

Hardness and Microstructural Characterization of Al/FA Composites Fabricated by Compo Casting and the Equal Channel Angular Extrusion



Abstract
1. Introduction
2. Materials and Methods
- The FA was preheated at 150 °C for 2 h to eliminate moisture.
- The reinforcement is added gradually in the A356.0 matrix at a temperature of 610 °C while mixing at 600 rpm.
- The FA is mixed in the semi-solid matrix for 4 min before being poured into a die preheated to 300 °C.
- After casting, the two-part die with internal dimensions of 20 mm × 30 mm × 150 mm was left to cool gradually at room temperature along with the casting.
3. Results and Discussion
3.1. Density and Porosity
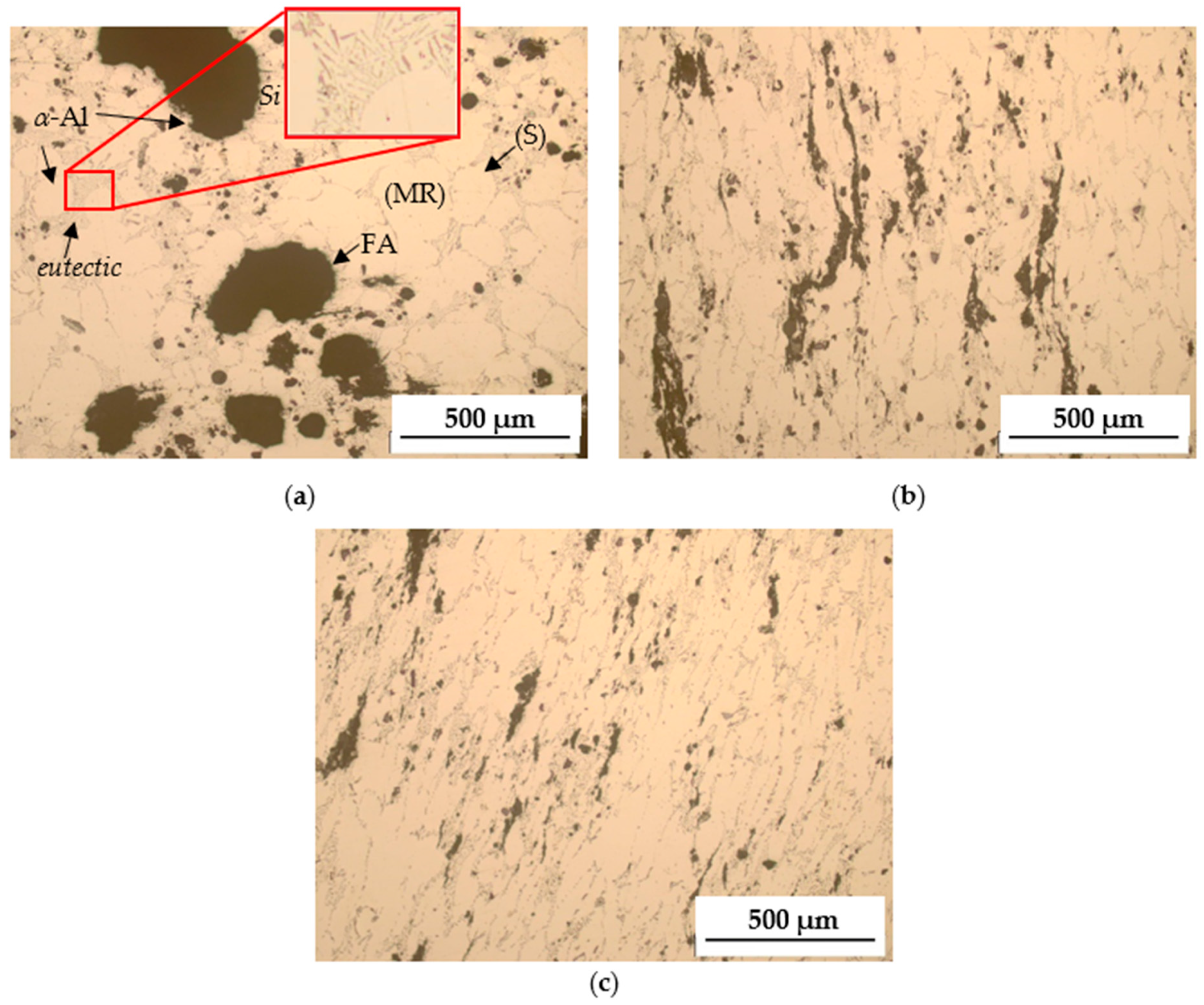
3.2. Light Microscopy
- ΔσHP 0–1 = 5.09 MPa–8.20 MPa.
- The increase in strength caused by the second additional pass ranges from
- ΔσHP 1–2 = 0 MPa–3.50 MPa.
- Finally, the strengthening between the double extruded and as-cast state is
- ΔσHP 0–2 = 5.09 MPa–11.70 MPa.
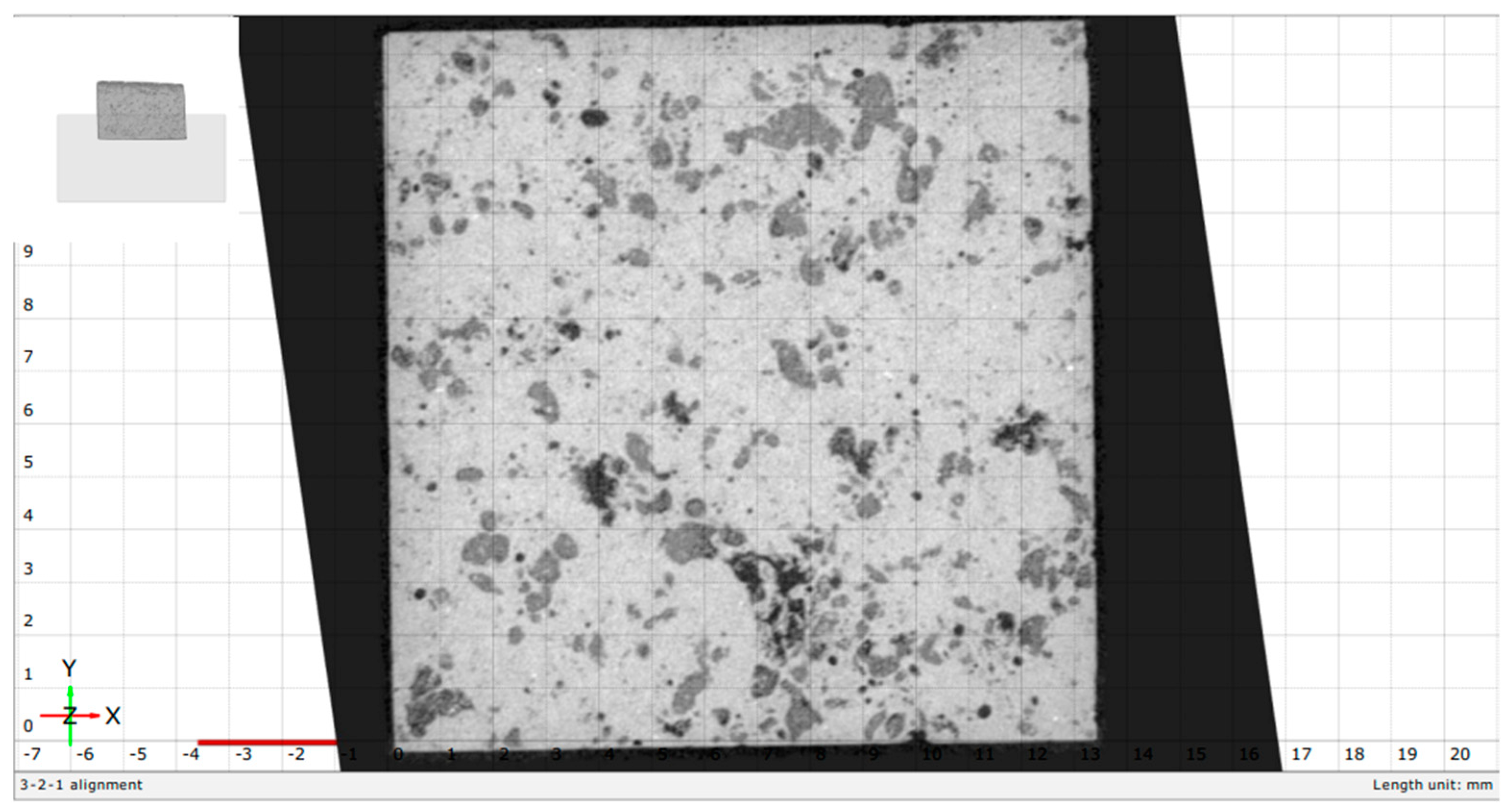
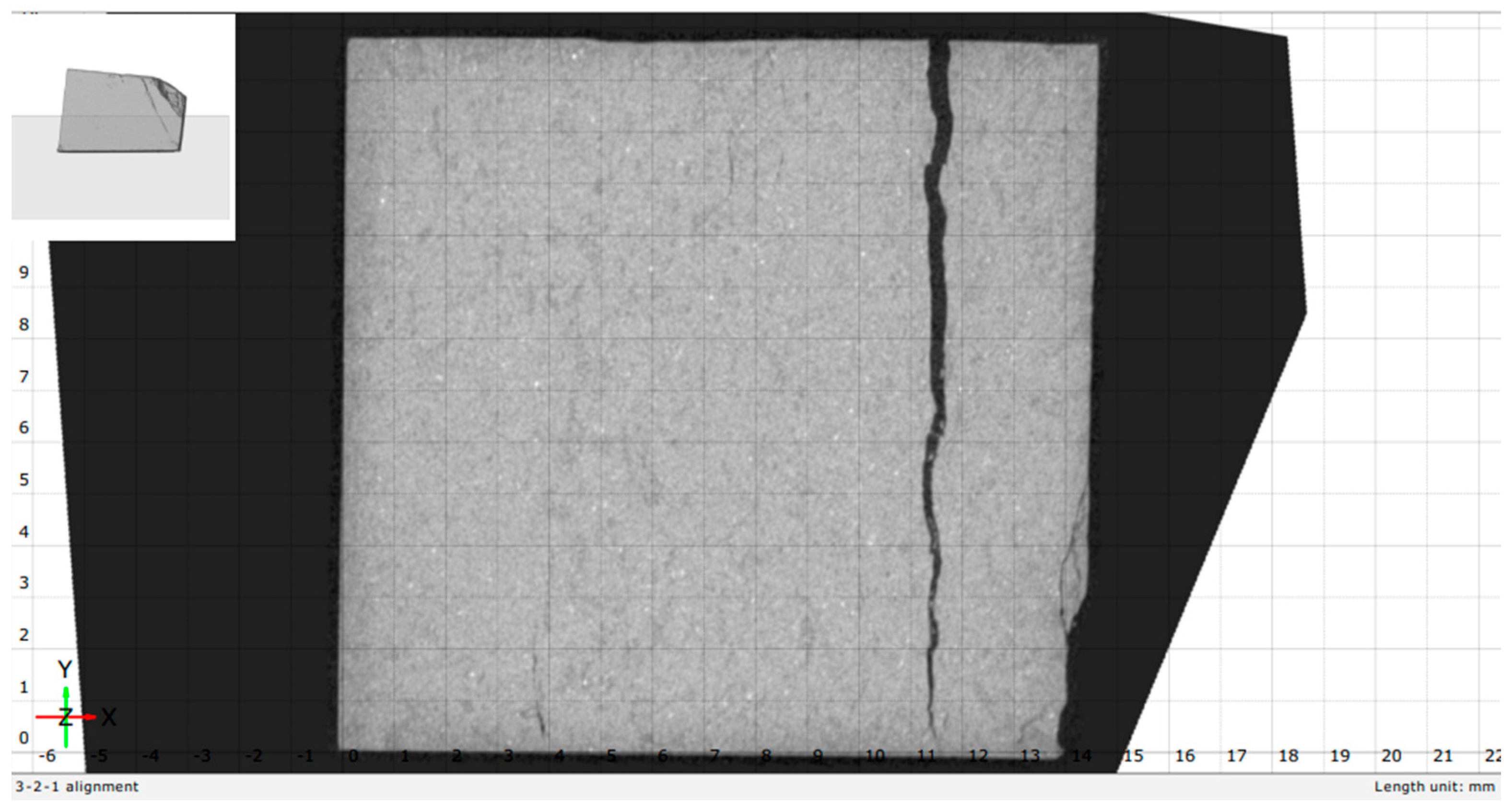
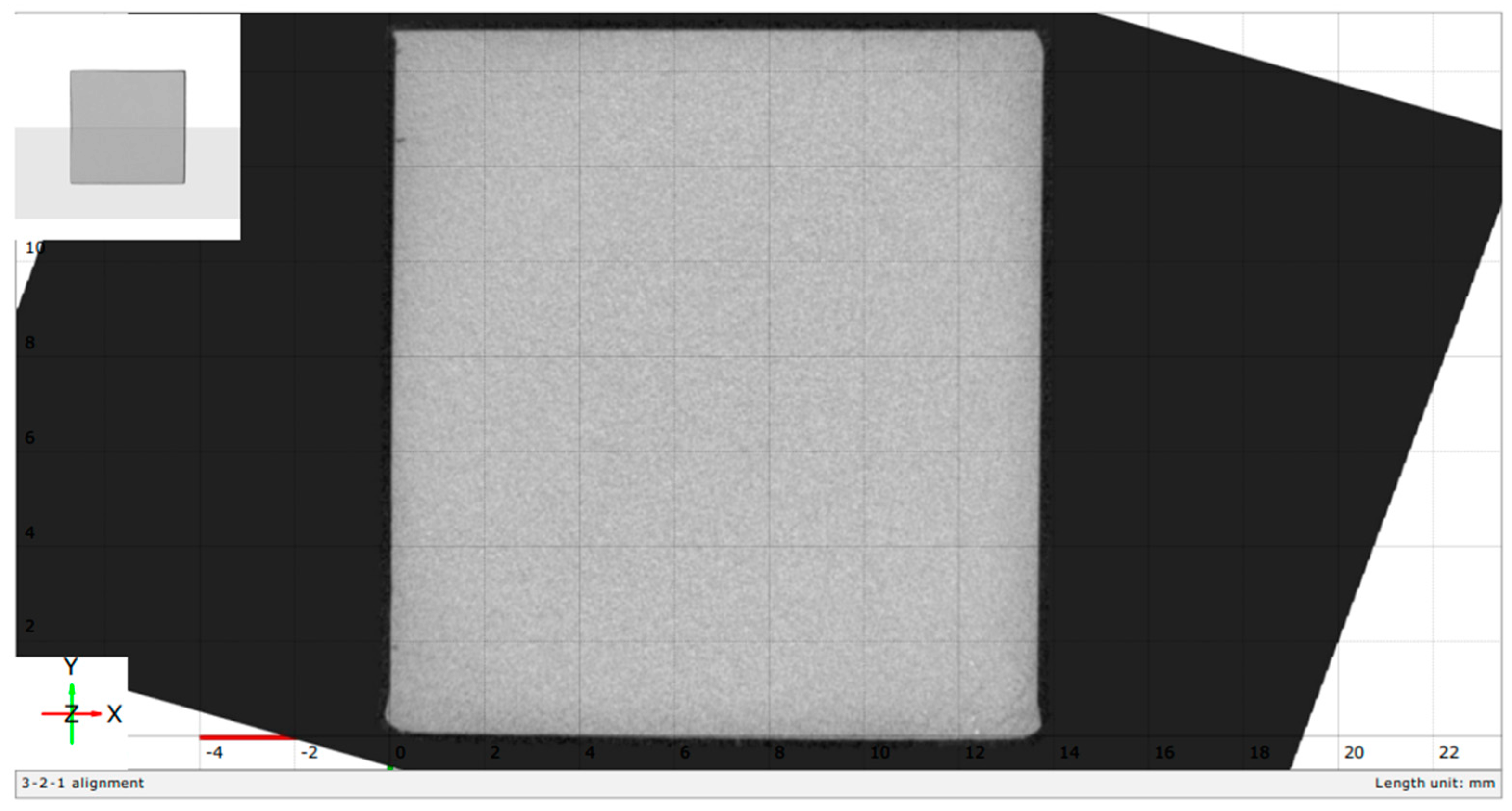
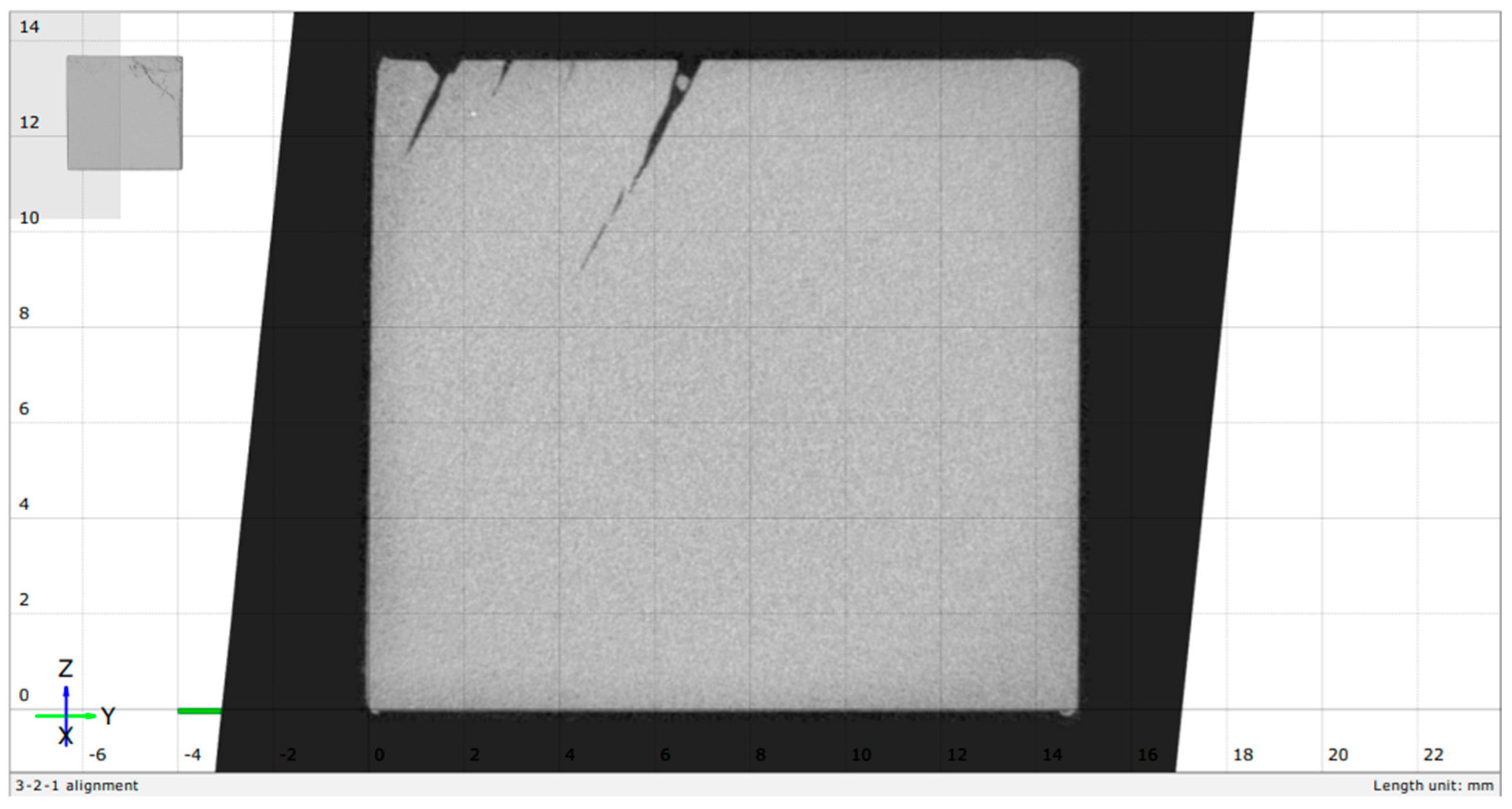
3.3. Computer Tomography
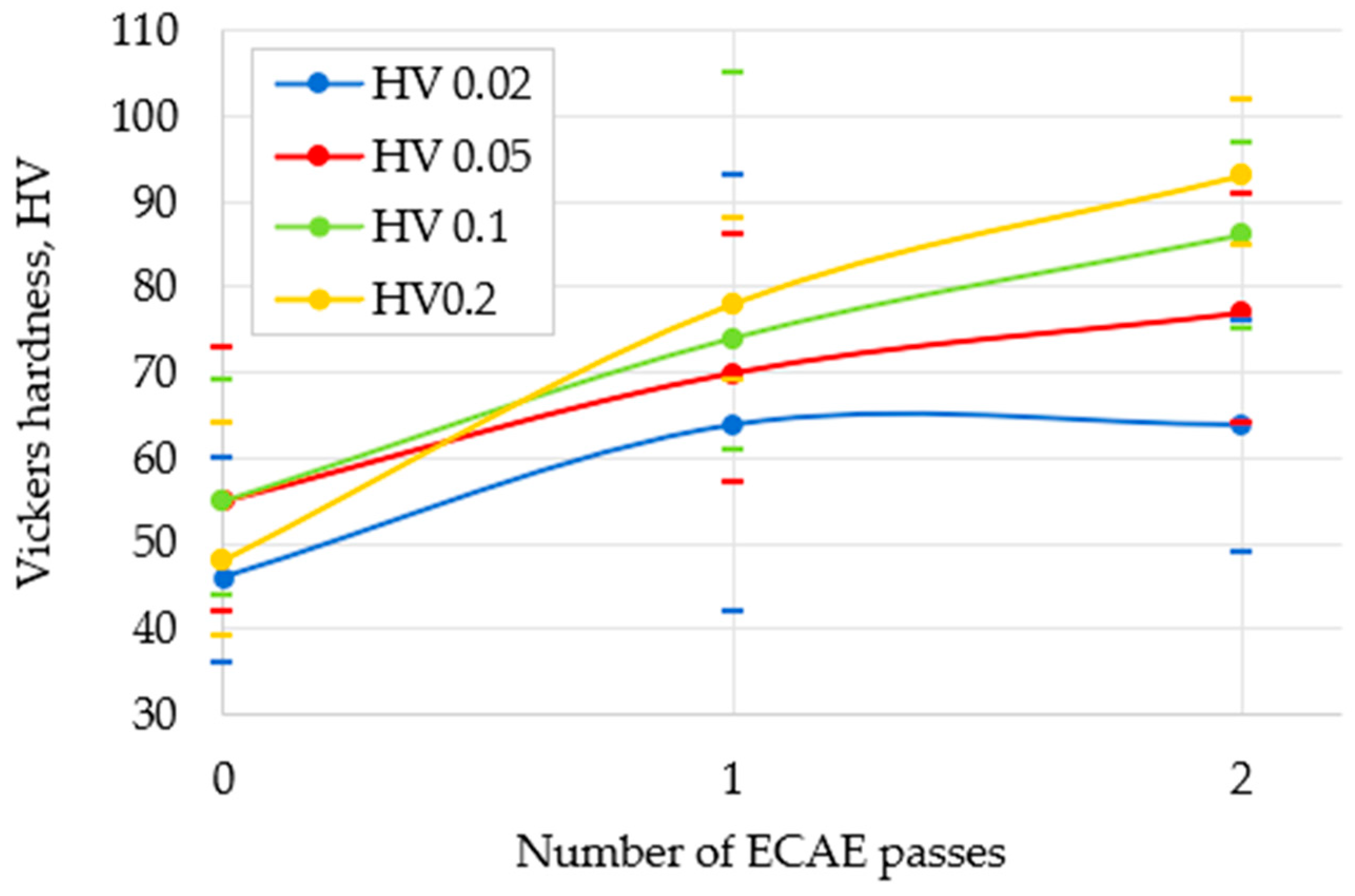
3.4. Vickers Hardness Test
4. Conclusions
- The aluminum matrix microstructure contains dendritic formations of α-Al crystals that have the form of primary and mature rosettes and completely spheroidal forms. The fine particle fraction FA is well distributed in the matrix. The microstructure is relatively homogeneous, with smaller FA agglomerations and very low porosity (less than 1%), and the application of the compo casting technique is fully justified.
- The subsequent ECAE process improves the composite’s microstructure. The severe plastic deformation due to intense shearing forces results in a directed structure and additional integration of FA into the matrix. The pores disappear after the first pass so that a fully monolithic, non-porous microstructure is formed by double extrusion.
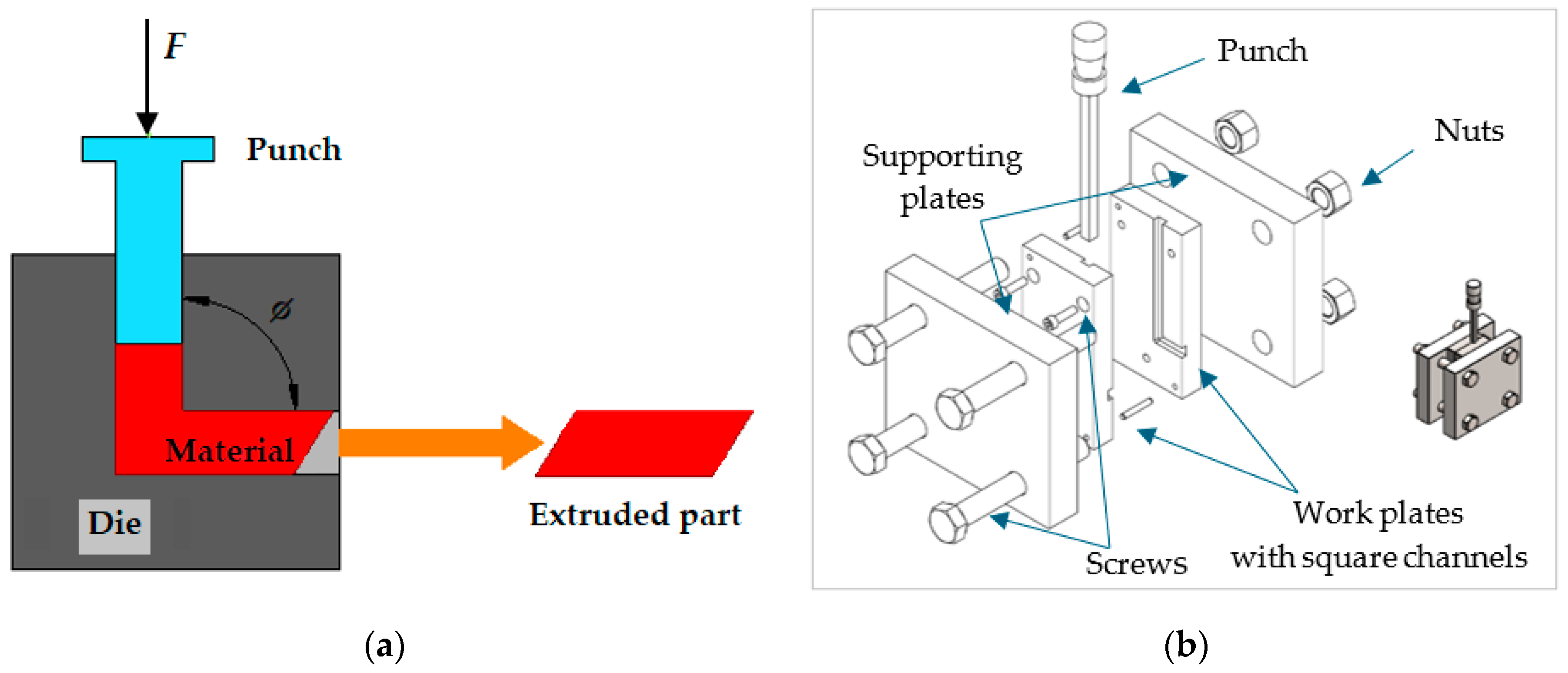
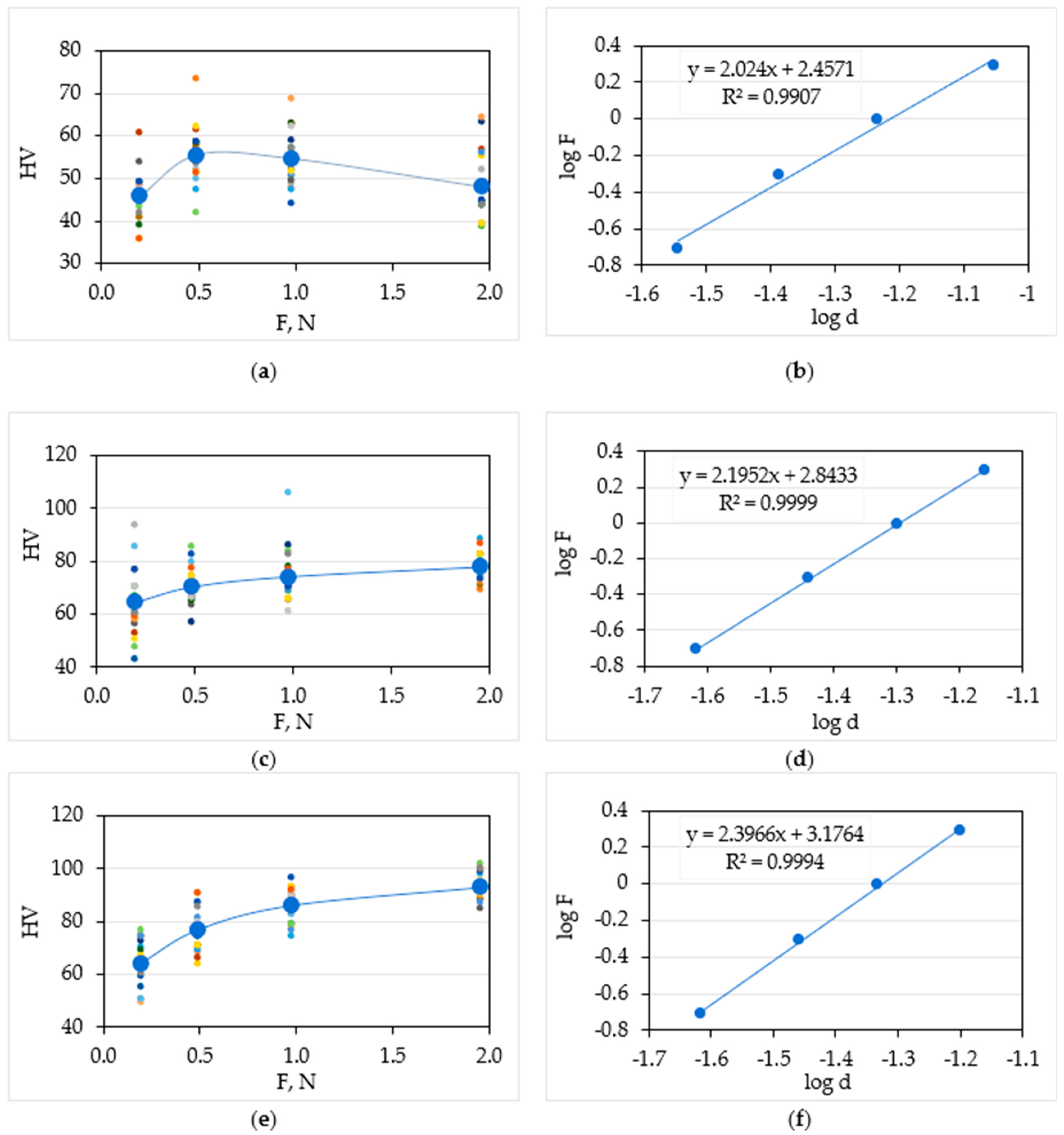
- The combination of intense compression and shearing in different planes due to the workpiece’s rotation results in an increase in hardness with an enhancement in the intensity of deformation induced by multiple extrusion passes.
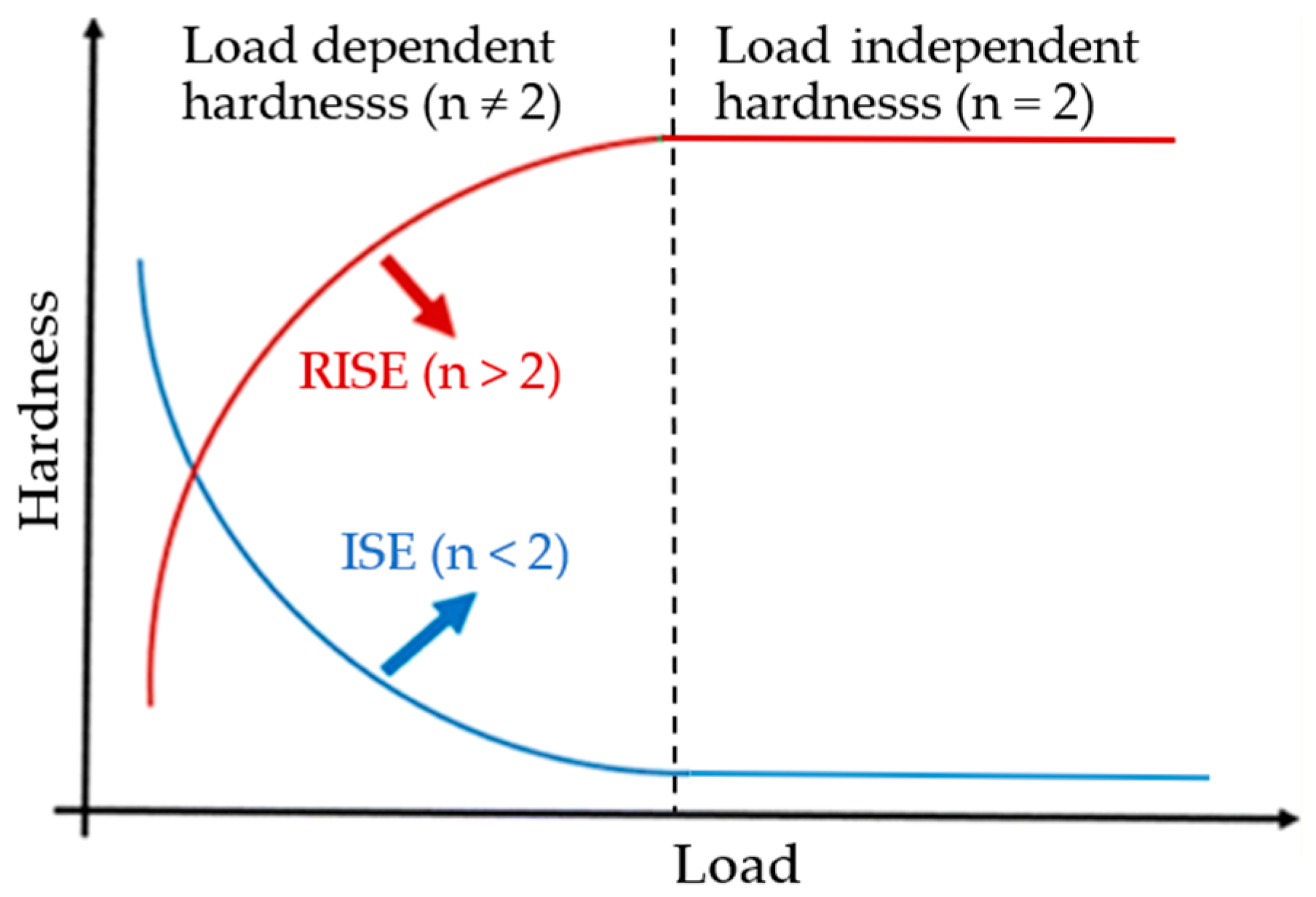
- A high coefficient of determination (from 0.9907 to 0.9999) indicates good agreement of hardness results with Meyer’s law. According to this law, extruded composites exhibit the reverse indentation size effect—RISE, i.e., an increase in hardness at higher indentation loads.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Razzaq, A.M.; Majid, D.L.; Basheer, U.M.; Aljibori, H.S.S. Research Summary on the Processing, Mechanical and Tribological Properties of Aluminium Matrix Composites as Effected by Fly Ash Reinforcement. Crystals 2021, 11, 1212. [Google Scholar] [CrossRef]
- Seham, S.A.; Narguess, H.M. Fly ash properties, characterization, and applications: A review. J. King Saud Univ.—Sci. 2021, 33, 101536. [Google Scholar] [CrossRef]
- Chakravarty, S.; Somanathan, E. There is no economic case for new coal plants in India. World Dev. Perspect. 2021, 24, 100373. [Google Scholar] [CrossRef]
- Kasar, A.K.; Gupta, N.; Rohatgi, P.K.; Menezes, P.L. A Brief Review of Fly Ash as Reinforcement for Composites with Improved Mechanical and Tribological Properties. JOM 2020, 2340–2351. [Google Scholar] [CrossRef]
- Dwivedi, A.; Jain, M.K. Fly Ash-Waste Management and Overview: A Review. Recent Res. Sci. Technol. 2014, 6, 30–35. [Google Scholar]
- Kurda, R.; Silvestre, J.D.; de Brito, J. Toxicity and Environmental and Economic Performance of Fly Ash and Recycled Concrete Aggregates Use in Concrete: A Review. Heliyon 2018, 4, 611. [Google Scholar] [CrossRef]
- Mushtaq, F.; Zahid, M.; Bhatti, I.A.; Nasir, S.; Hussain, T. Possible applications of coal fly ash in wastewater treatment. J. Environ. Manag. 2019, 240, 27–46. [Google Scholar] [CrossRef]
- Verma, V.; Khvan, A. Advances in Composite Materials Development; Lucan, D., Ed.; IntechOpen: London, UK, 2019; Chapter 3. [Google Scholar]
- Mishra, P.; Mishra, P.; Rana, R.S. Effect of Rice Husk Ash Reinforcements on Mechanical Properties of Aluminium Alloy (LM6) Matrix Composites. Mater. Today Proc. 2018, 5, 6018–6022. [Google Scholar] [CrossRef]
- Geetha, B.; Ganesan, K. Optimization of Tensile Characteristics of Al 356 Alloy Reinforced with Volume Fraction of Red Mud Metal Matrix Composite. Procedia Eng. 2014, 97, 614–624. [Google Scholar] [CrossRef]
- Choudhury, A.; Nanda, J.; Das, S.N. Enactment of Aluminium-Fly Ash Composites. J. Phys. Conf. Ser. 2020, 1706, 012138. [Google Scholar] [CrossRef]
- Ramanathan, A.; Krishnan, P.K.; Muraliraja, R. A Review on the Production of Metal Matrix Composites through Stir Casting—Furnace Design, Properties, Challenges, and Research Opportunities. J. Manuf. Process. 2019, 42, 213–245. [Google Scholar] [CrossRef]
- Sharma, A.K.; Bhandari, R.; Pinca-Bretotean, C. A Systematic Overview on Fabrication Aspects and Methods of Aluminum Metal Matrix Composites. Mater. Today Proc. 2021, 45, 4133–4138. [Google Scholar] [CrossRef]
- Segal, V. Equal-Channel Angular Extrusion (ECAE): From a Laboratory Curiosity to an Industrial Technology. Metals 2020, 10, 244. [Google Scholar] [CrossRef]
- Malaki, M.; Tehrani, A.F.; Niroumand, B.; Gupta, M. Wettability in Metal Matrix Composites. Metals 2021, 11, 1034. [Google Scholar] [CrossRef]
- Saito, Y.; Utsunomiya, H.; Tsuji, N.; Sakai, T. Novel Ultra-High Straining Process for Bulk Materials—Development of the Accumulative Roll-Bonding (ARB) Process. Acta Mater. 1999, 47, 579–583. [Google Scholar] [CrossRef]
- Dwivedi, S.P.; Sharma, S.; Mishra, K.R. A356 Aluminum Alloy and Applications—A Review. Int. J. Adv. Mater. Manuf. Charact. 2014, 4, 81–86. [Google Scholar] [CrossRef]
- Muslić, M.; Orešković, L.; Rede, V.; Maksimović, V. Indentation Size Effect of Composite A356 + 6%FA Subjected to ECAP. Metals 2022, 12, 821. [Google Scholar] [CrossRef]
- Muslić, M.; Rede, V.; Maksimović, V. Solid Particle Erosion Resistance of al Alloy and al Alloy-Fly Ash Composite Subjected to Equal-Channel Angular Pressing. Metall. Mater. Eng. 2021, 27, 15–26. [Google Scholar] [CrossRef]
- Maksimović, V.M.; Devečerski, A.B.; Došen, A.; Bobić, I.; Erić, M.D.; Volkov-Husović, T. Comparative Study on Cavitation Erosion Resistance of A356 Alloy and A356FA5 Composite. Trans. Indian Inst. Met. 2017, 70, 97–105. [Google Scholar] [CrossRef]
- Narendranath, S.; Chakradhar, D. Studies on microstructure and mechanical characteristics of as cast AA6061/SiC/fly ash hybrid AMCs produced by stir casting. Mater. Today Proc. 2020, 20, A1–A5. [Google Scholar] [CrossRef]
- Pola, A.; Tocci, M.; Kapranos, P. Microstructure and Properties of Semi-Solid Aluminum Alloys: A Literature Review. Metals 2018, 8, 181. [Google Scholar] [CrossRef]
- Abdi, M.; Ebrahimi, R. Twin Parallel Channel Angular Extrusion as a Development of ECAE in Parallel Channels. SN Appl. Sci. 2020, 2, 548. [Google Scholar] [CrossRef]
- Frint, P.; Martin Franz, W.W. Strain partitioning by recurrent shear localization during equal-channel angular pressing of an AA6060 aluminum alloy. Acta Mater. 2019, 176, 306–317. [Google Scholar] [CrossRef]
- Skrotzki, W. Deformation Heterogeneities in Equal Channel Angular Pressing. Mater. Trans. 2019, 60, 1331–1343. [Google Scholar] [CrossRef]
- ASTM E112-24; Standard Test Methods for Determining Average Grain Size. ASTM International: West Conshohocken, PA, USA, 2004.
- Majić Renjo, M.; Ćurković, L.; Štefančić, S.; Ćorić, D. Indentation Size Effect of Y-TZP Dental Ceramics. Dent. Mater. 2014, 30, e371–e376. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Markulík, Š.; Šolc, M.; Palfy, P. The Indentation Size Effect (ISE) of Metals. Crystals 2022, 12, 795. [Google Scholar] [CrossRef]
- Blaško, P.; Petrík, J.; Šolc, M.; Mihaliková, M.; Girmanová, L.; Trpčevská, J. The Influence of the Degree of Tension and Compression of Copper on the Indentation Size Effect (ISE). Crystals 2024, 14, 913. [Google Scholar] [CrossRef]
- Petrík, J.; Blaško, P.; Petryshynets, I.; Mihaliková, M.; Pribulová, A.; Futáš, P. The Influence of the Degree of Tension and Compression of Aluminum on the Indentation Size Effect (ISE). Metals 2022, 12, 2063. [Google Scholar] [CrossRef]
- Maddaiah, K.C.; Kumar, G.B.V.; Pramod, R. Studies on the Mechanical, Strengthening Mechanisms and Tribological Characteristics of AA7150-Al2O3 Nano-Metal Matrix Composites. J. Compos. Sci. 2024, 8, 97. [Google Scholar] [CrossRef]
- Shanmugasundaram, T.; Heilmaier, M.; Murty, B.; Vadlamani, S.S. On the Estimation of True Hall–Petch Constants and Their Role on the Superposition Law Exponent in Al Alloys. Adv. Eng. Mater. 2012, 14, 892–897. [Google Scholar] [CrossRef]
- Dang, B.; Zhang, X.; Chen, Y.; Chen, C.X.; Wang, H.T.; Liu, F. Breaking through the strength-ductility trade-off dilemma in an Al-Si-based casting alloy. Sci. Rep. 2016, 6, 30874. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Si | Fe | Cu | Mn | Mg | Zn | Ti | Sr | Al |
|---|---|---|---|---|---|---|---|---|
| 7.0 | 0.11 | <0.01 | <0.01 | 0.37 | 0.01 | 0.12 | 0.056 | Bal. |
| SiO2 | Al2O3 | Fe2O3 | TiO2 | MnO | CaO | MgO | LOI * | Total |
|---|---|---|---|---|---|---|---|---|
| 37.8 | 22.5 | 17.4 | 0.8 | 0.2 | 12.4 | 3.1 | 1.6 | 95.8 |
| State | ρmeasured, g/cm3 | ρtheo, g/cm3 | ρrel | Porosity, % |
|---|---|---|---|---|
| As-cast | 2.616 | 2.640 | 0.9909 | 0.91 |
| Single extruded | 2.637 | 2.640 | 0.9989 | 0.11 |
| Double extruded | 2.639 | 2.640 | 0.9996 | 0.04 |
| Number of ECAE Passes | Applied Indentation Load, N | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 0.196 (HV0.02) | 0.490 (HV0.05) | 0.981 (HV0.1) | 1.960 (HV0.2) | |||||||||||||
| x | xmin | xmax | SD | x | xmin | xmax | SD | x | xmin | xmax | SD | x | xmin | xmax | SD | |
| 0 | 46 | 36 | 60 | 6 | 55 | 42 | 73 | 6 | 55 | 44 | 69 | 6 | 48 | 39 | 64 | 8 |
| 1 | 64 | 42 | 93 | 13 | 70 | 57 | 86 | 7 | 74 | 61 | 105 | 10 | 78 | 69 | 88 | 5 |
| 2 | 64 | 49 | 76 | 8 | 77 | 64 | 91 | 8 | 86 | 75 | 97 | 6 | 93 | 85 | 102 | 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muslić, M.; Rede, V.; Maksimović, V.; Ćorić, D. Hardness and Microstructural Characterization of Al/FA Composites Fabricated by Compo Casting and the Equal Channel Angular Extrusion. Processes 2025, 13, 928. https://doi.org/10.3390/pr13040928
Muslić M, Rede V, Maksimović V, Ćorić D. Hardness and Microstructural Characterization of Al/FA Composites Fabricated by Compo Casting and the Equal Channel Angular Extrusion. Processes. 2025; 13(4):928. https://doi.org/10.3390/pr13040928
Chicago/Turabian StyleMuslić, Merima, Vera Rede, Vesna Maksimović, and Danko Ćorić. 2025. "Hardness and Microstructural Characterization of Al/FA Composites Fabricated by Compo Casting and the Equal Channel Angular Extrusion" Processes 13, no. 4: 928. https://doi.org/10.3390/pr13040928
APA StyleMuslić, M., Rede, V., Maksimović, V., & Ćorić, D. (2025). Hardness and Microstructural Characterization of Al/FA Composites Fabricated by Compo Casting and the Equal Channel Angular Extrusion. Processes, 13(4), 928. https://doi.org/10.3390/pr13040928