1. Introduction
Joining of Al alloys is a crucial point in the realization of components for mechanical, automotive and aerospace industries. Brazing of Al alloys with Zn-based filler materials is a promising joining solution for its high chemical affinity for aluminum, moderate brazing temperature, good corrosion resistance and mechanical properties, as well as for the obtainment of components, which can be used at high temperature and can be recycled at the end of their life (in contrast to adhesive joints) [
1,
2].
AlSiZnSrTi [
3], Zn-Al (Al 2%–12%) [
4], and Zn-14Al (hypereutectic) [
1] alloys were successfully used for the brazing of Al-alloys plates. Moreover, 6.2 wt % Al, 4.3 wt % Cu, 1.2 wt %, Mg, 0.8 wt % Mn, 0.5 wt % Ag and balance Zn [
5,
6], pure Zn and Zn-2%Al [
7], and Al-Cu-Mg and Al-Si-Mg-17%Ti metal glasses [
8] were employed for the realization of Al-alloy dense sheets–Al-foam sandwiches with good results.
One of the main obstacles to the effective brazing of Al alloys is the presence of a stable oxide layer on the surface with high melting temperature and poor reactivity, which act as a barrier for metallurgical interaction between the aluminum alloy substrate and the brazing material [
9,
10]. Particularly critical from this point of view are the Al alloys of the 5000 series because of high magnesium content, which promotes the development of a thick and stable magnesium oxide layer.
A fist way to remove the surface oxide and improve brazing ability of Al alloys is the mechanical removal of the first surface layer by abrasive papers; this operation also increases surface roughness and consequently the mechanical interlocking between substrate and brazing material [
7,
11,
12]. On the other hand, by this method, surface reoxidation is not hampered and the oxide layer can develop again on the surface, especially at high temperature during brazing. In order to overcome such problem, the use of fluxes as deoxidizing and protective agents has been widely employed [
7]. In particular, Cs containing fluxes and the addition of activating agents (e.g., ZnCl
2) have been suggested for Al alloys with high Mg content for the effective removal of MgO and for the surface preservation from reoxidation [
3,
4,
12,
13].
Plasma etching with Ar followed by the sputtering deposition of a Cu layer (10 µm) has also been suggested for the removal of the oxide layer (plasma etching), protection from reoxidation (coating immediately after etching under vacuum), and deposition of a layer (Cu), which can be employed as brazing material [
9].
Finally, a zincate treatment (sequential soaking in 1.2 M NaOH, 69.5% HNO
3 and commercial zincate solution) has been proposed for the improvement of bonding between aluminum and Al-foams [
14].
In the present research work specimens of Al6016 and Al5182 alloys have been considered as Al substrates. Pure zinc and, for the first time, ZAMA alloy have been studied as possible brazing materials. Pure zinc has been selected on the basis of the previously obtained good results in Al-alloy-Al-foam brazing [
7], while ZAMA alloy has been tested because Cu has a high solubility in Al and it can improve mechanical and corrosion resistance of the joint. Moreover, the presence of Cu and Mg in the metallic glasses used in previous brazing experiment with Al foams [
8] led to good results. Three different preparations of the substrates have been explored: oxide removal by abrasive paper and ultrasonic cleaning, application of a flux, and vacuum plasma Ar etching followed by sputtering deposition of a Zn layer. The interaction between the substrate and the brazing material has been investigated in simulated brazing condition by means of macroscopic observations, optical microscopy, and microhardness measurements on the cross-section and X-ray diffraction (XRD) measurements on the top surface.
An in depth investigation of the phenomena occurring at the interface between the substrate and the brazing material is crucial for the understanding of the brazing process and for its optimization.
The study identified the most promising solutions, in terms of surface preparation and brazing materials, to be used in further real brazing experiments (e.g., joining of aluminum plates to aluminum foams). Moreover, from this research a protocol for the characterization of brazed joints and interfaces has been developed and proposed.
2. Materials and Methods
Specimens of Al6016 and Al5182 alloys were taken off from 1 mm thick plates (compositions are given in
Table 1), and were used as brazing substrates since they are of interest in many industrial applications, such as automotive components for Body in white (BIW).
Pure zinc (Zn, Lucas Milhaupt
TM, Cudahy, WI, USA.) and ZAMA (Al 3.9%–4.3%, Cu 0.75%–1.25%; Mg 0.03%–0.06%; Fe 0.05%; Pb 0.005%; Sn 0.002%; Cd 0.005%; Zn rem; Dynacast Italia SpA, Grosso-TO, Italy) alloy were used as brazing alloys. Zn was selected for its high chemical affinity for Al and for the good results obtained in the past for the brazing of Al6016 to Al foams by the authors [
7]. ZAMA was tested for the first time in the present research work as possible brazing material.
Different surface preparations have been considered in order to investigate surface reactions and possible optimization strategies for brazing. In fact, aluminum alloys spontaneously passivate by a surface oxide layer which could hamper surface reactivity and brazing effectiveness because of its inertness and high melting temperature. In order to favor the brazing process, the surface oxide layer should be removed.
The surface of all the specimens was activated with mechanical oxide removing by abrasive paper grinding (320 grit), and cleaned by ultrasonic washing in ethanol (10 min, 60 °C). This was the preparation of the first set of specimens (1).
In the second set of specimens the brazing was effected with the addition of a cesium fluoroaluminate containing flux (FLUX-AL6, Stella Welding, Albizzate (VA), Italy).
In the third one, a surface of each specimen was vacuum plasma Ar etched (15 min, 200 W in radio frequency (RF), operating pressure 1 Pa. The instrument used was a Kenosistec™ (Binasco, Italy)sputtering equipped with three confocal three inches cathode), then Zn coated by sputtering (30 min, 100 W in direct current (DC), operating pressure 6 × 10−1 Pa), with the same instrument.
The application of flux is adopted for a more effective surface oxide layer removal and to avoid its restoration, as described in [
3,
4,
7,
13]. Analogously, Ar-plasma etching guarantees a complete surface cleaning and deoxidation as it has been reported by Hu et al. [
9]. In this research, plasma etching has been coupled with the deposition (in the same atmosphere and reaction chamber) of a Zn layer, with the aim to facilitate the interaction with Zn-based brazing alloys and avoid surface reoxidation.
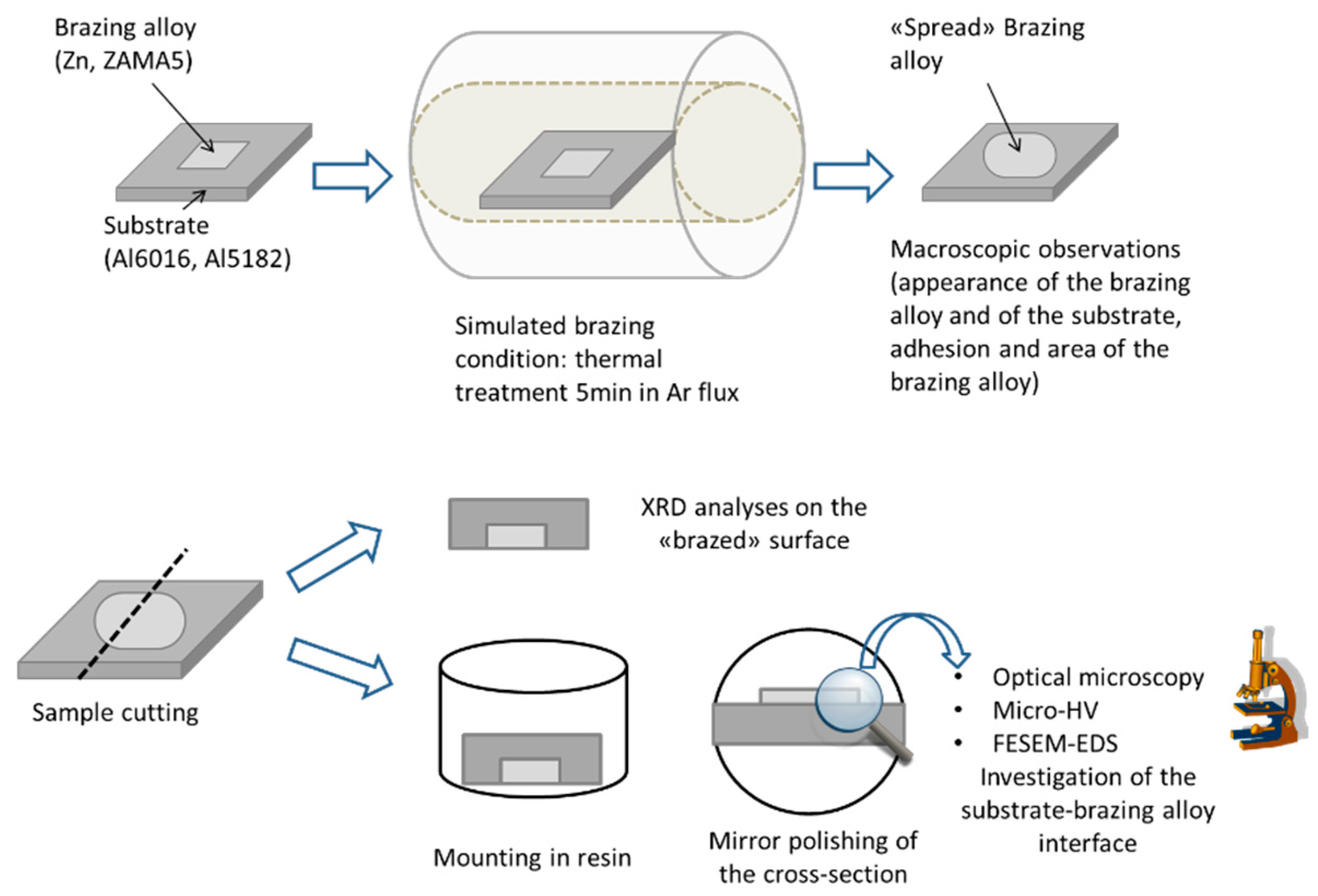
In this research the brazing process conditions have been simulated (atmosphere, time, temperature) and the samples considered for the test were constituted only from the substrate and the brazing material, in the form of strips or flatten chips, placed on the top surface of the substrate (~0.16 g of brazing alloys were considered as suggested by Dai et al. [
4])
The brazing process was conducted in a tubular furnace (Carbolite, Hope Valley, UK) in an Ar atmosphere with a heating rate of 10 °C/min and a dwell time of 5 min. The Ar atmosphere was chosen to prevent high temperature surface oxidation phenomena. The temperature of 480 °C has been selected for brazing experiments with pure zinc, while the temperature of 520 °C has been used for experiments with ZAMA. Preliminary reduced set of experiments were conducted to evaluate the best temperature and time for the chosen alloys.
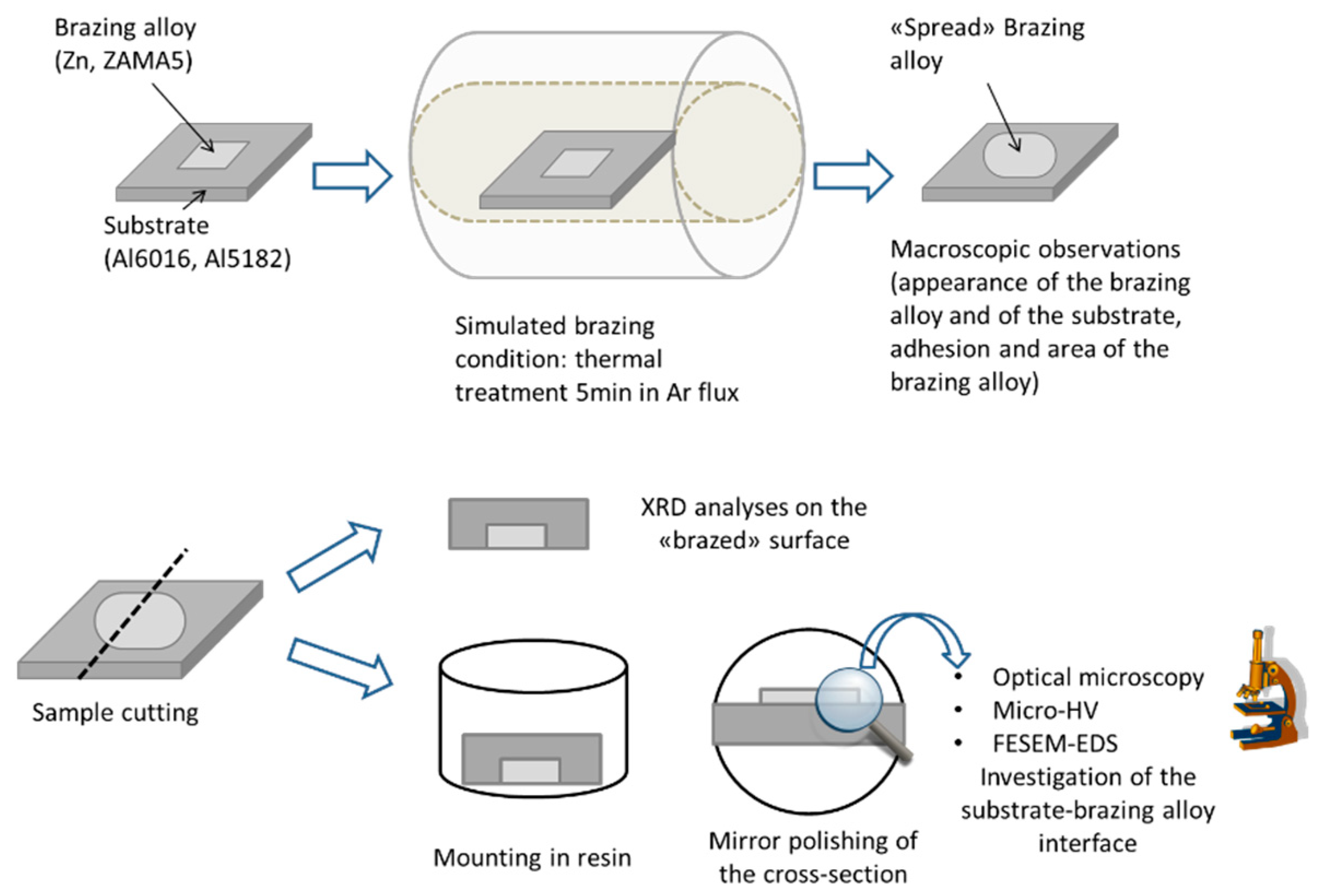
Surface reactions between selected substrates and brazing alloys were investigated by means of spreading tests, as described by numerous authors [
4,
12,
16,
17,
18]: The samples were macroscopically observed in order to determine the shape of the brazing alloy after treatment and to determine (in a semiquantitative way) the entity of spreading. Moreover, the samples were transversally cut and one half of each sample metallographically prepared to analyze the cross-section at the optical microscope (Reichert-Jung MeF3, Leica Microsystems Srl, Buccinasco (MI), Italy) and to investigate the brazing alloy–substrate interface without etching. The Vickers micro hardness (10 g load—Remet HX 1000, Remet, Casalecchio di Reno (BO), Italy) was measured in correspondence of the brazing alloy–substrate interface (reaction layer) and in the bulk substrate material. X-ray diffraction ((XRD) Rigaku D-MAX3, Rigaku Europe SE, Neu-Isenburg, Germany) measurements were performed on the frontal surface of the second half of each sample in order to detect the phases present on the surface after the simulating brazing process.
Finally, the cross-section of the most promising samples was analyzed by means of field emission scanning electron microscopy equipped with field-emission scanning electron microscopy–energy-dispersive spectroscopy (FESEM-EDS, SUPRATM 40, Zeiss, Berlin, Germany).
The setup of the spreading test, developed in the present research, and the combination of different analytical techniques for the characterization of the top surface and the cross-section of the prepared samples have been demonstrated an effective procedure in order to understand the interface reactions between Al substrates and brazing materials. This investigation can be employed for the design and realization of promising brazing experiments.
A scheme of the test procedure and rationale is reported in
Figure 1.
3. Results
3.1. Macroscopic Appearance of Samples before and after Simulating Brazing
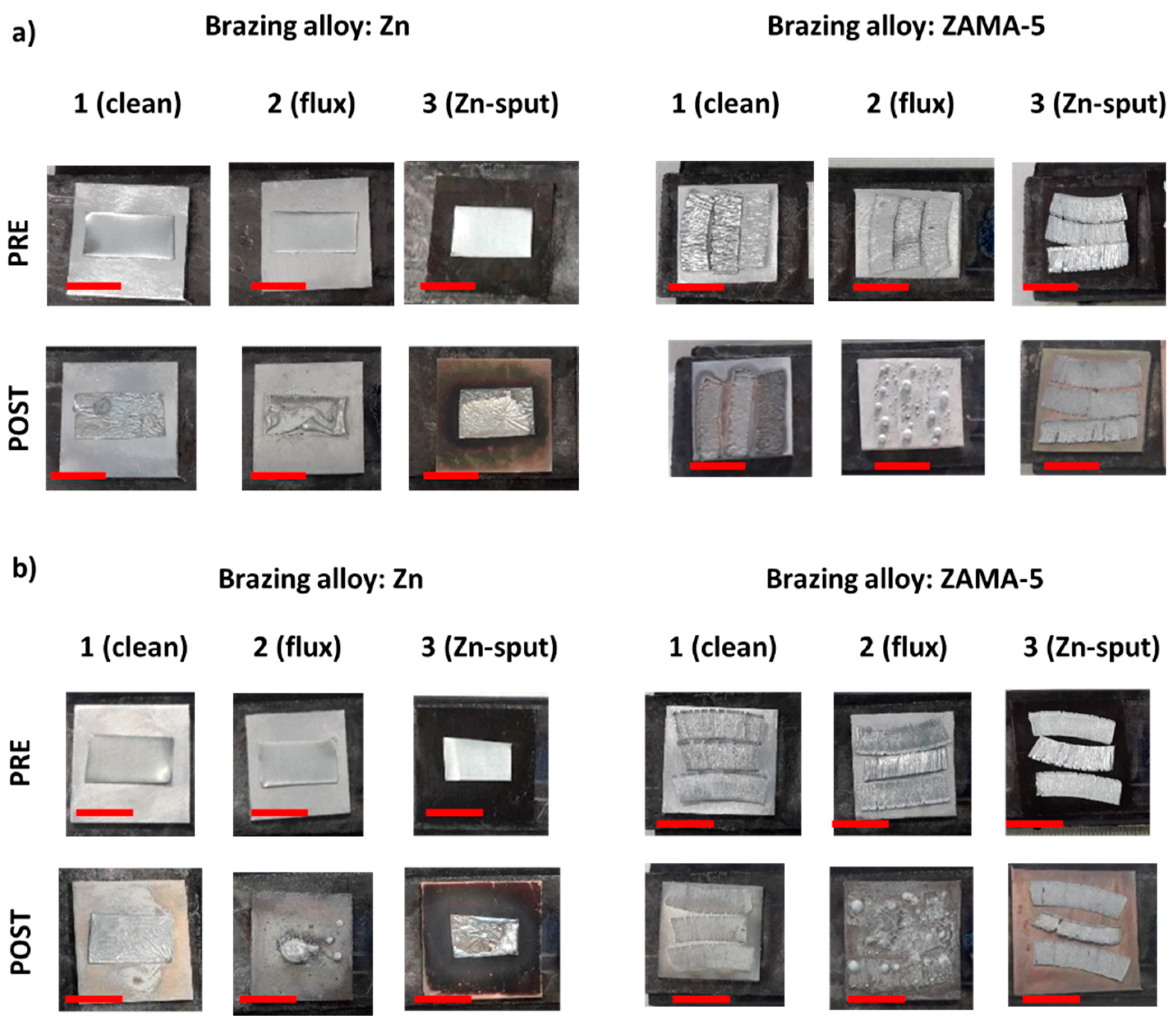
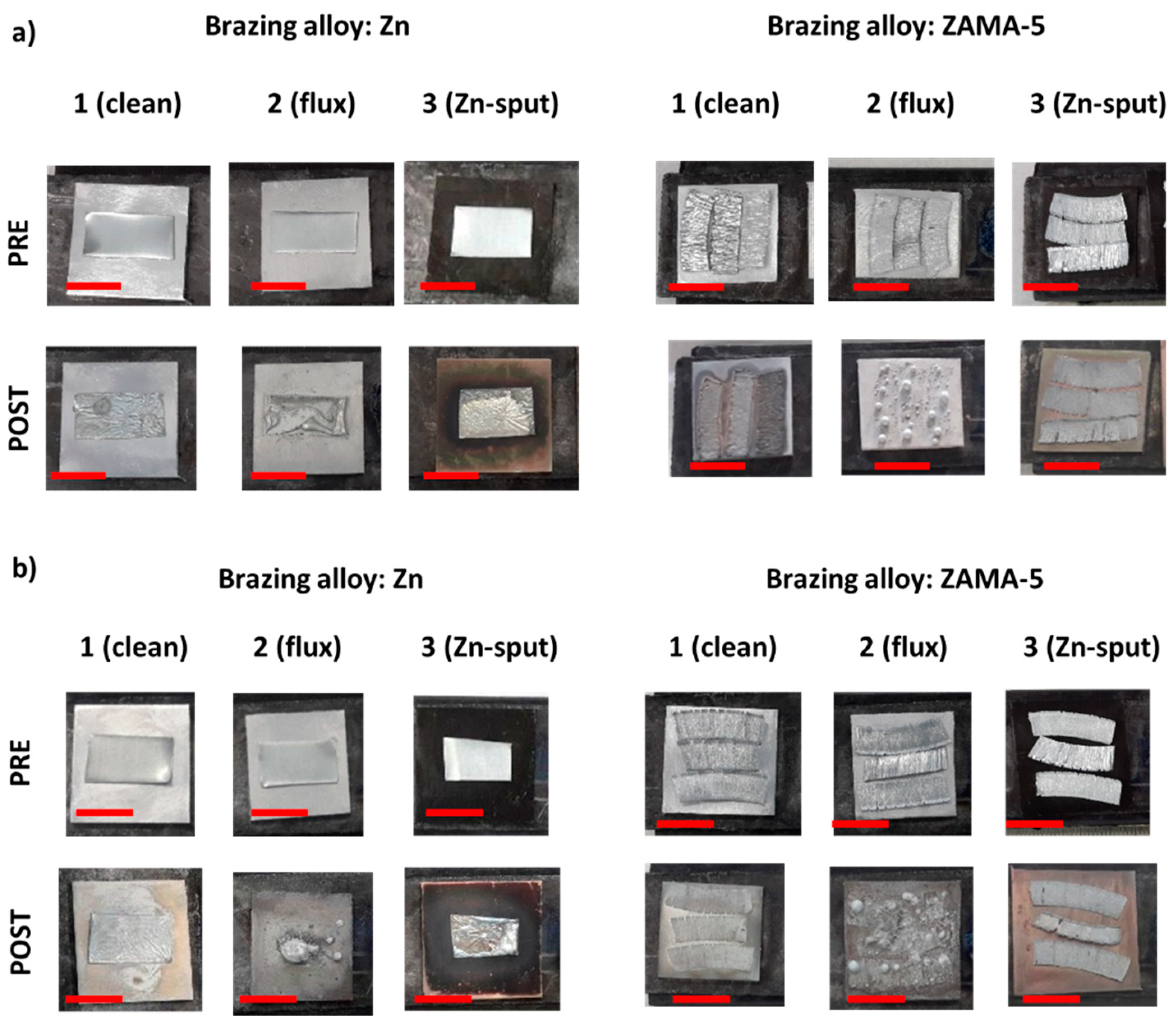
The comparison of the visual appearance of the top surfaces before and after the spreading test allows to observe the shape of the brazing alloy after treatment and to determine (in a semiquantitative way) the entity of spreading. This is a first indication of the reactions occurred during the treatment. Moreover the qualitative estimation of the adhesion strength between the substrates and the brazing materials after the test can be helpful for the determination of the stability of the produced reaction layers. Specific comments on the obtained results are reported below. The macroscopic appearance of samples before and after brazing is shown in
Figure 2.
Even if it is not possible to quantify the variation in the brazing material area, some preliminary considerations can be made from the images in
Figure 2:
The alteration in the brazing alloy piece shape suggests the formation of a certain amount of liquid during the spreading testing in all the tested conditions.
Depending on the amount of the formed liquid and on high temperature wettability of the brazing alloy on the substrate, a different shape of the solidified brazing alloy can be observed.
In the cases of Al5182 substrate treated with flux and ZAMA brazing alloy and for Al6016 substrate treated with flux with both Zn and ZAMA brazing alloys, the brazing material assumed a drop-like shape after the treatment.
In the case of Al5182 and Al6016 treated with flux, the ZAMA brazing stripes assumed a rounded particle shape after the test. The formation of these ZAMA particles came from the formation of liquid drops during the experiment which does not wet the substrate (poor wettability of the substrate for the liquid ZAMA at the selected temperature). This phenomenon can be associated with the behavior of flux at the selected temperature, which induces poor wettability for liquid ZAMA.
For all the other substrate-brazing alloy combinations, the brazing materials maintain the initial strip shape with some spreading.
Moreover some differences can be evidenced in the adhesion strength of the brazing materials on the substrates:
Zinc on just-cleaned Al6016 and on cleaned and flux-covered Al5182 substrates is easily removed after the treatment without evident signs on the substrates.
Both Zinc and ZAMA alloy are removed from Zn-sputtered substrates, however leaving important tracks on the substrates.
A good adhesion of the brazing material on the substrates have been observed, after the thermal treatment, for Zinc on Al6016 alloy treated with flux and ZAMA alloy on Al6016 just-cleaned and treated with flux as well as on Al5182 just-cleaned.
3.2. Metallographic Observations of the Cross-Sections
The observation at the optical microscope of the samples cross-section after metallographic preparation (resin mounting, mirror polishing, and no etching) is a useful strategy to investigate the thickness and the microstructure of the reaction layers and the quality of the interface produced between the substrate and the brazing material during the treatment. The optical microscope images of the transverse section of the samples are reported in
Figure 3. The main observations are listed below.
No evident reaction layers can be observed in case of the simulating brazing tests with Pure Zinc on both just-cleaned Al6016 and Al5182 alloys.
A moderate reaction layer (less than 100 µm) can be noted for the pure Zinc and the ZAMA on Zn-sputtered Al6016 substrates.
In the cases of pure Zinc and ZAMA on Al5182 alloy substrate treated with flux, the brazing alloy formed drops without a continuous interface with the substrate and without evident reaction layer. A discontinuous reaction zone with evident melt and solidified brazing alloy pieces can be documented for ZAMA on Al6016 treated with flux.
Zinc on Al6016 treated with flux forms spread drops with a continuous interface with the substrate and an evident reaction layer (hundreds of microns).
Important reaction can be documented also for Zinc on Zn-sputtered Al5182 substrate and for ZAMA on just-cleaned Al5182 substrate; in these samples the reaction layer is homogeneous on the whole surface (hundreds of microns in thickness) and presents the typical appearance of melt and resolidified metal with evident grains, well-visible because of the remarkable amount of porosity, probably connected with liquid shrinkage.
Finally a continuous, but thinner than on Al5182 (less than 100 µm), reaction layer can be observed for ZAMA on just-cleaned Al6016 sample.
These results are in accordance with the previously reported macroscopic observations.
3.3. Microhardness Measurements on the Cross-Sections
Microhardness measurements, performed on the most representative zones of the metallographic transverse samples after brazing, are reported in
Table 2. These values give information on the hardness properties of the microconstituents in the melted zones, on reaction layers and on the base materials after the spreading tests.
The microhardness values of the bulk materials (after brazing) are between 37 and 44. A significant increase in the surface hardness can be observed for Al5182 Zn-sputtered and Al6016 treated with flux after the use of pure Zn as brazing alloy (reaching values of 62 and 72, respectively) and for almost all the considered surfaces after the use of ZAMA as brazing alloy (values ranging from 64 for clean Al6016 to 78 for Zn-sputtered Al5182).
Also in this case the results confirm macroscopic and optical observations; in presence of significant reactions between the brazing alloy and the substrate, an important increase of hardness in the reaction surface was obtained. The increase in microhardness in the reaction layer, compared to the bulk Al-alloy substrate, can be attributed to the contribution of Zn to the Al solid solution and to second phase formation in the reaction layer (observed at the optical microscope). The effect of zinc oxides (observed only on the outer surface of some samples by means of XRD measurements) can be considered negligible on hardness measurements.
3.4. XRD Measurements on the Top Surface
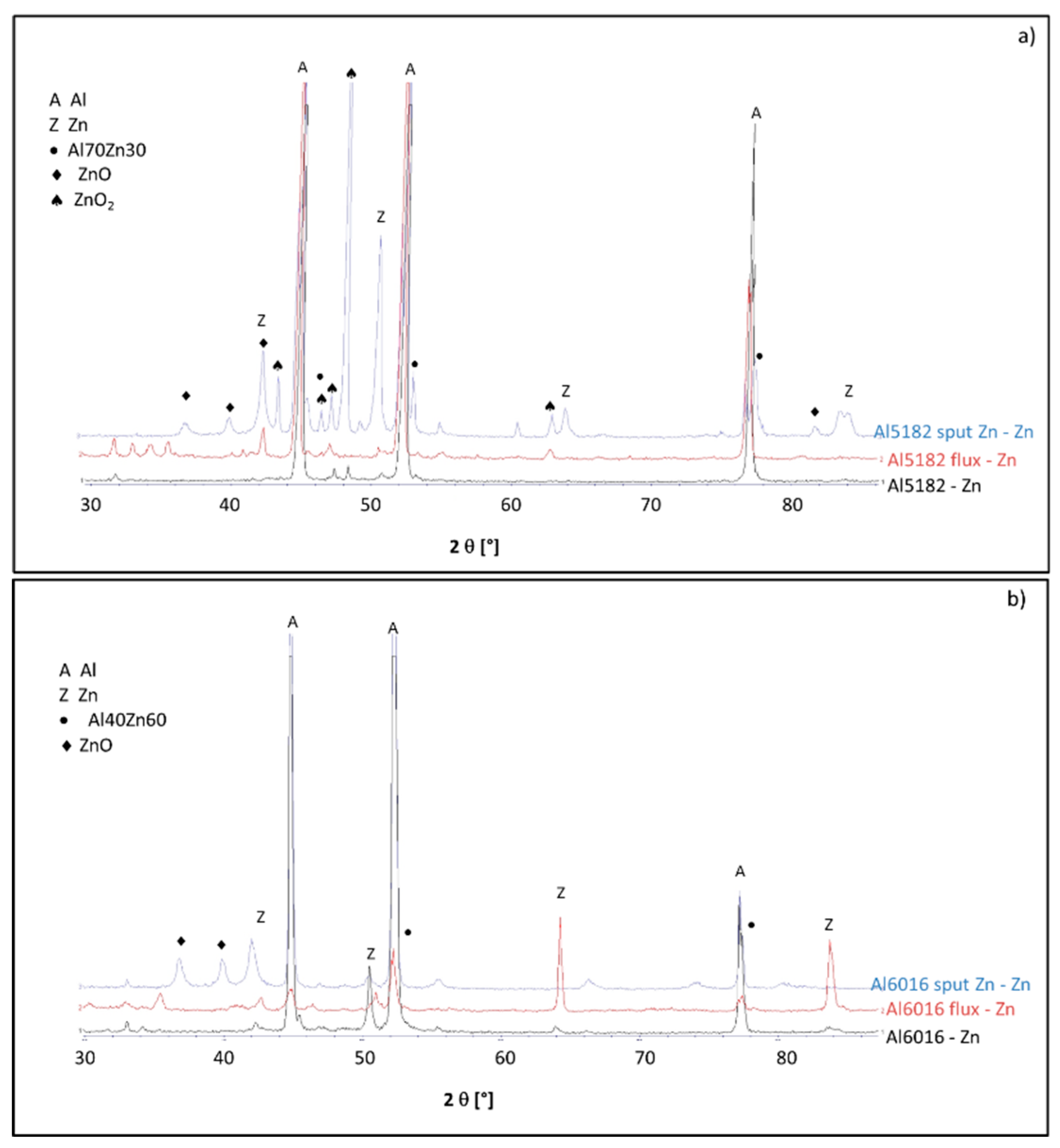
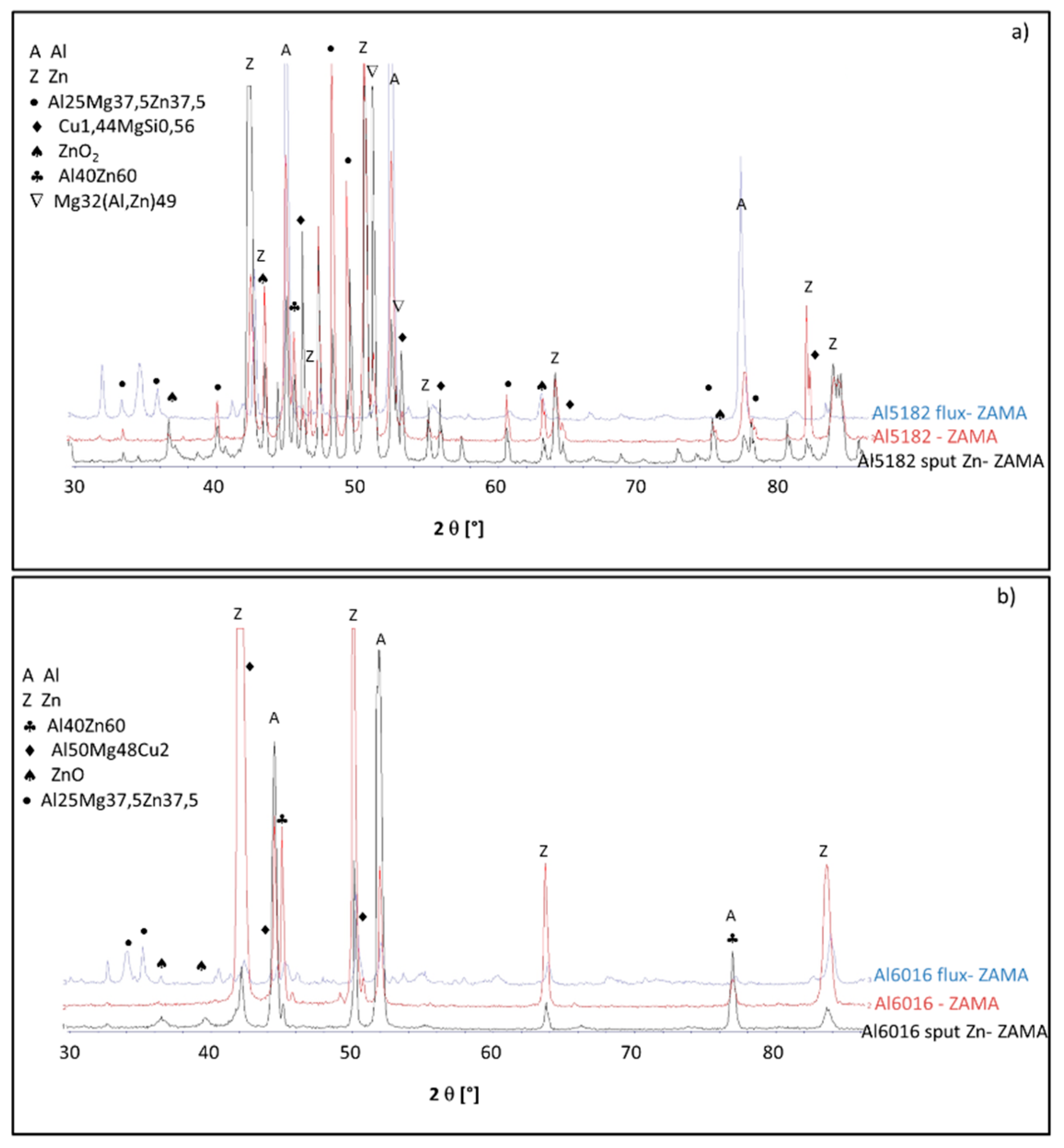
XRD measurements on the top surfaces of samples after the simulated brazing treatment were performed in order to investigate the possible presence of intermediate phases, formed during the reaction between the substrates and the brazing materials through the detection of specific crystallographic structures on a thin layer of the surface (micron).
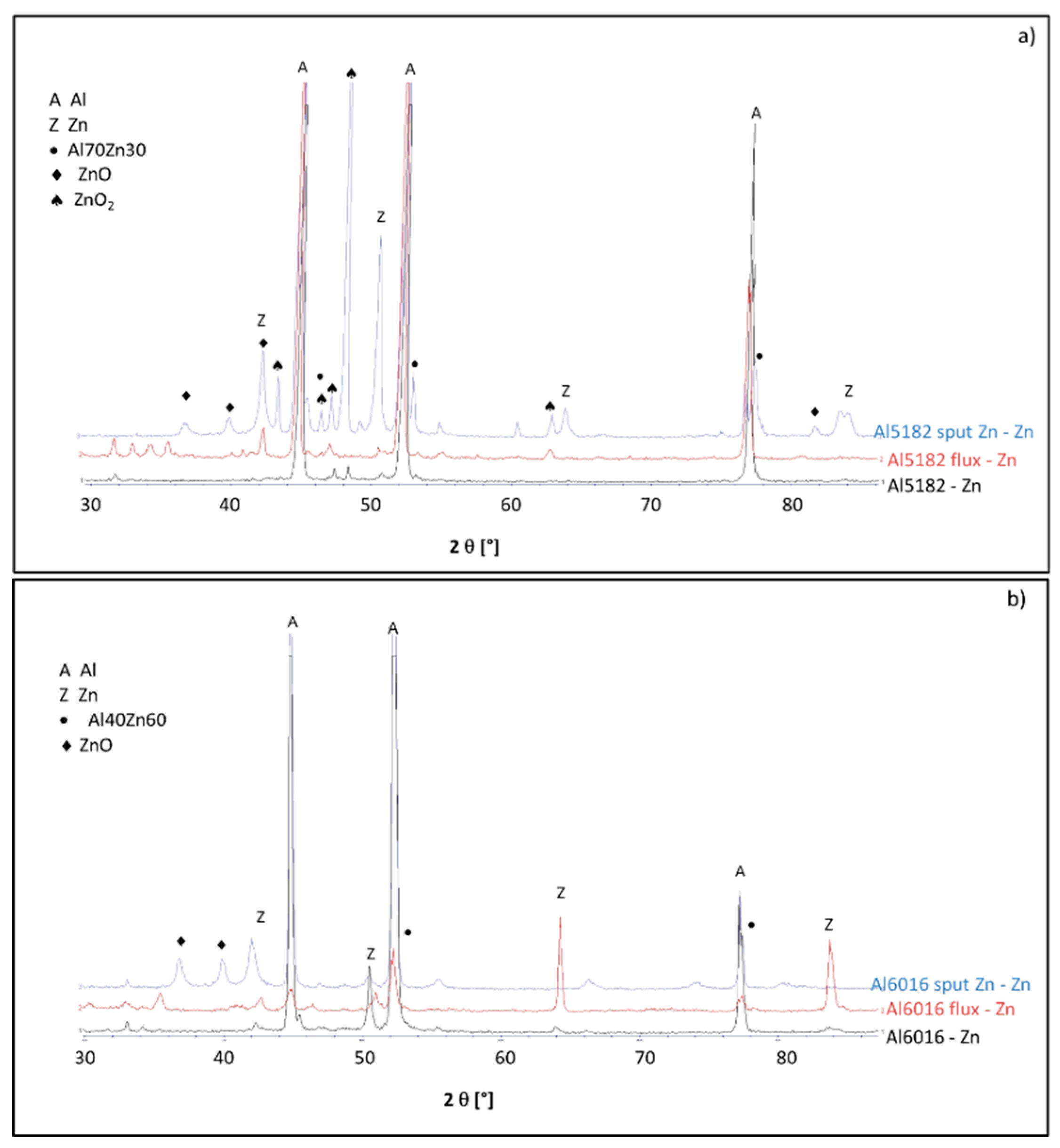
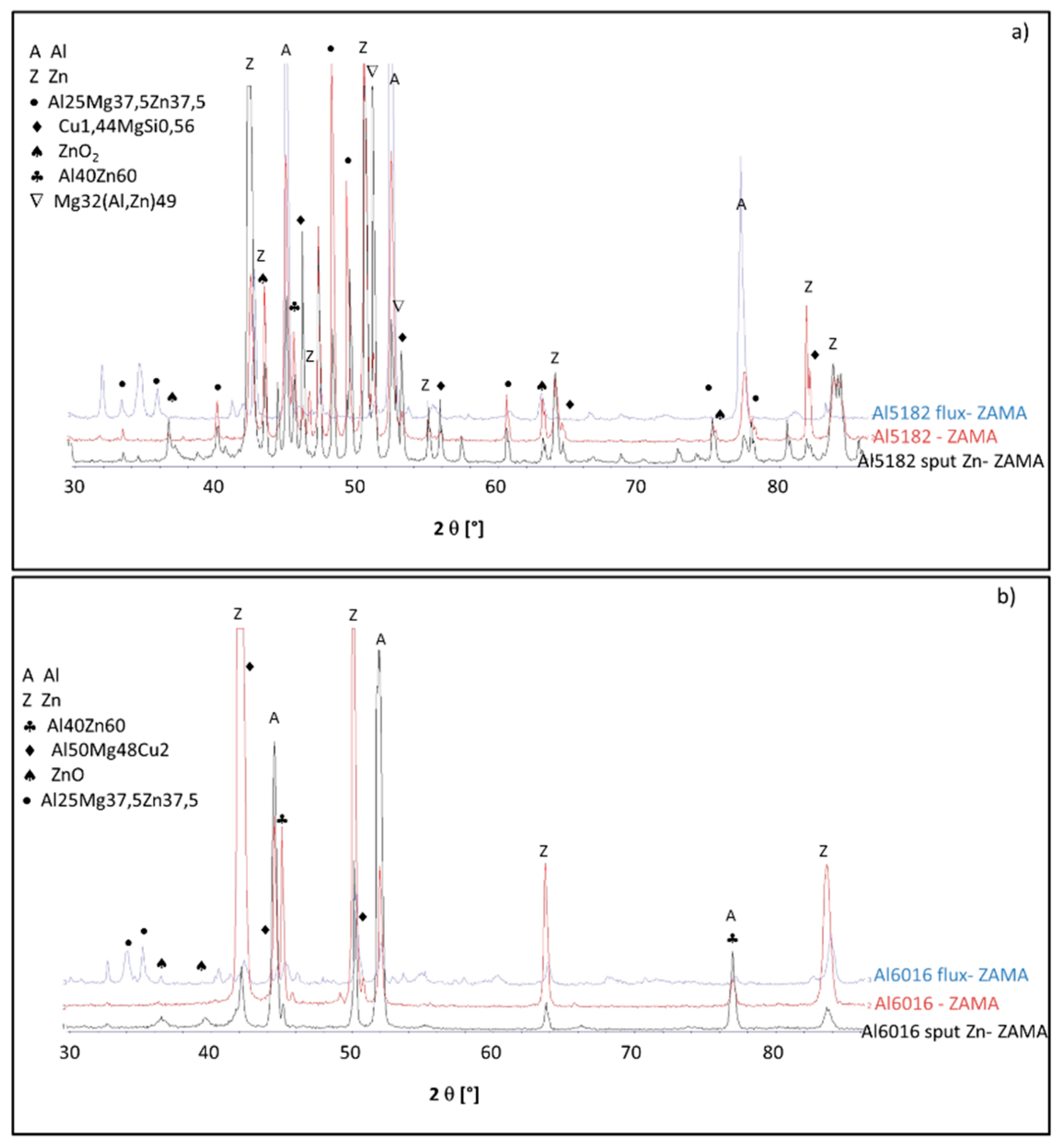
The XRD measurements (
Figure 4 and
Figure 5) show that the Al5182 and Al6016 specimens with just-cleaned surfaces, the Al5182 once treated with flux and Al6016 sputtered with Zn present Al as the main phase on the surface after the spreading test, with negligible contribution of Zn. An increase in the Zn surface content (with the consequent decrease intensity of Al peaks ) can be observed for Al6016 specimens treated with flux and for Zn-sputtered Al5182 once after the spreading test with Zn and for all the substrates after the spreading test with ZAMA. Moreover Zn-sputtered Al5182 samples after the spreading test with Zn and Al5182 just-cleaned or Zn sputtered after the spreading test with ZAMA highlight the presence of intermediate phases of binary and ternary phase diagrams such as Al40Zn60, Al70Zn30, Cu1.44MgSi0.56, Al25Mg37.5Zn37.5, and Mg32(Al, Zn)49.
Minor peaks can be observed in some of the reported diffractograms but in the present study their influence can be considered negligible to understand the mechanism of reaction and formation of reaction layers. They are only present in a very thin surface layer (micron).
These results can be integrated with the microprobe analysis to better define the phases formed during the spreading tests (
Section 3.5).
The detection of Zn rich phases, by means of XRD analyses on the top surface of the samples, in presence of significant reaction layers (hundreds of microns) observed at the optical microscope on the transverse sections, confirms the thickness of the reactions layers in accordance to XRD penetration depth.
XRD spectra of samples after the “spreading” test are reported in
Figure 4 (Zn as brazing material) and
Figure 5 (ZAMA as brazing material).
3.5. FESEM-EDS Analyses
FESEM-EDS analyses on the cross-section of the samples have been performed on the most promising samples in order to obtain indications of the chemical elements and of their rates in specific areas of the reaction layer and interfaces and support the formation of specific intermediate phases (hypothesized from XRD analyses, reported above).
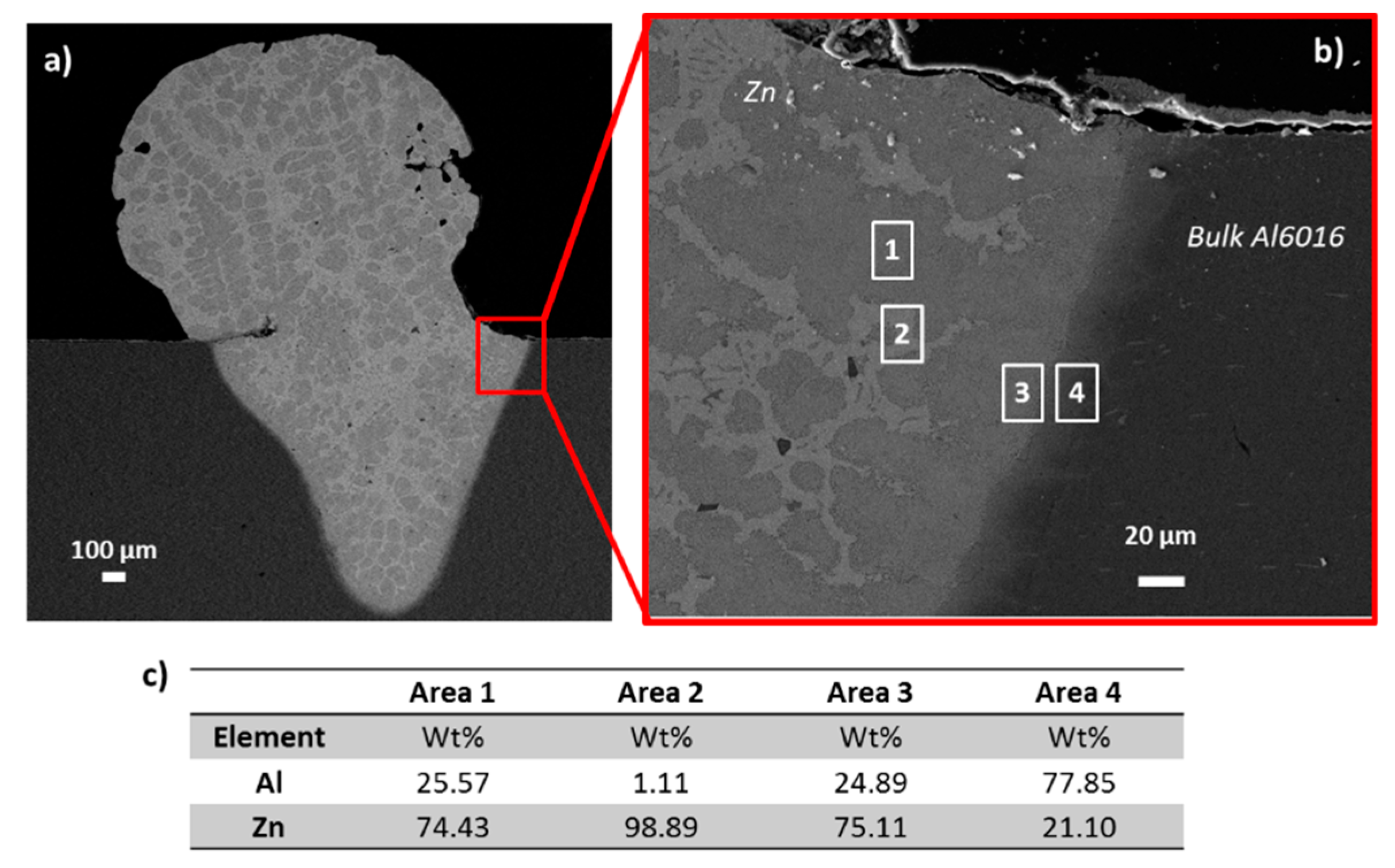
The transverse section of samples, evidencing good brazing effect, was observed by means of FESEM-EDS analyses. FESEM cross-sectional observations and EDS analyses of selected areas for Al6016 flux-Zn (
Figure 6), Al5182-Zn-sput-Zn (
Figure 7), Al6016-ZAMA (
Figure 8), and Al5182-ZAMA (
Figure 9) are reported.
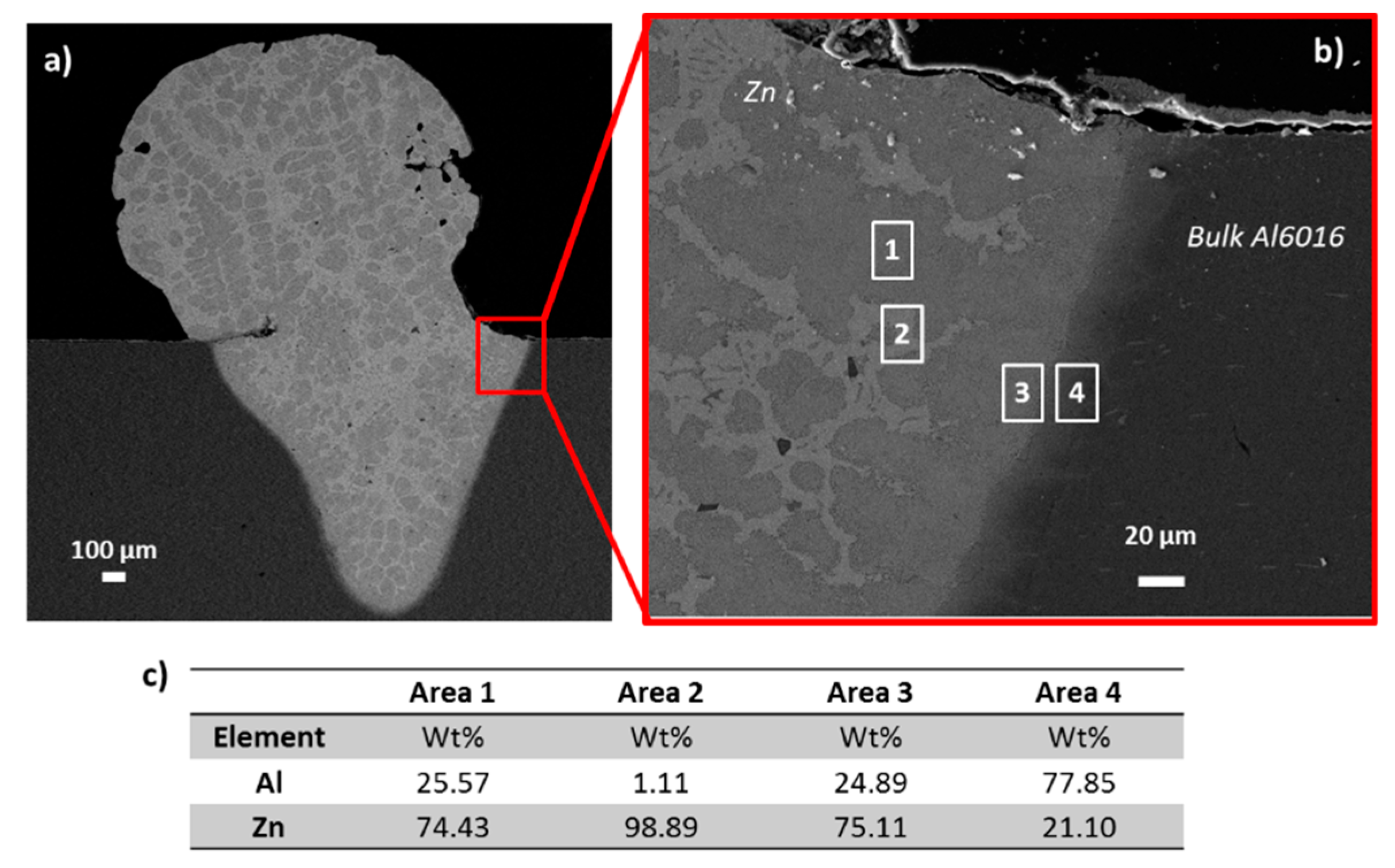
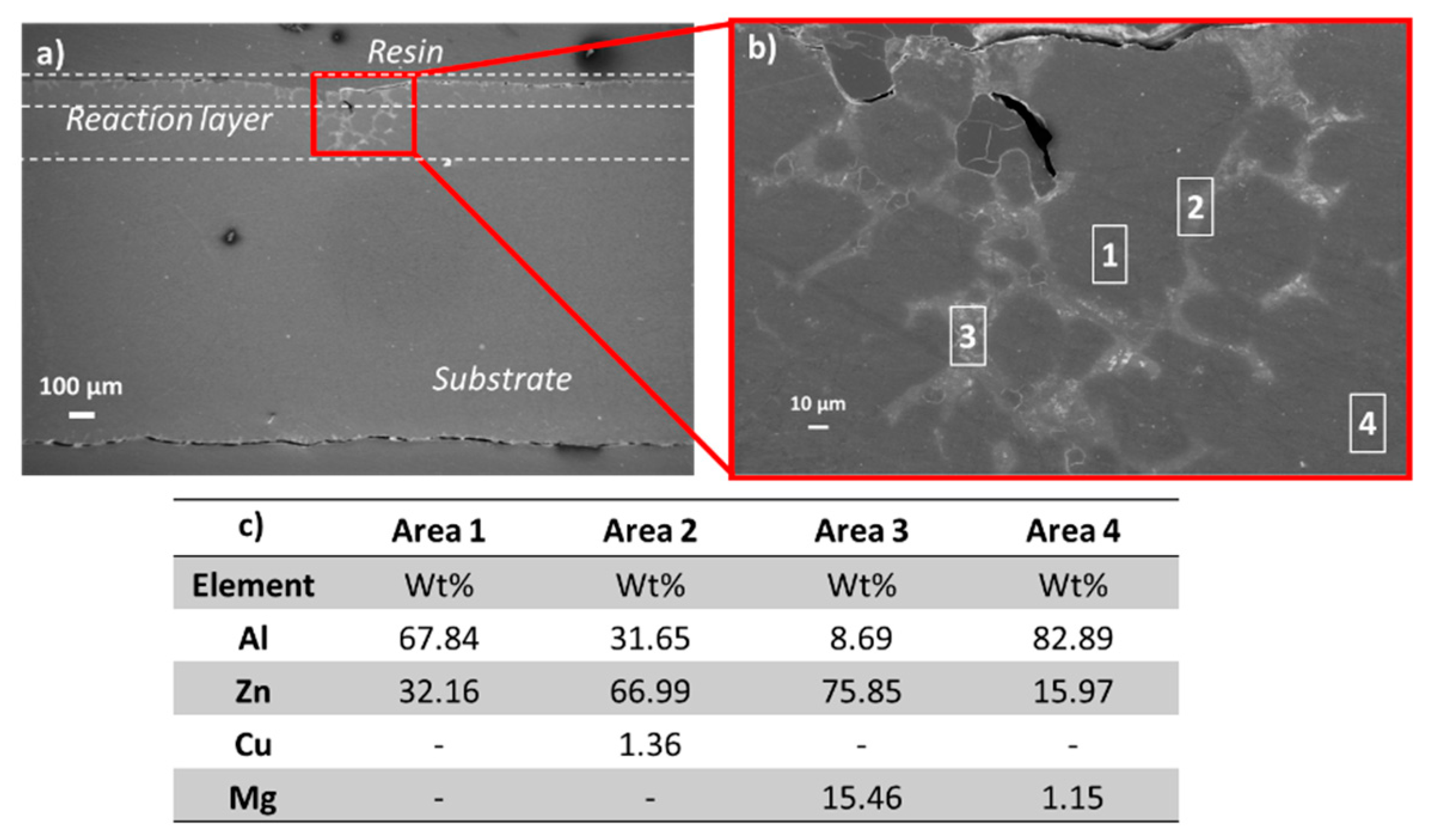
In the simulated brazing process of the Al6016 alloy with Zn using flux, liquid drops were formed that did not spread on the surface but kept the rounded shape. However, the liquid reacted locally with the aluminium plate causing its partial melting. The microstructure resulting from solidification of the liquid was of dendritic type, especially in the part of the drop outside the plate, where the heat removal rates were lower (
Figure 6a). The metallographic observations carried out at the interface between the molten zone and the bulk material of the plate showed a biphasic morphology in the material solidified by the liquid (
Figure 6b) and the microanalytical investigations (
Figure 6c) confirmed the presence of phase β’(Al70Zn30) rich in aluminium (areas 1 and 3 of investigation) and the phase rich in zinc (area 2 of investigation). At the interface between the pre-existing drop and the aluminium plate the microanalytical results show a much richer composition in aluminium, with a higher temperature of existence of the liquid, then solidified, but compatible with the chosen brazing treatment temperatures.
It should also be noted that the biphasic dendritic microstructure observable in the solidified zone during cooling after brazing is markedly extended in the drop zone, above the level of the plate surface. This means that the molten zinc has reacted with the plate, enriching itself in aluminium, and therefore decreasing the temperature of existence of the liquid mixture, in accordance with the Al-Zn binary state diagram.
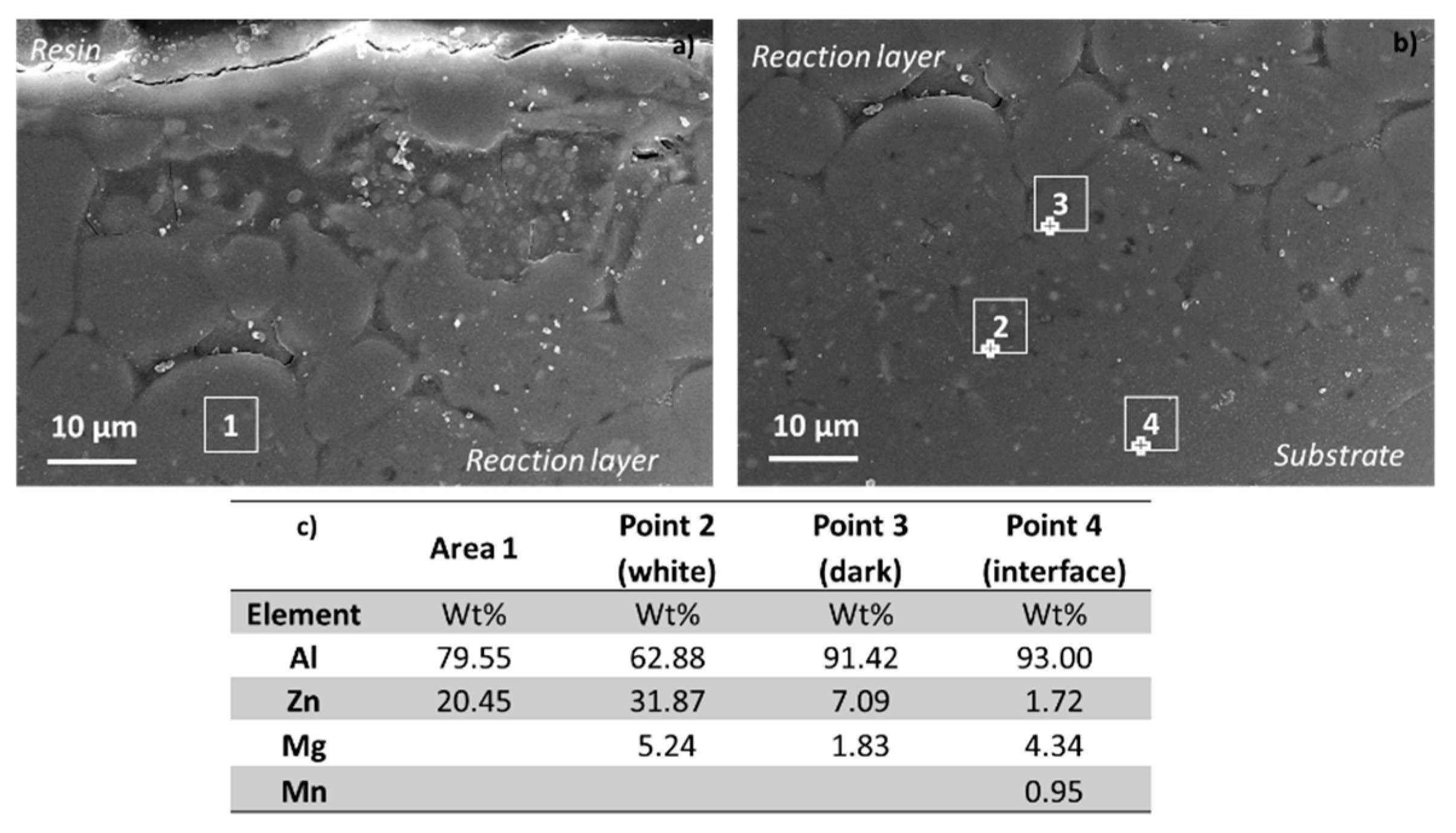
As far as Al5182 Zn-sput-Zn sample is concerned, the images shown refer to the surface layer and the first reaction layer (
Figure 7a) passage between reaction layer and matrix (
Figure 7b).
In this sample an homogeneous superficial reaction layer (without drop formation) is observed in which biphasic morphologies with grains of metal matrix of the plate are detectable by optical and electronic microscopy separated from eutectic mixtures whose quantity progressively decreases from the outside towards the inside in the reaction layer.
Point 1 evidences partially melted aluminium grains and mixed with Zn after solidification, point 2 links β’ with composition (70% Al and 30% Zn), point 3 shows grains of aluminium with only incipient fusion and superficially enriched with Zn, and point 4 presents only traces of zinc diffusion.
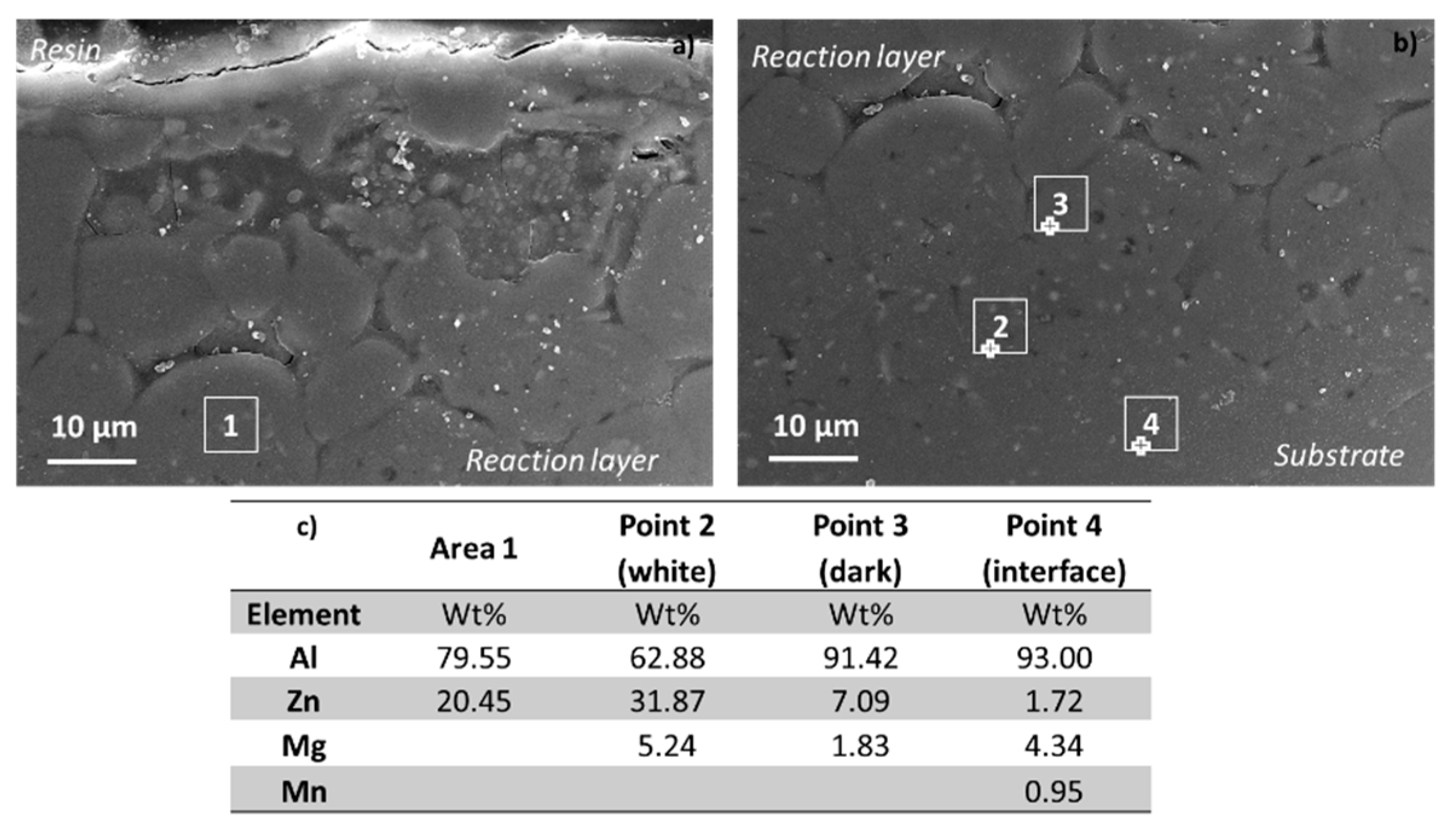
The sample of the spreading test of the Al alloy 6016 simulating brazing with ZAMA alloy (
Figure 8) showed the formation of a liquid phase which showed a certain spreading on the surface. The liquid reacted with the aluminium plate, enriched with aluminium itself and, after solidification, as confirmed by the EDS analyses on the ZAMA strip after brazing (areas 5 and 6 in
Figure 8) which are in accordance to the Al-Zn phase diagram. The interface between the brazing alloy and the surface of the plate shows marked longitudinal cracks that have compromised the relative adhesiveness and soundness of the joint. Below these cracks the reaction and diffusion layer of the ZAMA brazing alloy with the aluminium plate can be identified. While at the microstructural level there are no detectable grain boundaries or microstructures, at compositional level the microprobe investigations, carried out on the reduced areas (1–4), show a progressive decrease of zinc and a consequent increase in aluminium content going towards the center of the plate, for a thickness of ~110 µm.
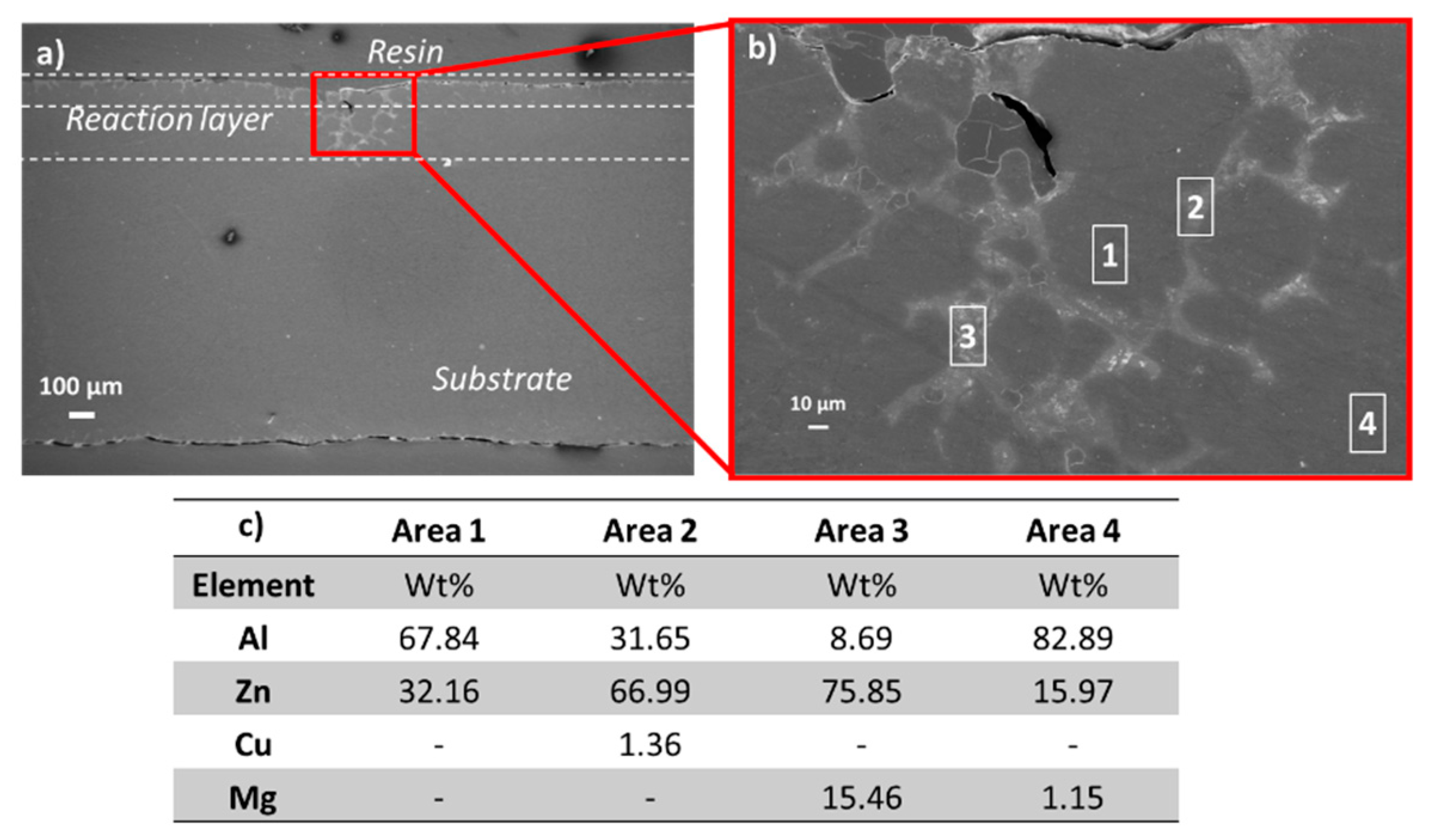
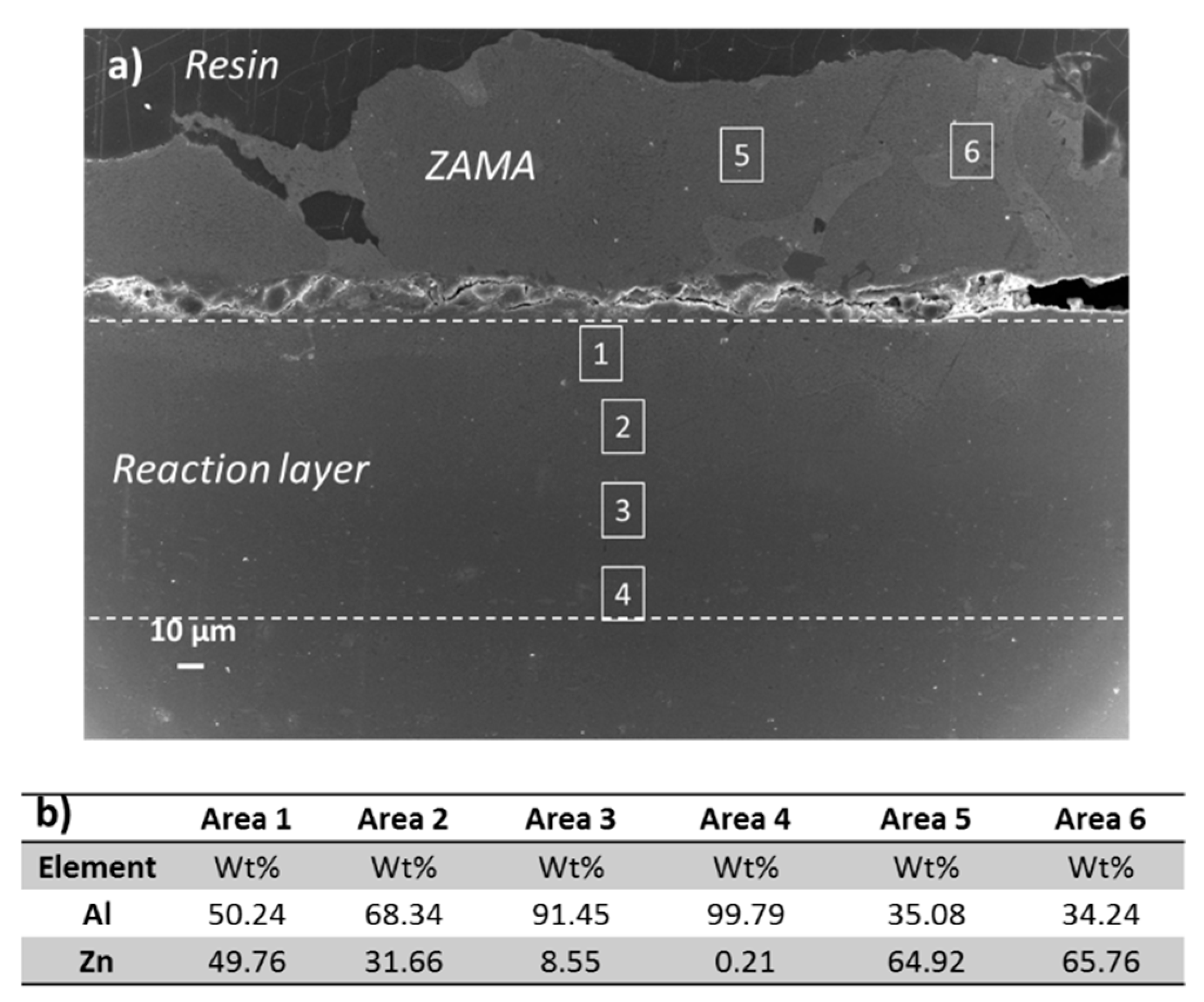
The sample of the spreading test of the Al alloy 5182 simulating brazing with ZAMA alloy (
Figure 9) shows a continuous surface layer or reaction 100 micrometers thick and a zone, evidenced in
Figure 9a) with a deeper reaction. This region at higher magnification (
Figure 9b) shows a morphology produced from solidification with grains surrounded from a fine eutectic microstructure. The microanalyses conducted in the single-phase microstructure, area 1, evidences an Al–Zn ratio of 70:30, while in the single-phase of area 4, at the boundary of the reaction zone, a certain amount of zinc diffuse in Al–Mg plate. In the eutectic microstructure a remarkable amount of zinc is detected (area of analysis 2) together with a high amount of magnesium (area 3 of analysis).
4. Discussion
The “spreading test” has been designed in order to investigate the interface reactions between two Al alloys substrates (Al5182 and Al6016) and two possible brazing materials (pure Zinc and ZAMA5 alloy) in simulated brazing conditions.
The test gave information on the interactions between the substrate and the brazing material in terms of: formation of brazing material drops and their shape/dimension, development of a diffusion layer at the interface and formation of a reaction layer on the substrate surface. The analyses of these information, by means of visual, optical, and electron microscopy observations and microhardness and XRD measurements allowed understanding of the reactions that occur between the brazing material and the substrate at brazing temperature and to individuate the most promising conditions for real brazing experiments.
In the present research several surface treatments (grinding and ultrasonic cleaning, application of flux or argon etching followed by Zn sputtering) were explored in order to remove the oxide layer (constituted by Al or Mg oxides) always present onto Al alloys with the aim to improve surface reactivity for brazing. Moreover simulated brazing experiments were conducted in Ar atmosphere in order to avoid significant reoxidation in temperature. Few nanometers of oxides can be formed in any case during the thermal treatment even in controlled atmosphere; however this fact is limited and occurs simultaneously to the liquid formation and the beginning of the substrate-brazing material interaction, therefore its effect can be considered negligible in the formation of the interface layer.
The results suggest that zinc oxides, sometime observed by means of XRD measurements, did not hamper the formation of the reaction layer.
Considering pure zinc as brazing material the most important reactions were obtained for Al6016 plates treated with flux, in accordance with previous researches of the authors [
7].
Good surface reaction was also obtained for Zn-sputtered Al5182. This family (5000) showed the worst brazing properties, as reported in some papers [
3,
4,
12,
13], for the negative influence of the stable MgO formation in the reaction layer. The vacuum Ar etching effectively removed the Mg oxide layer, and the presence of the sputtered Zn layer avoids the reaction of the Mg of the plate with the oxygen (avoiding reoxidation), while it favors the reaction of the rich Zn liquid formed during the simulating brazing process. The Zn coating can therefore offer a promising solution in order to overcome the common difficulties in the brazing of 5xxx Al alloys.
Taking into account the ZAMA alloy strips as brazing material, it showed high reactivity with the Al substrate in the grinded or Zn sputtered conditions. This phenomenon can be explained considering the high solubility of Cu in Al and to the high reactivity of Cu and Mg towards Al, previously observed by the authors [
8]. The most important reaction layers were obtained for just-cleaned surfaces and Zn-sputtered Al5182.
In these cases, reaction layers of hundreds of microns in thickness were reached, with Zn diffusion into the aluminum substrates (as demonstrated by optical microscopy observations,
Figure 3, and FESEM-EDS analyses,
Figure 8 and
Figure 9) and the formation of Zn-rich phases (as detected by XRD,
Figure 5).
However, in this case the application of flux on the substrate did not improve the interaction between Al alloys and the brazing materials; in fact, sometimes it led to a more discontinuous reaction layer or hampered its formation.
Considering the comparison of the different characterization techniques, the main results and observations of the present research can be summarized as in the following.
In some cases, the macroscopic observation of the surface of the specimens (
Figure 2) showed moderate variations in the sample appearance with an easy removal of the brazing strips from the substrate, an absence of significant reaction layer at the interface between substrate and brazing materials as also observed at the optical microscope (
Figure 3) as well as a variation in the surface microhardness (
Table 2) and a presence, almost exclusive, of aluminum in the XRD spectra (
Figure 5). These are the cases of just-cleaned Al5182 and Al6016, Al5182 treated with flux and Zn-sputtered Al6016 in contact with pure Zn. These conditions can be considered unsuitable for successful brazing.
On the other hand, when macroscopic observations of the surface of the specimens (
Figure 2) evidenced a significant alteration on the brazing strip shape (e.g., drop formation and strip depletion) and its stable anchorage to the substrate, very important reaction layers where observed at the optical microscope (
Figure 3) together with a significant increase in surface microhardness (
Table 2) and a development of Zn-rich phases on the specimen surface, detected at XRD (
Figure 4 and
Figure 5). These are the cases of Zn sputtered Al5182 and flux treated Al6016 with pure Zinc and just-cleaned Al5182 and Al6016 and Zn sputtered Al5182 with ZAMA. These conditions can be considered suitable for successful brazing.
In order to sum up the interface reactions that drive the substrate-brazing material interaction in the here defined more promising conditions, the following explanations can be given. The mechanism beyond the effectiveness of Ar etching followed by Zn sputtering is based on the removal of the oxide layer (plasma etching) and the deposition of a protective layer (Zn sputtering) which avoid reoxidation and, in addition increase the compatibility and the reactivity for Zn in the brazing process, in accordance to what reported in the literature for Cu sputtered layers [
9]. The use of flux act again supporting the removal of the oxide layer and hampering is formation during brazing [
7]. ZAMA alloy has been used for the first time in the present research work as possible brazing material, in this case a high reactivity with just-cleaned Al alloys has been observed, according with the presence of Cu and Mg [
8]. The use of flux was less effective with this material; this phenomenon can be correlated with the behavior of flux at the temperature used for spreading test with ZAMA, which can induce poor wettability for liquid ZAMA.
FESEM investigations highlight different possible morphological/compositional typologies of the reaction layers. For example, in the case of Zn on Al6016 treated with flux, the Zn strip formed a liquid drop which penetrated in the substrate for hundreds of microns, however the diffusion of zinc out of this drop interested a limited thickness (less than 50 µm), as shown in
Figure 6. Differently, in the case of ZAMA on just-cleaned Al6016 (
Figure 8), the ZAMA strip produced a liquid which solidified with different shape/dimension and produced detectable discontinuities. In this case the penetration of the liquid into the substrate is more limited but the diffusion of zinc is more deep (more than 100 µm). The presence of a mechanical and metallurgical continuity at the reaction layer can be of interest in order to obtain joints with good mechanical properties. On the other hand, the presence of some discontinuities can improve damping performances at the interface. The present research is focused on the investigation of the reactions between the substrates and the brazing materials and not on the development of a specific product, so at this level it is not possible to individuate a best behavior among the above described ones.
In summary plasma etching with Argon followed by Zn-sputtering resulted effective in the improvement of the reactivity between Al5182 substrates and pure zinc, offering a first promising solution for the brazing of this aluminum alloy. On the other hand, this procedure did not result so effective in the surface modification of Al6016. Moreover, ZAMA5 alloy has been explored for the first time as possible brazing alloy with encouraging results for both Al5182 and Al6016, especially without specific surface pre-treatments.
Both Ar plasma etching with Zn sputtering and the use of ZAMA alloy can represent interesting solutions to obtain good brazing results avoiding the use of flux, which in some case can be difficult to be removed and can increase brazing process times and cost [
19].







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}