

Resilient Supply Chain Optimization Considering Alternative Supplier Selection and Temporary Distribution Center Location



Abstract
:1. Introduction
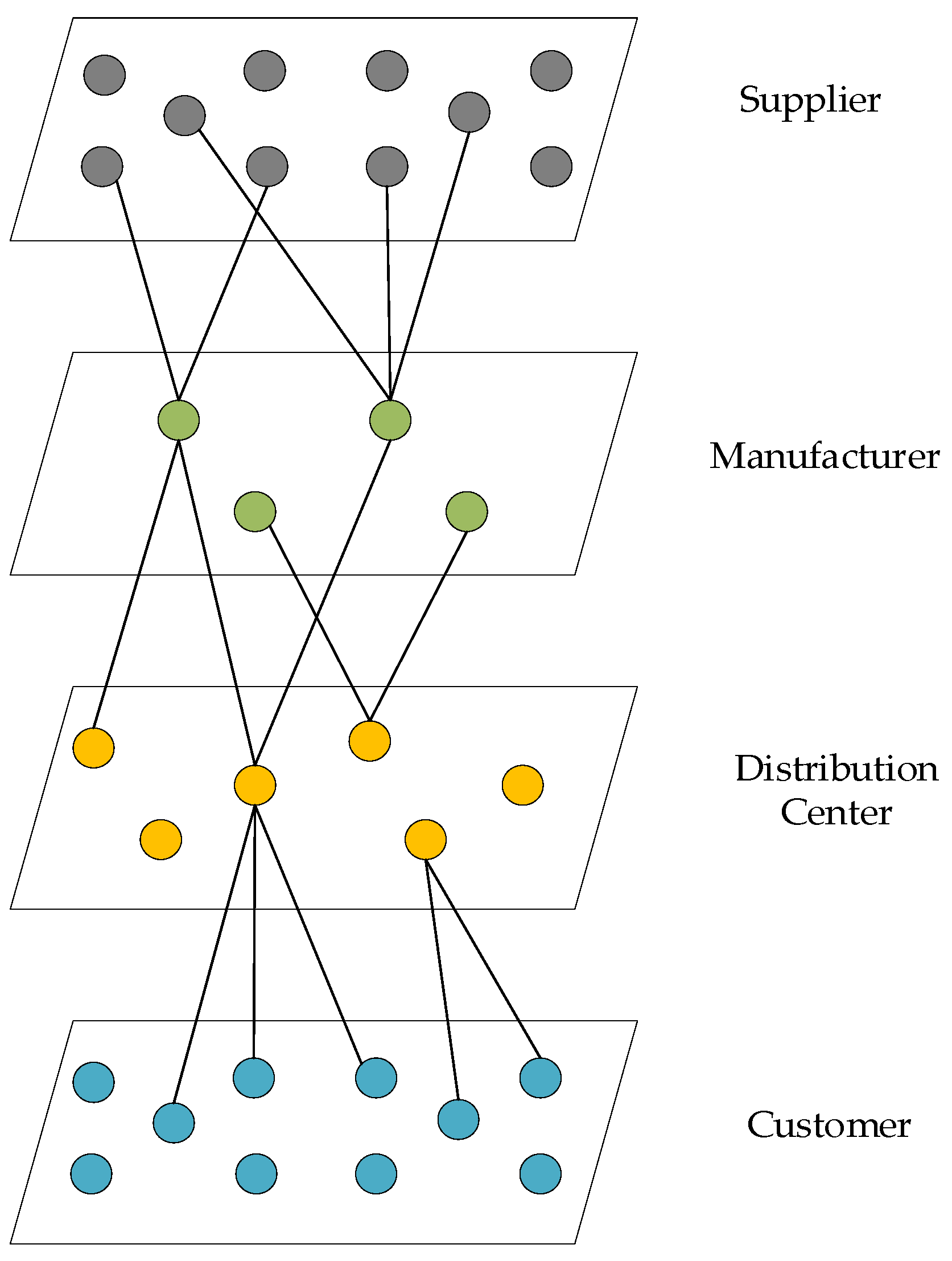
- This work considers the disruption scenario in which supply disruption and distribution center failure occur simultaneously. A two-stage stochastic programming model based on a combination of proactive and reactive defense strategies is developed to improve supply chain resilience in manufacturing companies.
- The two-stage stochastic programming model is transformed into a mixed integer linear programming (MILP) model using Latin hypercubic sampling (LHS), sample average approximation (SAA), and scenario reduction (SR) to deal with continuous demand scenarios and discrete disruptions scenarios, respectively.
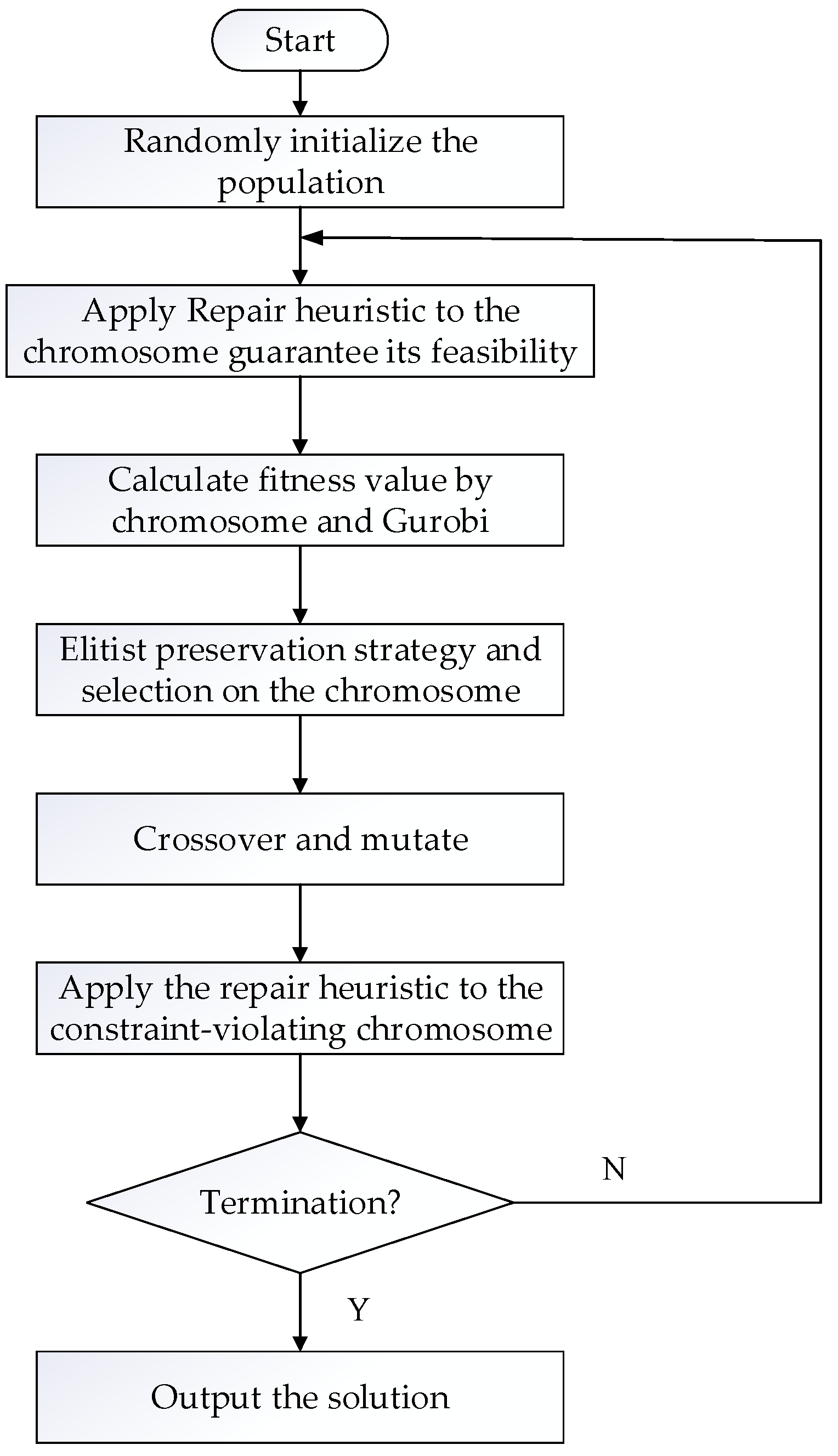
- For the model characteristics, this work develops an improved genetic algorithm combined with a heuristic algorithm to increase the efficiency of solving large-scale problems. A specific heuristic repair strategy is designed to ensure the feasibility of the solution.
- By analyzing the results, we verify the superiority of the proposed resilient strategy and algorithm in settling the supply chain disruption problem.
2. Literature Review
3. Problem Description and Assumptions
3.1. Problem Statement
- How to determine the inventory quantity of each raw material before disruptions;
- How to locate the temporary distribution center;
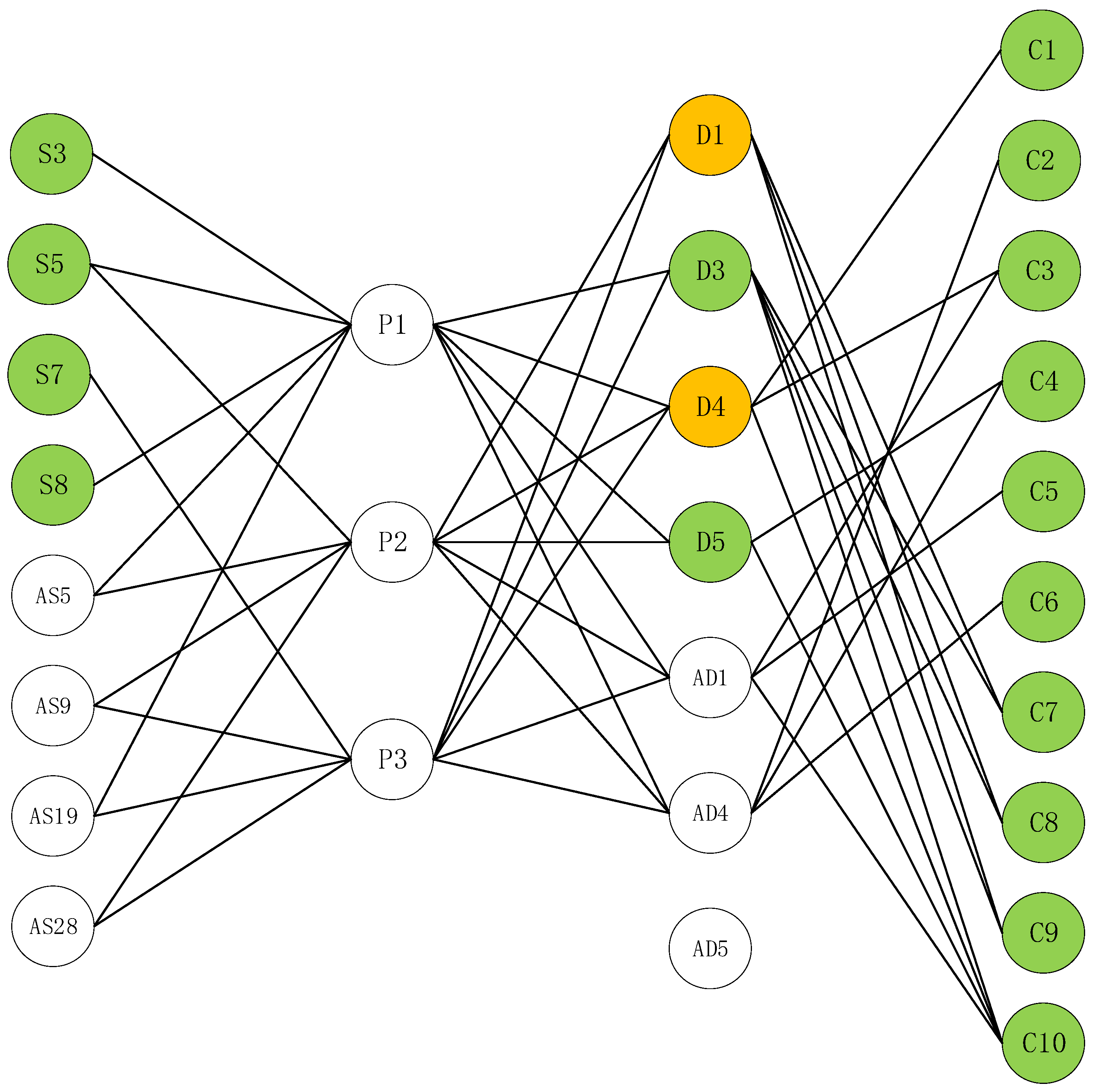
- How to choose the product change option and alternative suppliers.
3.2. Assumptions
- The disruption of each supplier and distribution center is independent of each other, and the disruption may cause partial or complete failure of the facility.
- Emergency procurement needs are taken into account to consider the additional procurement cost, but the production delay caused by emergency procurement is not considered, and there is a procurement cost difference between the backup supplier and the original supplier.
- Product design changes require consideration of product design costs and new raw material procurement costs.
- The manufacturer’s preference weight coefficient for the location of the new distribution center is determined by the triangular fuzzy number ;
- The demand of each customer for each product satisfies the normal distribution , and each customer’s demand is independent of the others. When the demand of customers cannot be met due to supply shortage, the cost of sales loss will be incurred.
- Products are shipped immediately after production, regardless of storage at the manufacturer, and there are inventory capacity limitations at the distribution center.
4. Model Formulation
4.1. Notations and Decision Variables
| Index for original suppliers | |
| Index for alternative suppliers | |
| Index for products | |
| Index for original distribution centers | |
| Index for temporary distribution centers | |
| Index for customers | |
| Index for disruption scenarios |
| 1 if the part from the original supplier is changed to the raw material from the alternative supplier for the disruption scenario, else 0 | |
| 1 if the temporary distribution center is built, else 0 | |
| 1 if the temporary distribution center is used for the disruption scenario, else 0 | |
| Quantity to be procured for the disruption scenario from the alternative supplier of the original supplier | |
| Inventory of raw materials supplied by the original supplier | |
| Quantity of the product transported from the manufacturer to the original distribution center for the disruption scenario | |
| Quantity of the product transported from the manufacturer to the temporary distribution center for the disruption scenario | |
| Quantity of the product transported from the original distribution center to the customer for the disruption scenario | |
| Quantity of the product transported from the temporary distribution center to the customer for the disruption scenario |
| 1 if the original supplier for the disruption scenario has not been disrupted, else 0 | |
| 1 if the original distributor center for the disruption scenario has not been disrupted, else 0 | |
| Probability of the disruption scenario | |
| 1 if the supplier supplies raw material for the product, else 0 | |
| Quantity to be procured from the original supplier | |
| Inventory as a percentage of supply | |
| Unit procurement cost of raw materials from the supplier | |
| Unit procurement cost of raw materials from the alternative supplier of the supplier | |
| Fixed change cost for the alternative supplier of the supplier | |
| Unit production cost of changing the raw material for the product from the supplier to the alternative supplier | |
| Unit production cost of the product | |
| Minimum safety stock of raw materials supplied by the original supplier | |
| Maximum raw material inventory capacity of the manufacturer | |
| Minimum percentage of inventory held by the manufacturer | |
| Unit inventory cost of the raw materials supplied by the original supplier | |
| Unit transportation cost from the manufacturer to the original distribution center | |
| Unit transportation cost from the manufacturer to the temporary distribution center | |
| Unit transportation cost from the original distribution center to the customer | |
| Unit transportation cost from the temporary distribution center to the customer | |
| Unit out-of-stock loss cost of the product order for the customer | |
| Fixed cost for the temporary distribution center | |
| Operating cost for the temporary distribution center | |
| Maximum capacity of the alternative supplier of the original supplier | |
| Maximum capacity of the original distribution center | |
| Maximum capacity of the temporary distribution center | |
| Quantity demanded by the customer for the product, which satisfies a normal distribution | |
| Capacity failure coefficient of the original distribution center after a disruption | |
| Preference weight coefficient for the manufacturer’s preference for the candidate temporary distribution center | |
| Expectation for manufacturer preference of selected locations |
4.2. Model Development
5. Solution Approach
5.1. SAA and SR Method
5.2. Improved Genetic Algorithm
6. Numerical Experiments
6.1. Computational Results
6.2. Sensitivity Analysis
6.3. Managerial Insights
- The computational results show that a combination of proactive and reactive resilience strategies can significantly improve expected profits under pandemic disruptions and ripple effects. The proposed model can help managers consider factors such as market demand, distribution center capacity, and the supply situation in the decision process of designing a resilient supply chain to cope with unexpected disruptions similar to those caused by a pandemic.
- The first stage of the model can help manufacturers effectively set mitigation inventory and the location of temporary distribution centers to compensate for possible supply shortages and existing distribution center failures in the event of pandemic disruptions, avoiding greater losses. To reduce the cost of redundancy, managers should reasonably plan inventory capacity and temporary distribution center capacity.
- The second-stage model can help managers make decisions about the product design change plan and the selection of alternative suppliers, as well as product transportation and delivery plans, taking into account the cost of product change and the sale loss caused by it, as well as the compensation cost for failing to deliver to customers on time and other factors.
- The improved genetic algorithm developed in this paper can help decision-makers to quickly assess the impact of different measures in response to the risk of a potential pandemic disruptions under different disruption scenarios in the future.
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Chowdhury, M.T.; Sarkar, A.; Paul, S.K.; Moktadir, M.A. COVID-19 pandemic related supply chain studies: A systematic review. Transp. Res. Logist. Transp. Rev. 2021, 148, 102271. [Google Scholar] [CrossRef] [PubMed]
- Salama, M.R.; McGarvey, R.G. Resilient supply chain to a global pandemic. Int. J. Prod. Res. 2023, 61, 2563–2593. [Google Scholar] [CrossRef]
- Kim, S.H.; Tomlin, B. Guilt by association: Strategic failure prevention and recovery capacity investments. Manag. Sci. 2013, 59, 1631–1649. [Google Scholar] [CrossRef]
- Ozdemir, D.; Sharma, M.; Dhir, A.; Daim, T. Supply chain resilience during the COVID-19 pandemic. Technol. Soc. 2022, 68, 101847. [Google Scholar]
- Ivanov, D. Predicting the impacts of epidemic outbreaks on global supply chains: A simulation-based analysis on the coronavirus outbreak (COVID-19/SARS-CoV-2) case. Transp. Res. Logist. Transp. Rev. 2020, 136, 101922. [Google Scholar] [CrossRef] [PubMed]
- Ivanov, D.; Sokolov, B.; Dolgui, A. The ripple effect in supply chains: Trade-off ‘efficiency-flexibility-resilience’ in disruption management. Int. J. Prod. Res. 2014, 52, 2154–2172. [Google Scholar] [CrossRef]
- Li, Y.; Chen, K.; Collignon, S.; Collignon, S.; Ivanov, D. Ripple effect in the supply chain network: Forward and backward disruption propagation, network health and firm vulnerability. Eur. J. Oper. Res. 2021, 291, 1117–1131. [Google Scholar] [CrossRef]
- Ramani, V.; Ghosh, D.; Sodhi, M.S. Understanding systemic disruption from the COVID-19-induced semiconductor shortage for the auto industry. Omega 2022, 113, 102720. [Google Scholar] [CrossRef]
- Paul, S.K.; Chowdhury, P.; Chowdhury, M.T.; Chakrabortty, R.K.; Moktadir, M.A. Operational challenges during a pandemic: An investigation in the electronics industry. Int. J. Logist. Manag. 2023, 34, 336–362. [Google Scholar] [CrossRef]
- Rajesh, R. Flexible business strategies to enhance resilience in manufacturing supply chains: An empirical study. J. Manuf. Syst. 2021, 60, 903–919. [Google Scholar]
- El, B.J.; Ruel, S. Can supply chain risk management practices mitigate the disruption impacts on supply chains’ resilience and robustness? Evidence from an empirical survey in a COVID-19 outbreak era. Int. J. Prod. Econ. 2021, 233, 2–51. [Google Scholar]
- Wang, J.W.; Muddada, R.R.; Wang, H.F.; Ding, J.L.; Lin, Y.Z.; Liu, C.L.; Zhang, W.J. Toward a resilient holistic supply chain network system: Concept, review and future direction. IEEE Syst. J. 2016, 10, 410–421. [Google Scholar] [CrossRef]
- Lucker, F.; Seifert, R.W.; Bicer, I. Roles of inventory and reserve capacity in mitigating supply chain disruption risk. Int. J. Prod. Res. 2019, 57, 1238–1249. [Google Scholar] [CrossRef]
- Feng, X.H.; He, Y.C.; Kim, K.H. Space planning considering congestion in container terminal yards. Transp. Res. Methodol. 2022, 158, 52–77. [Google Scholar] [CrossRef]
- Yang, D.; Pan, K.; Wang, S. On service network improvement for shipping lines under the one belt one road initiative of China. Transp. Res. Logist. Transp. Rev. 2018, 117, 82–95. [Google Scholar] [CrossRef]
- Lee, P.T.W.; Hu, Z.H.; Lee, S.; Feng, X.H.; Notteboom, T. Strategic locations for logistics distribution centers along the Belt and Road: Explorative analysis and research agenda. Transp. Policy 2022, 116, 24–47. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, X.X.; Qiao, W.L.; Han, B. A methodology to model the evolution of system resilience for Arctic shipping from the perspective of complexity. Marit. Policy Manag. 2023. [CrossRef]
- Panahi, R.; Afenyo, M.; Ng, A.K.Y. Developing a resilience index for safer and more resilient arctic shipping. Marit. Policy Manag. 2023, 50, 861–875. [Google Scholar] [CrossRef]
- Ivanov, D.; Dolgui, A.; Sokolov, B.; Ivanova, M. Literature review on disruption recovery in the supply chain. Int. J. Prod. Res. 2017, 55, 6158–6174. [Google Scholar] [CrossRef]
- Paul, S.K.; Chowdhury, P. A production recovery plan in manufacturing supply chains for a high-demand item during COVID-19. Int. J. Phys. Distrib. Logist. Manag. 2021, 51, 104–125. [Google Scholar] [CrossRef]
- Hishamuddin, H.; Sarker, R.; Essam, D. A disruption recovery model for a single stage production inventory system. Eur. J. Oper. Res. 2012, 222, 464–473. [Google Scholar] [CrossRef]
- Paul, S.K.; Sarker, R.; Essam, D. A reactive mitigation approach for managing supply disruption in a three-tier supply chain. J. Intel. Manuf. 2018, 29, 1581–1597. [Google Scholar] [CrossRef]
- Chen, J.Z.; Wang, H.F.; Zhong, R.Y. A supply chain disruption recovery strategy considering product change under COVID-19. J. Manuf. Syst. 2021, 60, 920–927. [Google Scholar] [CrossRef]
- Ivanov, D. Viable supply chain model: Integrating agility, resilience and sustainability perspectives-lessons from and thinking beyond the COVID-19 pandemic. Ann. Oper. Res. 2020. [CrossRef]
- Tukamuhabwa, B.R.; Stevenson, M.; Busby, J.; Zorzini, M. Supply Chain Resilience: Definition, Review and Theoretical Foundations for Further Study. Int. J. Prod. Res. 2015, 53, 5592–5623. [Google Scholar] [CrossRef]
- Torabi, S.A.; Baghersad, M.; Mansouri, S.A. Resilient Supplier Selection and Order Allocation Under Operational and Disruption Risks. Transp. Res. Part E Logist. Transp. Rev. 2015, 79, 22–48. [Google Scholar] [CrossRef]
- Pal, B.; Sana, S.S.; Chaudhuri, K. A multi-echelon production–inventory system with supply disruption. J. Manuf. Syst. 2014, 33, 262–276. [Google Scholar] [CrossRef]
- Jabbarzadeh, A.; Fahimnia, B.; Sabouhi, F. Resilient and sustainable supply chain design: Sustainability analysis under disruption risks. Int. J. Prod. Res. 2018, 56, 5945–5968. [Google Scholar] [CrossRef]
- Namdar, J.; Li, X.P.; Sawhney, R.; Pradhan, N. Supply chain resilience for single and multiple sourcing in the presence of disruption risks. Int. J. Prod. Res. 2018, 56, 2339–2360. [Google Scholar] [CrossRef]
- Shahed, K.S.; Azeem, A.; Ali, S.M.; Moktadir, M.A. A supply chain disruption risk mitigation model to manage COVID-19 pandemic risk. Environ. Sci. Pollut. Res. 2021. [Google Scholar] [CrossRef]
- Vali-Siar, M.M.; Roghanian, E. Sustainable, resilient and responsive mixed supply chain network design under hybrid uncertainty with considering COVID-19 pandemic disruption. Sustain. Prod. Consump. 2022, 30, 278–300. [Google Scholar] [CrossRef] [PubMed]
- Sawik, T. Two-period vs. multi-period model for supply chain disruption management. Int. J. Prod. Res. 2018, 57, 4502–4518. [Google Scholar] [CrossRef]
- Paul, S.K.; Sarker, R.; Essam, D.; Lee, P.T.W. A mathematical modelling approach for managing sudden disturbances in a three-tier manufacturing supply chain. Ann. Oper. Res. 2019, 280, 299–335. [Google Scholar] [CrossRef]
- Khalilabadi, S.M.G.; Zegordi, S.H.; Nikbakhsh, E. A multi-stage stochastic programming approach for supply chain risk mitigation via product substitution. Comput. Ind. Eng. 2020, 149, 106786. [Google Scholar] [CrossRef]
- Chen, J.Z.; Wang, H.F.; Fu, Y.P. A multi-stage supply chain disruption mitigation strategy considering product life cycle during COVID-19. Environ. Sci. Pollut. Res. 2022. [Google Scholar] [CrossRef] [PubMed]
- Elluru, S.; Gupta, H.; Kaur, H.; Singh, S.P. Proactive and reactive models for disaster resilient supply chain. Ann. Oper. Res. 2019, 283, 199–224. [Google Scholar] [CrossRef]
- Li, Z.; Sheng, Y.Y.; Meng, Q.F.; Hu, X. Sustainable supply chain operation under COVID-19: Influences and response strategies. Int. J. Logist. Res. Appl. 2022. [Google Scholar] [CrossRef]
- Nagurney, A. Optimization of supply chain networks with inclusion of labor: Applications to COVID-19 pandemic disruptions. Int. J. Prod. Econ. 2021, 235, 108080. [Google Scholar] [CrossRef]
- Sawik, T. Stochastic optimization of supply chain resilience under ripple effect: A COVID-19 pandemic related study. Omega 2022, 109, 102596. [Google Scholar] [CrossRef]
- Paul, S.K.; Chowdhury, P.; Chakrabortty, R.K.; Ivanov, D.; Sallam, K. A mathematical model for managing the multi-dimensional impacts of the COVID-19 pandemic in supply chain of a high-demand item. Ann. Oper. Res. 2022, 1–46. [Google Scholar] [CrossRef]
- Diabat, A.; Dehghani, E.; Jabbarzadeh, A. Incorporating location and inventory decisions into a supply chain design problem with uncertain demands and lead times. J. Manuf. Syst. 2017, 43, 139–149. [Google Scholar] [CrossRef]
- Shavandi, H.; Bozorgi, B. Developing a Location Inventory Model under Fuzzy Environment. Int. J. Adv. Manuf. Tech. 2012, 63, 191–200. [Google Scholar] [CrossRef]
- Amin, S.H.; Baki, F. A facility location model for global closed-loop supply chain network design. Appl. Math. Model. 2017, 41, 316–330. [Google Scholar] [CrossRef]
- Jakubovskis, A. Strategic facility location, capacity acquisition, and technology choice decisions under demand uncertainty: Robust vs. non-robust optimization approaches. Eur. J. Oper. Res. 2017, 260, 1095–1104. [Google Scholar] [CrossRef]
- Ortiz-Astorquiza, C.; Contreras, I.; Laporte, G. Multi-level facility location problems. Eur. J. Oper. Res. 2018, 267, 791–805. [Google Scholar] [CrossRef]
- Saragih, N.I.; Bahagia, N.; Syabri, I. A heuristic method for location-inventory-routing problem in a three-echelon supply chain system. Comput. Ind. Eng. 2019, 127, 875–886. [Google Scholar] [CrossRef]
- Fu, Y.P.; Wu, D.; Wang, H.F. Facility location and capacity planning considering policy preference and uncertain demand under the One Belt One Road Initiative. Transp. Res. Policy Pract. 2020, 138, 172–186. [Google Scholar] [CrossRef]
- Snyder, L.V.; Daskin, M.S. Models for Reliable Supply Chain Network Design. In Critical Infrastructure; Springer: Berlin/Heidelberg, Germany, 2007; pp. 257–289. [Google Scholar]
- Kleywegt, A.J.; Shapiro, A.; Homem-De-Mello, T. The sample average approximation method for stochastic discrete optimization. SIAM J. Optim. 2001, 12, 479–502. [Google Scholar] [CrossRef]
- Karuppiah, R.; Martin, M.; Grossmann, I.E. A simple heuristic for reducing the number of scenarios in two-stage stochastic programming. Comput. Ind. Eng. 2010, 34, 1246–1255. [Google Scholar] [CrossRef]
- Cui, X.L. Joint optimization of production planning and supplier selection incorporating customer flexibility: An improved genetic approach. J. Intell. Manuf. 2016, 27, 1017–1035. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Articles | Type of Disruption | Strategy of Resilience | Methodology | ||
|---|---|---|---|---|---|
| Proactive | Reactive | Deterministic | Stochastic | ||
| Pal et al. [27] | Sd | ✓ | ✓ | ||
| Jabbarzadeh et al. [28] | Sd | ✓ | ✓ | ||
| Namdar et al. [29] | Sd | ✓ | ✓ | ||
| Shahed et al. [30] | Sd, Df | ✓ | ✓ | ||
| Vali-Siar and Roghanian [31] | Sd, Df | ✓ | ✓ | ||
| Sawik [32] | Sd, Pd | ✓ | ✓ | ||
| Paul et al. [33] | Sd, Pcu, Df | ✓ | ✓ | ||
| Khalilabadi et al. [34] | Df | ✓ | ✓ | ||
| Chen et al. [35] | Sd | ✓ | ✓ | ||
| Elluru et al. [36] | Dnf | ✓ | ✓ | ✓ | |
| Paul et al. [20] | Sd | ✓ | ✓ | ||
| Nagurney et al. [38] | La | ✓ | ✓ | ||
| Paul et al. [40] | Su, Pcu, Df | ✓ | ✓ | ||
| Sawik [39] | Sd, Df | ✓ | ✓ | ||
| This paper | Sd, Dnf, Df | ✓ | ✓ | ✓ | |
| Supplier | Alternative Supplier | |||
|---|---|---|---|---|
| S1 | AS1–AS5 | (19,500, 21,500) | (10,000, 13,500) | (3, 5) |
| S2 | AS6–AS10 | (20,000, 21,500) | (12,500, 15,000) | (2, 4) |
| S3 | AS11–AS15 | (9100, 9350) | (10,000, 13,000) | (4, 5) |
| S4 | AS16–AS20 | (19,500, 21,500) | (12,500, 14,500) | (3, 5) |
| S5 | AS21–AS25 | (19,500, 21,000) | (10,500, 12,000) | (2, 3) |
| S6 | AS26–AS30 | (20,500, 22,000) | (11,500, 13,500) | (3, 4) |
| S7 | AS31–AS35 | (10,500, 12,000) | (10,000, 11,500) | (4, 5) |
| S8 | AS36–AS40 | (9100, 9350) | (11,000, 13,500) | (2, 4) |
| Distribution Center | Selection Preference | ||
|---|---|---|---|
| TD1 | 15,000 | 5900 | (0.25, 0.30, 0.35) |
| TD2 | 16,000 | 6250 | (0.2, 0.32, 0.56) |
| TD3 | 14,000 | 6000 | (0.06, 0.1, 0.2) |
| TD4 | 12,500 | 6400 | (0.04, 0.2, 0.3) |
| TD5 | 15,500 | 6150 | (0.25, 0.45, 0.65) |
| TD6 | 17,000 | 6000 | (0.16, 0.24, 0.28) |
| Product | P1 | P2 | P3 | |||
|---|---|---|---|---|---|---|
| Customer | ||||||
| C1–C10 | (800, 1000) | (60, 100) | (900, 1100) | (80, 120) | (900,1200) | (70, 150) |
| Supplier | Distribution Center | Disruption Scenarios | Disruption Scenario after SR Method |
|---|---|---|---|
| 8 | 5 | 8192 | (1,1,1,1,1,1,1,1|1,1,1,1,1), (0,0,0,0,0,0,0,0|0,0,0,0,0), (0,0,1,0,1,0,1,1|0,0,1,0,1), (0,0,1,0,0,0,0,1|0,0,1,0,0), (1,1,1,0,1,1,1,1|0,0,1,0,1), (1,1,1,0,1,1,1,1|1,1,1,0,1) |
| State of Supply Chain | Total Profit | Temporary Distribution Center |
|---|---|---|
| Normal operation | 548,798 | — |
| Without any measure | 186,624 | — |
| Proposed resilient strategy | 315,161 | TD1, TD4, TD5 |
| Case | Disruption Scenario | Total Profit | Alternative Supplier Options | Distribution Center Options |
|---|---|---|---|---|
| 1 | (1,1,1,1,1,1,1,1|1,1,1,1,1) | 388,122 | — | — |
| 2 | (0,0,0,0,0,0,0,0|0,0,0,0,0) | −71,626 | AS5, AS9, AS15, AS19, AS24, AS28, AS33, AS37 | TD1, TD4, TD5 |
| 3 | (0,0,1,0,1,0,1,1|0,0,1,0,1) | 224,590 | AS5, AS9, AS19, AS28 | TD1, TD4 |
| 4 | (0,0,1,0,0,0,0,1|0,0,1,0,0) | 163,221 | AS5, AS9, AS19, AS24, AS28, AS33, | TD1, TD4, TD5 |
| 5 | (1,1,1,0,1,1,1,1|0,0,1,0,1) | 409,376 | AS19 | TD1, TD4 |
| 6 | (1,1,1,0,1,1,1,1|1,1,1,0,1) | 418,586 | AS19 | TD4 |
| Instance | Supplier | Distribution Center | Customer | Disruption Scenario | Sample | |
|---|---|---|---|---|---|---|
| 1 | 8 | 5 | 10 | 6 | 10 | 0.023 |
| 2 | 30 | 0.021 | ||||
| 3 | 50 | 0.025 | ||||
| 4 | 10 | 25 | 8 | 10 | 0.032 | |
| 5 | 30 | 0.036 | ||||
| 6 | 50 | 0.038 | ||||
| 7 | 12 | 5 | 10 | 8 | 10 | 0.045 |
| 8 | 30 | 0.05 | ||||
| 9 | 50 | 0.048 | ||||
| 10 | 10 | 25 | 9 | 10 | 0.054 | |
| 11 | 30 | 0.049 | ||||
| 12 | 50 | * | ||||
| 13 | 16 | 5 | 10 | 9 | 10 | 0.076 |
| 14 | 30 | 0.072 | ||||
| 15 | 50 | * | ||||
| 16 | 10 | 25 | 10 | 10 | 0.082 | |
| 17 | 30 | * | ||||
| 18 | 50 | * |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, N.; Chen, J.; Wang, H. Resilient Supply Chain Optimization Considering Alternative Supplier Selection and Temporary Distribution Center Location. Mathematics 2023, 11, 3955. https://doi.org/10.3390/math11183955
Wang N, Chen J, Wang H. Resilient Supply Chain Optimization Considering Alternative Supplier Selection and Temporary Distribution Center Location. Mathematics. 2023; 11(18):3955. https://doi.org/10.3390/math11183955
Chicago/Turabian StyleWang, Na, Jingze Chen, and Hongfeng Wang. 2023. "Resilient Supply Chain Optimization Considering Alternative Supplier Selection and Temporary Distribution Center Location" Mathematics 11, no. 18: 3955. https://doi.org/10.3390/math11183955
APA StyleWang, N., Chen, J., & Wang, H. (2023). Resilient Supply Chain Optimization Considering Alternative Supplier Selection and Temporary Distribution Center Location. Mathematics, 11(18), 3955. https://doi.org/10.3390/math11183955