
Influence of Encapsulation Size and Textile Integration Techniques on the Wash Durability of Textiles with Integrated Electronic Yarn

 , ,
, ,  , ,
, ,  and
and 
Abstract
Highlights
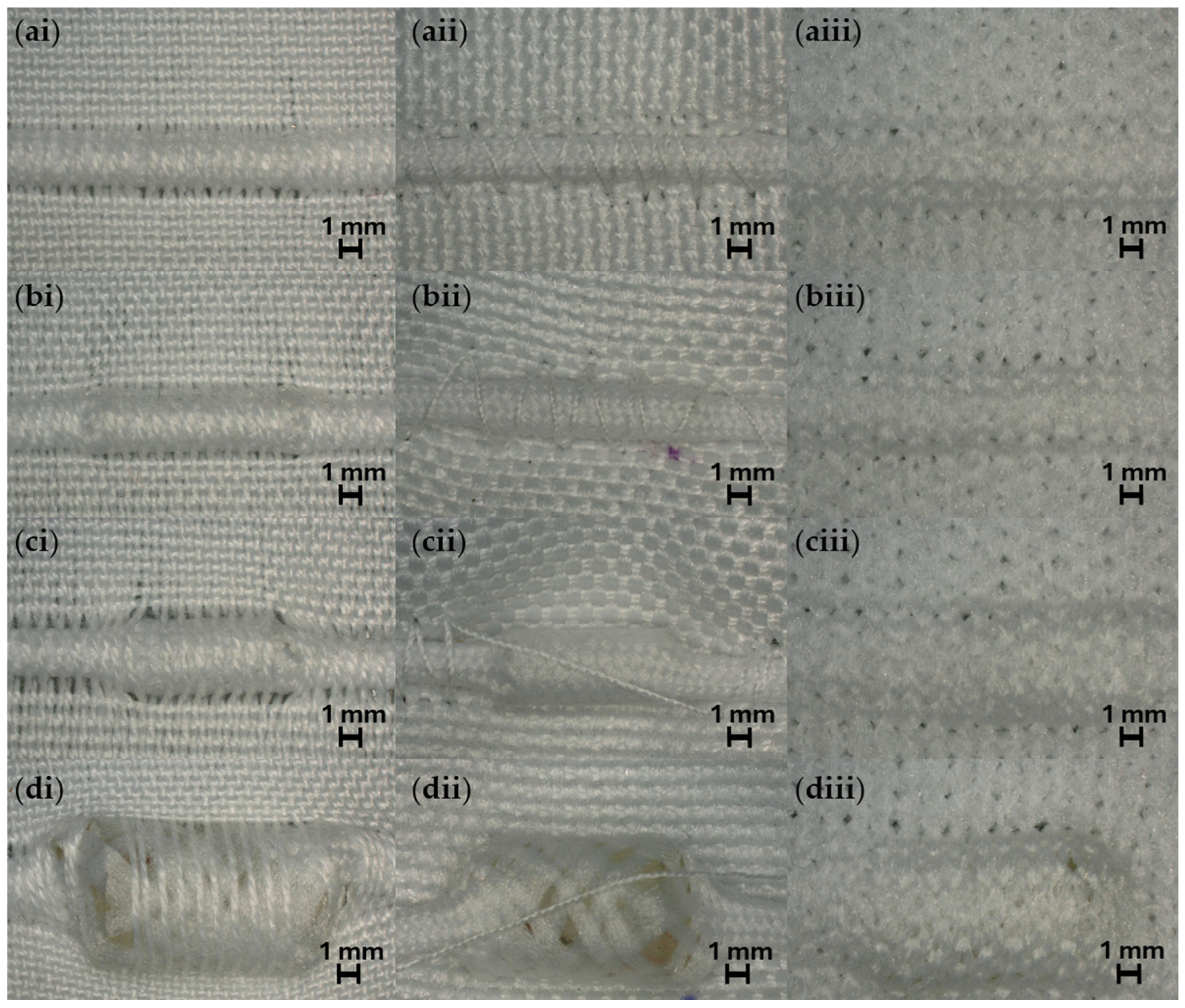
- The wash durability of electronic yarns was systematically evaluated across different textile integration techniques (woven, embroidered, and integrated-knit) and protective micro-pod encapsulation diameters (1.5, 2.0, 3.0, and 6.0 mm).
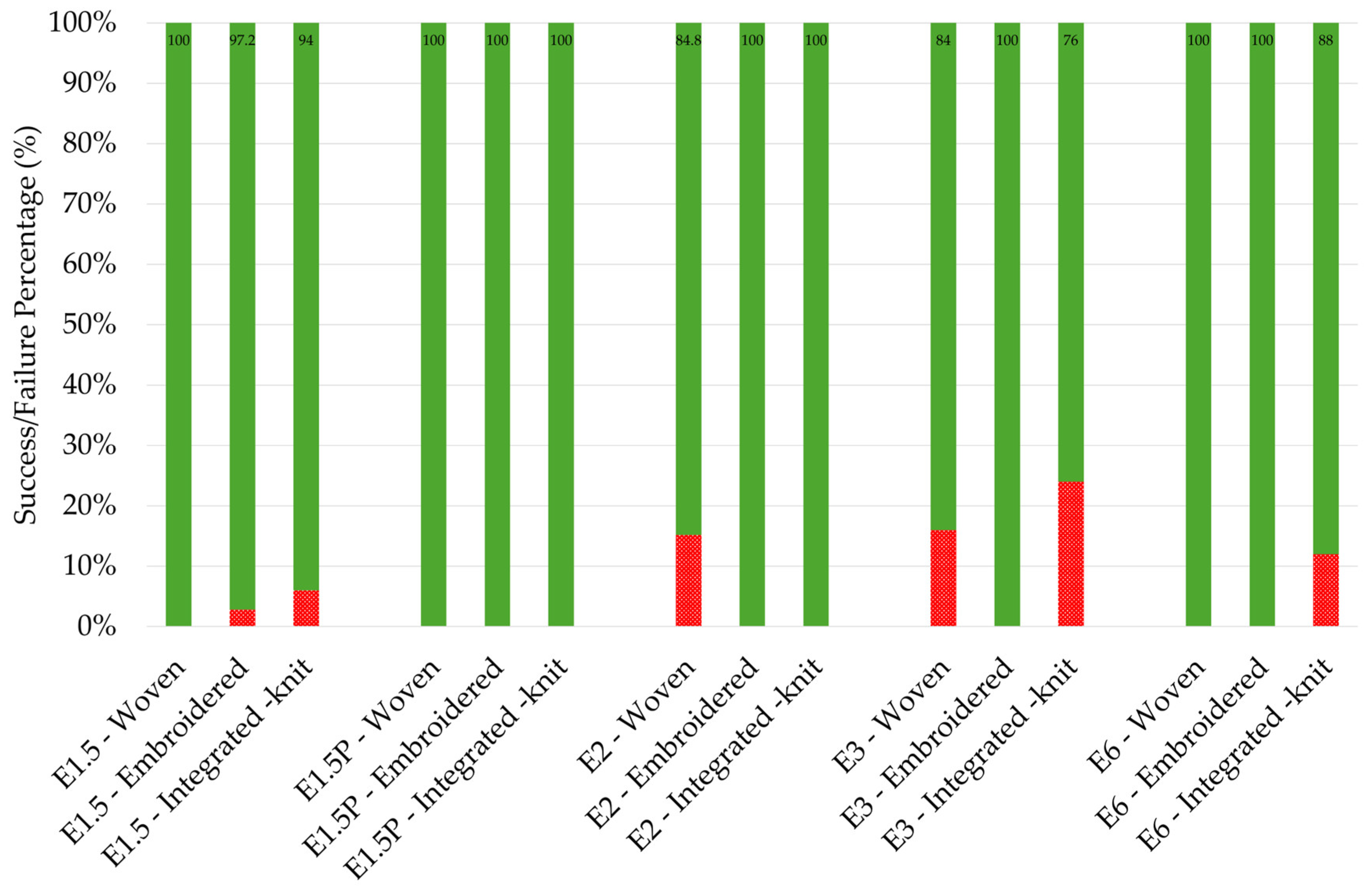
- Electronic yarns exhibited good durability to machine washing. Only seven of the ninety samples failed during the 25 wash testing cycles. Five failures could be attributed to manufacturing defects.
- These results demonstrate the importance of consistent manufacturing standards when creating reliable, durable, electronic textiles.
- The findings support the development of more durable, application-specific wearable electronic textiles.
Abstract
1. Introduction
2. Materials and Methods
2.1. Electronic Textile Preparation
2.2. Washing and Drying Protocol
2.3. Microscopy, Mass, and Dimensional Assessments
2.4. Functional Testing
2.5. Data Processing and Statistical Analysis
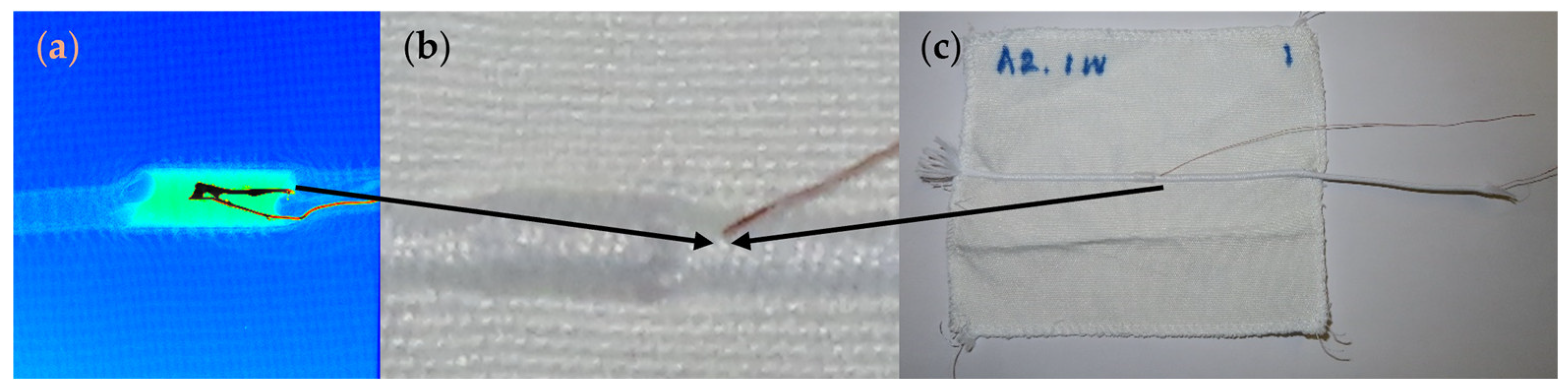
2.6. Fault Detection After Failure
3. Results
3.1. Effect of Encapsulation Size and E-Yarn Integration Technique on the Wash Durability of E-Textiles
3.2. Analysis of Failed Samples
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A
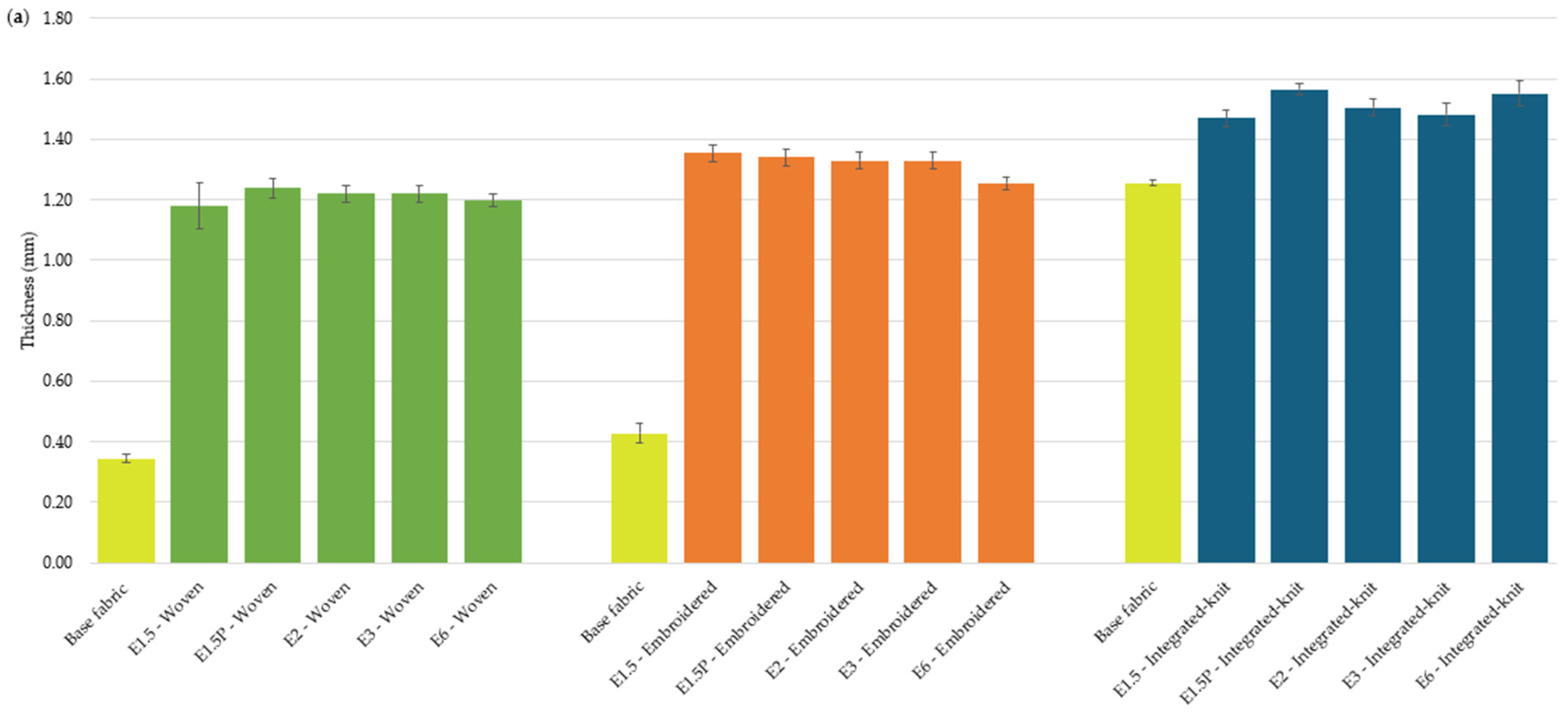
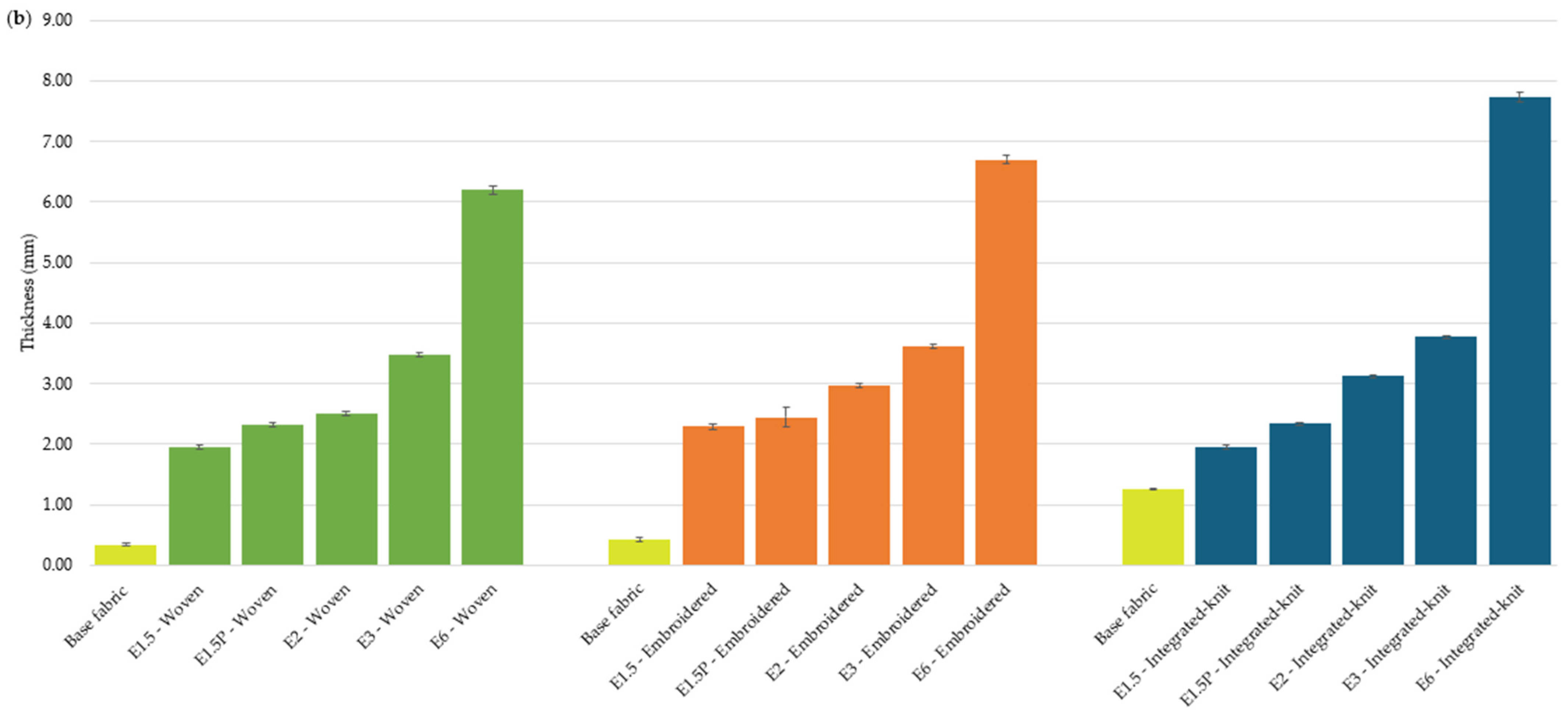
Comparison of Fabric Thickness and Weight Before and After E-Yarn Integration


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Fabric | Thickness (mm) | Weight (g) |
|---|---|---|
| Woven | 0.34 ± 0.01 | 2.67 ± 0.05 |
| Embroidered | 0.43 ± 0.03 | 3.86 ± 0.1 |
| Integrated-Knit | 1.26 ± 0.01 | 3.67 ± 0.06 |
Appendix B
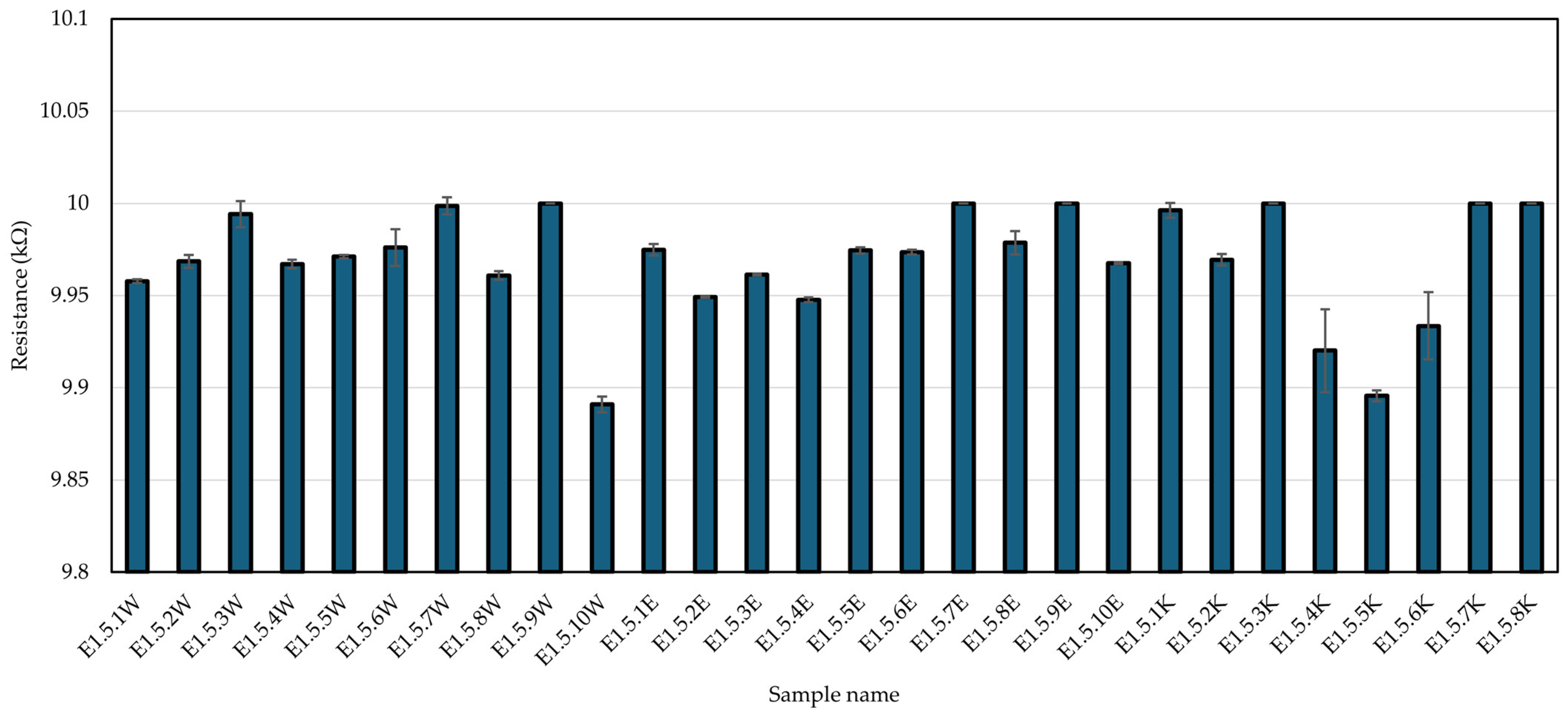
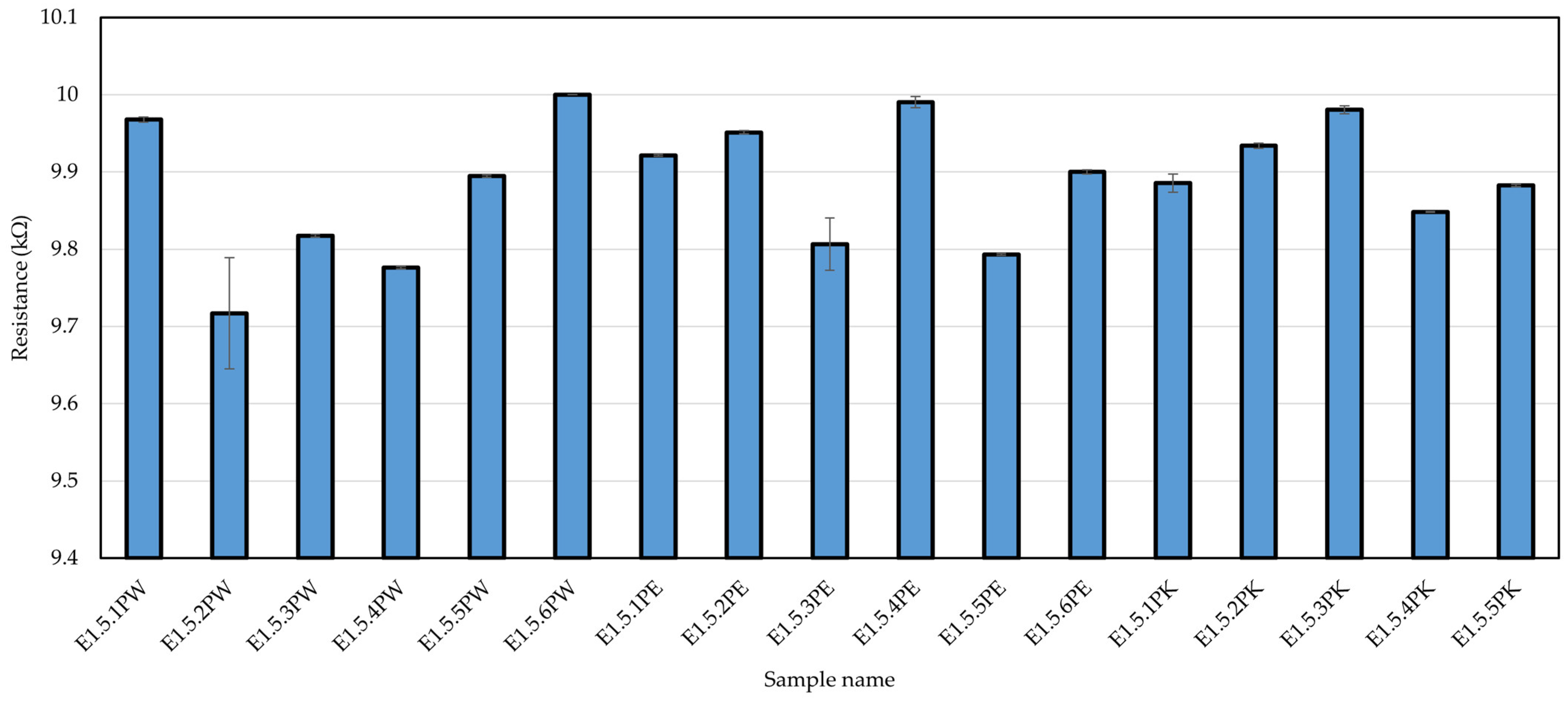
Resistance Values Across 25 Wash Cycles



References
- Lam, N.Y.K.; Tan, J.; Toomey, A.; Cheuk, K.C.J. Washability and abrasion resistance of illuminative knitted e-textiles with POFs and silver-coated conductive yarns. Fash. Text. 2022, 9, 39. [Google Scholar] [CrossRef]
- Rotzler, S.; von Krshiwoblozki, M.; Kallmayer, C.; Schneider-Ramelow, M. Washability of e-textiles: Washing behavior of textile integrated circuits depending on textile substrate, circuit material and integration method. Adv. Funct. Mater. 2024, 35, 2417344. [Google Scholar] [CrossRef]
- Rotzler, S.; von Krshiwoblozki, M.; Schneider-Ramelow, M. Washability of e-textiles: Current testing practices and the need for standardization. Text. Res. J. 2021, 91, 2401–2417. [Google Scholar] [CrossRef]
- Younes, B. Smart e-textiles: A review of their aspects and applications. J. Ind. Text. 2023, 53, 1–23. [Google Scholar] [CrossRef]
- Zhang, Y.; Wang, H.; Lu, H.; Li, S.; Zhang, Y. Electronic fibers and textiles: Recent progress and perspective. iScience 2021, 24, 102716. [Google Scholar] [CrossRef]
- Meena, J.S.; Choi, S.B.; Jung, S.-B.; Kim, J.-W. Electronic textiles: New age of wearable technology for healthcare and fitness solutions. Mater. Today Bio 2023, 19, 100575. [Google Scholar] [CrossRef]
- Komolafe, A.; Zaghari, B.; Torah, R.; Weddell, A.S.; Khanbareh, H.; Tsikriteas, Z.M.; Vousden, M.; Wagih, M.; Jurado, U.T.; Shi, J.; et al. E-textile technology review—From materials to application. IEEE Access 2021, 9, 97152–97179. [Google Scholar] [CrossRef]
- Rotzler, S.; Schneider-Ramelow, M. Washability of e-textiles: Failure modes and influences on washing reliability. Textiles 2021, 1, 37–54. [Google Scholar] [CrossRef]
- Cherenack, K.; van Pieterson, L. Smart textiles: Challenges and opportunities. J. Appl. Phys. 2012, 112, 091301. [Google Scholar] [CrossRef]
- uz Zaman, S.; Tao, X.; Cochrane, C.; Koncar, V. Launderability of conductive polymer yarns used for connections of e-textile modules: Mechanical stresses. Fibers Polym. 2019, 20, 2362–2373. [Google Scholar] [CrossRef]
- Ojstršek, A.; Plohl, O.; Gorgieva, S.; Kurečič, M.; Jančič, U.; Hribernik, S.; Fakin, D. Metallisation of textiles and protection of conductive layers: An overview of application techniques. Sensors 2021, 21, 3508. [Google Scholar] [CrossRef]
- Liman, M.L.R.; Islam, M.T. Emerging washable textronics for imminent e-waste mitigation: Strategies, reliability, and perspectives. J. Mater. Chem. A 2022, 10, 1004–1045. [Google Scholar] [CrossRef]
- Du, K.; Lin, R.; Yin, L.; Ho, J.S.; Wang, J.; Lim, C.T. Electronic textiles for energy, sensing, and communication. iScience 2022, 25, 104028. [Google Scholar] [CrossRef] [PubMed]
- Chatterjee, K.; Tabor, J.; Ghosh, T.K. Electrically conductive coatings for fiber-based e-textiles. Fibers 2019, 7, 51. [Google Scholar] [CrossRef]
- Dulal, M.; Afroj, S.; Ahn, J.; Cho, Y.; Carr, C.; Kim, I.D.; Karim, N. Toward sustainable wearable electronic textiles. ACS Nano 2022, 16, 19755–19788. [Google Scholar] [CrossRef]
- Hossain, M.M.; Bradford, P.D. Durability of smart electronic textiles. In Nanosensors and Nanodevices for Smart Multifunctional Textiles; Elsevier: Amsterdam, The Netherlands, 2021; pp. 27–53. [Google Scholar] [CrossRef]
- Wu, B.; Zhang, B.; Wu, J.; Wang, Z.; Ma, H.; Yu, M.; Li, L.; Li, J. Electrical switchability and dry-wash durability of conductive textiles. Sci. Rep. 2015, 5, 11255. [Google Scholar] [CrossRef]
- Rahemtulla, Z.; Hughes-Riley, T. The Design and Engineering of a Fall Detection Electronic Textile. 2023. Available online: https://figshare.com/articles/dataset/The_design_and_engineering_of_a_fall_detection_electronic_textile/21632078/1 (accessed on 31 January 2023).
- Rahemtulla, Z.; Wickenden, R.; Hughes-Riley, T. Using a human centred design approach to develop a fall detection sock for older women. Des. Health 2024, 8, 318–335. [Google Scholar] [CrossRef]
- Ebrahimi, P.; Shahidi, A.M.; Koutsogeorgis, D.; Oliveira, C.; Kaner, J.; Dias, T.; Hughes-Riley, T. Further optimization of solar electronic yarns for developing large, stretchable knitted textile solar panels. In Proceedings of the 2024 International Conference on Challenges, Opportunities, Innovations and Applications in Electronic Textiles (E-Textiles), Berlin, Germany, 19–21 November 2024; pp. 58–66. [Google Scholar]
- Shahidi, A.M.; Marasinghe, K.; Ebrahimi, P.; Oliveira, C.; Perera, N.; Briggs-Goode, A.; Dias, T.; Hughes-Riley, T. Design considerations for the creation of electronic yarns for wearable health monitoring devices. Des. J. 2025, 28, 432–451. [Google Scholar] [CrossRef]
- Blecha, T.; Hirman, M.; Navrátil, J. Assembly technology of electronic components for e-textiles. Power Electron. Devices Compon. 2024, 7, 100056. [Google Scholar] [CrossRef]
- Hughes-Riley, T.; Dias, T.; Cork, C. A historical review of the development of electronic textiles. Fibers 2018, 6, 34. [Google Scholar] [CrossRef]
- Nashed, M.N.; Hardy, D.A.; Hughes-Riley, T.; Dias, T. A novel method for embedding semiconductor dies within textile yarn to create electronic textiles. Fibers 2019, 7, 12. [Google Scholar] [CrossRef]
- Hardy, D.A.; Rahemtulla, Z.; Satharasinghe, A.; Shahidi, A.; Oliveira, C.; Anastasopoulos, I.; Nashed, M.N.; Kgatuke, M.; Komolafe, A.; Torah, R.; et al. Wash testing of electronic yarn. Materials 2020, 13, 1228. [Google Scholar] [CrossRef] [PubMed]
- Simegnaw, A.A.; Malengier, B.; Rotich, G.; Tadesse, M.G.; van Langenhove, L. Review on the integration of microelectronics for e-textile. Materials 2021, 14, 5113. [Google Scholar] [CrossRef] [PubMed]
- Shak Sadi, M.; Kumpikaitė, E. Advances in the robustness of wearable electronic textiles: Strategies, stability, washability and perspective. Nanomaterials 2022, 12, 2039. [Google Scholar] [CrossRef]
- BS EN ISO 6330:2021; Textiles—Domestic Washing and Drying Procedures for Textile Testing. International Organization for Standardization: Geneva, Switzerland, 2021.
- Rotzler, S.; Kallmayer, C.; Dils, C.; von Krshiwoblozki, M.; Bauer, U.; Schneider-Ramelow, M. Improving the washability of smart textiles: Influence of different washing conditions on textile integrated conductor tracks. J. Text. Inst. 2020, 111, 1762–1773. [Google Scholar] [CrossRef]
- Ankhili, A.; Tao, X.; Cochrane, C.; Coulon, D.; Koncar, V. Washable and reliable textile electrodes embedded into underwear fabric for electrocardiography (ECG) monitoring. Materials 2018, 11, 256. [Google Scholar] [CrossRef] [PubMed]
- Kazani, I.; Declercq, F.; Scarpello, M.L.; Hertleer, C.; Rogier, H.; Ginste, D.V.; Mey, G.D.; Guxho, G.; van Langenhove, L. Performance study of screen-printed textile antennas after repeated washing. AUTEX Res. J. 2014, 14, 47–54. [Google Scholar] [CrossRef]
- Baribina, N.; Baltina, I.; Oks, A. Application of additional coating for conductive yarns protection against washing. Key Eng. Mater. 2018, 762, 312–317. [Google Scholar] [CrossRef]
- Tadesse, M.G.; Mengistie, D.A.; Chen, Y.; Wang, L.; Loghin, C.; Nierstrasz, V. Electrically conductive highly elastic polyamide/lycra fabric treated with PEDOT:PSS and polyurethane. J. Mater. Sci. 2019, 54, 9591–9602. [Google Scholar] [CrossRef]
- Dils, C.; Hohner, S.; Schneider-Ramelow, M. Use of rotary ultrasonic plastic welding as a continuous interconnection technology for large-area e-textiles. Textiles 2023, 3, 66–87. [Google Scholar] [CrossRef]
- Liu, X.; Zhang, D.; Qiu, H.; Sun, J.; Mao, C.; Qian, K. On-axis fatigue behaviors and failure characterization of 3D5D braided composites with yarn-reduction using X-ray computed tomography. Compos. Sci. Technol. 2021, 203, 108585. [Google Scholar] [CrossRef]
- Cao, W.; Zhang, J.; Sun, B.; Gu, B. X-ray tomography and numerical study on low-velocity impact damages of three-dimensional angle-interlock woven composites. Compos. Struct. 2019, 230, 111525. [Google Scholar] [CrossRef]
- Tao, X.; Koncar, V.; Huang, T.-H.; Shen, C.-L.; Ko, Y.-C.; Jou, G.-T. How to make reliable, washable, and wearable textronic devices. Sensors 2017, 17, 673. [Google Scholar] [CrossRef] [PubMed]
- Islam, M.R.; Afroj, S.; Yin, J.; Novoselov, K.S.; Chen, J.; Karim, N. Advances in printed electronic textiles. Adv. Sci. 2024, 11, 2304140. [Google Scholar] [CrossRef] [PubMed]
- Ghosh, J.; Rupanty, N.S.; Noor, T.; Asif, T.R.; Islam, T.; Reukov, V. Functional coatings for textiles: Advancements in flame resistance, antimicrobial defense, and self-cleaning performance. RSC Adv. 2025, 15, 10984–11022. [Google Scholar] [CrossRef] [PubMed]
- Amarnath, M.; Mohite, S.; Palaskar, S. Recent advances and innovations in textile materials for smart sensor applications: A review. Measurement 2025, 255, 118057. [Google Scholar] [CrossRef]
- Wicaksono, I.; Tucker, C.I.; Sun, T.; Guerrero, C.A.; Liu, C.; Woo, W.M.; Pence, E.J.; Dagdeviren, C. A tailored, electronic textile conformable suit for large-scale spatiotemporal physiological sensing in vivo. npj Flex. Electron. 2020, 4, 5. [Google Scholar] [CrossRef]
- Köhler, A.R.; Hilty, L.M.; Bakker, C. Prospective impacts of electronic textiles on recycling and disposal. J. Ind. Ecol. 2011, 15, 496–511. [Google Scholar] [CrossRef]
- Adamu, M.F.; Tesfaye, T.; Berhanu, B.; Simegnaw, A.A. Electronic textiles. Text. Prog. 2025, 57, 1–71. [Google Scholar] [CrossRef]




| Encapsulation Naming Code | Encapsulation Size (mm) | Woven Samples | Embroidered Samples | Integrated-Knit Samples | Total Samples |
|---|---|---|---|---|---|
| E1.5 | 1.5 | 10 | 10 | 8 | 28 |
| E1.5P | 1.5 | 6 | 6 | 5 | 17 |
| E2 | 2 | 5 | 5 | 5 | 15 |
| E3 | 3 | 5 | 5 | 5 | 15 |
| E6 | 6 | 5 | 5 | 5 | 15 |
| Total | 31 | 31 | 28 | 90 |
| Code Element | Meaning | Example |
|---|---|---|
| E | Encapsulation | E2-W |
| X (2, 3, 6, 1.5 mm) | Encapsulation size | E3-K |
| XP | Comparative samples by a second researcher | E2P-E |
| Y | Individual sample number | E6-3 |
| W | Woven integration | E2-W |
| E | Embroidered integration | E3-E |
| K | Integrated knit | E1.5-K |
| Electronic Component | Length (mm) | Encapsulated Thickness (mm) | Braided Thickness (mm) | Woven (mm) | Embroidered (mm) | Integrated-Knit (mm) |
|---|---|---|---|---|---|---|
| E1.5 | 7.42 ± 0.10 | 1.50 ± 0.04 | 1.74 ± 0.05 | 1.95 ± 0.03 | 2.29 ± 0.05 | 1.95 ± 0.03 |
| E2 | 10.02 ± 0.12 | 2.03 ± 0.04 | 2.38 ± 0.05 | 2.51 ± 0.03 | 2.97 ± 0.03 | 3.12 ± 0.03 |
| E3 | 8.20 ± 0.09 | 3.01 ± 0.03 | 3.32 ± 0.2 | 3.48 ± 0.03 | 3.62 ± 0.03 | 3.77 ± 0.03 |
| E6 | 10.45 ± 0.09 | 5.95 ± 0.04 | 6.15 ± 0.04 | 6.2 ± 0.07 | 6.7 ± 0.07 | 7.73 ± 0.07 |
| Integration Type | E1.5 | E1.5P | E2 | E3 | E6 |
|---|---|---|---|---|---|
| Woven | 100 | 100 | 84.8 | 84 | 100 |
| Embroidered | 97.2 | 100 | 100 | 100 | 100 |
| Integrated-Knit | 94 | 100 | 100 | 76 | 88 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Shahidi, A.M.; Ebrahimi, P.; Marasinghe, K.; Peiris, T.; Rahemtulla, Z.; Oliveira, C.; Eberl-Craske, D.; Dias, T.; Hughes-Riley, T. Influence of Encapsulation Size and Textile Integration Techniques on the Wash Durability of Textiles with Integrated Electronic Yarn. Fibers 2025, 13, 89. https://doi.org/10.3390/fib13070089
Shahidi AM, Ebrahimi P, Marasinghe K, Peiris T, Rahemtulla Z, Oliveira C, Eberl-Craske D, Dias T, Hughes-Riley T. Influence of Encapsulation Size and Textile Integration Techniques on the Wash Durability of Textiles with Integrated Electronic Yarn. Fibers. 2025; 13(7):89. https://doi.org/10.3390/fib13070089
Chicago/Turabian StyleShahidi, Arash M., Parvin Ebrahimi, Kalana Marasinghe, Tharushi Peiris, Zahra Rahemtulla, Carlos Oliveira, Dominic Eberl-Craske, Tilak Dias, and Theo Hughes-Riley. 2025. "Influence of Encapsulation Size and Textile Integration Techniques on the Wash Durability of Textiles with Integrated Electronic Yarn" Fibers 13, no. 7: 89. https://doi.org/10.3390/fib13070089
APA StyleShahidi, A. M., Ebrahimi, P., Marasinghe, K., Peiris, T., Rahemtulla, Z., Oliveira, C., Eberl-Craske, D., Dias, T., & Hughes-Riley, T. (2025). Influence of Encapsulation Size and Textile Integration Techniques on the Wash Durability of Textiles with Integrated Electronic Yarn. Fibers, 13(7), 89. https://doi.org/10.3390/fib13070089