
Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by the Roll Bonding Technique

Abstract
:1. Introduction
2. Materials and Methods
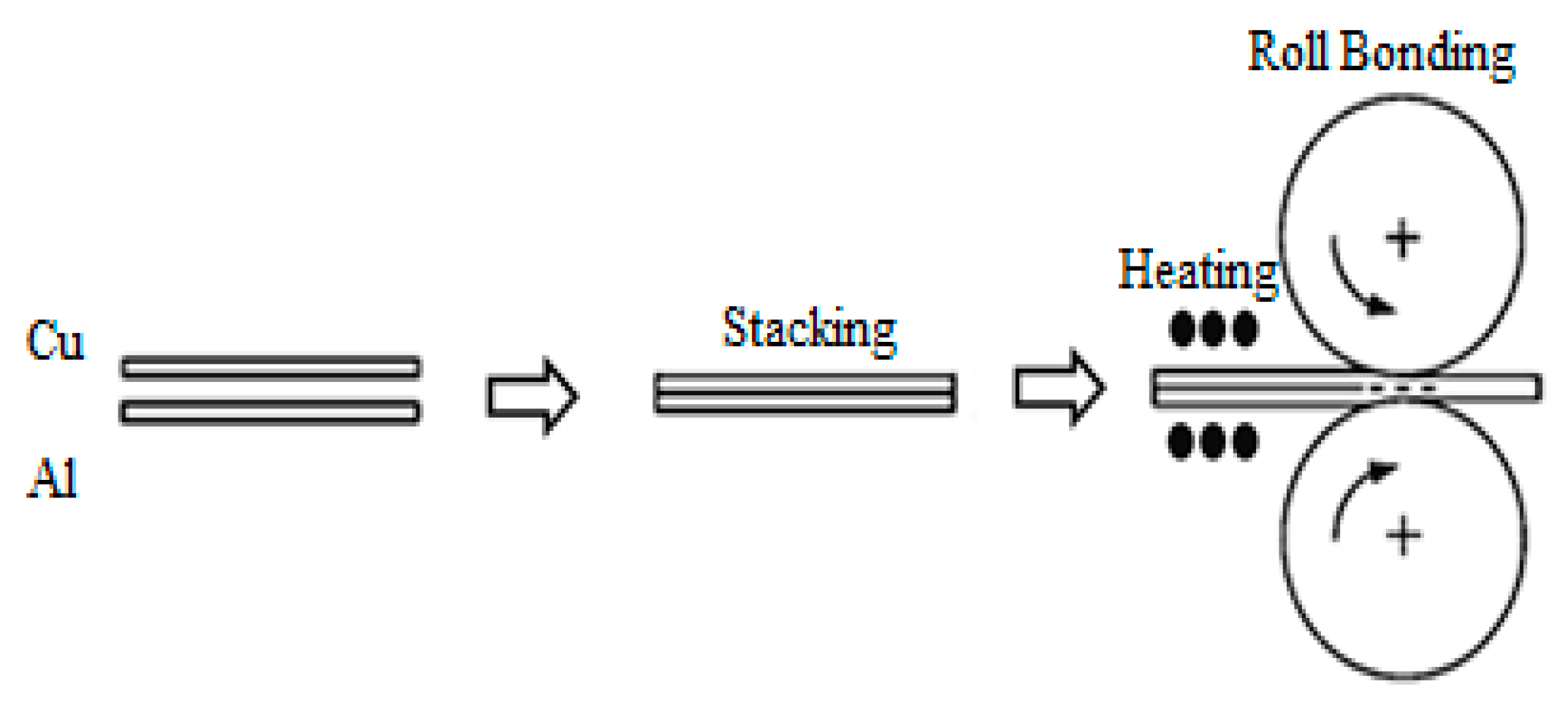
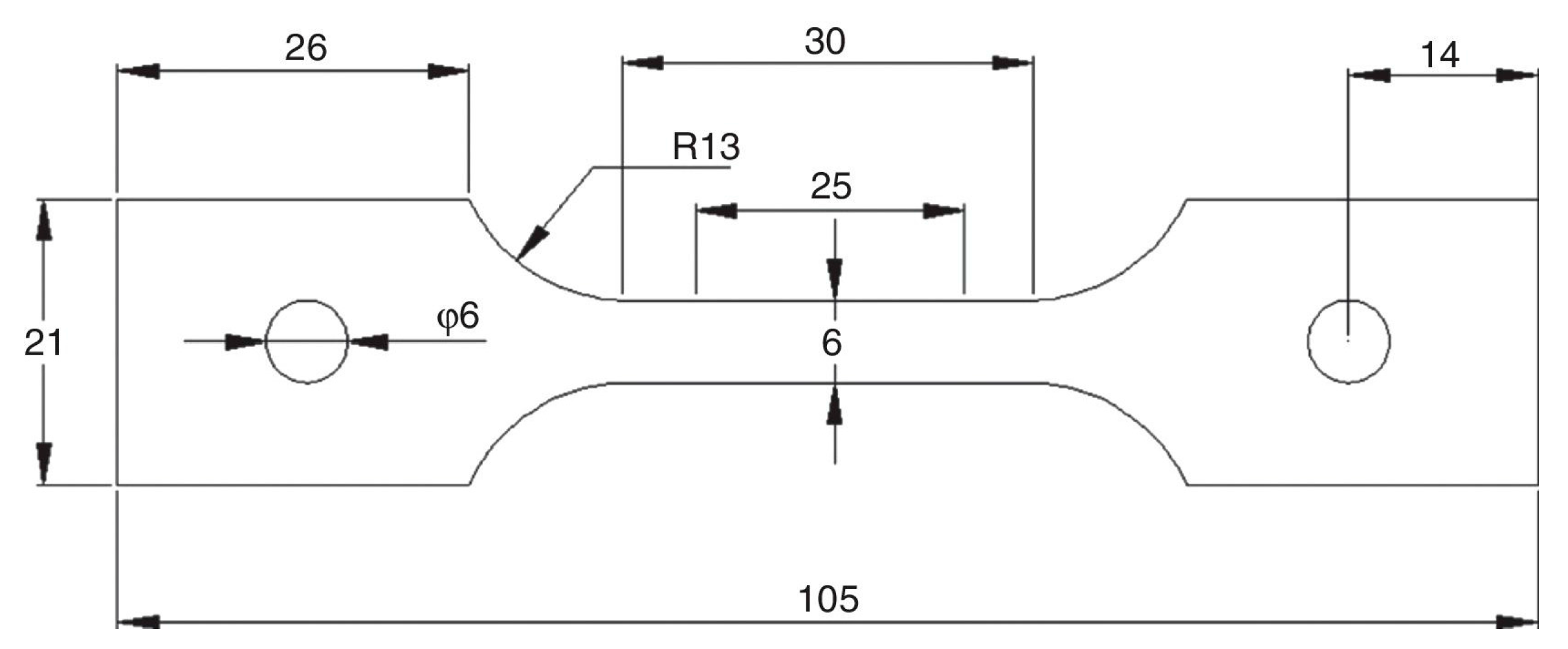
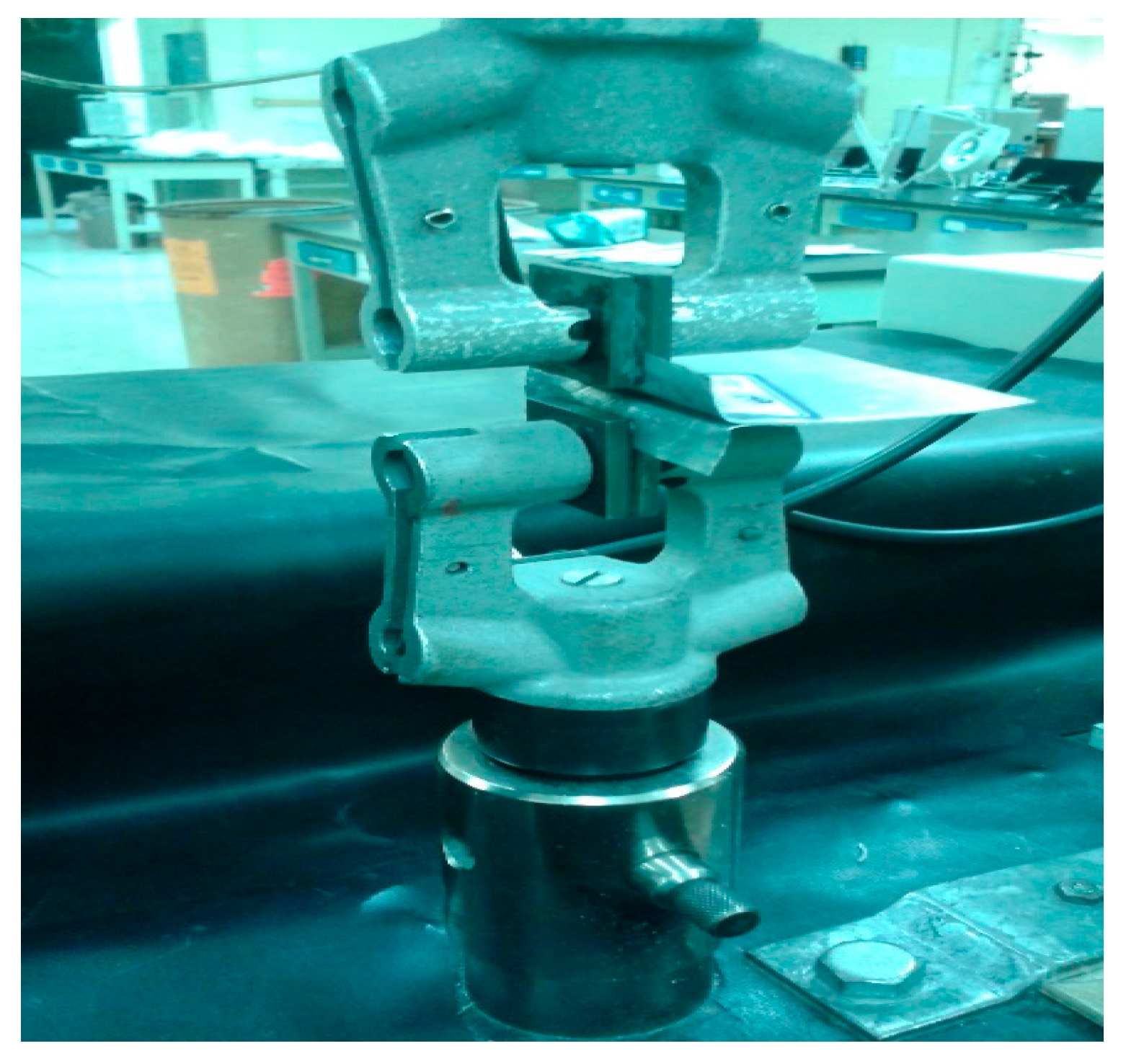
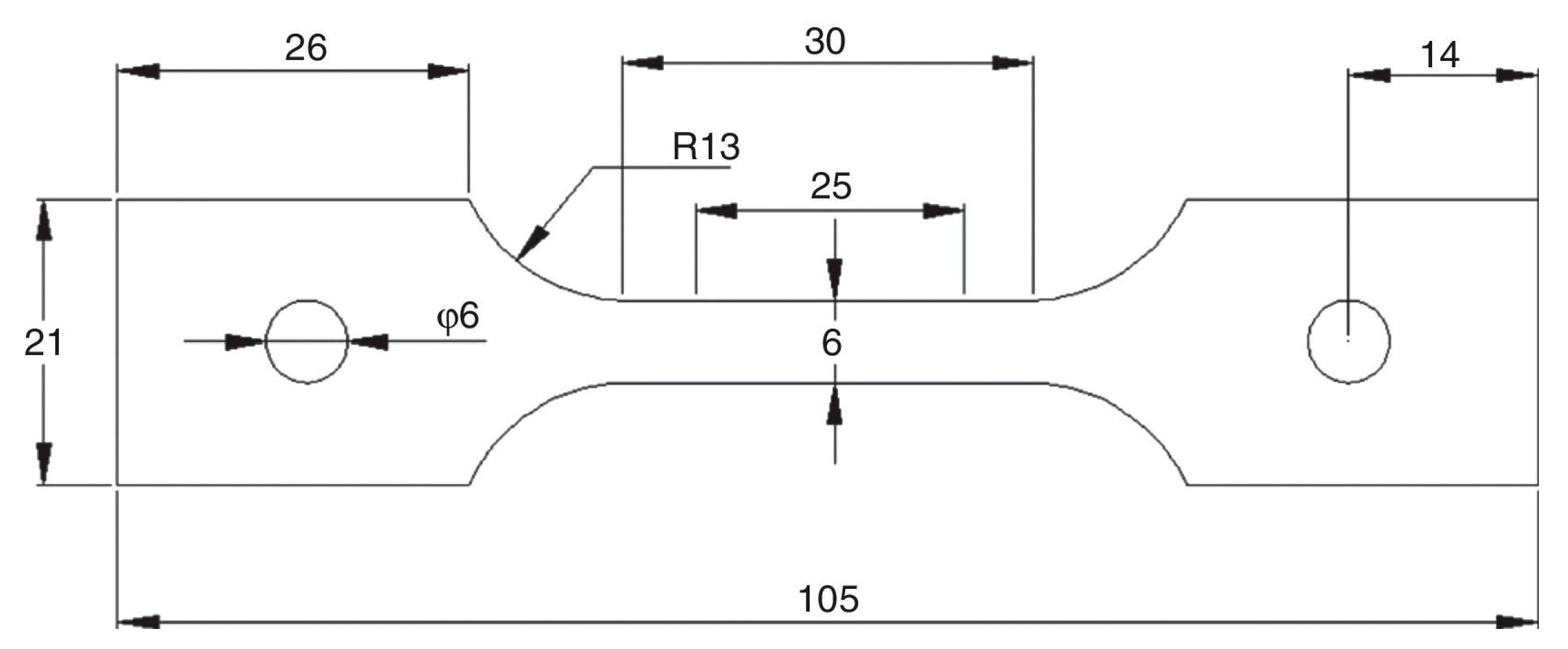
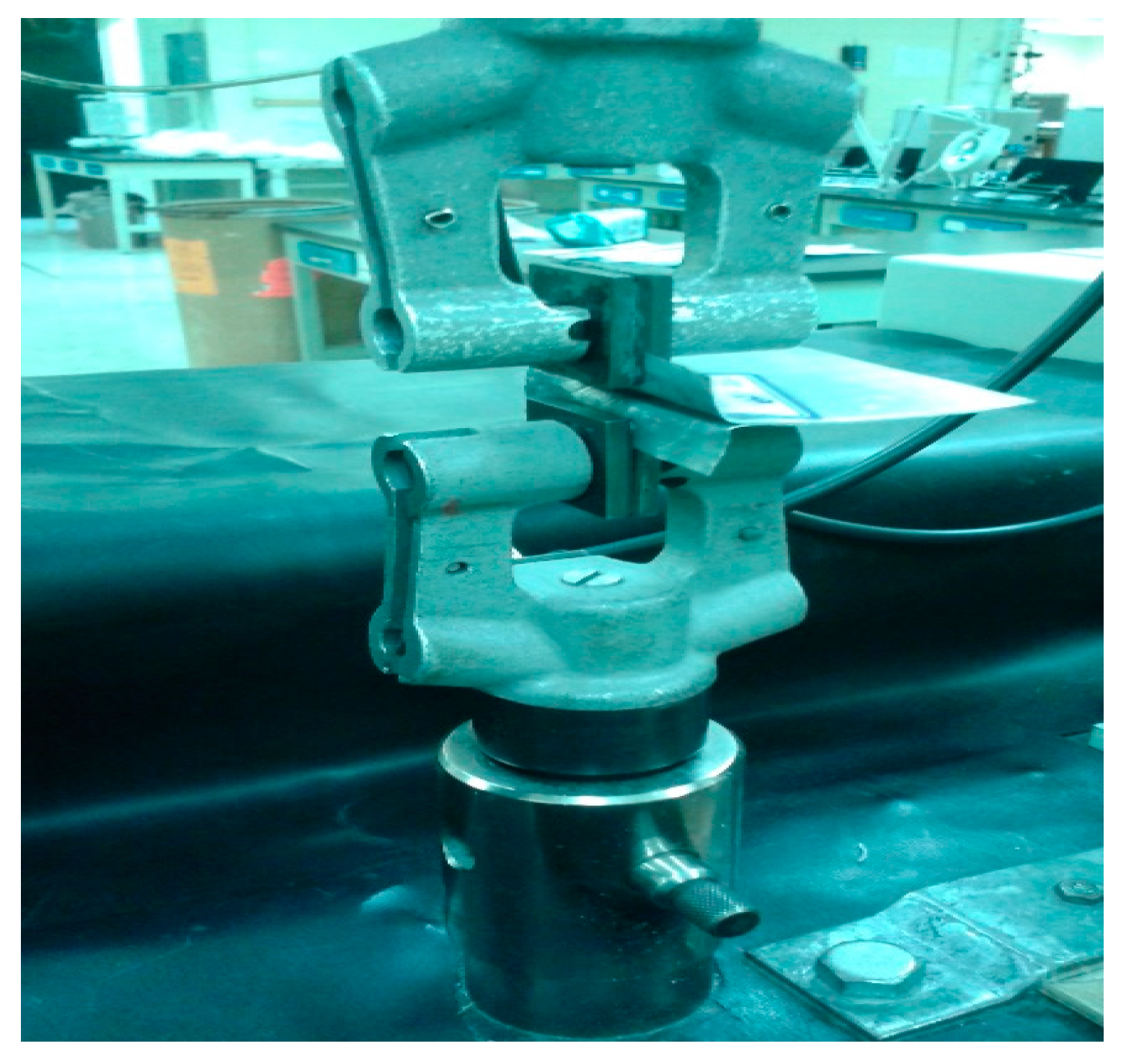
2.1. Experimental Investigations
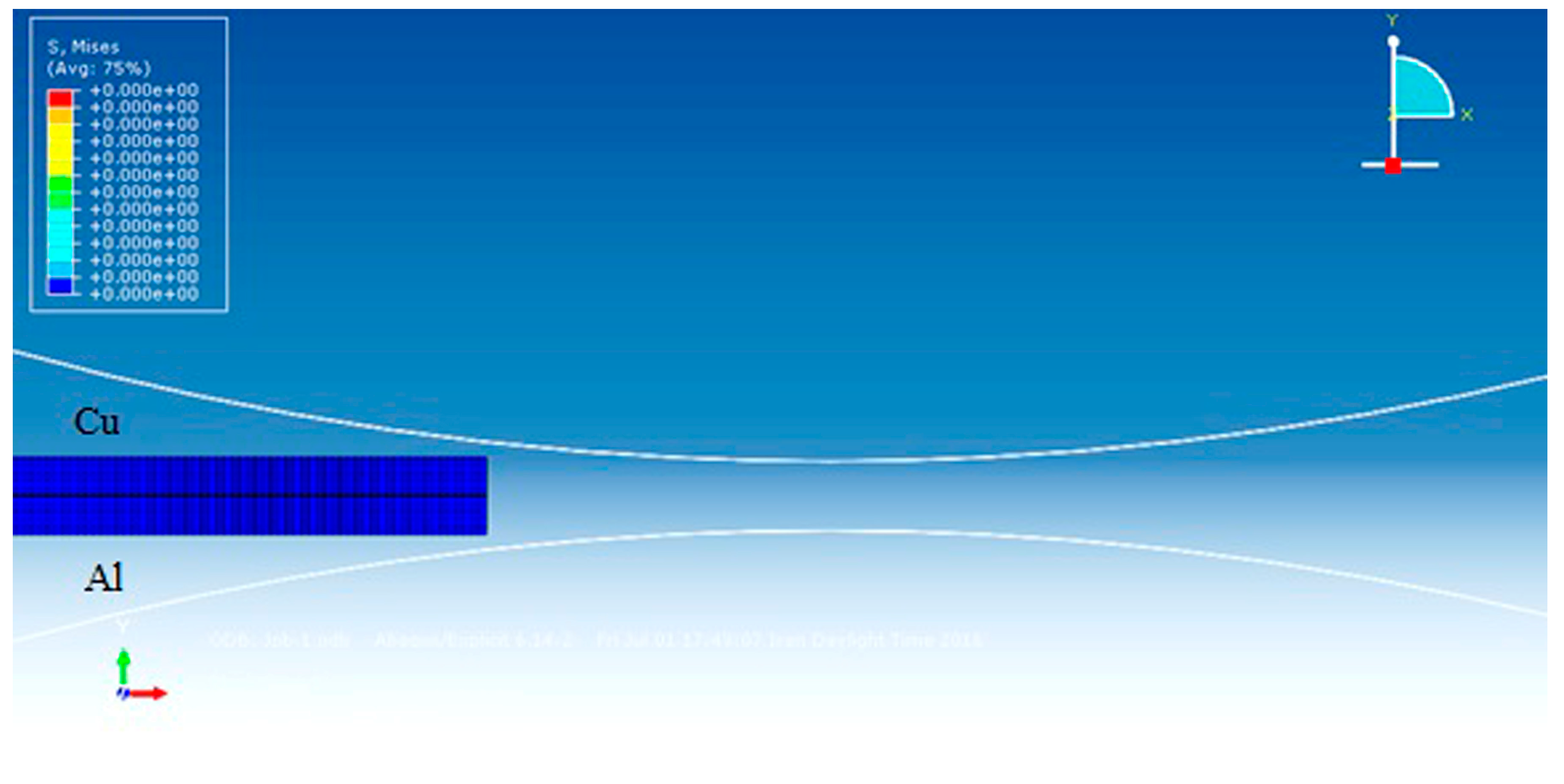
2.2. Numerical Simulation
3. Results and Discussions
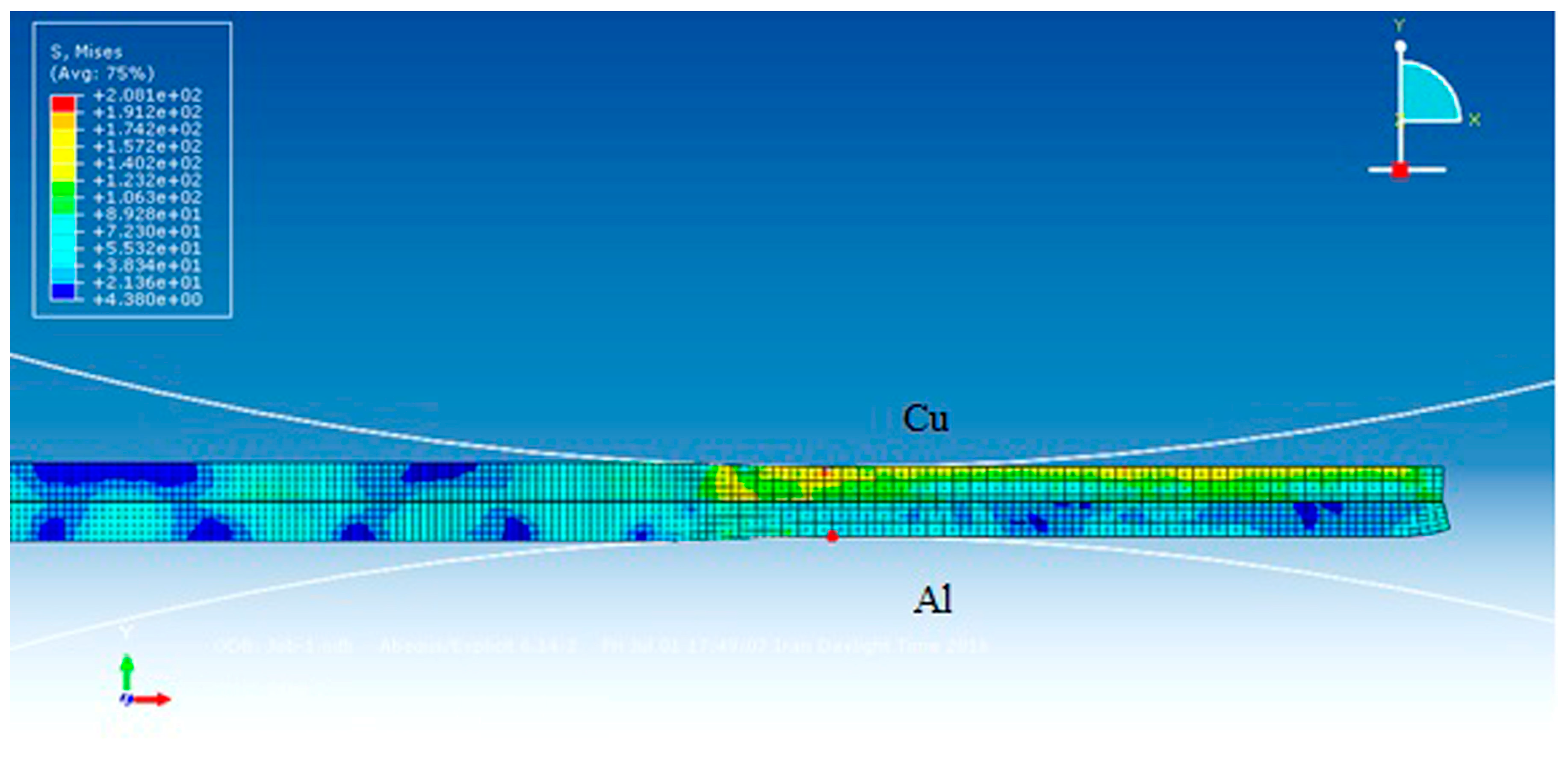
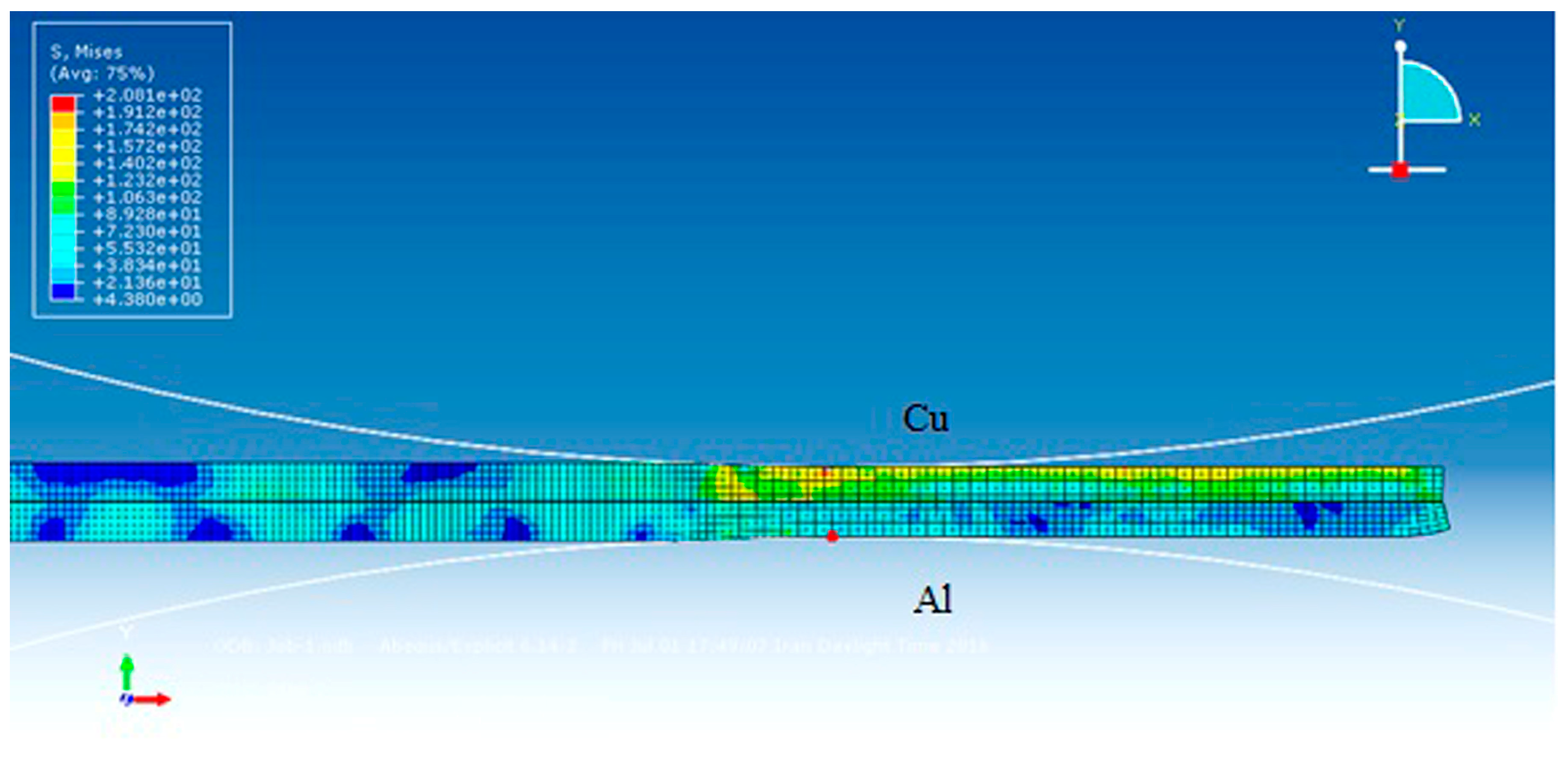
3.1. FE Simulation Results
3.2. Bonding Strength
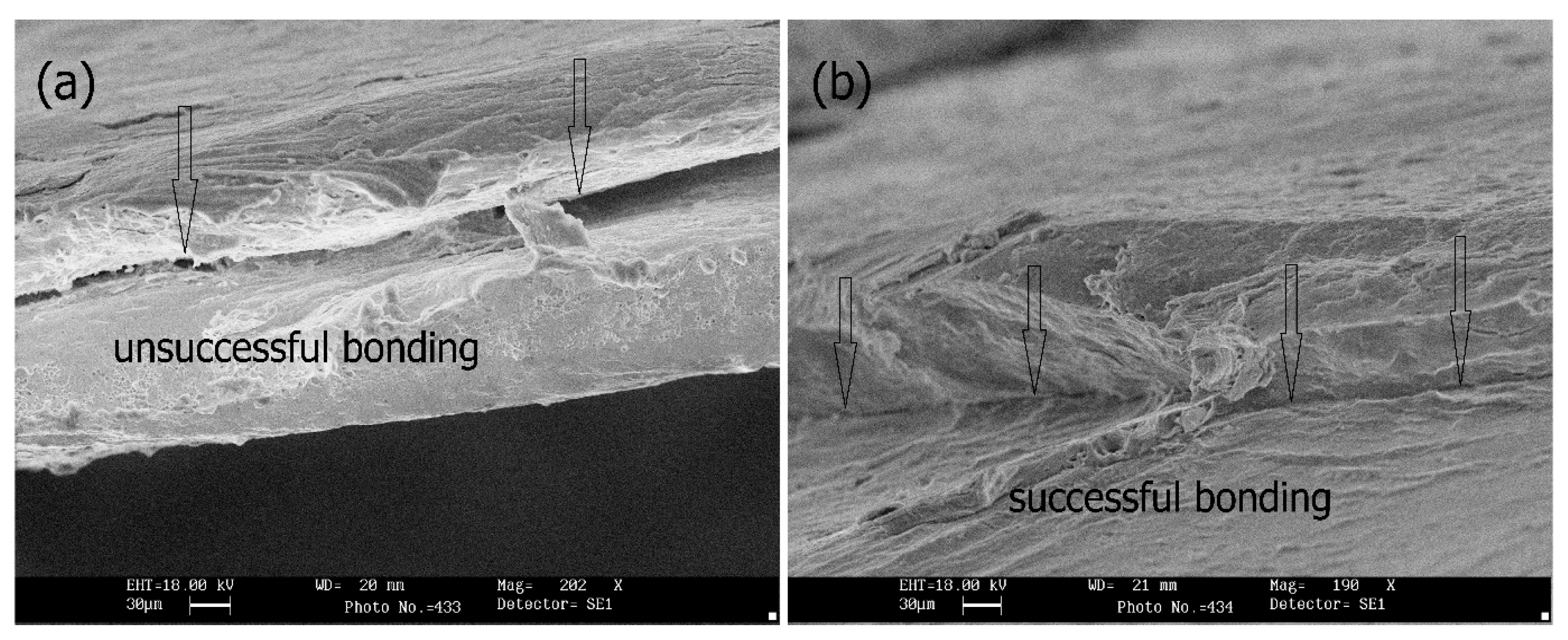
3.3. Bonding Interface
4. Conclusions
- Backward and forward tensile stresses being exerted at the end of the strip decrease the rolling pressure at the rolling bite.
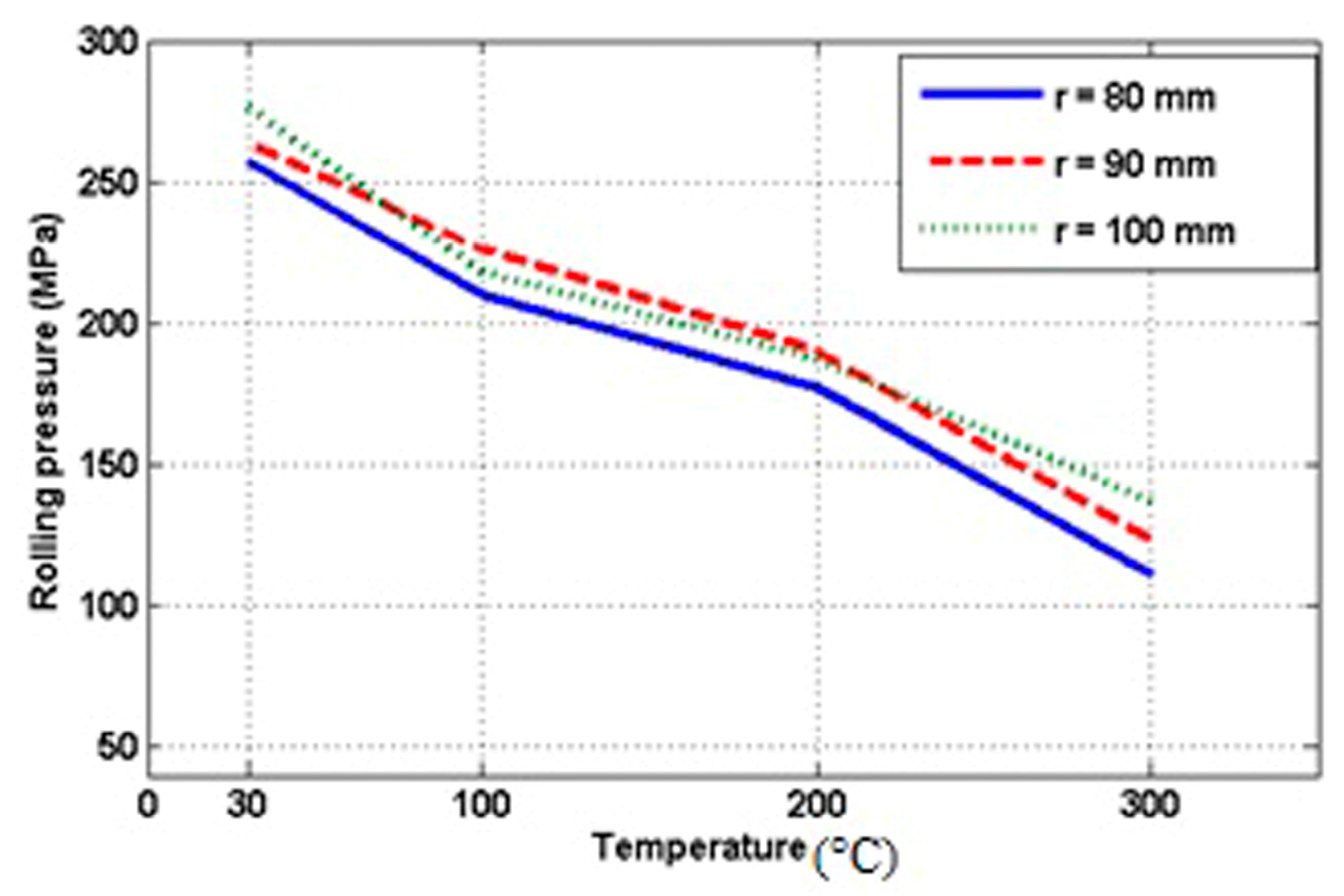
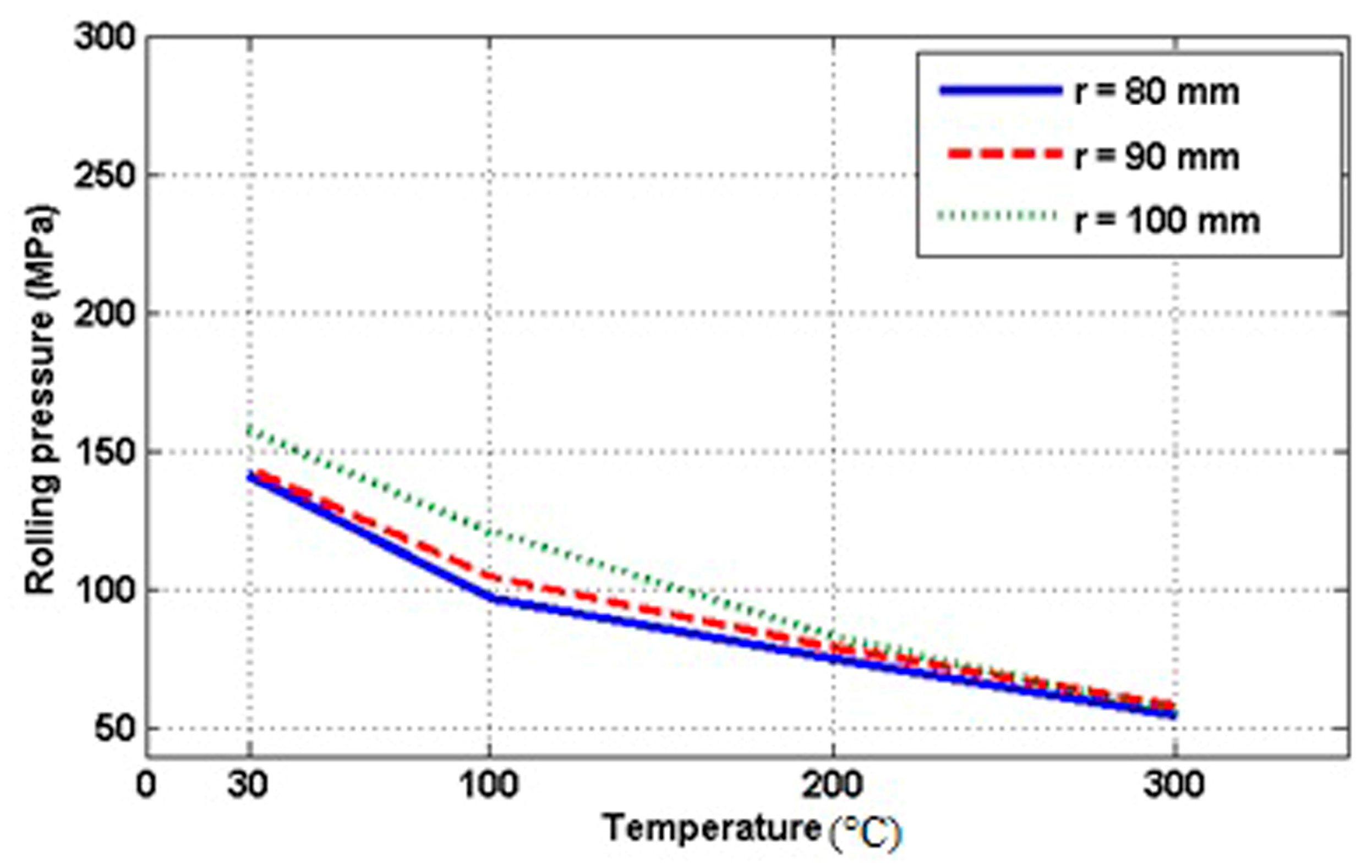
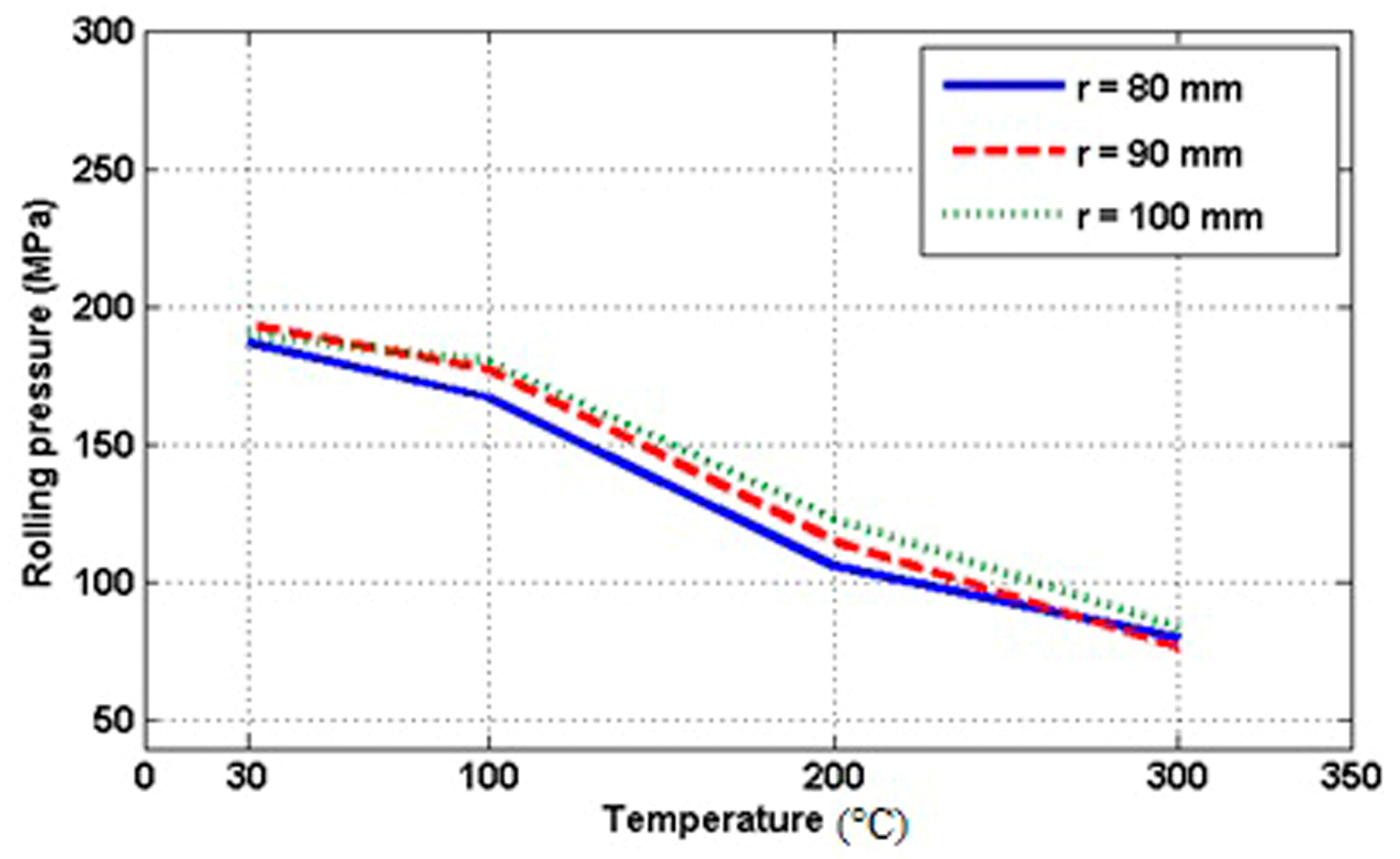
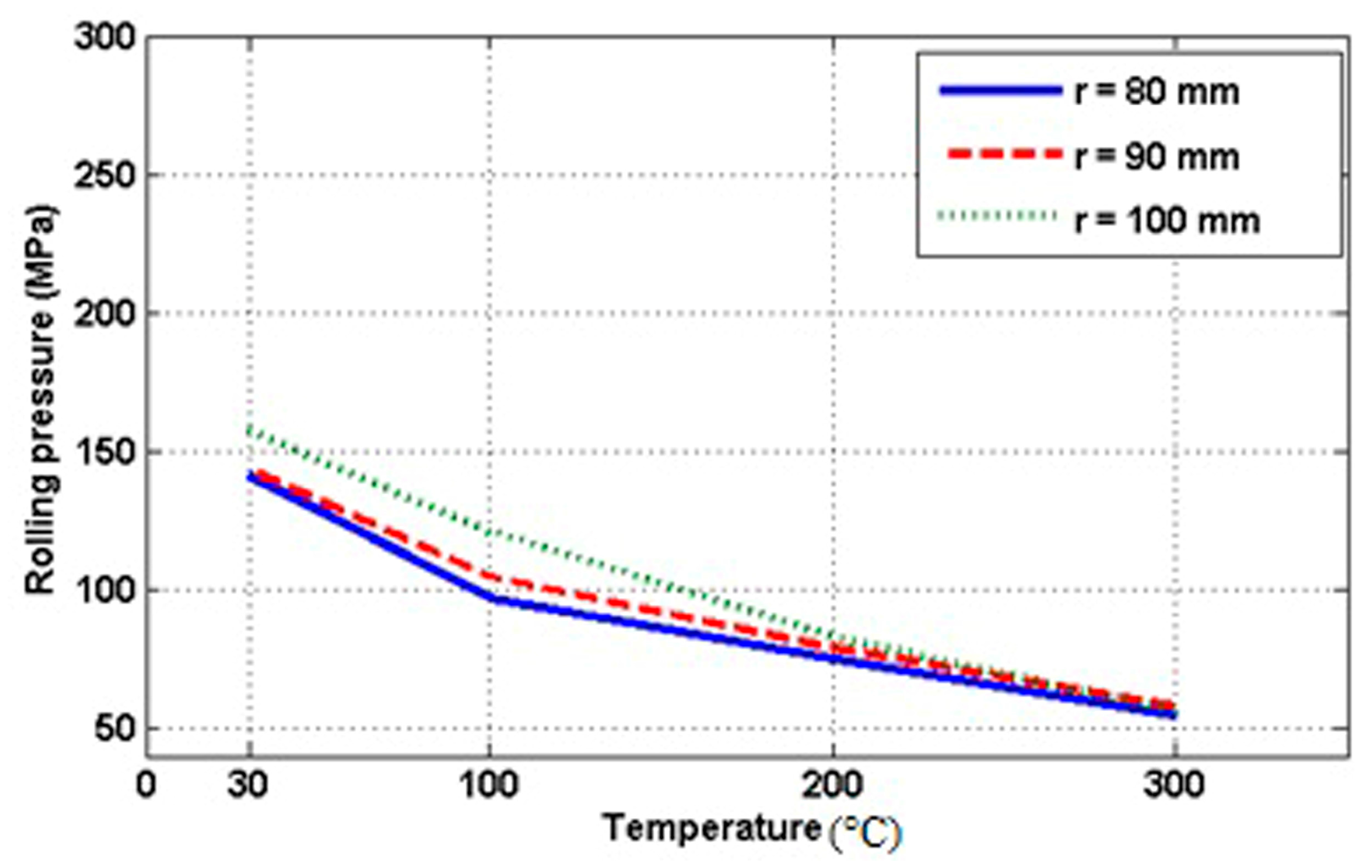
- By increasing the roll diameter, the shear stresses due to frictional forces between the work rolls and strips along the rolling length increase, which leads to the enhancement of the rolling pressure.
- Increasing the rolling temperature severely decreases the forming strength of the strips and decreases the rolling pressure.
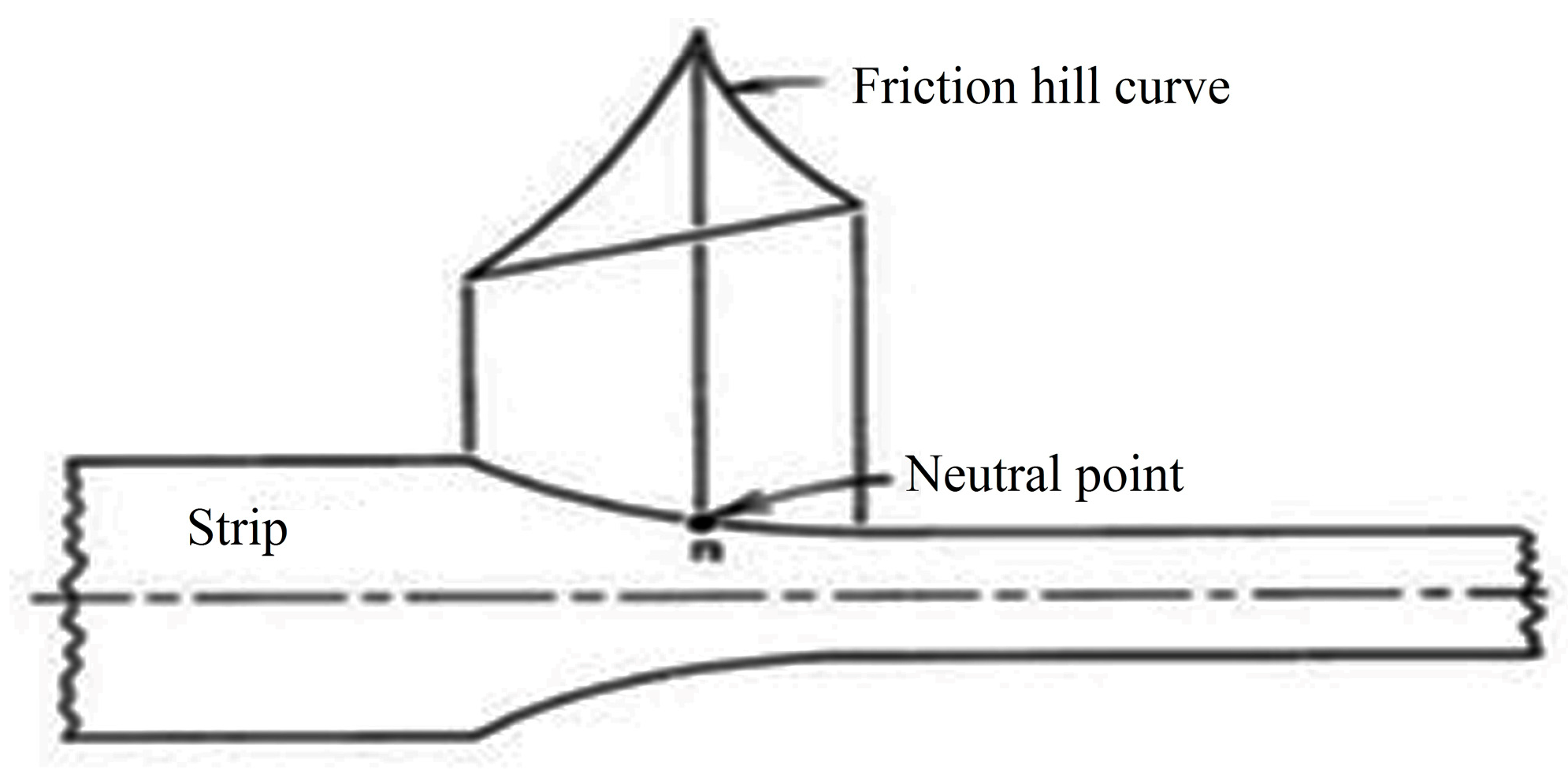
- The bimetal Al/Cu rolling process is an asymmetrical process with asymmetrical stress distribution along the thickness of the strips. This asymmetric distribution affects the final geometry of the rolled product.
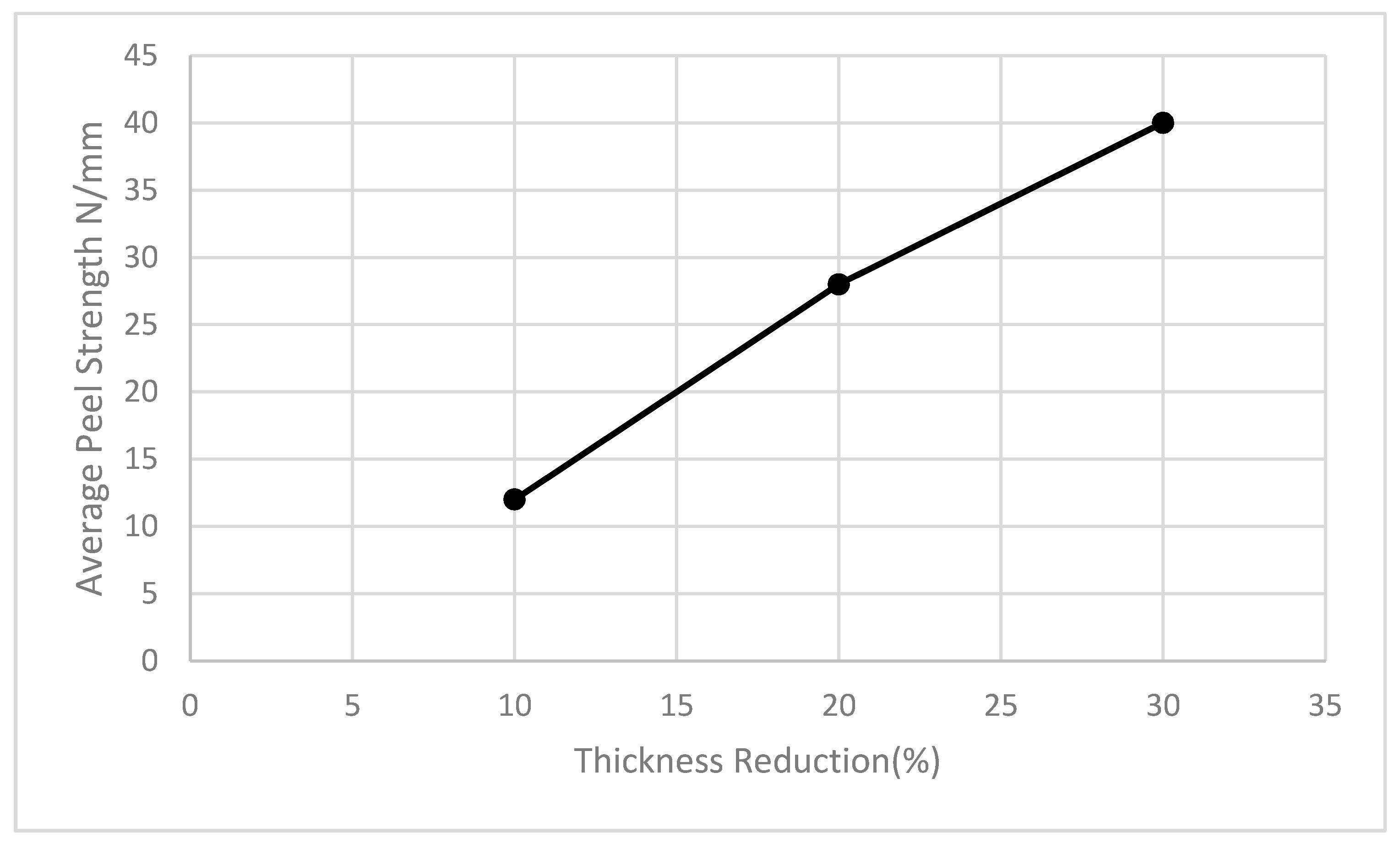
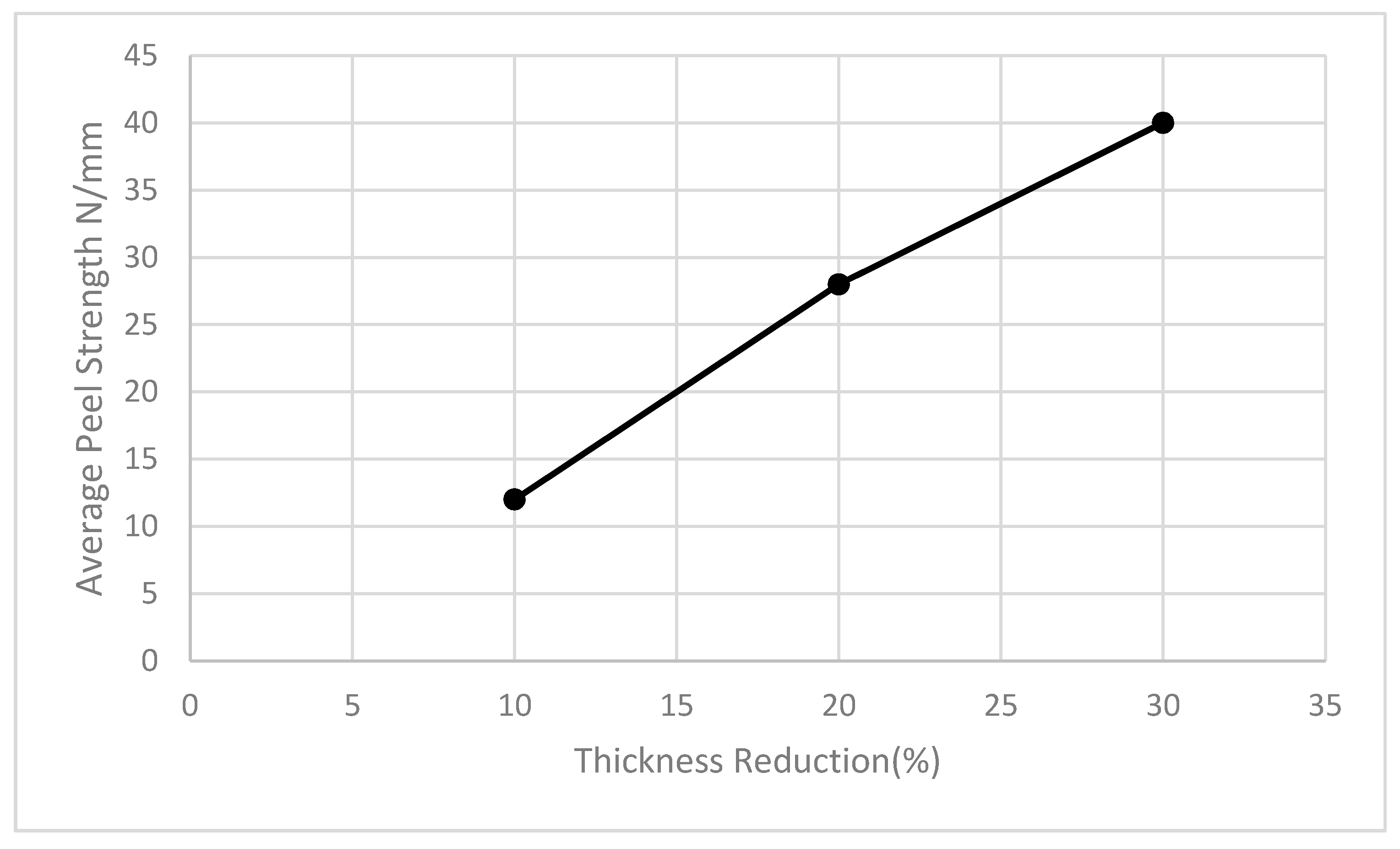
- The bond strength of Al/Cu samples improves by increasing the total thickness reduction ratio from 12 N up to 28N and 40 N for samples produced with 10%, 20%, and 30% of thickness reduction ratio, respectively [21]. By increasing the total thickness reduction ratio, the plastic shear stress at the interface increases, which leads to an increase in the rolling pressure and bonding quality.
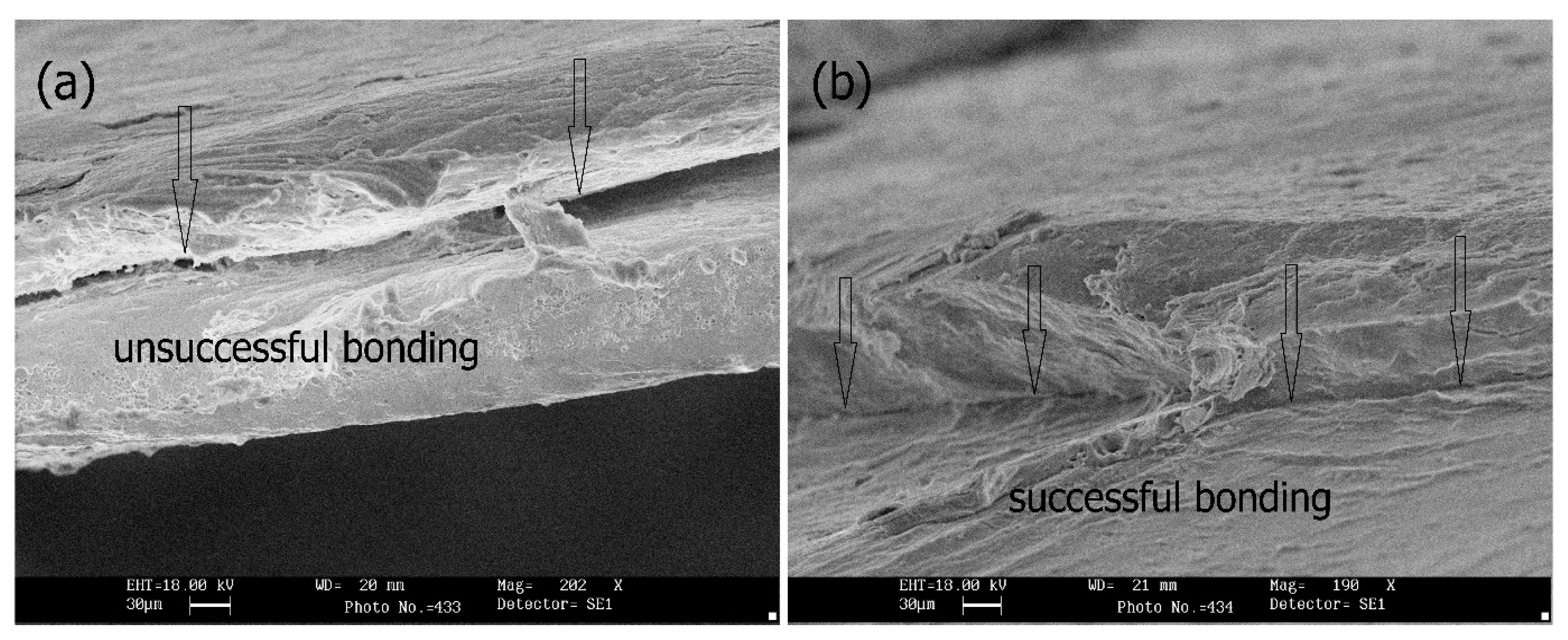
- SEM images show that the bond strength of Al/Cu laminates improves with increasing the total thickness reduction ratio from 10% up to 30%, registering a 233.3% improvement [21]. So, by increasing the plastic shear stress at the interface due to high reduction in thickness, the rolling pressure and, as a result, the bonding quality improves.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Chang, H.; Zheng, M.Y.; Gan, W.M.; Wu, K.; Maawad, K.; Brokmeier, H.G. Texture evolution of the Mg/Al laminated composite fabricated by roll bonding. Scr. Mater. 2009, 61, 717–720. [Google Scholar] [CrossRef]
- Chen, M.C.; Hsieh, H.C.; Wu, W. The evolution of microstructures and mechanical properties during accumulative roll bonding of Al/Mg composite. J. Alloys Compd. 2006, 416, 169–172. [Google Scholar] [CrossRef]
- Wu, K.; Chang, H.; Maawad, E.; Gan, W.M.; Brokmeier, H.G.; Zheng, M.Y. Microstructure and mechanical properties of the Mg/Al laminated composite fabricated by accumulative roll bonding (ARB). Mater. Sci. Eng. A 2009, 527, 3073–3078. [Google Scholar] [CrossRef]
- Kavarana, F.H.; Ravichandran, K.S.; Sahay, S.S. Nano scale steel-brass multilayer laminates made by cold rolling: microstructure and tensile properties. Scr. Mater. 2000, 42, 947–954. [Google Scholar] [CrossRef]
- Ohsaki, S.; Kato, S.; Tsuji, N.; Ohkubo, T.; Hono, K. Effect of Zn additions on the age-hardening of Mg–2.0 Gd–1.2 Y–0.2 Zr alloys. Acta Mater. 2007, 55, 2885–2895. [Google Scholar] [CrossRef]
- Haghiri, A.; Ketabchi, M.; Parvin, N. The Effect of Annealing Temperature on the Bond Strength and Structure of Interface in Ag/Cu Strips. J. Fac. Eng. 2008, 41, 1095–1101. [Google Scholar]
- Dehsorkhi, R.N.; Qods, F.; Tajally, M. Investigation on microstructure and mechanical properties of Al–Zn composite during accumulative roll bonding (ARB) process. Mater. Sci. Eng. A 2011, 530, 63–72. [Google Scholar] [CrossRef]
- Mozaffari, A.; Danesh Manesh, H.; Janghorban, K. Evaluation of mechanical properties and structure of multilayered Al/Ni composites produced by accumulative roll bonding (ARB) process. J. Alloys Compd. 2011, 489, 103–109. [Google Scholar] [CrossRef]
- Tang, C.; Liu, Z.; Zhou, A.D.; Wu, S. Surface treatment with the cold roll bonding process for an aluminum alloy and mild steel. Strength Mater. 2015, 47, 150–155. [Google Scholar] [CrossRef]
- Wei, K.X.; Wei, W.; Du, Q.B.; Hu, J. Microstructure and tensile properties of Al-Mn alloy processed by accumulative roll bonding. Mater. Sci. Eng. A 2009, 525, 55–59. [Google Scholar] [CrossRef]
- Eizadjou, M.; Manesh, H.D.; Janghorban, K. Microstructure and mechanical properties of ultra-fine grains (UFGs) aluminum strips produced by ARB process. J. Alloys Comp. 2009, 474, 406–415. [Google Scholar] [CrossRef]
- Alvandi, H.; Farmanesh, K. Microstructural and mechanical properties of nano/ultra-fine structured 7075 aluminum alloy by accumulative roll-bonding process. Procedia Mater. Sci. 2015, 11, 17–23. [Google Scholar] [CrossRef]
- Mehr, V.Y.; Toroghinejad, M.R.; Rezaeian, A. The effects of oxide film and annealing treatment on the bond strength of Al–Cu strips in cold roll bonding process. Mater. Des. 2014, 53, 174–181. [Google Scholar] [CrossRef]
- Abbasi, M.; Toroghinejad, M.R. Effects of processing parameters on the bond strength of Cu/Cu roll-bonded strips. J. Mater. Process. Technol. 2010, 210, 560–563. [Google Scholar] [CrossRef]
- Li, L.; Nagai, K.; Yin, F. Progress in cold roll bonding of metals. Sci. Technol. Adv. Mater. 2008, 9, 023001. [Google Scholar] [CrossRef] [PubMed]
- Dixit, U.S.; Dixit, P.M. A finite element analysis of flat rolling and application of fuzzy set theory. Int. Mach. Tools Manuf. 1996, 36, 947–952. [Google Scholar] [CrossRef]
- Shi, J.; McElwain, D.L.S.; Langlands, T.A.M. A comparison of methods to estimate the roll torque in thin strip rolling. Int. J. Mech. Sci. 2001, 43, 611–630. [Google Scholar] [CrossRef]
- Schey, J.A. Tribology in Metalworking: Friction, Lubrication and Wear; ASM International: Russell Township, OH, USA, 1983; pp. 27–130. [Google Scholar]
- Inoue, T.; Yanagida, A.; Yanagimoto, J. Finite element simulation of accumulative roll-bonding process. Mater. Lett. 2013, 106, 37–40. [Google Scholar] [CrossRef]
- ASTM. E8/E8M Standard Test Methods for Tension Testing of Metallic Materials 1; ASTIM International: West Conshohocken, PA, USA, 2010; pp. 1–27. [Google Scholar]
- Vini, M.H.; Sedighi, M.; Mondali, M. Investigation of Bonding Behavior of AA1050/AA5083 Bimetallic Laminates by Roll Bonding Technique. Trans. Indian Inst. Met. 2017. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elastic Modulus (GPa) | Poisons Ratio | Density (Kg/m3) | Strip |
|---|---|---|---|
| 110 | 0.3 | 8900 | Cu |
| 70 | 0.3 | 2700 | Al |
| 20% | 10% | 0 | Reduction in thickness |
| 0.9 | 0.95 | 1 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vini, M.H.; Daneshmand, S.; Forooghi, M. Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by the Roll Bonding Technique. Technologies 2017, 5, 32. https://doi.org/10.3390/technologies5020032
Vini MH, Daneshmand S, Forooghi M. Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by the Roll Bonding Technique. Technologies. 2017; 5(2):32. https://doi.org/10.3390/technologies5020032
Chicago/Turabian StyleVini, Mohammad Heydari, Saeed Daneshmand, and Mostafa Forooghi. 2017. "Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by the Roll Bonding Technique" Technologies 5, no. 2: 32. https://doi.org/10.3390/technologies5020032
APA StyleVini, M. H., Daneshmand, S., & Forooghi, M. (2017). Roll Bonding Properties of Al/Cu Bimetallic Laminates Fabricated by the Roll Bonding Technique. Technologies, 5(2), 32. https://doi.org/10.3390/technologies5020032