
Recent Advances in the Equal Channel Angular Pressing of Metallic Materials



Abstract
1. Introduction
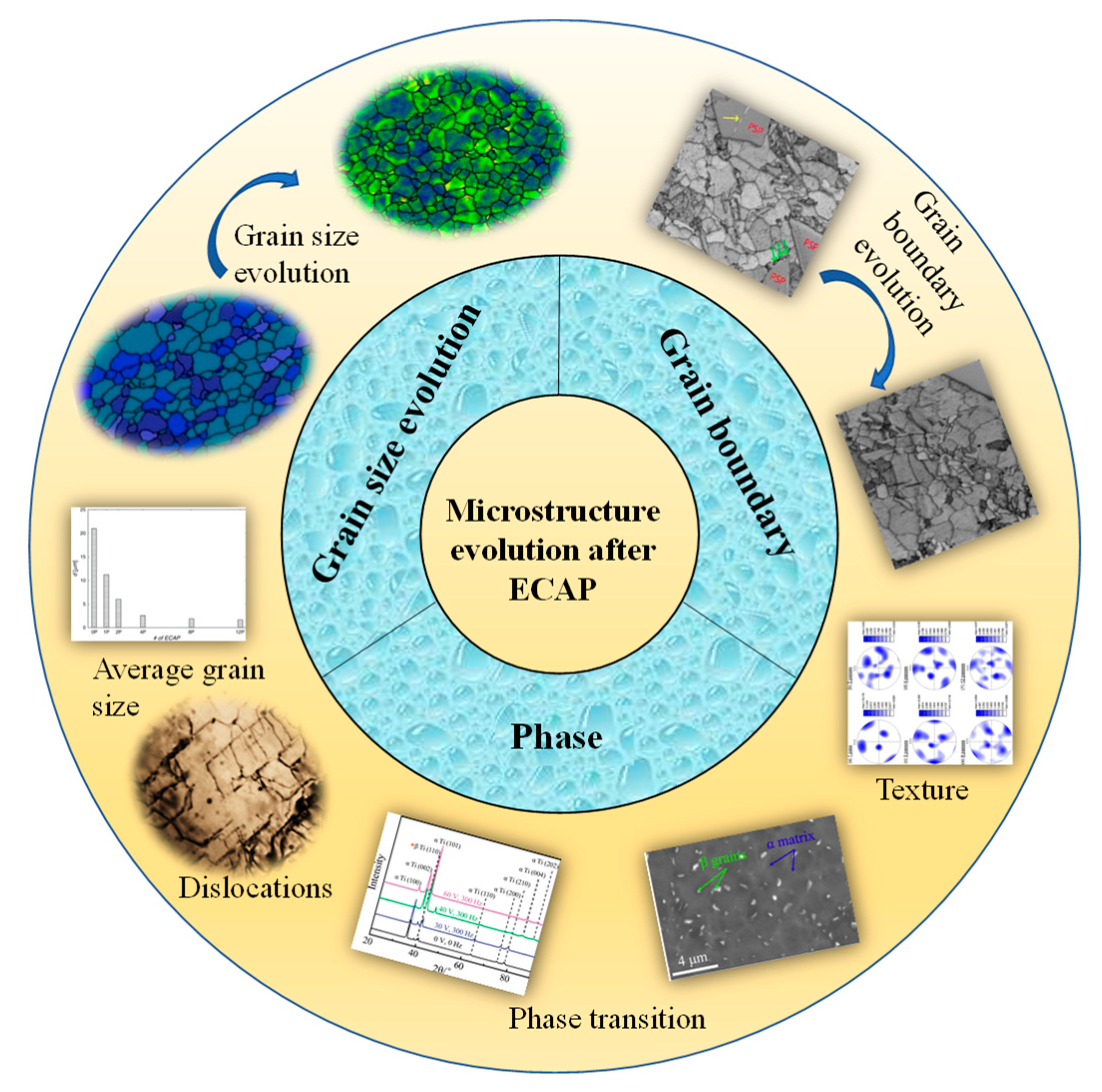
2. Microstructure Evolution after ECAP
2.1. Grain Size Evolution
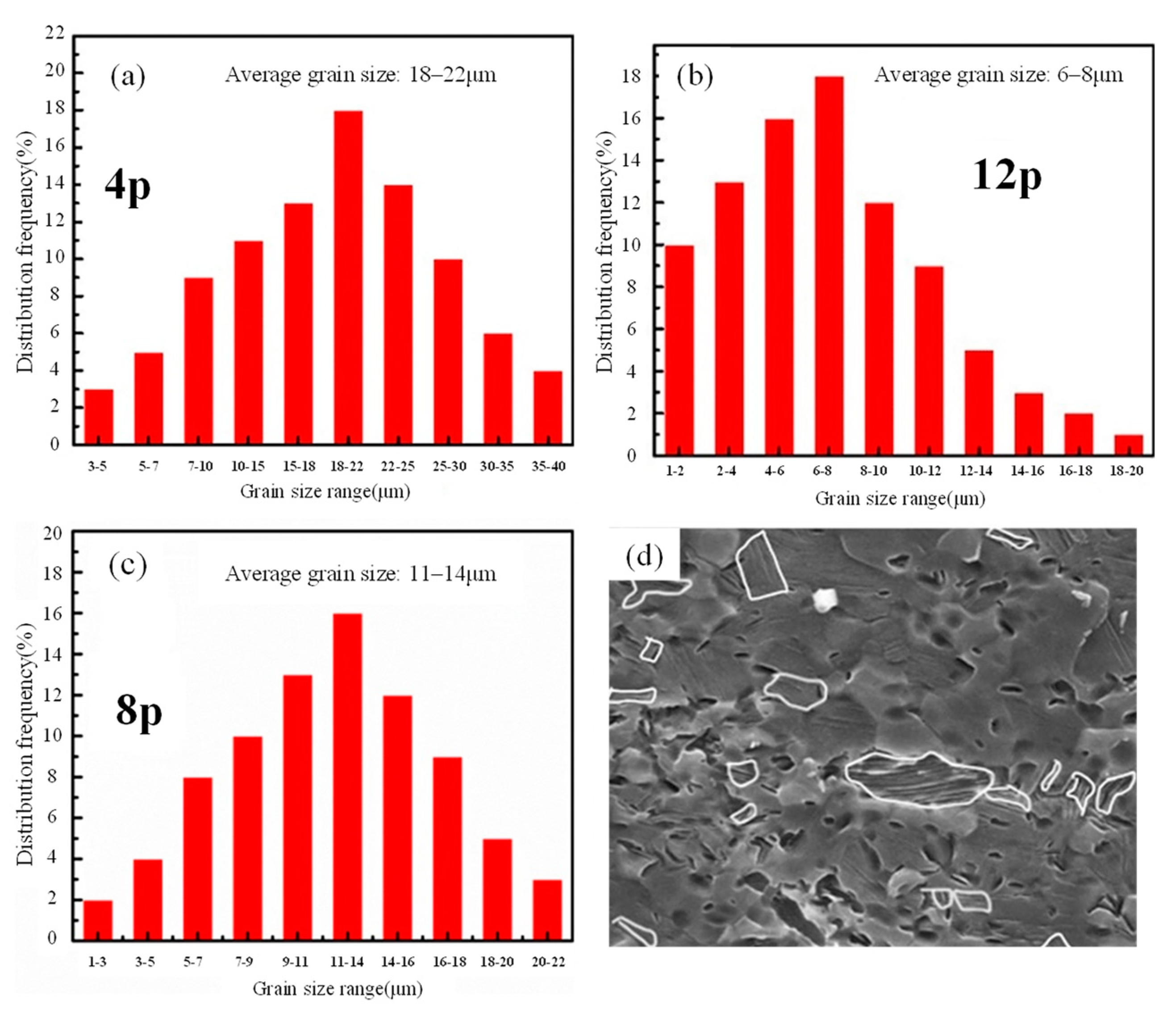
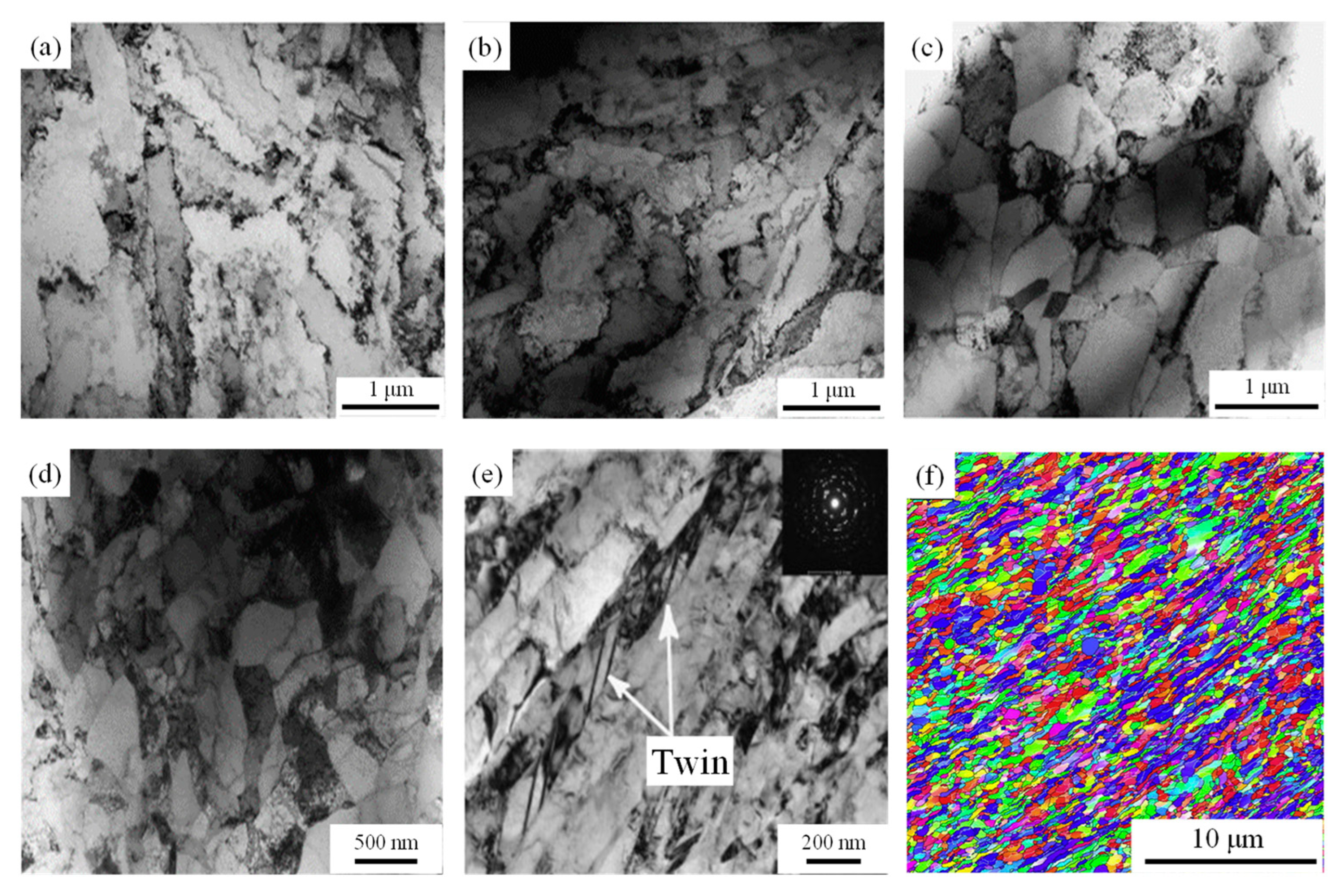
2.1.1. Grain Size from 1 to 10 μm
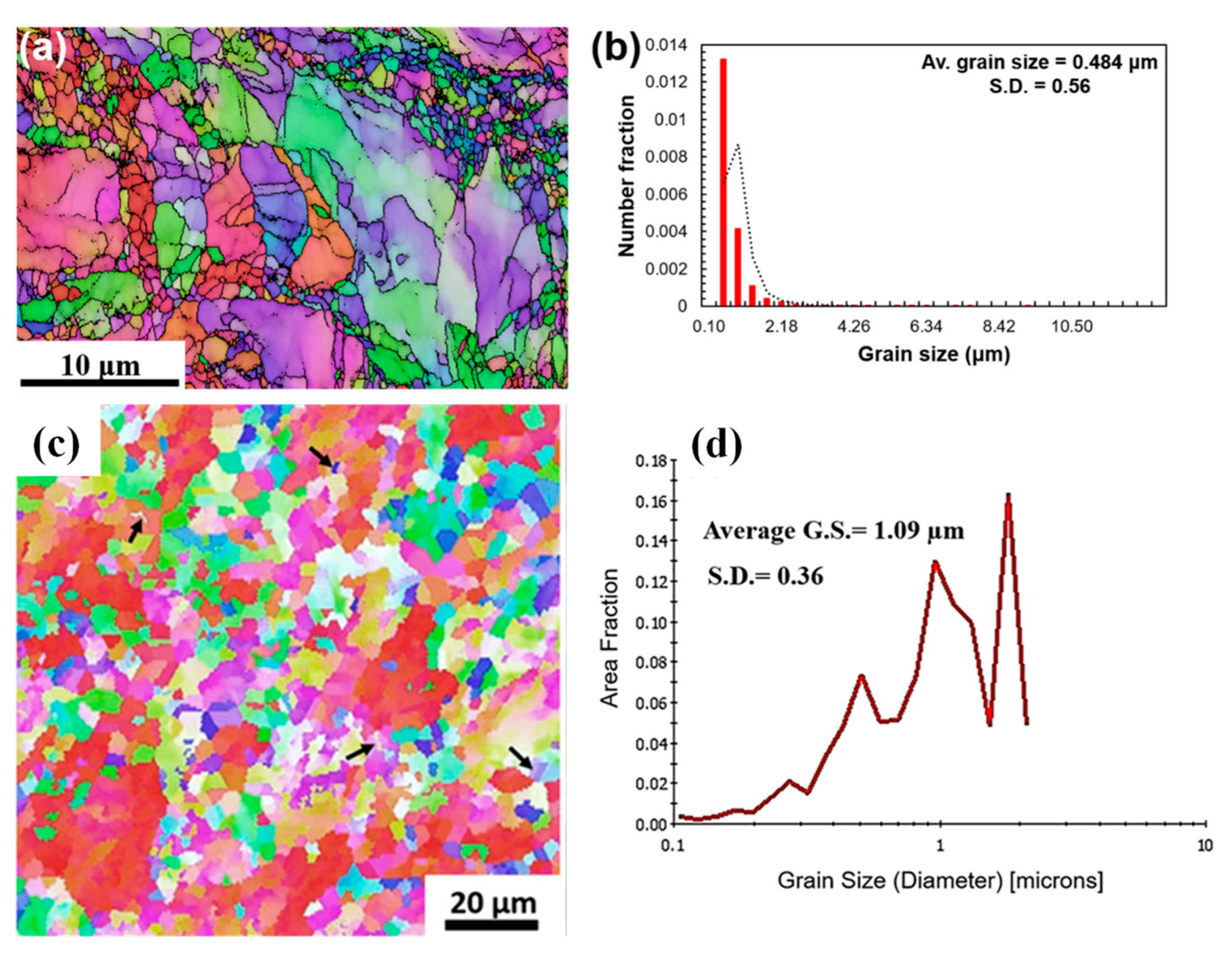
2.1.2. Grain Size from 0.1–1 μm
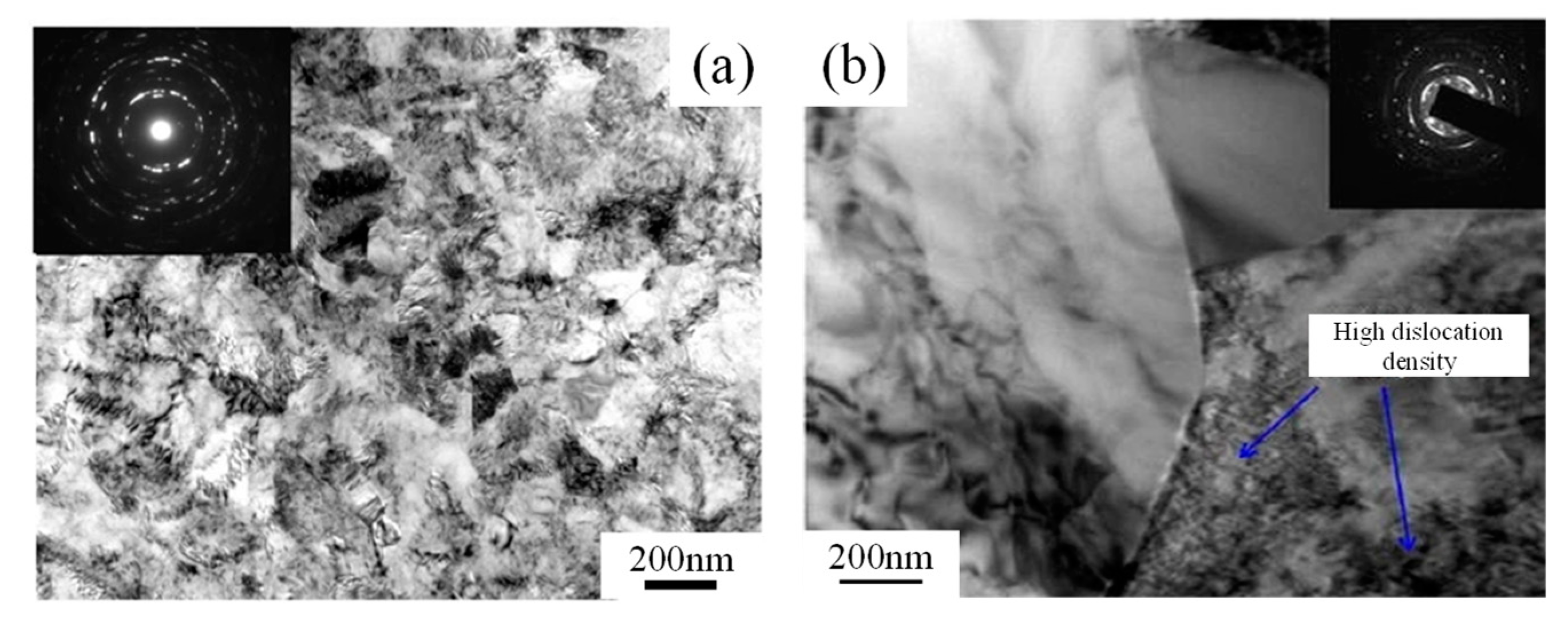
2.1.3. Grain Size below 0.1 μm
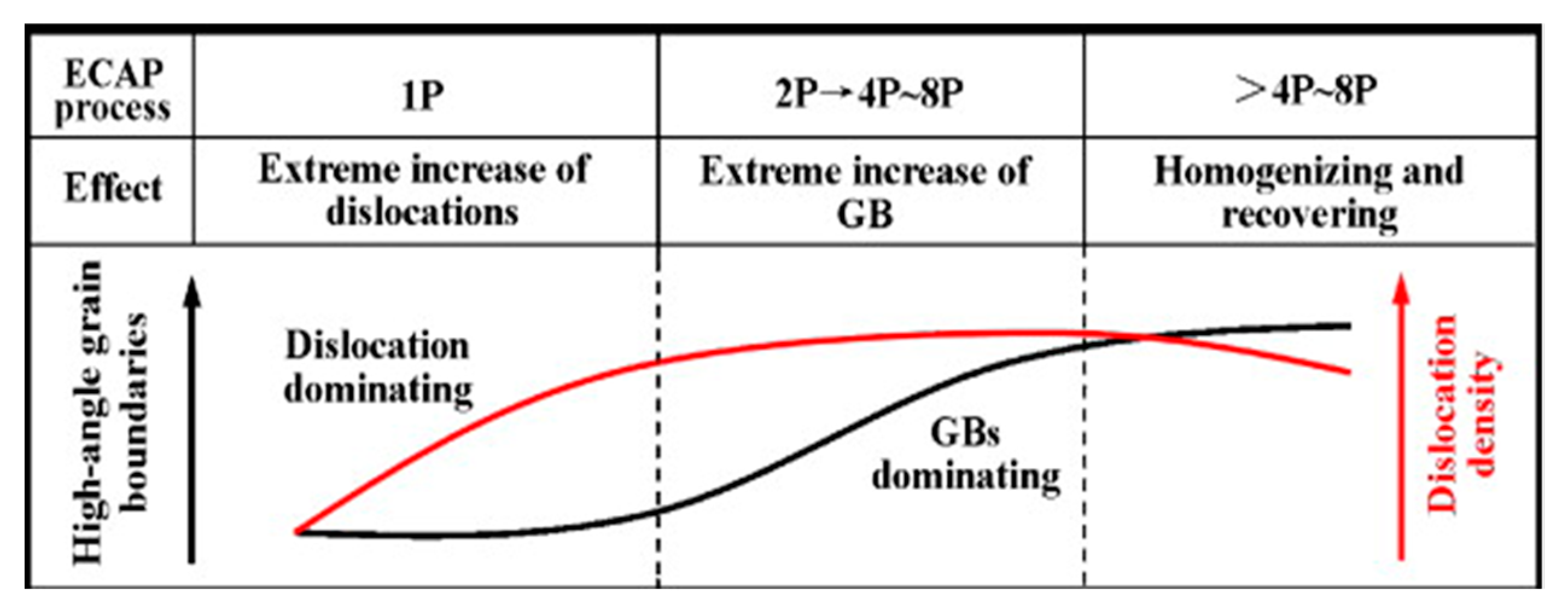
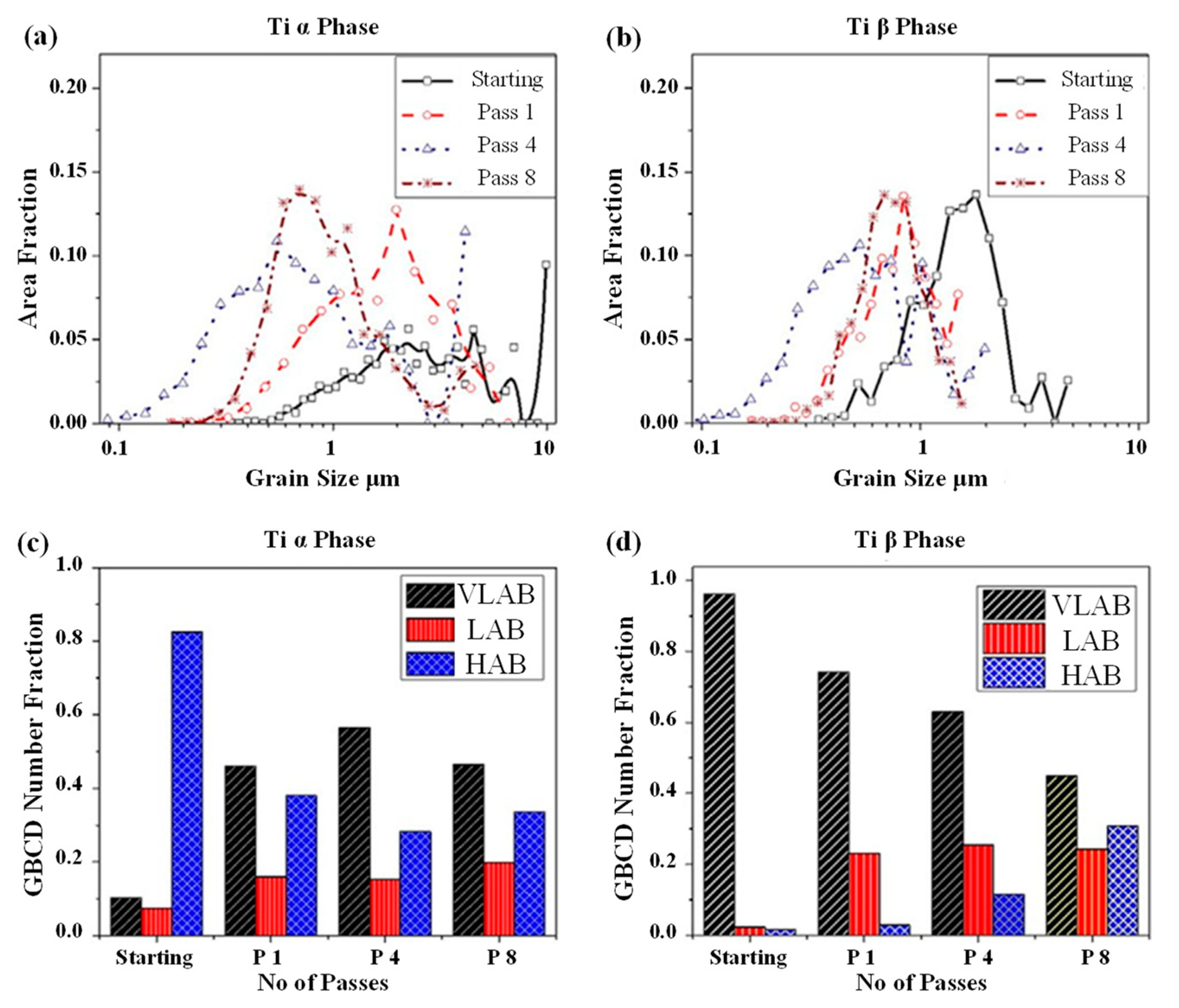
2.2. High/Low Angle Grain Boundary Evolution
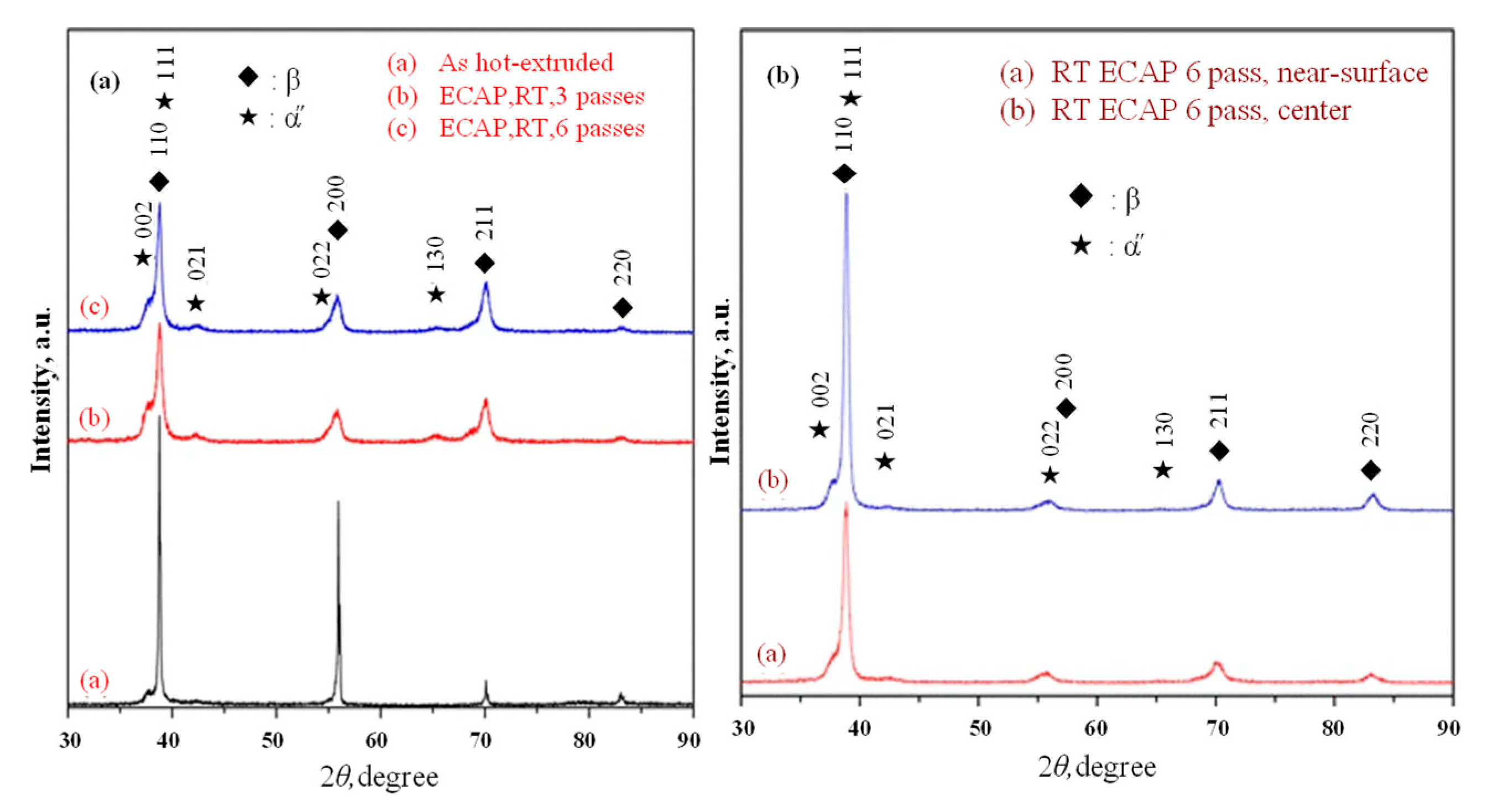
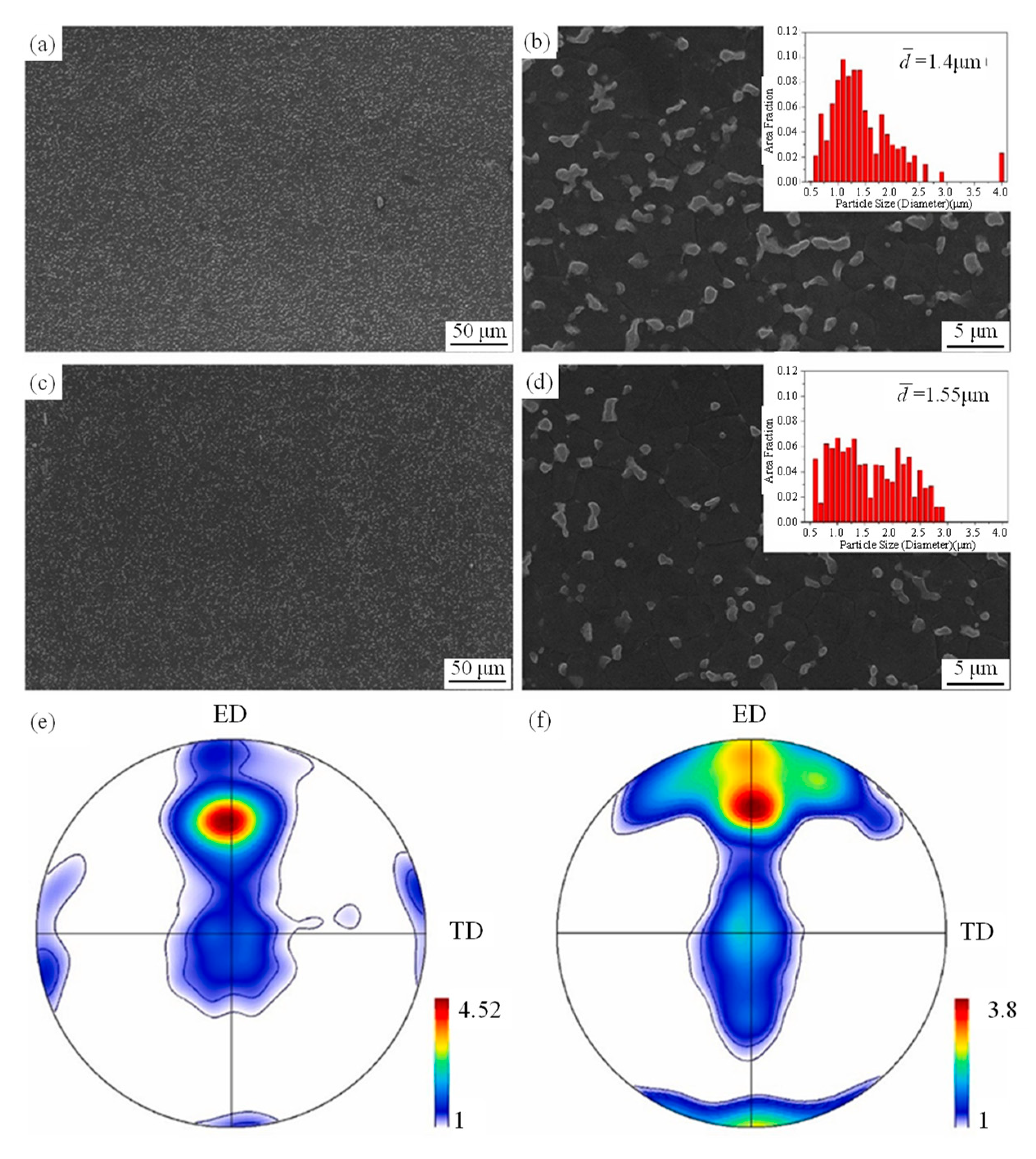
2.3. Phase
2.3.1. Titanium Alloys
2.3.2. Mg Alloys
2.3.3. Al Alloys
3. Deformation Mechanism
4. Conclusions and Perspectives
- (1)
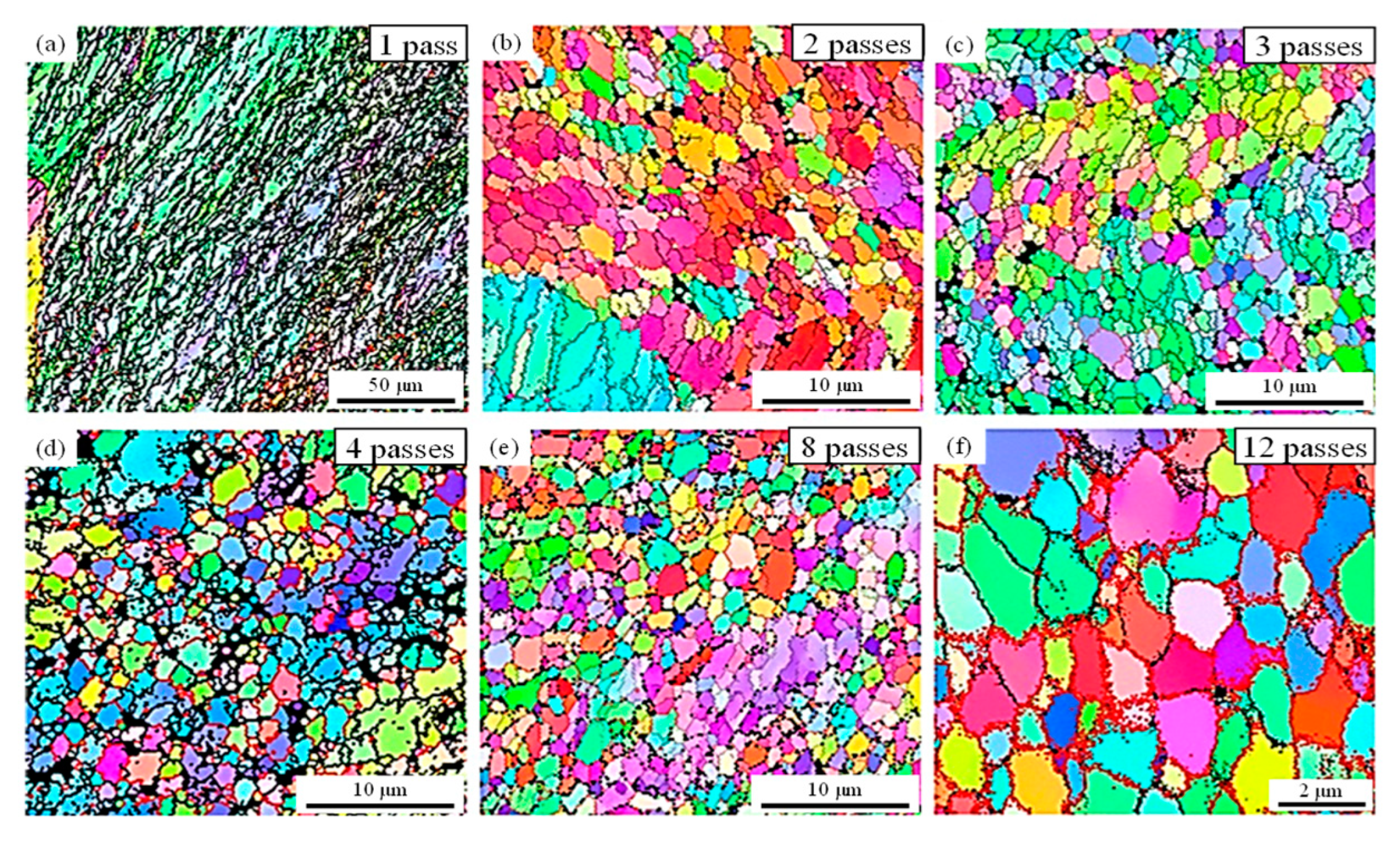
- Starting from the grain size, this paper discusses the processing parameters required to achieve submicron and nanoscale particles for different metal materials. The grain size required for different metal materials is obtained by analyzing the influencing factors such as processing route, pass, and temperature. The research on processing temperature and processing speed is still not comprehensive enough, and no quantitative and continuous trend of influence has been obtained. However, performing the ECAP process at a relatively low temperature is beneficial to obtain finer grains, because the low temperature can inhibit the dynamic recrystallization and grain growth of metal materials.
- (2)
- The grain refinement of the ECAP process is via plastic deformation of the workpiece, during which grain boundaries also change simultaneously. Even though some efforts have been devoted to investigating the evolution of the high/low angle grain boundaries, the shear deformation and its interaction during grain refinement are still under discussion due to the evolution of grain boundaries in the material. Some advanced characterization techniques such as in-situ TEM and transmission Kikuchi diffraction (TKD) can provide more detail information, which are suitable candidates for investigating the grain boundary evolution in future studies.
- (3)
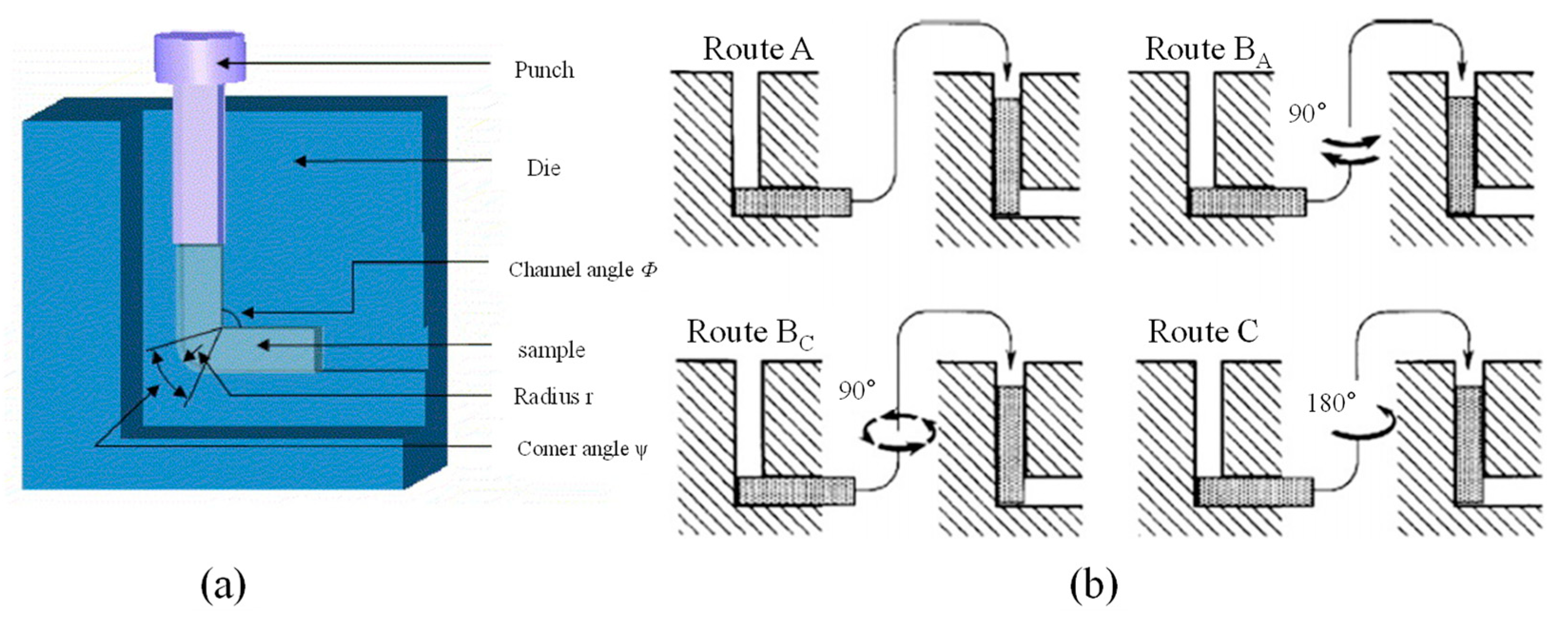
- The quantitative relationship between the effective strain and the pass, channel angle, and curvature angle during ECAP processing is discussed based on previous research under ideal conditions. However, the friction in the actual machining process is not negligible, and the influence of the friction between the sample part and the mold on the ECAP process still needs to be further studied.
- (4)
- During thermal deformation, subgrain boundaries transform from low-angle grain boundaries to high-angle grain boundaries by absorbing dislocations, resulting in grain refinement. Therefore, the dynamic recrystallization that occurs during the ECAP process is considered to be one of the main mechanisms of grain refinement. Existing studies have been able to prove that the evolution of dislocations, grain boundary angle, phase and other factors will reduce the grain size, but no clear refinement mechanism has been given. Therefore, there is no unified consensus on the mechanism of grain refinement in the ECAP process, which still needs further exploration.
- (5)
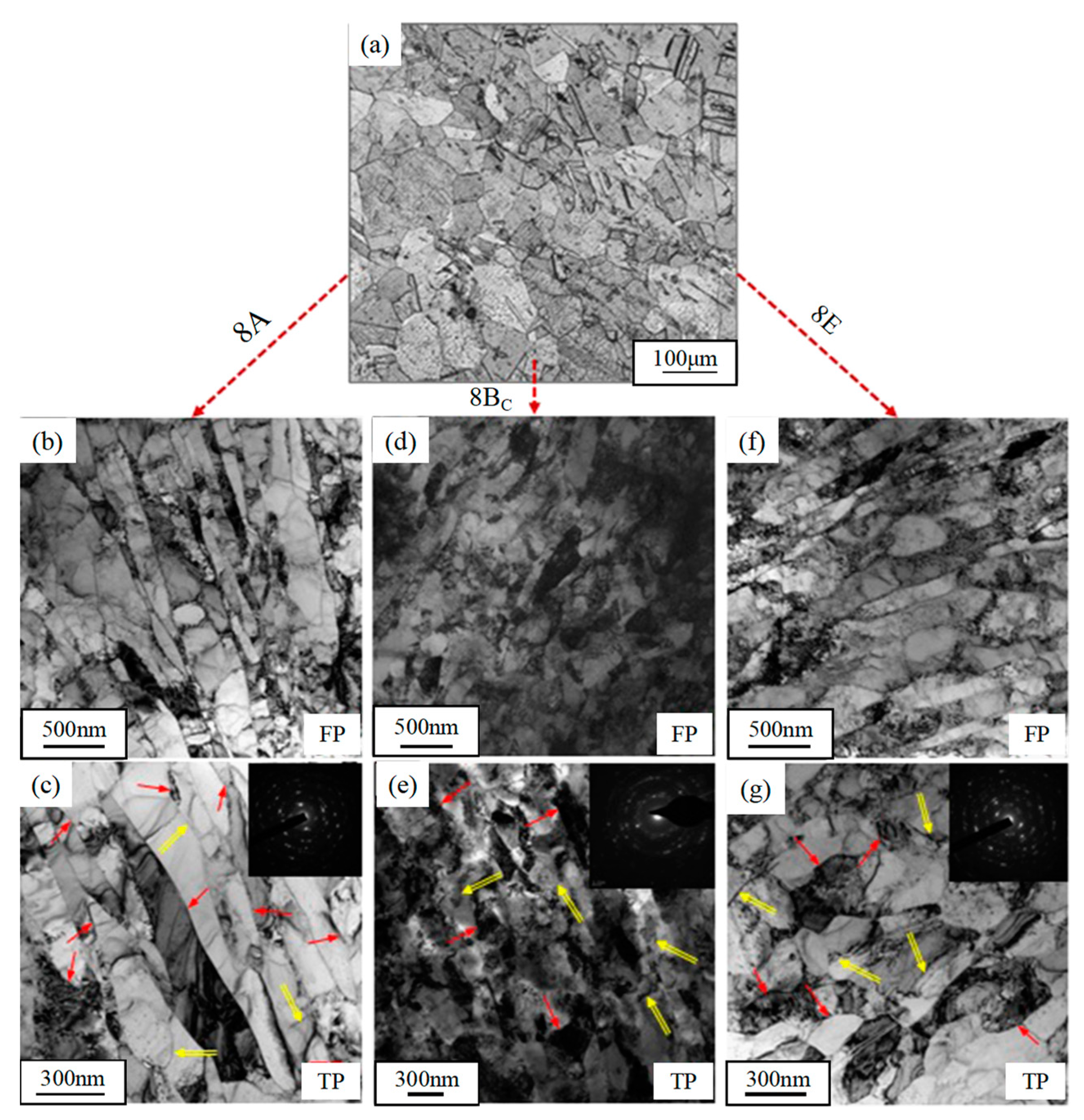
- In the study of ECAP, the deformation of metallic materials is controlled by twinning and slip. In general, twinning is the dominant deformation mechanism in the low-strain stage. As the strain increases, dislocation slip gradually becomes the dominant deformation mechanism of metallic materials. Under different conditions (temperature, route, pass), severe plastic deformation usually causes different changes in the dominant deformation mechanism of metal materials. Grain refinement further inhibits the formation of twins. When the grains are reduced to a certain extent, the deformation mechanism of metallic materials will change from twinning to dislocation slip.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Hyun, C.-Y.; Lee, J.-H.; Kim, H.-K. Microstructures and mechanical properties of ultrafine grained pure Ti produced by severe plastic deformation. Res. Chem. Intermed. 2010, 36, 629–638. [Google Scholar] [CrossRef]
- Naseri, R.; Kadkhodayan, M.; Shariati, M. Static mechanical properties and ductility of biomedical ultrafine-grained commercially pure titanium produced by ECAP process. Trans. Nonferrous Met. Soc. China 2017, 27, 1964–1975. [Google Scholar] [CrossRef]
- Yan, K.; Sun, J.; Bai, J.; Liu, H.; Huang, X.; Jin, Z.; Wu, Y. Preparation of a high strength and high ductility Mg-6Zn alloy wire by combination of ECAP and hot drawing. Mater. Sci. Eng. A 2019, 739, 513–518. [Google Scholar] [CrossRef]
- Sheremetyev, V.; Churakova, A.; Derkach, M.; Gunderov, D.; Raab, G.; Prokoshkin, S. Effect of ECAP and annealing on structure and mechanical properties of metastable beta Ti-18Zr-15Nb (at.%) alloy. Mater. Lett. 2021, 305, 130760. [Google Scholar] [CrossRef]
- Franz, M.; Mingler, B.; Krystian, M.; Sajti, L.; Pohl, D.; Rellinghaus, B.; Wolf-Brandstetter, C.; Scharnweber, D. Strengthening of Titanium by Equal Channel Angular Pressing—Impact on Oxide Layer Properties of Pure Titanium and Ti6Al4V. Adv. Mater. Interfaces 2020, 7, 2000552. [Google Scholar] [CrossRef]
- An, B.; Li, Z.; Diao, X.; Xin, H.; Zhang, Q.; Jia, X.; Wu, Y.; Li, K.; Guo, Y. In vitro and in vivo studies of ultrafine-grain Ti as dental implant material processed by ECAP. Mater. Sci. Eng. C 2016, 67, 34–41. [Google Scholar] [CrossRef]
- Semenova, I.P.; Polyakov, A.V.; Polyakova, V.V.; Huang, Y.; Valiev, R.Z.; Langdon, T.G. High-Cycle Fatigue Behavior of an Ultrafine-Grained Ti-6Al-4V Alloy Processed by ECAP and Extrusion. Adv. Eng. Mater. 2016, 18, 2057–2062. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lin, J.; Dean, T.A. Manufacturing a curved profile with fine grains and high strength by differential velocity sideways extrusion. Int. J. Mach. Tools Manuf. 2019, 140, 77–88. [Google Scholar] [CrossRef]
- Zhou, W.; Yu, J.; Lu, X.; Lin, J.; Dean, T.A. A comparative study on deformation mechanisms, microstructures and mechanical properties of wide thin-ribbed sections formed by sideways and forward extrusion. Int. J. Mach. Tools Manuf. 2021, 168, 103771. [Google Scholar] [CrossRef]
- Faraji, G.; Kim, H.S. Review of principles and methods of severe plastic deformation for producing ultrafine-grained tubes. Mater. Sci. Technol. 2016, 33, 905–923. [Google Scholar] [CrossRef]
- Ruirun, C.; Deshuang, Z.; Jingjie, G.; Tengfei, M.; Hongsheng, D.; Yanqing, S.; Hengzhi, F. A novel method for grain refinement and microstructure modification in TiAl alloy by ultrasonic vibration. Mater. Sci. Eng. A 2016, 653, 23–26. [Google Scholar] [CrossRef]
- Azushima, A.; Kopp, R.; Korhonen, A.; Yang, D.Y.; Micari, F.; Lahoti, G.D.; Groche, P.; Yanagimoto, J.; Tsuji, N.; Rosochowski, A.; et al. Severe plastic deformation (SPD) processes for metals. CIRP Ann. 2008, 57, 716–735. [Google Scholar] [CrossRef]
- Alateyah, A.I.; Ahmed, M.M.Z.; Zedan, Y.; El-Hafez, H.A.; Alawad, M.O.; El-Garaihy, W.H. Experimental and Numerical Investigation of the ECAP Processed Copper: Microstructural Evolution, Crystallographic Texture and Hardness Homogeneity. Metals 2021, 11, 607. [Google Scholar] [CrossRef]
- Koujalagi, M.B.; Siddesha, H.S. ECAP of titanium alloy by sever plastic deformation: A review. Mater. Today Proc. 2021, 45, 71–77. [Google Scholar] [CrossRef]
- Kunčická, L.; Kocich, R.; Král, P.; Pohludka, M.; Marek, M. Effect of strain path on severely deformed aluminium. Mater. Lett. 2016, 180, 280–283. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Macháčková, A. Twist Channel Multi-Angular Pressing (TCMAP) as a method for increasing the efficiency of SPD. In Proceedings of IOP Conference Series: Materials Science and Engineering; IOP Publishing: Bristol, UK, 2014; p. 012006. [Google Scholar]
- Roodposhti, P.S.; Farahbakhsh, N.; Sarkar, A.; Murty, K.L. Microstructural approach to equal channel angular processing of commercially pure titanium—A review. Trans. Nonferrous Met. Soc. China 2015, 25, 1353–1366. [Google Scholar] [CrossRef]
- Abib, K.; Balanos, J.A.M.; Alili, B.; Bradai, D. On the microstructure and texture of Cu-Cr-Zr alloy after severe plastic deformation by ECAP. Mater. Charact. 2016, 112, 252–258. [Google Scholar] [CrossRef]
- Shaat, M. Effects of processing conditions on microstructure and mechanical properties of equal-channel-angular-pressed titanium. Mater. Sci. Technol. 2018, 34, 1149–1167. [Google Scholar] [CrossRef]
- Ravisankar, B.; Park, J.K. ECAP of commercially pure titanium: A review. Trans. Indian Inst. Met. 2008, 61, 51–62. [Google Scholar] [CrossRef]
- Djavanroodi, F.; Omranpour, B.; Ebrahimi, M.; Sedighi, M. Designing of ECAP parameters based on strain distribution uniformity. Prog. Nat. Sci. Mater. Int. 2012, 22, 452–460. [Google Scholar] [CrossRef]
- Kim, H.S.; Kim, W.Y.; Song, K.H. Effect of post-heat-treatment in ECAP processed Cu–40%Zn brass. J. Alloys Compd. 2012, 536, S200–S203. [Google Scholar] [CrossRef]
- Chen, J.; Su, Y.; Zhang, Q.; Sun, J.; Yang, D.; Jiang, J.; Song, D.; Ma, A. Enhancement of strength-ductility synergy in ultrafine-grained Cu-Zn alloy prepared by ECAP and subsequent annealing. J. Mater. Res. Technol. 2022, 17, 433–440. [Google Scholar] [CrossRef]
- Zhao, G.; Xu, S.; Luan, Y.; Guan, Y.; Lun, N.; Ren, X. Grain refinement mechanism analysis and experimental investigation of equal channel angular pressing for producing pure aluminum ultra-fine grained materials. Mater. Sci. Eng. A 2006, 437, 281–292. [Google Scholar] [CrossRef]
- Kawasaki, M.; Horita, Z.; Langdon, T.G. Microstructural evolution in high purity aluminum processed by ECAP. Mater. Sci. Eng. A 2009, 524, 143–150. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Pešička, J.; Chmelík, F. Evolution of mechanical properties of LAE442 magnesium alloy processed by extrusion and ECAP. J. Mater. Res. Technol. 2015, 4, 75–78. [Google Scholar] [CrossRef]
- Chen, J.; Sun, R.; Li, G.; Fang, M.; Xu, G.; Zhang, M.; Li, J. Dynamic Recrystallization Behaviors and the Texture Evolution in Mg–9Al–1Zn Alloy Produced by ECAP at Different Temperatures. Met. Mater. Int. 2022, 2022, 1–14. [Google Scholar] [CrossRef]
- Baig, M.; Seikh, A.H.; Rehman, A.U.; Mohammed, J.A.; Hashmi, F.H.; Ragab, S.M. Microstructure Evaluation Study of Al5083 Alloy Using EBSD Technique after Processing with Different ECAP Processes and Temperatures. Crystals 2021, 11, 862. [Google Scholar] [CrossRef]
- Damavandi, E.; Nourouzi, S.; Rabiee, S.M.; Jamaati, R.; Szpunar, J.A. EBSD study of the microstructure and texture evolution in an Al–Si–Cu alloy processed by route A ECAP. J. Alloys Compd. 2021, 858, 157651. [Google Scholar] [CrossRef]
- Zhao, Z.; To, S.; Sun, Z.; Ji, R.; Yu, K.M. Microstructural effects of Ti6Al4V alloys modified by electropulsing treatment on ultraprecision diamond turning. J. Manuf. Process. 2019, 39, 58–68. [Google Scholar] [CrossRef]
- Zhao, Z.; To, S. An investigation of resolved shear stress on activation of slip systems during ultraprecision rotary cutting of local anisotropic Ti-6Al-4V alloy: Models and experiments. Int. J. Mach. Tools Manuf. 2018, 134, 69–78. [Google Scholar] [CrossRef]
- Zhao, Z.; Gao, J.; Wang, Y.; Zhang, Y.; Hou, H. Effect of Equal Channel Angular Pressing on the Dynamic Softening Behavior of Ti-6Al-4V Alloy in the Hot Deformation Process. Materials 2021, 14, 232. [Google Scholar] [CrossRef] [PubMed]
- Zhao, Z.; Wang, G.; Zhang, Y.; Gao, J.; Hou, H. Microstructure Evolution and Mechanical Properties of Ti-6Al-4V Alloy Prepared by Multipass Equal Channel Angular Pressing. J. Mater. Eng. Perform. 2020, 29, 905–913. [Google Scholar] [CrossRef]
- Jahadi, R.; Sedighi, M.; Jahed, H. ECAP effect on the micro-structure and mechanical properties of AM30 magnesium alloy. Mater. Sci. Eng. A 2014, 593, 178–184. [Google Scholar] [CrossRef]
- Matsubara, K.; Miyahara, Y.; Horita, Z.; Langdon, T.G. Developing superplasticity in a magnesium alloy through a combination of extrusion and ECAP. Acta Mater. 2003, 51, 3073–3084. [Google Scholar] [CrossRef]
- Gopi, K.; Nayaka, H.S.; Sahu, S. Investigation of microstructure and mechanical properties of ECAP-processed AM series magnesium alloy. J. Mater. Eng. Perform. 2016, 25, 3737–3745. [Google Scholar] [CrossRef]
- Terhune, S.D.; Swisher, D.L.; Oh-Ishi, K.; Horita, Z.; Langdon, T.G.; McNelley, T.R. An investigation of microstructure and grain-boundary evolution during ECA pressing of pure aluminum. Metall. Mater. Trans. A 2002, 33, 2173–2184. [Google Scholar] [CrossRef]
- Wroński, M.; Wierzbanowski, K.; Wojtas, D.; Szyfner, E.; Valiev, R.Z.; Kawałko, J.; Berent, K.; Sztwiertnia, K. Microstructure, Texture and Mechanical Properties of Titanium Grade 2 Processed by ECAP (Route C). Met. Mater. Int. 2018, 24, 802–814. [Google Scholar] [CrossRef]
- Najafi, S.; Eivani, A.R.; Samaee, M.; Jafarian, H.R.; Zhou, J. A comprehensive investigation of the strengthening effects of dislocations, texture and low and high angle grain boundaries in ultrafine grained AA6063 aluminum alloy. Mater. Charact. 2018, 136, 60–68. [Google Scholar] [CrossRef]
- Ramu, G.; Bauri, R. Effect of equal channel angular pressing (ECAP) on microstructure and properties of Al–SiCp composites. Mater. Des. 2009, 30, 3554–3559. [Google Scholar] [CrossRef]
- Kocich, R.; Kunčická, L.; Král, P.; Macháčková, A. Sub-structure and mechanical properties of twist channel angular pressed aluminium. Mater. Charact. 2016, 119, 75–83. [Google Scholar] [CrossRef]
- Suwas, S.; Gottstein, G.; Kumar, R. Evolution of crystallographic texture during equal channel angular extrusion (ECAE) and its effects on secondary processing of magnesium. Mater. Sci. Eng. A 2007, 471, 1–14. [Google Scholar] [CrossRef]
- Tong, L.B.; Zheng, M.Y.; Hu, X.S.; Wu, K.; Xu, S.W.; Kamado, S.; Kojima, Y. Influence of ECAP routes on microstructure and mechanical properties of Mg–Zn–Ca alloy. Mater. Sci. Eng. A 2010, 527, 4250–4256. [Google Scholar] [CrossRef]
- El-Danaf, E.A.; Soliman, M.S.; Almajid, A.A.; El-Rayes, M.M. Enhancement of mechanical properties and grain size refinement of commercial purity aluminum 1050 processed by ECAP. Mater. Sci. Eng. A 2007, 458, 226–234. [Google Scholar] [CrossRef]
- Alateyah, A.I.; El-Garaihy, W.H.; Alawad, M.O.; Sanabary, S.E.; Elkatatny, S.; Dahish, H.A.; Kouta, H. The Effect of ECAP Processing Conditions on Microstructural Evolution and Mechanical Properties of Pure Magnesium—Experimental, Mathematical Empirical and Response Surface Approach. Materials 2022, 15, 5312. [Google Scholar] [CrossRef]
- Gajanan, M.N.; Narendranath, S.; Kumar, S.S.S. Influence of ECAP processing routes on microstructure mechanical properties and corrosion behavior of AZ80 Mg alloy. In AIP Conference Proceedings; AIP Publishing LLC: Melville, NY, USA, 2019; p. 030016. [Google Scholar]
- Li, X.; Du, M.; Mao, Z.; Huang, T.; Ban, C. Study of microstructure and mechanical properties of pure titanium processed by new route of equal channel angular pressing. IOP Conf. Series. Mater. Sci. Eng. 2020, 2, 768. [Google Scholar] [CrossRef]
- Lin, H.K.; Huang, J.C.; Langdon, T.G. Relationship between texture and low temperature superplasticity in an extruded AZ31 Mg alloy processed by ECAP. Mater. Sci. Eng. A 2005, 402, 250–257. [Google Scholar] [CrossRef]
- Kim, W.J.; Jeong, H.T. Grain-Size Strengthening in Equal-Channel-Angular-Pressing Processed AZ31 Mg Alloys with a Constant Texture. Mater. Trans. 2005, 46, 251–258. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. On the possibility to reduce ECAP deformation temperature in magnesium: Deformation behaviour, dynamic recrystallization and mechanical properties. Mater. Sci. Eng. A 2021, 812, 141103. [Google Scholar] [CrossRef]
- Dumitru, F.D.; Higuera-Cobos, O.F.; Cabrera, J.M. ZK60 alloy processed by ECAP: Microstructural, physical and mechanical characterization. Mater. Sci. Eng. A 2014, 594, 32–39. [Google Scholar] [CrossRef]
- Mostaed, E.; Fabrizi, A.; Dellasega, D.; Bonollo, F.; Vedani, M. Microstructure, mechanical behavior and low temperature superplasticity of ECAP processed ZM21 Mg alloy. J. Alloys Compd. 2015, 638, 267–276. [Google Scholar] [CrossRef]
- Minárik, P.; Veselý, J.; Král, R.; Bohlen, J.; Kubásek, J.; Janeček, M.; Stráská, J. Exceptional mechanical properties of ultra-fine grain Mg-4Y-3RE alloy processed by ECAP. Mater. Sci. Eng. A 2017, 708, 193–198. [Google Scholar] [CrossRef]
- Liu, X.; Zhao, X.; Yang, X.; Jia, J.; Qi, B. The evolution of hardness homogeneity in commercially pure Ti processed by ECAP. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2014, 29, 578–584. [Google Scholar] [CrossRef]
- Fan, Z.; Jiang, H.; Sun, X.; Song, J.; Zhang, X.; Xie, C. Microstructures and mechanical deformation behaviors of ultrafine-grained commercial pure (grade 3) Ti processed by two-step severe plastic deformation. Mater. Sci. Eng. A 2009, 527, 45–51. [Google Scholar] [CrossRef]
- Zhilyaev, A.; Parkhimovich, N.; Raab, G.; Popov, V.; Danilenko, V. Microstructure and texture homogeneity of ECAP titanium. Rev. Adv. Mater. Sci. 2015, 43, 61–66. [Google Scholar]
- Hajizadeh, K.; Eghbali, B.; Topolski, K.; Kurzydlowski, K.J. Ultra-fine grained bulk CP-Ti processed by multi-pass ECAP at warm deformation region. Mater. Chem. Phys. 2014, 143, 1032–1038. [Google Scholar] [CrossRef]
- El Aal, M.I.A.; El Mahallawy, N.; Shehata, F.A.; El Hameed, M.A.; Yoon, E.Y.; Lee, J.H.; Kim, H.S. Tensile properties and fracture characteristics of ECAP-processed Al and Al-Cu alloys. Met. Mater. Int. 2010, 16, 709–716. [Google Scholar] [CrossRef]
- Abd El Aal, M.I.; Sadawy, M.M. Influence of ECAP as grain refinement technique on microstructure evolution, mechanical properties and corrosion behavior of pure aluminum. Trans. Nonferrous Met. Soc. China 2015, 25, 3865–3876. [Google Scholar] [CrossRef]
- Song, D.; Ma, A.-b.; Jiang, J.-h.; Lin, P.-h.; Yang, D.-h. Corrosion behavior of ultra-fine grained industrial pure Al fabricated by ECAP. Trans. Nonferrous Met. Soc. China 2009, 19, 1065–1070. [Google Scholar] [CrossRef]
- Wang, L.-S.; Jiang, J.-H.; Saleh, B.; Xie, Q.-Y.; Xu, Q.; Liu, H.; Ma, A.-B. Controlling Corrosion Resistance of a Biodegradable Mg–Y–Zn Alloy with LPSO Phases via Multi-pass ECAP Process. Acta Metall. Sin. 2020, 33, 1180–1190. [Google Scholar] [CrossRef]
- Jiang, J.; Aibin, M.; Saito, N.; Zhixin, S.; Dan, S.; Fumin, L.; Nishida, Y.; Donghui, Y.; Pinghua, L. Improving corrosion resistance of RE-containing magnesium alloy ZE41A through ECAP. J. Rare Earths 2009, 27, 848–852. [Google Scholar] [CrossRef]
- Ma, A.; Jiang, J.; Saito, N.; Shigematsu, I.; Yuan, Y.; Yang, D.; Nishida, Y. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes. Mater. Sci. Eng. A 2009, 513–514, 122–127. [Google Scholar] [CrossRef]
- Zhilyaev, A.; Kim, B.-K.; Nurislamova, G.; Baró, M.; Szpunar, J.; Langdon, T. Orientation imaging microscopy of ultrafine-grained nickel. Scr. Mater. 2002, 46, 575–580. [Google Scholar] [CrossRef]
- Neishi, K.; Horita, Z.; Langdon, T.G. Grain refinement of pure nickel using equal-channel angular pressing. Mater. Sci. Eng. A 2002, 325, 54–58. [Google Scholar] [CrossRef]
- Raju, K.S.; Krishna, M.G.; Padmanabhan, K.A.; Muraleedharan, K.; Gurao, N.P.; Wilde, G. Grain size and grain boundary character distribution in ultra-fine grained (ECAP) nickel. Mater. Sci. Eng. A 2008, 491, 1–7. [Google Scholar] [CrossRef]
- Sun, C.; Yu, K.Y.; Lee, J.H.; Liu, Y.; Wang, H.; Shao, L.; Maloy, S.A.; Hartwig, K.T.; Zhang, X. Enhanced radiation tolerance of ultrafine grained Fe–Cr–Ni alloy. J. Nucl. Mater. 2012, 420, 235–240. [Google Scholar] [CrossRef]
- Jayakumar, P.K.; Balasubramanian, K.; Rabindranath Tagore, G. Recrystallisation and bonding behaviour of ultra fine grained copper and Cu–Cr–Zr alloy using ECAP. Mater. Sci. Eng. A 2012, 538, 7–13. [Google Scholar] [CrossRef]
- Wongsa-Ngam, J.; Wen, H.; Langdon, T.G. Microstructural evolution in a Cu–Zr alloy processed by a combination of ECAP and HPT. Mater. Sci. Eng. A 2013, 579, 126–135. [Google Scholar] [CrossRef]
- Khereddine, A.Y.; Larbi, F.H.; Kawasaki, M.; Baudin, T.; Bradai, D.; Langdon, T.G. An examination of microstructural evolution in a Cu–Ni–Si alloy processed by HPT and ECAP. Mater. Sci. Eng. A 2013, 576, 149–155. [Google Scholar] [CrossRef]
- Alawadhi, M.Y.; Sabbaghianrad, S.; Huang, Y.; Langdon, T.G. Evaluating the paradox of strength and ductility in ultrafine-grained oxygen-free copper processed by ECAP at room temperature. Mater. Sci. Eng. A 2021, 802, 140546. [Google Scholar] [CrossRef]
- Schafler, E.; Steiner, G.; Korznikova, E.; Kerber, M.; Zehetbauer, M.J. Lattice defect investigation of ECAP-Cu by means of X-ray line profile analysis, calorimetry and electrical resistometry. Mater. Sci. Eng. A 2005, 410–411, 169–173. [Google Scholar] [CrossRef]
- Purcek, G.; Yanar, H.; Demirtas, M.; Alemdag, Y.; Shangina, D.V.; Dobatkin, S.V. Optimization of strength, ductility and electrical conductivity of Cu–Cr–Zr alloy by combining multi-route ECAP and aging. Mater. Sci. Eng. A 2016, 649, 114–122. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Zhu, Y.T.; Alexandrov, I.V.; Lowe, T.C.; Valiev, R.Z. Influence of ECAP routes on the microstructure and properties of pure Ti. Mater. Sci. Eng. A 2001, 299, 59–67. [Google Scholar] [CrossRef]
- Valder, J.; Rijesh, M.; Surendranathan, A.O. Forming of Tubular Commercial Purity Aluminum by ECAP. Mater. Manuf. Process. 2012, 27, 986–989. [Google Scholar] [CrossRef]
- Bulutsuz, A.G.; Chrominski, W.; Huang, Y.; Kral, P.; Yurci, M.E.; Lewandowska, M.; Langdon, T.G. A Comparison of Warm and Combined Warm and Low-Temperature Processing Routes for the Equal-Channel Angular Pressing of Pure Titanium. Adv. Eng. Mater. 2019, 22, 1900698. [Google Scholar] [CrossRef]
- Attarilar, S.; Djavanroodi, F.; Irfan, O.M.; Al-Mufadi, F.A.; Ebrahimi, M.; Wang, Q.D. Strain uniformity footprint on mechanical performance and erosion-corrosion behavior of equal channel angular pressed pure titanium. Results Phys. 2020, 17, 103141. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Attarilar, S. Grain Refinement Affected Machinability in Commercial Pure Titanium. Metall. Mater. Trans. A 2021, 52, 1282–1292. [Google Scholar] [CrossRef]
- Zhao, X.; Yang, X.; Liu, X.; Wang, X.; Langdon, T.G. The processing of pure titanium through multiple passes of ECAP at room temperature. Mater. Sci. Eng. A 2010, 527, 6335–6339. [Google Scholar] [CrossRef]
- Khmelevskaya, I.Y.; Prokoshkin, S.D.; Trubitsyna, I.B.; Belousov, M.N.; Dobatkin, S.V.; Tatyanin, E.V.; Korotitskiy, A.V.; Brailovski, V.; Stolyarov, V.V.; Prokofiev, E.A. Structure and properties of Ti–Ni-based alloys after equal-channel angular pressing and high-pressure torsion. Mater. Sci. Eng. A 2008, 481–482, 119–122. [Google Scholar] [CrossRef]
- Wang, H.; Ban, C.; Zhao, N.; Li, L.; Zhu, Q.; Cui, J. Cryogenic temperature equal channel angular pressing of pure titanium: Microstructure and homogeneity. J. Mater. Res. Technol. 2021, 14, 1167–1179. [Google Scholar] [CrossRef]
- Podolskiy, A.V.; Ng, H.P.; Psaruk, I.A.; Tabachnikova, E.D.; Lapovok, R. Cryogenic equal channel angular pressing of commercially pure titanium: Microstructure and properties. J. Mater. Sci. 2014, 49, 6803–6812. [Google Scholar] [CrossRef]
- Wang, Y.L.; Lapovok, R.; Wang, J.T.; Qi, Y.S.; Estrin, Y. Thermal behavior of copper processed by ECAP with and without back pressure. Mater. Sci. Eng. A 2015, 628, 21–29. [Google Scholar] [CrossRef]
- McKenzie, P.W.J.; Lapovok, R. ECAP with back pressure for optimum strength and ductility in aluminium alloy 6016. Part 1: Microstructure. Acta Mater. 2010, 58, 3198–3211. [Google Scholar] [CrossRef]
- McKenzie, P.W.J.; Lapovok, R.; Estrin, Y. The influence of back pressure on ECAP processed AA 6016: Modeling and experiment. Acta Mater. 2007, 55, 2985–2993. [Google Scholar] [CrossRef]
- Lapovok, R.; Tomus, D.; Mang, J.; Estrin, Y.; Lowe, T.C. Evolution of nanoscale porosity during equal-channel angular pressing of titanium. Acta Mater. 2009, 57, 2909–2918. [Google Scholar] [CrossRef]
- Stolyarov, V.V.; Lapovok, R. Effect of backpressure on structure and properties of AA5083 alloy processed by ECAP. J. Alloys Compd. 2004, 378, 233–236. [Google Scholar] [CrossRef]
- Medvedev, A.E.; Lapovok, R.; Koch, E.; Höppel, H.W.; Göken, M. Optimisation of interface formation by shear inclination: Example of aluminium-copper hybrid produced by ECAP with back-pressure. Mater. Des. 2018, 146, 142–151. [Google Scholar] [CrossRef]
- Wu, X.; Pu, L.; Xu, Y.; Shi, J.; Liu, X.; Zhong, Z.; Luo, S.N. Deformation of high density polyethylene by dynamic equal-channel-angular pressing. RSC Adv. 2018, 8, 22583–22591. [Google Scholar] [CrossRef]
- Demirtas, M.; Purcek, G.; Yanar, H.; Zhang, Z.J.; Zhang, Z.F. Improvement of high strain rate and room temperature superplasticity in Zn–22Al alloy by two-step equal-channel angular pressing. Mater. Sci. Eng. A 2015, 620, 233–240. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Cheng, X.; Li, S.; Langdon, T.G. Strain rate dependence of compressive behavior in an Al-Zn-Mg alloy processed by ECAP. J. Alloys Compd. 2019, 791, 1079–1087. [Google Scholar] [CrossRef]
- Khan, A.S.; Meredith, C.S. Thermo-mechanical response of Al 6061 with and without equal channel angular pressing (ECAP). Int. J. Plast. 2010, 26, 189–203. [Google Scholar] [CrossRef]
- Chatterjee, A.; Sharma, G.; Sarkar, A.; Singh, J.B.; Chakravartty, J.K. A study on cryogenic temperature ECAP on the microstructure and mechanical properties of Al–Mg alloy. Mater. Sci. Eng. A 2012, 556, 653–657. [Google Scholar] [CrossRef]
- Abd El Aal, M.I.; El Mahallawy, N.; Shehata, F.A.; Abd El Hameed, M.; Yoon, E.Y.; Kim, H.S. Wear properties of ECAP-processed ultrafine grained Al–Cu alloys. Mater. Sci. Eng. A 2010, 527, 3726–3732. [Google Scholar] [CrossRef]
- Aal, M.I.A.E. Influence of the pre-homogenization treatment on the microstructure evolution and the mechanical properties of Al–Cu alloys processed by ECAP. Mater. Sci. Eng. A 2011, 528, 6946–6957. [Google Scholar] [CrossRef]
- Qu, S.; An, X.H.; Yang, H.J.; Huang, C.X.; Yang, G.; Zang, Q.S.; Wang, Z.G.; Wu, S.D.; Zhang, Z.F. Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing. Acta Mater. 2009, 57, 1586–1601. [Google Scholar] [CrossRef]
- Zhang, Z.J.; Duan, Q.Q.; An, X.H.; Wu, S.D.; Yang, G.; Zhang, Z.F. Microstructure and mechanical properties of Cu and Cu–Zn alloys produced by equal channel angular pressing. Mater. Sci. Eng. A 2011, 528, 4259–4267. [Google Scholar] [CrossRef]
- Khelfa, T.; Rekik, M.A.; Muñoz-Bolaños, J.A.; Cabrera-Marrero, J.M.; Khitouni, M. Microstructure and strengthening mechanisms in an Al-Mg-Si alloy processed by equal channel angular pressing (ECAP). Int. J. Adv. Manuf. Technol. 2017, 95, 1165–1177. [Google Scholar] [CrossRef]
- Reihanian, M.; Ebrahimi, R.; Moshksar, M.M.; Terada, D.; Tsuji, N. Microstructure quantification and correlation with flow stress of ultrafine grained commercially pure Al fabricated by equal channel angular pressing (ECAP). Mater. Charact. 2008, 59, 1312–1323. [Google Scholar] [CrossRef]
- Xu, C.; Horita, Z.; Langdon, T.G. Microstructural evolution in an aluminum solid solution alloy processed by ECAP. Mater. Sci. Eng. A 2011, 528, 6059–6065. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Mironov, S.; Semenova, I.P.; Valiev, R.Z.; Semiatin, S.L. Microstructure evolution and strengthening mechanisms in commercial-purity titanium subjected to equal-channel angular pressing. Mater. Sci. Eng. A 2017, 701, 289–301. [Google Scholar] [CrossRef]
- Li, B.; Teng, B.; Chen, G. Microstructure evolution and mechanical properties of Mg-Gd-Y-Zn-Zr alloy during equal channel angular pressing. Mater. Sci. Eng. A 2019, 744, 396–405. [Google Scholar] [CrossRef]
- Luo, P.; Hu, Q.; Wu, X. Quantitatively Analyzing Strength Contribution vs Grain Boundary Scale Relation in Pure Titanium Subjected to Severe Plastic Deformation. Metall. Mater. Trans. A 2016, 47, 1922–1928. [Google Scholar] [CrossRef]
- Balasubramanian, N.; Langdon, T.G. The strength–grain size relationship in ultrafine-grained metals. Metall. Mater. Trans. A 2016, 47, 5827–5838. [Google Scholar] [CrossRef]
- Qarni, M.J.; Sivaswamy, G.; Rosochowski, A.; Boczkal, S. Effect of incremental equal channel angular pressing (I-ECAP) on the microstructural characteristics and mechanical behaviour of commercially pure titanium. Mater. Des. 2017, 122, 385–402. [Google Scholar] [CrossRef]
- Muñoz, J.A.; Bolmaro, R.E.; Jorge, A.M.; Zhilyaev, A.; Cabrera, J.M. Prediction of Generation of High- and Low-Angle Grain Boundaries (HAGB and LAGB) During Severe Plastic Deformation. Metall. Mater. Trans. A 2020, 51, 4674–4684. [Google Scholar] [CrossRef]
- Gopi, K.R.; Shivananda Nayaka, H.; Sahu, S. Microstructural Evolution and Strengthening of AM90 Magnesium Alloy Processed by ECAP. Arab. J. Sci. Eng. 2017, 42, 4635–4647. [Google Scholar] [CrossRef]
- Gunderov, D.V.; Polyakov, A.V.; Semenova, I.P.; Raab, G.I.; Churakova, A.A.; Gimaltdinova, E.I.; Sabirov, I.; Segurado, J.; Sitdikov, V.D.; Alexandrov, I.V.; et al. Evolution of microstructure, macrotexture and mechanical properties of commercially pure Ti during ECAP-conform processing and drawing. Mater. Sci. Eng. A 2013, 562, 128–136. [Google Scholar] [CrossRef]
- Suresh, K.S.; Gurao, N.P.; Singh, D.S.; Suwas, S.; Chattopadhyay, K.; Zherebtsov, S.V.; Salishchev, G.A. Effect of equal channel angular pressing on grain refinement and texture evolution in a biomedical alloy Ti13Nb13Zr. Mater. Charact. 2013, 82, 73–85. [Google Scholar] [CrossRef]
- Kocich, R.; Kursa, M.; Szurman, I.; Dlouhý, A. The influence of imposed strain on the development of microstructure and transformation characteristics of Ni–Ti shape memory alloys. J. Alloys Compd. 2011, 509, 2716–2722. [Google Scholar] [CrossRef]
- Shi, Q.; Tse, Y.Y.; Higginson, R.L. Microstructure Evolution and Microhardness Analysis of Metastable Beta Titanium Alloy Ti-15V-3Cr-3Al-3Sn Consolidated Using Equal-Channel Angular Pressing from Machining Chips. J. Mater. Eng. Perform. 2020, 29, 4142–4153. [Google Scholar] [CrossRef]
- Dyakonov, G.S.; Yakovleva, T.V.; Stotskiy, A.G.; Mironov, S. EBSD study of advanced Ti-5.7Al-3.8Mo-1.2Zr-1.3Sn alloy subjected to equal-channel angular pressing. Mater. Lett. 2021, 298, 130003. [Google Scholar] [CrossRef]
- Polyakova, V.V.; Semenova, I.P.; Polyakov, A.V.; Magomedova, D.K.; Huang, Y.; Langdon, T.G. Influence of grain boundary misorientations on the mechanical behavior of a near-α Ti-6Al-7Nb alloy processed by ECAP. Mater. Lett. 2017, 190, 256–259. [Google Scholar] [CrossRef]
- Semenova, I.P.; Modina, J.M.; Polyakov, A.V.; Klevtsov, G.V.; Klevtsova, N.A.; Pigaleva, I.N.; Valiev, R.Z.; Langdon, T.G. Fracture toughness at cryogenic temperatures of ultrafine-grained Ti-6Al-4V alloy processed by ECAP. Mater. Sci. Eng. A 2018, 716, 260–267. [Google Scholar] [CrossRef]
- Bartha, K.; Terynková, A.; Stráský, J.; Minárik, P.; Veselý, J.; Polyakova, V.; Semenova, I.; Janeček, M. Inhomogeneous Precipitation of the α-Phase in Ti15Mo Alloy Deformed by ECAP. Mater. Sci. Forum 2018, 941, 1183–1188. [Google Scholar]
- Sun, Q.J.; Xie, X. Microstructure and mechanical properties of TA15 alloy after thermo-mechanical processing. Mater. Sci. Eng. A 2018, 724, 493–501. [Google Scholar] [CrossRef]
- Li, Z.; Zheng, B.; Wang, Y.; Topping, T.; Zhou, Y.; Valiev, R.Z.; Shan, A.; Lavernia, E.J. Ultrafine-grained Ti–Nb–Ta–Zr alloy produced by ECAP at room temperature. J. Mater. Sci. 2014, 49, 6656–6666. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, W.; Wu, S.D.; Jiang, C.B.; Li, S.X.; Xu, Y.B. Mechanical properties of a two-phase alloy Mg–8%Li–1%Al processed by equal channel angular pressing. Mater. Sci. Eng. A 2003, 360, 345–349. [Google Scholar] [CrossRef]
- Liu, T.; Wu, S.D.; Li, S.X.; Li, P.J. Microstructure evolution of Mg–14% Li–1% Al alloy during the process of equal channel angular pressing. Mater. Sci. Eng. A 2007, 460–461, 499–503. [Google Scholar] [CrossRef]
- Xu, B.; Sun, J.; Yang, Z.; Xiao, L.; Zhou, H.; Han, J.; Liu, H.; Wu, Y.; Yuan, Y.; Zhuo, X.; et al. Microstructure and anisotropic mechanical behavior of the high-strength and ductility AZ91 Mg alloy processed by hot extrusion and multi-pass RD-ECAP. Mater. Sci. Eng. A 2020, 780, 139191. [Google Scholar] [CrossRef]
- Liu, X.; Bian, L.; Tian, F.; Han, S.; Wang, T.; Liang, W. Microstructural evolution and mechanical response of duplex Mg-Li alloy containing particles during ECAP processing. Mater. Charact. 2022, 188, 111910. [Google Scholar] [CrossRef]
- Klu, E.E.; Song, D.; Li, C.; Wang, G.; Gao, B.; Ma, A.; Jiang, J. Achieving ultra-fine grains and high strength of Mg–9Li alloy via room-temperature ECAP and post rolling. Mater. Sci. Eng. A 2022, 833, 142371. [Google Scholar] [CrossRef]
- Mostaed, E.; Vedani, M.; Hashempour, M.; Bestetti, M. Influence of ECAP process on mechanical and corrosion properties of pure Mg and ZK60 magnesium alloy for biodegradable stent applications. Biomatter 2014, 4, e28283. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Ma, A.; Xu, B.; Jiang, J.; Sun, J. Corrosion behavior of AZ91 Mg alloy with a heterogeneous structure produced by ECAP. Corros. Sci. 2021, 187, 109517. [Google Scholar] [CrossRef]
- Furui, M.; Kitamura, H.; Anada, H.; Langdon, T.G. Influence of preliminary extrusion conditions on the superplastic properties of a magnesium alloy processed by ECAP. Acta Mater. 2007, 55, 1083–1091. [Google Scholar] [CrossRef]
- Liu, H.; Huang, H.; Zhang, Y.; Xu, Y.; Wang, C.; Sun, J.; Jiang, J.; Ma, A.; Xue, F.; Bai, J. Evolution of Mg–Zn second phases during ECAP at different processing temperatures and its impact on mechanical properties of Zn-1.6Mg (wt.%) alloys. J. Alloys Compd. 2019, 811, 151987. [Google Scholar] [CrossRef]
- Yuan, Y.; Ma, A.; Jiang, J.; Lu, F.; Jian, W.; Song, D.; Zhu, Y.T. Optimizing the strength and ductility of AZ91 Mg alloy by ECAP and subsequent aging. Mater. Sci. Eng. A 2013, 588, 329–334. [Google Scholar] [CrossRef]
- Minárik, P.; Zemková, M.; Veselý, J.; Bohlen, J.; Knapek, M.; Král, R. The effect of Zr on dynamic recrystallization during ECAP processing of Mg-Y-RE alloys. Mater. Charact. 2021, 174, 111033. [Google Scholar] [CrossRef]
- Elhefnawey, M.; Shuai, G.L.; Li, Z.; Nemat-Alla, M.; Zhang, D.T.; Li, L. On achieving superior strength for Al–Mg–Zn alloy adopting cold ECAP. Vacuum 2020, 174, 109191. [Google Scholar] [CrossRef]
- Afifi, M.A.; Pereira, P.H.R.; Wang, Y.C.; Wang, Y.; Li, S.; Langdon, T.G. Effect of ECAP processing on microstructure evolution and dynamic compressive behavior at different temperatures in an Al-Zn-Mg alloy. Mater. Sci. Eng. A 2017, 684, 617–625. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Pereira, P.H.R.; Huang, Y.; Wang, Y.; Cheng, X.; Li, S.; Langdon, T.G. Mechanical properties of an Al-Zn-Mg alloy processed by ECAP and heat treatments. J. Alloys Compd. 2018, 769, 631–639. [Google Scholar] [CrossRef]
- Cardoso, K.R.; Travessa, D.N.; Botta, W.J.; Jorge, A.M. High Strength AA7050 Al alloy processed by ECAP: Microstructure and mechanical properties. Mater. Sci. Eng. A 2011, 528, 5804–5811. [Google Scholar] [CrossRef]
- Shaeri, M.H.; Shaeri, M.; Ebrahimi, M.; Salehi, M.T.; Seyyedein, S.H. Effect of ECAP temperature on microstructure and mechanical properties of Al–Zn–Mg–Cu alloy. Prog. Nat. Sci. Mater. Int. 2016, 26, 182–191. [Google Scholar] [CrossRef]
- Xu, C.; Furukawa, M.; Horita, Z.; Langdon, T.G. Influence of ECAP on precipitate distributions in a spray-cast aluminum alloy. Acta Mater. 2005, 53, 749–758. [Google Scholar] [CrossRef]
- Wang, Y.C.; Afifi, M.A.; Cheng, X.; Li, S.; Langdon, T.G. An Evaluation of the Microstructure and Microhardness in an Al–Zn–Mg Alloy Processed by ECAP and Post-ECAP Heat Treatments. Adv. Eng. Mater. 2019, 22, 1901040. [Google Scholar] [CrossRef]
- Afifi, M.A.; Wang, Y.C.; Pereira, P.H.R.; Wang, Y.; Li, S.; Huang, Y.; Langdon, T.G. Characterization of precipitates in an Al-Zn-Mg alloy processed by ECAP and subsequent annealing. Mater. Sci. Eng. A 2018, 712, 146–156. [Google Scholar] [CrossRef]
- Zhou, T.; Zhang, Q.; Li, Q.; Wang, L.; Li, Q.; Liu, D. A simultaneous enhancement of both strength and ductility by a novel differential-thermal ECAP process in Mg-Sn-Zn-Zr alloy. J. Alloys Compd. 2021, 889, 161653. [Google Scholar] [CrossRef]
- Chen, D.; Kong, J.; Gui, Z.; Li, W.; Long, Y.; Kang, Z. High-temperature superplastic behavior and ECAP deformation mechanism of two-phase Mg-Li alloy. Mater. Lett. 2021, 301, 130358. [Google Scholar] [CrossRef]
- Yin, B.; Wu, Z.; Curtin, W.A. Comprehensive first-principles study of stable stacking faults in hcp metals. Acta Mater. 2017, 123, 223–234. [Google Scholar] [CrossRef]
- Wilson, D.; Wan, W.; Dunne, F.P.E. Microstructurally-sensitive fatigue crack growth in HCP, BCC and FCC polycrystals. J. Mech. Phys. Solids 2019, 126, 204–225. [Google Scholar] [CrossRef]
- Li, R.; Pan, F.; Jiang, B.; Dong, H.; Yang, Q. Effect of Li addition on the mechanical behavior and texture of the as-extruded AZ31 magnesium alloy. Mater. Sci. Eng. A 2013, 562, 33–38. [Google Scholar] [CrossRef]
- Kim, H.L.; Park, J.S.; Chang, Y.W. Effects of lattice parameter changes on critical resolved shear stress and mechanical properties of magnesium binary single crystals. Mater. Sci. Eng. A 2012, 540, 198–206. [Google Scholar] [CrossRef]
- Minárik, P.; Král, R.; Čížek, J.; Chmelík, F. Effect of different c/a ratio on the microstructure and mechanical properties in magnesium alloys processed by ECAP. Acta Mater. 2016, 107, 83–95. [Google Scholar] [CrossRef]
- Bednarczyk, W.; Wątroba, M.; Kawałko, J.; Bała, P. Can zinc alloys be strengthened by grain refinement? A critical evaluation of the processing of low-alloyed binary zinc alloys using ECAP. Mater. Sci. Eng. A 2019, 748, 357–366. [Google Scholar] [CrossRef]
- Yu, X.; Li, Y.; Wei, Q.; Guo, Y.; Suo, T.; Zhao, F. Microstructure and mechanical behavior of ECAP processed AZ31B over a wide range of loading rates under compression and tension. Mech. Mater. 2015, 86, 55–70. [Google Scholar] [CrossRef]
- Xiang, J.; Han, Y.; Huang, G.; Le, J.; Chen, Y.; Xiao, L.; Lu, W. Microstructural evolution in titanium matrix composites processed by multi-pass equal-channel angular pressing. J. Mater. Sci. 2019, 54, 7931–7942. [Google Scholar] [CrossRef]
- Li, A.; Li, W.; Luo, M.; Yu, H.; Sun, Y.; Liang, Y. Effect of grain size on the microstructure and deformation mechanism of Mg-2Y-0.6Nd-0.6Zr alloy at a high strain rate. Mater. Sci. Eng. A 2021, 824, 141774. [Google Scholar] [CrossRef]
- Zhu, Y.T.; Langdon, T.G. Influence of grain size on deformation mechanisms: An extension to nanocrystalline materials. Mater. Sci. Eng. A 2005, 409, 234–242. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, Q.; Zhao, X.; Yang, X.; Luo, L. Ambient-temperature nanoindentation creep in ultrafine-grained titanium processed by ECAP. Mater. Sci. Eng. A 2016, 676, 73–79. [Google Scholar] [CrossRef]
- Gautam, P.C.; Biswas, S. Effect of ECAP temperature on the microstructure, texture evolution and mechanical properties of pure magnesium. Mater. Today Proc. 2021, 44, 2914–2918. [Google Scholar] [CrossRef]





























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Initial D/μm | Passes | Routes | Temperature | D after ECAP/μm | Refs. |
|---|---|---|---|---|---|---|
| Ti alloy | 30 | 4 | BC | 723 K | 10 | [32] |
| Ti alloy | 15–20 | 4 | BC | 723 K | 5–10 | [33] |
| Ti alloy | 50 | 6–8 | \ | 500 °C | 0.3–0.5 | [80] |
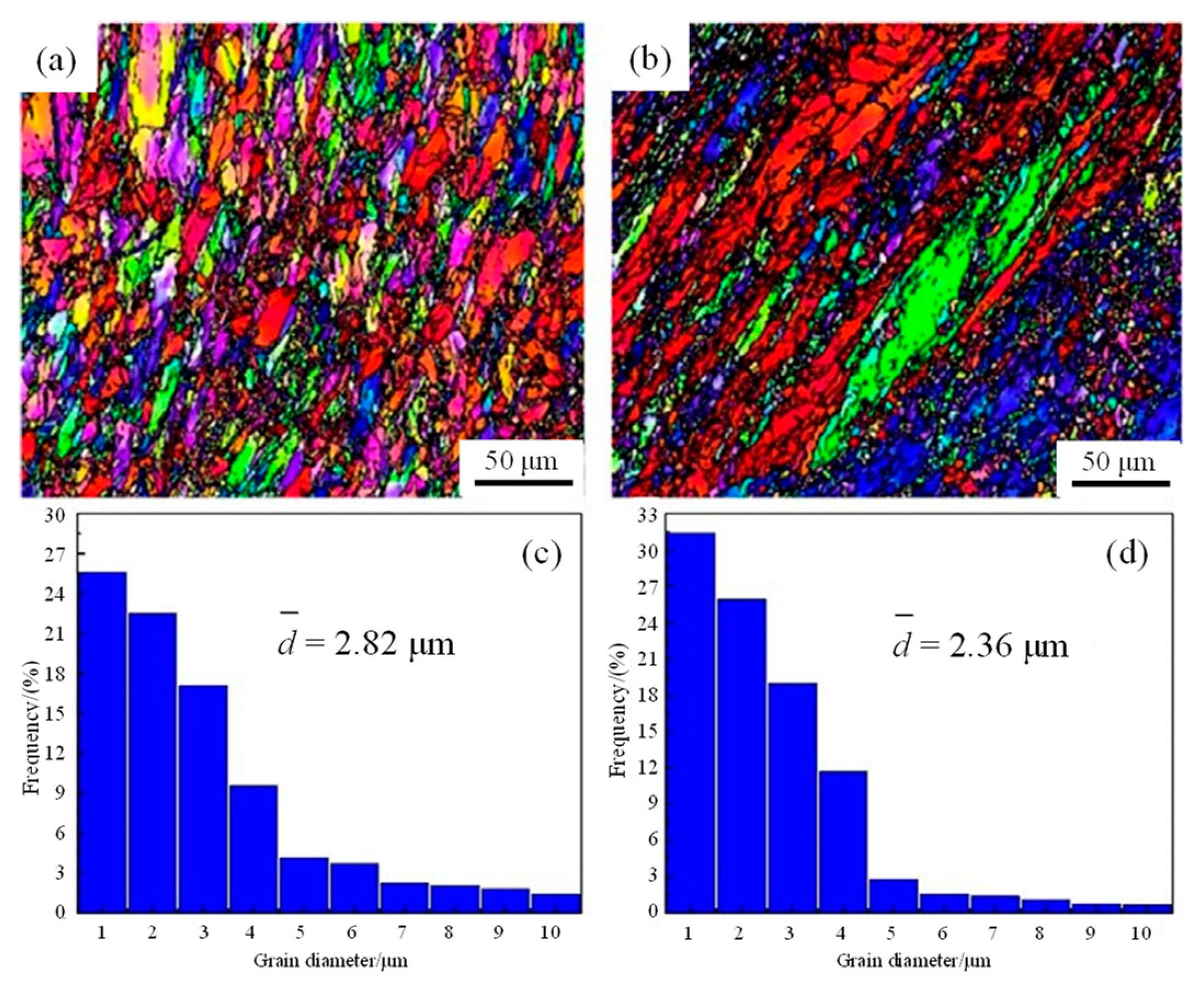
| Pure Ti | 2000 | 4 | BC | 573 K | 2.82 | [47] |
| Pure Ti | 26 | 4 | C | Room T | 0.17 | [54] |
| Pure Ti | 40–120 | 8 | BC | 390–400 °C | <0.5 | [55] |
| Pure Ti | 10 | 8 | BC | 450 °C | <0.4 | [56] |
| Pure Ti | 20 | 10 | \ | 250 °C | 0.183 | [57] |
| Pure Ti | \ | 8 | BC | 400–450 °C | 0.26 | [74] |
| Pure Ti | 20 | 4 | BC | 400 °C | 1.09 | [77] |
| Pure Ti | 24.96 | 6 | BC | 450 °C | 0.29 | [78] |
| Pure Ti | 23 | 8 | BC | Room T | 0.2 | [79] |
| Pure Ti | 196 | 4 | BC | Liquid nitrogen T | 0.56 | [81] |
| Mg alloy | 20.4 | 4 | BC | 275 °C | 3.9 | [34] |
| Mg alloy | 50 | 4 | BC | 573 K | 10 | [35] |
| Mg alloy | 45 | 4 | BC | 275 °C | 1 | [36] |
| Mg alloy | 4.3 | 4 | A | 250 °C | 1.3 | [43] |
| Pure Mg | 200 | 4 | BC | 250 °C | 6–8 | [42] |
| Pure Mg | \ | 4 | BC | 225 °C | 1.896 | [45] |
| Pure Mg | 12 | 8 | A | 27 °C | 0.75 | [50] |
| AZ80 | 50.2 | 4 | BC | 390 °C | 12.82 | [46] |
| AZ31 | 75 | 8 | BC | 200 °C | 0.7 | [48] |
| AZ31 | 24 | 6 | BC | 553 K | 4.8 | [49] |
| ZK60 | 37 | 4 | BC | 250 °C | 10.9 | [51] |
| ZM21 | 5–60 | 4 | BC | 200 °C | 0.7 | [52] |
| ZE41A | \ | 16 | A | 603 K | 2.5 | [62] |
| ZE41A | 80 | 32 | \ | 603 K | 1.5 | [63] |
| Pure Al | 1000 | 4 | BC | Room T | 1.3 | [25] |
| Pure Al | \ | 4 | BC | Room T | 1.2 | [37] |
| Pure Al | 39 | 2 | BC | Room T | 7.4 | [41] |
| Pure Al | 300 | 8 | C | \ | 2.9 | [44] |
| Pure Al | \ | 10 | A | Room T | 0.23 | [58] |
| Pure Al | 390 | 10 | A | Room T | 0.3 | [59] |
| Pure Al | 200 | 16 | \ | Room T | 0.5 | [60] |
| Al-SiCp | 55 | 2 | BC | Room T | 8 | [40] |
| AA5083 | \ | 3 | BC | Room T | 0.25 | [87] |
| Al alloy | 1.3 | 4 | BC | 423 K | 0.3 | [91] |
| Al-Cu | 261 | 9 | A | Room T | 0.055 | [95] |
| Cu alloy | 40–80 | 8 | BC | Room T | 0.15–0.2 | [68] |
| Cu alloy | 30 | 8 | BC | Room T | 0.33 | [69] |
| Cu alloy | \ | 12 | A | 423 K | 0.2 | [70] |
| Cu alloy | 24 | 24 | BC | Room T | 0.6 | [71] |
| Cu alloy | 55 | 8 | BA + C | Room T | 0.3 | [73] |
| Pure Cu | 28 | 12 | BC | Room T | 0.24 | [83] |
| Cu-Al | \ | 4 | BC | Room T | 0.082 | [96] |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, L.; Shao, S.; Wang, H.; Zhang, G.; Zhao, Z.; Zhao, C. Recent Advances in the Equal Channel Angular Pressing of Metallic Materials. Processes 2022, 10, 2181. https://doi.org/10.3390/pr10112181
Cui L, Shao S, Wang H, Zhang G, Zhao Z, Zhao C. Recent Advances in the Equal Channel Angular Pressing of Metallic Materials. Processes. 2022; 10(11):2181. https://doi.org/10.3390/pr10112181
Chicago/Turabian StyleCui, Lang, Shengmin Shao, Haitao Wang, Guoqing Zhang, Zejia Zhao, and Chunyang Zhao. 2022. "Recent Advances in the Equal Channel Angular Pressing of Metallic Materials" Processes 10, no. 11: 2181. https://doi.org/10.3390/pr10112181
APA StyleCui, L., Shao, S., Wang, H., Zhang, G., Zhao, Z., & Zhao, C. (2022). Recent Advances in the Equal Channel Angular Pressing of Metallic Materials. Processes, 10(11), 2181. https://doi.org/10.3390/pr10112181