
Magnetic Flux Leakage Testing Method for Pipelines with Stress Corrosion Defects Based on Improved Kernel Extreme Learning Machine

Abstract
:1. Introduction
2. Numerical Simulation Analysis of Pipelines Stress Corrosion
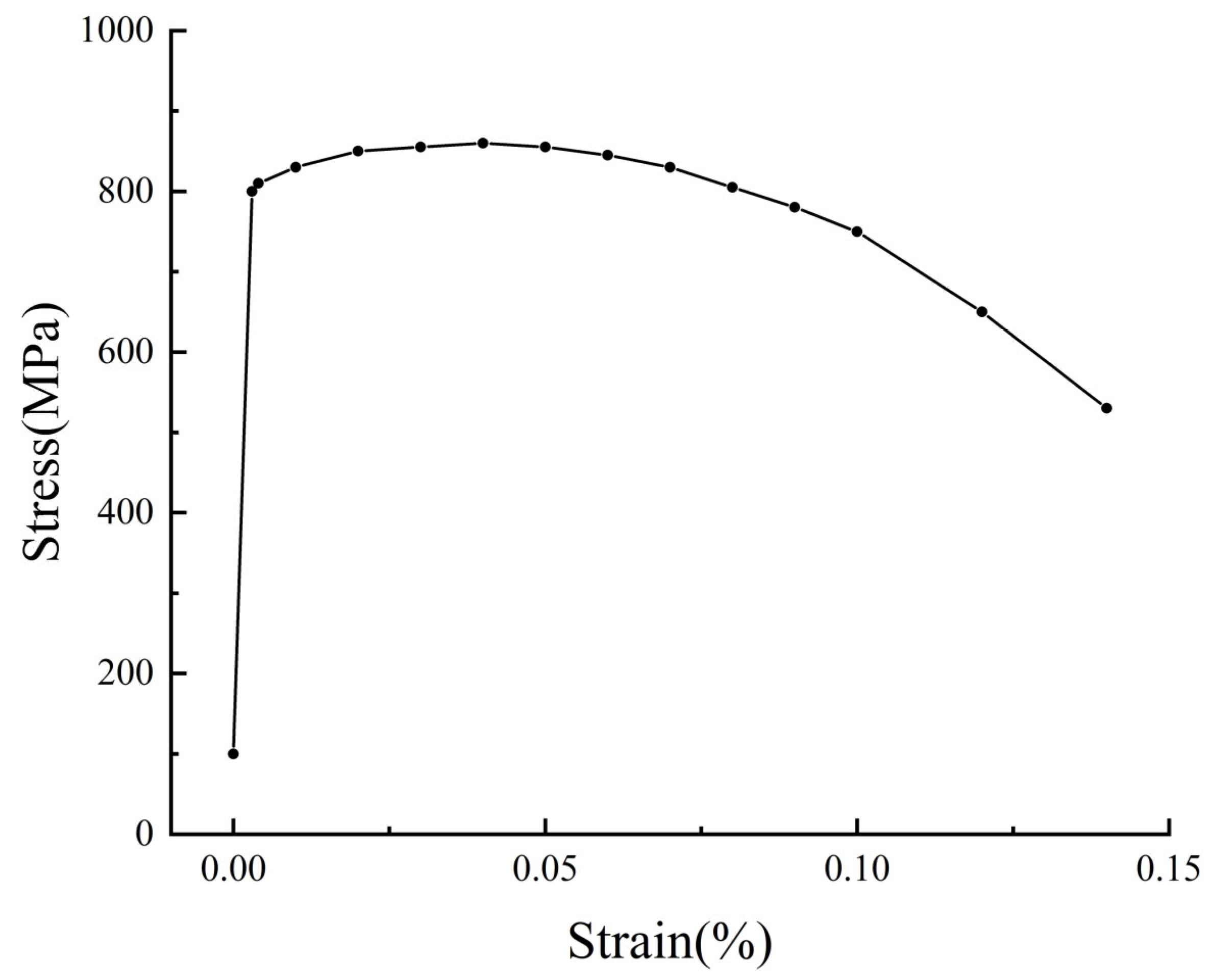
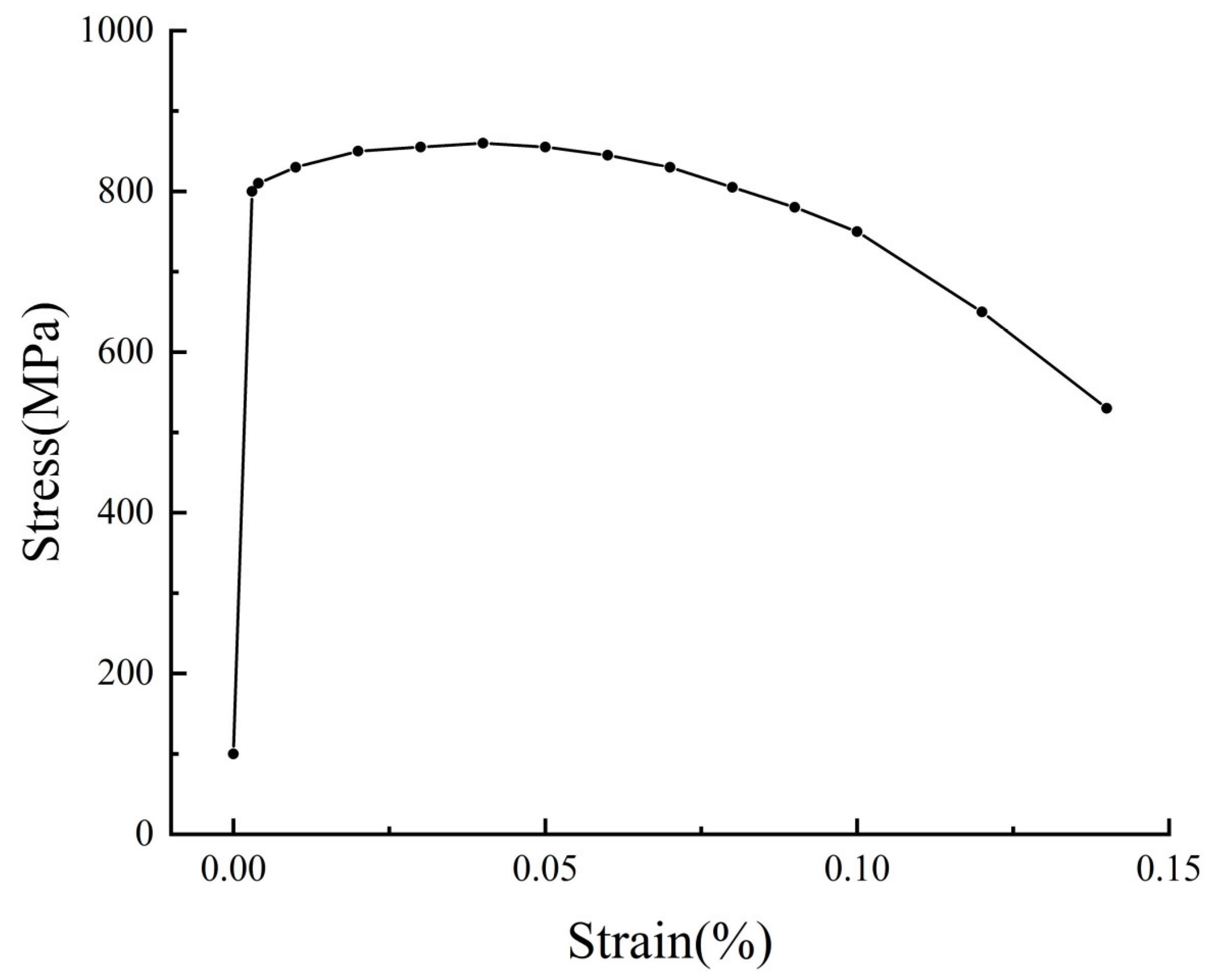
2.1. Simulation of Elastoplasticity
2.2. Simulation of Electrochemical Corrosion
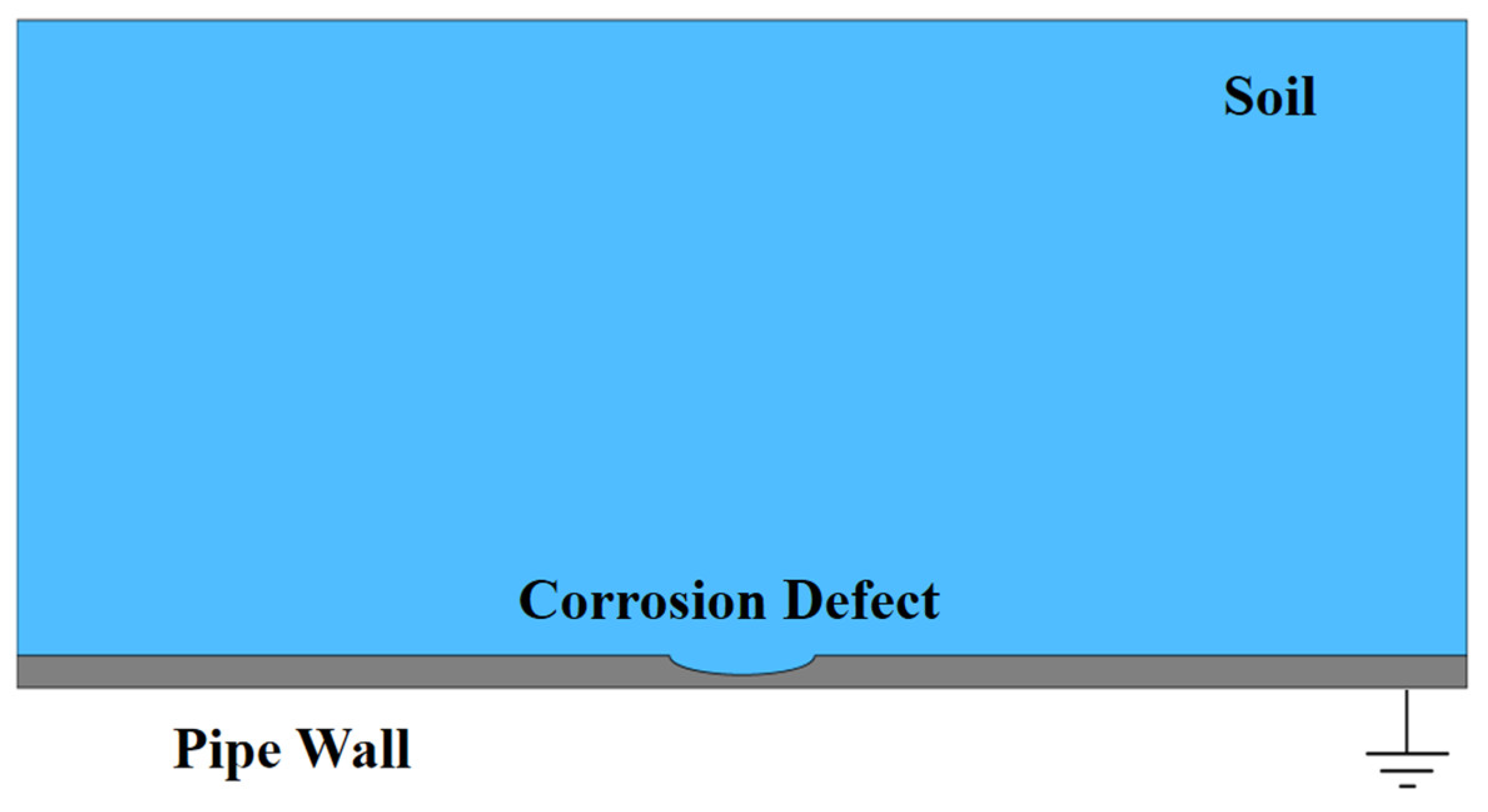
2.3. Finite Element Model of Pipelines Stress Corrosion
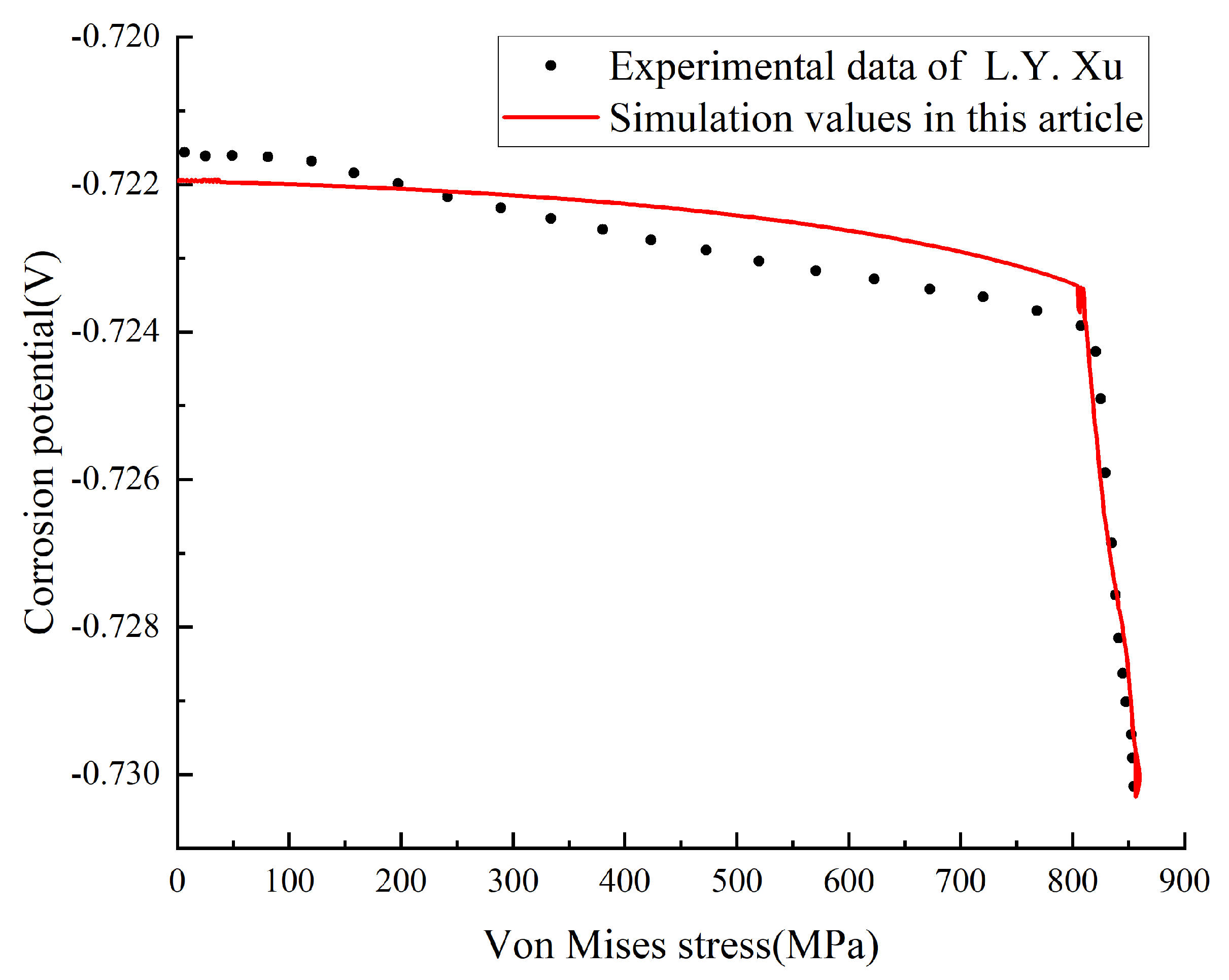
2.4. Verification of Model Accuracy
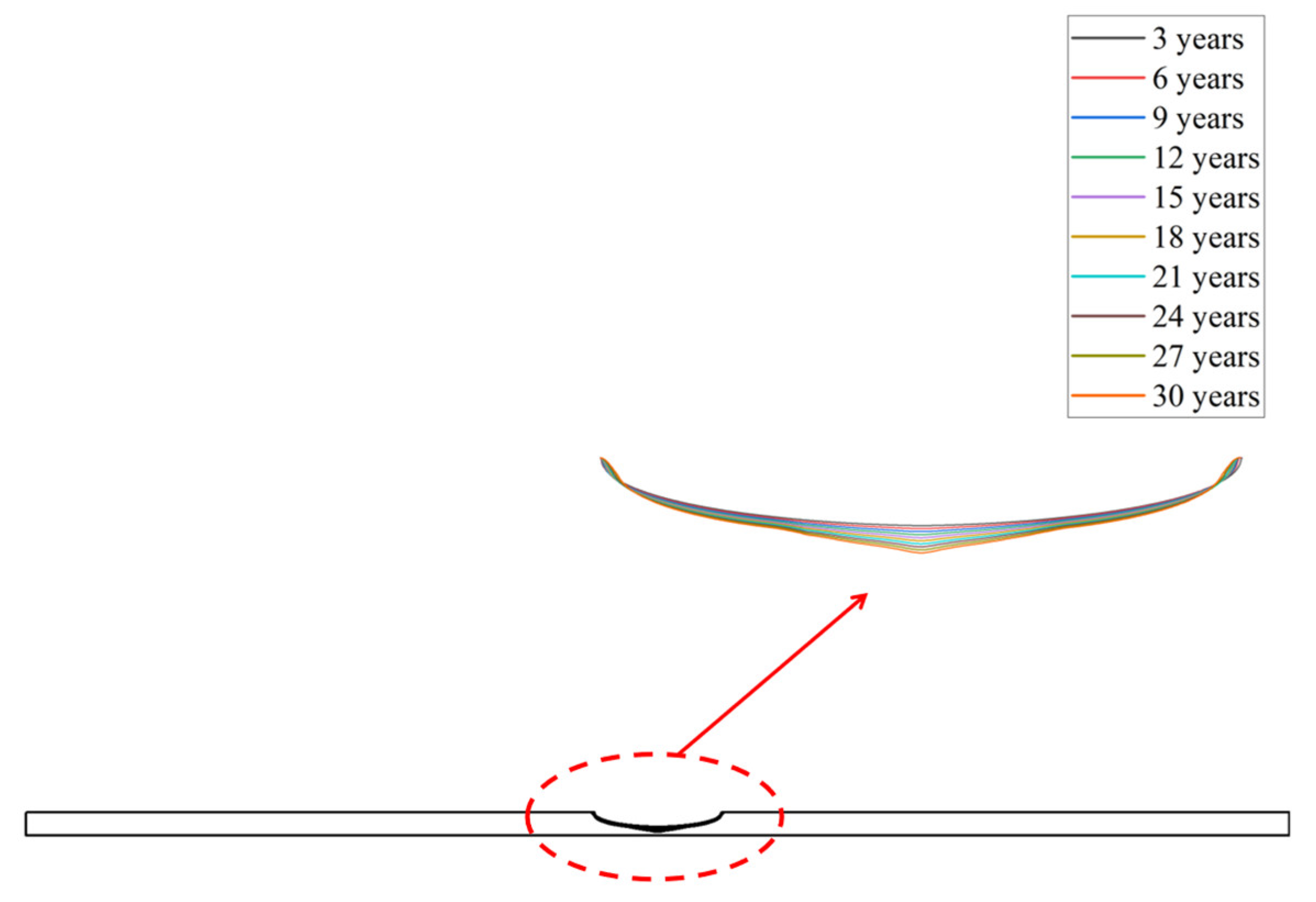
2.5. Simulation Analysis of Corrosion Situations
3. Numerical Simulation Analysis of Magnetic Flux Leakage Testing
3.1. Magnetic Flux Leakage Testing Theory
3.2. Finite Element Model of Magnetic Flux Leakage Testing
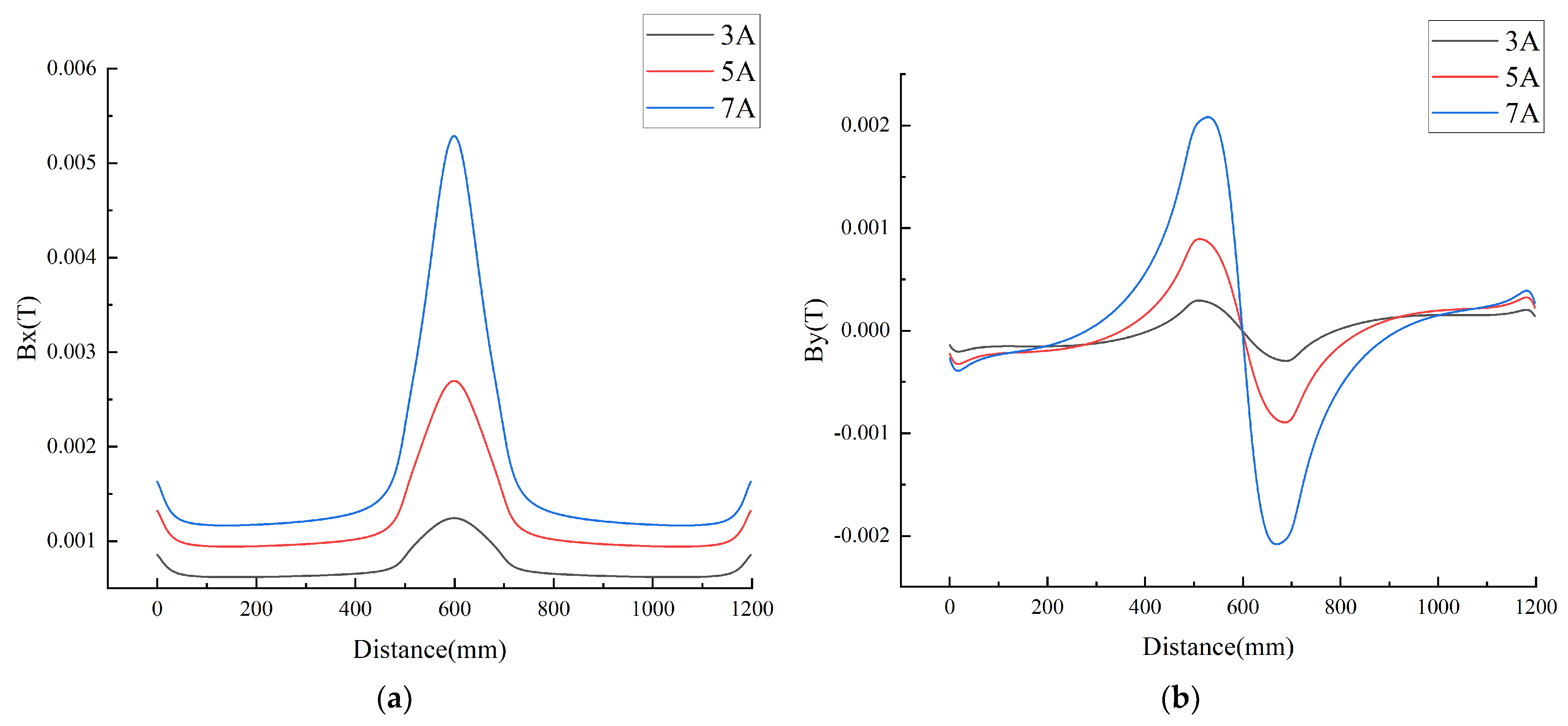
3.3. Effect of Magnet Yoke on Magnetic Flux Leakage Signal
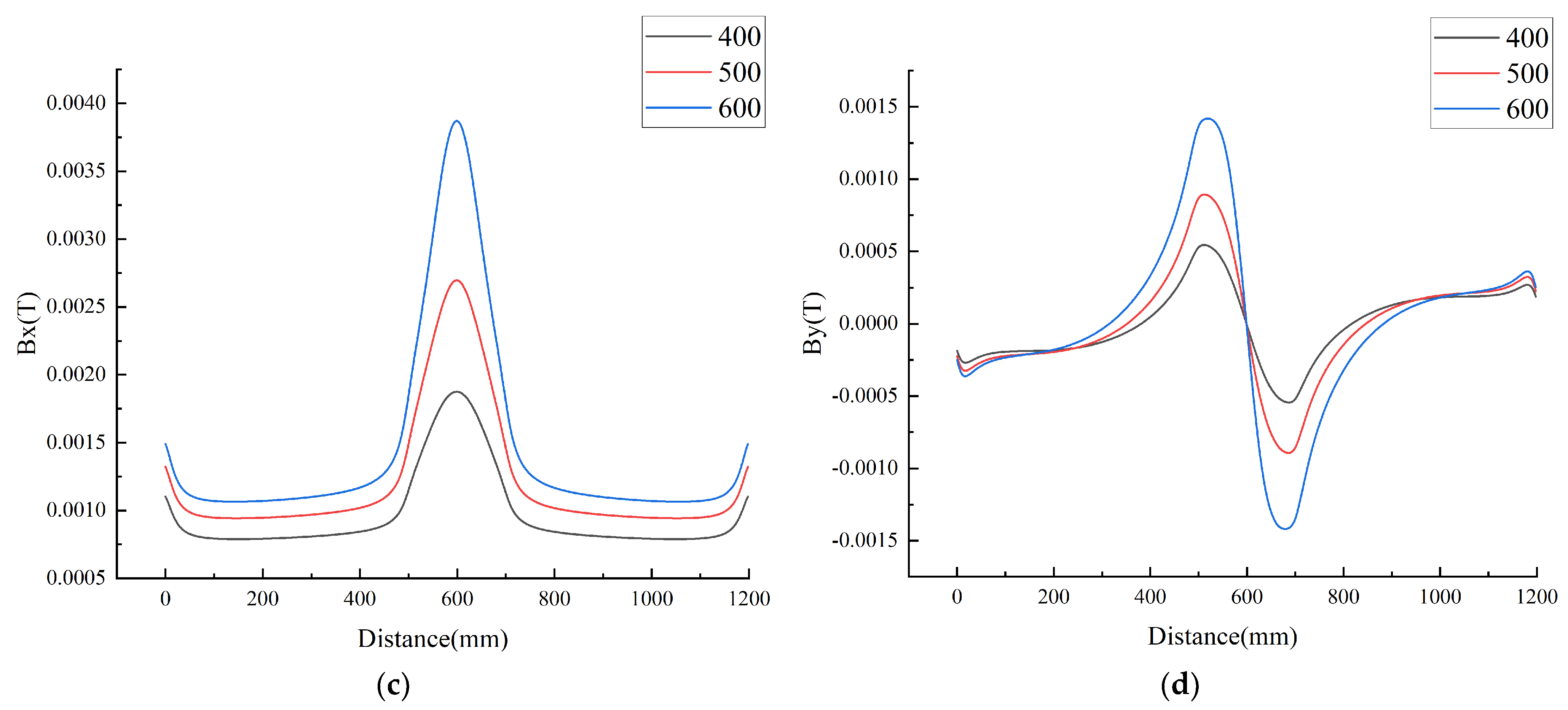
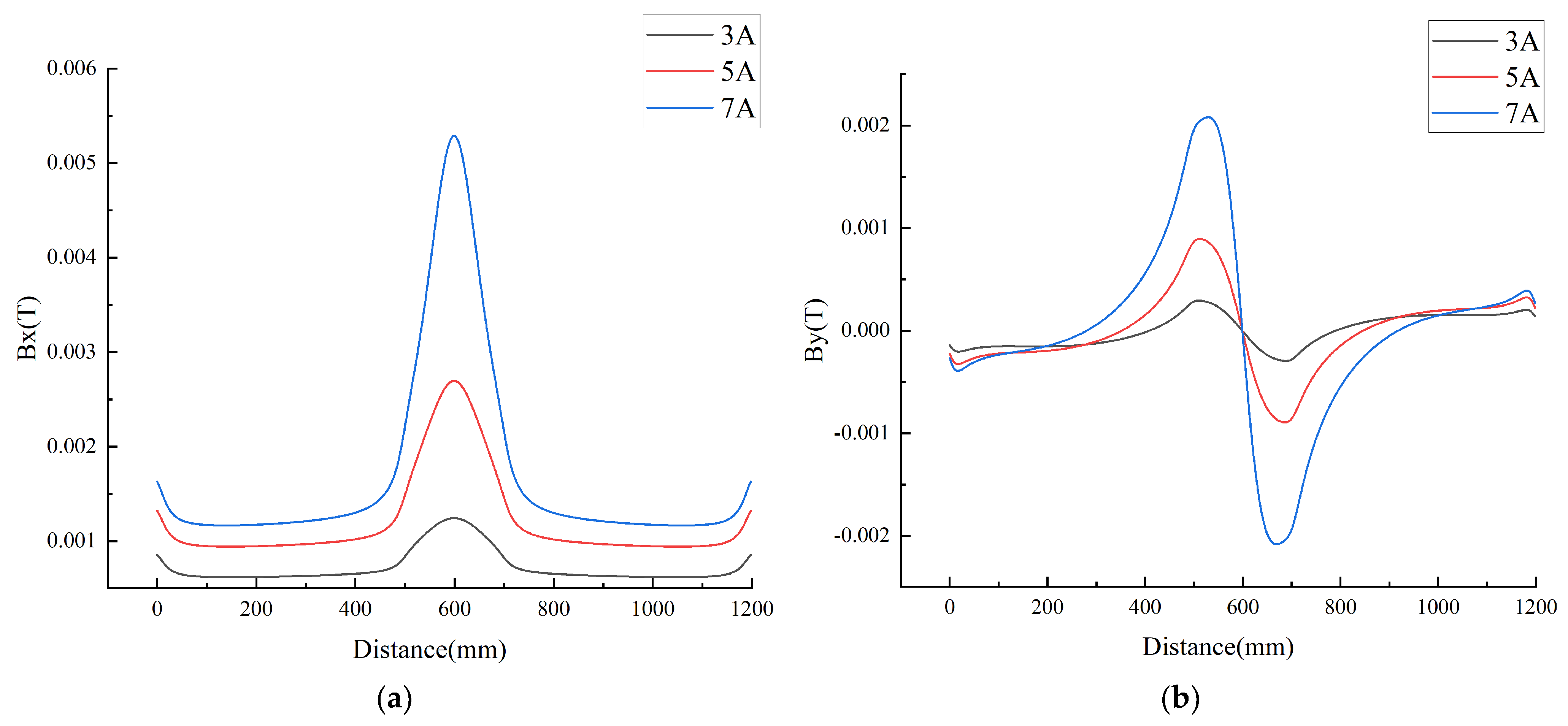
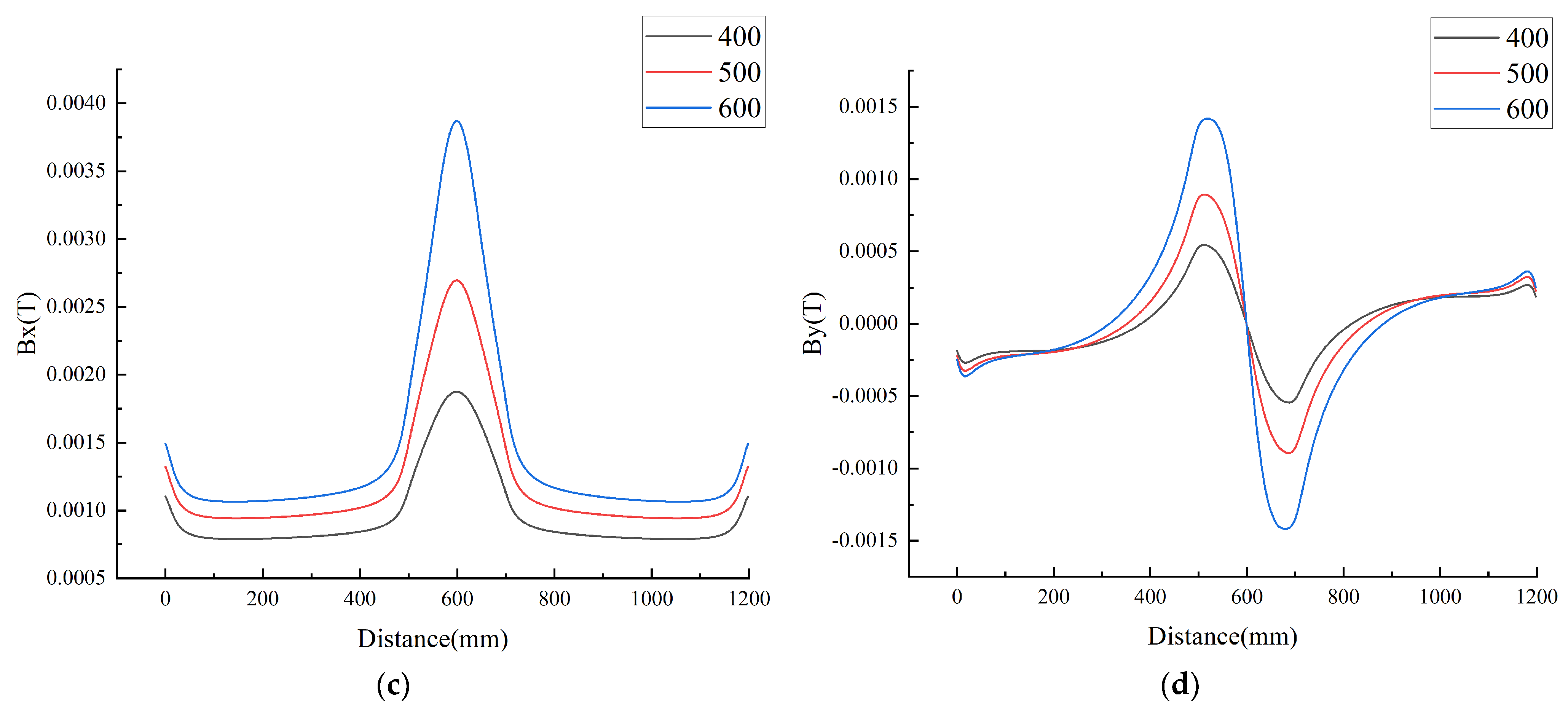
3.4. Effect of Geometric Features on Magnetic Flux Leakage Signal
4. Corrosion Defect Regression Prediction
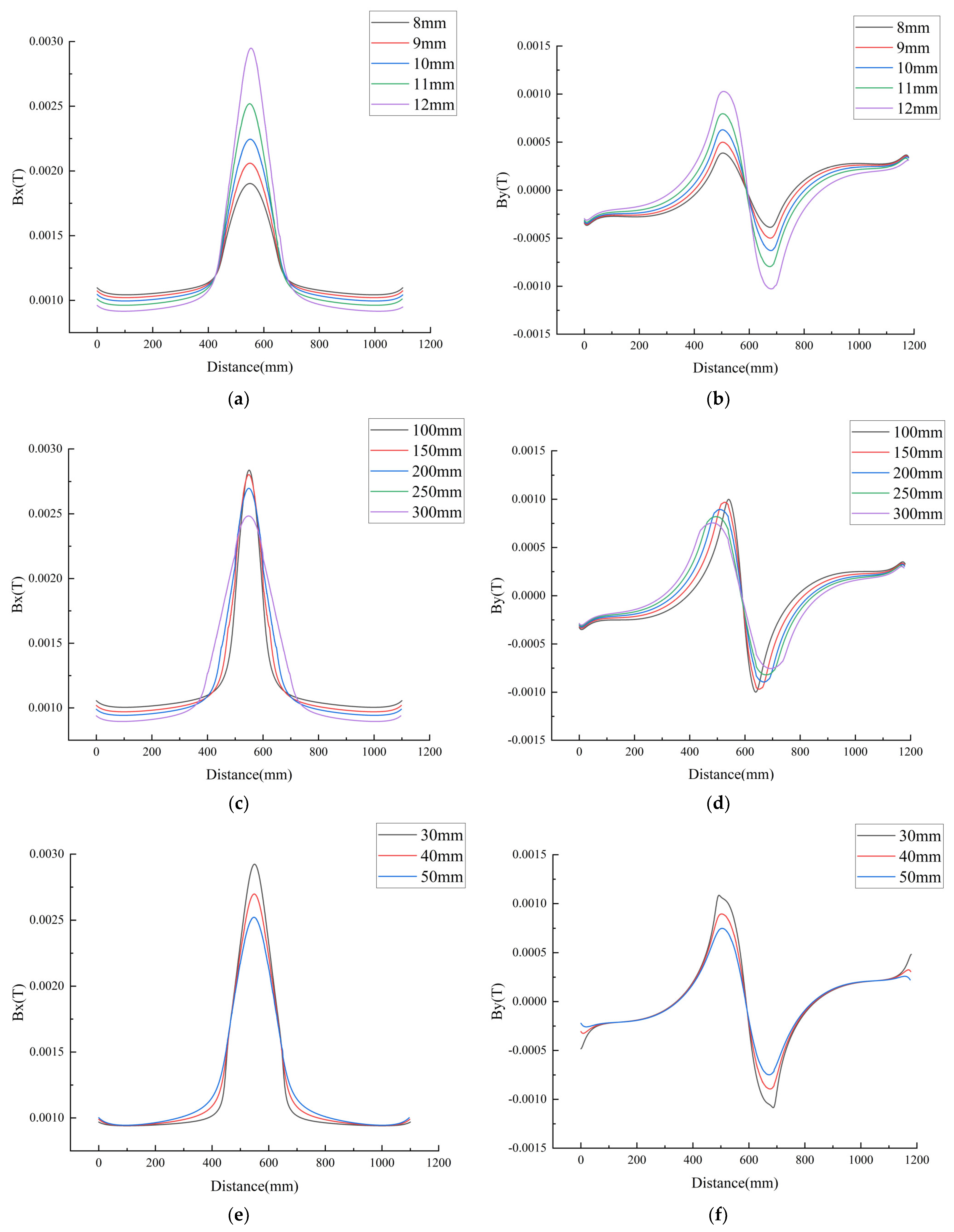
4.1. Magnetic Flux Leakage Signal Feature Extraction
- 1.
- Peak value
- 2.
- Area
- 3.
- Full width at half maximum (FWHM)
- 4.
- Corrugation pitch
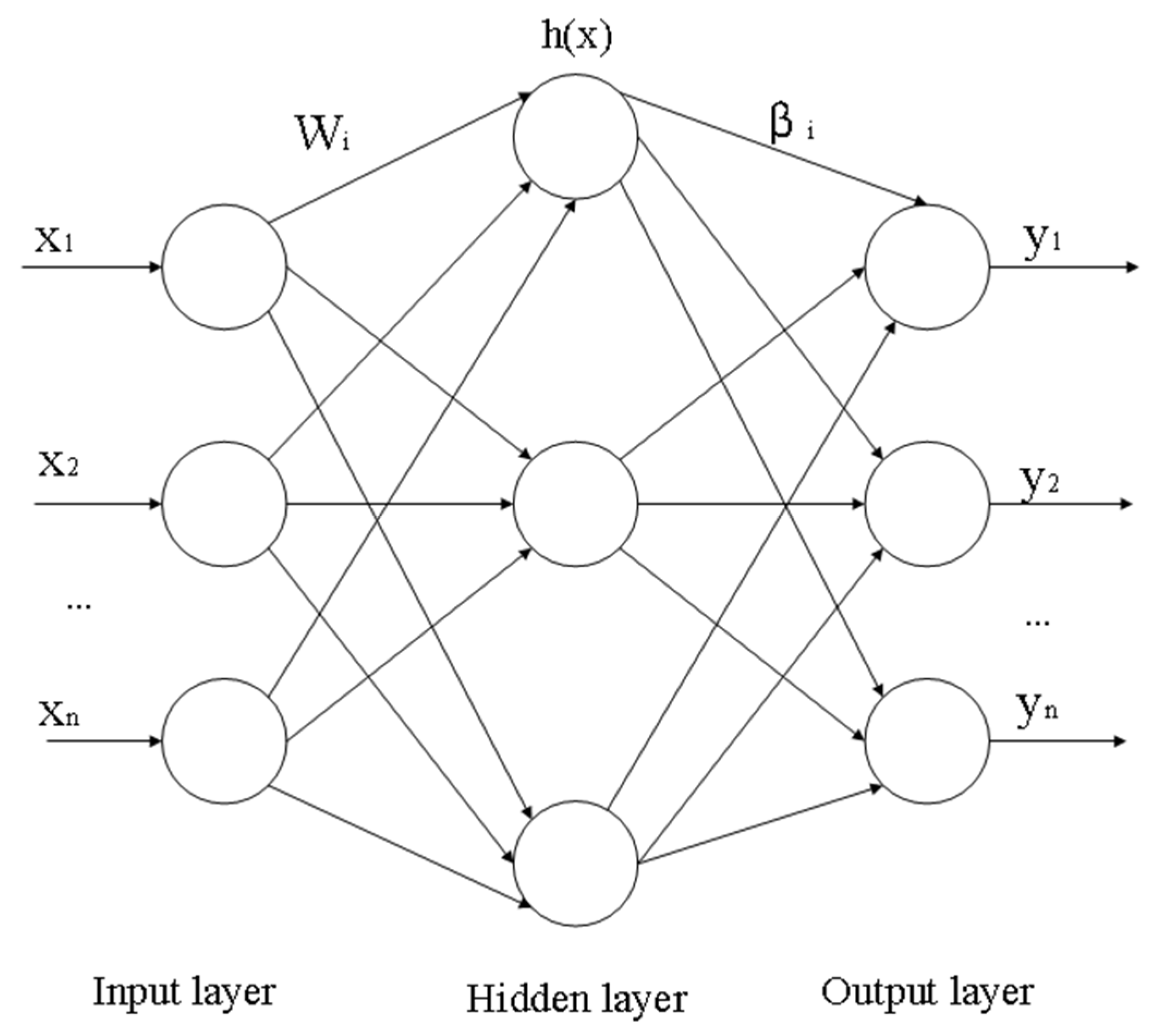
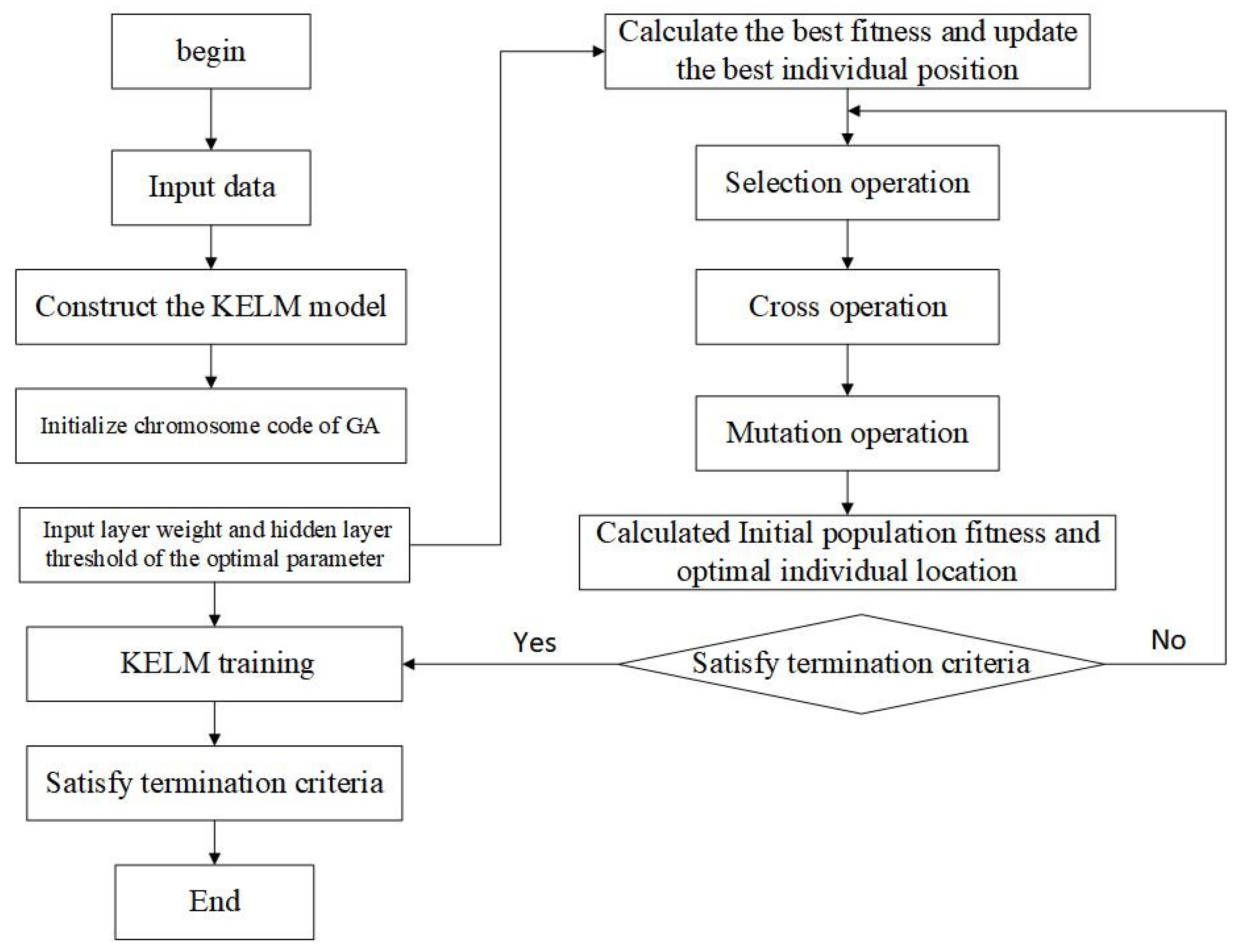
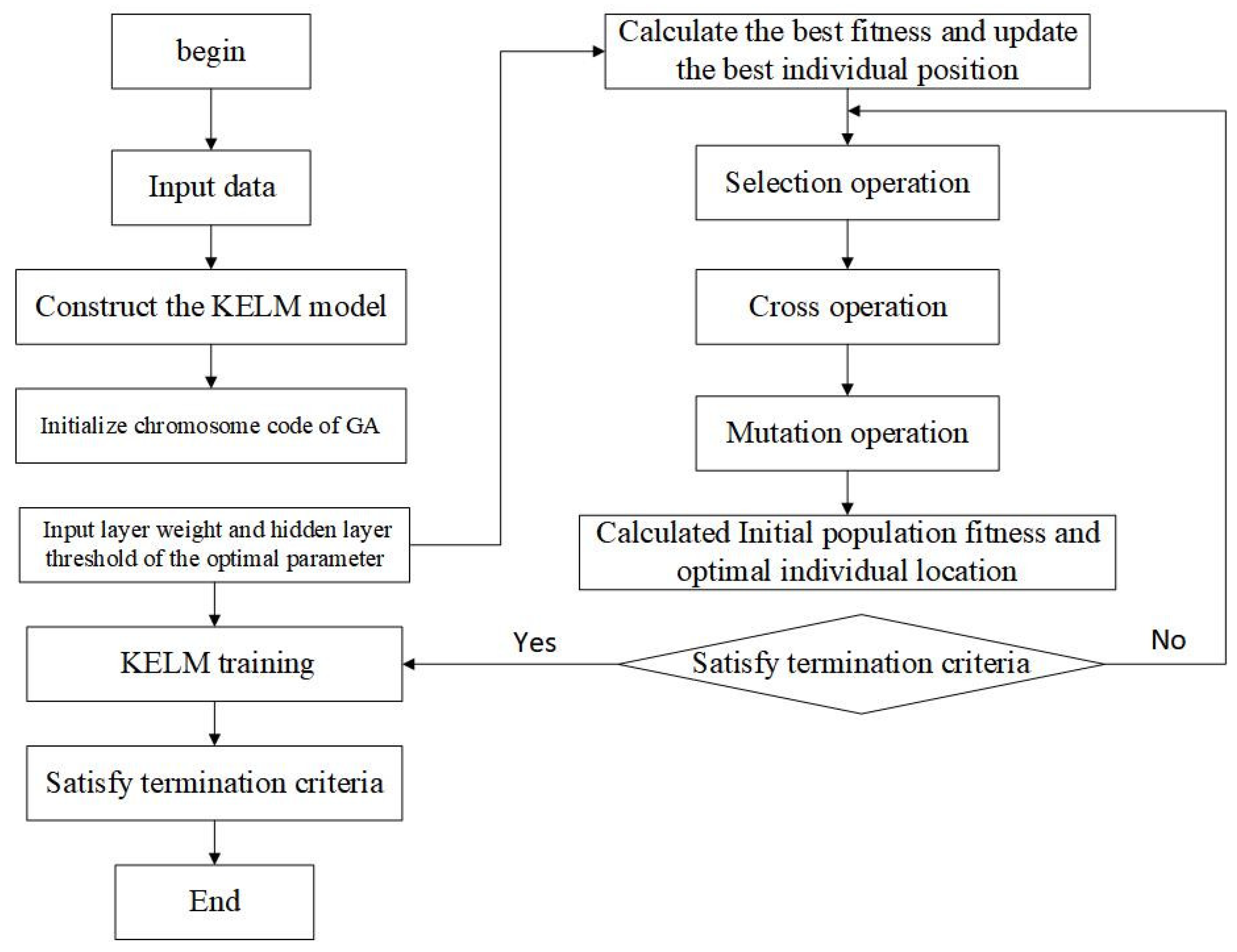
4.2. Kernel Function Extreme Learning Machine Improved by Genetic Algorithm
4.3. Prediction Results and Analysis
5. Conclusions
- (1)
- In this study, the accuracy of the numerical simulation results for pipeline stress corrosion is validated by published experimental data. Therefore, the effectiveness of the finite element model established herein in calculating corrosion defect changes is confirmed.
- (2)
- Different geometric features result in different magnetic flux leakage signal distributions. With the increase in defect depth, the area enclosed by the magnetic flux leakage signal distribution curve increases, and the extreme value of the curve also increases. As the defect length increases, the width of the curve crest increases, but the extreme value of the curve decreases. Correspondingly, a rise in lifting height corresponds to a conspicuous reduction in the curve’s extreme value.
- (3)
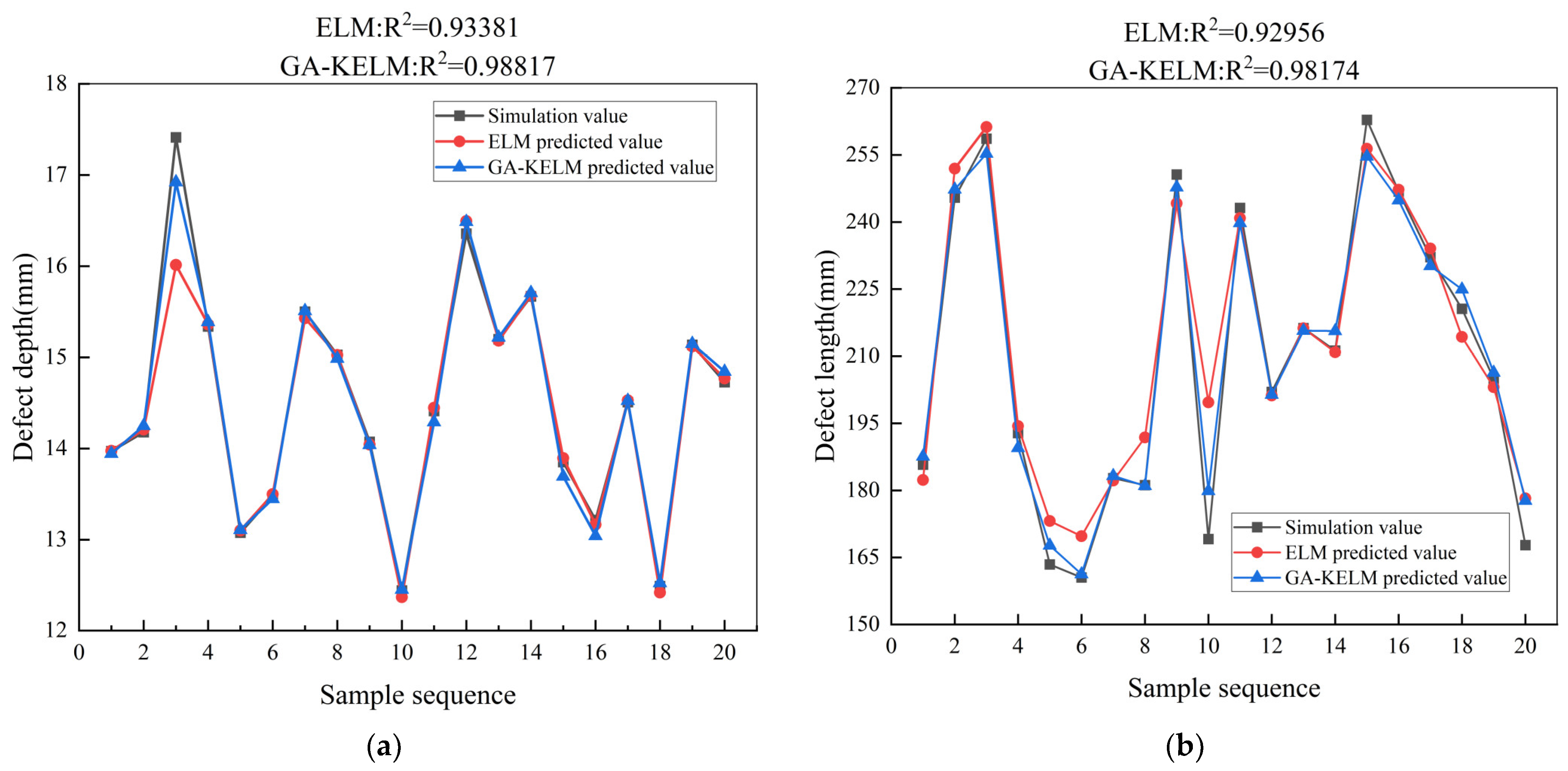
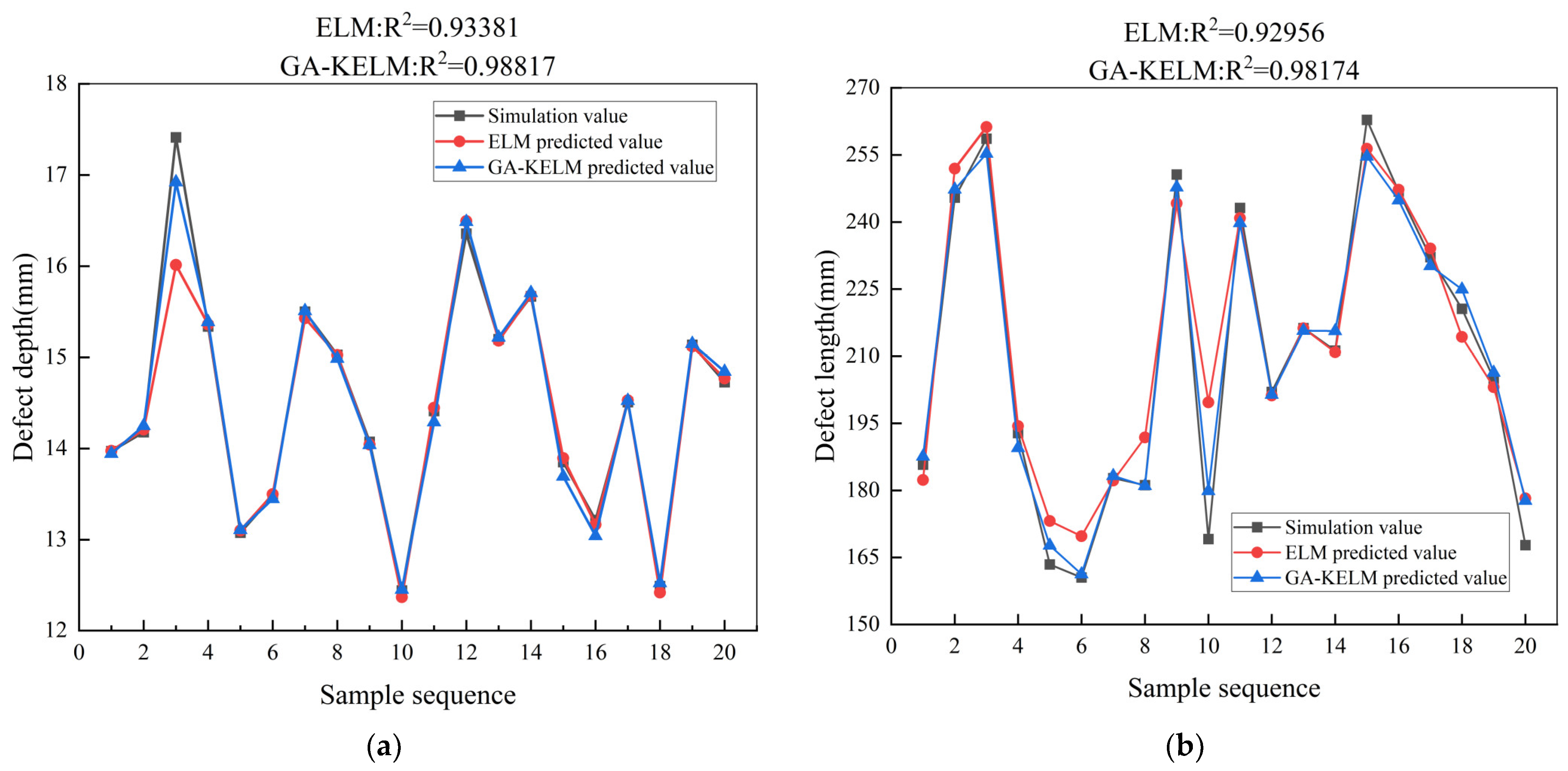
- As described above, the established GA-KELM model demonstrates excellent predictive ability, accurately predicting changes in corrosion defect depth and length, with prediction accuracies of 98.8% and 98.2%, respectively, which shows improvements of 5.4% and 5.2% over the traditional ELM model.
6. Future Directions
- (1)
- In the present study, magnetic flux leakage testing has been explored as a method for detecting small-sized defects. However, it is crucial to acknowledge that the method becomes impractical when the defect size exceeds the coverage area of the magnetic yoke. Another noteworthy non-destructive testing approach is acoustic testing. In acoustic testing, sound signals propagate along the pipe wall, and signals carrying defect-related information can escape into the surrounding medium. Thus, the location and size of defects can be determined with appropriate acoustic equipment [40]. Importantly, acoustic inspection technology is not constrained by defect size, making it a valuable option for addressing larger defects.
- (2)
- Moreover, it is essential to consider the impact of various factors on the magnetic flux leakage signal, including the anti-corrosion measures applied to pipelines, the properties of pipe wall coatings, and the chemical composition of pipe material. In our future research, we will thoroughly investigate how these properties influence the outcomes of non-destructive testing.
- (3)
- Furthermore, the accurate determination of the defect’s location is of paramount importance. In our subsequent research endeavors, we intend to advance our methodology to enable the precise detection of both defect size and defect location, thus enhancing the comprehensiveness and effectiveness of our non-destructive testing approach.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Nomenclature
| hardening function | |
| stress–strain curve of X100 pipeline steel | |
| plastic deformation | |
| von Mise stress | |
| Young’s modulus | |
| yield strength | |
| local anode current density | |
| exchange current density | |
| anode’s Tafel slope | |
| overpotential of the anode reaction | |
| equilibrium potential of the anode reaction | |
| standard equilibrium potential of anode reaction | |
| overpressure that causes elastic deformation | |
| molar volume of steel | |
| electric charge of steel | |
| Faraday’s constant | |
| absolute concentration | |
| ideal gas constant | |
| directional correlation factor | |
| coefficient | |
| initial dislocation density | |
| local cathode current density | |
| exchange current density | |
| cathode’s Tafel slope | |
| reference exchange current density of the cathode reaction without external stress/strain | |
| overpotential of the cathode reaction | |
| standard equilibrium potential of the cathode reaction | |
| electrode boundary moving speed | |
| molar mass of iron | |
| density of iron | |
| axial component of magnetic flux density | |
| radial component of magnetic flux density | |
| peak value of axial component | |
| peak value of radial component | |
| peak area of axial component | |
| peak area of radial component | |
| full width at half maximum | |
| FWHM of axial component | |
| FWHM of radial component | |
| corrugation pitch of radial component | |
| normal components of magnetic induction intensity | |
| magnetic field strength components of the circumferential | |
| angle between magnetic induction and normal | |
| permeability | |
| eigenvector of the input sample | |
| connection weight of the input layer and the hidden layer | |
| connection weight of the hidden layer and the output layer | |
| label vector corresponding to the sample | |
| hidden layer output | |
| activation function | |
| deviation of the hidden layer unit | |
| the kernel function | |
| element of kernel matrix | |
| parameter of the kernel function | |
| kernel function extreme learning machine improved by genetic algorithm |
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Defect Depth | Defect Length | P1 | A1 | W1 | P2 | A2 | W2 | S |
|---|---|---|---|---|---|---|---|---|
| 12.073 | 160.530 | 0.0021 | 0.3001 | 126.946 | 0.0021 | 0.3156 | 116.439 | 1164.044 |
| 12.671 | 161.141 | 0.0024 | 0.3314 | 121.415 | 0.0024 | 0.3660 | 119.899 | 1164.067 |
| 13.263 | 161.852 | 0.0028 | 0.3694 | 114.366 | 0.0027 | 0.4283 | 123.430 | 1164.091 |
| 13.852 | 162.612 | 0.0032 | 0.4150 | 106.596 | 0.0031 | 0.5037 | 126.542 | 1164.051 |
| 14.440 | 163.463 | 0.0037 | 0.4625 | 100.618 | 0.0035 | 0.5818 | 128.045 | 1166.076 |
| 15.027 | 164.388 | 0.0043 | 0.5163 | 95.281 | 0.0041 | 0.6708 | 128.343 | 1166.042 |
| 15.618 | 165.411 | 0.0049 | 0.5746 | 91.095 | 0.0047 | 0.7672 | 128.040 | 1166.075 |
| 16.214 | 166.518 | 0.0056 | 0.6364 | 88.083 | 0.0053 | 0.8687 | 127.563 | 1168.043 |
| 16.811 | 167.752 | 0.0062 | 0.7026 | 85.895 | 0.0060 | 0.9771 | 127.142 | 1168.079 |
| 17.412 | 169.133 | 0.0069 | 0.7740 | 84.344 | 0.0067 | 1.0933 | 126.868 | 1170.059 |
| 12.052 | 170.536 | 0.0021 | 0.3080 | 132.375 | 0.0021 | 0.3142 | 116.383 | 1164.044 |
| 12.637 | 171.160 | 0.0023 | 0.3381 | 126.743 | 0.0023 | 0.3648 | 119.851 | 1164.067 |
| 13.216 | 171.874 | 0.0027 | 0.3749 | 119.241 | 0.0026 | 0.4275 | 123.411 | 1165.002 |
| 13.791 | 172.672 | 0.0031 | 0.4173 | 111.344 | 0.0030 | 0.5033 | 126.526 | 1164.048 |
| 14.361 | 173.553 | 0.0036 | 0.4654 | 104.007 | 0.0034 | 0.5811 | 128.020 | 1165.077 |
| 14.930 | 174.519 | 0.0041 | 0.5144 | 98.674 | 0.0039 | 0.6712 | 128.353 | 1165.043 |
| 15.498 | 175.575 | 0.0047 | 0.5697 | 93.907 | 0.0045 | 0.7681 | 128.064 | 1166.080 |
| 16.067 | 176.739 | 0.0053 | 0.6284 | 90.372 | 0.0051 | 0.8705 | 127.611 | 1166.967 |
| 16.642 | 178.035 | 0.0060 | 0.6906 | 87.751 | 0.0057 | 0.9793 | 127.192 | 1168.026 |
| 17.217 | 179.504 | 0.0067 | 0.7569 | 85.860 | 0.0064 | 1.0966 | 126.934 | 1168.073 |
| 12.013 | 180.547 | 0.0020 | 0.3154 | 137.912 | 0.0021 | 0.3265 | 125.239 | 1164.045 |
| 12.569 | 181.187 | 0.0023 | 0.3450 | 131.904 | 0.0023 | 0.3741 | 128.874 | 1166.975 |
| 13.126 | 181.919 | 0.0026 | 0.3805 | 124.023 | 0.0026 | 0.4304 | 132.494 | 1165.004 |
| 13.681 | 182.741 | 0.0030 | 0.4204 | 116.041 | 0.0029 | 0.4952 | 135.288 | 1164.051 |
| 14.236 | 183.651 | 0.0035 | 0.4668 | 107.890 | 0.0033 | 0.5713 | 136.507 | 1166.078 |
| 14.789 | 184.651 | 0.0040 | 0.5147 | 101.847 | 0.0038 | 0.6499 | 136.434 | 1166.045 |
| 15.340 | 185.749 | 0.0046 | 0.5673 | 96.654 | 0.0043 | 0.7364 | 135.706 | 1166.085 |
| 15.890 | 186.962 | 0.0052 | 0.6235 | 92.596 | 0.0049 | 0.8289 | 134.705 | 1166.059 |
| 16.441 | 188.323 | 0.0058 | 0.6829 | 89.557 | 0.0055 | 0.9260 | 133.727 | 1168.034 |
| 16.991 | 189.883 | 0.0064 | 0.7459 | 87.312 | 0.0061 | 1.0286 | 132.915 | 1168.084 |
| 11.994 | 190.557 | 0.0020 | 0.3225 | 143.602 | 0.0020 | 0.3323 | 129.727 | 1167.952 |
| 12.534 | 191.214 | 0.0023 | 0.3520 | 136.944 | 0.0022 | 0.3840 | 133.687 | 1164.979 |
| 13.078 | 191.967 | 0.0026 | 0.3858 | 129.123 | 0.0025 | 0.4440 | 137.543 | 1164.092 |
| 13.628 | 192.813 | 0.0030 | 0.4247 | 120.482 | 0.0028 | 0.5143 | 140.569 | 1164.053 |
| 14.180 | 193.751 | 0.0034 | 0.4682 | 112.282 | 0.0032 | 0.5935 | 141.953 | 1166.081 |
| 14.728 | 194.785 | 0.0039 | 0.5162 | 104.989 | 0.0037 | 0.6817 | 141.990 | 1166.049 |
| 15.273 | 195.923 | 0.0044 | 0.5659 | 99.535 | 0.0041 | 0.7727 | 141.304 | 1166.091 |
| 15.815 | 197.186 | 0.0050 | 0.6205 | 94.876 | 0.0047 | 0.8729 | 140.189 | 1166.065 |
| 16.356 | 198.609 | 0.0056 | 0.6779 | 91.378 | 0.0053 | 0.9782 | 139.053 | 1167.958 |
| 16.898 | 200.255 | 0.0062 | 0.7387 | 88.747 | 0.0059 | 1.0887 | 138.046 | 1168.032 |
| 11.980 | 200.569 | 0.0020 | 0.3292 | 149.426 | 0.0020 | 0.3347 | 133.782 | 1165.955 |
| 12.507 | 201.243 | 0.0023 | 0.3588 | 142.023 | 0.0022 | 0.3804 | 137.744 | 1164.980 |
| 13.040 | 202.017 | 0.0025 | 0.3912 | 134.193 | 0.0024 | 0.4313 | 141.216 | 1164.024 |
| 13.580 | 202.888 | 0.0029 | 0.4287 | 125.294 | 0.0027 | 0.4914 | 143.830 | 1164.056 |
| 14.122 | 203.857 | 0.0033 | 0.4713 | 116.200 | 0.0031 | 0.5607 | 144.914 | 1166.085 |
| 14.662 | 204.925 | 0.0038 | 0.5177 | 108.371 | 0.0035 | 0.6367 | 144.620 | 1166.054 |
| 15.199 | 206.104 | 0.0043 | 0.5656 | 102.480 | 0.0040 | 0.7150 | 143.585 | 1166.030 |
| 15.733 | 207.419 | 0.0049 | 0.6183 | 97.294 | 0.0045 | 0.8019 | 142.120 | 1166.072 |
| 16.266 | 208.910 | 0.0054 | 0.6741 | 93.318 | 0.0005 | 0.8933 | 140.594 | 1168.050 |
| 16.798 | 210.649 | 0.0061 | 0.7329 | 90.293 | 0.0057 | 0.9895 | 139.217 | 1168.043 |
| 11.972 | 210.579 | 0.0020 | 0.3357 | 155.375 | 0.0019 | 0.3372 | 137.830 | 1164.042 |
| 12.491 | 211.270 | 0.0022 | 0.3653 | 147.207 | 0.0021 | 0.3831 | 142.127 | 1164.982 |
| 13.015 | 212.066 | 0.0025 | 0.3966 | 139.447 | 0.0024 | 0.4317 | 145.429 | 1164.026 |
| 13.543 | 212.963 | 0.0028 | 0.4332 | 129.895 | 0.0027 | 0.4902 | 148.014 | 1164.058 |
| 14.074 | 213.964 | 0.0032 | 0.4732 | 120.929 | 0.0030 | 0.5544 | 149.020 | 1166.088 |
| 14.606 | 215.070 | 0.0037 | 0.5195 | 111.842 | 0.0034 | 0.6305 | 148.652 | 1166.058 |
| 15.138 | 216.296 | 0.0042 | 0.5663 | 105.342 | 0.0039 | 0.7070 | 147.439 | 1166.036 |
| 15.669 | 217.669 | 0.0047 | 0.6175 | 99.660 | 0.0005 | 0.7912 | 145.750 | 1166.080 |
| 16.198 | 219.235 | 0.0053 | 0.6719 | 95.189 | 0.0050 | 0.8806 | 143.940 | 1168.063 |
| 16.727 | 220.154 | 0.0059 | 0.7291 | 91.755 | 0.0056 | 0.9744 | 142.272 | 1168.055 |
| 11.954 | 220.589 | 0.0019 | 0.3421 | 161.506 | 0.0019 | 0.3403 | 141.899 | 1165.956 |
| 12.455 | 221.295 | 0.0022 | 0.3716 | 152.693 | 0.0021 | 0.3853 | 146.342 | 1164.983 |
| 12.963 | 222.112 | 0.0025 | 0.4021 | 144.820 | 0.0023 | 0.4322 | 149.528 | 1164.027 |
| 13.475 | 223.035 | 0.0028 | 0.4372 | 135.357 | 0.0026 | 0.4876 | 151.990 | 1164.061 |
| 13.990 | 224.064 | 0.0032 | 0.4762 | 125.852 | 0.0029 | 0.5500 | 153.035 | 1166.024 |
| 14.509 | 225.206 | 0.0036 | 0.5198 | 116.717 | 0.0033 | 0.6209 | 152.708 | 1166.062 |
| 15.028 | 226.477 | 0.0041 | 0.5661 | 109.191 | 0.0038 | 0.6967 | 151.403 | 1166.041 |
| 15.546 | 227.907 | 0.0046 | 0.6143 | 103.416 | 0.0042 | 0.7754 | 149.671 | 1166.087 |
| 16.062 | 229.549 | 0.0051 | 0.6663 | 98.438 | 0.0048 | 0.8608 | 147.719 | 1168.072 |
| 16.577 | 231.494 | 0.0057 | 0.7213 | 94.543 | 0.0054 | 0.9510 | 145.841 | 1168.071 |
| 11.947 | 230.595 | 0.0019 | 0.3483 | 167.731 | 0.0019 | 0.3422 | 145.809 | 1164.957 |
| 12.443 | 231.312 | 0.0022 | 0.3774 | 158.373 | 0.0021 | 0.3868 | 150.505 | 1164.984 |
| 12.946 | 232.144 | 0.0024 | 0.4078 | 149.848 | 0.0023 | 0.4332 | 153.789 | 1164.028 |
| 13.456 | 233.087 | 0.0027 | 0.4418 | 140.262 | 0.0025 | 0.4864 | 156.195 | 1164.063 |
| 13.970 | 234.143 | 0.0031 | 0.4798 | 130.242 | 0.0028 | 0.5468 | 157.268 | 1166.027 |
| 14.490 | 235.319 | 0.0035 | 0.5219 | 120.647 | 0.0032 | 0.6151 | 156.932 | 1166.066 |
| 15.012 | 236.635 | 0.0040 | 0.5680 | 112.026 | 0.0036 | 0.6907 | 155.474 | 1166.046 |
| 15.535 | 238.127 | 0.0045 | 0.6152 | 105.672 | 0.0041 | 0.7680 | 153.526 | 1166.026 |
| 16.057 | 239.855 | 0.0050 | 0.6666 | 100.097 | 0.0005 | 0.8526 | 151.272 | 1168.081 |
| 16.578 | 241.922 | 0.0056 | 0.7210 | 95.718 | 0.0052 | 0.9422 | 149.063 | 1168.083 |
| 11.938 | 240.602 | 0.0019 | 0.3544 | 174.050 | 0.0018 | 0.3439 | 149.632 | 1164.043 |
| 12.425 | 241.332 | 0.0021 | 0.3831 | 164.249 | 0.0020 | 0.3877 | 154.483 | 1164.071 |
| 12.922 | 242.183 | 0.0024 | 0.4134 | 154.996 | 0.0022 | 0.4340 | 157.929 | 1164.030 |
| 13.429 | 243.151 | 0.0027 | 0.4461 | 145.640 | 0.0024 | 0.4845 | 160.216 | 1164.065 |
| 13.943 | 244.236 | 0.0030 | 0.4832 | 135.087 | 0.0027 | 0.5431 | 161.390 | 1166.030 |
| 14.462 | 245.452 | 0.0034 | 0.5237 | 125.195 | 0.0031 | 0.6085 | 161.113 | 1166.984 |
| 14.982 | 246.820 | 0.0039 | 0.5693 | 115.486 | 0.0004 | 0.6833 | 159.582 | 1166.052 |
| 15.501 | 248.378 | 0.0044 | 0.6153 | 108.584 | 0.0040 | 0.7586 | 157.488 | 1166.034 |
| 16.019 | 250.196 | 0.0049 | 0.6656 | 102.462 | 0.0045 | 0.8414 | 155.025 | 1168.027 |
| 16.537 | 252.392 | 0.0055 | 0.7190 | 97.558 | 0.0051 | 0.9297 | 152.541 | 1168.032 |
| 11.928 | 250.612 | 0.0019 | 0.3603 | 180.436 | 0.0018 | 0.3456 | 153.401 | 1164.043 |
| 12.406 | 251.359 | 0.0021 | 0.3887 | 170.309 | 0.0020 | 0.3884 | 158.374 | 1164.072 |
| 12.894 | 252.229 | 0.0023 | 0.4189 | 160.293 | 0.0022 | 0.4344 | 162.004 | 1164.031 |
| 13.392 | 253.219 | 0.0026 | 0.4506 | 150.999 | 0.0024 | 0.4825 | 164.214 | 1165.896 |
| 13.899 | 254.334 | 0.0029 | 0.4867 | 140.062 | 0.0027 | 0.5395 | 165.488 | 1166.033 |
| 14.413 | 255.589 | 0.0033 | 0.5261 | 129.601 | 0.0030 | 0.6032 | 165.311 | 1167.987 |
| 14.931 | 257.004 | 0.0038 | 0.5703 | 119.331 | 0.0034 | 0.6752 | 163.772 | 1166.057 |
| 15.451 | 258.625 | 0.0042 | 0.6154 | 111.809 | 0.0039 | 0.7490 | 161.591 | 1166.956 |
| 15.972 | 260.528 | 0.0048 | 0.6648 | 105.022 | 0.0044 | 0.8304 | 158.934 | 1168.036 |
| 16.494 | 262.843 | 0.0053 | 0.7172 | 99.550 | 0.0049 | 0.9175 | 156.207 | 1168.045 |
References
- Frank, Y.C. Stress Corrosion Cracking of Pipelines; John Wiley & Sons: Hoboken, NJ, USA, 2013; pp. 21–24. [Google Scholar]
- Chen, W.; Boven, V.G.; Rogge, R. The role of residual stress in neutral pH stress corrosion cracking of pipeline steels—Part II: Crack dormancy. Acta Mater. 2007, 55, 43–53. [Google Scholar] [CrossRef]
- Shahzamanian, M.M.; Meng, L.; Muntaseer, K.; Nader, Y.G.; Samer, A. Systematic literature review of the application of extended finite element method in failure prediction of pipelines. J. Pipeline Sci. Eng. 2021, 1, 241–251. [Google Scholar] [CrossRef]
- Khalajestani, K.M.; Bahaari, M.R. Investigation of pressurized elbows containing interacting corrosion defects. Int. J. Press. Vessel. Pip. 2014, 123–124, 77–85. [Google Scholar] [CrossRef]
- Oleksiy, L.; Kseniia, P.; Ruslan, M. Statistical estimation of residual strength and reliability of Corroded Pipeline Elbow Part based on a direct FE-simulations. J. Serbian Soc. Comput. Mech. 2018, 12, 80–95. [Google Scholar]
- Nahal, M.; Khelif, R. A finite element model for estimating time-dependent reliability of a corroded pipeline elbow. Int. J. Struct. Integr. 2020, 12, 306–321. [Google Scholar] [CrossRef]
- Zhang, J.; Lian, Z.; Zhou, Z.; Song, Z.; Liu, M.; Yang, K.; Liu, Z. Safety and reliability assessment of external corrosion defects assessment of buried pipelines—Soil interface: A mechanisms and FE study. J. Loss Prev. Process Ind. 2023, 82, 105006. [Google Scholar] [CrossRef]
- Yang, Z.; Qu, P.; Li, Y.; Zhang, Z.; Gao, Y. External magnetic leakage testing of pressure pipe based on finite element analysis. Nondestruct. Test. 2021, 43, 7–12. (In Chinese) [Google Scholar]
- Liao, X.; Wang, F.; Zhao, D.; Sun, Z.; Zhou, T. Review on Industrial Pipeline Magnetic Flux Leakage Testing Technique and Its Development Situation. Value Eng. 2016, 35, 236–237. (In Chinese) [Google Scholar]
- Afzal, M.; Udpa, S. Advanced signal processing of magnetic flux leakage data obtained from seamless gas pipeline. NDT E Int. 2002, 35, 449–457. [Google Scholar] [CrossRef]
- Carvalho, A.A.; Rebello, J.M.A.; Sagrilo, L.V.S.; Camerini, C.S.; Miranda, I.J.V. MFL signals and artificial neural networks applied to detection and classification of pipe weld defects. NDT E Int. 2006, 39, 661–667. [Google Scholar] [CrossRef]
- Nestleroth, J.; Davis, J.R. Application of eddy currents induced by permanent magnets for pipeline inspection. NDT E Int. 2006, 40, 77–84. [Google Scholar] [CrossRef]
- Joshi, A.; Udpa, L.; Udpa, S.; Tamburrino, A. Adaptive Wavelets for Characterizing Magnetic Flux Leakage Signals from Pipeline Inspection. IEEE Trans. Magn. 2006, 42, 3168–3170. [Google Scholar] [CrossRef]
- Khodayari-Rostamabad, A.; Reilly, J.P.; Nikolova, N.K.; Hare, J.R.; Pasha, S. Machine Learning Techniques for the Analysis of Magnetic Flux Leakage Images in Pipeline Inspection. IEEE Trans. Magn. 2009, 45, 3073–3084. [Google Scholar] [CrossRef]
- Gotoh, Y.; Sakurai, K.; Takahashi, N. Electromagnetic Inspection Method of Outer Side Defect on Small and Thick Steel Tube Using Both AC and DC Magnetic Fields. IEEE Trans. Magn. 2009, 45, 4467–4470. [Google Scholar] [CrossRef]
- Wilson, W.J.; Kaba, M.; Tian, Y.G.; Licciardi, S. Feature extraction and integration for the quantification of PMFL data. Nondestruct. Test. Eval. 2010, 25, 661–667. [Google Scholar] [CrossRef]
- Usarek, Z.; Warnke, K. Inspection of Gas Pipelines Using Magnetic Flux Leakage Technology. Adv. Mater. Sci. 2017, 17, 37–45. [Google Scholar] [CrossRef]
- Machado, A.M.; Rosado, L.; Pedrosa, N.; Vostner, A.; Miranda, R.M.; Piedade, M.; Santos, G.Y. Novel eddy current probes for pipes: Application in austenitic round-in-square profiles of ITER. NDT E Int. 2017, 87, 111–118. [Google Scholar] [CrossRef]
- Ege, Y.; Coramik, M. A new measurement system using magnetic flux leakage method in pipeline inspection. Measurement 2018, 123, 163–174. [Google Scholar] [CrossRef]
- Makoto, T.; Masafumi, K.; Yuji, G. Examination of Inspection Method for Outer-side Defect on Ferromagnetic Steel Tube by Velocity Effect Using Insertion-type Static Magnetic Field Sensor. Sens. Mater. 2021, 33, 2867–2877. [Google Scholar]
- Zhao, Y.; She, M.; Qiang, Y. Finite element simulation of pipe permeability at the wall defect after saturation magnetization. Oil Gas Storage Transp. 2021, 40, 539–554. (In Chinese) [Google Scholar]
- Hu, J.; Liu, S.; Zheng, L.; Xu, Z.; Tang, J. Distinction method of pipeline inner and outer defects based on the dynamic magnetic multipole field. Oil Gas Storage Transp. 2021, 40, 673–678. (In Chinese) [Google Scholar]
- Zheng, F.; Yang, L.; Bai, S.; Gao, S. Research on Stress Detection Method of Oil and Gas Pipeline Based on Electromagnetic Technology. Instrum. Tech. Sens. 2022, 1, 87–92. (In Chinese) [Google Scholar]
- Feng, B.; Wu, J.; Tu, H.; Tang, J.; Kang, Y. A Review of Magnetic Flux Leakage Nondestructive Testing. Materials 2022, 15, 7362. [Google Scholar] [CrossRef]
- Chen, Y.; Chen, B.; Yao, Y.; Tan, C.; Feng, J. A spectroscopic method based on support vector machine and artificial neural network for fiber laser welding defects detection and classification. NDT E Int. 2019, 108, 102176. [Google Scholar] [CrossRef]
- Feng, J.; Yuan, H.; Hu, Y.; Lin, J.; Liu, S.; Luo, X. Research on deep learning method for rail surface defect detection. IET Electr. Syst. Transp. 2020, 10, 436–442. [Google Scholar] [CrossRef]
- Arif, J.J.M.; Anwar, M.A.P.; Fakhri, A.N.A.; Zahari, T.; Edmund, Y. Evaluation of the machine learning classifier in wafer defects classification. ICT Express 2021, 7, 535–539. [Google Scholar]
- Sun, H.; Peng, L.; Huang, S.; Li, S.; Zhao, W. Development of a Physics-Informed Doubly Fed Cross-Residual Deep Neural Network for High-Precision Magnetic Flux Leakage Defect Size Estimation. IEEE Trans. Ind. Inform. 2021, 18, 1629–1640. [Google Scholar] [CrossRef]
- Wang, Q. Numerical Simulation of Erosion Characteristics of Oil and Gas Pipelines Containing Defects and Research on Residual Strength Prediction Technology. Master’s Thesis, Harbin University of Science and Technology, Harbin, China, 2023. (In Chinese). [Google Scholar]
- Xu, L.; Cheng, Y. Corrosion of X100 pipeline steel under plastic strain in a neutral pH bicarbonate solution. Corros. Sci. 2012, 64, 145–152. [Google Scholar] [CrossRef]
- Park, J.J.; Pyun, S.L.; Na, K.H.; Lee, S.M.; Kho, Y.T. Effect of Passivity of the Oxide Film on Low-pH Stress Corrosion Cracking of API 5L X-65 Pipeline Steel in Bicarbonate Solution. Corros. J. Sci. Eng. 2002, 58, 329–336. [Google Scholar] [CrossRef]
- Bagotsky, V.S. Fundamentals of Electrochemistry, 2nd ed.; John Wiley & Sons: Hoboken, NJ, USA, 2006; pp. 23–45. [Google Scholar]
- Gutman, E.M. Mechanochemistry of Solid Surfaces; World Scientific: Singapore, 1994; pp. 16–28. [Google Scholar]
- Zhao, M. Corrosion and Protection of Metals; National Defense Industry Press: Beijing, China, 2008; pp. 56–58. [Google Scholar]
- Xu, L.; Cheng, Y. Development of a finite element model for simulation and prediction of mechanoelectrochemical effect of pipeline corrosion. Corros. Sci. 2013, 73, 150–160. [Google Scholar] [CrossRef]
- Wu, D.; Liu, Z.; Wang, X.; Su, L. Composite magnetic flux leakage detection method for pipelines using alternating magnetic field excitation. NDT E Int. 2017, 91, 148–155. [Google Scholar] [CrossRef]
- Gao, P. Research on Pipeline Defect Detection and Recognition Method Based on Magnetic Leakage Principle. Master’s Thesis, Shenyang University of Technology, Shenyang, China, 2020. (In Chinese). [Google Scholar]
- Tian, S.; Ma, L.; Li, H.; Tian, F.; Mao, J. Research on a Coal Seam Gas Content Prediction Method Based on an Improved Extreme Learning Machine. Appl. Sci. 2023, 13, 8753. [Google Scholar] [CrossRef]
- Zhang, Q.; Tsang Eric, C.C.; He, Q.; Guo, Y. Ensemble of kernel extreme learning machine based elimination optimization for multi-label classification. Knowl.-Based Syst. 2023, 278, 110817. [Google Scholar] [CrossRef]
- Qian, X. Acoustic Detection of Gas-Liquid Mixing Pipeline and Research on Safety Operation. Master’s Thesis, China University of Petroleum (East China), Qingdao, China, 2010. (In Chinese). [Google Scholar]




| Von Mises Stress (MPa) | Corrosion Potential in Literature (V) | Corrosion Potential of Simulation (V) | Error (%) |
|---|---|---|---|
| 6.116 | −0.72154 | −0.72195 | 0.057 |
| 25.446 | −0.72156 | −0.72193 | 0.051 |
| 51.218 | −0.72163 | −0.72197 | 0.048 |
| 82.364 | −0.72163 | −0.72199 | 0.050 |
| 121.024 | −0.72167 | −0.72201 | 0.046 |
| 159.681 | −0.72178 | −0.72203 | 0.035 |
| 199.409 | −0.72195 | −0.72206 | 0.015 |
| 243.432 | −0.72213 | −0.72209 | 0.004 |
| 289.603 | −0.72230 | −0.72213 | 0.023 |
| 334.701 | −0.72245 | −0.72218 | 0.037 |
| 381.947 | −0.72260 | −0.72224 | 0.050 |
| 427.047 | −0.72273 | −0.72230 | 0.059 |
| 474.295 | −0.72286 | −0.72237 | 0.067 |
| 522.613 | −0.72305 | 0.72245 | 0.083 |
| 570.937 | −0.72314 | −0.72255 | 0.081 |
| 622.480 | −0.72327 | −0.72268 | 0.082 |
| 672.950 | −0.72340 | 0.72283 | 0.079 |
| 721.271 | −0.72353 | −0.72298 | 0.076 |
| 768.518 | −0.72368 | −0.72318 | 0.069 |
| 808.242 | −0.72389 | −0.72361 | 0.039 |
| 820.036 | −0.72424 | −0.72526 | 0.141 |
| 827.514 | −0.72490 | −0.72640 | 0.207 |
| 831.748 | −0.72593 | −0.72681 | 0.121 |
| 835.988 | −0.72687 | −0.72724 | 0.051 |
| 838.093 | −0.72758 | −0.72745 | 0.017 |
| 843.433 | −0.72809 | −0.72790 | 0.026 |
| 846.623 | −0.72863 | −0.72824 | 0.053 |
| 849.819 | −0.72905 | −0.72862 | 0.059 |
| 851.948 | −0.72938 | −0.72899 | 0.052 |
| 854.070 | −0.72980 | −0.72943 | 0.051 |
| 856.197 | −0.73015 | −0.73029 | 0.020 |
| Corrosion Time (Years) | Defect Depth (mm) | Defect Length (mm) |
|---|---|---|
| 3 | 11.981 | 200.569 |
| 6 | 12.507 | 201.243 |
| 9 | 13.041 | 202.017 |
| 12 | 13.580 | 202.888 |
| 15 | 14.122 | 203.857 |
| 18 | 14.662 | 204.925 |
| 21 | 15.199 | 206.104 |
| 24 | 15.733 | 207.419 |
| 27 | 16.266 | 208.909 |
| 30 | 16.798 | 210.649 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Y.; Sun, C.; Liu, Y. Magnetic Flux Leakage Testing Method for Pipelines with Stress Corrosion Defects Based on Improved Kernel Extreme Learning Machine. Electronics 2023, 12, 3707. https://doi.org/10.3390/electronics12173707
Li Y, Sun C, Liu Y. Magnetic Flux Leakage Testing Method for Pipelines with Stress Corrosion Defects Based on Improved Kernel Extreme Learning Machine. Electronics. 2023; 12(17):3707. https://doi.org/10.3390/electronics12173707
Chicago/Turabian StyleLi, Yingqi, Chao Sun, and Yuechan Liu. 2023. "Magnetic Flux Leakage Testing Method for Pipelines with Stress Corrosion Defects Based on Improved Kernel Extreme Learning Machine" Electronics 12, no. 17: 3707. https://doi.org/10.3390/electronics12173707
APA StyleLi, Y., Sun, C., & Liu, Y. (2023). Magnetic Flux Leakage Testing Method for Pipelines with Stress Corrosion Defects Based on Improved Kernel Extreme Learning Machine. Electronics, 12(17), 3707. https://doi.org/10.3390/electronics12173707