Abstract
Polyurethane (PU) is widely used due to its attractive properties, but the shift to a low-carbon economy necessitates alternative, renewable feedstocks for its production. This review examines the synthesis, properties, and sustainability of bio-based PU materials, focusing on renewable resources such as lignin, vegetable oils, and polysaccharides. It discusses recent advances in bio-based polyols, their incorporation into PU formulations, and the use of bio-fillers like chitin and nanocellulose to improve mechanical, thermal, and biocompatibility properties. Despite promising material performance, challenges related to large-scale production, economic feasibility, and recycling technologies are highlighted. The paper also reviews life cycle assessment (LCA) studies, revealing the complex and context-dependent environmental benefits of bio-based PU materials. These studies indicate that while bio-based PU materials generally reduce greenhouse gas emissions and non-renewable energy use, their environmental performance varies depending on feedstock and formulation. The paper identifies key areas for future research, including improving biorefinery processes, optimizing crosslinker performance, and advancing recycling methods to unlock the full environmental and economic potential of bio-based PU in commercial applications.
1. Introduction
Polyurethane (PU) is one of the most popular polymers, with applications in construction, the automotive industry, furniture, electronics and appliances, biomedicine, footwear, and packaging [1,2,3]. Due to the structural advantages, PU materials are also used as self-healing materials, shape-memory materials, and gel materials [4]. The PU market is categorized into flexible foams (39%), rigid foams (26%), coatings (13%), elastomers (12%), adhesives (7%), and others (3%) [5]. The annual production and use of PU materials are increasing globally due to their excellent characteristics like durability and versatility in mechanical, structural, and thermal applications [6,7]. The global PU market size was valued at USD 78.1 billion in 2023 and is expected to expand at a compound annual growth rate of 3.9% from 2024 to 2030 [8].
PUs can be produced from a stoichiometrically balanced blend of polyols and isocyanates. These chemicals are typically produced from fossil-based resources (crude oil), significantly impacting the natural ecosystem and human health. For example, isocyanates and their precursors are highly toxic, mutagenic, and carcinogenic [9]. Due to concerns related to the depletion of fossil resources and climate change impacts, more attention has been paid to novel PU foam production pathways that use renewable, low-carbon raw materials [1]. Renewable polyols are derived from plant oils, sugars, and lignocellulosic biomass [10]. In addition, the development of non-isocyanate polyurethanes (NIPUs) has further advanced the sustainability of PU materials by eliminating the use of toxic isocyanates. Instead, NIPUs are synthesized through the reaction of cyclic carbonates and amines [11,12,13]. These innovations highlight the growing potential for bio-based PUs to replace traditional synthetic PUs in various applications, thereby supporting a more sustainable and circular economy (Figure 1).
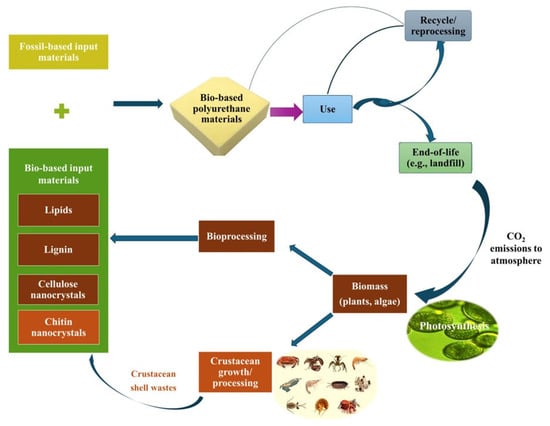
Figure 1.
Diagram depicting the circularity of bio-based polyurethane materials.
The transition toward bio-based products involves several challenges, including the selection of suitable biomass, biomass availability, and other economic constraints [14]. Evaluation of technical and economic feasibility at a commercial scale is necessary to understand commercial viability and for the identification of bottlenecks and the development of sustainable processes [15,16,17]. Techno-economic analysis (TEA) is commonly performed to study the technical and economic feasibility of a process by applying data obtained from mass balances and thermodynamic equations [18]. As most of these PU production technologies are only in the conceptual phase, process simulation models can be used to perform mass and energy balance, analyze data to estimate product yields, and perform economic analysis. The economic evaluation is performed by considering the cost associated with installing and operating unit operations, as well as the cost of raw materials, utilities, labor, supplies, general work, and facility costs. The production cost of the final product is determined based on the production capacity of the plant and the associated net operational cost. This production cost helps in setting a basis for the minimum selling price (MSP) of the product by considering an internal rate of return (IRR). The MSP can be compared with alternatives to the existing products on the market. The extensive techno-economic analysis fundamentally helps in introducing new products to the market and in identifying long-term financial implications.
Life cycle assessment (LCA) is described as the collection and evaluation of a product system’s inputs, outputs, and possible environmental consequences over the course of its life cycle [19]. The process is divided into four iterative steps: goal and scope definition, inventory analysis, impact assessment, and outcome interpretation [20]. Bio-based PU production has been advocated as a sustainable alternative due to its decreased environmental impacts such as less environmental pollution, ease of supply, biodegradability, large output, and reasonable cost [21]. When evaluating the overall environmental sustainability of bio-based PUs, it becomes evident that while bio-based production routes show promise in reducing the environmental impacts, the benefits vary depending on feedstock choice and process efficiencies.
Recent reviews have focused on various aspects of bio-based PU materials, including but not limited to their application [22], renewable feedstock [23,24], synthesis routes [25], environmental sustainability [26], biodegradation, and recycling [27]. However, the role of bio-fillers such as chitin and nanocellulose has often been overlooked in previous reviews of sustainable PU production, in addition to a systematic review of their economic viability.
This review aims to synthesize current knowledge on renewable resources and their sustainable conversion into PU, explore the potential for enhancing PU properties using bio-fillers, and evaluate these materials’ environmental and economic sustainability through TEA and LCA. This review provides a unique, multifaceted perspective on bio-based PU materials, highlighting the need for innovative and sustainable processes to produce PU from renewable feedstocks while achieving desirable physical properties, economic viability, and environmental performance.
2. Bio-Based Polyurethane Synthesis
2.1. Isocyanate-Based Polyurethane
The molecular structure of PU is typically composed of soft or hard segments. Different types and proportions of these segments lead to various flexibility, inter-chain interactions, crosslinking density, and ultimately thermal and mechanical properties.
The synthesis of PUs builds a urethane network via an addition reaction between hydroxyl groups of polyols and isocyanate groups, as shown in Figure 2. In this reaction, the nucleophilic –OH group of the polyol reacts with the electrophilic –NCO group of the isocyanate to form a urethane bond (–NH–CO–O–), enabling linear or crosslinked polymer structures depending on the functionality of the monomers. PU foams are produced by reacting the pre-mixed mixtures, blended polyols, surfactants, catalysts, and blowing agents with subsequently introduced isocyanates. The polyol influences the technical performance and characteristics of PU. For instance, polyols with high functionality and aromatic groups generally form rigid PU structures due to high crosslinking, while ones with low functionality and linear structures can result in more flexible foams [10]. Diverse bioresources have been used as polyols for PU production. Given the complexity and heterogeneity of the composition and chemical structure of bioresources, it is important to understand their properties, such as the reactivity of each hydroxyl group. The reactivity of the primary hydroxyl group of polyols is higher than that of the secondary and tertiary ones. Also, the phenolic hydroxyl group of polyols shows lower reactivity than these aliphatic hydroxyl groups, possibly due to the steric hindrance effects [28,29].
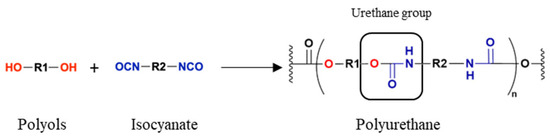
Figure 2.
Reaction for polyurethane synthesis.
Isocyanates play an important role in determining the properties of PUs. Two types of isocyanates are widely used in industrial PU applications: (1) aromatic isocyanates, such as toluene diisocyanate (TDI), diphenylmethane diisocyanate (MDI), and its polymeric form (pMDI), and (2) aliphatic isocyanates like hexamethylene diisocyanate (HDI) and isophorone diisocyanate (IPDI) [30,31,32]. Rigid PU products, such as rigid thermal insulation foam, generally consist of aromatic isocyanates as hard segments with a high NCO/OH ratio, having more isocyanate content than the polyols, based on the reactive sites [33].
In addition to polyols and isocyanates in PUs, a blowing agent is crucial for determining the morphologies and density of PU foams. Blowing agents are categorized into chemical and physical blowing agents depending on how they provide a foam structure. Physical blowing agents are boiled and create a porous structure in PU via the exothermic reaction between polyols and isocyanates. Therefore, physical blowing agents typically have a low boiling point. For instance, chlorofluorocarbons (CFCs), hydrochlorofluorocarbons (HCFCs), pentane, and methyl formate with a boiling point of around 31–36 °C have been used as blowing agents for PU production [34,35]. However, most physical blowing agents have negative effects on the environment or the foam properties. Pentane is a petroleum-based solvent and decreases the fire retardance of the insulation material [36]. In order to understand the effect of flame retardant (FR) and blowing agents on the thermal stability of rigid PU foams and their resultant chars, two series of PU foams produced with different blowing agents (HCFC-141b and pentane) and various concentrations of a FR (0–50 wt%) were investigated using the standard flammability test (ASTM, D-3014 [37]), solid-state 13C NMR, TGA, and Py-GC/MS [36]. The unique combination of these analytical techniques proved to be a valuable method for understanding the thermal degradation of rigid PU foams. The standard flammability tests indicated an optimum FR concentration of about 15 wt% for foams using HCFC-141b as the blowing agent, while no optimum condition was determined with pentane. The percent mass retained (PMR) values or char yields had a linear relationship with combustion flame temperature in both series of blowing agents. The solid-state 13C NMR studies clearly showed that pentane is chemisorbed during polymerization and is retained within the foam matrix. The chars had lower concentrations of methylene and oxygenated aliphatic carbons, but a subsequent increase in aromatics was observed. The FR investigated preserved the chemical structure of the PU foam and therefore resulted in a higher PMR or char yield. The TGA experimental data showed that the maximum combustion reactivities of the chars have a linear relationship with the FR concentration in the parent foams. The Py-GC/MS results indicated that the aliphatic oxygenated functional groups are the first to evolve during the pyrolysis and combustion of the polymeric structure. Finally, this study showed that the addition of FR to the foam formulation results in lower concentrations of small molecules being volatilized, thus preserving the original chemical structure of the parent foam. However, the FR investigated did not seem to be as effective for the pentane series and gave higher char aromaticities and PMR values than those reported for the HCFC-141b series [36]. The European Union (EU) and the United States implemented regulations to ban CFCs and phase out HCFCs because they can destroy the ozone layer in the stratosphere and contribute to climate change [38,39]. In the case of a chemical blowing agent like water, it reacts with isocyanates and generates carbon dioxide bubbles, creating a porous structure inside the PU network. Furthermore, surfactants such as silicon oils and silicon-based block polymers (e.g., polydimethylsiloxane-polyoxyalkylene) can be added to improve the homogeneity of the PU mixture by preventing phase separation [40]. Catalysts (e.g., dibutyltin dilaurate (DBTDL), dibutyltin diacetate (DBTDA), and diphenyl phosphate (DPP)) are used to enhance the synthesis reaction [29].
2.2. Non-Isocyanate-Based Polyurethane
Isocyanate is a highly toxic chemical, and the synthesis of isocyanates is from amine and toxic phosgene [41]. Therefore, alternation of isocyanate, also called NIPU, has been considered, in addition to the application of bio-based polyols [11]. Bioresources-based NIPU can be formed through a polyaddition reaction between bifunctional cyclic carbonates and di- or polyamines to form polyhydroxyurethanes, as presented in Figure 3 [41,42]. The amine groups nucleophilically attack the carbonyl carbon of the cyclic carbonate, leading to ring-opening and subsequent formation of a urethane linkage. Various NIPUs have been studied, including linseed- and soybean-oil-based NIPUs, lignin-based NIPU, and sunflower-oil-based NIPU [43,44,45,46]. NIPUs produced with carbonated soybean and linseed oils cured with various diamines, including 1,2-ethane diamine, 1,4-butane diamine, and isophorone diamine, achieved tunable thermal and mechanical properties by adjusting the carbonate content, diamine type, and crosslink density [43]. Further, lignin-based NIPU adhesive using organosolv lignin, dimethyl carbonate, and hexamethylene diamine formed both linear and branched oligomers. The adhesive showed comparable mechanical performance and, with silane modification, could cure effectively at reduced temperatures suitable for conventional wood processing [46]. However, research regarding NIPU is still at an early stage due to some technical challenges, including the blowing process. Water, the chemical blowing agent, does not work in the matrix without isocyanate, while physical blowing agents have many limitations related to environmental concerns and decreased fire retardancy, as mentioned above. Instead, a few chemical blowing agents were applied to prepare NIPU foams. Hydrogen gas, generated by reacting polymethylhydrosiloxane with a diamine curing agent, was used as a chemical blowing agent in the production of lignin-based NIPU [47]. Researchers functionalized raw kraft lignin using a green carbonate and prepared NIPU with shape-memory capacity and 100% bio-based carbon content. A complex acid blowing agent (citric acid:glutaraldehyde = 3:1) was also used to induce NIPU from carbonated glucose and tannin [48]. The glucose–tannin-based NIPU had improved fire retardancy (limiting oxygen test (LOI) increased from 17.5% to 25.5%) owing to tannin’s unique aromatic structure. Even though NIPUs show great potential as sustainable alternatives to conventional PUs, their commercialization remains limited due to the high cost of additional chemicals and the technical challenges associated with their synthesis and processing [49].

Figure 3.
Polycondensation reaction for synthesizing non-isocyanate-based polyurethane (NIPU) (revised from [41]).
3. Renewable Resources for Polyurethane Synthesis
Several renewable resources have been used for PU synthesis. The research on bio-based PUs is summarized in Table 1 based on the synthesis pathway and the types of bio-polyols used. Bio-polyols, including polysaccharides, vegetable oils, and lignin, were investigated as a renewable and sustainable resource in PU production.
3.1. Natural Polysaccharides
Polysaccharides, including cellulose, starch, and chitin, are the most abundant natural polymers in the world [50]. Due to the high inter- and intramolecular hydrogen bonds and crystalline structures of cellulose and chitin, it is challenging to incorporate them into PU synthesis; therefore, recent studies have mostly focused on their use as fillers in PU composites [51,52,53,54,55,56,57,58], as discussed in the section below. Starch has better dispersity/solubility in most common solvents than cellulose and chitin, which makes it easier to be utilized for PU synthesis [59,60]. For directly mixing starch and petroleum-based polyols, it was found that starch increased the viscosity of the system and further increased the reaction time [61]. In another study, PU was synthesized with starch and a polyethylene glycol (PEG) mixture for potential application in organic solvent adsorption [62]. However, it was reported that the direct utilization of starch in PU is limited because of the high viscosity of the polyol mixtures when starch content is high. To overcome the challenge in the fluidity of the polyol mixture, starch was chemically modified prior to its application. Hydrophilic starch-based polyols (consisting of 60% liquified starch ~36,520 cP) resulted in PU with high water adsorption capacity (2000 wt.%) [63].

Table 1.
The processing methods, types of bio-based polyol mixtures and isocyanates, and product features of polyurethane.
Table 1.
The processing methods, types of bio-based polyol mixtures and isocyanates, and product features of polyurethane.
| Types | Bio-Polyols | Polyol Processing Methods | Isocyanates | Features | Refs. |
|---|---|---|---|---|---|
| Isocyanate-based polyurethane | Starch | – | TDI/MDI/HDI | PU absorbent for organic solvents | [62] |
| Liquification | MDI | PU with high water adsorption ability (2000 wt%) | [63] | ||
| Castor oil | – | pMDI | PU prepared with 100% castor oil as polyol | [64] | |
| Glycerolysis/Epoxidation | MDI | High flame retardancy (LOI at 24.3%) | [65] | ||
| Palm oil | Glycerolysis | pMDI | High flexibility of palm-oil-based polyol | [66] | |
| Epoxidation | TDI | Improved compression modulus (65% indentation force deflection) from 8.0 kPa (petroleum-derived polyol) to 18.6 kPa (30 wt% soybean-oil-based polyol) | [67] | ||
| Alkaline lignin | Fractionation with ethyl acetate, ethanol, acetone | HDI | PU with enhanced resilience from 94.67% (unfractionated lignin) to 98.81% (fractionated lignin) | [68] | |
| Organosolv lignin | Oxypropylation | pMDI | PU with reduced thermal conductivity from 0.047 W/m/K (without lignin) to 0.037 W/m/K (with oxypropylated lignin fraction) | [69] | |
| Kraft lignin | Acetylation | pMDI | PU with enhanced oil absorption capacity from 4.51 g/g to 8.06 g/g | [70] | |
| Alkali lignin/PEG 200 | Ethanol fractionation | HDI | PU films with enhanced tensile strength (up to 38.2 MPa), elongation at break (up to 1108%), and elastic recovery ratio (up to 98.7%) | [45] | |
| Coffee grounds | Acid liquefaction | MDI | PU prepared from coffee ground wastes with viscoelastic behavior and thermal stability up to 190 °C | [71] | |
| Tannin | Liquefication | pMDI | Comparable mechanical strength; High oil/water selectivity as adsorbent | [72] | |
| NIPU | Tannin | Carbonation | N/A a | Improved fire retardancy (LOI at 25.5%) | [48] |
| Lignin | Carbonation | 100% bio-based carbon content | [47] |
a N/A: Not available or not reported.
3.2. Vegetable Oil
In addition to natural polysaccharides, vegetable oils exhibit many advantages. Most common vegetable oils are low-toxic, biodegradable, biocompatible, and environmentally friendly [73]. Considering their utilization in PU synthesis, vegetable oils have good fluidity and relatively high chemical stability at room temperature. Their primary components are triglycerides, with their specific structures varying depending on the oil source.
Numerous types of vegetable oils have been employed as raw materials for PU production. Among them, castor oil, due to its inherent hydroxyl groups in its structure, can be used as a bio-polyol for PU synthesis and has been commercially adopted. Sharm et al. used castor oil in a polyol system to partially replace petroleum-based polypropylene glycol and successfully prepared flexible PU foams [64].
Additionally, other vegetable oils can be pretreated to introduce hydroxyl groups for the synthesis of bio-based polyols. Tanaka et al. prepared palm-oil-based polyol via glycerolysis and formed PU foams with different contents of palm-oil-based polyol. The PU foams prepared with higher palm-oil-based polyol contents showed softer mechanical properties, indicating that the palm-oil-based polyol works as a soft segment [66].
Epoxidation followed by oxirane ring-opening is another pathway to derive polyol from vegetable oils, as shown in Figure 4. Zhang et al. synthesized PU using epoxidation to derive soybean-oil-based polyol. The prepared PU foam showed higher compressive strength than the control foam, and the foam with 30 wt% soybean-oil-based polyol showed the highest compressive strength [67]. Another study used epoxidation to convert rapeseed oil into bio-based polyols [74]. The resulting PU foam from rapeseed-oil-based polyols had a more defined and smoother cell structure. These studies highlight the versatility of vegetable oils as renewable feedstocks for PU synthesis, with various chemical modification routes—such as glycerolysis and epoxidation—enabling the production of bio-based polyols tailored for specific PU applications.

Figure 4.
Epoxidation followed by oxirane ring-opening (methanol, as an example) to derive polyol from vegetable oil (revised from [67]).
3.3. Lignin
Lignin has gained increasing attention from both the industry and academia owing to its intrinsic aromatic nature with hydroxyl groups and advantages such as natural abundance, biodegradability, and non-toxicity. However, directly leveraging it as macromonomers poses certain challenges. First, limited solubility of lignin in the polyols system hinders its utilization. Second, PUs from lignin as the sole polyol are brittle due to the aromatic structure. Furthermore, the heterogeneity of lignin, caused by its extraction methods and conditions as well as original biomass species, makes its industrial application difficult. In particular, lignin contains a variety of reactive sites, including phenolic and aliphatic hydroxyl groups, each exhibiting distinct reactivity toward isocyanates. This feedstock variability leads to inconsistent properties in lignin-based PU products. One approach to overcome the above-mentioned heterogeneity and poor solubility/dispersity of lignin is fractionations of lignin. Different solvent systems have been reported to fractionate lignin effectively, which resulted in a processed lignin with a narrow molecular weight distribution, enhanced lignin dispersity/solubility in the polyols mixture, and improved homogeneity. Fractionated lignin showed better compatibility when mixed with polyols and isocyanates, leading to a homogenous lignin–PU structure. In a study by Guo et al. [68], alkali lignin with a dispersity (Đ) of 4.4 was fractionated using various organic solvents, including ethyl acetate, ethanol, and acetone. This procedure yielded more homogeneous lignin fractions, with Đ ranging from 1.67 to 2.92, which were utilized in PU foam formulation [68]. The enhanced homogeneity of these lignin fractions resulted in improved compatibility with PEG. This compatibility subsequently led to the development of PU foams exhibiting superior strength and enhanced mechanical characteristics. Huang et al. fractionated alkali lignin with a molecular weight of 3000 g/mol and a Đ of 3.20 using ethanol solution to yield a lignin fraction with a molecular weight of 940 g/mol and a Đ of 1.67. The subsequent PU film developed with this lower molecular weight lignin showed a higher tensile strength, which exhibited approximately 64% improvement compared with the original lignin PU [45].
Lignin modification has also been applied to enhance the properties of lignin-based PU products. Li et al. conducted a lignin oxypropylation process, which helped release the phenolic hydroxyl groups [69]. As phenolic hydroxyl groups were trapped in the untreated lignin molecule, they were difficult to access due to steric and/or electronic constraints. The rigid PU foam prepared from the treated lignin showed a low thermal conductivity of 0.037 W/m/K, which is suitable for building insulation. Hwang et al. used the acetylated kraft lignin for PU composite foams [70]. The acetylation process improved the hydrophobic nature of kraft lignin, and the prepared foam showed an increased oil absorption capacity.
4. Reinforcement of Polyurethanes with Bio-Fillers
In the context of sustainable material development, PUs reinforced with nanofillers represent an important class of high-performance nanocomposites. Incorporating bio-based nanofillers, such as chitin nanocrystals (ChNCs), chitin nanofibers (ChNFs), or cellulose nanocrystals (CNCs), into PU matrices can significantly enhance mechanical and thermal properties and chemical resistance. These enhancements are largely attributed to the disruption of microphase separation between the hard and soft segments of PU, which improves interfacial adhesion and facilitates more uniform stress distribution throughout the matrix.
In addition, the bio-nanofillers also contribute additional properties—such as biodegradability, high stiffness, and biocompatibility—making them well suited for biomedical and environmentally responsible structural applications.
CNCs and ChNCs share several similarities, as both are derived from natural polysaccharides and exhibit high crystallinity, excellent mechanical properties, and nanoscale dimensions, making them valuable for reinforcing polymer matrices. They both possess abundant hydroxyl groups, allowing for surface modifications and enhanced compatibility with various materials. However, the key differences arise from their chemical composition and source; CNCs are derived from cellulose, primarily found in plants, whereas ChNCs originate from chitin, a structural component of arthropod exoskeletons and fungal cell walls (Table 2). Unlike ChNCs, CNCs lack acetamido (–NHCOCH3) groups, which impart unique biological properties to chitin-based counterparts, such as antimicrobial activity and enhanced biocompatibility. Additionally, while both nanomaterials exhibit hydrophilic behavior, ChNCs tend to be more amphiphilic due to their acetyl groups, influencing their self-assembly and dispersion in different solvents. These distinctions make ChNCs particularly attractive for biomedical and antimicrobial applications, whereas CNCs are widely used in sustainable packaging, coatings, and structural composites.
Table 2.
Differences between chitin and cellulose nanocrystals.
Achieving uniform dispersion of nanofillers within the PU matrix is critical; surface modification strategies or in situ polymerization are often employed to improve filler–matrix compatibility and mitigate aggregation, which can otherwise compromise mechanical performance. While moderate loadings of ChNCs or CNCs improve tensile strength and solvent resistance, excessive filler concentrations may lead to particle agglomeration and diminished reinforcement efficiency. Overall, chitin- and cellulose-based PU nanocomposites show strong potential for sustainable, application-tailored materials, though further optimization of filler loading, processing techniques, and interface chemistry is essential for maximizing their performance.
4.1. Chitin Nanomaterials in Polyurethane Composites: Structure–Property Relationships and Applications
Chitin nanomaterials possess a suite of unique physicochemical properties that make them attractive as bio-based nanofillers in PU matrices. Their nanoscale dimensions (diameter Ø = 5–20 nm, length l = 100–1000 nm) [75], biodegradation and biocompatibility, low density (1.425 g cm−3) [76], high elastic modulus (λ > 150 GPa) [77], and specific stiffness (105 GPa/(g cm−3))—which exceeds that of metals, ceramics, or even Kevlar—enable the formation of lightweight yet mechanically robust composites. These nanomaterials are widely used in base polymers for applications including rheology modification, barrier enhancement, sensors, adhesives, and coatings. Particle size and concentration determine composite properties such as strength, elasticity, transparency, and gas barrier performance [78,79,80,81,82]. Performance improvements are primarily attributed to interfacial interactions and the formation of a percolated filler network. For instance, ChNF-reinforced cationic waterborne PU (cWPU) nanocomposites prepared via aqueous dispersion casting showed improved mechanical, thermal, and morphological properties [83]. The nanocomposite films with varying ChNF loadings were prepared using an aqueous dispersion casting method. The resulting cWPU/ChNF films were characterized for their mechanical, thermal, morphological, and microstructural properties. The nanofillers were found to be uniformly distributed within the polymer matrix without aggregation, indicating strong intermolecular interactions, likely due to hydrogen bonding between the protonated amine groups of urethanes and the O–H, acetamide, or [NH4]+ groups of ChNF. The thermal stability of the PU matrix significantly improved, with the hard and soft segment stability increasing by 25 °C and 17 °C, respectively, at 50% ChNF content. The improved thermal resistance is attributed to restricted segmental motion and a delayed onset of chain scission due to physical confinement and strong filler–matrix interactions.
Dynamic mechanical analysis further confirmed reinforcement showing a pronounced increase in storage modulus with ChNF loading of up to 7 wt% [84]. At this concentration, the ChNF network formed an effective stress transfer scaffold throughout the matrix. However, at higher concentrations (10–50 wt%), the modulus declined, though it remained above that of neat cWPU. This decline is attributed to the onset of nanofiller agglomeration, which reduces the effective surface area available for interaction and creates localized stress concentration points that weaken the overall network integrity. Overall, the study demonstrated that moderate ChNF loadings enable optimal filler–matrix interactions and percolation behavior, resulting in significantly improved thermal and mechanical performance. These findings highlight the importance of controlling nanofiller dispersion and concentration in the design of high-performance, sustainable PU composites.
In contrast to the previous study involving chitin nanofibers (ChNFs), another investigation focused on the reinforcement of waterborne PU (WPU) with chitin nanowhiskers (ChNWs)—rigid, rod-like crystalline structures with shorter lengths and higher crystallinity [84]. Mechanical testing revealed that both the tensile strength and elongation improved with each incremental loading of ChNW. Notably, Young’s modulus increased 3.2 times at a 5 wt% ChNW loading compared to the pristine WPU, indicating effective reinforcement due to the high aspect ratio and stiffness of the whiskers.
Elongation at break, while decreasing with increased ChNW content, remained relatively high—500% at 3 wt% and 220% at 5 wt%—suggesting that moderate ChNW addition enhances strength without drastically compromising flexibility [84]. These improvements were attributed to the uniform dispersion of ChNWs and strong interfacial adhesion with the PU matrix. The rod-like geometry and surface functional groups of ChNWs promote hydrogen bonding with urethane linkages, facilitating efficient stress transfer and matrix stiffening.
However, at higher ChNW loadings, self-aggregation becomes more likely due to increased whisker–whisker interactions and a reduced matrix volume available for proper dispersion. These aggregates introduce stress concentration sites and microstructural discontinuities, ultimately weakening the composite and diminishing the mechanical gains achieved at lower loadings. This finding emphasizes the importance of optimizing ChNW content to avoid aggregation while maximizing reinforcement efficiency in PU nanocomposites.
Polycaprolactone polyols have garnered considerable interest as the soft segment in biodegradable and biocompatible PU elastomers. To address the specific properties of chitin that limit its use in biomedicals, chitin–polycaprolactone blends were investigated to develop stronger materials for biomedical applications [85]. The study aimed to enhance the mechanical strength and biocompatibility of polycaprolactone, which is commonly used in drug delivery systems and surgical repair. The results showed that the ultimate tensile strength of the blends ranged from 13 to 56 MPa, while the elastic modulus varied from 280 to 1500 MPa, making these materials suitable for bone or tissue replacement. Notably, the 50/50 chitin–polycaprolactone blend exhibited the highest tensile strength, positioning it as a strong candidate for biomedical use compared to existing materials in the field.
Castor-oil-based PU bio-nanocomposites incorporating ChNCs derived from crab shells were developed to enhance the overall mechanical properties [86]. In an effort to improve the compatibility of chitin and PU, researchers conducted controlled acetylation of chitin, replacing some hydrophilic hydroxyl groups with hydrophobic acetyl groups, via O-alkylation (acetylation). This modification aimed to enhance the dispersion of acetylated chitin nanocrystals (AChNCs) within the PU matrix. The nanocomposites were prepared by incorporating varying amounts of AChNCs into the PU. After acetylation, the AChNCs showed better dispersion in the matrix than unmodified nanocrystals, attributed to increased hydrogen-bonding interactions, due to the presence of O-alkylated groups. Mechanical testing revealed that the tensile strength and elongation at break of the nanocomposites reached their maximum at 6 wt% and 4 wt% ChNC, respectively. Young’s modulus continued to improve with higher filler content, up to 10 wt%. Overall, the PU/AChNC nanocomposites exhibited significant improvements in mechanical properties, with 6 wt% AChNC yielding the best tensile characteristics. Specifically, elongation at break, tensile strength, and Young’s modulus increased by 40%, 103%, and 91%, respectively, compared to the pristine material.
The impact of chitin on the physical and mechanical properties of PU foam was reported by [87]. The study explored two PU foam–chitin-based formulations: elastic chitin-containing polymer composites grafted onto PU foam and semi-rigid chitin-containing polymer composites grafted onto PU foam. The inclusion of chitin nanofillers significantly influenced various parameters, such as crosslink density, compressive stress, and resilience. Specifically, a 10% filler ratio notably increased the crosslinking density in both elastic and semi-rigid composites, attributed to the greater number of bonds formed between polymer chains. In terms of foaming technology and physical–mechanical properties, the elastic polymeric composites with 10 wt% chitin loading did not show significant differences from neat PU foam. However, these composites exhibited larger pore sizes, numerous closed cells, and a rougher pore surface compared to the base polymer. The addition of chitin resulted in denser and stronger composites, though this also reduced their elasticity. The study aimed to develop materials that contribute to environmental sustainability by reducing solid waste. The chitin-filled composite polymers met this goal and successfully aligned with the 3R principles (Reduce, Reuse, Recycle), demonstrating their potential for sustainable applications.
Thermoresponsive bio-based composites were formulated using PU as the base material, reinforced with ChNCs via a solvent casting method [88]. The study revealed that incorporating ChNCs enhanced the elastic modulus and stress at yield due to the reinforcement effect and increased crystallinity. However, despite the strength imparted by the nanofillers, both stress at break and elongation at break significantly decreased, starting at a 3 wt% loading and becoming more pronounced at 5 wt%. In vitro biocompatibility tests confirmed that the nanocomposites with ChNCs are non-toxic and hemocompatible, making them safe for biomedical applications. Additionally, the increased crystallinity contributed to improved shape-memory properties, enabling shape recovery triggered by both heat and water. The shape fixity (Rf) values of 95.1% and 97.8% and shape recovery (Rr) values of 84.0% and 85.1%, observed at 1 wt% and 3 wt% nanofiller loadings, respectively, demonstrated that these materials maintain their shape recovery performance in both dry and wet conditions. Overall, the thermally functionalized bio-nanocomposites with enhanced mechanical and shape-memory properties, facilitated by the inclusion of ChNCs, show promising potential for biomedical applications.
Another study documented the synthesis of a liquified chitin/PU elastomer with enhanced properties, including increased strength, toughness, biocompatibility, and antibacterial activity [89]. Liquified chitin was first synthesized and then used as a chain extender, forming hard domains with a higher density of robust hydrogen-bond clusters between polymer chains, resulting in strong and tough PU-based materials. Elastomers containing 4%, 5%, and 6% liquified chitin achieved maximum tensile strength (~43.3 MPa) and hardness (417.66 MJ m−3), with the 5 wt% composite demonstrating the best overall performance. The 5 wt% composite exhibited extraordinary fracture energy and hardness, outperforming other commonly used synthetic elastomers. It was capable of lifting up to 4 kg, approximately 27,000 times its original weight. Additionally, the material was recyclable through solvent and thermal treatment due to the absence of permanent crosslinking. However, the material showed inadequate recovery ability after extreme deformation, attributed to high internal friction within the polymer chains. The elastomer also demonstrated self-healing properties, with the 5 wt% liquified chitin composite retaining around 81.4% of its original stress and 83.3% of its strain levels after healing. Given its exceptional antibacterial, mechanical, and biocompatibility properties, the study concluded that this elastomeric composite, particularly with 5 wt% liquified chitin, holds significant potential for biomedical applications.
The advantage of chitin-liquefaction-related PU foam was discussed to highlight the enhanced flame-retardant properties [90]. The study also focused on the synthesized materials’ structural, thermal insulation, and mechanical properties. In consideration of the mechanical properties, the tensile and compressive strengths of the blended PU foam were found to be higher than those of the unfilled neat PU foams, with the tensile strength being two times higher in comparison with that of the neat PU foam. However, after each addition of flame retardant, these properties started to decline, primarily due to the effect of the flame retardant on the properties of the foam. The density of the composite material, however, appeared to be lower than that of virgin PU. The LOI test for flame retardancy for chitin liquefaction PU was observed to be 3.5 times higher than the PU foam, and after adding 7.5 wt% of the flame-retardant material, the value achieved was 28.0, which is considered to be flame-retardant. Hence, the study concluded that following the preparation of the foam blended with liquified chitin, the material gained better flame retardance and thermal insulation, making it suitable for the application of biomass materials within it.
Despite the well-documented improvements in mechanical, thermal, and functional properties, bio-based PU composites reinforced with chitin nanomaterials face several critical barriers to commercialization. Compared to conventional petroleum-based PUs, these materials offer attractive advantages, including superior stiffness-to-weight ratios, biodegradability, and, in some formulations, enhanced flame retardancy or shape-memory behavior. However, their broader industrial use remains limited by technical and economic constraints.
One of the most consistent findings across the literature is that mechanical properties peak at low-to-moderate nanofiller concentrations (typically 5–10 wt%) and decline sharply beyond a critical threshold. This decline is primarily attributed to the self-aggregation of chitin nanomaterials—particularly nanocrystals and whiskers—during processing or drying. These aggregates disrupt polymer matrix continuity, create stress concentration sites, and hinder effective load transfer, ultimately negating the reinforcement effect. Moreover, variations in chitin morphology (e.g., rigid, rod-like nanocrystals vs. flexible nanofibers) influence the balance between stiffness and ductility, requiring application-specific optimization of filler type and content.
Commercial scalability presents an equally pressing challenge. The production and surface modification of chitin nanomaterials remain expensive due to low economies of scale, complex isolation procedures, and high energy requirements. Most experimental studies rely on laboratory-scale fabrication methods, such as solvent casting, batch dispersion, or in situ polymerization, which are not directly compatible with continuous manufacturing techniques like twin-screw extrusion or reactive blending. Additionally, dewatering and drying of chitin nanocrystals—typically synthesized in dilute aqueous suspensions—pose persistent obstacles. Their strong hydrogen-bonding network results in hornification upon drying, leading to irreversible agglomeration and poor redispersion, particularly in hydrophobic PU matrices. While some drying strategies (e.g., freeze-drying, spray-drying) preserve functionality, they are often costly and not industrially scalable.
To advance toward commercialization, future work must integrate the advances in material science, processing, and supply chain infrastructure. The key priorities include (1) Development of redispersible, dry chitin nanomaterials compatible with PU chemistries; (2) Scalable dispersion and compounding methods suited to industrial PU processing (e.g., extrusion, foaming, coatings); (3) Comprehensive durability testing under thermal, mechanical, and environmental stressors relevant to target applications; (4) Life cycle and techno-economic analyses that benchmark chitin–PU composites against conventional petroleum-derived systems.
While the potential for sustainable, high-performance chitin-based PU composites is well established, realizing this potential at scale will depend on addressing these intertwined scientific and engineering challenges through coordinated R&D and commercialization efforts.
4.2. Nanocellulose Bio-Fillers
Recent studies have explored the incorporation of CNCs into PU materials to improve their physical and mechanical properties significantly (Table 3). The addition of CNCs has been shown to enhance tensile strength, modulus, and toughness due to their excellent reinforcing capabilities. As in the case of ChNCs, the uniform dispersion of CNCs within the PU matrix is critical in achieving these benefits, as aggregation can lead to inhomogeneous properties and decreased performance. Techniques such as surface modification of CNCs and in situ polymerization have been employed to improve compatibility and dispersion. The introduction of CNCs into PUs has also demonstrated improvements in thermal and chemical stability. CNCs act as thermal reinforcements, increasing the degradation temperature and reducing thermal expansion. Additionally, CNC-reinforced PU composites exhibit enhanced resistance to solvents and chemicals, making them attractive for use in coatings, protective films, and barrier materials.
Table 3.
The observed enhancement in polyurethane-based material considering filler type and loading, matrix material, and processing techniques.
One of the recent studies proposed a direct and sustainable method of preparing solvent-free reactive PU-based films with an ordered microstructure utilizing the combined effect of covalent and non-covalent bonding induced by CNCs onto the structural framework of PUs [91]. The CNCs prepared via sulphuric acid hydrolysis were incorporated into the reactive PUs at varied concentrations from 0.2 to 1.5 wt% by means of solvent-free in situ polymerization method. The results signifying the morphological analysis of the composite films clearly identified an assembly of a spot-like orderly arrangement of CNCs with an increase in content. In detail, the inherent smooth and irregular phases observed with PUs were replaced with the highly ordered supramolecular assemblies induced by CNCs between the hard segments and the PU covalent bonds. The recorded increase in mechanical properties after the addition of highly crystalline, rod-shaped CNCs suggests that both the tensile strength and elongation at break were augmented with the addition, starting from 0.2 wt% and peaking at a concentration of 1 wt%. That is to say, at a loading of 1 wt%, the respective values showed a 490% and 16% improvement compared to the pure material without CNCs. Furthermore, the inclusion of CNCs (1 wt%) induced a favorable impact on the thermal stability of the final composite material, with an increase in the initial decomposition temperature of 29 °C compared to the neat PU-based material without CNCs. As a result, the authors claim that the mechanically enhanced bio-based PU composite films, designed with this effective strategy, hold greater promise in the manufacturing of eco-friendly, high-performance materials.
The outstanding natural attributes of PU-based elastomers in designing materials such as laminated safety glasses have been constrained to functional implementation owing to their reduced interfacial bonding strength. To tackle this concern, researchers explored the compatibility of cellulose nanocrystals as effective nanofillers with PU elastomers as a key to enhancing the mechanical performance, bonding strength, and toughness of the final composite film [92]. After characterization, it was noted that a significant improvement in mechanical properties was realized through a strategic manipulation of the interactions of CNCs in the microphase separation of the polymer, as well as the extent of hydrogen bonding. In detail, the tensile and bonding strengths of the composites were enhanced by up to 150% and 280%, respectively, relative to the pure polymer. Additionally, it was likewise mentioned that the inclusion of CNCs on the PU-based glass interface films had no detrimental effect on the light transmittance of the laminated glass under natural light. Moreover, considering the maximum recorded values for the toughness, strength, and impact resistance of the generated films, their ultimate load-bearing capacity demonstrated marked enhancement, surpassing that of materials derived from pure polyvinyl butyral and PU. Thus, the product achieved optimal properties for use as interface films in safety laminated glass, ensuring structural integrity and a prolonged lifespan.
In an effort to enhance the overall mechanical strength of bio-based PU sourced from castor oil, another study utilized the intrinsic functional and structural attributes of CNCs, formulating a new methodology for embedding CNCs into the bio-based PU matrix [93]. As a means to implementing a more cost-effective and streamlined approach by minimizing the expense of lyophilization, this study utilized the polymer matrix itself, entailing the polymerization of the bio-based PU resin combined with the CNCs instead of employing a separate solvent soluble in both water and the matrix. Thus, the author ensured the integration of CNCs into the matrix without the need for additional freeze-drying techniques, which could have otherwise escalated the entire operational costs. The composites of GPU incorporated with varied concentrations of CNCs, ranging from 1 to 3%, were prepared and compared with the neat material without CNCs. The findings following the tensile testing analysis implied that the tensile strength showed a significant increase at proportions of 2% and 3%, showing a 267% and 262% rise, respectively, compared with the untreated material. In addition, the elastic modulus exhibited an increase of 118% at 3%, and toughness increased by over 400% at a loading of 2% CNC in relation to the bio-based PU matrix. Moreover, the authors also noted that the observed enhancement in mechanical properties clearly demonstrated the modifications observed with the chemical and morphological characteristics of the material.
Biodegradable and biocompatible polycaprolactone (PCL)-based PU acrylate (PUA) nanocomposites incorporated with CNCs, specifically designed for biomedical applications, were introduced in another study [94]. The nanocomposite films were prepared with three different concentrations of CNCs (0.5%, 1%, and 2%), as well as two concentrations of surface-modified silane-functionalized CNCs (S-CNCs) (0.5% and 1%), through an in situ polymerization method. The studies on mechanical properties revealed that the PUA bio-nanocomposites integrated with CNCs exhibited the most pronounced improvement in properties such as tensile strength, modulus, and elongation at break at a loading of 2 wt%. In detail, the aforementioned properties demonstrated an enhancement of 26%, 60%, and 43%, respectively, with respect to the pristine material. However, with regard to S-CNCs, a decline in the properties was documented exceeding a concentration of 0.5 wt%. Although there was a marked reduction in the values following further addition of S-CNCs, a 23% rise in tensile strength, a 48% rise in modulus, and a 42% rise in elongation at break observed at a 0.5% load are still noteworthy. These changes were attributed to the increased chemical interactions between the S-CNC chains at higher concentrations, which allowed the particles to agglomerate on the surface due to enhanced chemical bonding. In contrast, CNCs facilitated a uniform dispersion of particles up to 2%, enabling better property enhancement at higher concentrations than S-CNCs. Furthermore, all the prepared nanocomposites exhibited exceptional biocompatibility and shape-memory properties compared to neat PUA.
The design of corrosion-resistant, hydrophobic PU nanocomposite coatings integrated with surface-modified CNCs was outlined in the study conducted by [95]. Different concentrations of epoxy-functionalized silane (ES) agents were adopted to seamlessly facilitate the surface grafting of CNCs, tuning the ES-to-CNC ratio accordingly. Among all the modified CNC samples, the 5:1 ES-to-CNC ratio exhibited superior thermal stability, a large water contact angle, better dispersibility, and enhanced material hydrophobicity, which was attributed to the extended reaction duration and the high molar ratio of ES to CNC. Therefore, 1, 2, and 5 wt% compositions of the predefined, highly modified CNCs were selected for an effective dispersion within the PU matrix. The insights into the dynamic mechanical analysis indicate that the dynamic modulus of the PU nanocomposites incorporated with 3 wt% of ES-CNCs recorded the maximum values, whereas the trend showed a marked reduction in the values of the modulus at concentrations of 5 wt% and above. Moreover, the enhanced interfacial adhesion of the modified nanofillers with the PU matrix led to minimized water absorption, resulting in them being promising candidates for use as corrosion-resistant materials. Based on the results obtained from salt spray and electrochemical impedance spectroscopy (EIS), the author further emphasizes that the coatings provided enhanced protection against corrosion, particularly at a 3 wt% loading of modified CNCs, where an increased barrier resistance to moisture and ion penetration was observed. Thus, the study concludes that the incorporation of modified CNCs into PU nanocomposite coatings, through a strong, scalable, and sustainable process, enhanced the anticorrosion behavior of the final material, fulfilling the required properties for use as organic coatings to protect metals from corrosion.
The reinforcing impact of treated and untreated palm-oil-derived empty fruit bunch cellulose nanofibrils (NEFB) on thermoplastic PU nanocomposites has been investigated in another study [96]. Different proportions of surface-modified cellulose nanofibrils, treated with 6 wt% NaOH, as well as untreated NEFB, were separately incorporated as fillers in PU nanocomposites for better comparison. The extent of reinforcement with varying amounts of both treated and untreated NEFB fillers was extensively investigated through tensile and dynamic mechanical characterizations. The tensile strength of all substrate materials containing untreated NEFB was significantly higher than that of pure thermoplastic PU. The strength peaked at a 1 wt% nanofibril composition, showing a 19% increase. However, further additions did not lead to additional improvements, showing no significant difference at 4 wt% compared to neat PU. Since the treated NEFB/TPU blend nanocomposites did not show any specific impact compared to the untreated nanofibrils, the latter were chosen for further analysis regarding the dynamic mechanical properties. An optimal concentration of 2 wt% NEFB was found to exhibit superior performance compared to the pure PU, as evidenced by the significant increases in storage modulus, loss modulus, and glass transition temperature. The enhancement in all these properties validates it as a high-performance, durable plastic to be applied for the fabrication of flexible sensors, offering significant potential for versatile applications.
A further study by [97] investigated the development of PU fibers incorporating CNCs as efficient fillers to achieve exceptional self-healing properties, enhanced aging and fatigue resistance, and superior mechanical performance. The study proceeded with the preparation of various PU composite fibers comprising varying amounts of CNCs, ranging from 1 to 10 wt%, to systematically analyze the impact of filler concentration on advancing the targeted properties of the material. In terms of enhanced mechanical performance, both tensile strength and elongation at break exhibited increases of 33.92% and 17.93%, respectively, compared to the neat material, even at a low concentration of 1 wt% CNC. While the tensile strength of the PU/CNC composite fibers increased by 44.93% from 0 to 7 wt%, the elongation at break demonstrated a clear decline of 15.48% compared to the neat material. In addition, at a high concentration of 10 wt% CNC, the excessive amount of fillers within the matrix caused aggregation, significantly reducing the tensile strength and elongation at break. Moreover, the findings indicated that the self-healing efficiency of all the composite fibers up to a concentration of 7 wt% experienced a notable improvement, with 5 wt% showing the maximum improvement, compared to the fibers without CNCs. It is also important to note that following the incorporation of CNCs, the thermal stability of all PU/CNC composites was markedly enhanced with an increase in the content of fillers. Comprehensively, the striking insights from this study decisively highlight that the PU composite fiber materials reinforced with CNCs abide by all the stipulated standards for the fabrication of smart wearable devices.
Although nanocellulose-reinforced PU composites have achieved greater visibility and progress toward commercial use than chitin-based systems, significant challenges still constrain widespread adoption. Nanocellulose—particularly cellulose nanocrystals (CNCs) and cellulose nanofibers (CNFs)—has been more extensively studied and deployed across sectors such as packaging, coatings, and adhesives due to its renewability, high mechanical strength, and well-established supply chains. These bio-derived nanomaterials improve PU performance through enhanced stiffness, toughness, and barrier properties while also providing biodegradability and lightweighting benefits. However, the practical implementation of nanocellulose in PU systems remains hindered by several unresolved issues.
The primary bottleneck lies in the handling and processing of nanocellulose in industrial environments. Like chitin, nanocellulose is typically produced and stored as dilute aqueous suspensions. These systems pose substantial challenges in terms of energy-intensive dewatering, drying, and redispersion. Upon drying, nanocellulose particles often undergo hornification—an irreversible agglomeration that severely limits their ability to redisperse uniformly in polymer matrices, especially in hydrophobic or solvent-based systems. Although drying methods such as spray-drying or freeze-drying have shown some promise, they either alter surface functionality or are not cost-effective at scale. Furthermore, the rheological behavior of concentrated nanocellulose suspensions can complicate melt blending, film casting, or extrusion operations, leading to poor dispersion or phase separation in the final composites.
Despite these limitations, nanocellulose remains closer to commercial readiness than nanochitin due to broader supplier availability, more robust characterization protocols, and a larger body of industrial demonstration work. Nevertheless, to transition from niche applications to broader markets, ongoing efforts must focus on developing redispersible dry forms, improving compatibility with PU chemistries, and integrating nanocellulose into continuous processing platforms. In parallel, system-level evaluations—including environmental footprint, cost modeling, and product durability—are necessary to position nanocellulose as a viable, scalable alternative to petroleum-derived fillers in PU systems.
5. Techno-Economic Analysis (TEA) of Sustainable Polyurethane Production
Despite recent technological developments, only a limited number of research investigations have been undertaken to assess the potential commercial-scale viability of producing bio-based PU. The transition toward bio-based products involves several challenges, including the selection of suitable feedstock, availability, and other economic constraints. Replacing the current petrochemical-based PU production lines with biomass poses high costs associated with incorporating new equipment. In addition, biomass processing as well as the intermediate steps involved in the extraction of polyols and NIPU and solvent consumption make the process cumbersome [98]. Some studies have explored these challenges in detail by conducting TEAs for bio-based PU production, providing a comprehensive overview of the economic potential (Table 4). TEAs typically involve defining system boundaries and developing detailed process models with comprehensive mass and energy balances using simulation platforms such as Aspen Plus, SuperPro Designer, etc. The results from process models are analyzed to estimate the process yields, capital expenditures (CAPEX), and operating expenditures (OPEX). Economic feasibility is then evaluated using standard metrics, such as the production cost, minimum selling price, net present value, and return on investment (ROI) [99]. Table 3 presents a comparative overview of major TEA studies focused on bio-based PU production. Although these studies differ in their assumptions, modeling approaches, and processing scales, they collectively highlight the economic potential of producing PU from biomass at the commercial scale.
Table 4.
Key technical and economic parameters for bio-based polyurethane (PU) production.
A study was conducted to evaluate the technical and economic feasibility of bioconversion of black liquor and lignin cake obtained from a cellulosic biorefinery into bioproducts, including PU foam [100]. These two lignin streams from a corn stover processing plant were processed using the aqueous lignin purification with hot agents (ALPHA) procedure for lignin purification and fractionation, followed by valorization of fractionated lignin into PU foam, carbon fiber, and activated carbon. The PU foam was produced from the low-molecular-weight fractions of lignin. The use of two solvents, acetic acid and ethanol, was compared to determine the effect on the minimum selling price of lignin. It was found that the use of ethanol provided a lower MSP of lignin of USD 463/ton. A processing capacity of 130,000 dry metric tons/yr of lignin was assumed in the lignin conversion process model, and the PU yield was determined to be 721,000 tons/yr. In the PU production process, lignin was considered as a substitute (30%) for the polyol component. The total expenses, including the cost of lignin, raw materials, and processing costs, were estimated to be USD 8.26/kg of PU foam produced, which was lower than the market price (USD 8.38/kg) of conventional PU foam and resulted in annual profit of USD 85.7 million.
Researchers investigated the TEA of biorefinery processing of raw barks of fresh-cut yellow birch and black spruce to produce multiple products, including PU foam. Lignin from the biomass was extracted and recovered using a soda process [101]. PU bio-based foam was prepared by forming a lignin–polyol mixture (20:80, w/w) and further processed with catalysts and surfactants. The remaining cellulosic fibers were used to produce polypropylene bio-based composites. The biorefinery was modeled to process 900 tons of bark per day, and the corresponding capital investment was estimated at USD 1–1.24 billion. Although the equipment associated with the PU foam production process accounted for nearly 34% of the total installed equipment costs in the biorefinery, the contribution of raw materials associated with the PU foam production process (polyol, surfactants, methylene diphenyl diisocyanate, additives) to the annual operational cost of the biorefinery was estimated at only 7%. Based on the profitability analysis of various scenarios, it was observed that although the capital investment in the biorefinery with a PU foam production facility was almost double compared to the refinery selling lignin and tannins, the profitability was significantly higher in the former case due to the significantly high selling price of PU foam (USD 5000/MT).
In another study, the techno-economic feasibility of utilizing depolymerized kraft lignin (DKL) as a substitute for polyol to produce PU was assessed [102]. The biorefinery was modeled to process 3000 tons of kraft lignin annually, and the corresponding capital investment was estimated at USD 4.03 million. In terms of annual operational costs, the KL purchase cost was the highest contributor (33.3%). Ethylene glycol (EG) was the most expensive and highly consumed chemical in the process. Even after 90% of recycling, the purchase cost of the remaining 10% EG resulted in a 29.0% contribution to the polyol production cost. Overall, lignin-based DKL was found to be an economically feasible option due to a competitive minimum selling price of USD 1440/ton compared to commercial products. The sensitivity analysis conducted in this study concluded that the process profitability was most sensitive to the selling price of the product, followed by the purchase price of KL.
Furthermore, researchers investigated the economic feasibility of lignin-based PU production [103]. Lignin was obtained from the organosolv treatment of lignocellulosic biomass. The PU production process was modeled in Aspen Plus, including all unit processes, such as the reaction of lignin, PEG, MDI, and water in a reactor, followed by the polymerization reaction for the formation of PU. A processing capacity of 1804 kilo tons/year of lignin was assumed for this process, which resulted in 9.8 kilo tons/year PU production. The fixed capital for the process was estimated at USD 2.35 million. Although the estimated production cost of PU (USD 3400/MT) was not competitive with the commercial products for the modeled case, the cost could be significantly reduced with the advancement of technology.
Overall, the TEA studies suggest that producing bio-based PU can be economically feasible when certain assumptions and production scales are met. However, the outcomes depend heavily on factors such as the type of feedstock, conversion efficiency, and material costs, making it difficult to draw broad conclusions. To support future research and industrial adoption, there is a need for more consistent modeling approaches and a greater focus on sensitivity analysis.
6. Environmental Sustainability of Bio-Based Polyurethane
LCA serves as a robust methodological framework for evaluating and quantifying the environmental sustainability of PU production. It provides a standardized approach for comparing different product alternatives, facilitating the assessment of their environmental impacts. LCA enables the optimization of processes across various environmental impact categories while also identifying and quantifying potential environmental concerns associated with specific production pathways. This, in turn, facilitates the identification of opportunities for enhancing the environmental performance of PU production. A central component of LCA is the identification of key hotspots aimed at mitigating the overall environmental impact.
Table 5 provides an overview of various LCA studies of bio-based PU and PU-based composite biomaterials, detailing key methodological aspects, including functional units, system boundaries, allocation approach, software and databases used, impact assessment method, and the insights gained from each analysis. The selected functional unit plays a critical role in ensuring fair comparisons between product systems. The most used functional units are associated with the amount of PU produced (e.g., 1 kg) [20,100,106,107], the surface area (e.g., 1 m2) [108,109,110,111], the surface area providing a certain level of thermal insulation (e.g., 1 m2 with a thermal resistance of 1 m2 K/W), or the mass required to provide that level of thermal insulation [112,113,114,115]. The appropriate functional unit depends on several factors, including the function of the product, the goal of the study, and the alternative scenarios under consideration, suggesting that careful consideration must be taken to ensure a fair comparison between the scenarios.
Regarding the allocation methods, many LCA studies of PU production have addressed the multifunctionality issue that arises due to the co-production of other by-products in the product system. This issue is primarily present during the production of the bio-based polyol (e.g., lignin) and bio-crosslinkers (e.g., vanillic acid) or the recycling of PU waste. The challenge is how to partition the environmental impacts between the product and its co-products. To manage this multifunctionality issue, the most frequently employed method is mass allocation, although other approaches are also used, including economic allocation, avoided burden, 50/50, and cut-off approaches (Table 5).
The impact assessment methods are typically based on standard life cycle impact assessment (LCIA) frameworks, such as the ReCiPe, CML, or TRACI methods. These methods provide a robust and systematic way to quantify and compare the environmental impacts across different product systems. These assessments are conducted using commercial LCA software (i.e., SimaPro, openLCA, GaBi) and databases (i.e., ecoinvent, USLCI, agribalyse). Overall, these LCA studies provide invaluable insights into the sustainability of bio-based PU production and support decision making aimed at reducing environmental burdens.
Several studies aimed at understanding the sustainability of bio-based formulations, comparing their environmental impacts with conventional fossil-based alternatives and highlighting areas that require further research for optimization and improved sustainability [1,20,114,116,117]. For example, a study aiming at re-designing a polyester binder for rigid PU coatings has focused on using renewable monomers, such as succinic acid, sourced from biorefinery processes [1]. The study compared the eco-profile of the bio-based polyester binder with fossil-based conventional polyesters, focusing on climate change impacts and energy usage. The use of bio-based monomers has shown a significant reduction in both GHG emissions (75%) and non-renewable energy use (35%). Also, palm oil feedstock showed relatively lower GHG emissions and non-renewable energy use compared to rape oil feedstock.
Table 5.
Summary of life cycle assessment (LCA) studies of polyurethane-based materials and key insights from these studies.
Table 5.
Summary of life cycle assessment (LCA) studies of polyurethane-based materials and key insights from these studies.
| Product Type | System Boundary | Functional Unit | Allocation Method | Geographic Location | Method | Software/ Database | Impact Categories | Insights | Reference | |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | PU | Cradle-to-grave | 1 kg of rigid PU foam | Economic | Portugal | ReCiPe 2016 Midpoint V.1.01 | SimaPro 8.5.0 Ecoinvent v3.4 | GWP, FFD, MD, TA, FWEu, MEu, ODP |
| [20] |
| 2 | PU | Cradle-to-gate | 1 kg of PU foam produced | Avoided burden | – | – | GaBi Ecoinvent v2.0 | GWP, FFD |
| [107] |
| 3 | PU | Cradle-to-grave | The amount of PU foam needed to achieve 1 m2·k/W of thermal resistance | – | Europe | ReCiPe CML2002 GWP100 | SimaPro Ecoinvent 3.5 | GWP100, ODP, AP, MEu, TE, ADP, FFD, POC |
| [114] |
| 4 | PU | Cradle-to-grave | The amount of PU foam needed to achieve 1 m2 k/W of thermal resistance | Cut-off approach 50:50 approach | Europe | IPCC, CML 2002, UNEP model (for PM), LOTOS-EUROS model | SimaPro Ecoinvent 3.5 | GWP100, FFD, POC, PM |
| [113] |
| 5 | PU | Cradle-to-gate | 1 kg of non-isocyanate polyurethane (NIPU) bio-adhesive | Mass allocation | Spain | ReCiPe 2016 v1.03 | SimaPro v9.0 Ecoinvent | GWP, ODP, TA, FWeu, MEu, TEc, FWEc, MEc, HH, FFD, WC |
| [106] |
| 6 | PU | Cradle-to-grave | Maintaining an acceptable acoustic level inside a vehicle for ten years | 50/50 allocation | Brazil | CML 2002 | SimaPro v7.3.3 Ecoinvent V2 | GWP, AP, EP, FWEc, TEc, ADP, ODP |
| [118] |
| 7 | PU | Gate-to-gate | 1 kg of high-value product produced | Mass allocation Economic allocation | – | IPCC 2013, CED | SimaPro v9.0 | GWP, CED |
| [100] |
| 8 | PU Composite | Cradle-to-gate | – | Economic (asset) allocation | Brazil | ReCiPe 2019 midpoint (H) | OpenLCA 1.9 Ecoinvent 3.4 Agribalyse 3.0 | GWP, FFD, FWEc, TEc, HT, POC, AP |
| [119] |
| 9 | PU Composite | Cradle-to-gate | 1 m2 of panel | Mass allocation | Portugal | CML 2 v. 2.05 (midpoint) | SimaPro Ecoinvent 2.2 | ADP, AP, EP, ODP POC, GWP |
| [108] |
| 11 | PU Composite | Cradle-to-grave | Mass (kg) of insulating board for a thermal resistance R of 1 m2 KW−1 for a 1 m2 area | – | United States | BEES | SimaPro 7.2 Ecoinvent/USLCI | GWP, AP, HH cancer, HH non-cancer, HH air pollutants, EP, Ec, POC, NRD, HA, W, ODP |
| [115] |
| 12 | PU Composite | Cradle-to-gate | An eco-sandwich panel sized (0.400 m × 0.400 m × 0.02 m) | Mass allocation | Europe | CML 2000 v2.0 | SimaPro 7.2 Ecoinvent v.2 | ADP, AP, EP, GWP, ODP, HT, TEc, CED, FWEc, MEc |
| [19] |
| 15 | PU | Cradle-to-gate | Mass (kg) of insulation board that provides a thermal resistance R-value of 1 m2 K/W and an area A of 1 m2 | Mass allocation | Portugal | CML 2001 CED | SimaPro Ecoinvent ELCD | GWP, AP, EP, POC, ADP, ODP, RPE, NRPE |
| [112] |
| 16 | PU Composite | Cradle-to-grave | 1 m3 of insulating material | – | Poland | Eco-indicator 99 | SimaPro 7.1 | HH, EQ, NRD |
| [120] |
An LCA study compares the environmental impacts of rigid PU foam produced using polyol derived from crude oil and unrefined crude glycerol sourced from bio-based feedstock (i.e., soybean, rapeseed, palm, waste cooking oil) [20]. The study concludes that the environmental performance of rigid PU foam produced using crude glycerol, which is a by-product of biodiesel production, cannot be considered a better option than crude-oil-based polyol in all instances. In fact, the environmental performance depends on the type of vegetable oil used and the impact category being analyzed. It was also found that the recycling of rigid PU waste contributes to reducing the amount of virgin polyol used to produce new rigid PU foam. However, the environmental impact of the recovery process outweighs its benefits, indicating the need for further development of the PU foam recycling process.
Another LCA case study quantified the environmental impact of the production of PU from linseed oil [116]. The contribution analysis reveals that bio-based PU is heavily influenced by the environmental impacts of linseed oil and toluene diisocyanate (TDI), which are the major contributors to global warming potential, fossil fuel depletion, and carcinogenic impacts. Agricultural activities, such as linseed oil cultivation, contribute to increased environmental burdens, including ozone depletion and eutrophication, resulting in higher impacts than conventional PU production in most categories. Reducing TDI usage, sourcing it from renewable feedstocks, or finding eco-friendly alternatives could significantly improve the environmental sustainability of renewable PU production, bringing its impacts closer to those of conventional PU.
The environmental impacts of six partially bio-based PU formulations and one fossil-based formulation were compared to support the development of environmentally sustainable bio-based rigid PU foams [114]. The bio-based polyols are derived from azelaic acid and lignin. The environmental performance of bio-based rigid PU foams depends on the physical characteristics (e.g., thermal conductivity and density) of the formulations used. The environmental impacts of the bio-based PU formulation were mainly driven by the foam quantity needed to fulfill the functional unit, highlighting the importance of ensuring that new renewable formulations meet or surpass the physical performance of fossil-based alternatives. Furthermore, diphenyl diisocyanate used during the foam production process represents the major hotspot, indicating the need to reduce the isocyanate/polyol ratio. Overall, as indicated above, the bio-based PU must be carefully formulated to ensure its environmental superiority, as some formulations may result in lower performance compared to their fossil-based counterparts.
The study carried out by [117] focused on substituting fossil-based resources with bio-based resources (e.g., lignin, vanillic acid) in PU coating production. The environmental impacts were evaluated with and without carbon dioxide (CO2) uptake for fully bio-based (lignin + vanillic acid) and two hybrid formulations combining either lignin or depolymerized lignin with isocyanate. Fully bio-based PU coating production showed the best environmental performance (approximately −8.5 kg CO2eq) with CO2 uptake. However, without CO2 uptake, the fully bio-based PU coating production showed significantly higher impacts (~ 19.9 kg CO2eq emissions), primarily due to the production of the bio-based vanillic acid, highlighting the need to improve the sustainability of the bio-based crosslinkers further. Nonetheless, the environmental superiority depends on the methodological choices made during impact calculation (with or without CO2 uptake).
While the shift toward bio-based alternatives in PU production has shown promising reductions in greenhouse gas emissions and other environmental impacts, LCA studies reveal the complex and context-dependent nature of these benefits. Variations in feedstock choices, formulation characteristics, and production processes highlight the need for further research to optimize the sustainability of bio-based PU and related composite materials. In particular, the challenges of matching or surpassing the performance of fossil-based alternatives and improving bio-based crosslinkers call for deeper exploration. Additionally, the recycling process for rigid PU foam highlights a gap in the current technologies, emphasizing the need for innovation to fully realize the benefits of bio-based materials.
7. Policy and Regulatory Drivers of Bio-Based Polyurethanes
Policy frameworks are increasingly shaping the adoption of bio-based PU materials through both compliance pressures and market incentives. Extended producer responsibility (EPR) regulations and circular economy directives are pushing manufacturers to consider the full life cycle of PU-containing products, such as foams and coatings. In the European Union, the Waste Framework Directive and associated national schemes aim to significantly improve the recycling rates for bulky waste—including mattresses and upholstered furniture containing PU—and set targets of 65% municipal waste recycling by 2035 [121,122]. The Netherlands, for example, has committed to recycling 75% of discarded mattresses by 2028 through a national EPR scheme. In the U.S., several states (e.g., California, Connecticut, Rhode Island) have enacted mattress-specific EPR laws since 2015, transferring end-of-life responsibility to producers and fostering interest in more recyclable and sustainable PU formulations [123].
Regulations on chemical safety are also influencing PU innovation. Under the EU REACH regulation, a restriction on diisocyanates—key reactive components in conventional PU—took effect in August 2023. It limits their use to trained personnel and requires detailed labeling when concentrations exceed 0.1% in an effort to reduce occupational exposure to respiratory sensitizers [124]. This has catalyzed research into lower-toxicity, bio-based, or isocyanate-free alternatives.
On the incentive side, sustainable public procurement programs are beginning to prioritize renewable-content materials, creating a favorable market environment for bio-based PU. The U.S. Department of Agriculture’s BioPreferred Program mandates that federal agencies purchase designated bio-based products when available. This includes PU-relevant categories, such as construction foam insulation (minimum 7% bio-based content) and powder coatings (34%). The program also offers a Certified Biobased Product label, which enhances marketability. In Europe, Green Public Procurement (GPP) guidelines promote the use of bio-based and low-impact materials in building products, furniture, and finishes. There is a growing momentum to formalize bio-based content targets within EU procurement frameworks if voluntary adoption remains limited [125]. Finally, the emerging carbon labeling and LCA standards can give bio-based PU producers a competitive advantage as climate metrics become more embedded in material selection and regulatory evaluation.
8. Conclusions
In conclusion, the development of bio-based PU presents significant environmental advantages, particularly in terms of reducing greenhouse gas emissions and the dependence on fossil resources. The integration of renewable feedstocks, such as lignin, vegetable oils, and chitin, in PU synthesis has demonstrated promising improvements in mechanical, thermal, and biocompatibility properties, making these materials suitable for a variety of advanced applications, including biomedical devices, construction, and cushioning products. Furthermore, reinforcement with fillers like chitin nanomaterials has been shown to enhance the performance of bio-composites, offering the potential for lightweight, durable materials with reduced environmental impact.
However, despite these advancements, the commercial scalability and long-term sustainability of bio-based PUs remain contingent upon addressing several technological and economic challenges. While pilot- and demonstration-scale production of CNCs has been achieved by several entities (e.g., the Forest Products Laboratory (FPL)), ChNC production is still largely at the laboratory or small-batch scale due to more limited supply chains and higher purification costs.
One of the primary scaling challenges lies in the drying and redispersion of nanocrystals. Both CNCs and ChNCs are typically produced in dilute aqueous suspensions and exhibit strong hydrogen bonding, making them prone to irreversible aggregation (hornification) upon drying. This significantly limits their ease of handling, shipping, and incorporation into non-aqueous or melt-phase PU systems. Scalable solutions must therefore include energy-efficient drying processes (e.g., spray-drying, supercritical CO2 drying) that preserve redispersibility and surface reactivity.
In terms of design criteria, several critical issues must be addressed to ensure performance and process compatibility at scale: (1) Surface functionality: To ensure good dispersion and interfacial bonding in PU matrices, CNCs and ChNCs often require surface modification (e.g., acetylation, silanization, or grafting with isocyanate-compatible groups). These modifications must be scalable, cost-effective, and maintain nanocrystal integrity; (2) Rheology and mixing behavior: Nanocrystals can substantially increase the viscosity of PU precursors, complicating the mixing and casting or extrusion processes. This necessitates the optimization of solid loading, shear conditions, and dispersing agents in commercial compounding systems; (3) Batch-to-batch consistency: Especially for ChNCs, natural variability in chitin source and deacetylation degree may impact crystallinity, size, and surface charge, affecting both dispersion and final composite performance.
To overcome these barriers, a coordinated development of standardized production protocols, dry dispersible nanocrystal formulations, and integrated compounding strategies (e.g., reactive extrusion) will be critical. The design of PU systems must also accommodate the processing behavior of nanocrystals without compromising scalability or end-use performance.
In respect of economic feasibility, substituting bio-based polyols, such as lignin, for traditional fossil-based polyols can lower production costs in certain contexts. Nevertheless, further research is needed to optimize these biorefinery processes for large-scale applications. LCA studies underscore the importance of considering the entire production system when evaluating the environmental benefits of bio-based PU. While bio-based formulations generally outperform fossil-based alternatives in terms of energy consumption and carbon emissions, performance variations depending on feedstock choices and production methods highlight the complexity of ensuring sustainability.
To accelerate the practical implementation of lignin valorization technologies, future efforts should focus on developing efficient and selective catalytic systems tailored for lignin liquefaction and depolymerization. Among the current challenges, feedstock variability and inconsistency in lignin structure represent the most critical barriers, followed closely by high processing costs and insufficient catalyst lifetimes. Addressing these issues will require both improved upstream biomass fractionation strategies and robust, recyclable catalyst platforms. Furthermore, aligning the performance metrics with industry-relevant outputs—such as product selectivity, scalability, and environmental footprint—is essential. Lastly, supportive policy frameworks and economic incentives will be vital to de-risk the commercialization pathways and promote investment in lignin-derived product markets.
Moreover, the current limitations in PU recycling technologies, particularly for rigid PU foams, emphasize the need for continued innovation in waste recovery processes. To fully realize the potential of bio-based PUs, future efforts must focus on improving the performance of bio-based crosslinkers, refining the formulation processes to match or exceed the physical properties of fossil-based products, and advancing recycling methodologies. Ultimately, achieving widespread adoption of bio-based PU will require a holistic approach that balances technical, economic, and environmental considerations.
Author Contributions
Conceptualization, O.T., D.K., C.G.Y. and J.L.S.; methodology, O.T., D.K., C.G.Y. and J.L.S.; validation, O.T., D.K., C.G.Y. and J.L.S.; formal analysis, P.J., K.A., R.P.S., M.Z. and S.J.; investigation, P.J., K.A., R.P.S., M.Z. and S.J.; resources, O.T.; data curation, P.J., K.A., R.P.S., M.Z. and S.J.; writing—original draft preparation, P.J., K.A., R.P.S., M.Z. and S.J.; writing—review and editing, O.T., D.K., C.G.Y. and J.L.S.; visualization, P.J., K.A., M.Z. and S.J.; supervision, O.T., D.K., C.G.Y. and J.L.S.; project administration, O.T.; funding acquisition, O.T., D.K. and C.G.Y. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the U.S. Department of Energy—Advanced Research Projects Agency—Energy (DOE ARPA-e), grant number DE-AR0001639.
Data Availability Statement
The original contributions presented in this study are included in the article. Further inquiries can be directed to the corresponding author.
Conflicts of Interest
The authors declare no conflicts of interest. The funders had no role in the design of the study; in the collection, analyses, or interpretation of data; in the writing of the manuscript; or in the decision to publish the results.
Abbreviations
The following abbreviations are used in this manuscript:
| AChNCs | Acetylated Chitin Nanocrystals |
| ADP | Depletion of Abiotic Resources |
| ALPHA | Aqueous Lignin Purification with Hot Agents |
| AP | Acidification Potential |
| CED | Cumulative Energy Demand |
| CFCs | Chlorofluorocarbons |
| ChNCs | Chitin Nanocrystals |
| ChNFs | Chitin Nanofibers |
| CNCs | Cellulose Nanocrystals |
| CNFs | Cellulose Nanofibrils |
| cWPUs | Cationic Waterborne Polyurethanes |
| DBTDA | Dibutylin Diacetate |
| DBTDL | Dibutylin Dilaurate |
| DKL | Depolymerized Kraft Lignin |
| DPP | Diphenyl Phosphate |
| Ec | Ecotoxicity |
| EIS | Electrochemical Impedance Spectroscopy |
| EP | Eutrophication Potential |
| EPR | Extended Producer Responsibility |
| EQ | Environmental Quality |
| ES | Epoxy-Functionalized Silane |
| EU | European Union |
| FFD | Fossil Fuel Depletion |
| FWEc | Freshwater Ecotoxicity |
| FWEu | Freshwater Eutrophication |
| GWP | Global Warming Potential |
| HA | Habitat Alteration |
| HCFCs | Hydrochlorofluorocarbons |
| HDI | Hexamethylene Diisocyanate |
| HH | Human Health |
| HT | Human Toxicity |
| IPDI | Isophorone Diisocyanate |
| IRR | Internal Rate of Return |
| LCA | Life Cycle Assessment |
| LOI | Limiting Oxygen Test |
| MD | Mineral Depletion/Mineral Resource Scarcity |
| MDI | Diphenylmethane Diisocyanate |
| Mec | Marine Ecotoxicity |
| MEu | Marine Eutrophication |
| MSP | Minimum Selling Price |
| NEFB | Empty Fruit Bunch Cellulose Nanofibrils |
| NIPU | Non-Isocyanate Polyurethane |
| NRD | Natural Resource Depletion/Consumption |
| NRPE | Non-Renewable Primary Energy |
| ODP | Ozone Depletion Potential |
| PCL | Polycaprolactone |
| PM | Particulate Matter |
| pMDI | Polymeric-Diphenylmethane Diisocyanate |
| POC | Photochemical Ozone Creation |
| PUs | Polyurethanes |
| RPE | Renewable Primary Energy |
| S-CNCs | Silane-Functionalized CNCs |
| TA | Terrestrial Acidification |
| TDI | Toluene Diisocyanate |
| TE | Terrestrial Eutrophication |
| TEA | Techno-Economic Analysis |
| TEc | Terrestrial Ecotoxicity |
| W | Water Intake |
| WC | Water Consumption |
References
- García González, M.N.; Börjesson, P.; Levi, M.; Turri, S. Development and Life Cycle Assessment of Polyester Binders Containing 2,5-Furandicarboxylic Acid and Their Polyurethane Coatings. J. Polym. Environ. 2018, 26, 3626–3637. [Google Scholar] [CrossRef]
- Moghadam, S.G.; Parsimehr, H.; Ershad-Langroudi, A. Polyurethanes for Biomedical Applications. In Polyurethane Chemistry: Renewable Polyols and Isocyanates; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2021; Volume 1380, pp. 363–392. ISBN 978-0-8412-9840-8. [Google Scholar]
- Azarmgin, S.; Torabinejad, B.; Kalantarzadeh, R.; Garcia, H.; Velazquez, C.A.; Lopez, G.; Vazquez, M.; Rosales, G.; Heidari, B.S.; Davachi, S.M. Polyurethanes and Their Biomedical Applications. ACS Biomater. Sci. Eng. 2024, 10, 6828–6859. [Google Scholar] [CrossRef] [PubMed]
- Ma, X.; Chen, J.; Zhu, J.; Yan, N. Lignin-Based Polyurethane: Recent Advances and Future Perspectives. Macromol. Rapid Commun. 2021, 42, 2000492. [Google Scholar] [CrossRef] [PubMed]
- Recupido, F.; Lama, G.C.; Ammendola, M.; Bossa, F.D.L.; Minigher, A.; Campaner, P.; Morena, A.G.; Tzanov, T.; Ornelas, M.; Barros, A.; et al. Rigid Composite Bio-Based Polyurethane Foams: From Synthesis to LCA Analysis. Polymer 2023, 267, 125674. [Google Scholar] [CrossRef]
- Polyurethane Global Market Volume 2030. Available online: https://www.statista.com/statistics/720341/global-polyurethane-market-size-forecast/ (accessed on 23 January 2024).
- Zia, K.M.; Bhatti, H.N.; Ahmad Bhatti, I. Methods for Polyurethane and Polyurethane Composites, Recycling and Recovery: A Review. React. Funct. Polym. 2007, 67, 675–692. [Google Scholar] [CrossRef]
- Polyurethane Market Size, Share & Trends Analysis Report By Raw Material (Toluene Di-Isocyanate, Methylene Diphenyl Di-Isocyanate, Polyols), By Product, By Application, By Region, And Segment Forecasts, 2024–2030; Grand View Research: San Francisco, CA, USA, 2023; p. 130.
- Li, H.; Liang, Y.; Li, P.; He, C. Conversion of Biomass Lignin to High-Value Polyurethane: A Review. J. Bioresour. Bioprod. 2020, 5, 163–179. [Google Scholar] [CrossRef]
- Zhang, M.; Jeong, S.; Cho, W.; Ryu, J.; Zhang, B.; Crovella, P.; Ragauskas, A.J.; Wie, J.J.; Yoo, C.G. Green Co-Solvent-Assisted One-Pot Synthesis of High-Performance Flexible Lignin Polyurethane Foam. Chem. Eng. J. 2024, 499, 156142. [Google Scholar] [CrossRef]
- Lithner, D.; Larsson, Å.; Dave, G. Environmental and Health Hazard Ranking and Assessment of Plastic Polymers Based on Chemical Composition. Sci. Total Environ. 2011, 409, 3309–3324. [Google Scholar] [CrossRef]
- Jeon, B.; Lee, K.; Shin, J.; Choi, S.Q. Tailored Mechanical Properties of Soybean Oil-Based Non-Isocyanate Polyurethanes by Copolymer Integration. Green Chem. 2025, 27, 3559–3572. [Google Scholar] [CrossRef]
- Rokicki, G.; Parzuchowski, P.G.; Mazurek, M. Non-Isocyanate Polyurethanes: Synthesis, Properties, and Applications. Polym. Adv. Technol. 2015, 26, 707–761. [Google Scholar] [CrossRef]
- Wightman, J.L.; Ahmed, Z.U.; Volk, T.A.; Castellano, P.J.; Peters, C.J.; DeGloria, S.D.; Duxbury, J.M.; Woodbury, P.B. Assessing Sustainable Bioenergy Feedstock Production Potential by Integrated Geospatial Analysis of Land Use and Land Quality. Bioenerg. Res. 2015, 8, 1671–1680. [Google Scholar] [CrossRef]
- Hong, B.H.; Shen, H.; Lam, H. Overview of Sustainable Biomass Supply Chain: From Concept to Modelling. Clean Technol. Environ. Policy 2016, 18, 2173–2194. [Google Scholar] [CrossRef]
- Mousavi-Avval, S.H.; Sahoo, K.; Nepal, P.; Runge, T.; Bergman, R. Environmental Impacts and Techno-Economic Assessments of Biobased Products: A Review. Renew. Sustain. Energy Rev. 2023, 180, 113302. [Google Scholar] [CrossRef]
- Sahoo, K.; Bergman, R.; Alanya-Rosenbaum, S.; Gu, H.; Liang, S. Life Cycle Assessment of Forest-Based Products: A Review. Sustainability 2019, 11, 4722. [Google Scholar] [CrossRef]
- Ögmundarson, Ó.; Sukumara, S.; Herrgård, M.J.; Fantke, P. Combining Environmental and Economic Performance for Bioprocess Optimization. Trends Biotechnol. 2020, 38, 1203–1214. [Google Scholar] [CrossRef]
- La Rosa, A.D.; Recca, G.; Summerscales, J.; Latteri, A.; Cozzo, G.; Cicala, G. Bio-Based versus Traditional Polymer Composites. A Life Cycle Assessment Perspective. J. Clean. Prod. 2014, 74, 135–144. [Google Scholar] [CrossRef]
- Quinteiro, P.; Gama, N.V.; Ferreira, A.; Dias, A.C.; Barros-Timmons, A. Environmental Assessment of Different Strategies to Produce Rigid Polyurethane Foams Using Unrefined Crude Glycerol. J. Clean. Prod. 2022, 371, 133554. [Google Scholar] [CrossRef]
- Ragauskas, A.J.; Williams, C.K.; Davison, B.H.; Britovsek, G.; Cairney, J.; Eckert, C.A.; Frederick, W.J.; Hallett, J.P.; Leak, D.J.; Liotta, C.L.; et al. The Path Forward for Biofuels and Biomaterials. Science 2006, 311, 484–489. [Google Scholar] [CrossRef]
- Zarmehr, S.P.; Kazemi, M.; Madasu, N.G.A.; Lamanna, A.J.; Fini, E.H. Application of Bio-Based Polyurethanes in Construction: A State-of-the-Art Review. Resour. Conserv. Recycl. 2025, 212, 107906. [Google Scholar] [CrossRef]
- Phung Hai, T.A.; Tessman, M.; Neelakantan, N.; Samoylov, A.A.; Ito, Y.; Rajput, B.S.; Pourahmady, N.; Burkart, M.D. Renewable Polyurethanes from Sustainable Biological Precursors. Biomacromolecules 2021, 22, 1770–1794. [Google Scholar] [CrossRef]
- Borrero-López, A.M.; Valencia, C.; Franco, J.M. Lignocellulosic Materials for the Production of Biofuels, Biochemicals and Biomaterials and Applications of Lignocellulose-Based Polyurethanes: A Review. Polymers 2022, 14, 881. [Google Scholar] [CrossRef] [PubMed]
- Ghasemlou, M.; Daver, F.; Ivanova, E.P.; Adhikari, B. Bio-Based Routes to Synthesize Cyclic Carbonates and Polyamines Precursors of Non-Isocyanate Polyurethanes: A Review. Eur. Polym. J. 2019, 118, 668–684. [Google Scholar] [CrossRef]
- Silva, R.; Barros-Timmons, A.; Quinteiro, P. Life Cycle Assessment of Fossil- and Bio-Based Polyurethane Foams: A Review. J. Clean. Prod. 2023, 430, 139697. [Google Scholar] [CrossRef]
- Delavarde, A.; Savin, G.; Derkenne, P.; Boursier, M.; Morales-Cerrada, R.; Nottelet, B.; Pinaud, J.; Caillol, S. Sustainable Polyurethanes: Toward New Cutting-Edge Opportunities. Prog. Polym. Sci. 2024, 151, 101805. [Google Scholar] [CrossRef]
- Antonino, L.D.; Gouveia, J.R.; de Sousa Júnior, R.R.; Garcia, G.E.S.; Gobbo, L.C.; Tavares, L.B.; dos Santos, D.J. Reactivity of Aliphatic and Phenolic Hydroxyl Groups in Kraft Lignin towards 4,4′ MDI. Molecules 2021, 26, 2131. [Google Scholar] [CrossRef]
- Gupta, R.K.; Kahol, P.K. (Eds.) Polyurethane Chemistry: Renewable Polyols and Isocyanates; ACS Symposium Series; American Chemical Society: Washington, DC, USA, 2021; ISBN 978-0-8412-9839-2. [Google Scholar] [CrossRef]
- Blackwell, J.; Lee, C.D. Hard-segment Polymorphism in MDI/Diol-based Polyurethane Elastomers. J. Polym. Sci. Polym. Phys. Ed. 1984, 22, 759–772. [Google Scholar] [CrossRef]
- Chattopadhyay, D.; Raju, N.; Vairamani, M.; Kothapalli, R.V. Structural Investigations of Polypropylene Glycol (PPG) and Isophorone Diisocyanate (IPDI) Based Polyurethane Prepolymer by Matrix-Assisted Laser Desorption/Ionization Time-of-Flight (MALDI-TOF)-Mass Spectrometry. Prog. Org. Coat. Prog. Org. Coat. 2008, 62, 117–122. [Google Scholar] [CrossRef]
- Du, H.; Zhao, Y.; Li, Q.; Wang, J.; Kang, M.; Wang, X.; Xiang, H. Synthesis and Characterization of Waterborne Polyurethane Adhesive from MDI and HDI. J. Appl. Polym. Sci. 2008, 110, 1396–1402. [Google Scholar] [CrossRef]
- Peyrton, J.; Avérous, L. Structure-Properties Relationships of Cellular Materials from Biobased Polyurethane Foams. Mater. Sci. Eng. R Rep. 2021, 145, 100608. [Google Scholar] [CrossRef]
- Hong, S.U.; Albouy, A.; Duda, J.L. Transport of blowing agents in polyurethane. J. Appl. Polym. Sci. 2001, 79, 696–702. [Google Scholar] [CrossRef]
- Modesti, M.; Adriani, V.; Simioni, F. Chemical and Physical Blowing Agents in Structural Polyurethane Foams: Simulation and Characterization. Polym. Eng. Sci. 2000, 40, 2046–2057. [Google Scholar] [CrossRef]
- Tang, Z.; Maroto-Valer, M.M.; Andresen, J.M.; Miller, J.W.; Listemann, M.L.; McDaniel, P.L.; Morita, D.K.; Furlan, W.R. Thermal Degradation Behavior of Rigid Polyurethane Foams Prepared with Different Fire Retardant Concentrations and Blowing Agents. Polymer 2002, 43, 6471–6479. [Google Scholar] [CrossRef]
- ASTM D3014-99; Standard Test Method for Flame Height, Time of Burning, and Loss of Mass of Rigid Thermoset Cellular Plastics in a Vertical Position. ASTM International: West Conshohocken, PA, USA, 1999. [CrossRef]
- European Union. Regulation (EU) 2024/590 of the European Parliament and of the Council of 7 February 2024 on Substances That Deplete the Ozone Layer, and Repealing Regulation (EC) No 1005/2009; European Union: Brussels, Belgium, 2024. [Google Scholar]
- US EPA, O. Phaseout of ODS Under the Clean Air Act. Available online: https://www.epa.gov/ods-phaseout/phaseout-ods-under-clean-air-act (accessed on 14 May 2025).
- Murphy, G.J.; Eschbach, C.S.; Baskent, F.O. Silicone Surfactant Performance Requirements in Reduced Combustibility Polyurethane Foams. J. Cell. Plast. 1982, 18, 56–59. [Google Scholar] [CrossRef]
- Khatoon, H.; Iqbal, S.; Irfan, M.; Darda, A.; Rawat, N. A Review on the Production, Properties and Applications of Non-Isocyanate Polyurethane: A Greener Perspective. Prog. Org. Coat. 2021, 154, 106124. [Google Scholar] [CrossRef]
- Rokicki, G.; Piotrowska, A. A New Route to Polyurethanes from Ethylene Carbonate. Polymer 2002, 43, 2927–2935. [Google Scholar] [CrossRef]
- Bähr, M.; Mülhaupt, R. Linseed and Soybean Oil-Based Polyurethanes Prepared via the Non-Isocyanate Route and Catalytic Carbon Dioxide Conversion. Green Chem. 2012, 14, 483–489. [Google Scholar] [CrossRef]
- Grignard, B.; Thomassin, J.-M.; Gennen, S.; Poussard, L.; Bonnaud, L.; Raquez, J.-M.; Dubois, P.; Tran, M.-P.; Park, C.B.; Jerome, C.; et al. CO2-Blown Microcellular Non-Isocyanate Polyurethane (NIPU) Foams: From Bio- and CO2-Sourced Monomers to Potentially Thermal Insulating Materials. Green Chem. 2016, 18, 2206–2215. [Google Scholar] [CrossRef]
- Huang, J.; Wang, H.; Liu, W.; Huang, J.; Yang, D.; Qiu, X.; Zhao, L.; Hu, F.; Feng, Y. Solvent-Free Synthesis of High-Performance Polyurethane Elastomer Based on Low-Molecular-Weight Alkali Lignin. Int. J. Biol. Macromol. 2023, 225, 1505–1516. [Google Scholar] [CrossRef]
- Saražin, J.; Pizzi, A.; Amirou, S.; Schmiedl, D.; Šernek, M. Organosolv Lignin for Non-Isocyanate Based Polyurethanes (NIPU) as Wood Adhesive. JRM 2021, 9, 881–907. [Google Scholar] [CrossRef]
- Sternberg, J.; Pilla, S. Materials for the Biorefinery: High Bio-Content, Shape Memory Kraft Lignin-Derived Non-Isocyanate Polyurethane Foams Using a Non-Toxic Protocol. Green Chem. 2020, 22, 6922–6935. [Google Scholar] [CrossRef]
- Chen, X.; Li, J.; Xi, X.; Pizzi, A.; Zhou, X.; Fredon, E.; Du, G.; Gerardin, C. Condensed Tannin-Glucose-Based NIPU Bio-Foams of Improved Fire Retardancy. Polym. Degrad. Stab. 2020, 175, 109121. [Google Scholar] [CrossRef]
- Zhang, M.; Jia, L.; Li, M.; Yoo, C.G.; Peng, H.; Arvelli, S.; Zhao, J. Challenges and Perspectives in Lignin-Derived Polyurethane Foam Synthesis. In Advanced Sustainable Systems; Wiley: Hoboken, NJ, USA, 2025; p. 2401054. [Google Scholar] [CrossRef]
- Torres, F.G.; Troncoso, O.P.; Pisani, A.; Gatto, F.; Bardi, G. Natural Polysaccharide Nanomaterials: An Overview of Their Immunological Properties. Int. J. Mol. Sci. 2019, 20, 5092. [Google Scholar] [CrossRef] [PubMed]
- Gubitosi, M.; Nosrati, P.; Koder Hamid, M.; Kuczera, S.; Behrens, M.A.; Johansson, E.G.; Olsson, U. Stable, Metastable and Unstable Cellulose Solutions. R. Soc. Open Sci. 2017, 4, 170487. [Google Scholar] [CrossRef] [PubMed]
- Jamil, T. Cytotoxicity and Mechanical Behavior of Chitin–Bentonite Clay Based Polyurethane Bio-Nanocomposites. Int. J. Biol. Macromol. 2011, 49, 1131–1136. [Google Scholar]
- Marcovich, N.E.; Auad, M.L.; Bellesi, N.E.; Nutt, S.R.; Aranguren, M.I. Cellulose Micro/Nanocrystals Reinforced Polyurethane. J. Mater. Res. 2006, 21, 870–881. [Google Scholar] [CrossRef]
- Rouhani Shirvan, A.; Shakeri, M.; Bashari, A. Recent Advances in Application of Chitosan and Its Derivatives in Functional Finishing of Textiles. In The Impact and Prospects of Green Chemistry for Textile Technology; Shahid-ul-Islam, B.S.B., Ed.; Woodhead Publishing: Sawston, UK, 2019; pp. 107–133. [Google Scholar] [CrossRef]
- Seydibeyoglu, Ö.; Oksman, K. Novel Nanocomposites Based on Polyurethane and Micro Fibrillated Cellulose. Compos. Sci. Technol. 2008, 68, 908–914. [Google Scholar] [CrossRef]
- Stanzione, M.; Oliviero, M.; Cocca, M.; Errico, M.E.; Gentile, G.; Avella, M.; Lavorgna, M.; Buonocore, G.G.; Verdolotti, L. Tuning of Polyurethane Foam Mechanical and Thermal Properties Using Ball-Milled Cellulose. Carbohydr. Polym. 2020, 231, 115772. [Google Scholar] [CrossRef]
- Silva, M.C.; Takahashi, J.A.; Chaussy, D.; Belgacem, M.N.; Silva, G.G. Composites of Rigid Polyurethane Foam and Cellulose Fiber Residue. J. Appl. Polym. Sci. 2010, 117, 3665–3672. [Google Scholar] [CrossRef]
- Tran, Y.; Doan, T.; Zenitova, L. Effective Treatment of Oil Spills by Sorbent Formed from Chitin and Polyurethane Foam; Current Applied Science and Technology: Bangkok, Thailand, 2019. [Google Scholar]
- Cunha, A.; Gandini, A. Turning Polysaccharides into Hydrophobic Materials: A Critical Review. Part 2. Hemicelluloses, Chitin/Chitosan, Starch, Pectin and Alginates. Cellulose 2010, 17, 1045–1065. [Google Scholar] [CrossRef]
- Zia, F.; Zia, K.M.; Zuber, M.; Kamal, S.; Aslam, N. Starch Based Polyurethanes: A Critical Review Updating Recent Literature. Carbohydr. Polym. 2015, 134, 784–798. [Google Scholar] [CrossRef]
- Alfani, R.; Iannace, S.; Nicolais, L. Synthesis and Characterization of Starch-Based Polyurethane Foams. J. Appl. Polym. Sci. 1998, 68, 739–745. [Google Scholar] [CrossRef]
- Kwon, O.-J.; Yang, S.-R.; Kim, D.-H.; Park, J.-S. Characterization of Polyurethane Foam Prepared by Using Starch as Polyol. J. Appl. Polym. Sci. 2007, 103, 1544–1553. [Google Scholar] [CrossRef]
- Yao, Y.; Yoshioka, M.; Shiraishi, N. Water-Absorbing Polyurethane Foams from Liquefied Starch. J. Appl. Polym. Sci. 1996, 60, 1939–1949. [Google Scholar] [CrossRef]
- Sharma, C.; Kumar, S.; Unni, A.R.; Aswal, V.K.; Rath, S.K.; Harikrishnan, G. Foam Stability and Polymer Phase Morphology of Flexible Polyurethane Foams Synthesized from Castor Oil. J. Appl. Polym. Sci. 2014, 131, 40668. [Google Scholar] [CrossRef]
- Zhang, L.; Zhang, M.; Hu, L.; Zhou, Y. Synthesis of Rigid Polyurethane Foams with Castor Oil-Based Flame Retardant Polyols. Ind. Crops Prod. 2014, 52, 380–388. [Google Scholar] [CrossRef]
- Tanaka, R.; Hirose, S.; Hatakeyama, H. Preparation and Characterization of Polyurethane Foams Using a Palm Oil-Based Polyol. Bioresour. Technol. 2008, 99, 3810–3816. [Google Scholar] [CrossRef]
- Zhang, L.; Jeon, H.K.; Malsam, J.; Herrington, R.; Macosko, C.W. Substituting Soybean Oil-Based Polyol into Polyurethane Flexible Foams. Polymer 2007, 48, 6656–6667. [Google Scholar] [CrossRef]
- Guo, W.; Sun, S.; Wang, P.; Chen, H.; Zheng, J.; Lin, X.; Qin, Y.; Qiu, X. Successive Organic Solvent Fractionation and Homogenization of Technical Lignin for Polyurethane Foam with High Mechanical Performance. Int. J. Biol. Macromol. 2022, 221, 913–922. [Google Scholar] [CrossRef]
- Li, B.; Zhou, M.; Huo, W.; Cai, D.; Qin, P.; Cao, H.; Tan, T. Fractionation and Oxypropylation of Corn-Stover Lignin for the Production of Biobased Rigid Polyurethane Foam. Ind. Crops Prod. 2020, 143, 111887. [Google Scholar] [CrossRef]
- Hwang, U.; Lee, B.; Oh, B.; Shin, H.; Lee, S.; Kang, S.; Kim, D.; Park, J.; Shin, S.; Suhr, J.; et al. Hydrophobic Lignin/Polyurethane Composite Foam: An Eco-Friendly and Easily Reusable Oil Sorbent. Eur. Polym. J. 2022, 165, 110971. [Google Scholar] [CrossRef]
- Ferreira, A. Bio-Based Polyurethane Foams toward Applications beyond Thermal Insulation. Mater. Des. 2015, 76, 77–85. [Google Scholar]
- Zhang, T.; Yu, M.; Huang, Y.; Tan, J.; Zhang, M.; Zhu, X. Design and Manufacturing of Cost-Effective Tannin-Based Polyurethane Foam as an Efficient and Reusable Absorbent for Oil and Solvents. Ind. Crops Prod. 2022, 189, 115815. [Google Scholar] [CrossRef]
- Alagi, P.; Hong, S.C. Vegetable Oil-Based Polyols for Sustainable Polyurethanes. Macromol. Res. 2015, 23, 1079–1086. [Google Scholar] [CrossRef]
- Rojek, P.; Prociak, A. Effect of Different Rapeseed-Oil-Based Polyols on Mechanical Properties of Flexible Polyurethane Foams. J. Appl. Polym. Sci. 2012, 125, 2936–2945. [Google Scholar] [CrossRef]
- Tran, T.H.; Nguyen, H.-L.; Hwang, D.S.; Lee, J.Y.; Cha, H.G.; Koo, J.M.; Hwang, S.Y.; Park, J.; Oh, D.X. Five Different Chitin Nanomaterials from Identical Source with Different Advantageous Functions and Performances. Carbohydr. Polym. 2019, 205, 392–400. [Google Scholar] [CrossRef]
- Lee, S.; Hao, L.T.; Park, J.; Oh, D.X.; Hwang, D.S. Nanochitin and Nanochitosan: Chitin Nanostructure Engineering with Multiscale Properties for Biomedical and Environmental Applications. Adv. Mater. 2023, 35, 2203325. [Google Scholar] [CrossRef]
- Sanchez, C.; Boissiere, C.; Cassaignon, S.; Chaneac, C.; Durupthy, O.; Faustini, M.; Grosso, D.; Laberty-Robert, C.; Nicole, L.; Portehault, D.; et al. Molecular Engineering of Functional Inorganic and Hybrid Materials. Chem. Mater. 2014, 26, 221–238. [Google Scholar] [CrossRef]
- Anwer, M.A.S.; Wang, J.; Guan, A.Q.; Naguib, H.E. Chitin Nano-Whiskers (CNWs) as a Bio-Based Bio-Degradable Reinforcement for Epoxy: Evaluation of the Impact of CNWs on the Morphological, Fracture, Mechanical, Dynamic Mechanical, and Thermal Characteristics of DGEBA Epoxy Resin. RSC Adv. 2019, 9, 11063–11076. [Google Scholar] [CrossRef]
- Salaberria, A.M.; Labidi, J.; Fernandes, S.C.M. Chitin Nanocrystals and Nanofibers as Nano-Sized Fillers into Thermoplastic Starch-Based Biocomposites Processed by Melt-Mixing. Chem. Eng. J. 2014, 256, 356–364. [Google Scholar] [CrossRef]
- Li, S.C.-Y.; Sun, Y.-C.; Guan, Q.; Naguib, H. Effects of Chitin Nanowhiskers on the Thermal, Barrier, Mechanical, and Rheological Properties of Polypropylene Nanocomposites. RSC Adv. 2016, 6, 72086–72095. [Google Scholar] [CrossRef]
- Feng, Y.; Li, J.; Wang, B.; Tian, X.; Chen, K.; Zeng, J.; Xu, J.; Gao, W. Novel Nanofibrillated Cellulose/Chitin Whisker Hybrid Nanocomposites and Their Use for Mechanical Performance Enhancements. BioResources 2018, 13, 3030–3044. [Google Scholar] [CrossRef]
- Bai, L.; Liu, L.; Esquivel, M.; Tardy, B.L.; Huan, S.; Niu, X.; Liu, S.; Yang, G.; Fan, Y.; Rojas, O.J. Nanochitin: Chemistry, Structure, Assembly, and Applications. Chem. Rev. 2022, 122, 11604–11674. [Google Scholar] [CrossRef]
- Kim, M.S.; Ryu, K.M.; Lee, S.H.; Choi, Y.C.; Rho, S.; Jeong, Y.G. Chitin Nanofiber-Reinforced Waterborne Polyurethane Nanocomposite Films with Enhanced Thermal and Mechanical Performance. Carbohydr. Polym. 2021, 258, 117728. [Google Scholar] [CrossRef] [PubMed]
- Huang, J.; Zou, J.W.; Chang, P.R.; Yu, J.H.; Dufresne, A. New Waterborne Polyurethane-Based Nanocomposites Reinforced with Low Loading Levels of Chitin Whisker. Express Polym. Lett. 2011, 5, 362–373. [Google Scholar] [CrossRef]
- Matsui, M.; Munaro, M.; Akcelrud, L. Chitin/Polyurethane Blends: A Thermal and Morphological Study. Polym. Int. 2010, 59, 1090–1098. [Google Scholar] [CrossRef]
- Lin, N.; Wei, S.; Xia, T.; Hu, F.; Huang, J.; Dufresne, A. Green Bionanocomposites from High-Elasticity “Soft” Polyurethane and High-Crystallinity “Rigid” Chitin Nanocrystals with Controlled Surface Acetylation. RSC Adv. 2014, 4, 49098–49107. [Google Scholar] [CrossRef]
- Doan Trang, T.Y.; Zenitova, L.a.; Huong, T.T.; Hanh, D.T.; Dung, H.T.; Vinh, M.T. The Effect of Adding Chitin on the Physical-Mechanical Properties of Polyurethane Foam. Vietnam. J. Chem. 2023, 61, 43–50. [Google Scholar] [CrossRef]
- Calvo-Correas, T.; Garrido, P.; Alonso-Varona, A.; Palomares, T.; Corcuera, M.A.; Eceiza, A. Biocompatible Thermoresponsive Polyurethane Bionanocomposites with Chitin Nanocrystals. J. Appl. Polym. Sci. 2019, 136, 47430. [Google Scholar] [CrossRef]
- Guo, X.; Wang, J.; Chen, L.; Wang, Z.; Zhang, Y.; Fang, L. Liquefied Chitin-Derived Super Tough, Sustainable, and Anti-Bacterial Polyurethane Elastomers. Chem. Eng. J. 2023, 465, 143074. [Google Scholar] [CrossRef]
- Chen, F.; Wang, C.; Liu, X.; Wang, Z.; Fang, L.; Zhang, Y. Flame-Retardant Properties of Chitin Liquefaction-Based Polyurethane Foam. J. Polym. Res. 2023, 30, 143. [Google Scholar] [CrossRef]
- Li, S.; Duan, H.; Wang, Z.; Zhao, B.; Yang, H.; Hu, N.; Zhong, Q.; Shi, L.; Qi, D. Enhancement of Mechanical Properties in Reactive Polyurethane Film via In-Situ Assembly of Embedded Cellulose Nanocrystals. Int. J. Biol. Macromol. 2025, 301, 140297. [Google Scholar] [CrossRef]
- Zhan, S.; Bo, Y.; Liu, H.; Yuan, R.; Ding, W.; Zhang, Y.; Zhang, D.; Wang, S.; Zhang, M. High-Strength Polyurethane Composite Film Reinforced by Cellulose Nanocrystals. ACS Appl. Polym. Mater. 2024, 6, 1763–1771. [Google Scholar] [CrossRef]
- Marcelino, P.R.C.; Melo, E.C.R.; Moulin, J.C.; Silva, D.W.; dos Santos, V.B.; Oliveira, M.P. Development of a Methodology for the Production of Nanostructured Polymeric Biocomposites with Cellulose Nanocrystals. Eur. J. Wood Prod. 2024, 83, 1. [Google Scholar] [CrossRef]
- Eyni, M.B.; Shojaei, A.; Khasraghi, S.S. Enhancing Performance of In-Situ Synthesized Biocompatible Shape Memory Polyurethane Acrylate by Cellulose Nanocrystals. Int. J. Biol. Macromol. 2025, 300, 140232. [Google Scholar] [CrossRef]
- Mekonnen, T.H.; Haile, T.; Ly, M. Hydrophobic Functionalization of Cellulose Nanocrystals for Enhanced Corrosion Resistance of Polyurethane Nanocomposite Coatings. Appl. Surf. Sci. 2021, 540, 148299. [Google Scholar] [CrossRef]
- Azzra, N.A.; Atiqah, A.; Fadhlina, H.; Jalar, A.; Bakar, M.A.; Ismail, A.G.; Supian, A.B.M. Effect of Nanofibril Cellulose Empty Fruit Bunch-Reinforced Thermoplastic Polyurethane Nanocomposites on Tensile and Dynamic Mechanical Properties for Flexible Substrates. Polym. Compos. 2024, 45, 14633–14643. [Google Scholar] [CrossRef]
- Chen, S.; Liu, X.; Miao, Y.; Ge, S.; Li, S.; Liu, L.; Hou, L.; Rezakazemi, M.; Aminabhavi, T.M.; Fan, W. Self-Healing Polyurethane/Cellulose Nanocrystal Composite Fibers with Fatigue and Aging Resistance for Smart Wearable Elastic Yarns. Adv. Compos. Hybrid Mater. 2024, 8, 8. [Google Scholar] [CrossRef]
- Dukarska, D.; Mirski, R. Current Trends in the Use of Biomass in the Manufacture of Rigid Polyurethane Foams: A Review. J. Compos. Sci. 2024, 8, 286. [Google Scholar] [CrossRef]
- Pérez-Almada, D.; Galán-Martín, Á.; Contreras, M.d.M.; Castro, E. Integrated Techno-Economic and Environmental Assessment of Biorefineries: Review and Future Research Directions. Sustain. Energy Fuels 2023, 7, 4031–4050. [Google Scholar] [CrossRef]
- Kulas, D.G.; Thies, M.C.; Shonnard, D.R. Techno-Economic Analysis and Life Cycle Assessment of Waste Lignin Fractionation and Valorization Using the ALPHA Process. ACS Sustain. Chem. Eng. 2021, 9, 5388–5395. [Google Scholar] [CrossRef]
- Ajao, O.; Benali, M.; Faye, A.; Li, H.; Maillard, D.; Ton-That, M.T. Multi-Product Biorefinery System for Wood-Barks Valorization into Tannins Extracts, Lignin-Based Polyurethane Foam and Cellulose-Based Composites: Techno-Economic Evaluation. Ind. Crops Prod. 2021, 167, 113435. [Google Scholar] [CrossRef]
- Dessbesell, L.; Yuan, Z.; Hamilton, S.; Leitch, M.; Pulkki, R.; Xu, C. Bio-Based Polymers Production in a Kraft Lignin Biorefinery: Techno-Economic Assessment. Biofuels Bioprod. Biorefining 2018, 12, 239–250. [Google Scholar] [CrossRef]
- Vasic, S. Techno-Economic Analysis of Large Scale Lignin Based Rigid Polyurethane and Epoxy Resin. Bachelor’s Thesis, University of Southampton, Southampton, UK, 2020. [Google Scholar]
- Qin, Z.-H.; Fridrihsone, A.; Mou, J.-H.; Pomilovskis, R.; Godina, D.; Miao, Y.; Liu, Z.; Tsang, C.-W.; Zhang, L.; Xu, C.; et al. Valorisation of Food Waste into Bio-Based Polyurethane Rigid Foams: From Experimental Investigation to Techno-Economic Analysis. Chem. Eng. J. 2024, 493, 152680. [Google Scholar] [CrossRef]
- Davis, R.; Wiatrowski, M.; Kinchin, C.; Humbird, D. Conceptual Basis and Techno-Economic Modeling for Integrated Algal Biorefinery Conversion of Microalgae to Fuels and Products 2019 NREL TEA Update: Highlighting Paths to Future Cost Goals via a New Pathway for Combined Algal Processing; National Renewable Energy Laboratory: Golden, CO, USA, 2020; p. 77. [Google Scholar]
- Arias, A.; Entrena-Barbero, E.; Feijoo, G.; Moreira, M.T. Sustainable Non-Isocyanate Polyurethanes Bio-Adhesives for Engineered Wood Panels Are Revealed as Promising Candidates to Move from Formaldehyde-Based Alternatives. J. Environ. Chem. Eng. 2022, 10, 107053. [Google Scholar] [CrossRef]
- von der Assen, N.; Sternberg, A.; Kätelhön, A.; Bardow, A. Environmental Potential of Carbon Dioxide Utilization in the Polyurethane Supply Chain. Faraday Discuss. 2015, 183, 291–307. [Google Scholar] [CrossRef] [PubMed]
- Santos, P.; Correia, J.R.; Godinho, L.; Dias, A.M.P.G.; Dias, A. Life Cycle Analysis of Cross-Insulated Timber Panels. Structures 2021, 31, 1311–1324. [Google Scholar] [CrossRef]
- Llantoy, N.; Chàfer, M.; Cabeza, L.F. A Comparative Life Cycle Assessment (LCA) of Different Insulation Materials for Buildings in the Continental Mediterranean Climate. Energy Build. 2020, 225, 110323. [Google Scholar] [CrossRef]
- Yılmaz, E.; Arslan, H.; Bideci, A. Environmental Performance Analysis of Insulated Composite Facade Panels Using Life Cycle Assessment (LCA). Constr. Build. Mater. 2019, 202, 806–813. [Google Scholar] [CrossRef]
- Sierra-Pérez, J.; Boschmonart-Rives, J.; Gabarrell, X. Environmental Assessment of Façade-Building Systems and Thermal Insulation Materials for Different Climatic Conditions. J. Clean. Prod. 2016, 113, 102–113. [Google Scholar] [CrossRef]
- Pargana, N.; Pinheiro, M.D.; Silvestre, J.D.; De Brito, J. Comparative Environmental Life Cycle Assessment of Thermal Insulation Materials of Buildings. Energy Build. 2014, 82, 466–481. [Google Scholar] [CrossRef]
- Marson, A.; Masiero, M.; Modesti, M.; Scipioni, A.; Manzardo, A. Life Cycle Assessment of Polyurethane Foams from Polyols Obtained through Chemical Recycling. ACS Omega 2021, 6, 1718–1724. [Google Scholar] [CrossRef] [PubMed]
- Manzardo, A.; Marson, A.; Roso, M.; Boaretti, C.; Modesti, M.; Scipioni, A.; Lorenzetti, A. Life Cycle Assessment Framework To Support the Design of Biobased Rigid Polyurethane Foams. ACS Omega 2019, 4, 14114–14123. [Google Scholar] [CrossRef] [PubMed]
- Batouli, S.M.; Zhu, Y.; Nar, M.; D’Souza, N.A. Environmental Performance of Kenaf-Fiber Reinforced Polyurethane: A Life Cycle Assessment Approach. J. Clean. Prod. 2014, 66, 164–173. [Google Scholar] [CrossRef]
- Wiatrowski, M.; Tan, E.C.D.; Davis, R. Chapter 6—TEA and LCA of Bio-Based Polyurethanes. In Rethinking Polyester Polyurethanes; Pomeroy, R.S., Ed.; Emerging Issues in Analytical Chemistry; Elsevier: Amsterdam, The Netherlands, 2023; pp. 153–176. ISBN 978-0-323-99982-3. [Google Scholar]
- Wray, H.E.; Luzzi, S.; D’Arrigo, P.; Griffini, G. Life Cycle Environmental Impact Considerations in the Design of Novel Biobased Polyurethane Coatings. ACS Sustain. Chem. Eng. 2023, 11, 8065–8074. [Google Scholar] [CrossRef]
- Pegoretti, T.D.S.; Mathieux, F.; Evrard, D.; Brissaud, D.; Arruda, J.R.D.F. Use of Recycled Natural Fibres in Industrial Products: A Comparative LCA Case Study on Acoustic Components in the Brazilian Automotive Sector. Resour. Conserv. Recycl. 2014, 84, 1–14. [Google Scholar] [CrossRef]
- Martins, L.S.; Zanini, N.C.; Maia, L.S.; Souza, A.G.; Barbosa, R.F.S.; Rosa, D.S.; Mulinari, D.R. Crude Oil and S500 Diesel Removal from Seawater by Polyurethane Composites Reinforced with Palm Fiber Residues. Chemosphere 2021, 267, 129288. [Google Scholar] [CrossRef]
- Dylewski, R.; Adamczyk, J. Study on Ecological Cost-Effectiveness for the Thermal Insulation of Building External Vertical Walls in Poland. J. Clean. Prod. 2016, 133, 467–478. [Google Scholar] [CrossRef]
- European Union. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives; European Union: Brussels, Belgium, 2024. [Google Scholar]
- EEA Municipal Waste Management across European Countries; European Environment Agency: Copenhagen, Denmark, 2016; p. 12.
- Program States. Mattress Recycling Council. Available online: https://mattressrecyclingcouncil.org/programs/ (accessed on 15 May 2025).
- European Union Commission Regulation (EU) 2020/1149 of 3 August 2020 Amending Annex XVII to Regulation (EC) No 1907/2006 of the European Parliament and of the Council Concerning the Registration, Evaluation, Authorisation and Restriction of Chemicals (REACH) as Regards Diisocyanates; European Union: Brussels, Belgium, 2020.
- USDA. Biobased Markets Program: 2024-28431 (89 FR 97459). 2024. Available online: https://www.govinfo.gov/app/details/FR-2024-12-09/2024-28431 (accessed on 15 May 2025).
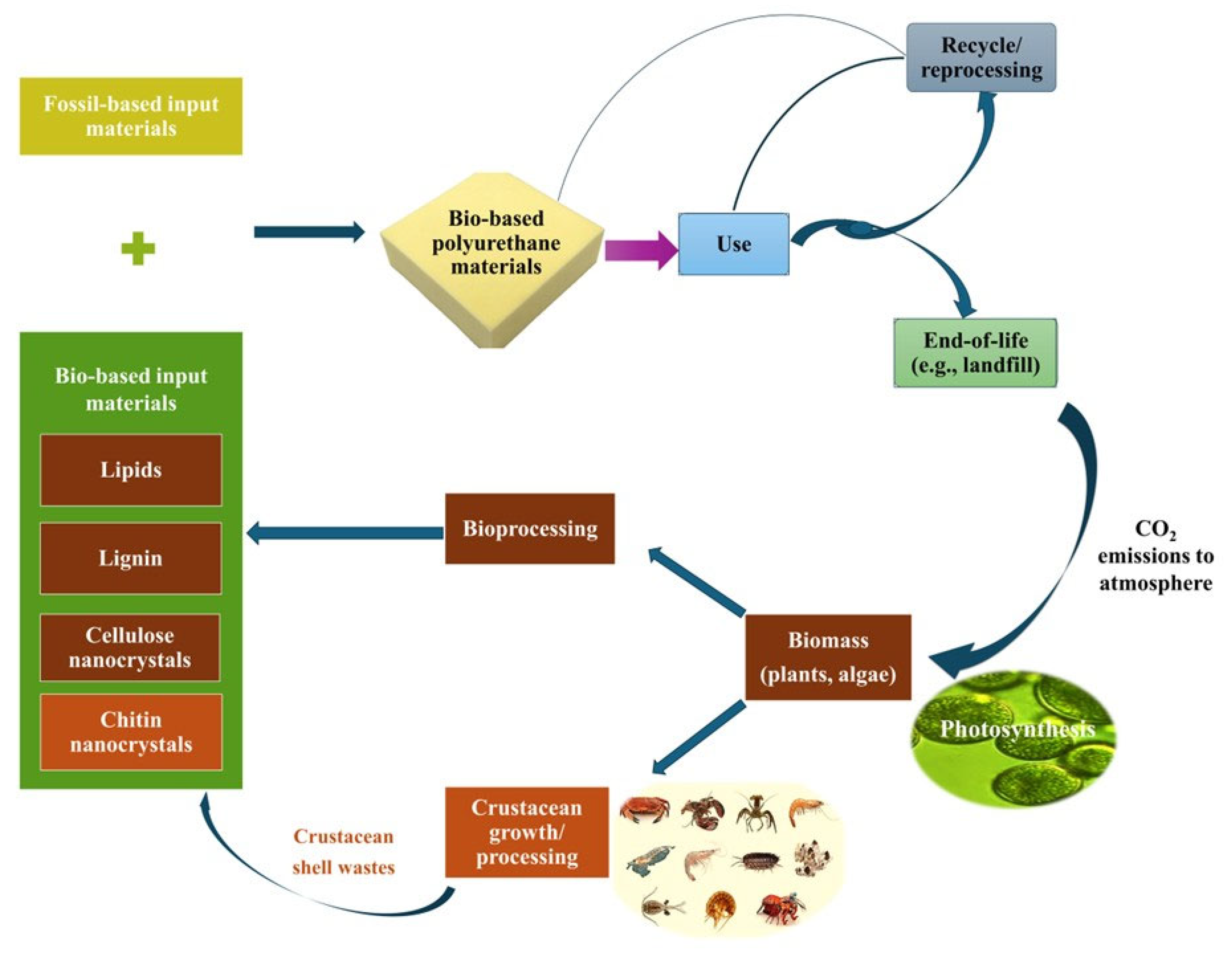
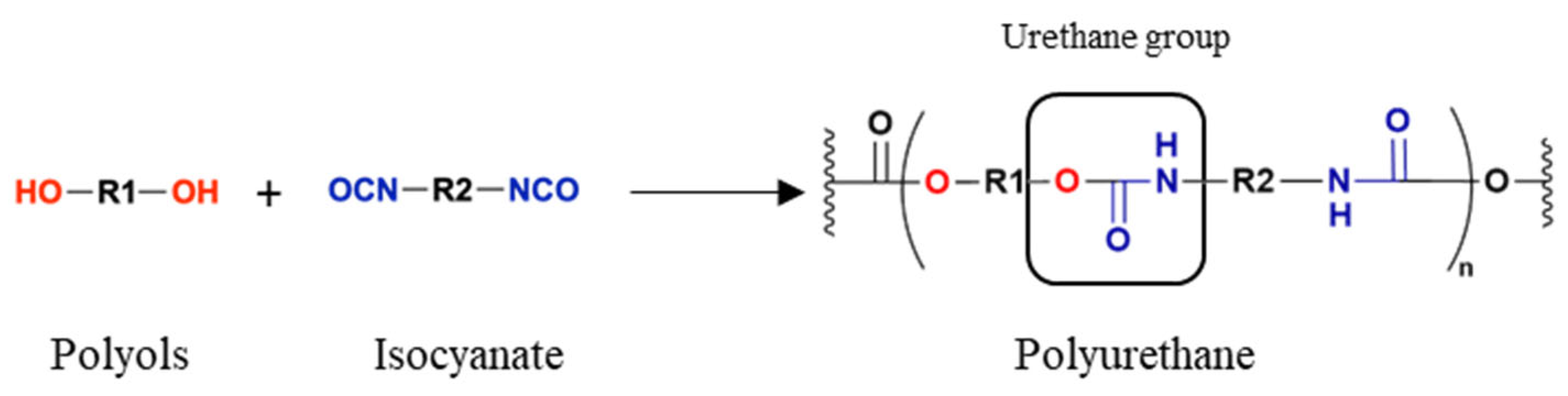


Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).