Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites

Abstract

1. Introduction
2. Materials and Methods
2.1. Materials
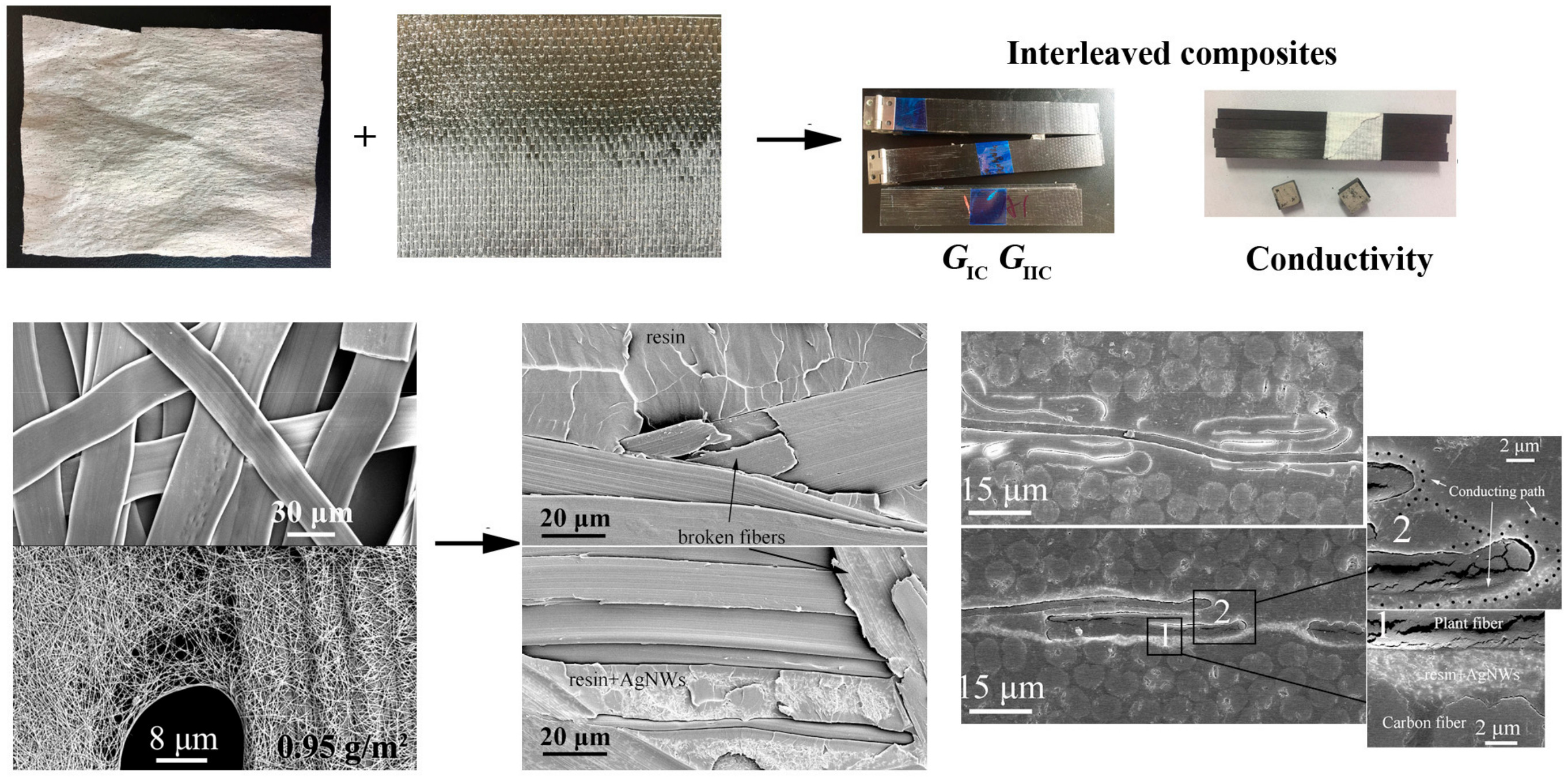
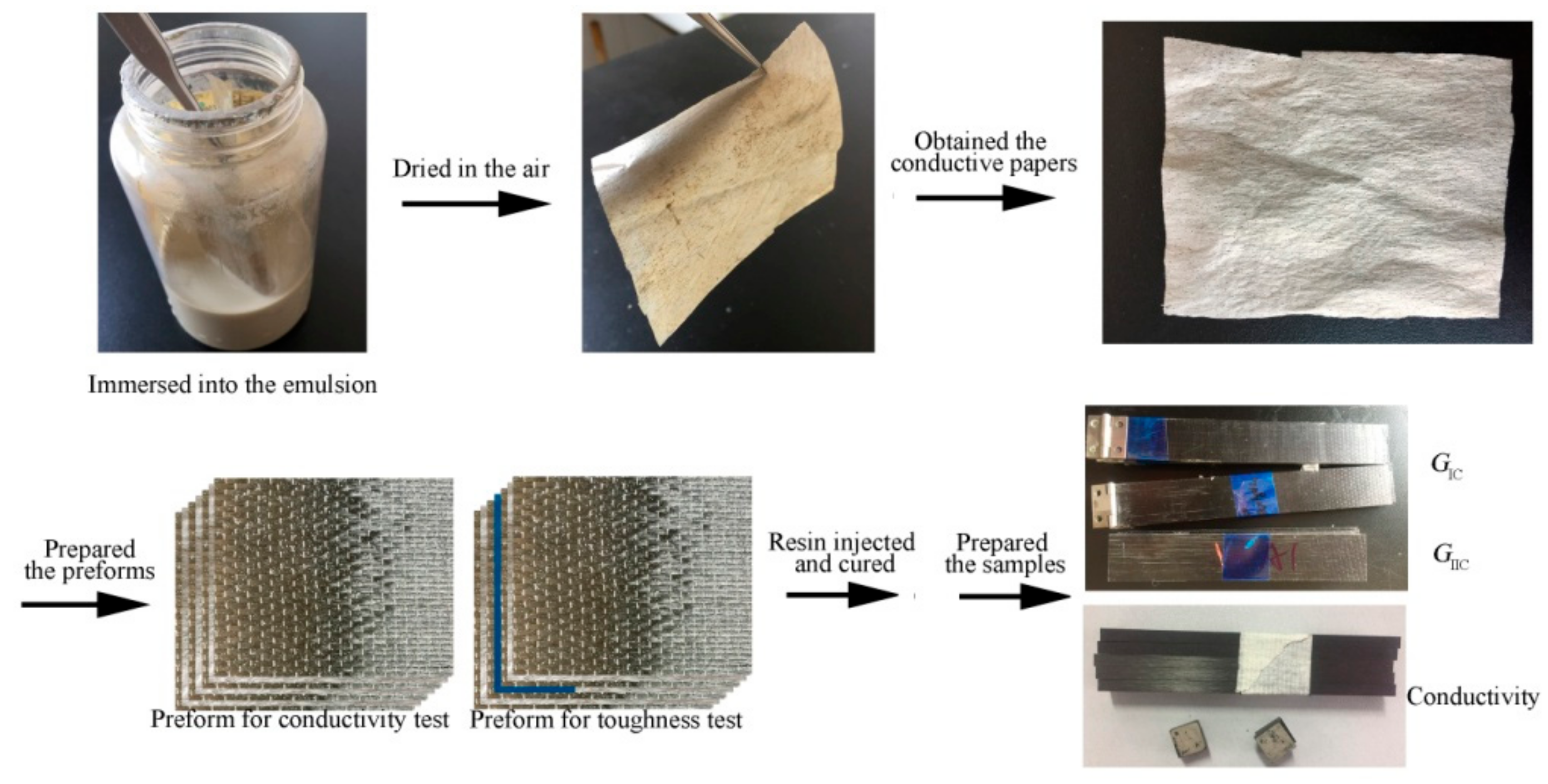
2.2. Preparation of the Conductive Papers and the Composite Laminates
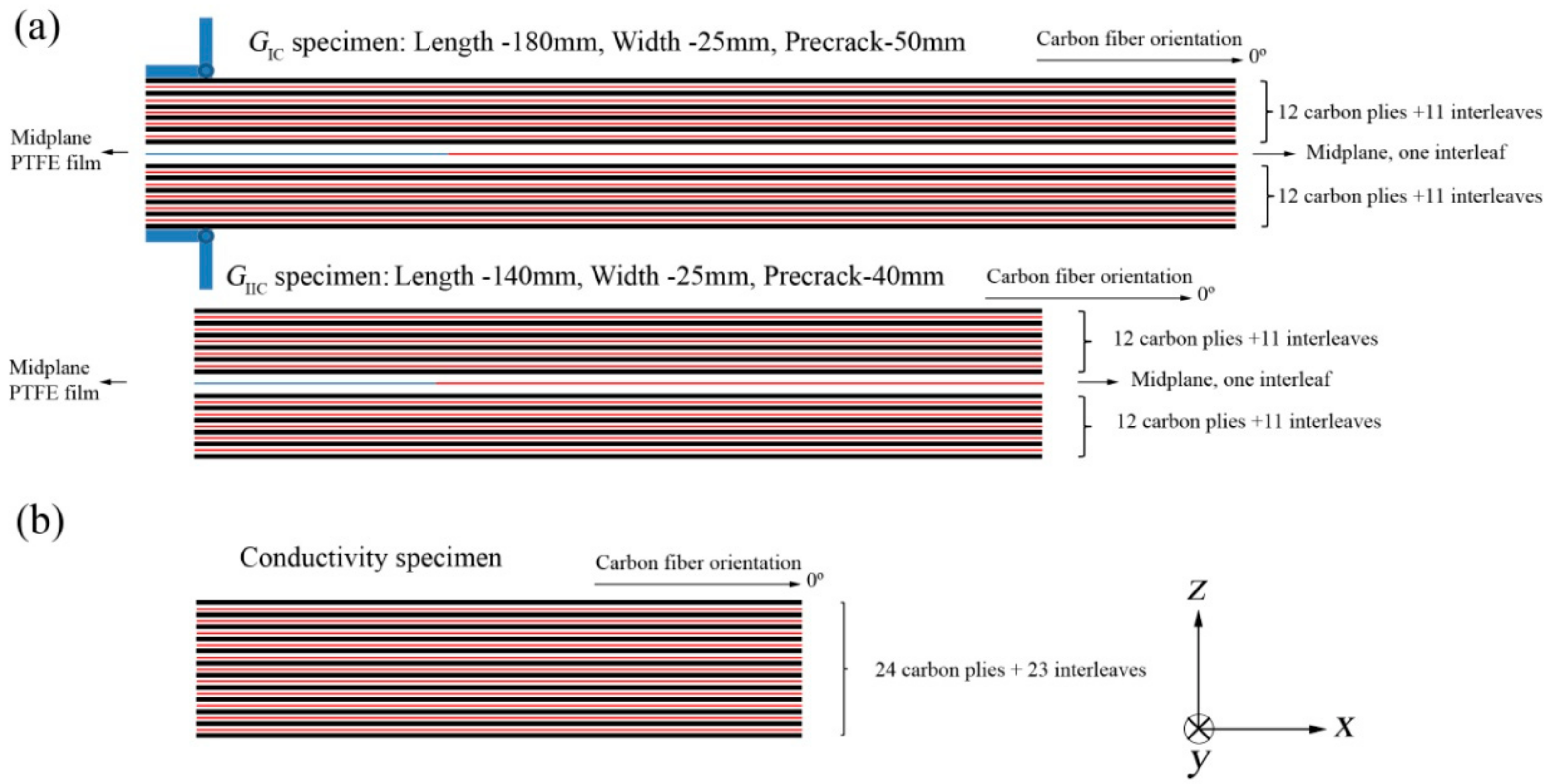
2.3. Measurement of Mode I and II Fracture Toughness
- GIC = Mode I interlaminar fracture toughness, J/m2
- m = coefficient
- P = load, N
- δ = load point displacement, mm
- W = specimen width, mm
- a = delamination length, mm.
- GIIC = Mode II interlaminar fracture toughness, J/m2
- P = load, N
- δ = load point displacement, mm
- a = delamination length, mm
- W = specimen width, mm
- 2L = support span, mm.
2.4. Measurement of Conductivity
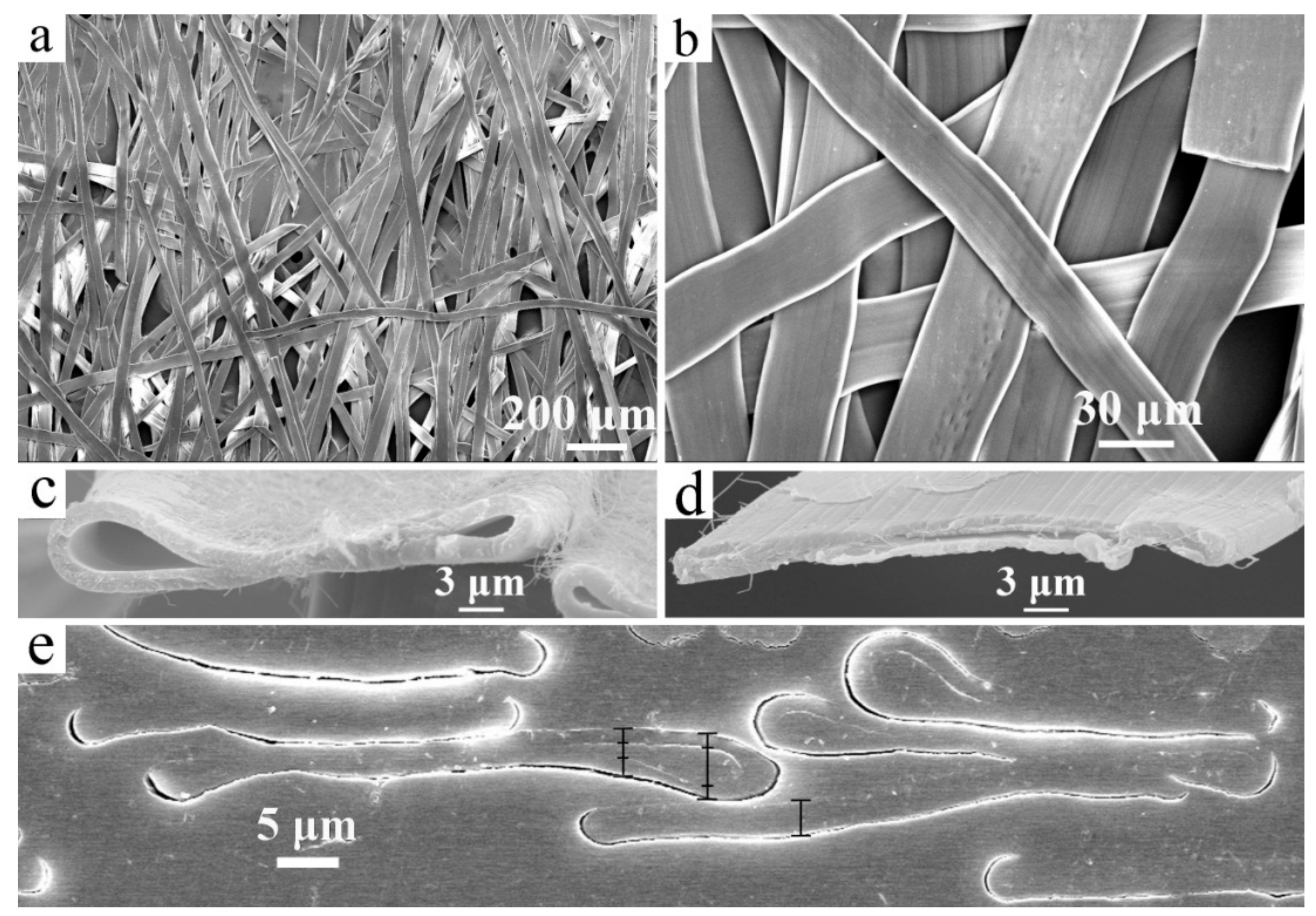
2.5. Characterization of Morphology
3. Results
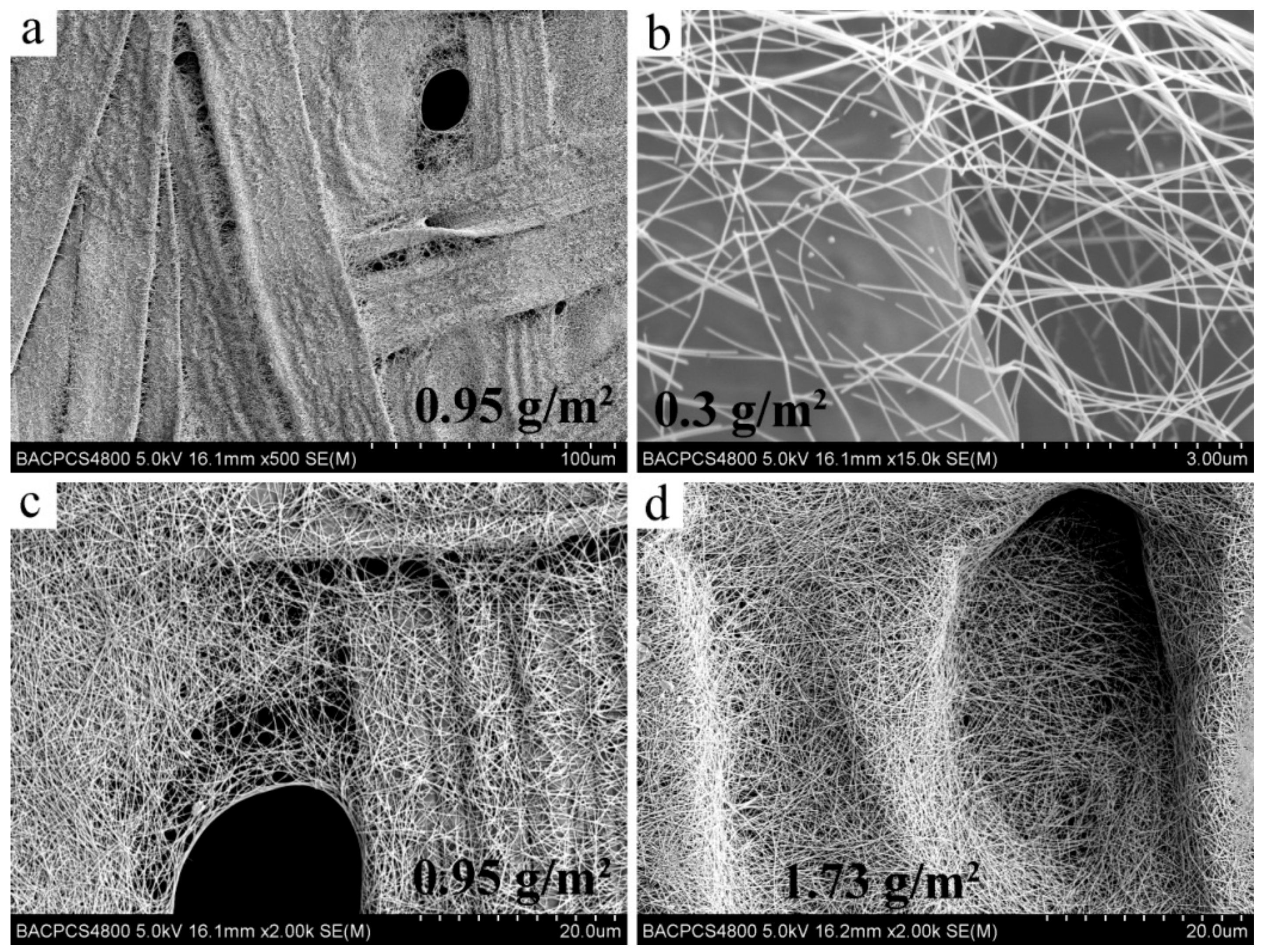
3.1. Preparation of the Conductive Paper
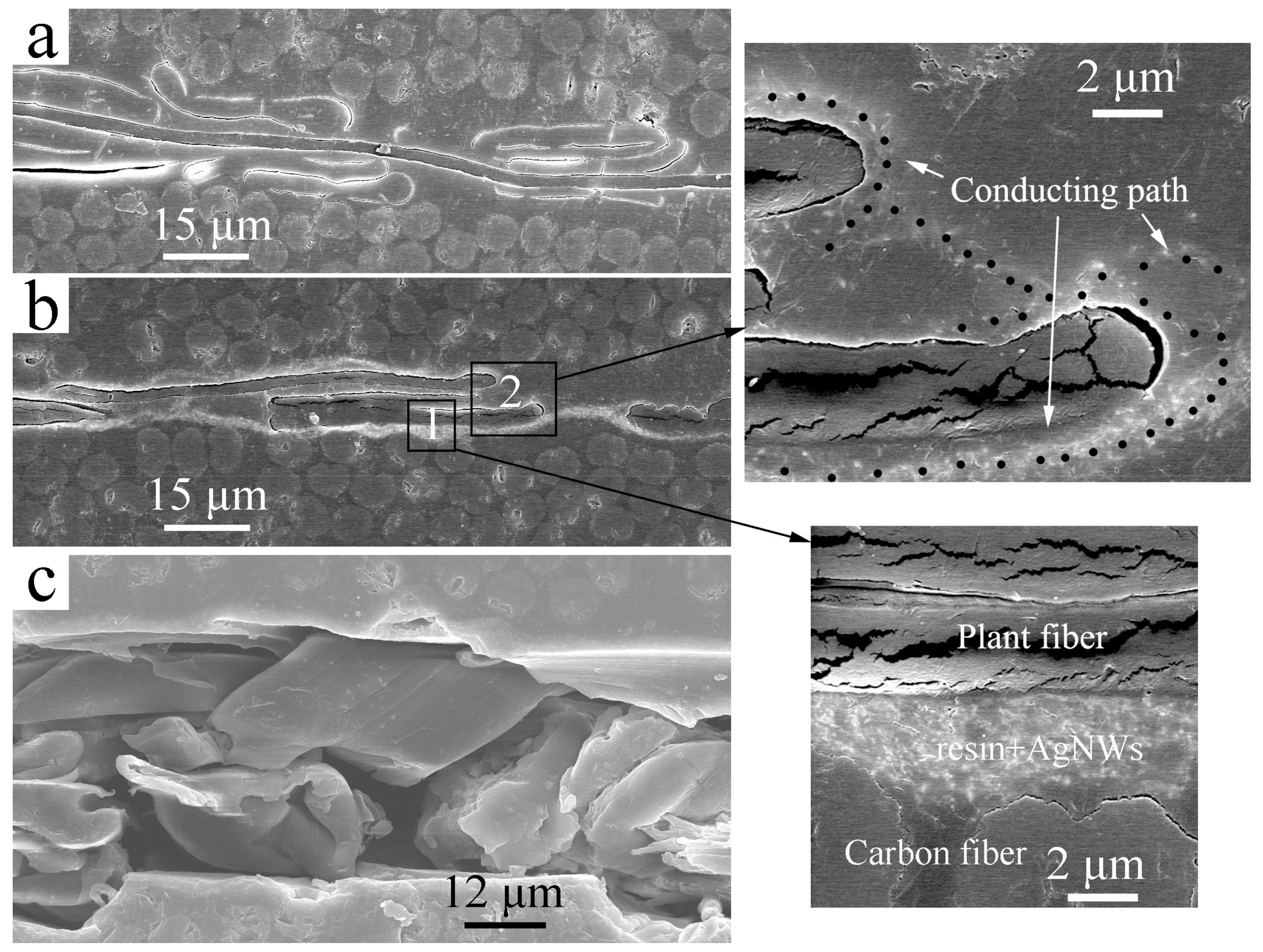
3.2. Electrical Conductivity of the Laminates
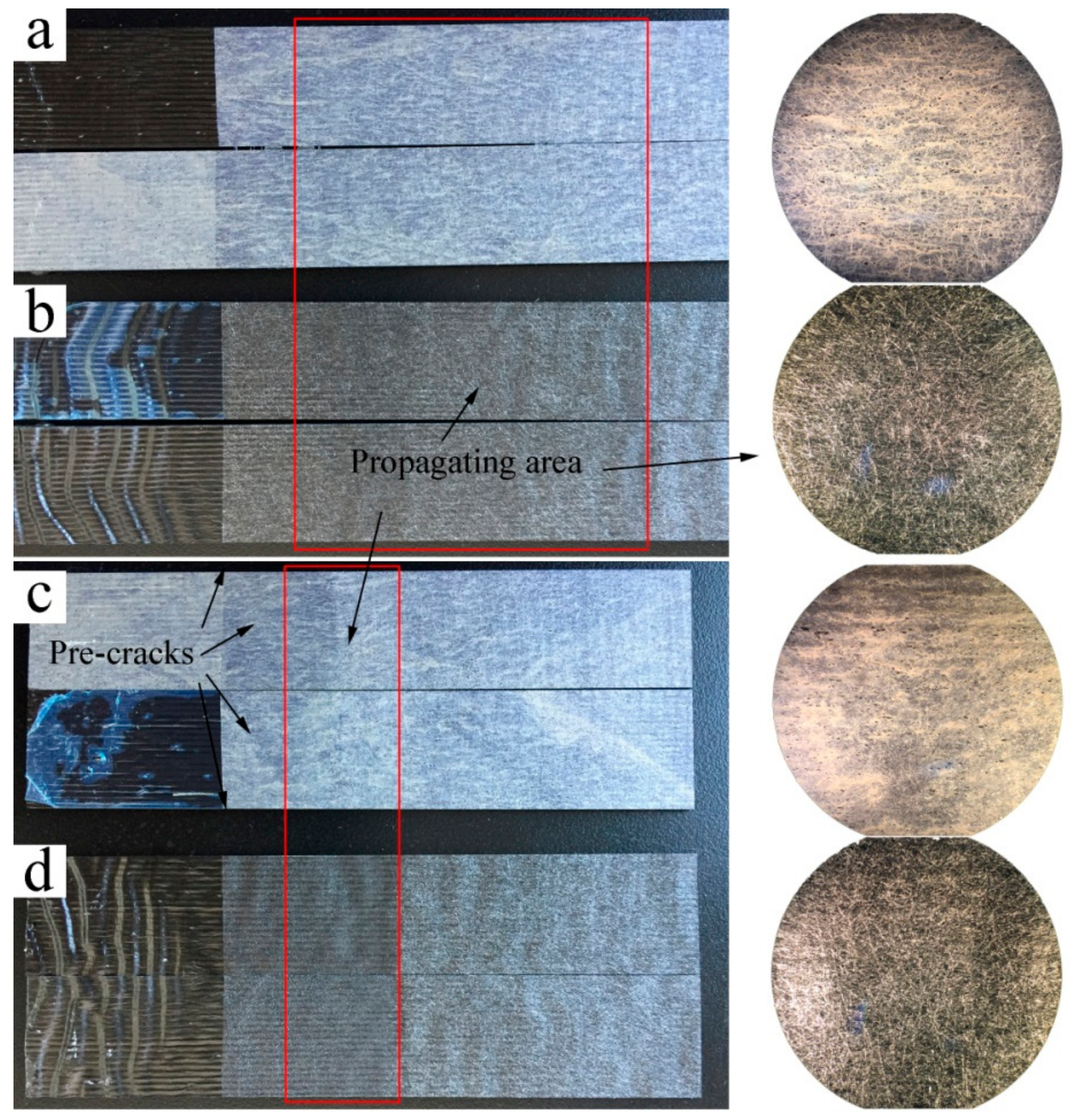
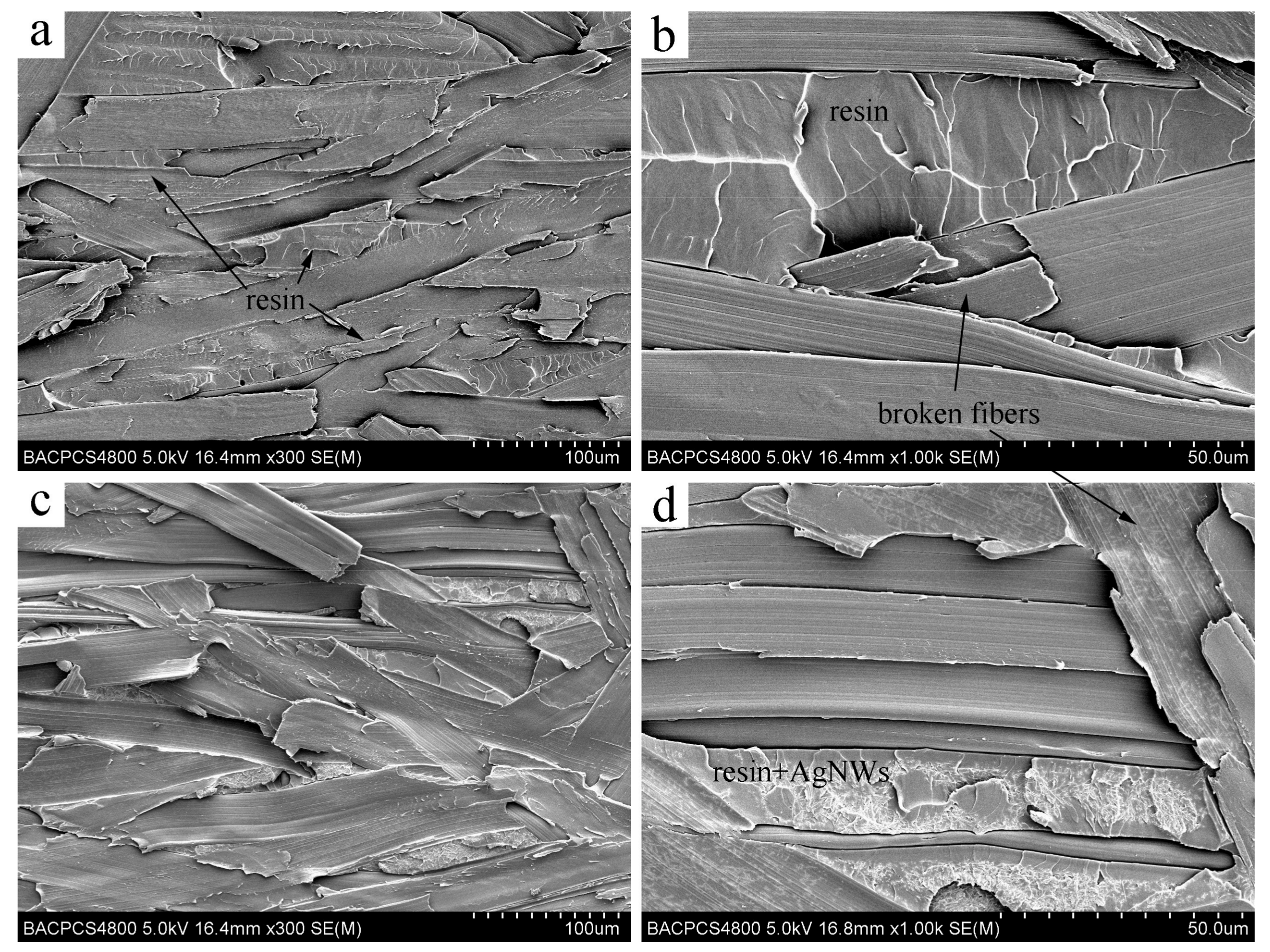
3.3. Interlaminar Fracture Toughness of the Laminates
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Lubineau, G.; Rahaman, A. A review of strategies for improving the degradation properties of laminated continuous-fiber/epoxy composites with carbon-based nanoreinforcements. Carbon 2012, 50, 2377–2395. [Google Scholar] [CrossRef]
- Cicala, G.; Pergolizzi, E.; Piscopo, F.; Carbone, D.; Recca, G. Hybrid composites manufactured by resin infusion with a fully recyclable bioepoxy resin. Composites Part B 2018, 132, 69–76. [Google Scholar] [CrossRef]
- Ma, S.; Li, T.; Liu, X.; Zhu, J. Research progress on bio-based thermosetting resins. Polym. Int. 2016, 65, 164–173. [Google Scholar] [CrossRef]
- Chegdani, F.; Mansori, M.E.; Mezghani, S.; Montagne, A. Scale effect on tribo-mechanical behavior of vegetal fibers in reinforced bio-composite materials. Composites Science and Technology. Compos. Sci. Technol. 2017, 150, 87–94. [Google Scholar] [CrossRef]
- Zhang, D.; Ye, L.; Deng, S.; Zhang, J.; Tang, Y.; Chen, Y. CF/EP composite laminates with carbon black and copper chloride for improved electrical conductivity and interlaminar fracture toughness. Compos. Sci. Technol. 2012, 72, 412–420. [Google Scholar] [CrossRef]
- Kim, H.S.; Hahn, H.T. Graphite fiber composites interlayered with single-walled carbon nanotubes. J. Compos. Mater. 2011, 45, 1109–1120. [Google Scholar] [CrossRef]
- Garcia, E.J.; Wardle, B.L.; Hart, A.J.; Yamamoto, N. Fabrication and multifunctional properties of a hybrid laminate with aligned carbon nanotubes grown In Situ. Compos. Sci. Technol. 2008, 68, 2034–2041. [Google Scholar] [CrossRef]
- Sun, S.; Guo, M.; Yi, X. Phase separation morphology and mode II interlaminar fracture toughness of bismaleimide laminates toughened by thermoplastics with triphenylphosphine oxide group. Sci. China Technol. Sci. 2017, 60, 444–451. [Google Scholar] [CrossRef]
- Sun, L.; Warren, G.L.; Davis, D.; Sue, H.-J. Nylon toughened epoxy/SWCNT composites. J. Mater. Sci. 2011, 46, 207–214. [Google Scholar] [CrossRef]
- Groleau, M.R.; Shi, Y.-B.; Yee, A.F.; Bertram, J.L.; Sue, H.J.; Yang, P.C. Mode II fracture of composites interlayered with nylon particles. Compos. Sci. Technol. 1996, 56, 1223–1240. [Google Scholar] [CrossRef]
- Yi, X.; Cheng, Q.; Liu, Z. Preform-based toughening technology for RTMable high-temperature aerospace composites. Sci. China Technol. Sci. 2012, 55, 2255–2263. [Google Scholar] [CrossRef]
- Anand, A.; Kumar, N.; Harshe, R.; Joshi, M. Glass/epoxy structural composites with interleaved nylon 6/6 nanofibers. J. Compos. Mater. 2017, 51, 3291–3298. [Google Scholar] [CrossRef]
- Yadav, S.N.; Kumar, V.; Verma, S.K. Fracture toughness behavior of carbon fibre epoxy composite with Kevlar reinforced interleave. Mater. Sci. Eng. B 2006, 132, 108–112. [Google Scholar] [CrossRef]
- Khan, S.U.; Kim, J.-K. Improved interlaminar shear properties of multiscale carbon fiber composites with bucky paper interleaves made from carbon nanofibers. Carbon 2012, 50, 5265–5277. [Google Scholar] [CrossRef]
- Palazzetti, R.; Yan, X.; Zucchelli, A. Influence of geometrical features of electrospun nylon6, 6 interleave on the CFRP laminates mechanical properties. Polym. Compos. 2014, 35, 137–150. [Google Scholar] [CrossRef]
- Ramirez, V.A.; Hogg, P.J.; Sampson, W.W. The influence of the nonwoven veil architectures on interlaminar fracture toughness of the interleaved composites. Compos. Sci. Technol. 2015, 110, 103–110. [Google Scholar] [CrossRef]
- Heijden, S.; Daelemans, L.; Meireman, T.; Baere, I.D.; Rahier, H.; Paepegem, W.V.; Clerck, K.D. Interlaminar toughening of resin transfer molded laminates by electrospun polycaprolactone structures: Effect of the interleave morphology. Compos. Sci. Technol. 2016, 136, 10–17. [Google Scholar] [CrossRef]
- KuWata, M.; Hogg, P.J. Interlaminar toughness of interleaved CFRP using non-woven veils: Part 1. Mode-I testing. Composites Part A 2011, 42, 1551–1559. [Google Scholar] [CrossRef]
- KuWata, M.; Hogg, P.J. Interlaminar toughness of interleaved CFRP using non-woven veils: Part 2. Mode-II testing. Composites Part A 2011, 42, 1560–1570. [Google Scholar] [CrossRef]
- Beckermann, G.W.; Pickering, K.L. Mode I and Mode II interlaminar fracture toughness of composite laminates interleaved with electrospun nanofibre veils. Composites Part A 2015, 72, 11–21. [Google Scholar] [CrossRef]
- Daelemans, L.; Heijden, S.; Baere, I.D.; Rahier, H.; Paepegem, W.V.; Clerck, K.D. Using aligned nanofibres for identifying the toughening micromechanisms in nanofibre interleaved laminates. Compos. Sci. Technol. 2016, 124, 17–26. [Google Scholar] [CrossRef]
- Daelemans, L.; Heijden, S.; Baere, I.D.; Rahier, H.; Paepegem, W.V.; Clerck, K.D. Nanofibre bridging as a toughening mechanism in carbon/epoxy composite laminates interleaved with electrospun polyamide nanofibrous veils. Compos. Sci. Technol. 2015, 117, 244–256. [Google Scholar] [CrossRef]
- Guo, M.; Yi, X.; Liu, G.; Liu, L. Simultaneously increasing the electrical conductivity and fracture toughness of carbon-fiber composites by using silver nanowires-loaded interleaves. Compos. Sci. Technol. 2014, 97, 27–33. [Google Scholar] [CrossRef]
- Guo, M.; Yi, X. The production of tough, electrically carbon fiber composite laminates for use in airframe. Carbon 2013, 58, 241–244. [Google Scholar] [CrossRef]
- Eskizeybek, V.; Yar, A.; Avcı, A. CNT-PAN hybrid nanofibrous mat interleaved carbon/epoxy laminates with improved Mode I interlaminar fracture toughness. Compos. Sci. Technol. 2018, 157, 30–39. [Google Scholar] [CrossRef]
- Zhou, H.; Du, X.; Liu, H.-Y.; Zhou, H.; Zhang, Y.; Mai, Y.-W. Delamination toughening of carbon fiber/epoxy laminates by hierarchical carbon nanotube-short carbon fiber interleaves. Compos. Sci. Technol. 2017, 140, 46–53. [Google Scholar] [CrossRef]
- Zheng, N.; Huang, Y.; Liu, H.-Y.; Gao, J.; Mai, Y.-W. Improvement of interlaminar fracture toughness in carbon fiber/epoxy composites with carbon nanotubes/polysulfone interleaves. Compos. Sci. Technol. 2017, 140, 8–15. [Google Scholar] [CrossRef]
- Lee, S.-H.; Kim, H.; Hang, S.; Cheong, S.-K. Interlaminar fracture toughness of composite laminates with CNT-enhanced nonwoven carbon tissue interleave. Compos. Sci. Technol. 2012, 73, 1–8. [Google Scholar] [CrossRef]
- Chen, C.Z.; Li, Y.; Yu, T. Interlaminar toughening in flax fiber-reinforced composites interleaved with carbon nanotube buckypaper. J. Reinf. Plast. Compos. 2014, 33, 1859–1868. [Google Scholar] [CrossRef]
- Ramamoorthy, S.K.; Skrifvars, M.; Persson, A. A review of natural fibers used in biocomposites: Plant, animal and regenerated cellulose fibers. Polym. Rev. 2015, 55, 107–162. [Google Scholar] [CrossRef]
- Cesano, F.; Zaccone, M.; Armentano, I.; Cravanzola, S.; Muscuso, L.; Torre, L.; Kenny, J.M.; Monti, M.; Scarano, D. Relationship between morphology and electrical properties in PP/MWCNT composites: Processing-induced anisotropic percolation threshold. Mater. Chem. Phys. 2016, 180, 284–290. [Google Scholar] [CrossRef]
- Ge, J.; Yao, H.-B.; Wang, X.; Ye, Y.-D.; Wang, J.-L.; Wu, Z.-Y.; Liu, J.-W.; Fan, F.-J.; Gao, H.-L.; Zhang, C.-L.; et al. Stretchable conductors based on silver nanowires: Improved performance through a binary network design. Angew. Chem. Int. Ed. 2013, 52, 1654–1659. [Google Scholar] [CrossRef] [PubMed]
- Wu, C.; Fang, L.; Huang, X.; Jiang, P. Three-dimensional highly conductive graphene-silver nanowire hybrid foams for flexible and stretchable conductors. ACS Appl. Mater. Interfaces 2014, 6, 21026–21034. [Google Scholar] [CrossRef] [PubMed]
- Haznedar, G.; Cravanzola, S.; Zanetti, M.; Scarano, D.; Zecchina, A.; Cesano, F. Graphite nanoplatelets and carbon nanotubes based polyethylene composites: Electrical conductivity and morphology. Mater. Chem. Phys. 2013, 143, 47–52. [Google Scholar] [CrossRef]
- Cesano, F.; Rattalino, I.; Demarchi, D.; Bardelli, F.; Sanginario, A.; Gianturco, A.; Veca, A.; Viazzi, C.; Castelli, P.; Scarano, D.; et al. Structure and properties of metal-free conductive tracks on polyethylene/multiwalled carbon nanotube composites as obtained by laser stimulated percolation. Carbon 2013, 61, 63–71. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | In-Plain | Out of Plain | Fiber Volume Fraction Vf (%) | |
|---|---|---|---|---|
| σx (S/m) | σy (S/m) | σz (S/m) | ||
| Control, no interleaf | ~6 × 103 | 9.7 | 4.7 | 54.7 |
| Interleaved with plain papers | ~6 × 103 | 9.2 | <1.3 × 10−6 | 54.7 |
| Interleaved with AgNWs-loaded papers | ~6 × 103 | 1.67 × 103 | 17.9 | 54.7 |
| Samples | GIC (J/m2) | GIIC (J/m2) |
|---|---|---|
| Control, no interleaf 1 | 321.1 | 1293 |
| Interleaved with plain papers | 111.1 ± 2.6 | 541 ± 55 |
| Interleaved with AgNWs-loaded papers | 104.8 ± 6.7 | 428 ± 19 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Guo, M.; Yi, X. Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites. Aerospace 2018, 5, 77. https://doi.org/10.3390/aerospace5030077
Guo M, Yi X. Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites. Aerospace. 2018; 5(3):77. https://doi.org/10.3390/aerospace5030077
Chicago/Turabian StyleGuo, Miaocai, and Xiaosu Yi. 2018. "Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites" Aerospace 5, no. 3: 77. https://doi.org/10.3390/aerospace5030077
APA StyleGuo, M., & Yi, X. (2018). Effect of Paper or Silver Nanowires-Loaded Paper Interleaves on the Electrical Conductivity and Interlaminar Fracture Toughness of Composites. Aerospace, 5(3), 77. https://doi.org/10.3390/aerospace5030077