1. Introduction
The combine harvester has one of the most complex structures amongst agricultural machinery, in which the cleaning device is a core part. Cleaning performance is not only affected by working speed, feed rate, and working parameters, but also relates to the moisture, crop intensity, and geographical conditions. Cleaning loss is one of the main bottlenecks restricting the development of mechanized rapeseed harvesting [
1,
2], and is also an important indicator to evaluate the operating performance of rape combine harvesters. While working in the field, it is hard for the operator to guarantee the operation stability of the combine harvester when facing different varieties of crops and working conditions.
The cleaning loss and material other than grain (MOG) are significant cleaning performance parameters. There are two main reasons to select cleaning loss: on one hand, the vibration trend of MOG can be reflected in the cleaning loss to some extent. Thus, MOG can be controlled by controlling the cleaning loss. On the other hand, a large quantity of experimental data shows that the grain loss of modern harvesters is mainly due to cleaning. The reduction of cleaning loss is one of the most important methods for farmers to increase yield and income.
When the cleaning loss exceeds the expected range, manual adjustment is carried out according to the operator’s experience. This operation causes the cleaning loss to fluctuate, and the harvest performance to vary with each operator. Using this method, the working parameters of the cleaning device cannot be automatically adjusted in time, and harvesting timeliness and adaptability are poor, thereby restricting the potential economic benefits. Therefore, it is necessary to investigate adaptive control systems of the rapeseed cleaning loss.
To reduce the cleaning loss, it was vital to develop a mature monitoring device to monitor the cleaning loss in real time. At present, most scholars have analyzed the physical properties of different components in threshed outputs [
3,
4,
5,
6,
7]. Based on different grain-sensitive monitoring boards, these authors hope to propose effective grain signals to distinguish material other than grain (MOG) in the grain bin and obtain the amount of cleaning loss. However, researchers mainly focus on the monitoring of rice, wheat, and soybean loss when harvested. Nevertheless, rapeseed is an important crop for the production of edible oil. Currently, literature on the monitoring of rapeseed sieve loss is rare [
8]. Therefore, the monitoring accuracy of rapeseed seed loss needs to be further improved.
The research technologies of monitoring and controlling cleaning loss in well-known agricultural companies in Western countries are more advanced [
9,
10]. Combine harvesters produced by these companies are equipped with a comprehensive cleaning loss control system; for example, the JD9660STS type combine harvester produced by the John Deere Company in the United States, and the Ferguson860 type combine harvester produced by the Ferguson Company in the UK [
11]. However, the grain monitoring and control system in Western countries mainly target wheat, soybean, and other grains, and few studies exist on sensors of small spherical grains such as rapeseed. Furthermore, the imported combine harvesters and regulating models from Western countries cannot fully adapt to the varieties of rapeseed in China (of which more than 700 exist [
12]) that have different planting patterns (direct seeding, transplanting), grass-to-grain ratio, yield, and numerous other conditions. The actual operation performance is not ideal, and core monitoring sensors, such as loss, breakage, and impurity sensors, are not easy to implement in China due to the blockade on techniques from foreign countries.
Combine harvesters in Western countries are mainly wheeled harvesters designed for large farms, with a cutting width of 8–15 m and a weight of 20–30 tons. The main cropping pattern in China is the family farm, which consists of moderate-scale agriculture in the style of a small-scale peasant economy in large countries. Thus, this model of combine harvester cannot easily be applied to ensure working efficiency, particularly in the deep mud of rapeseed crops, in which it is easy to skid and sink. In addition, operational areas are restricted; the price of a single harvester is more than CNY 1.8 million, and these harvesters cannot adapt to the economic level of China’s agricultural industry. Due to these reasons, an automatic control system that is more suitable for rapeseed loss needs to be studied further.
Automatic control systems of cleaning loss, and other related devices, have been the focus of research in recent years. The main control methods are neural network control, Proportional Integral Derivative (PID) control, and fuzzy control [
13]. The feed amount and loss rate of the combine in field work was researched by Miosz [
14], and a working speed control model of the combine harvester was established. A fuzzy expert system in an intelligent decision support system was examined, and an expert system that modeled walking speed, threshing cylinder speed, and fan speed was proposed and employed by Dimitrov et al. [
15]. Chaab et al. [
16] conducted modeling and evaluation of header loss on a wheat combine harvester. The loss prediction model of the header used the dimensionless feature model based on Buckingham’s theorem. Fuzzy control has also been applied in the robot research field, such as soft motions in a car-like robot and robot manipulators with bounded inputs by Mercorelli et al. [
17,
18].
From the above, it can be seen that fuzzy control and prediction methods have been applied to the establishment and control of the loss and operating performance model of combine harvesters. This shows that modern control methods can describe and control combine harvester systems. However, performance prediction has only been mentioned in relation to rice, and few reports exist on the prediction and control of rapeseed loss.
To address the problems mentioned above, based on the assembled cleaning loss sensor, a fuzzy grey control method was adopted and an adaptive control system for rapeseed cleaning loss was established. In particular, the aim was to solve the problem of large and fluctuating cleaning losses in the harvest of rapeseed. The control system was tested in different conditions to examine the cleaning performance.
3. Field Test Verification
3.1. Evaluation Procedure
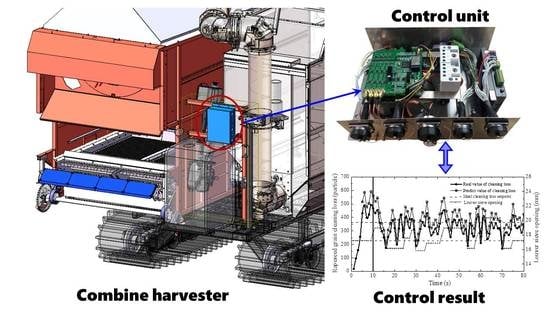
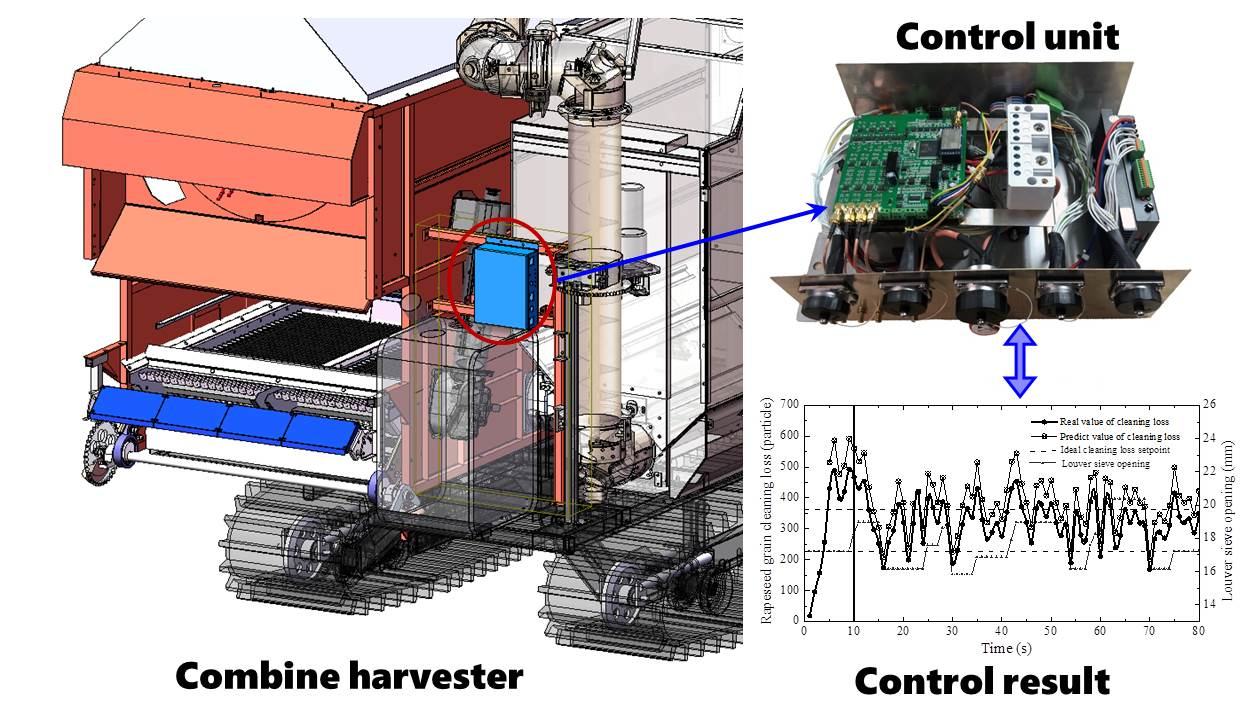
A grey fuzzy adaptive control system was developed for the combined harvester to adjust the louver sieve opening in real time, so as to keep the cleaning loss around the ideal loss setpoint. The field test of the rapeseed was conducted in the Oriental Oasis Modern Agriculture Park (Dafeng District, Yancheng, China) in June 2020. The rapeseed variety was “Zheyou 51”, and the rapeseed planting method was direct seeding. Aquacade dehydrating agent was sprayed before harvest. On the day of harvest, the color of the rape plant was dark yellow, the stalk pods were dried, and the rape was confirmed to be at full maturity. The natural properties are shown in
Table 6.
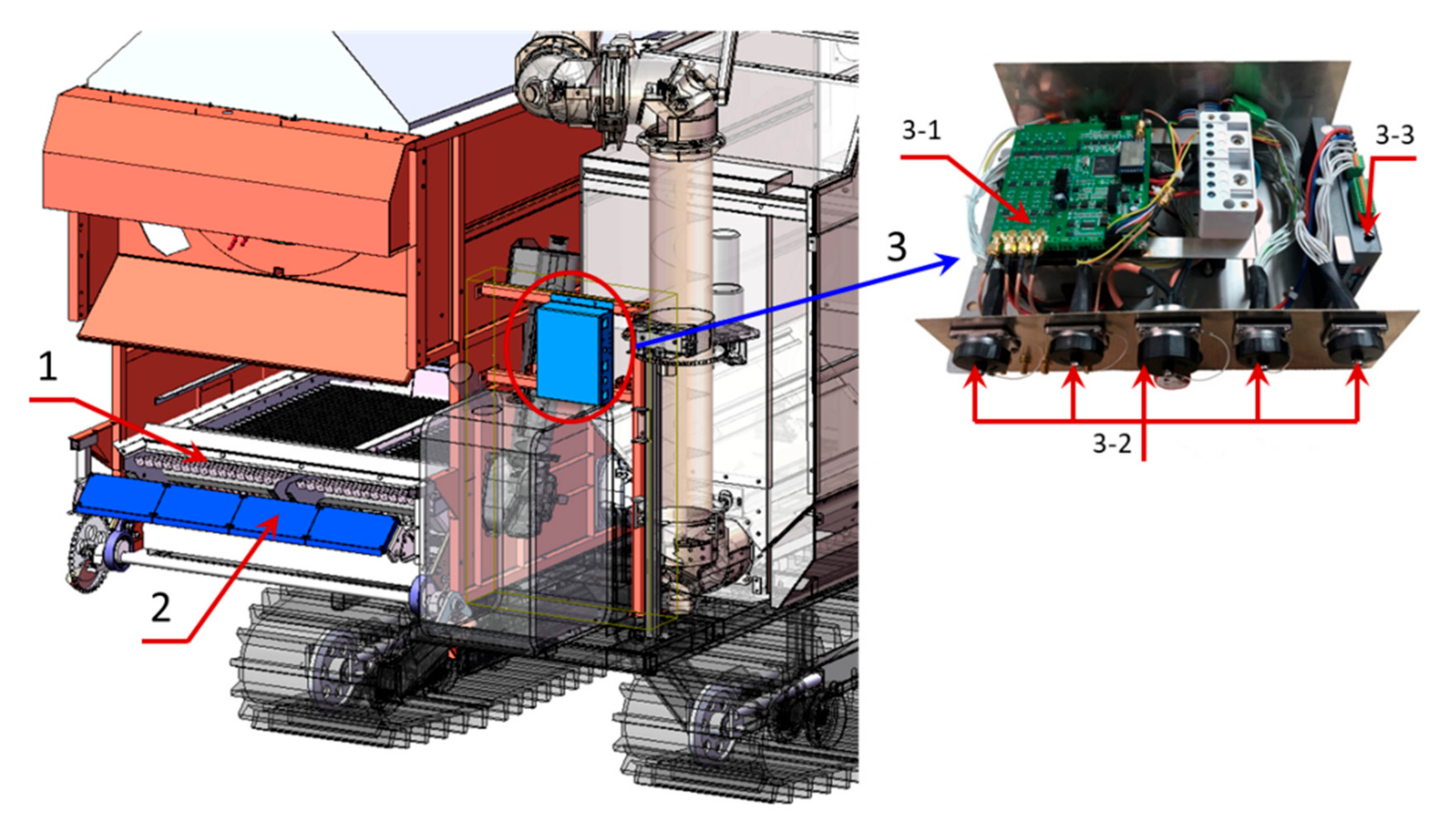
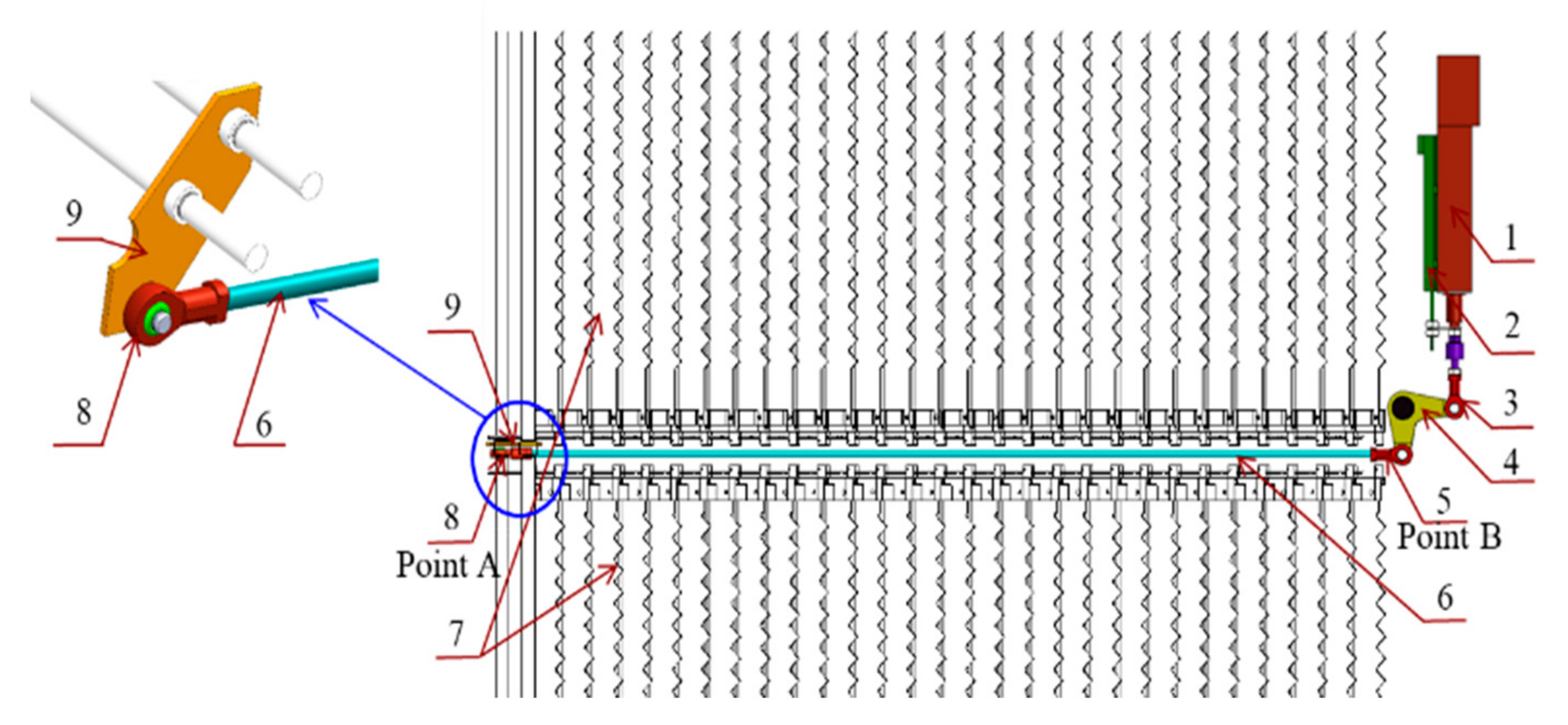
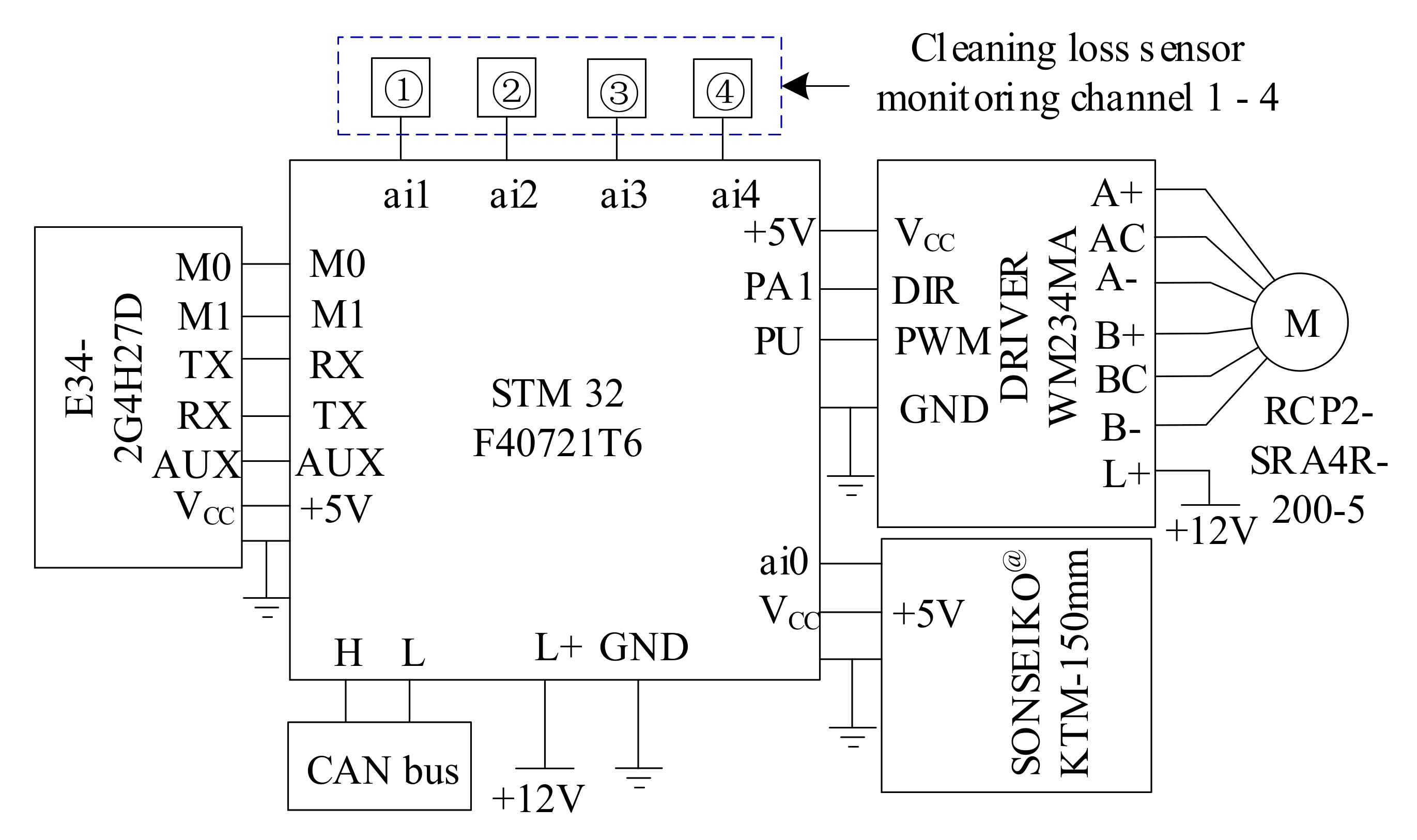
The cleaning loss sensor was installed at the rear of the tail sieve on a rapeseed combine harvester, 120 mm away from the vibrating sieve surface, and the adjusting angle was set as 45°. The controller device was installed near the assembled cleaning loss sensor to facilitate the connection of signal transmission lines. A section of the test field with a length of 80 m was measured, and a marker post was inserted at the beginning and the end. In the field test, the cutting width of the rapeseed combine harvester was 1.8 m, and the stubble height was 700 mm. The tangential threshing cylinder speed of the harvester was set at 570 r/min, the longitudinal axial flow threshing cylinder was set at 650 r/min, and the cleaning fan speed was set at 900 r/min. The field test is shown in
Figure 8.
Two groups of experiments were carried, one with the control device switched off, and one with the switched-on grey fuzzy controller. The test group of the switched-off control device was used as the control group to test the practicability of the fuzzy grey algorithm. The experimental processes of the enabled control device are as follows: the rapeseed combine harvester started and worked for about 10 s, so that the rotation speed and feeding amount of each device on the machine could reach a stable state, and then the adaptive control system was started. During the continuous harvesting experiment the sensor monitoring value and the predicted value were recorded.
3.2. Results and Discussion
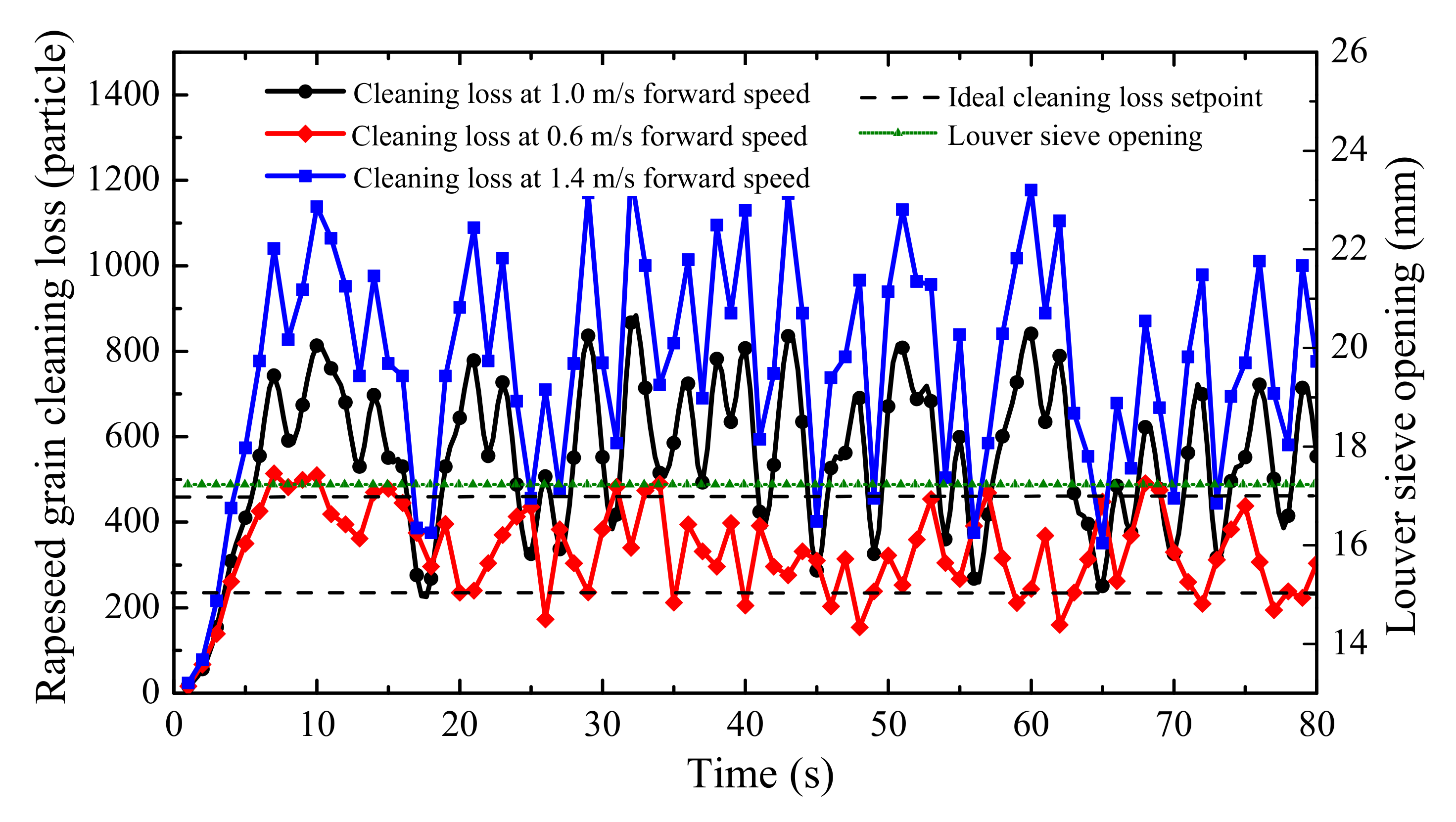
To verify the adaptation of fuzzy grey control systems, the cleaning loss was monitored under different field working conditions. The throughput is the main factor that affects cleaning loss during harvesting, so different forward speeds were taken to reflect the variation of throughput. Traditional harvesters have three speed levels, including low (0–0.8 m/s), middle (0.8–1.3 m/s) and high (1.3–1.8 m/s), therefore, a field test was conducted under each forward speed level with the controller switched off and switched on. The results of the tests with the controller switched off are shown in
Figure 9.
It can be seen from
Figure 9 that in the experimental group the controller is switched off (louver sieve opening = 17.2 mm). The cleaning loss rate under different forward speeds (0.6 m/s, 1.0 m/s, 1.4 m/s) with the controller switched off was 1.43%, 2.37% and 3.32%, respectively. This was lower than the 4% mentioned in
Section 2.3.2, and was far lower than the 8% of the national standard [
28].
Within 0–10 s, the main working components of combine harvesters gradually reach stability, and both the feeding quantity and the cleaning loss gradually increase. When the forward speed is 0.6 m/s, the cleaning loss ranges from 200 to 400 particles/second; when the forward speed is 1.0 m/s, the loss ranges from 400 to 800 particles/second; when the forward speed is 1.4 m/s, the loss ranges from 500 to 1000 particles/second. This indicated that the increase of throughput (mainly affected by the increase in forward speed) would cause the increase in cleaning loss.
To test the influence on cleaning loss caused by system time delay, the data for the forward speed 1 m/s in
Figure 9 were analyzed (the normal harvest forward speed of combine harvesters is 1 m/s). The cleaning loss monitored by sensors at a moment was defined as the present value, the loss detected three seconds after the moment was defined as the time delay value. The corresponding regulating amount of louver sieve opening is shown in
Figure 10, as the red line and black lines. The regulating amount represented the influence of cleaning loss. To more accurately reflect the effect of time delay on cleaning loss, the difference between the present value and time delay value were calculated, as shown in
Figure 10 by the green line.
Time delay would cause the problem of lost or over-adjustment of the louver sieve opening. The negative value of the green line represents the lost adjustment of sieve opening, the positive value means the over-adjustment of sieve opening. The lost and over-adjustment reflects the influence on cleaning loss regulation caused by time delay problems. The maximum amount of lost adjustment is 6 mm, while the over-adjustment amount is 7 mm. Both of these have a great impact on the cleaning loss regulation.
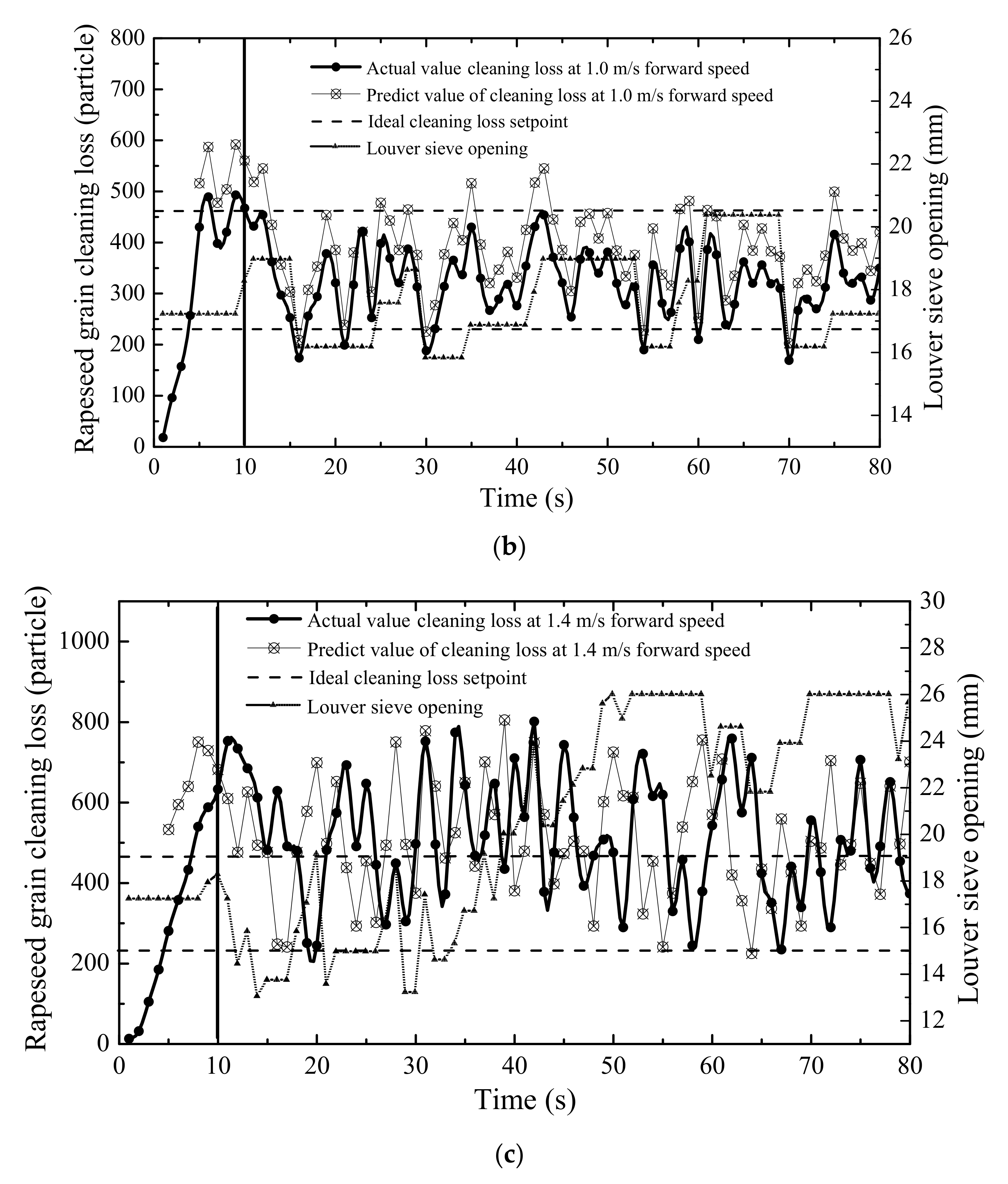
The switched-on cleaning system could effectively reduce the problem caused by time delay; the machine with the controller switched on was tested, as shown in
Figure 11a–c, corresponding to the test results when the forward speed was 0.6 m/s, 1.0 m/s and 1.4 m/s, respectively.
The cleaning loss between 0 s and 80 s was counted. As can be seen from
Figure 11a, when the forward speed was 0.6 m/s, cleaning loss stayed in the ideal interval after 25 s. The louver sieve opening was reduced to the minimum value, indicating that the reduction in throughput can decrease cleaning loss, and it was unnecessary to switch on the control device when the forward speed was low.
In the test group
Figure 11b, when the grey fuzzy control device was switched on at 10 s, it can be seen that the cleaning loss gradually decreased and become stable at 15 s. In the range of 15–80 s, the cleaning loss was between 250 and 450 particles/second, and the average loss was 383 particles/second.
As can be seen from
Figure 11c, the cleaning loss between 50 s and 80 s were counted. When forward speed was 1.4 m/s, the cleaning loss was far beyond the ideal interval. Thus, when the forward speed was high in the field, the louver sieve opening could be kept at the maximum to reduce cleaning loss.
The data collected with the controller switched on and off at three different forward speed levels were compared, and the results are shown in
Table 7. These parameters were the average results from different repetitions, which were calculated according to the experiments conducted three times.
It can be seen from
Table 7 that the total loss rate and the percentage of MOG both show a downward trend after the controller was switched on. The root mean square error (RMS) was decreased by 49.92% at most. The use of the fuzzy grey controller reduced the fluctuation of field cleaning loss. It can be concluded that the fuzzy grey control system for the cleaning shoe increases the cleaning performance of the combine harvester. This is consistent with the conclusion proposed by Craessaerts [
35], who applied the fuzzy control algorithm to control the cleaning system.
The above analysis shows that the cleaning loss value between the experimental group and test group has a significant difference. With the increase in monitored cleaning loss, the louver sieve opening increased to reduce it, and vice versa. Though the opening degree of louver sieve has an influence on the cleaning loss, a period of time is needed to realize the adjustment of deviation to keep cleaning loss among the setting range. Thus, there exists a fluctuation in the process of cleaning loss adjustment.
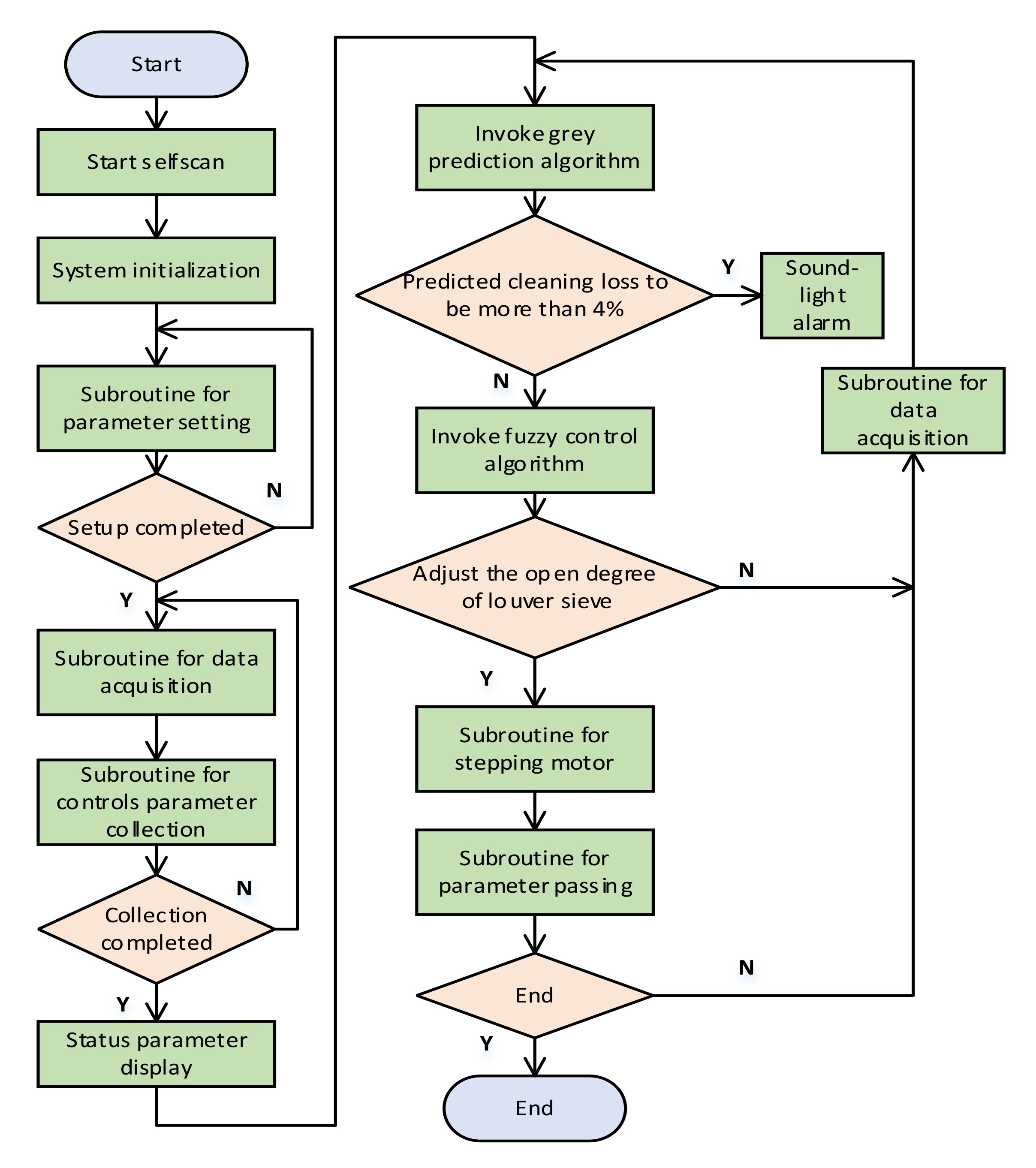
Predicted cleaning loss was consistent with the actual monitored cleaning loss, which was about 3 s in advance of the actual monitored loss, consistent with the theoretical design in
Section 2.4. The relative errors between the actual monitored cleaning loss and predicted cleaning loss were within 5%. The second-order accuracy of the algorithm was realized and the predicted cleaning loss was satisfied. These analyses illustrate that the grey prediction algorithm can predict future change rules. Thus, the predicted future change rules can solve the time delay problems by offsetting the time between the prediction process and system calculation and execution.
The analysis above indicates that, in the regulating process, as for the change of crop density or the influence of field environment, the fuzzy grey control system can realize the adjustment to reach the ideal interval within a period of time, demonstrating the benefits of an automatic control system for the cleaning section of a combine harvester when environmental conditions rapidly change over time.
4. Conclusions
Aimed at the lack of automatic control of the rapeseed cleaning loss monitoring system and the non-linear, time-varying and time delay characteristics of the rape combine harvester cleaning device, a fuzzy grey control system for the cleaning unit has been elaborated. The main goal of the control system was to maintain an optimal trade-off between acceptable cleaning losses.
A grey prediction algorithm was used to solve the time delay problem caused by the time required from system calculation to the execution device. This grey prediction method can provide a way of thinking for weather forecasting, earthquake forecasting and pest forecasting. At the same time, the fuzzy grey control device and algorithm developed in this study can lay a foundation for solving the nonlinear, time-varying and time delay problems existing in other agricultural machinery systems in field operation.
The performance and robustness of the control system have been evaluated by field tests during rapeseed harvest. Different walking speeds were selected as the variable working conditions to reflect the change of the throughput. Promising results were obtained; the cleaning loss, MOG and RMS of cleaning loss all decreased after the control system was switched on, compared with results from when it was switched off. The control device can adjust and control itself according to the prediction. The research results can provide a reference for the reduction in harvest losses of combine harvesters, and the developing intelligence of agricultural equipment.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}