Abstract
This study focused on bio-oil production by thermochemical liquefaction. For the reaction, the burnt pine heartwood was used as feedstock material, 2-Ethylhexanol (2-EHEX) was used as a solvent, p-Toluenesulfonic acid (pTSA) was used as a catalyst, and the solvent for washing was acetone. The procedure consisted of a moderate-acid-catalysed liquefaction process, and it was applied at three different temperatures, 120, 140, and 160 °C, and at 30, 105, and 180 min periods with 1%, 5.5%, and 10% (m/m) catalyst concentration of overall mass. Optimal results showed a bio-oil yield of 86.03% and a higher heating value (HHV) of 36.41 MJ/kg, which was 1.96 times more than the HHV of the burnt pine heartwood. A reaction surface methodology (Box–Behnken design) was performed for the liquefaction reaction optimisation. Reaction temperature, reaction time and catalyst concentration were chosen as independent variables. The obtained model showed good results with a high adjusted R-squared (0.988) and an excellent p-value (less than 0.001). The liquefied products were characterised by Fourier Transformed Infrared (FTIR) and thermogravimetric analysis (TGA), and also Scanning electron microscopy (SEM) was carried out to validate the impact of the morphological changes on the surface area of the solid samples. This study shows an excellent opportunity to validate a method to upcycle woody wastes via acid-catalysed liquefaction. In particular, this approach is of great interest to produce bio-oil with a good yield, recovering part of the values lost during wildfires.
Keywords:
liquefaction; bio-oil; solvent; biomass; catalyst; forest wildfires; burnt pine heartwood; maritime pine; biofuel 1. Introduction
Energy is a crucial factor in sustaining economic growth and maintaining a high standard of living. Today, fossil fuel’s high costs and environmental impacts have been the primary driving force in researching sustainable resources, and more and more research is being developed in this area.
Considering that fossil fuel consumption was 80% during 2000, it shows that there is limited progress on a global scale in renewable energies that replace fossil fuels. Renewable energy resources have grown significantly in the 2000–2019 period, and the increasing energy demand worldwide shows promise in meeting energy demand globally, and it is promising that some technologies will grow exponentially [1].
Global energy demand in the world is increasing daily due to population growth, excessive urbanisation, and industrialisation. Currently, most of the world’s primary energy consumption is based on non-renewable sources [2]. Using non-renewable energy resources causes environmental problems such as pollution, global warming, and climate change. Lately, various initiatives have emerged to limit fossil fuel use and reduce the carbon footprint, and the most well-known initiative is renewable energy sources [3].
Biomass is one of the important and large amounts of renewable fuel sources. Unlike fossil oils, biomass (more specifically, lignocellulosic biomass) is cultivated and collected annually, and it is considered carbon neutral as its carbon is recycled from the atmosphere [4]. Biomass energy has numerous advantages: renewable nature, relative abundance, carbon-neutral ability, low sulphur emission during combustion, accessible transportation, and storage. Biomass is a source for producing new liquid fuels, synthetic gas, hydrogen, solid fuels, and valuable chemicals. Liquefaction of lignocellulosic biomass residues, a recently well-known concept, is a highly researched process [5].
Liquefaction of renewable bio-resources has attracted attention due to the global need for new technologies, by which environmental impact is reduced and long-term sustainability is increased. Using biomass-derived chemicals to synthesise materials traditionally made from petroleum-based ones can reduce the current dependence on fossil resources, reduce the environmental problems associated with their exploitation, and add value to agroforestry by-products (wood residues, bark, wheat, corncob, and others.) [6]. Moreover, thermochemical liquefaction has been applied to major raw material sources, such as forest, agriculture, food, and industrial residues, such as pinewood [7,8,9], cork [5,10,11], eucalyptus [2,12,13], swine manure [14], poplar [15], cattle manure [16], potato peel [17], carob tree [18], wheat straw [19], corn straw [20], olive pomace [21], and rice husks [22,23].
In Portugal, the available forest biomass is approximately 2.2 million tonnes per year (11.578 GWh /year), including residues from the wood industry. The raw material required to supply all of the biomass power plants and the facilities currently in operation, such as cogeneration plants, pellet plants, and cement burning plants, is approximately 6.0 Mton / year. A possible contribution to tackling this forest biomass deficit could be a sustainable raw material production strategy based on transforming a part of biomass production. This can be performed through direct actions, such as collecting pine and eucalyptus stumps, debris from clearing and weeding pine and eucalyptus fields, and material for weeding areas such as acacia [24].
Wildfires that spread through forest areas in Portugal each year sometimes kill and injure large numbers of people. In 2017, devastating wildfires brought tragedy to Portugal, with fires repeatedly burning in late spring. The fires near Pedrógão Grande created a massive wall of fire and flames. On June 17th 2017, the fires occurred during a long, dry period marked by an abnormally dry and warm spring preceded by a scorching day and a dry winter. Such a period affected the low humidity level of the local vegetation. In addition, the fact that a large part of the region has not been burned for nearly 20 years has resulted in the accumulation of forest fuel and a high risk of forest fires. According to the official report of the Portuguese authorities [25], nine firing points were reported, and the largest ones were registered as the “Pedrógão Grande” (28,914 ha) and “Góis” (17,521 ha) fires [26]. A study on the use of forest bioenergy to reduce and prevent the risk of fire, prepared for the Portuguese Parliament in 2020, states that there is a potential of 2 million tonnes of residual forest biomass per year and 5.3 million tonnes of waste from industry (mainly from pulp and sawmills) [27]. In addition, the burnt areas around the world are reported, by the European Commission, as approximately 478,461 ha [28].
To the best of our knowledge, there is no existing literature regarding the acid-catalysed liquefaction of burnt wood. This study aims to evaluate the modelling of burnt pine heartwood (maritime pine, Pinus Pinaster) thermochemical liquefaction. The biomass and bio-oil samples were characterised by thermogravimetric analysis, electron microscopy, infrared spectroscopy, and estimation of high heating value.
2. Materials and Methods
2.1. Materials and Chemicals
The burnt pine heartwood as feedstock material was supplied from Leiria National Park, Portugal. The used biomass sample had a diameter of 21.4 cm and was approximately 35–40 years old. As shown in Figure 1, pinewood is used as raw material and has been shredded by a Retsch© SM 2000 mill (ThermoScientific, Waltham, MA, USA) equipped with a 4mm sieve to increase the contact surface area. For comparison purposes, the biomass data was retrieved from Diogo et al. (2021) [29]. In the study, the standard chemical 2-Ethylhexanol (99% of purity, Acros, Lisbon, Portugal) was used as a solvent, p-Toluenesulfonic acid (99% of purity, Sigma-Aldrich, MO, USA) was used as a catalyst, and the solvent for the washing procedure was acetone (99–100%, Enzymatic, Lisbon, Portugal).
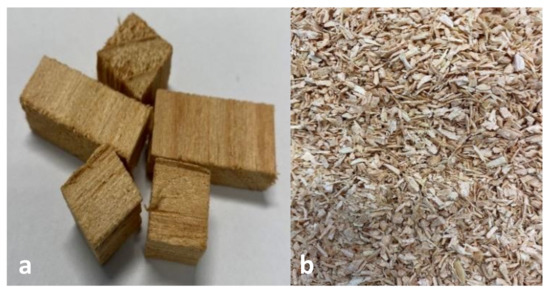
Figure 1.
(a) Burnt pinewood sample cut into cubes; (b) shredded burnt pinewood sample.
2.2. Liquefaction Reaction
The standard procedure occurred at 160 °C, took 90 min, and had a solvent:biomass feed ratio of 5:1, the solvent used was 2-Ethylhexanol, the mass of the catalyst (p-Toluenesulfonic acid—pTSA) fed was 3% (m/m) of the total mass of biomass+solvent, and the feedstock used was standard pine wood, as shown in Figure 2.
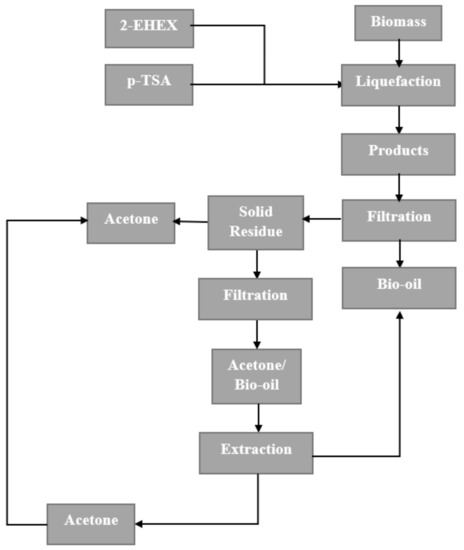
Figure 2.
Flowchart of the liquefaction process.
In this study, the procedure consisted of a moderate acid-catalysed liquefaction process, and it was applied at three different temperatures, 120, 140, 160 °C, and at 30, 105 and 180 min periods. The reaction was performed in a three-neck glass reactor with 1%, 5.5%, and 10% (m/m) catalyst concentration of overall mass. One of the necks was attached to a Dean Starck/condenser, and in the other neck, a thermocouple was inserted. The zero time (t = 0) was set as the time when the mixture reached the predetermined temperature. Water evaporation occurs during liquefaction reactions, which may also contain some solvents. Therefore, the amount of evaporated water removed from the reactor was reintroduced into the reactor in the same volume to maintain the concentration. When the temperature reached 40 °C, the liquid portion was filtered off from the residues. The residues were washed with acetone and methanol, dried in an oven at 120 °C to constant weight and weighed.
After the liquefaction reaction, the glass reactor was cooled down until it reached 40 °C to apply vacuum filtration by using the BUCHI (Flawil, Switzerland) vacuum pump V-700. After obtaining the bio-oil, the solid residue was washed with acetone to remove the bio-oil residue and obtain acetone/bio-oil.
The liquefaction yield was calculated according to Equation (1):
where ms is the mass of solids after filtration and mi, the initial mass.
2.3. Fourier Transformed Infrared (FTIR-ATR) Analysis
The FTIR-ATR analysis was performed by a Spectrum Two-Perkin Elmer (Waltham, MA, USA) device. The spectra were conducted in the range of 600–4000 cm−1 wavenumbers and captured using a Perkin Elmer—Spectrum IR software to claim the typical fingerprint region of lignocellulosic material.
2.4. Elemental Analysis and Higher Heating Value (HHV)
The elemental analysis of the bio-oil sample with the best conversion yield, solid residue, was performed by a LECO TruSpec (MI, USA) CHN analyser to evaluate the chemical composition respecting carbon, hydrogen, and nitrogen. At the same time, a LECO CNS2000 determined the sulphur content. Two analyses were conducted for each sample, and the average value is used when the difference between values is less than 2%. If not, multiple runs are conducted until reaching two similar values. Regarding biomass and its derivatives, it mainly contains only C, H, and O in its composition, up to 97–99%. Elements such as sulfur and nitrogen are found in negligible amounts, most times below the detection limit, being thus difficult to measure or quantify [30,31,32]. Therefore, the oxygen content can be determined according to Equation (2):
In addition, the higher heating value of the bio-oil sample was determined by the correlation of Mateus et al. [33], via Equation (3):
The energy densification ratio (EDR) values were calculated according to Equation (4) and higher heating values of the biomass and bio-oil samples are calculated.
2.5. Thermogravimetric Analysis (TGA)
The thermogravimetric analysis (TGA) was performed, between 30 and 600 °C in an N2 atmosphere with 200 mL/min flow and a heating rate of 5 °C/min for solid residues and 3 °C/min for bio-oil samples, by using Hitachi-STA7200 (Tokyo, Japan) device.
2.6. Scanning Electron Microscopy (SEM) Analysis
A Scanning Electron Microscopy (SEM) analysis was performed to observe morphological changes in pine wood before and after the liquefaction reaction. The microscope used was a Phenom ProX G6 from ThermoFisher Scientific (Waltham, MA, USA) under a low vacuum detector and at around 60 Pa as the pressure level.
2.7. Response Surface Methodology (RSM) and Statical Analysis
Response surface methodology (RSM) is an optimal design method for the regression model, which is a rapid technique for the development, improvement, and optimisation process based on data from experiments performed at multiple levels on a set of input variables. It allows determination of the importance of each parameter and the meaningful interactions between the parameters [34]. Compared to other experimental design methods, it optimises nonlinear systems, enabling more precise calculation of principal and interaction effects through regression fitting. It is a specific set of statistical design combinations and numerical optimisation techniques for designing experiments, evaluating effects between independent variables and responses, and building models [35].
This article aims at a more systematic study, based on the RSM experiment, on the effects and interactions of three experimental variables: reaction temperature (x1), reaction time (x2) and catalyst concentration (x3). RSM based on Box–Behnken design (BBD) was applied, and the response surface model was analysed. BBD for the optimisation of the specific biomass was shown in Figure 3. Additional experiments were used to assess the validity of the model. The response of the conversion (Y, %), which is a function of these three parameters, Equation (5);
where Y is the response of the model and 𝑥𝑛 the independent variable, also known as factors [36].
𝑌 = 𝑓(𝑥1, 𝑥2, 𝑥3)
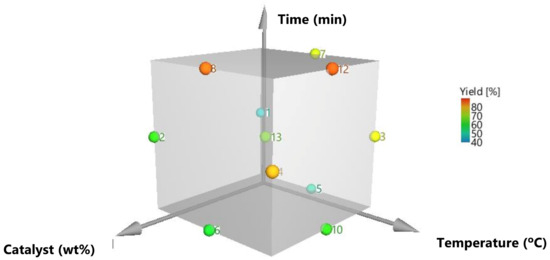
Figure 3.
Box–Behnken design for the optimisation of burnt pine heartwood liquefaction.
The multiple linear regression (MLR) procedures fitted the experimental responses. A second-order polynomial, shown as Equation (6), was used to obtain a model to describe and predict the response to the factors variations;
where Y is the predicted response, β0, βi, βii, and βij represent the regression coefficient for intersection, linear, square, and interaction effects, respectively, ε is a random error, and xi and xj are dimensionless coded estimators of independent factors.
Evaluation of experimental data was carried out by using MODDE 12.1 Pro® software. It includes an analysis of variance (ANOVA) to evaluate the interaction between independent factors and responses.
In the obtained model proposed by the software, independent variables such as reaction time, catalyst concentration and reaction temperature, were used, experimental and predicted responses are shown in Table 1.

Table 1.
Outline of experimental design with coded and un-coded independent variables with the corresponding experimental and predicted responses.
3. Results and Discussion
3.1. Chemical Characterization of Biomass
The biomass was dried before the liquefaction process to determine the moisture value. The moisture value of the feedstock was obtained as 9.2%. Furthermore, carbon, hydrogen, and oxygen content were previously measured [29] and are shown in Table 2.
Table 2.
Elemental analysis of the burnt pine heartwood (biomass) by Gonçalves, 2021 [29].
The results show that carbon, hydrogen, and oxygen vary between 46.90%, 5.80% and 47.30%. Additionally, the nitrogen and sulphur content were below the detection limit. Therefore, these components can be omitted as described by other authors [13,15,31,37]. The HHV value of the used biomass feedstock was 18.62 MJ/kg.
3.2. Biomass Liquefaction
The main reason for this study was to evaluate and perform the modelling of burnt pine heartwood specifically sourced from maritime pine wood after a forest fire in Leiria National Forest in 2017.
The liquefaction process was performed on burnt pine heartwood samples under different conditions to evaluate the influence of the wildfires on the yield of the process and modelling the liquefaction of burnt pine heartwood. The reaction lasted 30 to 180 min, under 120, 140, and 160 °C. The results are summarised in Table 3, and the best conversion liquefaction achieved was 86.03% when the reaction occurred at 160 °C with a reaction time of 180 min, and the worst liquefaction yield value was 44.14% at 140 °C, 30 min of reaction time. In light of this information, burnt pine heartwood gave a good liquefaction yield under specific conditions.
Table 3.
Liquefaction reactions of burnt pine heartwood.
The results show that the conversion is similar to the previous studies, in which pTSA was used as an acid catalyst [5,12,13,14,18,38]. On the other hand, pTSA has a lower crystallinity than commercially used mineral acids. The low percentage of crystallinity of residues when pTSA is used may result in better liquefaction of organic sulfonic acid pTSA than sulphuric and hydrochloric acid, for instance [39]. Regarding the degradation reaction that occurs, it is known that cellulose degradation starts with glycosidic oxygen protonation, followed by carbonium ion formation and cleavage of the glycosidic bond. After the glycosidic bond is broken, cellulose depolymerisation can occur at both the reducing and non-reducing chain ends [40].
It is possible to assume that higher temperatures gave a better conversion yield than in other trials. Experiments with a reaction temperature above 160 °C generally showed a conversion efficiency of over 80%, regardless of the reaction time. After the maximum conversion is achieved, a solid residue formation occurs, leading to an increase in the insoluble solid fraction. These solids are generally ascribed to the tar type and humin content and are associated with the recondensation reactions of degradation products, leading to a reduction in liquid fraction yields. However, the remaining biomass continues to liquefy for more extended reactions, increasing the yield [29].
Low biomass conversions were observed at lower temperatures, such as 120 °C and 140 °C. The decomposition activation energy of the components, hemicellulose, cellulose, and lignin, of the feedstock is different, which is better understood when it is considered that lignin has the highest value, followed by cellulose and hemicellulose. It is necessary to consider the presence of crystalline cellulose, which can affect the process. The decomposition activation energy is higher for crystalline cellulose than its amorphous counterpart. At low temperatures, the energy of the reaction is insufficient to break down the crystalline structure of cellulose and the glycosidic bonds. Thus, this may remark that hemicellulose and amorphous cellulose are the only species that hydrolyse at low temperatures [13].
In this study, the response surface method was applied to perform the optimisation. It is also a good way to show the relationship between different experimental variables and responses graphically. Using this procedure, it is possible to derive polynomial equations that show the effect of variables on the system’s response, which, in this case, is the liquefaction yield. MODDE 12.1 Pro® software was used to create an experimental matrix, and the Box–Behnken design was chosen.
First, the effects of three variables (T, cat, time), the second-order effects, the interactions between the two variables (T*cat), temperature and catalyst concentration were evaluated. Figure 4 shows the coefficient plot of the model, as well as the correlation coefficient. The influence of each variable is a measure of the effect of its variation on the response. It can also be observed that the factor with the most significant influence on the conversion is temperature, while the catalyst concentration has a lower influence on the yield.
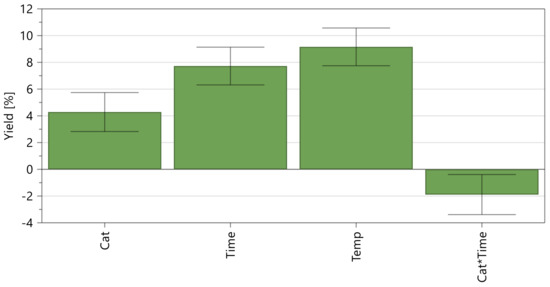
Figure 4.
Coefficients contribution to the model regarding the burnt pine heartwood liquefaction.
The obtained model offers a good correlation with the experimental data as R2 = 0.988. This R2 value indicates that 98.8% of the observations can be explained by the independent variables in the factor range, while the other 1.2% cannot be explained. The model shows a remarkable ability to predict new correct responses with a probability of 98.8%. The Q2 value of 0.765, ideally >0.5, showed a high predictive power, allowing a confident estimation of the effect of changing process parameters and process optimisation. The model also showed a strong validity score, far exceeding the required value of 0.25. Similarly, the obtained value of 0.988 for reproducibility, which significantly exceeded the required value of 0.5, indicating good experimental control and low pure error [41].
For further model validation, a mismatch plot and ANOVA were used to compare model error and pure error. The software claimed that no pure error is available for this obtained model.
The regression model equation was based on correlation coefficients and their effect on yield, as shown in Table 4. Values were determined from the effect plot (Figure 4). The positive or negative effect on the yield is considered significant if the confidence interval exceeds the origin, excluding insignificant effects from the model, giving the regression model equation:
where Y1 corresponds to yield, X1 to the catalyst concentration, X2 to the reaction time, and X3 to the temperature.
Y (%) = 68.2236 + 4.28336 X1 + 7.72345 X2 + 9.15773 X3 − 1.88954 X1X2
Table 4.
Coefficient values of the obtained model.
The derived regression model equation describes a complex process with linear and/or quadratic relationships for all parameters with liquefaction yield. The most important factor that has a linear effect on yield is the temperature (X3), followed by the reaction time (X2). As the concentration increases, there is a positive effect on the yield; but an increase in catalyst concentration and the reaction time leads to a decrease in the yield value. All three factors had a significant relationship with the change in the liquefaction yield.
The performance of the model described by Equation (7) for both calibration and validation sets is shown in Figure 5. This plot shows that the calibration model developed for predicting burnt pine heartwood liquefaction has a great predictive ability, even for experiments carried out at different temperatures and catalyst concentrations.
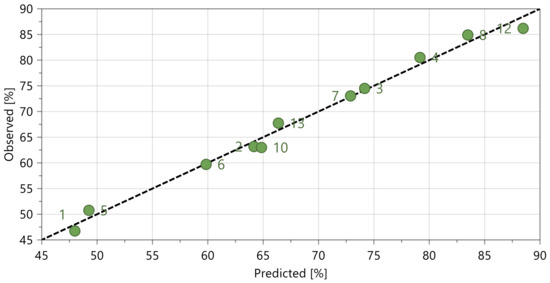
Figure 5.
Predicted versus experimental liquefaction conversion for the obtained model.
The contour plot of the model is presented in Figure 6, showing that temperature is the most important factor. However, the reaction time also acts in parallel with the conversion. In fact, conversions above 80% can be achieved using a low catalyst concentration (1%) as long as the temperature is applied at the highest level (160 °C) and the longest reaction time (180 min). In addition, when using a reaction time of 180 min and temperatures below 160 °C, the liquefaction conversion is always less than 85%, even when using the highest amount of catalyst (10%).
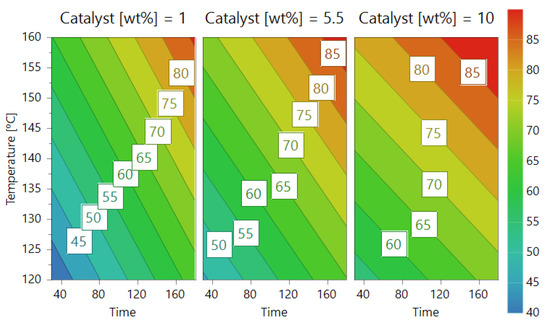
Figure 6.
Reaction contour plot according to temperature levels, catalyst concentration and reaction time.
These experiments also showed that pine heartwood affected by wildfires could produce bio-oil without any impact on conversion rates, as other biomass liquefaction trials yielded similar conversions [7,18,29]. Therefore, liquefaction may be an opportunity to recover and reclaim part of the biomass value lost during wildfires.
3.3. Higher Heating Value (HHV) of Bio-Oil and Solid Residue Samples
The elemental analysis of bio-oil and solid residue samples obtained from the reaction that provided the highest liquefaction efficiency was performed, and estimated HHV values were calculated. As predicted, the liquefaction process reduced the O/C ratios of bio-oil products by ~0.24, compared with equivalent ratios in the biomass feedstock. Since bio-oil value is similar to hydrocarbons and higher than coals, trends towards H/C ratios are not so clear.
Accordingly, there was a significant improvement in the HHV of the bio-oil compared to the biomass feedstock and listed in Table 5. The HHV of bio-oil was 36.41 MJ/kg, with the highest value achieved, and the liquefaction process increased the HHV value of the sample by about 95.54%. Accordingly, the energy gain of bio-oil is evident, considering the energy concentration ratio of 1.53. This improvement is associated with oxygen (~64%) and water loss during liquefaction, increasing the carbon and hydrogen mean mass fractions by ~31% and ~48%, respectively. The thermochemical liquefaction described in this study results in higher HHV values than bio-oils obtained by rapid pyrolysis and other pyrolysis methods. The higher oxygen content explains this phenomenon in the rapid pyrolysis process [42,43].
Table 5.
Elemental analysis of the bio-oil and solid residue from the reaction with the best liquefaction yield.
3.4. Fourier Transformed Infrared (FTIR-ATR) Analysis of Biomass, Bio-Oil and Solid Residue Samples
The FTIR-ATR spectra obtained from fresh biomass, solid and liquid samples as solid residue, and bio-oil product are shown in Figure 7 and Figure 8.
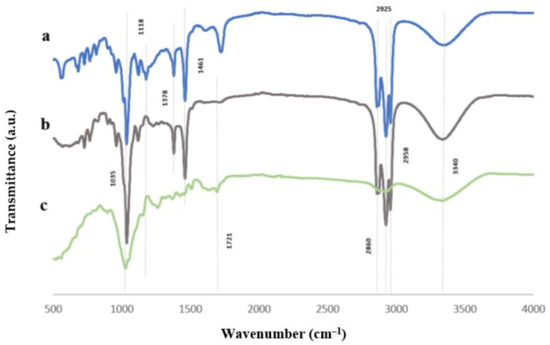
Figure 7.
FTIR-ATR spectra of (a) bio-oil from the sample with the best conversion, (b) bio-oil from the sample with the worst conversion, (c) fresh biomass.
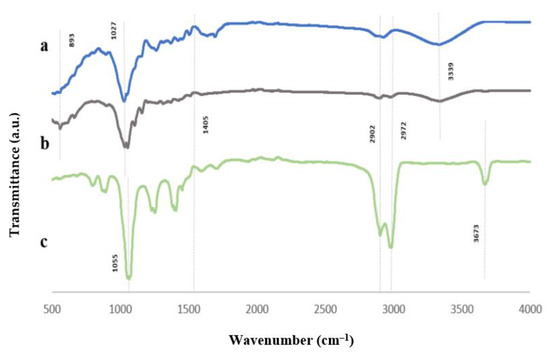
Figure 8.
FTIR-ATR spectra of (a) fresh biomass, (b) solid residue from the sample with the worst conversion and (c) solid residue from the sample with the best conversion.
The characteristic bands corresponding to the related peaks are shown in Table 6. According to the FTIR results, the bands in the range between 3600 and 3200 cm−1 are referred to as O-H stretching bonds that can result from the presence of water or hydroxyl groups. The range in the region between 3000 and 2800 cm−1 corresponds to the C-H stretching and the presence of the solvent, 2-EHEX. The signal is located in the range of 1730–1700 cm−1, corresponding to the C=O carbonyl groups, and significates unconjugated ketone, ester, or carboxylic groups on aliphatic chains in liquefied biomass, which is related to the conversion of hemicellulose. Moreover, the C-O-H single bond, which is in the area between 1440 and 1395 cm−1, may show aromatic carbohydrate derivates. The information also confirms the presence of the hydroxyl group by the peaks that are observed for bio-oil samples, with wavenumbers of 1036–1035 cm−1 and 1118–1117 cm−1. Furthermore, the peaks due to the C-O stretching of cellulose, between 1200 and 1000 cm−1, show that the hydroxyl groups are removed from the solid fraction and transferred into the liquefied biomass. The bands between 950 and 850 cm−1, expressing the C-H stretch decrease in solid residues compared to fresh biomass. However, liquefied biomass shows these bands as being as intense as fresh biomass, indicating that these bonds are transferred to the liquid fraction.
Table 6.
Main adsorption on FTIR spectra.
3.5. Scanning Electron Microscopy (SEM) Analysis of Biomass and Solid Residue Samples
Obtained SEM images are given in Figure 9. Differences are observed between the fresh biomass and solid residue samples after the experiment at 160 °C. The distinctive changes occurred after the liquefaction process, especially in the sample of the reaction with the best conversion yield.
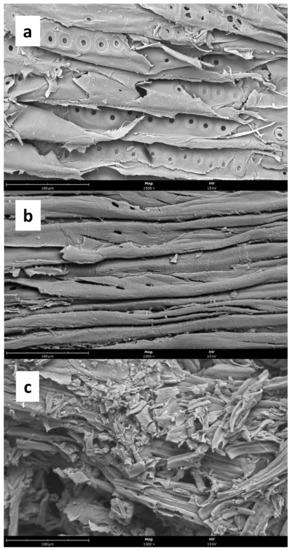
Figure 9.
SEM micrograph of (a) the fresh biomass (1500×) and (b) solid residue with the worst liquefaction conversion (1500×), and (c) solid residue with the best liquefaction conversion (1500×).
Regarding SEM analysis to determine morphological changes in the biomass, the biomass consists of a pile of irregularly shaped and porous fibres before the liquefaction process. After the liquefaction process, the biomass structure was destroyed and changed completely, but still, some holes were observed due to the value of the liquefaction yield. When we compared the solid residue samples after the liquefaction process, the sample from the reaction with the best conversion yield became relatively fluffy, and the fibres were exposed and separated from the original associated structure. However, the solid residue sample obtained from the reaction with the worst conversion efficiency was not completely changed, and fewer pores were observed on its surface compared to the fresh biomass.
3.6. Thermogravimetric Analysis (TGA) of Biomass, Bio-Oil, and Solid Residue Samples
TG curves are shown in Figure 10 and Figure 11 to display the weight loss of biomass, solid residue, and bio-oil samples from the reaction with the best liquefaction yield with the temperature rise, and the specific mass loss of the liquid and solid samples to the related TG temperature ranges are listed in Table 7.
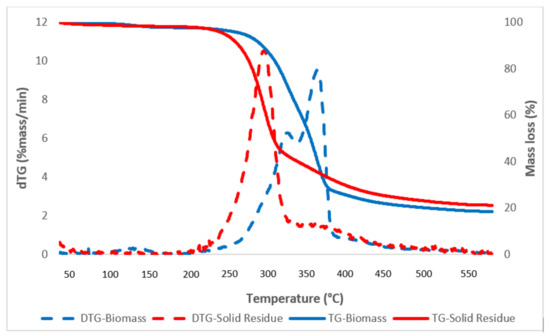
Figure 10.
TGA (solid lines) and DTG (dashed lines) curves for biomass and solid residue sample with the best conversion.
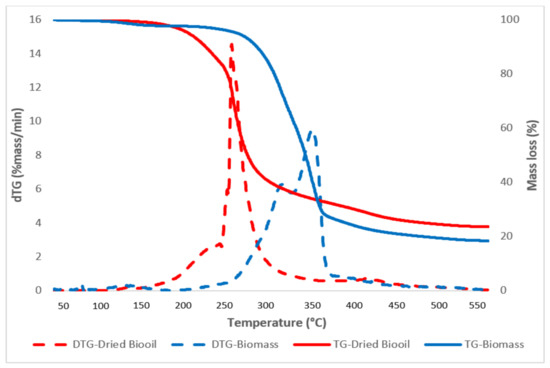
Figure 11.
TGA (solid lines) and DTG (dashed lines) curves for biomass and dried bio-oil sample with the best conversion.
Table 7.
TG temperatures and mass loss of the liquid and solid samples.
For the biomass and solid residue samples, the first phase starts at 30 °C and ends at 220 °C. The mass loss at this stage is due to the removal of moisture and very volatile components. The second stage starts at 220 °C and ends at 360 °C, with a 53% mass loss for the biomass. This stage mostly indicates active pyrolysis due to the degradation of hemicellulose and cellulose. The third stage starts at 360 °C and ends at 590 °C, with a 24% mass loss. This step significates the active pyrolysis step, which is due to the degradation of cellulose. The thermal degradation behaviours of hemicellulose, cellulose, and lignin have been stated that the decomposition temperature ranges are 210–325, 310–400 and 160–900 °C, respectively [48]. Although the above steps of active pyrolysis are mainly seen as a degradation of both hemicelluloses and cellulose, lignin is also degraded in this temperature range. At temperatures of 590 °C and above, the mass loss is very low due to slow degradation to produce charcoal as a residue. This step may be due to the degradation of lignin, called passive pyrolysis [49].
Bio-oil samples consistently lost most of their mass at lower temperatures, which began to lose mass at 150 °C, slowing systematically at 360 °C. At temperatures below 150 °C, slight degradation has been observed, possibly due to the solvent still present in the bio-oil sample. The initial thermal temperature of thermal degradation was ~150 °C and corresponds to lighter derivatives. The second stage, between 220 and 360 °C, showed an average mass loss of ~46.5%, likely corresponding to the heavier components of the bio-oil.
The third step, between 360 and 590 °C, is attributed to the formation of non-degradable ash and carbon from the slow degradation of the sample. The DTG curves show that the bio-oil reduces its weight at an early stage and confirms the presence of lighter products such as aldehydes, alcohols, and carboxylic acids than its biomass counterparts [50]. The volatile and small organic molecules can degrade in this stage; however, non-volatile macromolecular substances decompose between 375 and 550 °C due to thermal degradation of the bio-oil as a result of the pyrolysis phenomena [51].
4. Conclusions
Thermochemical liquefaction of burnt pine heartwood has been successfully carried out and optimised. The bio-oil was recovered at 86.03% after 180 min at 160 °C in the presence of 5.5% pTSA. A model was developed to modulate and predict the process with Modde 12.1 Pro®. A reaction surface methodology (Box–Behnken design) was performed for the liquefaction reaction optimisation; reaction temperature, reaction time and catalyst concentration were chosen as independent variables. The model suggested that the highest bio-oil conversion (>85%) of burnt pine heartwood can be achieved at 160 °C, with a moderate catalyst concentration of 5.5%, and for treatments lasting 180 min. The bio-oil was characterised by FTIR-ATR, which proved the presence of biomass derivatives in the bio-oil. Elemental analysis revealed that after liquefaction, the carbon content increased significantly. The changes in chemical composition greatly affected the higher heating value. The HHV of bio-oil was estimated at 36.41 MJ/kg, which is 1.96 times higher than that of fresh biomass.
In general, biomass from forest fires can be used in the liquefaction process without losing its efficiency and performance. This study shows that through liquefaction, we can reduce the negative impact of forest fires by recovering some of the lost value of burnt wood and converting burnt wood into biofuels.
Author Contributions
Conceptualisation, R.G.d.S., methodology, R.G.d.S., S.O.; formal analysis, R.G.d.S., S.O.; investigation, R.G.d.S., S.O., D.G., I.P.; resources, R.G.d.S., J.B.; writing—original draft preparation, S.O., R.G.d.S.; writing—review and editing, R.G.d.S., S.O., C.S.G.P.Q.; supervision, R.G.d.S., J.P., J.G., A.C.; project administration, J.P., J.G., R.G.d.S. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by FCT—Fundação para a Ciência e Tecnologia, I.P., Portugal I&D project CLEANFOREST (PCIF/GVB/0167/2018).
Data Availability Statement
There is no shared data.
Acknowledgments
The authors gratefully acknowledge the support of the CERENA strategic project (FCT-UIDB/04028/2020). Centro de Química Estrutural is a Research Unit funded by Fundação para a Ciência e Tecnologia (FCT) through projects UIDB/00100/2020 and UIDP/00100/2020. Institute of Molecular Sciences is an Associate Laboratory funded by FCT through project LA/P/0056/2020.
Conflicts of Interest
The authors declare no conflict of interest.
References
- World Bioenergy Association. GLOBAL BIOENERGY STATISTICS 2021. World Bioenergy Association, 2021. Available online: https://www.worldbioenergy.org/news/640/47/Global-Bioenergy-Statistics-2021/ (accessed on 30 December 2022).
- Guerra, L.; Moura, K.; Rodrigues, J.; Gomes, J.; Puna, J.; Bordado, J.; Santos, T. Synthesis gas production from water electrolysis, using the Electrocracking concept. J. Environ. Chem. Eng. 2017, 6, 604–609. [Google Scholar] [CrossRef]
- Andika, R.; Nandiyanto, A.B.D.; Putra, Z.A.; Bilad, M.R.; Kim, Y.; Yun, C.M.; Lee, M. Co-electrolysis for power-to-methanol applications. Renew. Sustain. Energy Rev. 2018, 95, 227–241. [Google Scholar] [CrossRef]
- Ren, S.; Lei, H.; Wang, L.; Bu, Q.; Chen, S.; Wu, J.; Julson, J.; Ruan, R. The effects of torrefaction on compositions of bio-oil and syngas from biomass pyrolysis by microwave heating. Bioresour. Technol. 2013, 135, 659–664. [Google Scholar] [CrossRef] [PubMed]
- Galhano, R.; Carvalho, R.; Silva, E.R.; Bordado, J.C.; Cardoso, A.C.; Costa, M.R.; Mateus, M.M. Natural polymeric water-based adhesive from cork liquefaction. Ind. Crops Prod. 2016, 84, 314–319. [Google Scholar] [CrossRef]
- Maxime, A.; Budija, F.; Kričej, B.; Kutnar, A.; Pavlič, M.; Pori, P.; Tavzes, Č.; Petrič, M. Production of biomaterials from cork: Liquefaction in polyhydric alcohols at moderate temperatures. Ind. Crops Prod. 2014, 54, 296–301. [Google Scholar] [CrossRef]
- Wang, Y.; Wang, H.; Lin, H.; Zheng, Y.; Zhao, J.; Pelletier, A.; Li, K. Effects of solvents and catalysts in liquefaction of pinewood sawdust for the production of bio-oils. Biomass Bioenergy 2013, 59, 158–167. [Google Scholar] [CrossRef]
- Galhano dos Santos, R.; Acero, N.F.; Matos, S.; Carvalho, R.; Vale, M.; Marques, A.C.; Bordado, J.C.; Mateus, M.M. One-Component Spray Polyurethane Foam from Liquefied Pinewood Polyols: Pursuing Eco-Friendly Materials. J. Polym. Environ. 2018, 26, 91–100. [Google Scholar] [CrossRef]
- Braz, A.; Mateus, M.M.; Santos, R.G.d.; Machado, R.; Bordado, J.M.; Correia, M.J.N. Modelling of pine wood sawdust thermochemical liquefaction. Biomass Bioenergy 2018, 120, 200–210. [Google Scholar] [CrossRef]
- Mateus, M.M.; Bordado, J.C.; Galhano, R.; Santos, D. Potential biofuel from liquefied cork-Higher heating value comparison. Fuel 2016, 174, 114–117. [Google Scholar] [CrossRef]
- Mateus, M.M.; Acero, N.F.; Bordado, J.C.; Galhano, R.; Santos, D. Sonication as a foremost tool to improve cork liquefaction. Ind. Crops Prod. 2015, 74, 9–13. [Google Scholar] [CrossRef]
- Mateus, M.M.; Guerreiro, D.; Ferreira, O.; Bordado, J.C.; Galhano dos Santos, R. Heuristic analysis of Eucalyptus globulus bark depolymerisation via acid-liquefaction. Cellulose 2017, 24, 659–668. [Google Scholar] [CrossRef]
- Fernandes, F.; Matos, S.; Gaspar, D.; Silva, L.; Paulo, I.; Vieira, S.; Pinto, P.C.R.; Bordado, J.; Galhano dos Santos, R. Boosting the Higher Heating Value of Eucalyptus globulus via Thermochemical Liquefaction. Sustainability 2021, 13, 3717. [Google Scholar] [CrossRef]
- Galhano dos Santos, R.; Bordado, J.; Mateus, M.M. Thermochemical Liquefaction of Swine Manure as Feedstock for the Production of a Potential Biofuel. Innov. Energy Res. 2015. Available online: https://www.omicsonline.org/open-access/thermochemical-liquefaction-of-swine-manure-as-feedstock-for-theproduction-of-a-potential-biofuel-ier-1000125.pdf (accessed on 9 January 2022).
- Mateus, M.M.; do Vale, M.; Rodrigues, A.; Bordado, J.C.; Galhano dos Santos, R. Is biomass liquefaction an option for the viability of poplar short rotation coppices? A preliminary experimental approach. Energy 2017, 124, 40–45. [Google Scholar] [CrossRef]
- Fang, J.; Liu, Z.; Luan, H.; Liu, F.; Yuan, X.; Long, S.; Wang, A.; Ma, Y.; Xiao, Z. Thermochemical liquefaction of cattle manure using ethanol as solvent: Effects of temperature on bio-oil yields and chemical compositions. Renew. Energy 2021, 167, 32–41. [Google Scholar] [CrossRef]
- Galhano dos Santos, R.; Ventura, P.; Bordado, J.C.; Mateus, M.M. Direct and efficient liquefaction of potato peel into bio-oil. Environ. Chem. Lett. 2017, 15, 453–458. [Google Scholar] [CrossRef]
- Mateus, M.M.; Gaspar, D.; Matos, S.; Rego, A.; Motta, C.; Castanheira, I.; Bordado, J.M.; Galhano dos Santos, R. Converting a residue from an edible source (Ceratonia siliqua L.) into a bio-oil. J. Environ. Chem. Eng. 2019, 7, 103004. [Google Scholar] [CrossRef]
- Jiang, X.; Li, P.; Ding, Z.; Wang, A.; Bing, H.; Zhang, J. Thermochemical liquefaction of wheat straw and its effectiveness as an extender for asphalt binders: Characterisation of liquefied products and potential opportunities. Constr. Build. Mater. 2021, 305, 124769. [Google Scholar] [CrossRef]
- Zhang, S.; Zhou, S.; Yang, X.; Xi, W.; Zheng, K.; Chu, C.; Ju, M.; Liu, L. Effect of operating parameters on hydrothermal liquefaction of corn straw and its life cycle assessment. Environ. Sci. Pollut. Res. 2020, 27, 6362–6374. [Google Scholar] [CrossRef]
- Nunes, L.J.R.; Loureiro, L.M.E.F.; Sá, L.C.R.; Silva, H.F.C. Thermochemical Conversion of Olive Oil Industry Waste: Circular Economy through Energy Recovery. Recycling 2020, 5, 12. [Google Scholar] [CrossRef]
- Minowa, T.; Kondo, T.; Sudirjo, S.T. Thermochemical liquefaction of indonesian biomass residues. Biomass Bioenergy 1998, 14, 517–524. [Google Scholar] [CrossRef]
- Liu, Y.; Yuan, X.Z.; Huang, H.J.; Wang, X.L.; Wang, H.; Zeng, G.M. Thermochemical liquefaction of rice husk for bio-oil production in mixed solvent (ethanol–water). Fuel Process. Technol. 2013, 112, 93–99. [Google Scholar] [CrossRef]
- Ferreira, S.; Monteiro, E.; Brito, P.; Vilarinho, C. Biomass resources in Portugal: Current status and prospects. Renew. Sustain. Energy Rev. 2017, 78, 1221–1235. [Google Scholar] [CrossRef]
- Comissão Técnica Independente, Relatório Comunidade Independente, Análise e Apuramento dos Factos Relativos aos Incêndios que Ocorreram em Pedrogão Grande, Castanheiro de Pera, Ansião, Alvaiázere, Figueiró de Vinhos, Arganil, Góis, Penela, Pampilhosa da Serra, Oleiros e Sertã. 2017. Available online: https://debates.parlamento.pt/catalogo/r3/dar/01/13/03/014/2017-10-28/4?pgs=4-6,7&org=PLC (accessed on 4 January 2023).
- Couto, F.T.; Iakunin, M.; Salgado, R.; Pinto, P.; Viegas, T.; Pinty, J.P. Lightning modelling for the research of forest fire ignition in Portugal. Atmos. Res. 2020, 242, 104993. [Google Scholar] [CrossRef]
- Observatório Técnico Independente; Rego, F.; Oliveira, E.; Fernandes, P.; Silva, J.; Azevedo, J.; Cortes, R.; Viegas, D. Redução do risco de Incêndio Através da Utilização de Biomassa Lenhosa para Energia. 2021. Available online: https://www.researchgate.net/profile/Joao-Azevedo-2/publication/348389095_O_Uso_do_Fogo_em_Portugal_-_tradicao_e_tecnica/links/5ffc4542a6fdccdcb846d8b0/O-Uso-do-Fogo-em-Portugal-tradicao-e-tecnica.pdf (accessed on 4 January 2023).
- European Commission. Forest Fires—Forests—Environment. 2020. Available online: https://ec.europa.eu/environment/forests/fires.htm (accessed on 21 July 2022).
- Goncalves, D.; Orišková, S.; Matos, S.; Machado, H.; Vieira, S.; Bastos, D.; Gaspar, D.; Paiva, R.; Bordado, J.C.; Rodrigues, A.; et al. Thermochemical Liquefaction as a Cleaner and Efficient Route for Valuing Pinewood Residues from Forest Fires. Molecules 2021, 26, 7156. [Google Scholar] [CrossRef] [PubMed]
- Paulo, I.; Costa, L.; Rodrigues, A.; Orišková, S.; Matos, S.; Gonçalves, D.; Gonçalves, A.R.; Silva, L.; Vieira, S.; Bordado, J.C.; et al. Acid-Catalyzed Liquefaction of Biomasses from Poplar Clones for Short Rotation Coppice Cultivations. Molecules 2022, 27, 304. [Google Scholar] [CrossRef] [PubMed]
- Sheng, C.; Azevedo, J.L.T. Estimating the higher heating value of biomass fuels from basic analysis data. Biomass Bioenergy 2005, 28, 499–507. [Google Scholar] [CrossRef]
- Amado, M.; Bastos, D.; Gaspar, D.; Matos, S.; Vieira, S.; Bordado, J.M.; Galhano dos Santos, R. Thermochemical liquefaction of pinewood shaves—Evaluating the performance of cleaner and sustainable alternative solvents. J. Clean. Prod. 2021, 304, 127088. [Google Scholar] [CrossRef]
- Mateus, M.M.; Bordado, J.M.; Galhano dos Santos, R. Estimation of higher heating value (HHV) of bio-oils from thermochemical liquefaction by linear correlation. Fuel 2021, 302, 121149. [Google Scholar] [CrossRef]
- Zhu, Z.; Rosendahl, L.; Toor, S.S.; Chen, G. Optimising the conditions for hydrothermal liquefaction of barley straw for bio-crude oil production using response surface methodology. Sci. Total Environ. 2018, 630, 560–569. [Google Scholar] [CrossRef]
- Hadhoum, L.; Loubar, K.; Paraschiv, M.; Burnens, G.; Awad, S.; Tazerout, M. Optimisation of oleaginous seeds liquefaction using response surface methodology. Biomass Convers. Biorefin. 2021, 11, 2655–2667. [Google Scholar] [CrossRef]
- Carmona-Cabello, M.; Sáez-Bastante, J.; Barbanera, M.; Cotana, F.; Pinzi, S.; Dorado, M.P. Optimisation of ultrasound-assisted liquefaction of solid digestate to produce bio-oil: Energy study and characterisation. Fuel 2022, 313, 123020. [Google Scholar] [CrossRef]
- Galhano dos Santos, R.; Santos, D.; Ao, J.; Bordado, C.; Mateus, M.M. Potential biofuels from liquefied industrial wastes e Preliminary evaluation of heats of combustion and van Krevelen correlations. J. Clean. Prod. 2016, 137, 195–199. [Google Scholar] [CrossRef]
- Mateus, M.M.; Carvalho, R.; Bordado, J.C.; Galhano dos Santos, R. Biomass acid-catalysed liquefaction—Catalysts performance and polyhydric alcohol influence. Data Brief 2015, 5, 736–738. [Google Scholar] [CrossRef] [PubMed]
- Mun, S.P.; Gilmour, I.A.; Jordan, P.J. Effect of Organic Sulfonic Acids as Catalysts during Phenol Liquefaction of Pinus radiata Bark. J. Ind. Eng. Chem. 2006, 12, 720–726. [Google Scholar]
- Jasiukaityté, E.; Kunaver, M.; Strlič, M. Cellulose liquefaction in acidified ethylene glycol. Cellulose 2009, 16, 393–405. [Google Scholar] [CrossRef]
- Dennison, T.J.; Smith, J.; Hofmann, M.P.; Bland, C.E.; Badhan, R.K.; Al-Khattawi, A.; Mohammed, A.R. Design of experiments to study the impact of process parameters on droplet size and development of non-invasive imaging techniques in tablet coating. PLoS ONE 2016, 11, e0157267. [Google Scholar] [CrossRef]
- Hassan, E.B.M.; Steele, P.H.; Ingram, L. Characterisation of fast pyrolysis bio-oils produced from pretreated pine wood. Appl. Biochem. Biotechnol. 2009, 154, 182–192. [Google Scholar] [CrossRef]
- Sarkar, J.K.; Wang, Q. Different Pyrolysis Process Conditions of South Asian Waste Coconut Shell and Characterization of Gas, Bio-Char, and Bio-Oil. Energies 2020, 13, 1970. [Google Scholar] [CrossRef]
- Bui, N.Q.; Fongarland, P.; Rataboul, F.; Dartiguelongue, C.; Charon, N.; Vallée, C.; Essayem, N. FTIR as a simple tool to quantify unconverted lignin from chars in biomass liquefaction process: Application to SC ethanol liquefaction of pine wood. Fuel Process. Technol. 2015, 134, 378–386. [Google Scholar] [CrossRef]
- Liu, Y.; He, Z.; Shankle, M.; Tewolde, H. Compositional features of cotton plant biomass fractions characterised by attenuated total reflection Fourier transform infrared spectroscopy. Ind. Crops Prod. 2016, 79, 283–286. [Google Scholar] [CrossRef]
- Popescu, C.M.; Popescu, M.C.; Singurel, G.; Vasile, C.; Argyropoulos, D.S.; Willfor, S. Spectral characterisation of eucalyptus wood. Appl. Spectrosc. 2007, 61, 1168–1177. [Google Scholar] [CrossRef] [PubMed]
- Xu, F.; Yu, J.; Tesso, T.; Dowell, F.; Wang, D. Qualitative and quantitative analysis of lignocellulosic biomass using infrared techniques: A mini-review. Appl. Energy 2013, 104, 801–809. [Google Scholar] [CrossRef]
- Açıkalın, K. Pyrolytic characteristics and kinetics of pistachio shell by thermogravimetric analysis. J. Therm. Anal. Calorim. 2012, 109, 227–235. [Google Scholar] [CrossRef]
- Varma, A.K.; Mondal, P. Physicochemical characterisation and kinetic study of pine needle for pyrolysis process. J. Therm. Anal. Calorim. 2016, 124, 487–497. [Google Scholar] [CrossRef]
- Shawal, N.N.; Murtala, A.M.; Adilah, A.K.; Usman, H.D. Identification of functional groups of sustainable bio-oil substrate and its potential for specialty chemicals source. Adv. Mat. Res. 2012, 557–559, 1179–1185. [Google Scholar] [CrossRef]
- Anouti, S.; Haarlemmer, G.; Deniel, M.; Roubaud, A.; De, M. Analysis of Physicochemical Properties of Bio-Oil from Hydrothermal Liquefaction of Blackcurrant Pomace. Energy Fuels 2016, 30, 398–406. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).