
Insight into the Behavior of Mortars Containing Glass Powder: An Artificial Neural Network Analysis Approach to Classify the Hydration Modes


 , and
, and
Abstract
1. Introduction
2. Materials and Methods
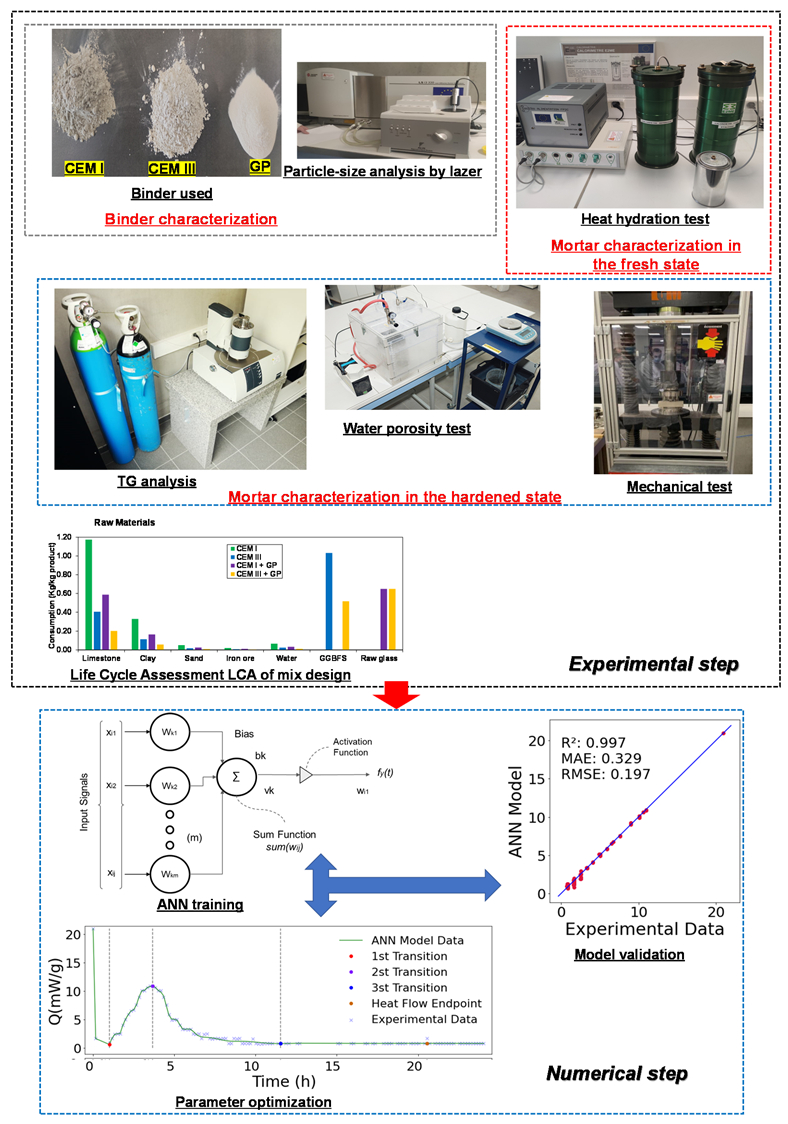
2.1. Experimental Program
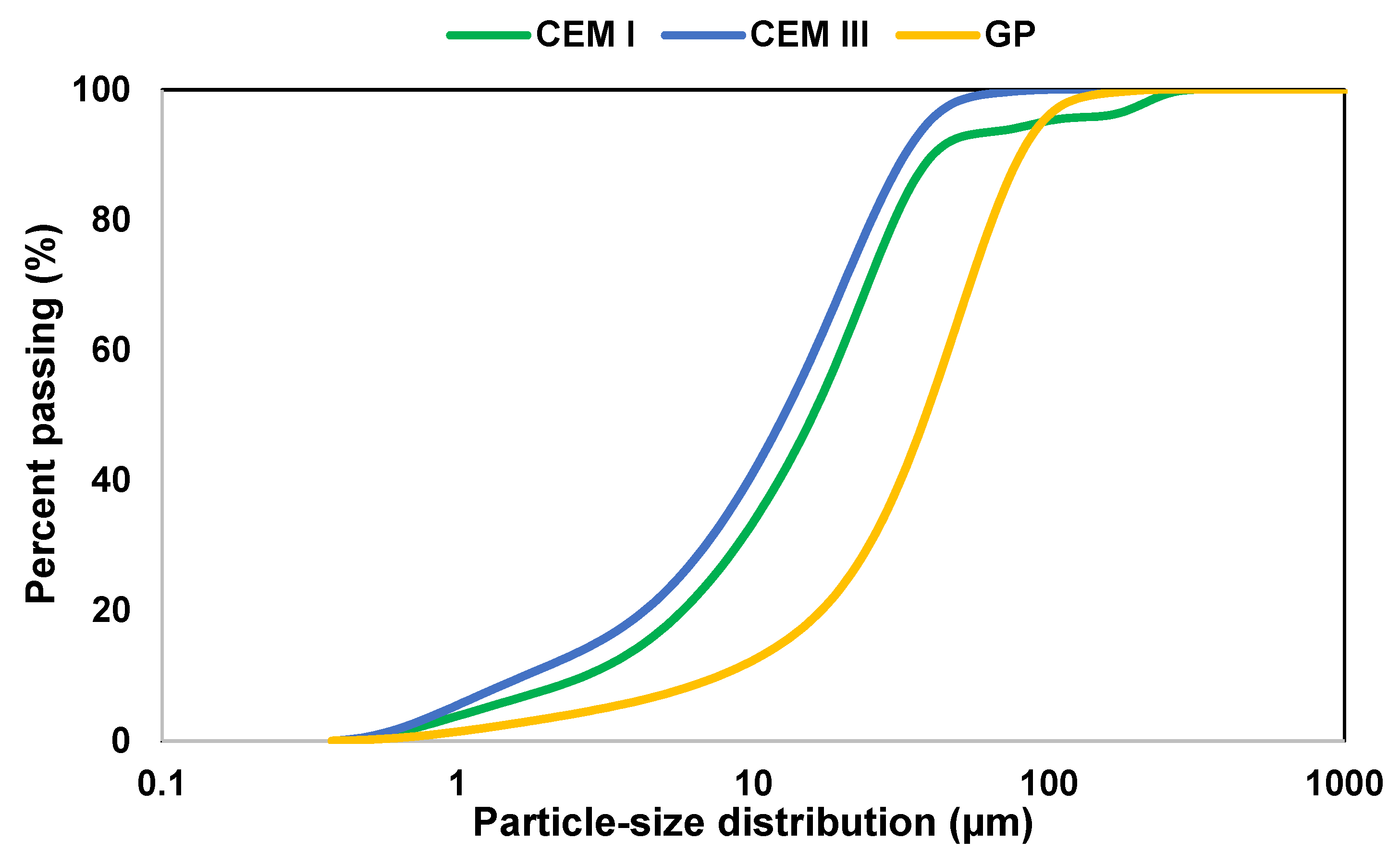
2.1.1. Raw Materials
2.1.2. Mix Design and Experimental Protocol
2.2. Data Processing Model
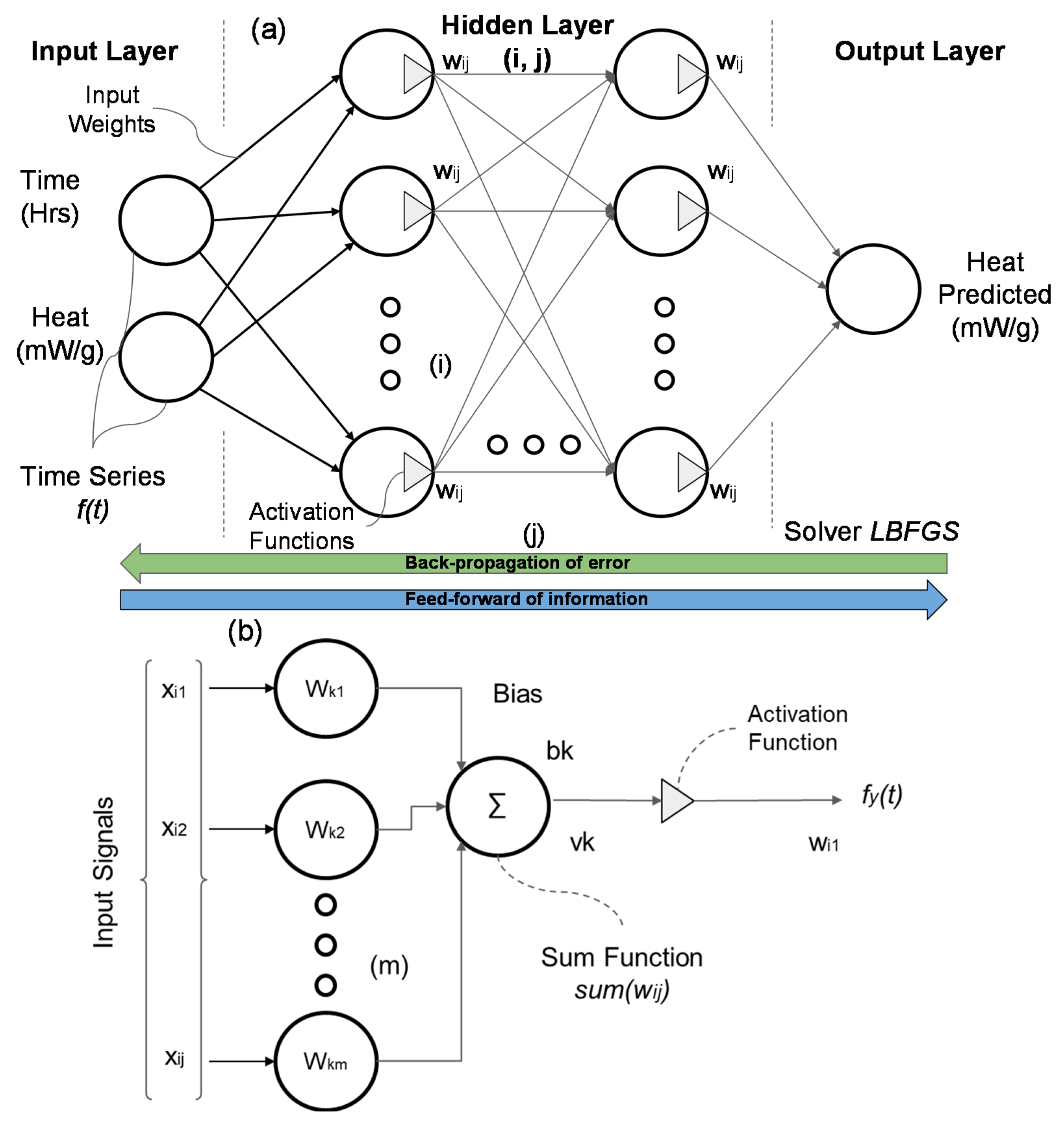
2.2.1. Artificial Neural Network Modeling
2.2.2. Evaluation Metrics
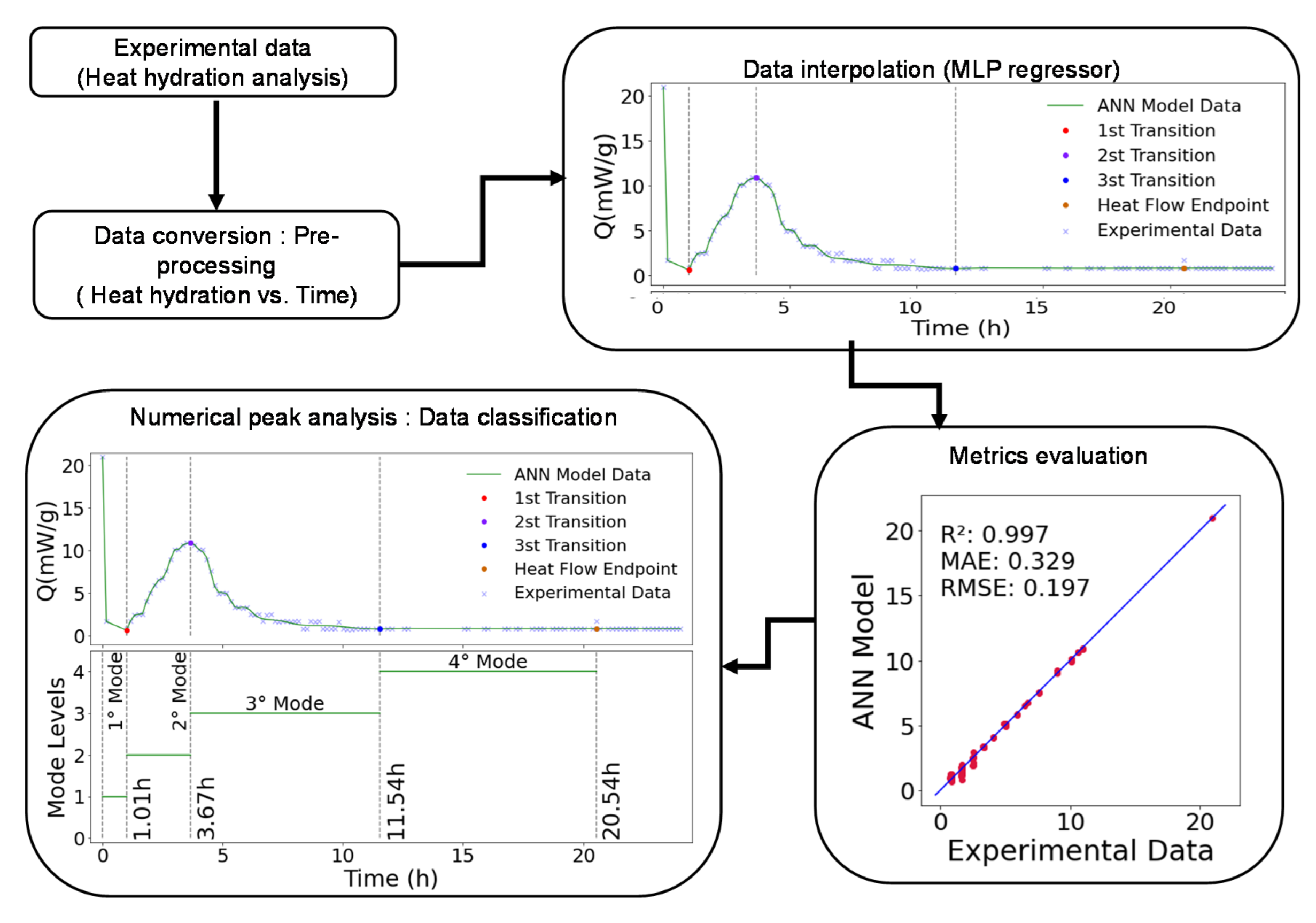
2.2.3. Data Processing/Numerical Model
- Collecting data: the experimental data were collected based on heat energy measures within the time, during the cement hydration process. That was the base dataset used in the initial data processing, heat energy within time. Four datasets obtained from CEM I, CEM III, CEM I + GP and CEM III + GP were analyzed. Each dataset contained X data points, in a total of Y datapoints being analyzed;
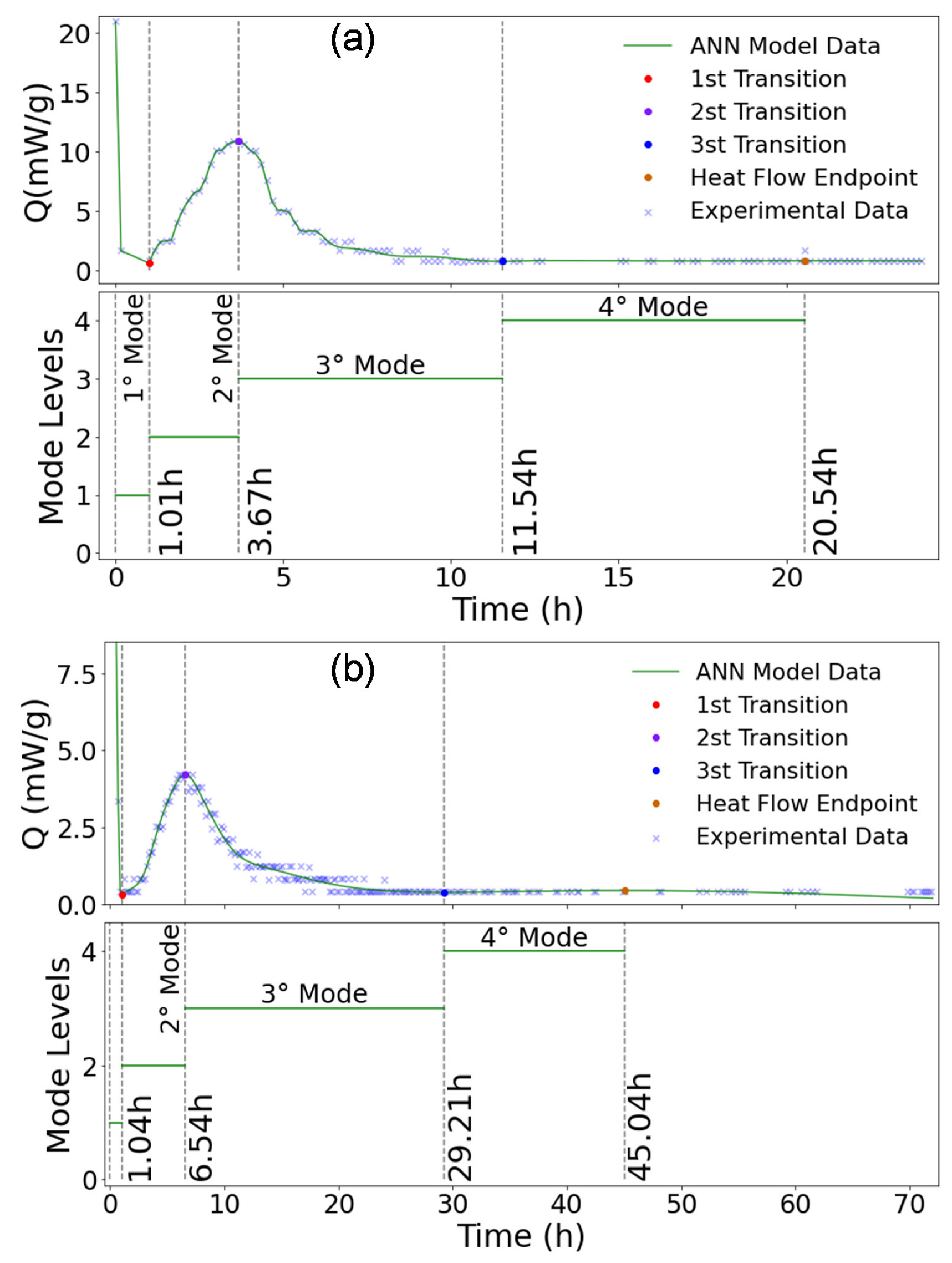
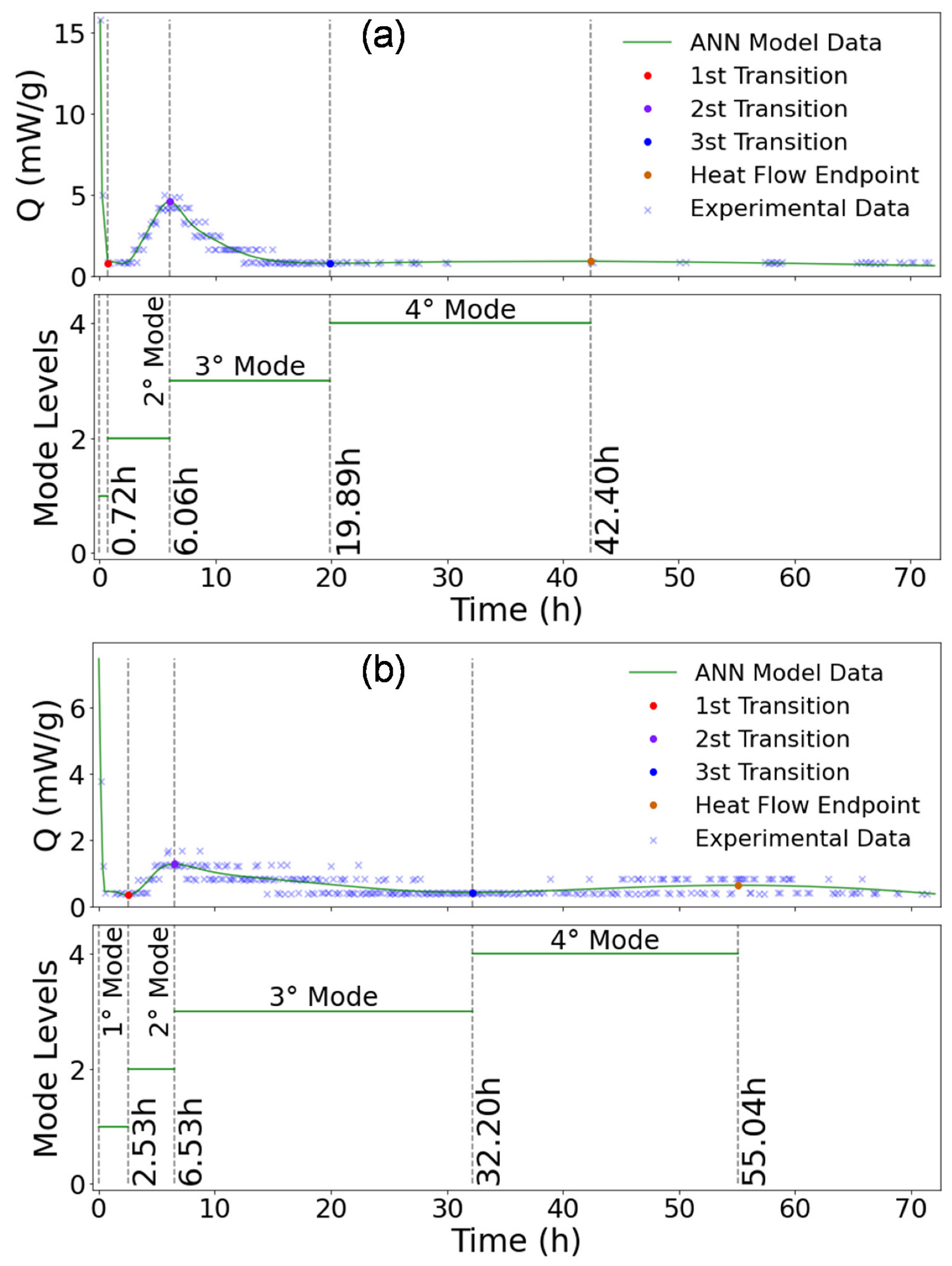
- Mode’s identification: based on the generated model data (hydration heat Q vs. time plot), a numerical peak analysis was proceeded to identify the transition zones and, thus, the transition modes of binder hydration with time [42].
3. Results and Discussion
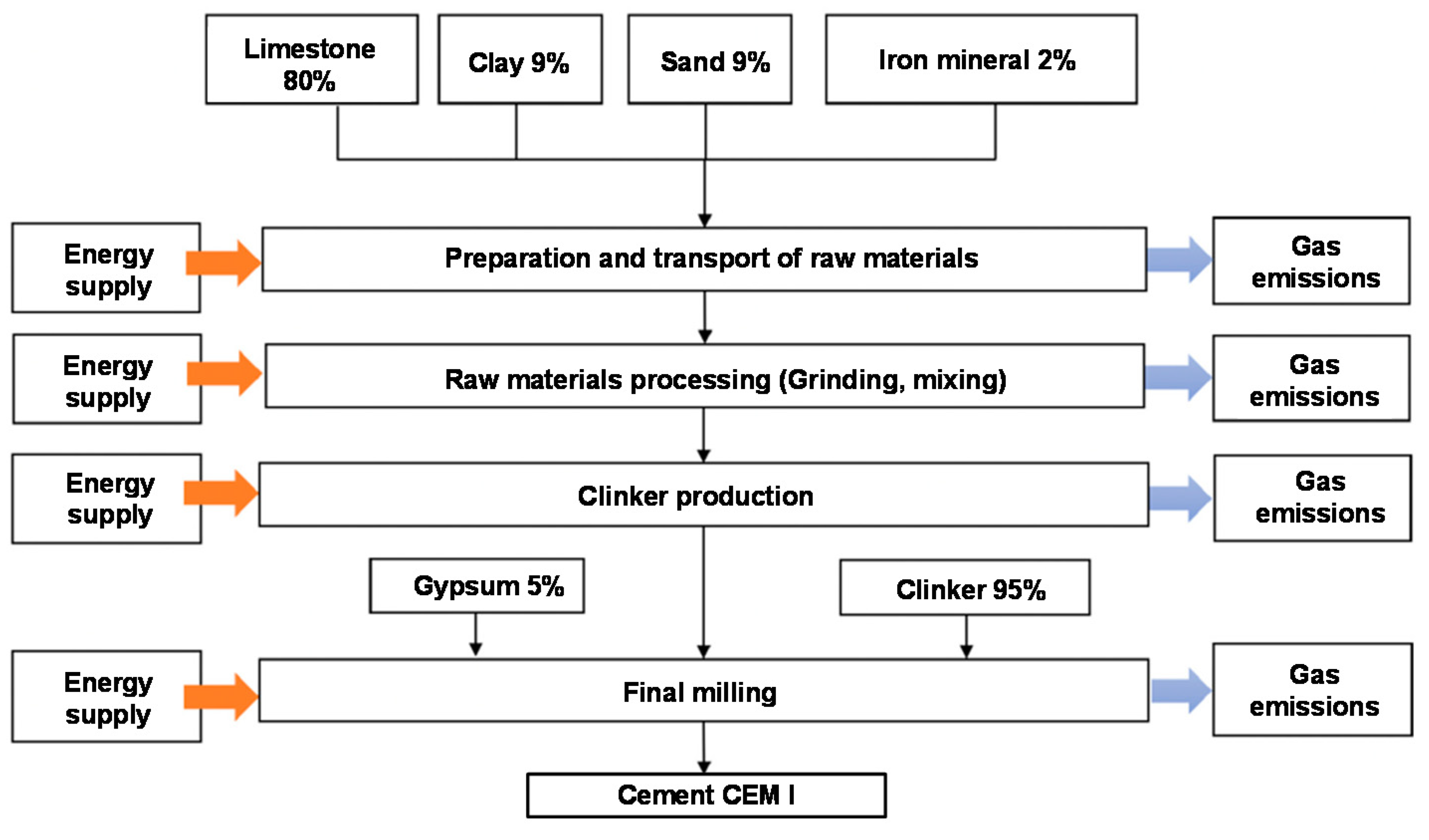
3.1. Life Cycle Analysis LCA
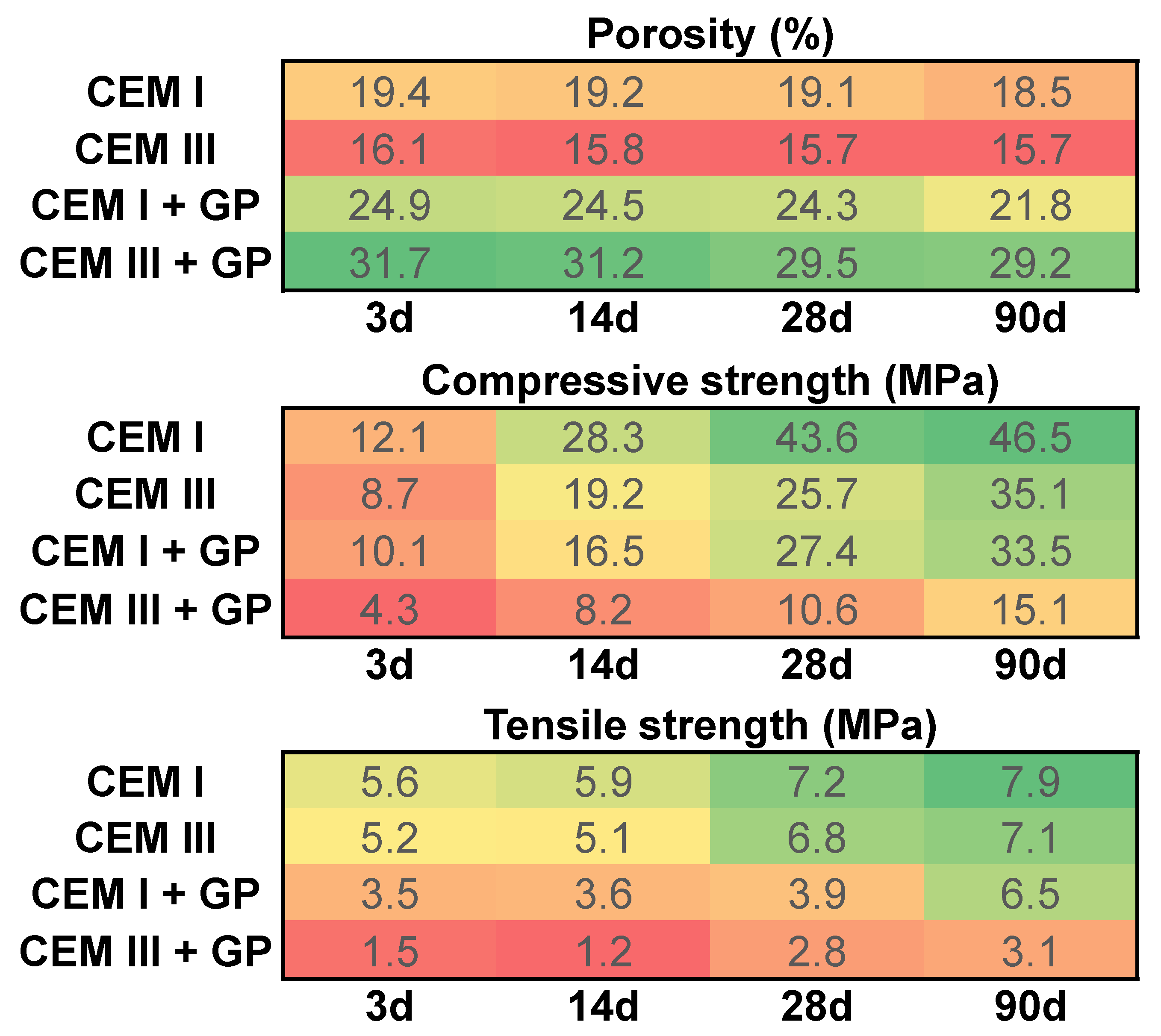
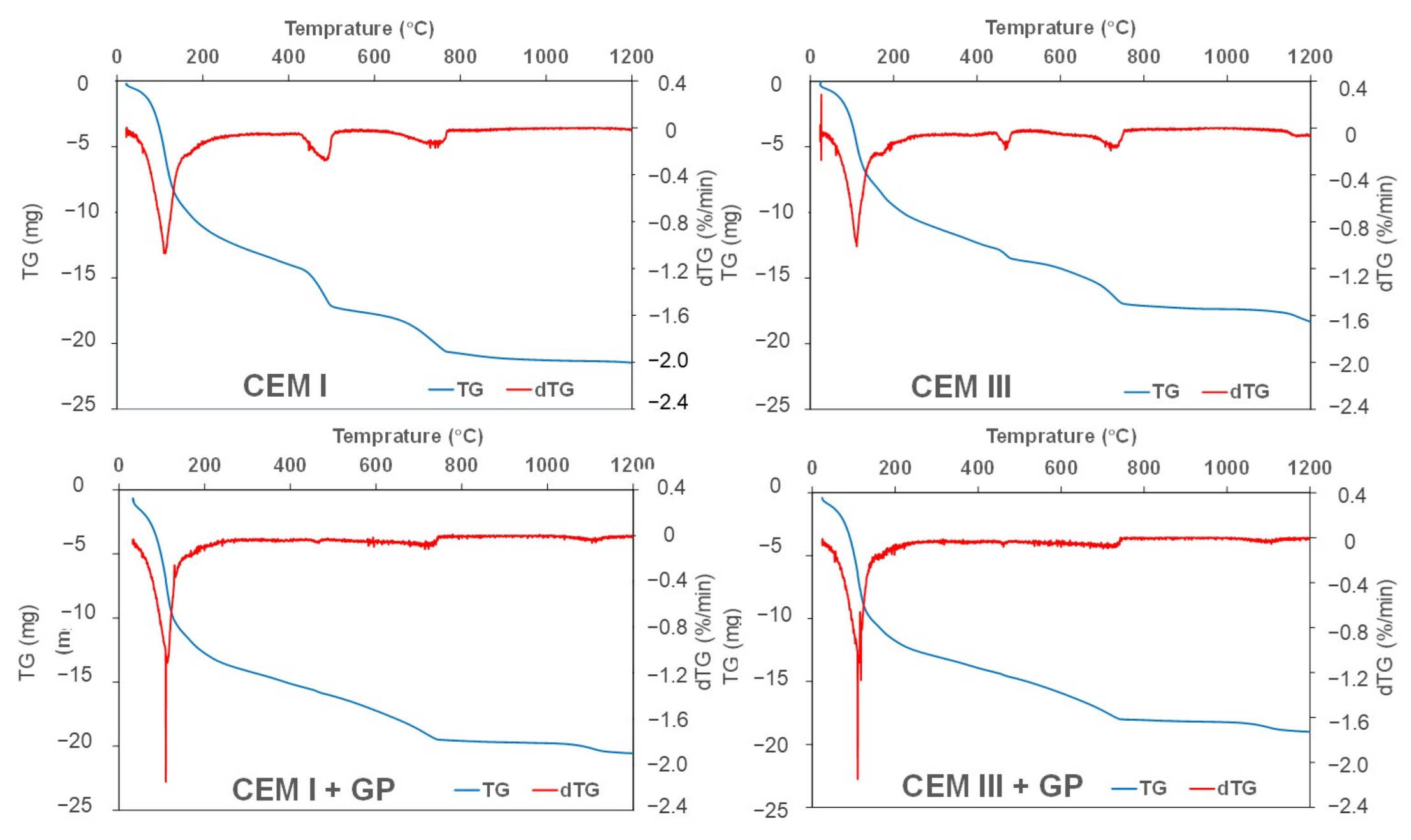
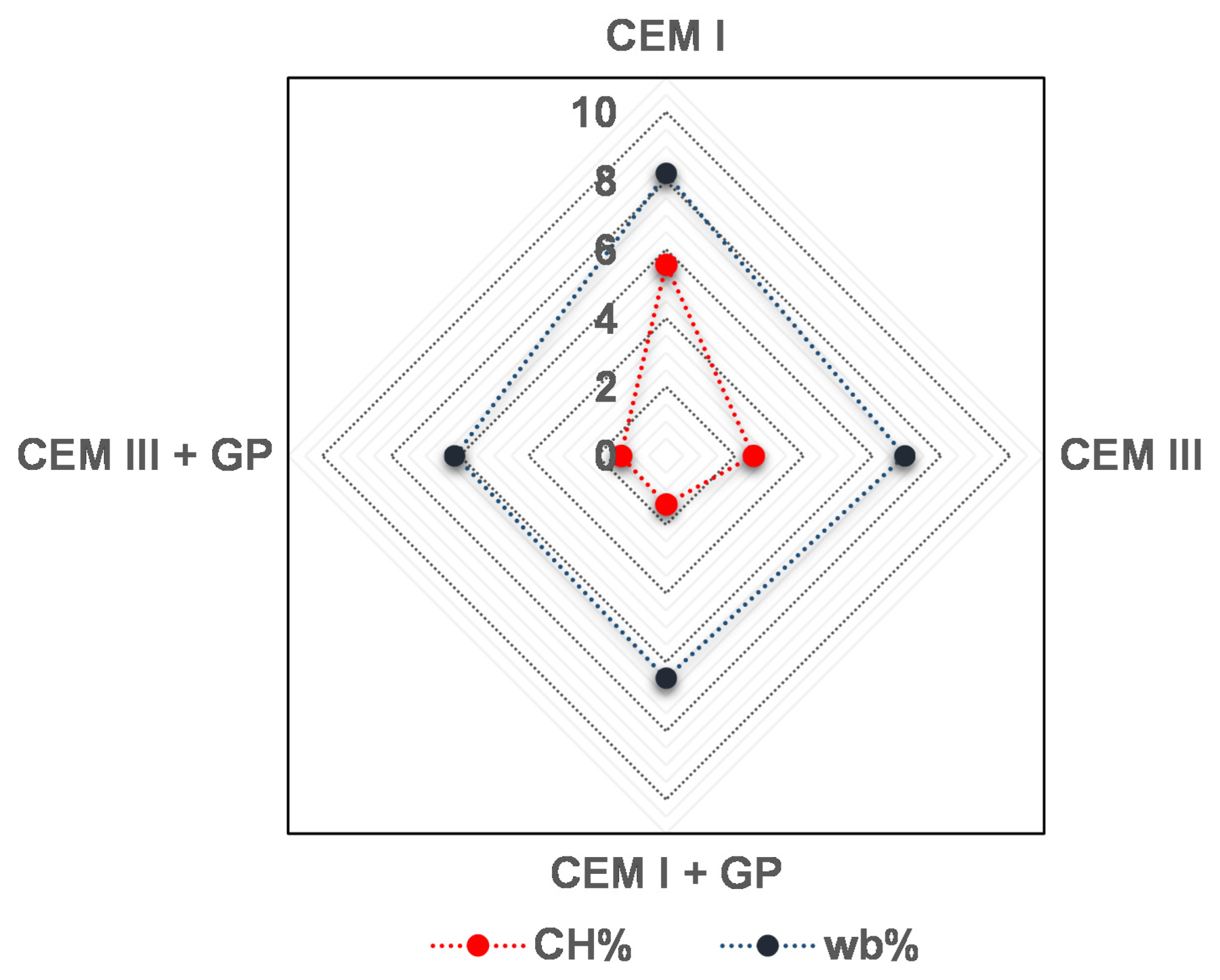
3.2. Experimental Results
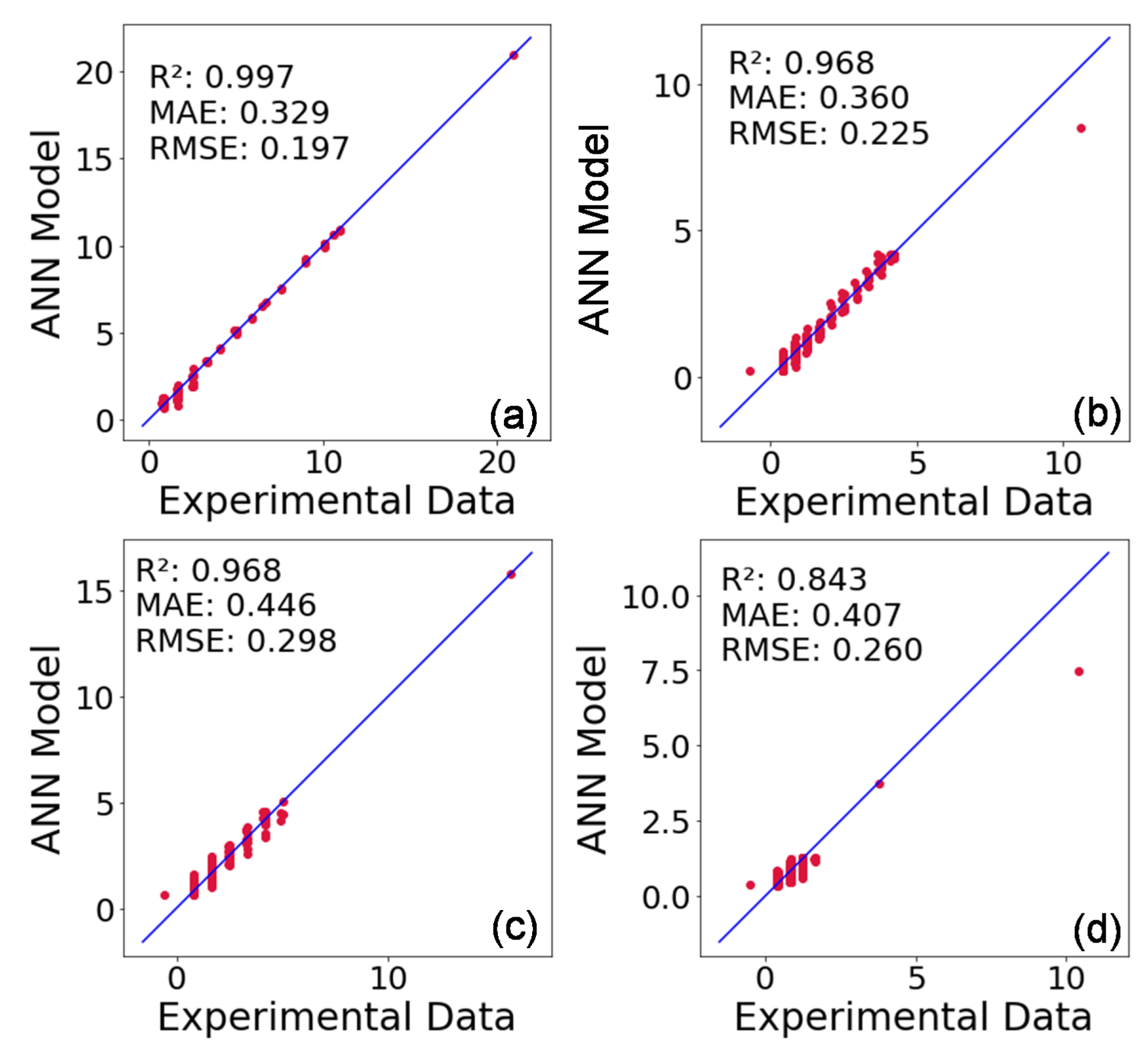
3.3. Data Processing/Numerical Results
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, S.A.; Horvath, A.; Monteiro, P.J.M. Readily Implementable Techniques Can Cut Annual CO2 Emissions from the Production of Concrete by over 20%. Environ. Res. Lett. 2016, 11, 074029. [Google Scholar] [CrossRef]
- Gencel, O.; Karadag, O.; Oren, O.H.; Bilir, T. Steel Slag and Its Applications in Cement and Concrete Technology: A Review. Constr. Build. Mater. 2021, 283, 122783. [Google Scholar] [CrossRef]
- Prakash, R.; Thenmozhi, R.; Raman, S.N.; Subramanian, C. Characterization of Eco-friendly Steel Fiber-reinforced Concrete Containing Waste Coconut Shell as Coarse Aggregates and Fly Ash as Partial Cement Replacement. Struct. Concr. 2020, 21, 437–447. [Google Scholar] [CrossRef]
- Sundaresan, S.; Ramamurthy, V.; Meyappan, N. Improving Mechanical and Durability Properties of Hypo Sludge Concrete with Basalt Fibres and SBR Latex. Adv. Concr. Constr. 2021, 12, 327–337. [Google Scholar] [CrossRef]
- WBCSD World Business Council for Sustainable Development and International Energy Agency Cement Technology Roadmap 2009: Carbon Emissions Reductions up to 2050. Available online: https://www.iea.org/reports/cement-technology-roadmap-carbon-emissions-reductions-up-to-2050 (accessed on 11 November 2022).
- Shen, D.; Jiao, Y.; Kang, J.; Feng, Z.; Shen, Y. Influence of Ground Granulated Blast Furnace Slag on Early-Age Cracking Potential of Internally Cured High Performance Concrete. Constr. Build. Mater. 2020, 233, 117083. [Google Scholar] [CrossRef]
- Antoni; Chandra, L.; Hardjito, D. The Impact of Using Fly Ash, Silica Fume and Calcium Carbonate on the Workability and Compressive Strength of Mortar. Procedia Eng. 2015, 125, 773–779. [Google Scholar] [CrossRef]
- Bani Ardalan, R.; Joshaghani, A.; Hooton, R.D. Workability Retention and Compressive Strength of Self-Compacting Concrete Incorporating Pumice Powder and Silica Fume. Constr. Build. Mater. 2017, 134, 116–122. [Google Scholar] [CrossRef]
- Chandra Paul, S.; Šavija, B.; Babafemi, A.J. A Comprehensive Review on Mechanical and Durability Properties of Cement-Based Materials Containing Waste Recycled Glass. J. Clean. Prod. 2018, 198, 891–906. [Google Scholar] [CrossRef]
- Serpa, D.; Santos Silva, A.; de Brito, J.; Pontes, J.; Soares, D. ASR of Mortars Containing Glass. Constr. Build. Mater. 2013, 47, 489–495. [Google Scholar] [CrossRef]
- Shayan, A.; Xu, A. Value-Added Utilisation of Waste Glass in Concrete. Cem. Concr. Res. 2004, 34, 81–89. [Google Scholar] [CrossRef]
- Zidol, A.; Tognonvi, M.T.; Tagnit-Hamou, A. Effect of Glass Powder on Concrete Sustainability. New J. Glas. Ceram. 2017, 7, 34–47. [Google Scholar] [CrossRef]
- Shi, C.; Zheng, K. A Review on the Use of Waste Glasses in the Production of Cement and Concrete. Resour. Conserv. Recycl. 2007, 52, 234–247. [Google Scholar] [CrossRef]
- Ling, T.-C.; Poon, C.-S.; Wong, H.-W. Management and Recycling of Waste Glass in Concrete Products: Current Situations in Hong Kong. Resour. Conserv. Recycl. 2013, 70, 25–31. [Google Scholar] [CrossRef]
- Bouchikhi, A.; Benzerzour, M.; Abriak, N.-E.; Maherzi, W.; Mamindy-Pajany, Y. Study of the Impact of Waste Glasses Types on Pozzolanic Activity of Cementitious Matrix. Constr. Build. Mater. 2019, 197, 626–640. [Google Scholar] [CrossRef]
- Du, Y.; Yang, W.; Ge, Y.; Wang, S.; Liu, P. Thermal Conductivity of Cement Paste Containing Waste Glass Powder, Metakaolin and Limestone Filler as Supplementary Cementitious Material. J. Clean. Prod. 2021, 287, 125018. [Google Scholar] [CrossRef]
- Yin, W.; Li, X.; Sun, T.; Chen, Y.; Xu, F.; Yan, G.; Xu, M.; Tian, K. Utilization of Waste Glass Powder as Partial Replacement of Cement for the Cementitious Grouts with Superplasticizer and Viscosity Modifying Agent Binary Mixtures: Rheological and Mechanical Performances. Constr. Build. Mater. 2021, 286, 122953. [Google Scholar] [CrossRef]
- Szudek, W.; Gołek, Ł.; Malata, G.; Pytel, Z. Influence of Waste Glass Powder Addition on the Microstructure and Mechanical Properties of Autoclaved Building Materials. Materials 2022, 15, 434. [Google Scholar] [CrossRef]
- Gołek, Ł.; Szudek, W.; Błądek, M.; Cięciwa, M. The Influence of Ground Waste Glass Cullet Addition on the Compressive Strength and Microstructure of Portland Cement Pastes and Mortars|Wpływ Dodatku Mielonej Stłuczki Szklanej Na Wytrzymałość Oraz Mikrostrukturę Zaczynów i Zapraw z Cementu Portlandzki. Cem. Wapno Bet. 2020, 2020, 480–494. [Google Scholar] [CrossRef]
- Szydłowski, J.; Szudek, W.; Gołek, Ł. Effect of Temperature on the Long-Term Properties of Mortars Containing Waste Glass Powder and Ground Granulated Blast Furnace Slag. Cem. Wapno Bet. 2021, 26, 264–278. [Google Scholar] [CrossRef]
- Gołek, Ł. Glass Powder and High-Calcium Fly Ash Based Binders—Long Term Examinations. J. Clean. Prod. 2019, 220, 493–506. [Google Scholar] [CrossRef]
- Gołek, Ł. New Insights into the Use of Glass Cullet in Cement Composites—Long Term Examinations. Cem. Concr. Compos. 2022, 133, 104673. [Google Scholar] [CrossRef]
- de Castro, S.; de Brito, J. Evaluation of the Durability of Concrete Made with Crushed Glass Aggregates. J. Clean. Prod. 2013, 41, 7–14. [Google Scholar] [CrossRef]
- Boukhelf, F.; Cherif, R.; Trabelsi, A.; Belarbi, R.; Bachir Bouiadjra, M. On the Hygrothermal Behavior of Concrete Containing Glass Powder and Silica Fume. J. Clean. Prod. 2021, 318, 128647. [Google Scholar] [CrossRef]
- Chand, G.; Happy, S.K.; Ram, S. Assessment of the Properties of Sustainable Concrete Produced from Quaternary Blend of Portland Cement, Glass Powder, Metakaolin and Silica Fume. Clean. Eng. Technol. 2021, 4, 100179. [Google Scholar] [CrossRef]
- Boesch, M.E.; Vadenbo, C.; Saner, D.; Huter, C.; Hellweg, S. An LCA Model for Waste Incineration Enhanced with New Technologies for Metal Recovery and Application to the Case of Switzerland. Waste Manag. 2014, 34, 378–389. [Google Scholar] [CrossRef]
- Sánchez, A.R.; Ramos, V.C.; Polo, M.S.; Ramón, M.V.L.; Utrilla, J.R. Life Cycle Assessment of Cement Production with Marble Waste Sludges. Int. J. Environ. Res. Public Health 2021, 18, 10968. [Google Scholar] [CrossRef] [PubMed]
- Valderrama, C.; Granados, R.; Cortina, J.L.; Gasol, C.M.; Guillem, M.; Josa, A. Implementation of Best Available Techniques in Cement Manufacturing: A Life-Cycle Assessment Study. J. Clean. Prod. 2012, 25, 60–67. [Google Scholar] [CrossRef]
- Chen, C.; Habert, G.; Bouzidi, Y.; Jullien, A. Environmental Impact of Cement Production: Detail of the Different Processes and Cement Plant Variability Evaluation. J. Clean. Prod. 2010, 18, 478–485. [Google Scholar] [CrossRef]
- Huntzinger, D.N.; Eatmon, T.D. A Life-Cycle Assessment of Portland Cement Manufacturing: Comparing the Traditional Process with Alternative Technologies. J. Clean. Prod. 2009, 17, 668–675. [Google Scholar] [CrossRef]
- Crossin, E. The Greenhouse Gas Implications of Using Ground Granulated Blast Furnace Slag as a Cement Substitute. J. Clean. Prod. 2015, 95, 101–108. [Google Scholar] [CrossRef]
- Guignone, G.; Calmon, J.; Vieira, G.; Zulcão, R.; Rebello, T. Life Cycle Assessment of Waste Glass Powder Incorporation on Concrete: A Bridge Retrofit Study Case. Appl. Sci. 2022, 12, 3353. [Google Scholar] [CrossRef]
- Zulkarnain, I.; Lai, L.S.; Syakir, M.I.; Rahman, A.A.; Yusuff, S.; Hanafiah, M.M. Life Cycle Assessment of Crushed Glass Abrasive Manufacturing from Recycled Glass. IOP Conf. Ser. Earth Environ. Sci. 2021, 880, 012054. [Google Scholar] [CrossRef]
- Qin, C.; Gong, J.; Xie, G. Modeling Hydration Kinetics of the Portland-Cement-Based Cementitious Systems with Mortar Blends by Non-Assumptive Projection Pursuit Regression. Thermochim. Acta 2021, 705, 179035. [Google Scholar] [CrossRef]
- Tahersima, M.; Tikalsky, P. Finite Element Modeling of Hydration Heat in a Concrete Slab-on-Grade Floor with Limestone Blended Cement. Constr. Build. Mater. 2017, 154, 44–50. [Google Scholar] [CrossRef]
- Kondo, R. Kinetics and Mechanism of the Hydration of Cements. In Proceedings of the Fifth International Symposium on the Chemistry of Cement, Tokyo, Japan, 7–11 October 1968; pp. 203–248. [Google Scholar]
- Pommersheim, J.M.; Clifton, J.R. Mathematical Modeling of Tricalcium Silicate Hydration. Cem. Concr. Res. 1979, 9, 765–770. [Google Scholar] [CrossRef]
- Pommersheim, J.M.; Clifton, J.R. Mathematical Modeling of Tricalcium Silicate Hydration. II. Hydration Sub-Models and the Effect of Model Parameters. Cem. Concr. Res. 1982, 12, 765–772. [Google Scholar] [CrossRef]
- He, J.; Long, G.; Ma, K.; Xie, Y.; Ma, C. Hydration Heat Evolution of Portland Cement Paste during Unsteady Steam Curing Process: Modelling and Optimization. Thermochim. Acta 2020, 694, 178784. [Google Scholar] [CrossRef]
- Nguyen, V.T.; Lee, S.Y.; Chung, S.-Y.; Moon, J.-H.; Kim, D.J. Effects of Cement Particle Distribution on the Hydration Process of Cement Paste in Three-Dimensional Computer Simulation. Constr. Build. Mater. 2021, 311, 125322. [Google Scholar] [CrossRef]
- Chu, D.C.; Kleib, J.; Amar, M.; Benzerzour, M.; Abriak, N.-E. Recycling of Dredged Sediment as a Raw Material for the Manufacture of Portland Cement—Numerical Modeling of the Hydration of Synthesized Cement Using the CEMHYD3D Code. J. Build. Eng. 2022, 48, 103871. [Google Scholar] [CrossRef]
- Zhao, Y.; Gao, J.; Chen, G.; Li, S.; Luo, X.; Xu, Z.; Guo, Z.; Du, H. Early-Age Hydration Characteristics and Kinetics Model of Blended Cement Containing Waste Clay Brick and Slag. J. Build. Eng. 2022, 51, 104360. [Google Scholar] [CrossRef]
- Krstulović, R.; Dabić, P. A Conceptual Model of the Cement Hydration Process. Cem. Concr. Res. 2000, 30, 693–698. [Google Scholar] [CrossRef]
- Dabiĉ, P.; Krstuloviĉ, R.; Rušiĉ, D. A New Approach in Mathematical Modelling of Cement Hydration Development. Cem. Concr. Res. 2000, 30, 1017–1021. [Google Scholar] [CrossRef]
- Xu, Z.; Shen, J.; Qu, Y.; Chen, H.; Zhou, X.; Hong, H.; Sun, H.; Lin, H.; Deng, W.; Wu, F. Using Simple and Easy Water Quality Parameters to Predict Trihalomethane Occurrence in Tap Water. Chemosphere 2022, 286, 131586. [Google Scholar] [CrossRef]
- Hong, H.; Zhang, Z.; Guo, A.; Shen, L.; Sun, H.; Liang, Y.; Wu, F.; Lin, H. Radial Basis Function Artificial Neural Network (RBF ANN) as Well as the Hybrid Method of RBF ANN and Grey Relational Analysis Able to Well Predict Trihalomethanes Levels in Tap Water. J. Hydrol. 2020, 591, 125574. [Google Scholar] [CrossRef]
- Lin, H.; Dai, Q.; Zheng, L.; Hong, H.; Deng, W.; Wu, F. Radial Basis Function Artificial Neural Network Able to Accurately Predict Disinfection By-Product Levels in Tap Water: Taking Haloacetic Acids as a Case Study. Chemosphere 2020, 248, 125999. [Google Scholar] [CrossRef]
- Chen, Y.; Yu, G.; Long, Y.; Teng, J.; You, X.; Liao, B.-Q.; Lin, H. Application of Radial Basis Function Artificial Neural Network to Quantify Interfacial Energies Related to Membrane Fouling in a Membrane Bioreactor. Bioresour. Technol. 2019, 293, 122103. [Google Scholar] [CrossRef]
- Cook, R.; Han, T.; Childers, A.; Ryckman, C.; Khayat, K.; Ma, H.; Huang, J.; Kumar, A. Machine Learning for High-Fidelity Prediction of Cement Hydration Kinetics in Blended Systems. Mater. Des. 2021, 208, 109920. [Google Scholar] [CrossRef]
- Subasi, A.; Yilmaz, A.S.; Binici, H. Prediction of Early Heat of Hydration of Plain and Blended Cements Using Neuro-Fuzzy Modelling Techniques. Expert Syst. Appl. 2009, 36, 4940–4950. [Google Scholar] [CrossRef]
- Salleh, M.N.M.; Talpur, N.; Kashif, H. Adaptive Neuro-Fuzzy Inference System: Overview, Strengths, Limitations, and Solutions Adaptive Neuro-Fuzzy Inference System: Overview, Strengths, Limitations, and Solutions. In Proceedings of the International Conference on Data Mining and Big Data, Fukuoka, Japan, 27 July–1 August 2017; pp. 527–535. [Google Scholar]
- Luo, D.; Wei, J. Hydration Kinetics and Phase Evolution of Portland Cement Composites Containing Sodium-Montmorillonite Functionalized with a Non-Ionic Surfactant. Constr. Build. Mater. 2022, 333, 127386. [Google Scholar] [CrossRef]
- Riding, K.A.; Poole, J.L.; Folliard, K.J.; Juenger, M.C.G.; Schindler, A.K. Modeling Hydration of Cementitious Systems. ACI Mater. J. 2012, 109, 225–234. [Google Scholar] [CrossRef]
- Meinhard, K.; Lackner, R. Multi-Phase Hydration Model for Prediction of Hydration-Heat Release of Blended Cements. Cem. Concr. Res. 2008, 38, 794–802. [Google Scholar] [CrossRef]
- Kolani, B.; Buffo-Lacarrière, L.; Sellier, A.; Escadeillas, G.; Boutillon, L.; Linger, L. Hydration of Slag-Blended Cements. Cem. Concr. Compos. 2012, 34, 1009–1018. [Google Scholar] [CrossRef]
- Wang, X.-Y. Analysis of Hydration Kinetics and Strength Progress in Cement–Slag Binary Composites. J. Build. Eng. 2021, 35, 101810. [Google Scholar] [CrossRef]
- Zeybek, Ö.; Özkılıç, Y.O.; Karalar, M.; Çelik, A.İ.; Qaidi, S.; Ahmad, J.; Burduhos-Nergis, D.D.; Burduhos-Nergis, D.P. Influence of Replacing Cement with Waste Glass on Mechanical Properties of Concrete. Materials 2022, 15, 7513. [Google Scholar] [CrossRef] [PubMed]
- Kalakada, Z.; Doh, J.H.; Zi, G. Utilisation of Coarse Glass Powder as Pozzolanic Cement—A Mix Design Investigation. Constr. Build. Mater. 2020, 240, 117916. [Google Scholar] [CrossRef]
- EN 197-1; Ciment—Partie 1: Composition, Spécifications et Critères de Conformité Des Ciments Courants. European Standard: Pilsen, Czech Republic, 2012.
- NF EN 933-1; Essais Pour Déterminer Les Caractéristiques Géométriques Des Granulats—Partie 1: Détermination de La Granularité—Analyse Granulométrique Par Tamisage. European Standard: Pilsen, Czech Republic, 2012.
- Kheir, J.; Hilloulin, B.; Loukili, A.; De Belie, N. Chemical Shrinkage of Low Water to Cement (w/c) Ratio CEM I and CEM III Cement Pastes Incorporating Silica Fume and Filler. Materials 2021, 14, 1164. [Google Scholar] [CrossRef]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Use of Fine Glass as ASR Inhibitor in Glass Aggregate Mortars. Constr. Build. Mater. 2010, 24, 1309–1312. [Google Scholar] [CrossRef]
- Idir, R.; Cyr, M.; Tagnit-Hamou, A. Pozzolanic Properties of Fine and Coarse Color-Mixed Glass Cullet. Cem. Concr. Compos. 2011, 33, 19–29. [Google Scholar] [CrossRef]
- Bordy, A.; Younsi, A.; Aggoun, S.; Fiorio, B. Cement Substitution by a Recycled Cement Paste Fine: Role of the Residual Anhydrous Clinker. Constr. Build. Mater. 2017, 132, 1–8. [Google Scholar] [CrossRef]
- Jensen, O.M. Thermodynamic Limitation of Self-Desiccation. Cem. Concr. Res. 1995, 25, 157–164. [Google Scholar] [CrossRef]
- Persson, B. Self-Desiccation and Its Importance in Concrete Technology. Mater. Struct. 1997, 30, 293–305. [Google Scholar] [CrossRef]
- ASTM C230/230M; Standard Specification for Flow Table for Use in Tests of Hydraulic Cement. ASTM: West Conshohocken, PA, USA, 2014.
- NF EN196–1; Methods of Testing Cement—Part 1: Determination of Strength. European Standard: Pilsen, Czech Republic, 2006.
- AFPC-AFREM. Durabilité Des Bétons: Méthodes Recommandées Pour La Mesure Des Grandeurs Associées à La Durabilité; Laboratoire matériaux et durabilité des constructions, Institut national des sciences Appliquées, Université Paul Sabatier: Toulouse, France, 2009. [Google Scholar]
- Kalpokaitė-Dičkuvienė, R.; Pitak, I.; Baltušnikas, A.; Lukošiūtė, S.I.; Denafas, G.; Čėsnienė, J. Cement Substitution by Sludge-Biomass Gasification Residue: Synergy with Silica Fume. Constr. Build. Mater. 2022, 326, 126902. [Google Scholar] [CrossRef]
- Shah, R.; Pandit, R.K.; Gaur, M.K. Thermal Comfort Analysis through Development of Artificial Neural Network Models: An Experimental Study in Cwa Climate. Mater. Today Proc. 2022, 57, 2018–2025. [Google Scholar] [CrossRef]
- al-Swaidani, A.M.; Khwies, W.T.; Al-Bali, M.; Lala, T. Development of Multiple Linear Regression, Artificial Neural Networks and Fuzzy Logic Models to Predict the Efficiency Factor and Durability Indicator of Nano Natural Pozzolana as Cement Additive. J. Build. Eng. 2022, 52, 104475. [Google Scholar] [CrossRef]
- Di Benedetto, R.M.; Botelho, E.C.; Janotti, A.; Ancelotti Junior, A.C.; Gomes, G.F. Development of an Artificial Neural Network for Predicting Energy Absorption Capability of Thermoplastic Commingled Composites. Compos. Struct. 2021, 257, 113131. [Google Scholar] [CrossRef]
- Gupta, P.; Sinha, N.K. Neural Networks for Identification of Nonlinear Systems: An Overview. In Soft Computing and Intelligent Systems; Elsevier: Amsterdam, The Netherlands, 2000; pp. 337–356. [Google Scholar]
- Abirami, S.; Chitra, P. Energy-Efficient Edge Based Real-Time Healthcare Support System. Adv. Comput. 2020, 117, 339–368. [Google Scholar]
- Menzies, T.; Kocagüneli, E.; Minku, L.; Peters, F.; Turhan, B. Using Goals in Model-Based Reasoning. In Sharing Data and Models in Software Engineering; Elsevier: Amsterdam, The Netherlands, 2015; pp. 321–353. [Google Scholar]
- Davies, E.R. Biologically Inspired Recognition Schemes. In Machine Vision; Elsevier: Amsterdam, The Netherlands, 2005; pp. 725–755. [Google Scholar]
- Yang, Z.R.; Yang, Z. Artificial Neural Networks. In Comprehensive Biomedical Physics; Elsevier: Amsterdam, The Netherlands, 2014; pp. 1–17. [Google Scholar]
- Hallinan, J.S. Computational Intelligence in the Design of Synthetic Microbial Genetic Systems. Methods Microbiol. 2013, 40, 1–37. [Google Scholar]
- Rajaoarisoa, L. Large-Scale Building Thermal Modeling Based on Artificial Neural Networks: Application to Smart Energy Management. In Artificial Intelligence Techniques for a Scalable Energy Transition; Springer International Publishing: Cham, Switzerland, 2020; pp. 15–44. [Google Scholar]
- Erway, J.B.; Marcia, R.F. On Solving Large-Scale Limited-Memory Quasi-Newton Equations. Linear Algebra Appl. 2017, 515, 196–225. [Google Scholar] [CrossRef]
- Borhani, M. Multi-Label Log-Loss Function Using L-BFGS for Document Categorization. Eng. Appl. Artif. Intell. 2020, 91, 103623. [Google Scholar] [CrossRef]
- Ali, M.M.M. Modified Limited-Memory Broyden-Fletcher-Goldfarb-Shanno Algorithm for Unconstrained Optimization Problem. Indones. J. Electr. Eng. Comput. Sci. 2021, 24, 1027. [Google Scholar] [CrossRef]
- Nguyen, K.T.; Nguyen, Q.D.; Le, T.A.; Shin, J.; Lee, K. Analyzing the Compressive Strength of Green Fly Ash Based Geopolymer Concrete Using Experiment and Machine Learning Approaches. Constr. Build. Mater. 2020, 247, 118581. [Google Scholar] [CrossRef]
- Naser, M.Z.; Thai, S.; Thai, H.-T. Evaluating Structural Response of Concrete-Filled Steel Tubular Columns through Machine Learning. J. Build. Eng. 2021, 34, 101888. [Google Scholar] [CrossRef]
- Dung, C.V.; Anh, L.D. Autonomous Concrete Crack Detection Using Deep Fully Convolutional Neural Network. Autom. Constr. 2019, 99, 52–58. [Google Scholar] [CrossRef]
- Cherif, R.; Hamami, A.E.A.; Aït-Mokhtar, A. Global Quantitative Monitoring of the Ion Exchange Balance in a Chloride Migration Test on Cementitious Materials with Mineral Additions. Cem. Concr. Res. 2020, 138, 106240. [Google Scholar] [CrossRef]
- Adesina, A.; Das, S. Influence of Glass Powder on the Durability Properties of Engineered Cementitious Composites. Constr. Build. Mater. 2020, 242, 118199. [Google Scholar] [CrossRef]
- Vance, K.; Aguayo, M.; Oey, T.; Sant, G.; Neithalath, N. Hydration and Strength Development in Ternary Portland Cement Blends Containing Limestone and Fly Ash or Metakaolin. Cem. Concr. Compos. 2013, 39, 93–103. [Google Scholar] [CrossRef]
- Stepkowska, E.T.; Blanes, J.M.; Franco, F.; Real, C.; Pérez-Rodrıíguez, J.L. Phase Transformation on Heating of an Aged Cement Paste. Thermochim. Acta 2004, 420, 79–87. [Google Scholar] [CrossRef]
- Damidot, D.; Lothenbach, B.; Herfort, D.; Glasser, F.P. Thermodynamics and Cement Science. Cem. Concr. Res. 2011, 41, 679–695. [Google Scholar] [CrossRef]
- Ni, C.; Wu, Q.; Yu, Z.; Shen, X. Hydration of Portland Cement Paste Mixed with Densified Silica Fume: From the Point of View of Fineness. Constr. Build. Mater. 2021, 272, 121906. [Google Scholar] [CrossRef]
- Lavergne, F.; Ben Fraj, A.; Bayane, I.; Barthélémy, J.F. Estimating the Mechanical Properties of Hydrating Blended Cementitious Materials: An Investigation Based on Micromechanics. Cem. Concr. Res. 2018, 104, 37–60. [Google Scholar] [CrossRef]
- Scrivener, K.L.; Juilland, P.; Monteiro, P.J.M. Advances in Understanding Hydration of Portland Cement. Cem. Concr. Res. 2015, 78, 38–56. [Google Scholar] [CrossRef]
- Bentz, D.P. Three-Dimensional Computer Simulation of Portland Cement Hydration and Microstructure Development. J. Am. Ceram. Soc. 1997, 80, 3–21. [Google Scholar] [CrossRef]
- Kishi, T.; Maekawa, K. Multi-Component Model for Hydration Heat of Portland Cement. Doboku Gakkai Ronbunshu 1995, 1995, 97–109. [Google Scholar] [CrossRef] [PubMed]
- Bullard, J.W.; Jennings, H.M.; Livingston, R.A.; Nonat, A.; Scherer, G.W.; Schweitzer, J.S.; Scrivener, K.L.; Thomas, J.J. Mechanisms of Cement Hydration. Cem. Concr. Res. 2011, 41, 1208–1223. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Class | Mineral Content | Mineral Components/Inorganic Process Additions | Market Share | |
|---|---|---|---|---|
| (Allowable Range) | (Average) | |||
| Ordinary Portland cement (CEM I) | ≤5% | 2.5% | inorganic process addition | 30% |
| Portland composite cement (CEM II) | 6−35% | 20.5% | ground granulated blast furnace slag (GGBFS), silica fume, pozzolan, fly ash, burnt shale | 57% |
| Blast furnace cement (CEM III) | 36−95% | 65.5% | GGBFS | 5% |
| Pozzolanic cement (CEM IV) | 11−55% | 33% | silica fume, pozzolan, fly ash | 6% |
| Composite cement (CEM V) | 36−80% | 58% | GGBFS, pozzolan, fly ash | 3% |
| CEM I | CEM III | GP | |
|---|---|---|---|
| d10 (μm) | 3 | 1.5 | 8 |
| d50 (μm) | 16 | 13 | 40 |
| d90 (μm) | 40 | 32 | 80 |
| dmax (μm) | 300 | 70 | 120 |
| Density (kg/m3) | 3150 | 2880 | 2510 |
| CEM I | CEM III | CEM I + GP | CEM III + GP | |
|---|---|---|---|---|
| Sand 0/4 | 1795 | 1638 | 1761 | 1685 |
| CEM I | 500 | 0 | 250 | 0 |
| CEM III | 0 | 500 | 0 | 250 |
| GP | 0 | 0 | 250 | 250 |
| Water | 250 | 250 | 250 | 250 |
| Superplasticizer | 1.8 | 1.5 | 1.4 | 1.2 |
| Flow (cm) | 12 | 13 | 17 | 21 |
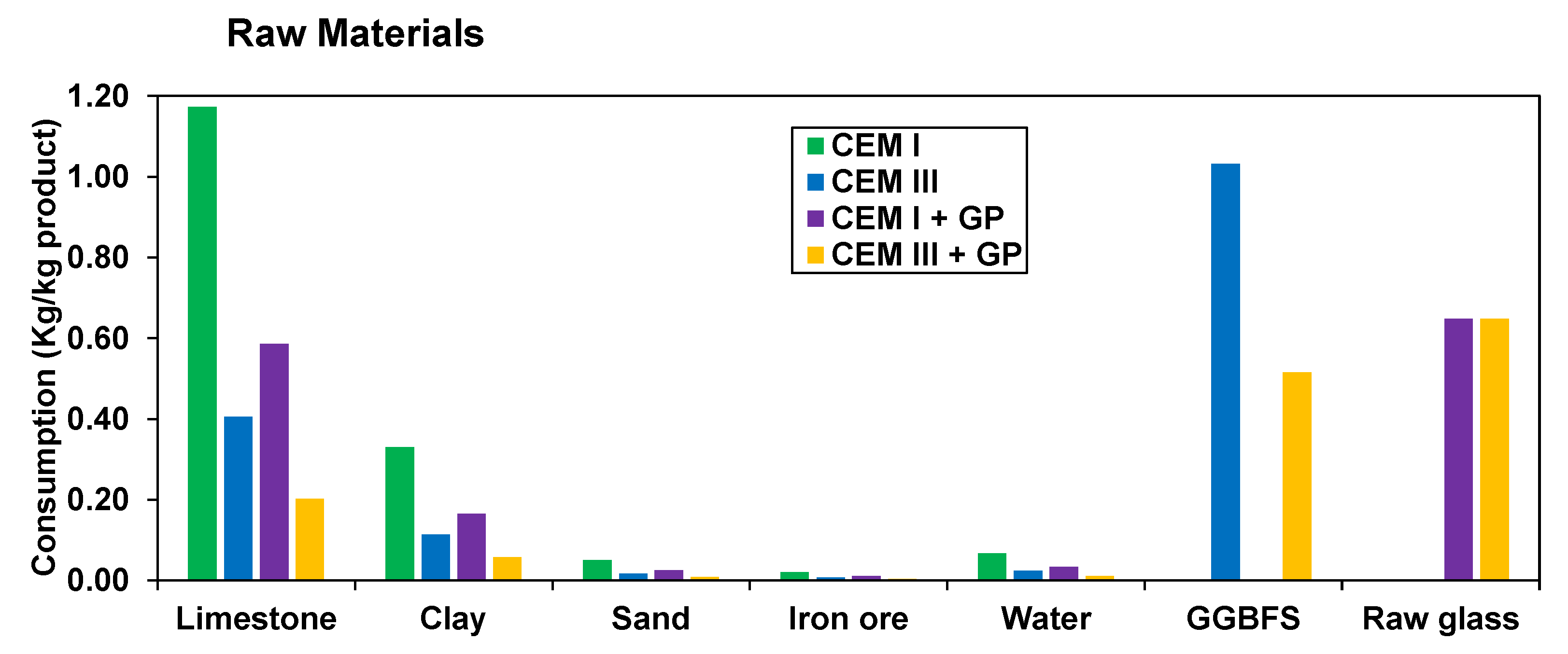
| Raw Materials | Units | CEM I (Clinker) | CEM III (GGBFS) | CEM I + GP | CEM III + GP |
|---|---|---|---|---|---|
| Limestone | kg/kg product | 1.1737 | 0.4049 | 0.5868 | 0.2025 |
| Clay | kg/kg product | 0.3307 | 0.1141 | 0.1653 | 0.0570 |
| Sand | kg/kg product | 0.0503 | 0.0174 | 0.0252 | 0.0087 |
| Iron ore | kg/kg product | 0.0203 | 0.0070 | 0.0102 | 0.0035 |
| Water | m3/kg product | 0.0668 | 0.0230 | 0.0334 | 0.0115 |
| GGBFS | kg/kg product | - | 1.0316 | - | 0.5158 |
| Raw glass | kg/kg product | - | - | 0.6480 | 0.6480 |
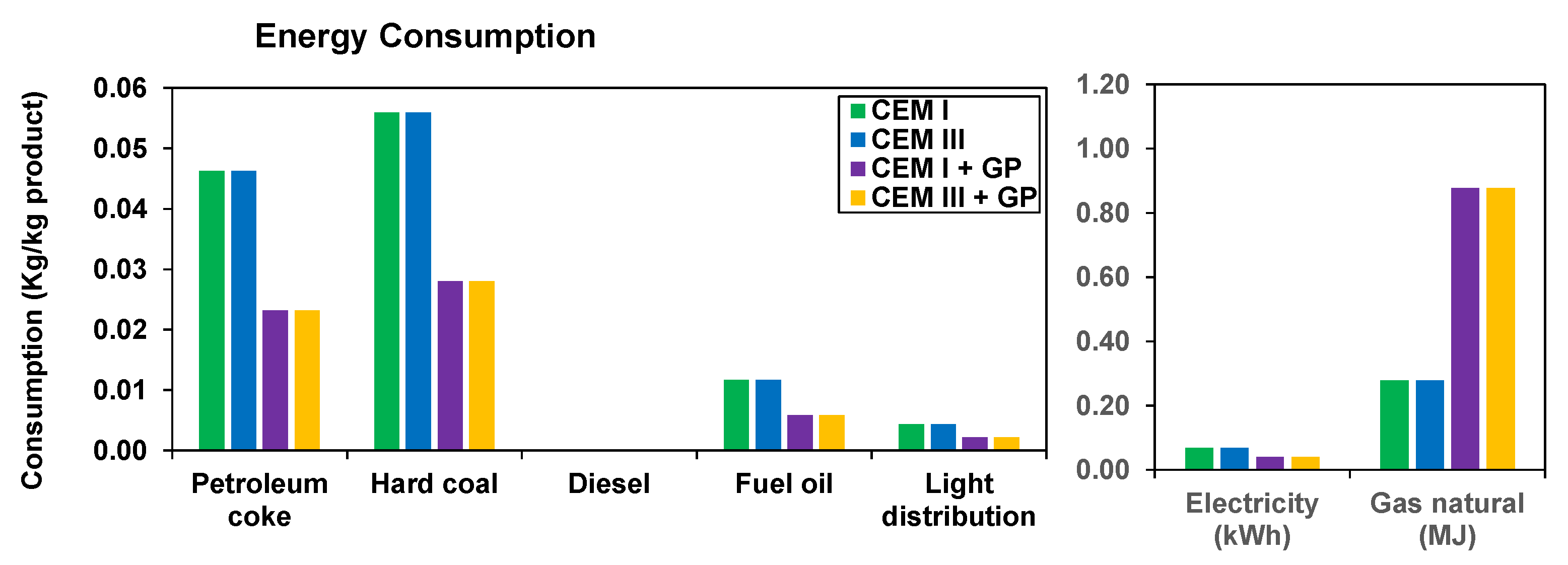
| Energy | Units | CEM I (Clinker) | CEM III (GGBFS) | CEM I + GP | CEM III + GP |
|---|---|---|---|---|---|
| Electricity (kWh) | kWh/kg product | 0.0687 | 0.0687 | 0.0403 | 0.0403 |
| Petroleum coke | kg/kg product | 0.0463 | 0.0463 | 0.0231 | 0.0231 |
| Hard coal | kg/kg product | 0.0559 | 0.0559 | 0.0280 | 0.0280 |
| Diesel | kg/kg product | 3.04 × 10−7 | 3.04 × 10−7 | 1.52 × 10−7 | 1.52 × 10−7 |
| Fuel oil | kg/kg product | 0.0117 | 0.0117 | 0.0058 | 0.0058 |
| Natural Gas (MJ) | MJ/kg product | 0.2777 | 0.2777 | 0.8768 | 0.8768 |
| Light distribution | kg/kg product | 0.0043 | 0.0043 | 0.0022 | 0.0022 |
| Emissions | Units | CEM I (Clinker) | CEM III (GGBFS) | CEM I + GP | CEM III + GP |
|---|---|---|---|---|---|
| CO2 | kg/kg product | 0.0687 | 0.0687 | 0.0403 | 0.0403 |
| NOx | kg/kg product | 0.0463 | 0.0463 | 0.0231 | 0.0231 |
| SO2 | kg/kg product | 0.0559 | 0.0559 | 0.0280 | 0.0280 |
| H2O(g) | kg/kg product | 3.04 × 10−7 | 3.04 × 10−7 | 1.52 × 10−7 | 1.52 × 10−7 |
| Particulates | kg/kg product | 0.0117 | 0.0117 | 0.0058 | 0.0058 |
| Waste | kg/kg product | 0.2777 | 0.2777 | 0.8768 | 0.8768 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Boukhelf, F.; Targino, D.L.L.; Benzaama, M.H.; Lima Babadopulos, L.F.d.A.; El Mendili, Y. Insight into the Behavior of Mortars Containing Glass Powder: An Artificial Neural Network Analysis Approach to Classify the Hydration Modes. Materials 2023, 16, 943. https://doi.org/10.3390/ma16030943
Boukhelf F, Targino DLL, Benzaama MH, Lima Babadopulos LFdA, El Mendili Y. Insight into the Behavior of Mortars Containing Glass Powder: An Artificial Neural Network Analysis Approach to Classify the Hydration Modes. Materials. 2023; 16(3):943. https://doi.org/10.3390/ma16030943
Chicago/Turabian StyleBoukhelf, Fouad, Daniel Lira Lopes Targino, Mohammed Hichem Benzaama, Lucas Feitosa de Albuquerque Lima Babadopulos, and Yassine El Mendili. 2023. "Insight into the Behavior of Mortars Containing Glass Powder: An Artificial Neural Network Analysis Approach to Classify the Hydration Modes" Materials 16, no. 3: 943. https://doi.org/10.3390/ma16030943
APA StyleBoukhelf, F., Targino, D. L. L., Benzaama, M. H., Lima Babadopulos, L. F. d. A., & El Mendili, Y. (2023). Insight into the Behavior of Mortars Containing Glass Powder: An Artificial Neural Network Analysis Approach to Classify the Hydration Modes. Materials, 16(3), 943. https://doi.org/10.3390/ma16030943