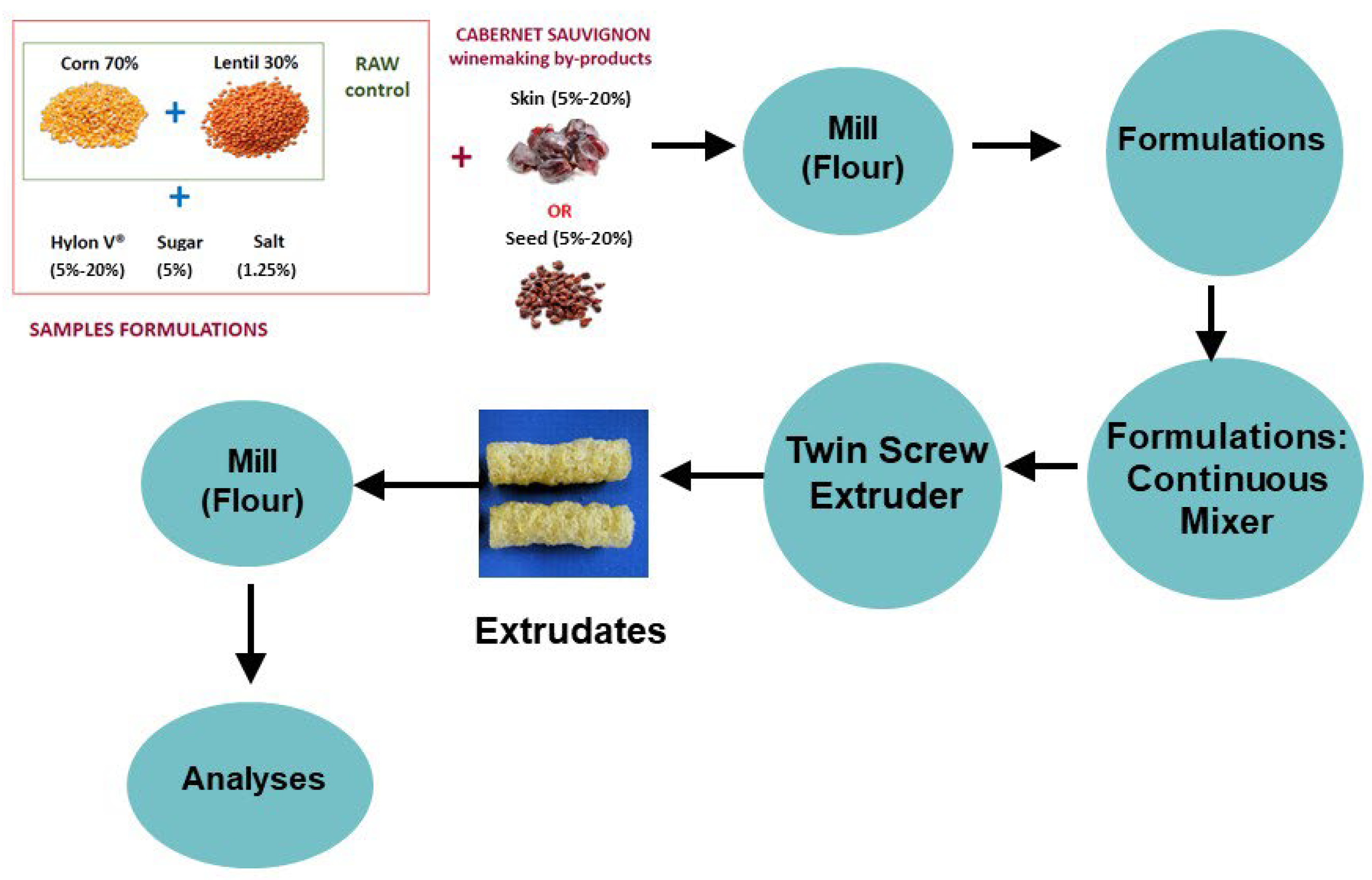
2.1. Food Formulations
2.2. Extrusion Conditions and Sample Obtaining
2.3. Analysis of the Hydrocarbon Fraction
2.3.1. Dietary Fiber
2.3.2. Soluble Sugars: Ciceritol and α-Galactosides
2.3.3. Arabinoxylans
2.3.4. Total Available Carbohydrates
2.3.5. Total and Resistant Starch
2.3.6. Amylose and Amylopectin
2.4. Spectrophotometric Analysis of Total Phenolic Compounds, Total Flavonols, and Total Monomeric Anthocyanins
2.5. Statistical Analysis
3. Results and Discussion
3.1. Hydrocarbon Fraction
3.1.1. Dietary Fiber
3.1.2. α-Galactosides, Ciceritol, and Arabinoxylans
3.1.3. Total Available Carbohydrates (TAC), and Total and Resistant Starch
3.2. Total Phenolics, Flavonols, and Anthocyanins
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Domínguez-Viera, M.E.; Van den Berg, M.; Donovan, J.; Pérez-Luna, M.E.; Ospina-Rojas, D.; Handgraaf, M. Demand for healthier and higher-priced processed foods in low-income communities: Experimental evidence from Mexico City. Food Qual. Prefer. 2022, 95, 104362. [Google Scholar] [CrossRef]
- Rosenthal, A.; Maciel Guedes, A.M.; Dos Santos, K.M.O.; Deliza, R. Healthy food innovation in sustainable food system 4.0: Integration of entrepreneurship, research, and education. Curr. Opin. Food Sci. 2021, 42, 215–223. [Google Scholar] [CrossRef]
- Freitas, L.C.; Barbosa, J.R.; Da Costa, A.L.C.; Bezerra, F.W.F.; Pinto, R.H.H.; Carvalho Junior, R.N.d. From waste to sustainable industry: How can agro-industrial wastes help in the development of new products? Resour. Conserv. Recyc. 2021, 169, 105466. [Google Scholar] [CrossRef]
- Sinrod, A.J.G.; Shah, I.M.; Surek, E.; Barile, D. Uncovering the promising role of grape pomace as a modulator of the gut microbiome: An in-depth review. Heliyon 2023, 9, e20499. [Google Scholar] [CrossRef] [PubMed]
- Wei, R.; Wang, L.; Ding, Y.; Zhang, L.; Gao, F.; Chen, N.; Yinghui, S.; Hua, L.; Wang, H. Natural and sustainable wine: A review. Crit. Rev. Food Sci. Nutr. 2023, 63, 8249–8260. [Google Scholar] [CrossRef]
- Martínez-Meza, Y.; Pérez-Jiménez, J.; Rocha-Guzmán, N.E.; Rodríguez-García, M.E.; Alonzo-Macías, M.; Reynoso-Camacho, R. Modification on the polyphenols and dietary fiber content of grape pomace by instant controlled pressure drop. Food Chem. 2021, 360, 130035. [Google Scholar] [CrossRef]
- Paladines-Quezada, D.F.; Moreno-Olivares, J.D.; Fernández-Fernández, J.I.; Bautista-Ortín, A.B.; Gil-Muñoz, R. Influence of methyl jasmonate and benzothiadiazole on the composition of grape skin cell walls and wines. Food Chem. 2019, 277, 691–697. [Google Scholar] [CrossRef]
- Apolinar-Valiente, R.; Gómez-Plaza, E.; Terrier, N.; Doco, T.; Ros-García, J.M. The composition of cell walls from grape skin in Vitis vinifera intraspecific hybrids. J. Sci. Food Agric. 2017, 97, 4029–4035. [Google Scholar] [CrossRef]
- Imperio, D.; Bordiga, M.; Passos, C.P.; Silva, S.P.; Coimbra, M.A.; Travaglia, F.; Arlorio, M.; Coïsson, J.D.; Panza, L. Gentianose: Purification and structural determination of an unknown oligosaccharide in grape seeds. Food Chem. 2021, 344, 128588. [Google Scholar] [CrossRef]
- Deng, Q.; Penner, M.H.; Zhao, Y. Chemical composition of dietary fiber and polyphenols of five different varieties of wine grape pomace skins. Food Res. Int. 2011, 44, 2712–2720. [Google Scholar] [CrossRef]
- Iuga, M.; Mironeasa, S. Potential of Grape Byproducts as Functional Ingredients in Baked Goods and Pasta. Compr. Rev. Food Sci. Food Saf. 2020, 19, 2473–2505. [Google Scholar] [CrossRef] [PubMed]
- Ciudad-Mulero, M.; Barros, L.; Fernandes, Â.; Berrios, J.J.; Cámara, M.; Morales, P.; Fernández-Ruiz, V.; Ferreira, I.C.F.R. Bioactive compounds and antioxidant capacity of extruded snack-type products developed from novel formulations of lentil and nutritional yeast flours. Food Funct. 2018, 9, 819–829. [Google Scholar] [CrossRef] [PubMed]
- Cotacallapa Sucapuca, M.R.; Vega, E.N.; Maieves, H.A.; Berrios, J.d.J.; Morales, P.; Fernández-Ruiz, V.; Cámara, M. Extrusion process as an alternative to improve pulses products consumption. A review. Foods 2021, 10, 1096. [Google Scholar] [CrossRef] [PubMed]
- Samaranayaka, A. Chapter 11—Lentil: Revival of Poor Man’s Meat. In Sustainable Protein Sources; Nadathur, S.R., Wanasundara, J.P.D., Scanlin, L., Eds.; Academic Press: San Diego, CA, USA, 2017; pp. 185–196. [Google Scholar]
- Cámara, M.; Fernández-Ruiz, V.; Morales, P.; Sánchez-Mata, M.C. Fiber compounds and human health. Curr. Pharm. Des. 2017, 23, 2835–2849. [Google Scholar] [CrossRef]
- Nayak, B.; Berrios, J.D.J.; Powers, J.R.; Tang, J. Effect of extrusion on the antioxidant capacity and color attributes of expanded extrudates prepared from purple potato and yellow pea flour mixes. J. Food Sci. 2011, 76, C874–C883. [Google Scholar] [CrossRef]
- Berrios, J.D.J.; Morales, P.; Cámara, M.; Sánchez-Mata, M.C. Carbohydrate composition of raw and extruded pulse flours. Food Res. Int. 2010, 43, 531–536. [Google Scholar] [CrossRef]
- Cotacallapa-Sucapuca, M.R. Nutritional and Functional Quality of Extruded Flours Based on Corn and Lentil with Winemaking by-Products. Ph.D. Thesis, Complutense University of Madrid, Madrid, Spain, 2025. [Google Scholar]
- Dey, D.; Richter, J.K.; Ek, P.; Gu, B.-J.; Ganjyal, G.M. Utilization of Food Processing By-products in Extrusion Processing: A Review. Front. Sustain. Food Syst. 2021, 4, 603751. [Google Scholar] [CrossRef]
- Cotacallapa-Sucapuca, M.; Berrios, J.D.J.; Pan, J.; Arribas, C.; Pedrosa, M.M.; Morales, P.; Cámara, M. Winemaking by-products fortification of flour formulations based on corn and lentil. Int. J. Food Sci. Nutr. 2025, 76, 290–303. [Google Scholar] [CrossRef]
- Latimer, G.W. Official Methods of Analysis of AOAC International, 19th ed.; AOAC International: Rockville, MD, USA, 2012. [Google Scholar]
- Arribas, C.; Cabellos, B.; Cuadrado, C.; Guillamón, E.; Pedrosa, M.M. The effect of extrusion on the bioactive compounds and antioxidant capacity of novel gluten-free expanded products based on carob fruit, pea and rice blends. Innov. Food Sci. Emerg. 2019, 52, 100–107. [Google Scholar] [CrossRef]
- Douglas, S.G. A rapid method for the determination of pentosans in wheat flour. Food Chem. 1981, 7, 139–145. [Google Scholar] [CrossRef]
- Osborne, D.R.; Voogt, P.; Barrado, A.M. Análisis de los Nutrientes de los Alimentos; Editorial Acribia: Zaragoza, Spain, 1985. [Google Scholar]
- Guzmán, C.; Caballero, L.; Álvarez, J.B.; Yamamori, M. Amylose content and starch properties in emmer and durum wheat lines with different waxy proteins composition. J. Sci. Food Agric. 2011, 91, 1625–1629. [Google Scholar] [CrossRef] [PubMed]
- Drevelegka, I.; Goula, A.M. Recovery of grape pomace phenolic compounds through optimized extraction and adsorption processes. Chem. Eng. Process. Process Intensif. 2020, 149, 107845. [Google Scholar] [CrossRef]
- Macavilca, E.A.; Condezo-Hoyos, L. Assessment of total antioxidant capacity of altiplano colored quinoa (Chenopodium quinoa willd) by visible and near-infrared diffuse reflectance spectroscopy and chemometrics. LWT 2020, 134, 110182. [Google Scholar] [CrossRef]
- Abderrahim, F.; Huanatico, E.; Segura, R.; Arribas, S.; Gonzalez, M.C.; Condezo-Hoyos, L. Physical features, phenolic compounds, betalains and total antioxidant capacity of coloured quinoa seeds (Chenopodium quinoa Willd.) from Peruvian Altiplano. Food Chem. 2015, 183, 83–90. [Google Scholar] [CrossRef]
- Lee, J.; Durst, R.W.; Wrolstad, R.E. Determination of Total Monomeric Anthocyanin Pigment Content of Fruit Juices, Beverages, Natural Colorants, and Wines by the pH Differential Method: Collaborative Study. J. AOAC Int. 2005, 88, 1269–1278. [Google Scholar] [CrossRef] [PubMed]
- Venkitasamy, C.; Zhao, L.; Zhang, R.; Pan, Z. Chapter 6—Grapes. In Integrated Processing Technologies for Food and Agricultural By-Products; Pan, Z., Zhang, R., Zicari, S., Eds.; Academic Press: London, UK, 2019; pp. 133–163. [Google Scholar]
- Khanpit, V.V.; Tajane, S.P.; Mandavgane, S.A. Extrusion for soluble dietary fiber concentrate: Critical overview on effect of process parameters on physicochemical, nutritional, and biological properties. Food Rev. Int. 2023, 39, 6250–6271. [Google Scholar] [CrossRef]
- Guo, Y.; Liu, W.; Wu, B.; Wu, P.; Duan, Y.; Yang, Q.; Ma, H. Modification of garlic skin dietary fiber with twin-screw extrusion process and in vivo evaluation of Pb binding. Food Chem. 2018, 268, 550–557. [Google Scholar] [CrossRef]
- Di Marco, A.E.; Ixtaina, V.Y.; Tomás, M.C. Analytical and technological aspects of amylose inclusion complexes for potential applications in functional foods. Food Biosci. 2022, 47, 101625. [Google Scholar] [CrossRef]
- Zhong, L.; Fang, Z.; Wahlqvist, M.L.; Hodgson, J.M.; Johnson, S.K. Multi-response surface optimisation of extrusion cooking to increase soluble dietary fibre and polyphenols in lupin seed coat. LWT 2021, 140, 110767. [Google Scholar] [CrossRef]
- Regulation (EC), No. 1924/2006 of the European Parliament and of the Council of 20 December 2006 on Nutrition and Health Claims Made on Foods. Available online: https://eur-lex.europa.eu/eli/reg/2006/1924/oj/eng (accessed on 14 May 2025).
- EFSA. Dietary Reference Values for nutrients Summary report. Eur. Food Saf. Auth. 2017, 14, e15121E. [Google Scholar] [CrossRef]
- Pedrosa, M.M.; Guillamón, E.; Arribas, C. Autoclaved and Extruded Legumes as a Source of Bioactive Phytochemicals: A Review. Foods 2011, 10, 379. [Google Scholar] [CrossRef] [PubMed]
- Demuth, T.; Betschart, J.; Nyström, L. Structural modifications to water-soluble wheat bran arabinoxylan through milling and extrusion. Carbohydr. Polym. 2020, 240, 116328. [Google Scholar] [CrossRef]
- Fadel, A.; Ashworth, J.; Plunkett, A.; Mahmoud, A.M.; Ranneh, Y.; Li, W. Improving the extractability of arabinoxylans and the molecular weight of wheat endosperm using extrusion processing. J. Cereal Sci. 2018, 84, 55–61. [Google Scholar] [CrossRef]
- Nishitsuji, Y.; Whitney, K.; Nakamura, K.; Hayakawa, K.; Simsek, S. Analysis of molecular weight and structural changes in water-extractable arabinoxylans during the breadmaking process. Food Chem. 2022, 386, 132772. [Google Scholar] [CrossRef]
- Asp, N.G.; Van Amelsvoort, J.M.M.; Hautvast, J.G.A.J. Nutritional implications of resistant starch. Nutr. Res. Rev. 1996, 9, 1–31. [Google Scholar] [CrossRef] [PubMed]
- Liu, Q.; Shi, J.; Jin, Z.; Jiao, A. Development and characterization of resistant starch produced by an extrusion–debranching strategy with a high starch concentration. Food Hydrocoll. 2023, 136, 108276. [Google Scholar] [CrossRef]
- Corbin, K.R.; Hsieh, Y.S.Y.; Betts, N.S.; Byrt, C.S.; Henderson, M.; Stork, J.; DeBolt, S.; Fincher, G.B.; Burton, R.A. Grape marc as a source of carbohydrates for bioethanol: Chemical composition, pre-treatment and saccharification. Bioresour. Technol. 2015, 193, 76–83. [Google Scholar] [CrossRef]
- Masatcioglu, T.M.; Sumer, Z.; Koksel, H. An innovative approach for significantly increasing enzyme resistant starch type 3 content in high amylose starches by using extrusion cooking. J. Cereal Sci. 2017, 74, 95–102. [Google Scholar] [CrossRef]
- Ek, P.; Gu, B.-J.; Saunders, S.R.; Huber, K.; Ganjyal, G.M. Exploration of physicochemical properties and molecular interactions between cellulose and high-amylose cornstarch during extrusion processing. Curr. Res. Food Sci. 2021, 4, 588–597. [Google Scholar] [CrossRef] [PubMed]
- Moscicki, L.; Mitrus, M.; Oniszczuk, T.; Rejak, A.; Wójtowicz, A. Extrusion-Cooking of Starch. In Advances in Agrophysical Research; Magnum Publishing LLC: New York, NY, USA, 2013; pp. 319–346. [Google Scholar]
- Błaszczak, W.; Fornal, J.; Kiseleva, V.I.; Yuryev, V.P.; Sergeev, A.I.; Sadowska, J. Effect of high pressure on thermal, structural and osmotic properties of waxy maize and Hylon VII starch blends. Carbohydr. Polym. 2007, 68, 387–396. [Google Scholar] [CrossRef]
- Khachatryan, G.; Krzeminska-Fiedorowicz, L.; Nowak, E.; Fiedorowicz, M. Molecular structure and physicochemical properties of Hylon V and Hylon VII starches illuminated with linearly polarised visible light. LWT 2014, 58, 256–262. [Google Scholar] [CrossRef]
- Khlestkin, V.K.; Peltek, S.E.; Kolchanov, N.A. Review of direct chemical and biochemical transformations of starch. Carbohydr. Polym. 2018, 181, 460–476. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Zhang, S.; Zhang, B.; Qiao, D.; Pu, H.; Liu, S.; Li, L. Structural features and thermal property of propionylated starches with different amylose/amylopectin ratio. Int. J. Biol. Macromol. 2017, 97, 123–130. [Google Scholar] [CrossRef]
- Chen, Q.; Zhang, J.; Zhang, Y.; Kaplan, D.L.; Wang, Q. Protein-amylose/amylopectin molecular interactions during high-moisture extruded texturization toward plant-based meat substitutes applications. Food Hydrocoll. 2022, 127, 107559. [Google Scholar] [CrossRef]
- Blandino, M.; Bresciani, A.; Locatelli, M.; Loscalzo, M.; Travaglia, F.; Vanara, F.; Marti, A. Pulse type and extrusion conditions affect phenolic profile and physical properties of extruded products. Food Chem. 2023, 403, 134369. [Google Scholar] [CrossRef]
- Brennan, C.; Brennan, M.; Derbyshire, E.; Tiwari, B.K. Effects of extrusion on the polyphenols, vitamins and antioxidant activity of foods. Trends Food Sci. Technol. 2011, 22, 570–575. [Google Scholar] [CrossRef]
- Leonard, W.; Zhang, P.; Ying, D.; Xiong, Y.; Fang, Z. Extrusion improves the phenolic profile and biological activities of hempseed (Cannabis sativa L.) hull. Food Chem. 2021, 346, 128606. [Google Scholar] [CrossRef]
- Neder-Suárez, D.; Quintero-Ramos, A.; Meléndez-Pizarro, C.O.; de Jesús Zazueta-Morales, J.; Paraguay-Delgado, F.; Ruiz-Gutiérrez, M.G. Evaluation of the physicochemical properties of third-generation snacks made from blue corn, black beans, and sweet chard produced by extrusion. LWT 2021, 146, 111414. [Google Scholar] [CrossRef]

{kind=link}
| Coding 1 | Corn/Lentil | Grape by-Products | Hylon® V Starch | Salt | Sugar | Total (%) |
|---|---|---|---|---|---|---|
| Control | 93.75 | 0.00 | 0.00 | 1.25 | 5.00 | 100 |
| Fortified with fermented Cabernet Sauvignon skins | ||||||
| CS-Sk-E1 | 83.75 | 5.00 | 5.00 | 1.25 | 5.00 | 100 |
| CS-Sk-E2 | 68.75 | 5.00 | 20.00 | 1.25 | 5.00 | 100 |
| CS-Sk-E3 | 68.75 | 20.00 | 5.00 | 1.25 | 5.00 | 100 |
| CS-Sk-E4 | 53.75 | 20.00 | 20.00 | 1.25 | 5.00 | 100 |
| Fortified with fermented Cabernet Sauvignon seed | ||||||
| CS-Sd-E1 | 83.75 | 5.00 | 5.00 | 1.25 | 5.00 | 100 |
| CS-Sd-E2 | 68.75 | 5.00 | 20.00 | 1.25 | 5.00 | 100 |
| CS-Sd-E3 | 68.75 | 20.00 | 5.00 | 1.25 | 5.00 | 100 |
| CS-Sd-E4 | 53.75 | 20.00 | 20.00 | 1.25 | 5.00 | 100 |
| Fortified with non-fermented Chardonnay seed | ||||||
| Ch-Sd-E1 | 83.75 | 5.00 | 5.00 | 1.25 | 5.00 | 100 |
| Ch-Sd-E2 | 68.75 | 5.00 | 20.00 | 1.25 | 5.00 | 100 |
| Ch-Sd-E3 | 68.75 | 20.00 | 5.00 | 1.25 | 5.00 | 100 |
| Ch-Sd-E4 | 53.75 | 20.00 | 20.00 | 1.25 | 5.00 | 100 |
| Sample | Insoluble Fiber g/100 g | Soluble Fiber g/100 g | Total Fiber g/100 g |
|---|---|---|---|
| Extruded products with fermented Cabernet Sauvignon skin | |||
| Control-extruded | 10.76 ± 0.56 a | 2.44 ± 0.29 b | 13.25 ± 0.64 a |
| CS-Sk-E1 | 11.36 ± 0.52 a | 1.97 ± 0.13 a | 13.31 ± 0.60 a |
| CS-Sk-E2 | 14.39 ± 0.13 b | 2.93 ± 0.18 c | 17.32 ± 0.06 b |
| CS-Sk-E3 | 23.91 ± 0.14 d | 1.88 ± 0.12 a | 25.79 ± 0.84 d |
| CS-Sk-E4 | 22.39 ± 0.35 c | 2.03 ± 0.16 a | 24.44 ± 0.77 c |
| Extruded products with fermented Cabernet Sauvignon seeds | |||
| Control | 10.76 ± 0.56 a | 2.44 ± 0.29 a | 13.25 ± 0.64 a |
| CS-Sd-E1 | 14.90 ± 0.60 c | 2.58 ± 0.18 a | 17.25 ± 0.51 b |
| CS-Sd-E2 | 13.98 ± 0.40 b | 2.60 ± 0.17 a | 16.59 ± 0.30 b |
| CS-Sd-E3 | 27.85 ± 0.23 d | 3.38 ± 0.22 b | 31.31 ± 0.03 c |
| CS-Sd-E4 | 27.37 ± 0.45 d | 3.98 ± 0.36 c | 31.44 ± 0.24 c |
| Extruded products with non-fermented Chardonnay seeds | |||
| Control | 10.76 ± 0.56 a | 2.44 ± 0.29 ab | 13.25 ± 0.64 a |
| Ch-Sd-E1 | 13.26 ± 0.66 b | 2.24 ± 0.09 a | 15.50 ± 0.75 b |
| Ch-Sd-E2 | 14.98 ± 0.32 c | 2.51 ± 0.31 ab | 17.56 ± 0.31 c |
| Ch-Sd-E3 | 21.95 ± 0.05 d | 2.26 ± 0.29 a | 24.35 ± 0.25 d |
| Ch-Sd-E4 | 21.78 ± 0.50 d | 2.85 ± 0.15 b | 24.58 ± 0.22 d |
| Sample | Ciceritol mg/100 g | Raffinose mg/100 g | Stachyose mg/100 g | Extractable Arabinoxylans g/100 g | Total Arabinoxylans g/100 g |
|---|---|---|---|---|---|
| Extruded products with fermented Cabernet Sauvignon skin | |||||
| Control-extruded | 580.64 ± 26.65 c | 117.55 ± 10.73 c | 1059.22 ± 99.03 d | 1.60 ± 0.21 c | 6.64 ± 0.43 a |
| CS-Sk-E1 | 558.17 ± 18.35 c | 144.70 ± 20.49 c | 750.45 ± 6.71 c | 1.33 ± 0.07 bc | 6.93 ± 0.57 a |
| CS-Sk-E2 | 431.97 ± 5.27 b | 87.30 ± 7.02 b | 706.67 ± 17.52 b | 1.22 ± 0.05 b | 9.85 ± 0.58 c |
| CS-Sk-E3 | 436.80 ± 23.52 b | 93.33 ± 5.17 b | 722.17 ± 11.72 b | 1.21 ± 0.04 b | 5.89 ± 0.23 a |
| CS-Sk-E4 | 330.10 ± 12.19 a | 58.43 ± 3.40 a | 674.33 ± 1.75 a | 0.88 ± 0.04 a | 8.77 ± 0.50 b |
| Extruded products with fermented Cabernet Sauvignon seeds | |||||
| Control | 547.60 ± 31.21 e | 117.55 ± 10.73 c | 1059.22 ± 99.03 d | 1.60 ± 0.21 c | 6.64 ± 0.43 a |
| CS-Sd-E1 | 397.60 ± 4.73 c | 84.77 ± 1.07 b | 960.37 ± 9.17 c | 1.37 ± 0.05 bc | 6.72 ± 0.66 a |
| CS-Sd-E2 | 359.37 ± 13.12 b | 61.83 ± 2.50 a | 839.80 ± 5.70 b | 1.18 ± 0.06 ab | 9.23 ± 1.20 b |
| CS-Sd-E3 | 453.80 ± 1.92 d | 62.00 ± 2.86 a | 825.93 ± 13.01 b | 1.19 ± 0.14 ab | 5.93 ± 0.69 a |
| CS-Sd-E4 | 293.20 ± 7.77 a | 60.00 ± 1.41 a | 599.47 ± 7.78 a | 0.93 ± 0.03 a | 8.87 ± 0.19 b |
| Extruded products with non-fermented Chardonnay seeds | |||||
| Control | 580.64 ± 26.65 d | 117.55 ± 10.73 c | 1.059.22 ± 99.03 e | 1.60 ± 0.21 c | 6.64 ± 0.43 a |
| Ch-Sd-E1 | 423.87 ± 15.81 c | 83.87 ± 3.71 b | 971.63 ± 3.34 d | 1.41 ± 0.03 bc | 6.95 ± 0.65 a |
| Ch-Sd-E2 | 380.53 ± 7.25 b | 65.73 ± 2.01 a | 750.85 ± 15.91 b | 1.20 ± 0.08 ab | 9.32 ± 0.98 b |
| Ch-Sd-E3 | 358.40 ± 16.58 b | 68.17 ± 4.86 a | 787.37 ± 6.70 c | 1.19 ± 0.02 ab | 5.86 ± 0.59 a |
| Ch-Sd-E4 | 233.23 ± 19.03 a | 71.13 ± 10.88 ab | 596.50 ± 9.19 a | 0.91 ± 0.13 a | 8.49 ± 0.33 b |
| Sample | Total Available Carbohydrates g Glucosa/100 g | Total Starch g/100 g | Resistant Starch g/100 g | Amylose % | Amylopectin 1 % |
|---|---|---|---|---|---|
| Extruded products with fermented Cabernet Sauvignon skin | |||||
| Control-extruded | 71.46 ± 3.73 b | 54.65 ± 2.72 b | 0.48 ± 0.06 a | 20.32 ± 1.39 a | 79.68 ± 1.39 d |
| CS-Sk-E1 | 61.89 ± 1.93 a | 52.35 ± 1.90 b | 0.58 ± 0.01 b | 22.34 ± 0.89 b | 77.66 ± 0.89 c |
| CS-Sk-E2 | 68.89 ± 1.16 b | 59.31 ± 1.19 c | 1.38 ± 0.18 d | 26.38 ± 2.08 d | 73.62 ± 2.08 a |
| CS-Sk-E3 | 57.65 ± 5.45 a | 43.81 ± 2.07 a | 0.46 ± 0.07 a | 22.37 ± 1.78 b | 77.63 ± 1.78 c |
| CS-Sk-E4 | 61.50 ± 5.64 a | 45.34 ± 0.65 a | 1.19 ± 0.14 c | 24.25 ± 1.20 c | 75.75 ± 1.20 b |
| Extruded products with fermented Cabernet Sauvignon seeds | |||||
| Control | 71.46 ± 3.73 d | 54.65 ± 2.72 c | 0.48 ± 0.06 a | 20.32 ± 1.39 a | 79.68 ± 1.39 c |
| CS-Sd-E1 | 63.36 ± 1.95 c | 50.32 ± 1.90 b | 1.22 ± 0.29 b | 20.65 ± 0.93 a | 79.35 ± 0.93 c |
| CS-Sd-E2 | 68.18 ± 2.33 d | 56.21 ± 1.43 c | 1.19 ± 0.44 b | 26.35 ± 0.38 c | 73.65 ± 0.38 a |
| CS-Sd-E3 | 52.91 ± 0.97 a | 41.83 ± 2.01 a | 1.11 ± 0.40 b | 22.75 ± 0.17 b | 77.25 ± 0.17 b |
| CS-Sd-E4 | 57.54 ± 2.05 b | 47.45 ± 0.36 b | 2.70 ± 0.13 c | 20.15 ± 0.41 a | 79.85 ± 0.41 c |
| Extruded products with non-fermented Chardonnay seeds | |||||
| Control | 71.46 ± 3.73 d | 54.65 ± 2.72 b | 0.48 ± 0.06 a | 20.32 ± 1.39 a | 79.68 ± 1.39 d |
| Ch-Sd-E1 | 66.62 ± 1.53 bc | 53.33 ± 2.70 b | 1.34 ± 0.07 b | 25.25 ± 0.27 c | 74.75 ± 0.27 b |
| Ch-Sd-E2 | 69.13 ± 0.82 cd | 54.03 ± 0.78 b | 1.81 ± 0.48 c | 27.04 ± 0.09 d | 72.96 ± 0.09 a |
| Ch-Sd-E3 | 59.91 ± 0.81 a | 45.83 ± 1.25 a | 1.37 ± 0.26 b | 19.04 ± 0.19 a | 80.96 ± 0.19 d |
| Ch-Sd-E4 | 63.13 ± 1.13 ab | 49.52 ± 3.38 a | 1.70 ± 0.43 c | 22.40 ± 0.31 b | 77.60 ± 0.31 c |
| Sample | Total Phenolic (mg GAE/100 g) | Total Flavonols (mg EQ/100 g) | Total Anthocyanins (mg Cyanidin-3-Glucoside/100 g) |
|---|---|---|---|
| Extruded products with fermented Cabernet Sauvignon skin | |||
| Control-extruded | 290.13 ± 13.50 a | 40.43 ± 2.88 b | 0.06 ± 0.01 a |
| CS-Sk-E1 | 368.04 ± 12.42 b | 40.14 ± 2.50 b | 0.20 ± 0.03 b |
| CS-Sk-E2 | 387.53 ± 2.95 b | 34.07 ± 0.36 a | 0.17 ± 0.00 b |
| CS-Sk-E3 | 735.21 ± 28.42 c | 45.70 ± 2.50 b | 0.64 ± 0.04 d |
| CS-Sk-E4 | 767.72 ± 19.42 d | 57.59 ± 2.15 c | 0.53 ± 0.04 c |
| Extruded products with fermented Cabernet Sauvignon seeds | |||
| Control | 290.13 ± 13.50 a | 40.43 ± 2.88 bc | 0.06 ± 0.01 a |
| CS-Sd-E1 | 357.17 ± 2.63 b | 38.34 ± 1.64 b | 0.08 ± 0.01 a |
| CS-Sd-E2 | 340.29 ± 6.54 b | 31.83 ± 2.51 a | 0.08 ± 0.0 1a |
| CS-Sd-E3 | 732.36 ± 29.05 c | 44.61 ± 0.50 c | 0.48 ± 0.03 b |
| CS-Sd-E4 | 696.28 ± 38.31 c | 41.42 ± 1.00 bc | 0.59 ± 0.03 c |
| Extruded products with non-fermented Chardonnay seeds | |||
| Control | 290.13 ± 13.50 a | 40.43 ± 2.88 a | 0.06 ± 0.01 a |
| Ch-Sd-E1 | 573.07 ± 44.84 b | 50.76 ± 0.56 b | 0.17 ± 0.01 b |
| Ch-Sd-E2 | 550.91 ± 5.10 b | 49.63 ± 2.75 b | 0.21 ± 0.02 c |
| Ch-Sd-E3 | 1200.10 ± 27.59 d | 63.90 ± 6.16 c | 0.50 ± 0.01 d |
| Ch-Sd-E4 | 1121.57 ± 29.98 c | 63.98 ± 1.72 c | 0.63 ± 0.03 e |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cotacallapa-Sucapuca, M.; Berrios, J.d.J.; Pan, J.; Alves, P.; Arribas, C.; Pedrosa, M.M.; Morales, P.; Cámara, M. New Functional Extruded Products Based on Corn and Lentil Flour Formulated with Winemaking By-Products. Processes 2025, 13, 1635. https://doi.org/10.3390/pr13061635
Cotacallapa-Sucapuca M, Berrios JdJ, Pan J, Alves P, Arribas C, Pedrosa MM, Morales P, Cámara M. New Functional Extruded Products Based on Corn and Lentil Flour Formulated with Winemaking By-Products. Processes. 2025; 13(6):1635. https://doi.org/10.3390/pr13061635
Chicago/Turabian StyleCotacallapa-Sucapuca, Mario, José de J. Berrios, James Pan, Priscila Alves, Claudia Arribas, Mercedes M. Pedrosa, Patricia Morales, and Montaña Cámara. 2025. "New Functional Extruded Products Based on Corn and Lentil Flour Formulated with Winemaking By-Products" Processes 13, no. 6: 1635. https://doi.org/10.3390/pr13061635
APA StyleCotacallapa-Sucapuca, M., Berrios, J. d. J., Pan, J., Alves, P., Arribas, C., Pedrosa, M. M., Morales, P., & Cámara, M. (2025). New Functional Extruded Products Based on Corn and Lentil Flour Formulated with Winemaking By-Products. Processes, 13(6), 1635. https://doi.org/10.3390/pr13061635