Water-Repellent Fluoropolymer-Based Coatings

 ,
,  , and
, and 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Polishing
2.2. Sandblasting
2.3. Laser Ablation
2.4. Surface Topography and Morphology Analysis
2.5. Bouncing Drop
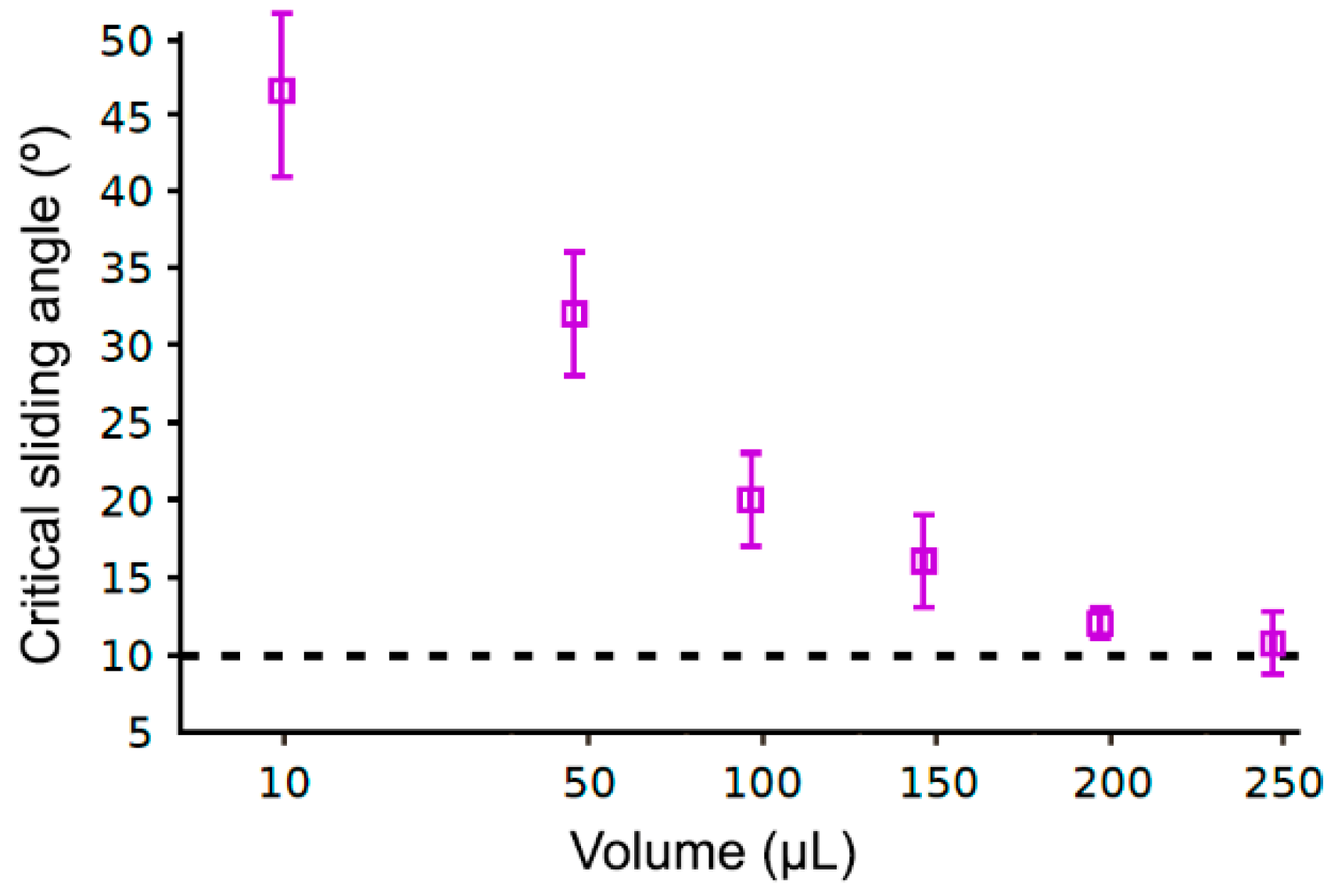
2.6. Sliding Drop
3. Results and Discussion
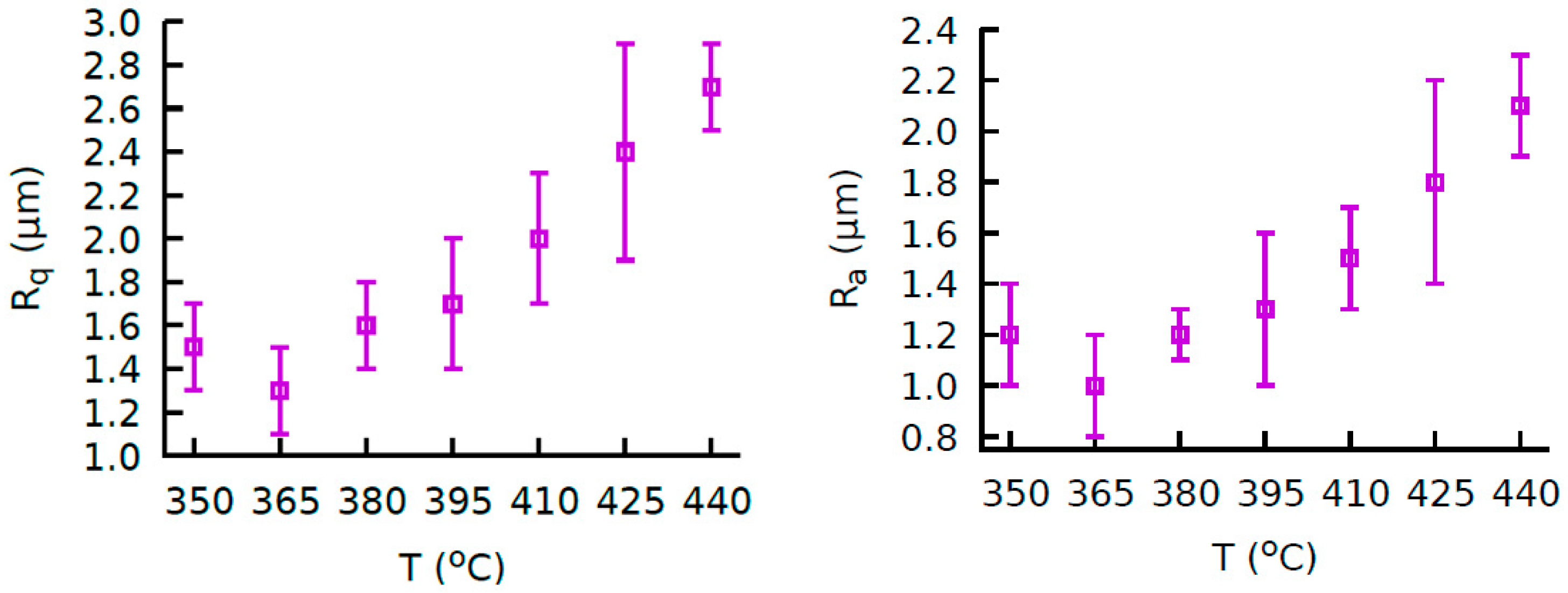
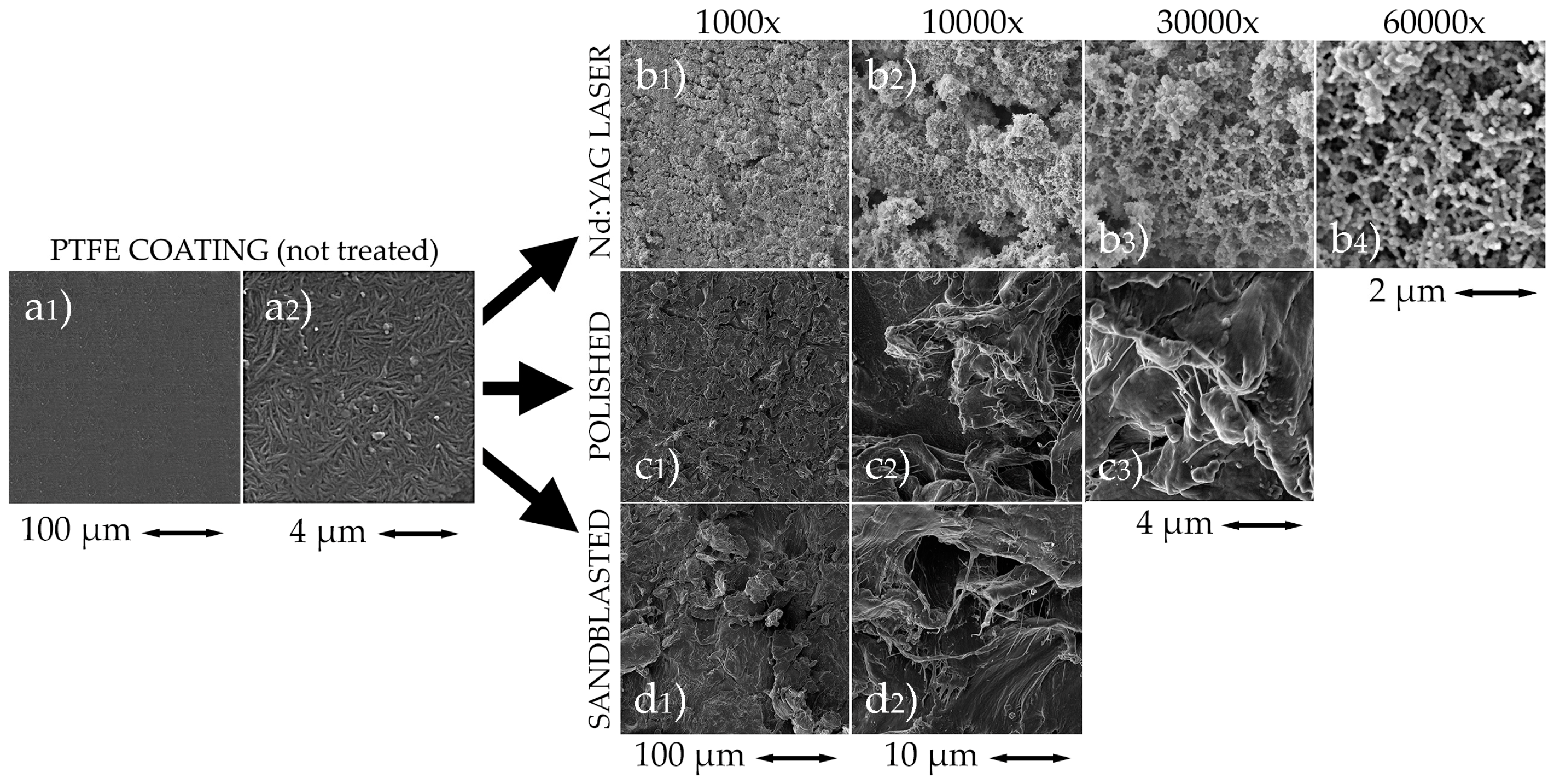
3.1. Annealed Coatings
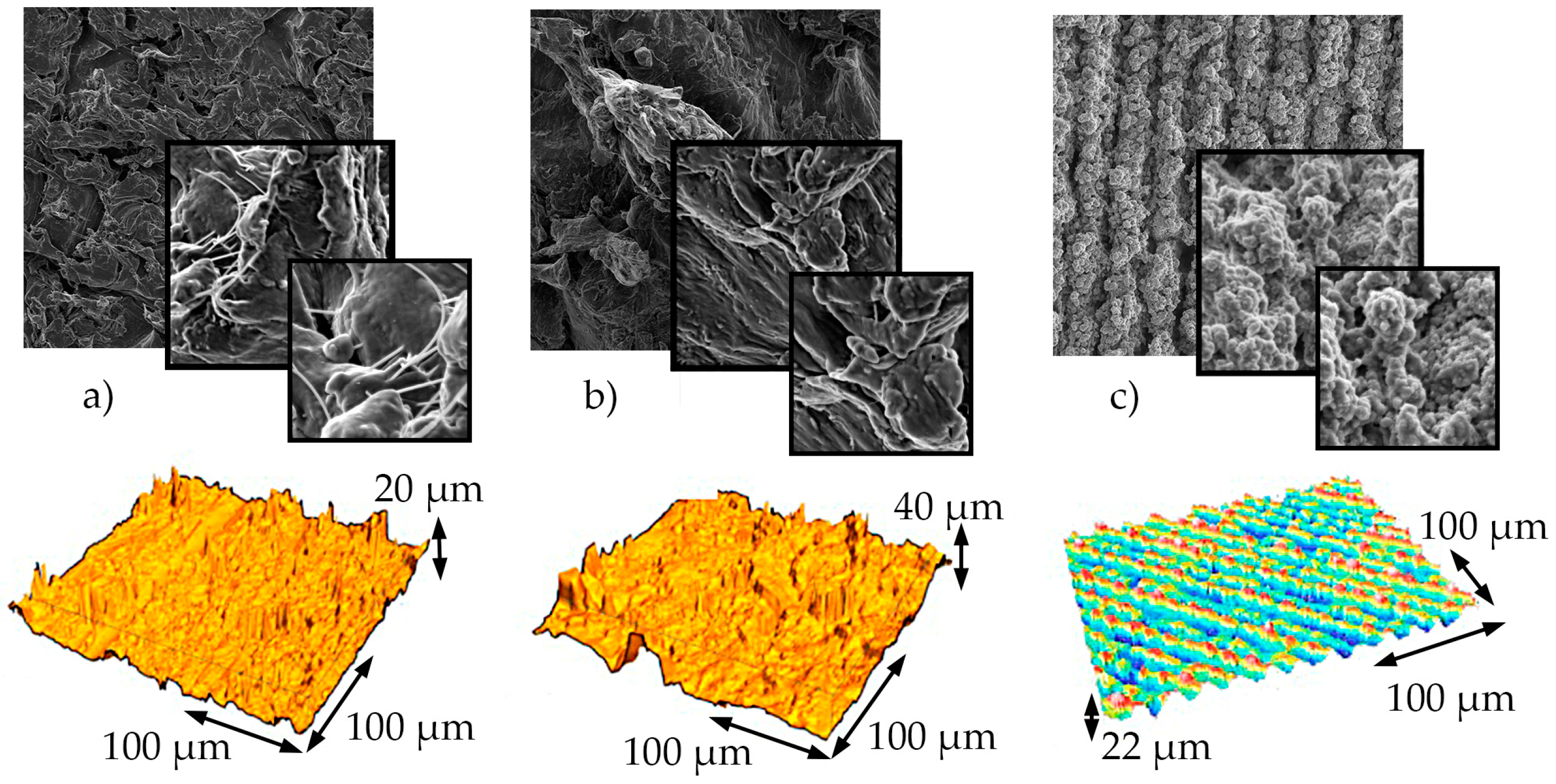
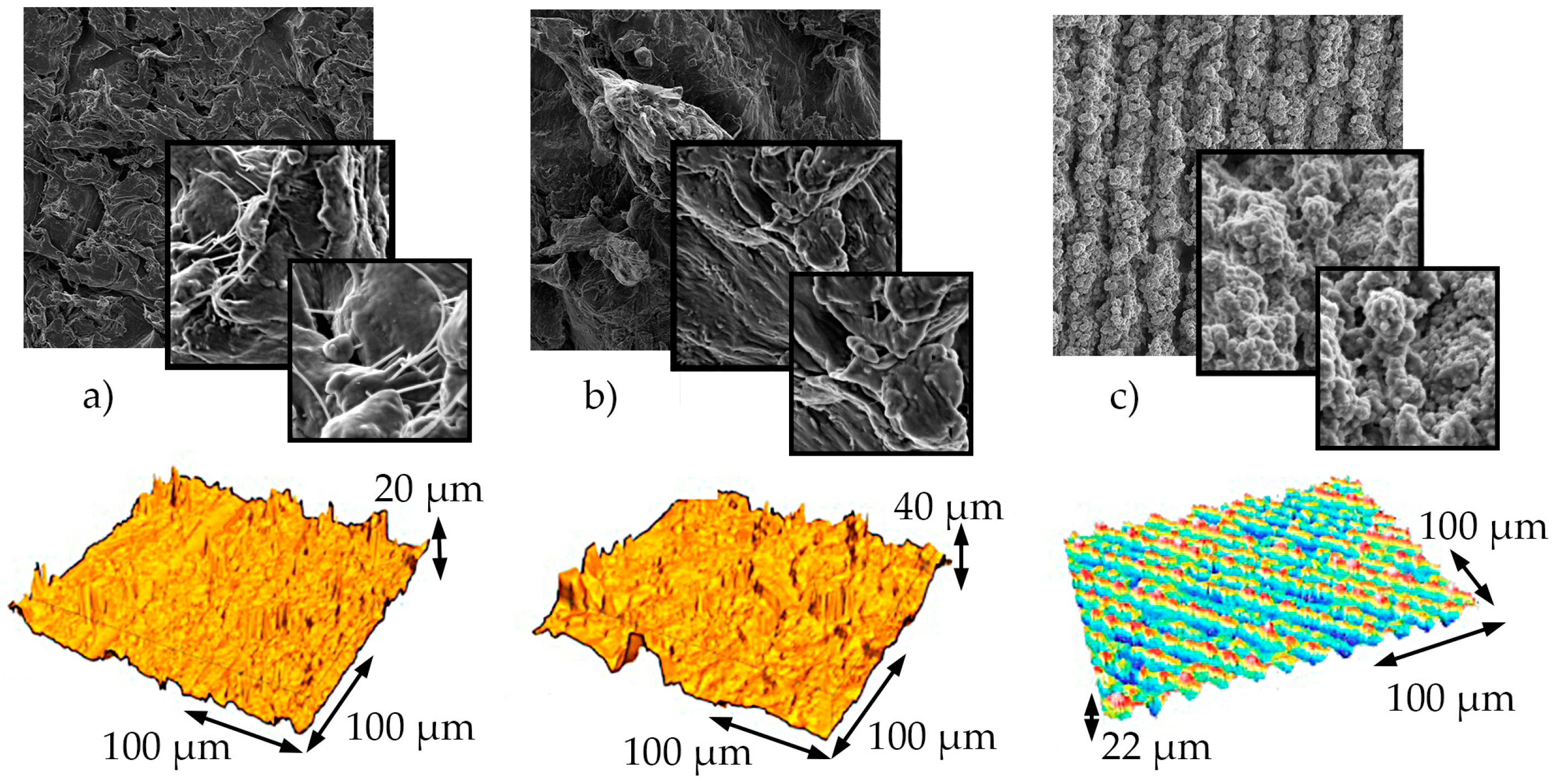
3.2. Polished Coatings
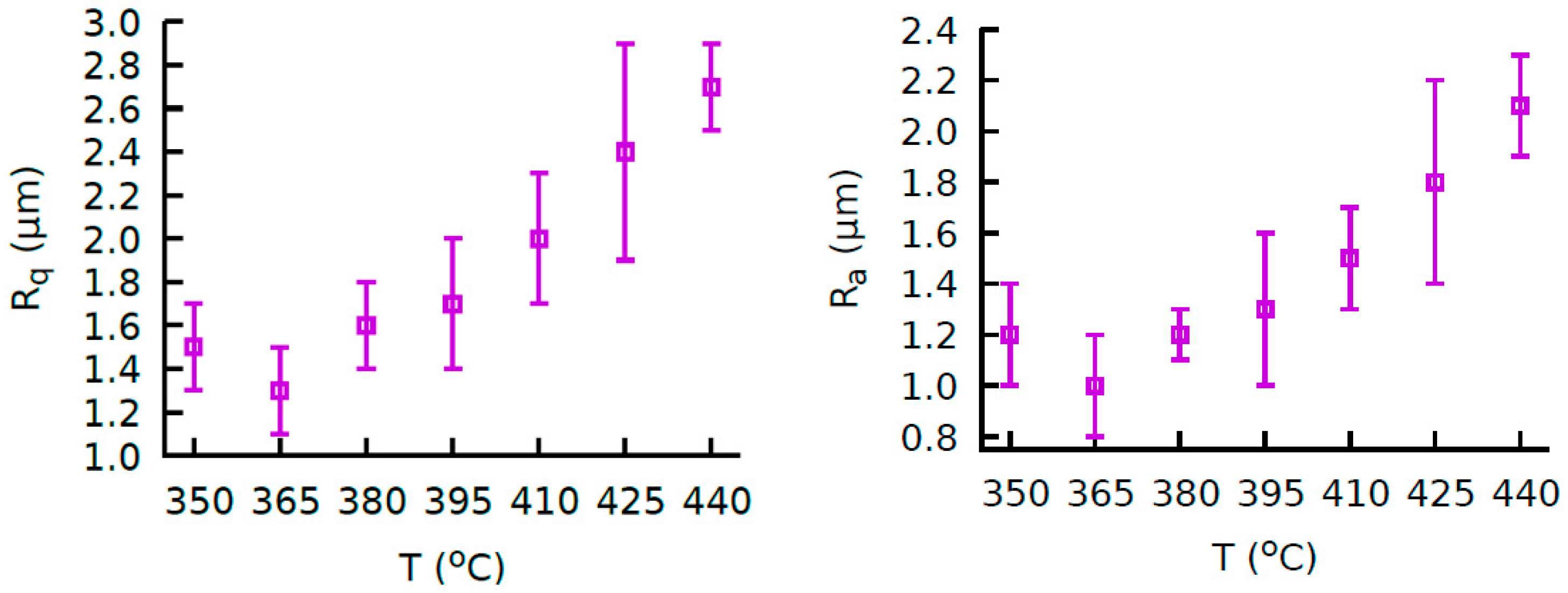
3.3. Sandblasted Coatings
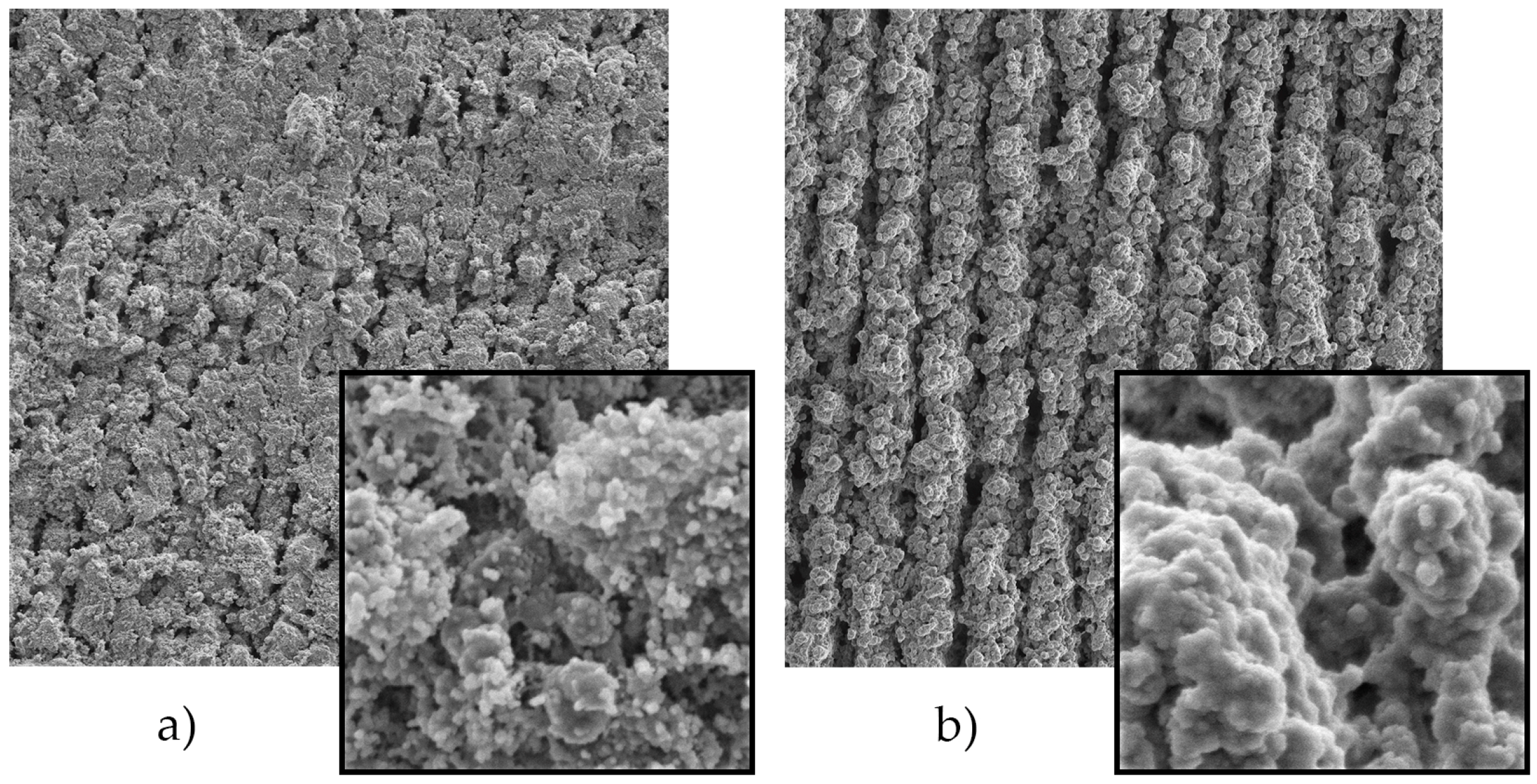
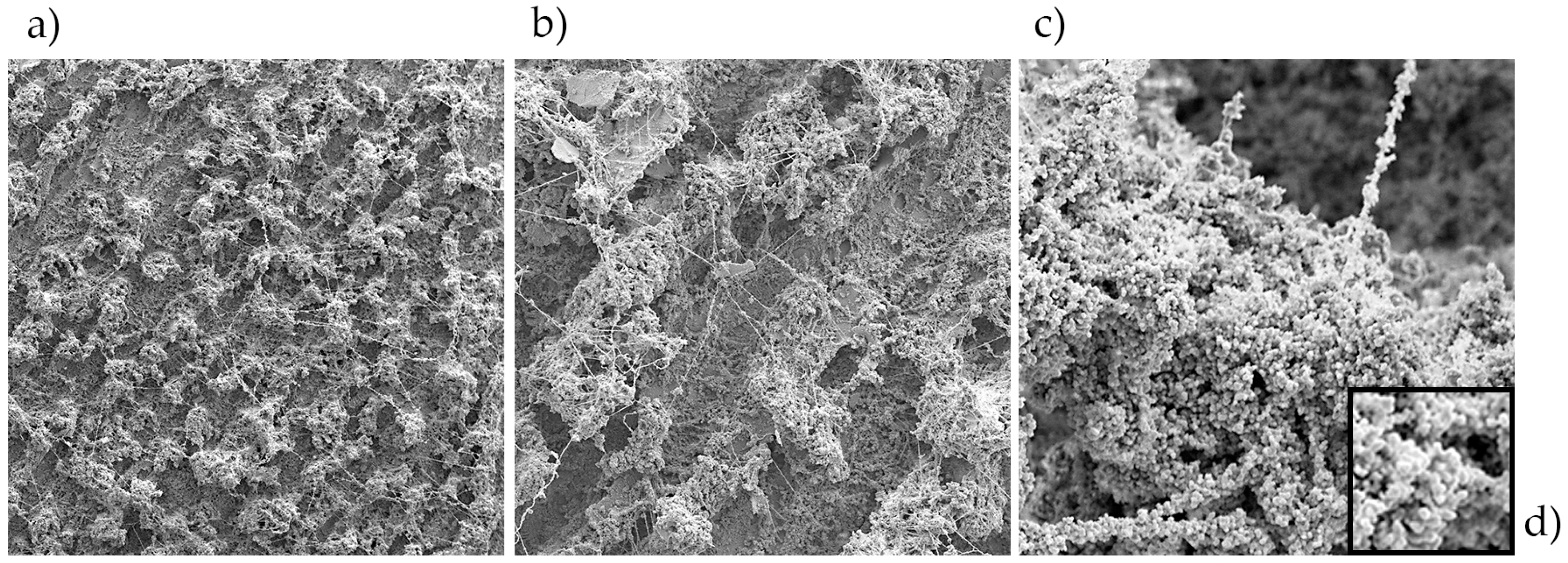
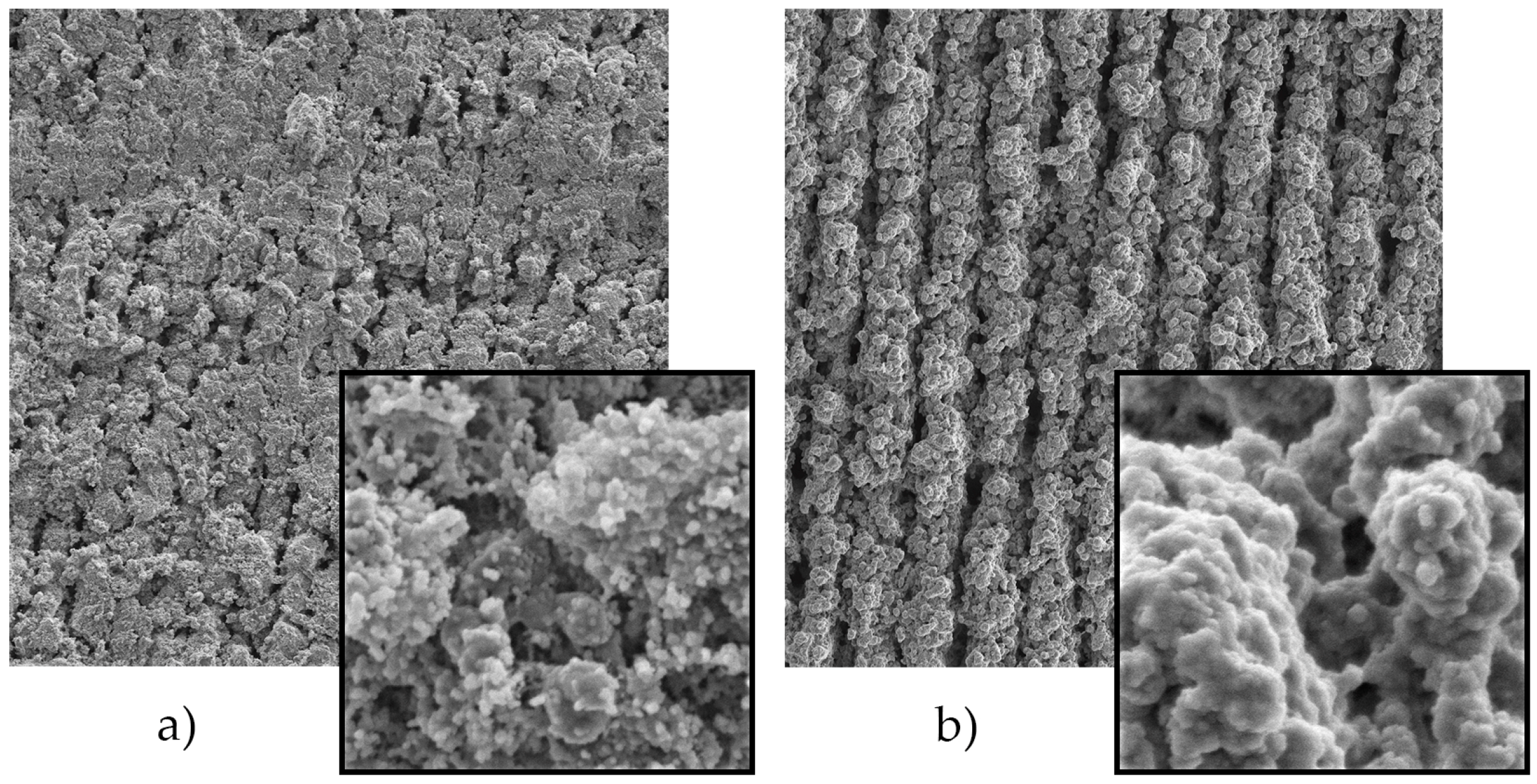
3.4. Laser Ablated Coatings
4. Conclusions
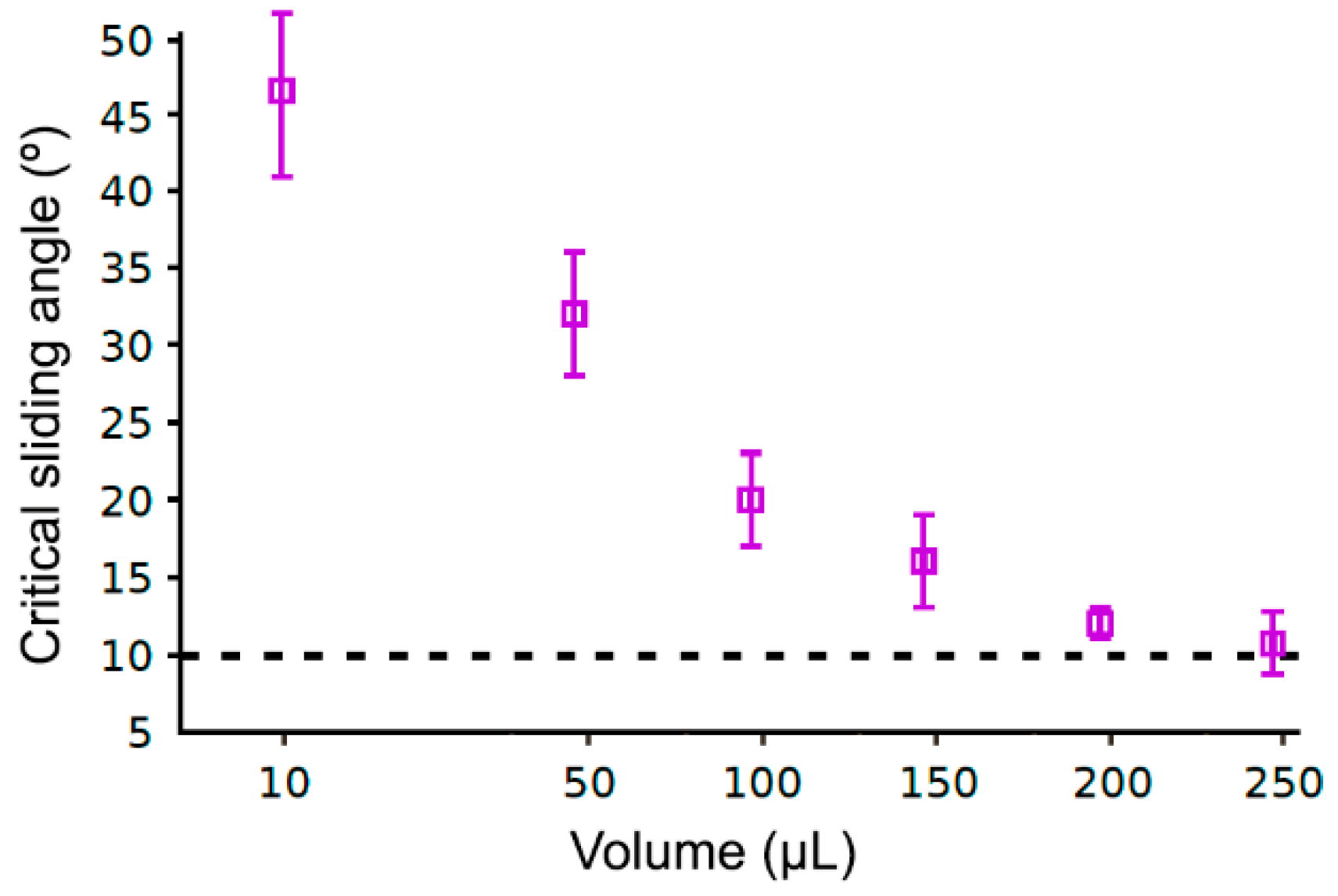
- The sliding/roll-off angle measurements become deficient by itself for the characterization of water repellency level in the case of the polished PTFE coatings and the rest of treated coatings. Bouncing drop test is a suitable alternative.
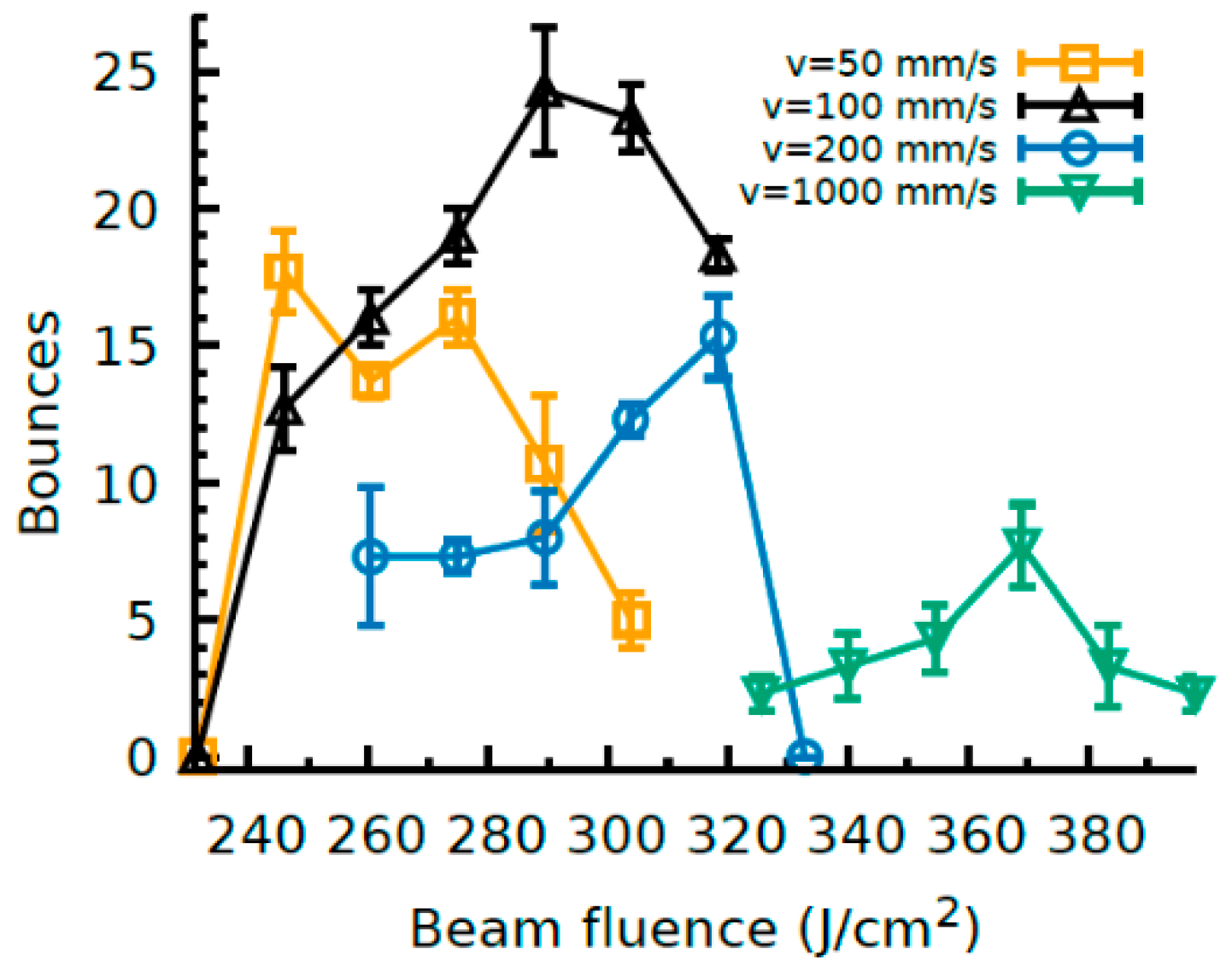
- Laser ablation was the best route to achieve high water-repelling properties. For a laser beam fluence of 289.4 J/cm2 and velocity of 100 mm/s, the bouncing drop reproduced up to 24 ± 2 bounces.
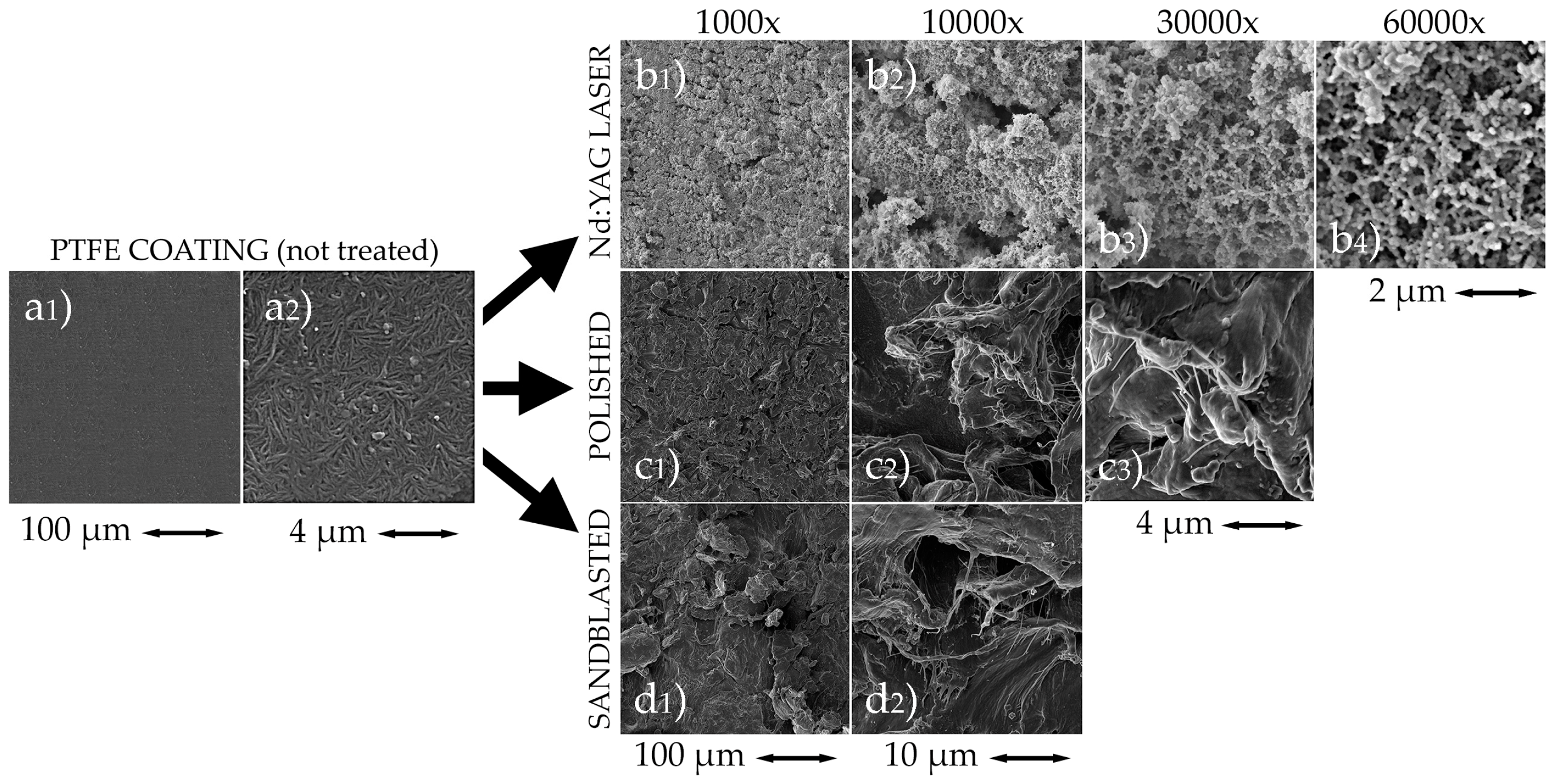
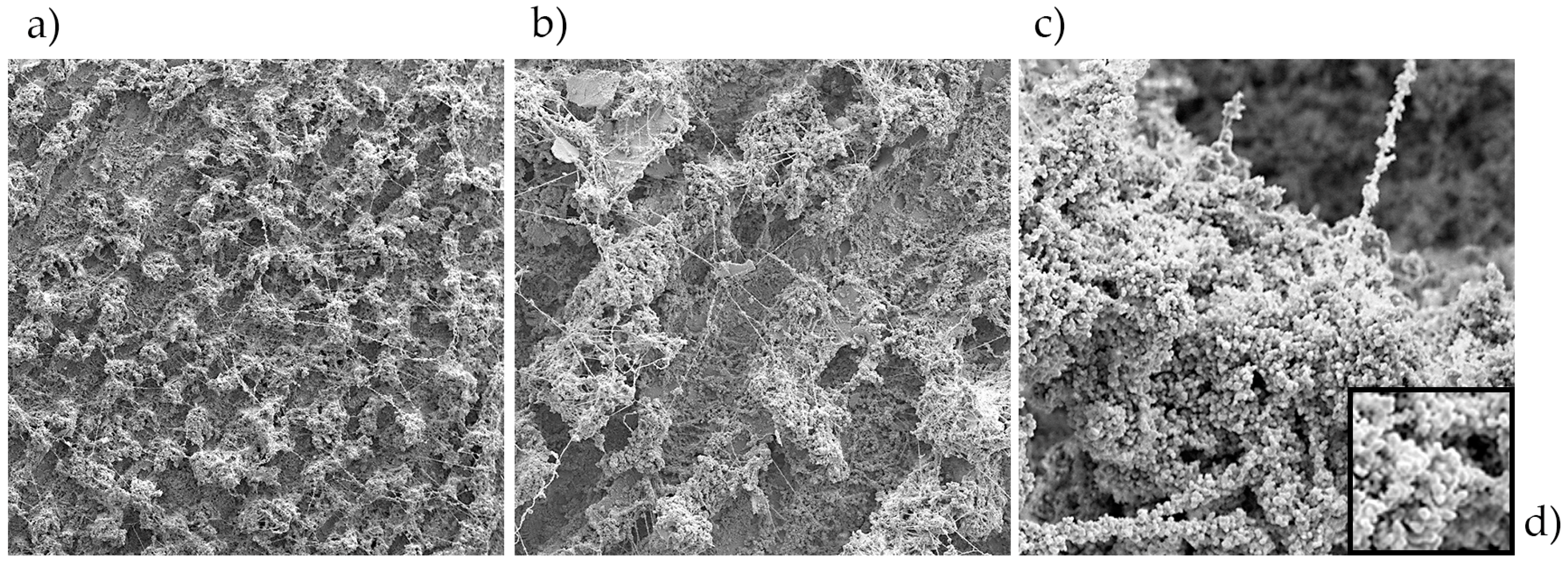
- Laser ablation achieved a homogeneous pattern in terms of micro-roughness, showing a hierarchical surface morphology with micro-scale and nano-scale round-shaped protrusions, more or less defined according to the energy and velocity applied in the laser ablation process.
- The polished and sandblasted PTFE coatings also show acceptable water-repelling properties.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Sánchez-Urbano, F.; Paz-Gómez, G.; Rodríguez-Alabanda, O.; Romero, P.E.; Cabrerizo-Vílchez, M.; Rodríguez-Valverde, M.A.; Guerrero-Vaca, G. Non-stick coatings in aluminium molds for the production of polyurethane foam. Coatings 2018, 8, 301. [Google Scholar] [CrossRef]
- Rossi, S.; Gai, G.; De Benedetto, R. Functional and perceptive aspects of non-stick coatings for cookware. Mater. Des. 2014, 53, 782–790. [Google Scholar] [CrossRef]
- Ashokkumar, S.; Adler-Nissen, J.; Møller, P. Factors affecting the wettability of different surface materials with vegetable oil at high temperatures and its relation to cleanability. Appl. Surf. Sci. 2012, 263, 86–94. [Google Scholar] [CrossRef]
- Ruiz-Cabello, F.J.M.; Rodríguez-Criado, J.C.; Cabrerizo-Vílchez, M.; Rodríguez-Valverde, M.A.; Guerrero-Vacas, G. Towards super-nonstick aluminized steel surfaces. Prog. Org. Coat. 2017, 109, 135–143. [Google Scholar] [CrossRef]
- Critchlow, G.W.; Litchfield, R.E.; Sutherland, I.; Grandy, D.B.; Wilson, S. A review and comparative study of release coatings for optimised abhesion in resin transfer moulding applications. Int. J. Adhes. Adhes. 2006, 26, 577–599. [Google Scholar] [CrossRef]
- Schellenberg, F.; Encinas, N.; Vollmer, D.; Butt, H.J. How water advances on superhydrophobic surfaces. Phys. Rev. Lett. 2016, 116, 096101. [Google Scholar] [CrossRef]
- Furstner, R.; Barthlott, W.; Neinhuis, C.; Walzel, P. Wetting and self-cleaning properties of artificial superhydrophobic surfaces. Langmuir 2005, 21, 956–961. [Google Scholar] [CrossRef]
- Liu, Y.; Song, D.; Choi, C.-H. Anti- and de-icing behaviors of superhydrophobic fabrics. Coatings 2018, 8, 198. [Google Scholar] [CrossRef]
- Antonini, C.; Innocenti, M.; Horn, T.; Marengo, M.; Amirfazli, A. Understanding the effect of superhydrophobic coatings on energy reduction in anti-icing systems. Cold Reg. Sci. Technol. 2011, 67, 58–67. [Google Scholar] [CrossRef]
- Morita, K.; Gonzales, J.; Sakaue, H. Effect of PTFE particle size on superhydrophobic coating for supercooled water prevention. Coatings 2018, 8, 426. [Google Scholar] [CrossRef]
- Gao, L.; McCarthy, T.J. Teflon is hydrophilic. Comments on definitions of hydrophobic, shear versus tensile hydrophobicity, and wettability characterization. Langmuir 2008, 24, 9183–9188. [Google Scholar] [CrossRef] [PubMed]
- Kwon, H.J.; Yeo, J.; Jang, J.E.; Grigoropoulos, C.P.; Yoo, J.-H. Single pass laser process for super-hydrophobic flexible surfaces with micro/nano hierarchical structures. Materials 2018, 11, 1226. [Google Scholar] [CrossRef] [PubMed]
- Lafuma, A.; Quere, D. Superhydrophobic states. Nat. Mater. 2003, 2, 457–460. [Google Scholar] [CrossRef]
- Avrămescu, R.E.; Ghica, M.V.; Dinu-Pîrvu, C.; Prisada, R.; Popa, L. Superhydrophobic natural and artificial surfaces—A structural approach. Materials 2018, 11, 866. [Google Scholar] [CrossRef]
- Zhang, J.; Li, J.; Han, Y. Superhydrophobic PTFE surfaces by extension. Macromol. Rapid Commun. 2004, 25, 1105–1108. [Google Scholar] [CrossRef]
- Victor, J.J.; Facchini, D.; Erb, U. A low-cost method to produce superhydrophobic polymer surfaces. J. Mater. Sci. 2012, 47, 3690–3697. [Google Scholar] [CrossRef]
- Hou, W.; Wang, Q. Stable polytetrafluoroethylene superhydrophobic surface with lotus-leaf structure. J. Colloid Interface Sci. 2009, 333, 400–403. [Google Scholar] [CrossRef]
- Jiang, C.; Hou, W.; Wang, Q.; Wang, T. Facile fabrication of superhydrophobic polytetrafluoroethylene surface by cold pressing and sintering. Appl. Surf. Sci. 2011, 257, 4821–4825. [Google Scholar] [CrossRef]
- Jucius, D.; Grigaliunas, V.; Mikolajnas, M.; Guobiene, A.; Kopustinskas, V.; Gudonyte, A.; Narmontas, P. Hot embossing of PTFE: Towards superhydrophobic surfaces. Appl. Surf. Sci. 2011, 257, 2353–2360. [Google Scholar] [CrossRef]
- Zhang, Y.; Ge, Q.; Yang, L.; Shi, X.; Li, J.; Yang, D.; Sacher, E. Durable superhydrophobic PTFE films through the introduction of micro- and nanostructured pores. Appl. Surf. Sci. 2015, 339, 151–157. [Google Scholar] [CrossRef]
- Zhu, Y.; He, Y.; Yang, D.; Sacher, E. A facile method to prepare mechanically durable super slippery polytetra fluoroethylene coatings. Colloids Surfaces A Physicochem. Eng. Asp. 2018, 556, 99–105. [Google Scholar] [CrossRef]
- Barshilia, H.C.; Gupta, N. Superhydrophobic polytetrafluoroethylene surfaces with leaf-like micro-protrusions through Ar + O2 plasma etching process. Vacuum 2014, 99, 42–48. [Google Scholar] [CrossRef]
- Satyaprasad, A.; Jain, V.; Nema, S.K. Deposition of superhydrophobic nanostructured Teflon-like coating using expanding plasma arc. Appl. Surf. Sci. 2007, 253, 5462–5466. [Google Scholar] [CrossRef]
- Takahashi, T.; Hirano, Y.; Takasawa, Y.; Gowa, T.; Fukutake, N.; Oshima, A.; Tagawa, S.; Washio, M. Change in surface morphology of polytetrafluoroethylene by reactive ion etching. Radiat. Phys. Chem. 2011, 80, 253–256. [Google Scholar] [CrossRef]
- Quade, A.; Polak, M.; Schröder, K.; Ohl, A.; Weltmann, K.-D. Formation of PTFE-like films in CF4 microwave plasmas. Thin Solid Films 2010, 518, 4835–4839. [Google Scholar] [CrossRef]
- Di Mundo, R.; Bottiglione, F.; Palumbo, F.; Favia, P.; Carbone, G. Sphere-on-cone microstructures on Teflon surface: Repulsive behavior against impacting water droplets. Mater. Des. 2016, 92, 1052–1061. [Google Scholar] [CrossRef]
- Lo Porto, C.; Di Mundo, R.; Veronico, V.; Trizio, I.; Barucca, G.; Palumbo, F. Easy plasma nano-texturing of PTFE surface: From pyramid to unusual spherules-on-pyramid features. Appl. Surf. Sci. 2019, 483, 60–68. [Google Scholar] [CrossRef]
- Ellinas, K.; Chatzipetrou, M.; Zergioti, I.; Tserepi, A.; Gogolides, E. Superamphiphobic polymeric surfaces sustaining ultrahigh impact pressures of aqueous high- and low- surface-tension mixtures, tested with laser-induced forward transfer of drops. Adv. Mater. 2015, 27, 2231–2235. [Google Scholar] [CrossRef] [PubMed]
- Ellinas, K.; Kefallinou, D.; Stamatakis, K.; Gogolides, E.; Tserepi, A. Is there a threshold in the antibacterial action of superhydrophobic surfaces? ACS Appl. Mater. Interfaces 2017, 9, 39781–39789. [Google Scholar] [CrossRef]
- Toosi, S.F.; Moradi, S.; Kamal, S.; Hatzikiriakos, S.G. Superhydrophobic laser ablated PTFE substrates. Appl. Surf. Sci. 2015, 349, 715–723. [Google Scholar] [CrossRef]
- Fang, Y.; Yong, J.; Chen, F.; Huo, J.; Yang, Q.; Bian, H.; Du, G.; Hou, X. Durability of the tunable adhesive superhydrophobic PTFE surfaces for harsh environment applications. Appl. Phys. A 2016, 122, 827. [Google Scholar] [CrossRef]
- del Campo, A.; Arzt, E. Fabrication approaches for generating complex micro- and nanopatterns on polymeric surfaces. Chem. Rev. 2008, 108, 911–945. [Google Scholar] [CrossRef]
- Liang, F.; Lehr, J.; Danielczak, L.; Leask, R.; Kietzig, A.-M. Robust non-wetting ptfe surfaces by femtosecond laser machining. Int. J. Mol. Sci. 2014, 15, 13681–13696. [Google Scholar] [CrossRef]
- Huber, N.; Heitz, J.; Bäuerle, D. Pulsed-laser ablation of polytetrafluoroethylene (PTFE) at various wavelengths. Eur. Phys. J. Appl. Phys. 2004, 25, 33–38. [Google Scholar] [CrossRef]
- Lippert, T. Laser application of polymers. Adv. Polym. Sci. 2004, 168, 51–246. [Google Scholar] [CrossRef]
- Lippert, T. Interaction of photons with polymers: From surface modification to ablation. Plasma Process. Polym. 2005, 2, 525–546. [Google Scholar] [CrossRef]
- Riveiro, A.; Maçon, A.L.B.; del Val, J.; Comesaña, R.; Pou, J. Laser surface texturing of polymers for biomedical applications. Front. Phys. 2018, 6, 16. [Google Scholar] [CrossRef]
- Ruiz-Cabello, F.J.M.; Ibáñez-Ibáñez, P.F.; Gómez-Lopera, J.F.; Martínez-Aroza, J.; Cabrerizo-Vílchez, M.; Rodríguez-Valverde, M.A. Testing the performance of superhydrophobic aluminum surfaces. J. Colloid Interface Sci. 2017, 508, 129–136. [Google Scholar] [CrossRef]
- Sabbah, A.; Youssef, A.; Damman, P. Superhydrophobic surfaces created by elastic instability of PDMS. Appl. Sci. 2016, 6, 152. [Google Scholar] [CrossRef]
- Yang, Z.; Zhu, C.; Zheng, N.; Le, D.; Zhou, J. Superhydrophobic surface preparation and wettability transition of titanium alloy with micro/nano hierarchical texture. Materials 2018, 11, 2210. [Google Scholar] [CrossRef]
- Luo, W.; Yu, B.; Xiao, D.; Zhang, M.; Wu, X.; Li, G. Biomimetic superhydrophobic hollowed-out pyramid surface based on self-assembly. Materials 2018, 11, 813. [Google Scholar] [CrossRef]
- Crick, C.R.; Parkin, I.P. Water droplet bouncing—A definition for superhydrophobic surfaces. Chem. Commun. 2011, 47, 12059–12061. [Google Scholar] [CrossRef]
- Bobinski, T.; Sobieraj, G.; Psarski, M.; Celichowski, G.; Rokicki, J. Droplet bouncing on the surface with micro-structure. Arch. Mech. 2017, 69, 177–193. [Google Scholar]
- Nilsson, M.A.; Daniello, R.J.; Rothstein, J.P. A novel and inexpensive technique for creating superhydrophobic surfaces using Teflon and sandpaper. J. Phys. D Appl. Phys. 2010, 43, 045301. [Google Scholar] [CrossRef]
- Kim, D.; Kim, J.; Park, H.C.; Lee, K.-H.; Hwang, W. A superhydrophobic dual-scale engineered lotus leaf. J. Micromech. Microeng. 2008, 18, 015019. [Google Scholar] [CrossRef]
- Pendurthi, A.; Movafaghi, S.; Wang, W.; Shadman, S.; Yalin, A.P.; Kota, A.K. Fabrication of nanostructured omniphobic and superomniphobic surfaces with inexpensive CO2 laser engraver. ACS Appl. Mater. Interfaces 2017, 9, 25656–25661. [Google Scholar] [CrossRef]
- Ebnesajjad, S.; Khaladkar, P.R. Fluoropolymer Applications in the Chemical Processing Industries, 1st ed.; William Andrew: Norwich, NY, USA, 2005; ISBN 9780323447164. [Google Scholar]
- ISO 6344-3:1998 Coated Abrasives—Grain Size Analysis—Part 3: Determination of Grain Size Distribution of Microgrits P240 to P2500; International Organization for Standardization: Geneva, Switzerland, 1998.
- Srinivasan, S.; McKinley, G.H.; Cohen, R.E. Assessing the accuracy of contact angle measurements for sessile drops on liquid-repellent surfaces. Langmuir 2011, 27, 13582–13589. [Google Scholar] [CrossRef]
- Tian, X.; Verho, T.; Ras, R.H.A. Moving superhydrophobic surfaces toward real-world applications. Science 2016, 352, 142–143. [Google Scholar] [CrossRef]
- UNE EN 13523-4:2014 Coil Coated Metals—Test Methods—Part 4: Pencil Hardness; UNE-Asociación Española de Normalización: Madrid, Spain, 2014.
- Butt, H.J.; Semprebon, C.; Papadopoulos, P.; Vollmer, D.; Brinkmann, M.; Ciccotti, M. Design principles for superamphiphobic surfaces. Soft Matter 2013, 9, 418–428. [Google Scholar] [CrossRef]
- Hsu, S.-H.; Sigmund, W.M. Artificial hairy surfaces with a nearly perfect hydrophobic response. Langmuir 2010, 26, 1504–1506. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | F | Si | Al | Fe |
|---|---|---|---|---|
| 24.72 | 75 | 0.14 | 0.08 | 0.06 |
| Temperature (°C) | Hardness |
|---|---|
| 350 | HB |
| 365 | HB-B |
| 380 | F |
| 395 | F |
| 410 | H |
| 425 | H |
| 440 | F |
| Grit/Sintering Temperature (°C) | Ra (μm) | SA (°) | Bounces |
|---|---|---|---|
| P320/380 | 2.6 ± 0.4 | ≤2° | 0.2 ± 0.3 |
| P320/410 | 6.9 ± 1.8 | ≤2° | 0.1 ± 0.3 |
| P500/350 | 5.1 ± 1.5 | ≤2° | 0.6 ± 0.8 |
| P500/365 | 3.7 ± 0.6 | <0.01° | 5.7 ± 0.6 |
| P500/380 | 3.1 ± 0.3 | <0.01° | 3.3 ± 0.6 |
| P500/395 | 4.9 ± 0.1 | <0.01° | 4.0 ± 1.0 |
| P500/410 | 4.2 ± 0.7 | <0.01° | 2.1 ± 1.9 |
| P500/425 | 2.6 ± 0.1 | <0.01° | 2.2 ± 2.6 |
| P800/380 | 2.1 ± 0.6 | <0.01° | 2.1 ± 0.2 |
| P800/410 | 2.3 ± 0.3 | <0.01° | 4.7 ± 0.6 |
| Corundum, Time (s)/Pressure (MPa) | Ra (μm) | Bounces |
|---|---|---|
| Bicarbonate, 25/0.3 | 6.5 ± 0.9 | 3.7 ± 1.5 |
| Bicarbonate, 15/0.3 | 8.0 ± 2.0 | 3.0 ± 0.0 |
| Brown corundum, 40/0.1 | 7.0 ± 2.0 | 4.0 ± 1.7 |
| Method | Fluence (J/cm2) | Beam Velocity (mm/s) | Ra (μm) | Bounces |
|---|---|---|---|---|
| Polished (P500, 380 °C) | – | – | 7.0 ± 2.0 | 4.0 ± 1.7 |
| Sandblasted (brown corundum) | – | – | 3.1 ± 0.3 | 3.3 ± 0.6 |
| Nd:YAG Laser | 260 | 200 | 3.9 ± 0.9 | 7.0 ± 2.5 |
| Nd:YAG Laser | 260 | 100 | 4.0 ± 0.2 | 16.0 ± 1.0 |
| Nd:YAG Laser | 290 | 100 | 4.7 ± 0.4 | 24.0 ± 2.0 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paz-Gómez, G.; del Caño-Ochoa, J.C.; Rodríguez-Alabanda, O.; Romero, P.E.; Cabrerizo-Vílchez, M.; Guerrero-Vaca, G.; Rodríguez-Valverde, M.A. Water-Repellent Fluoropolymer-Based Coatings. Coatings 2019, 9, 293. https://doi.org/10.3390/coatings9050293
Paz-Gómez G, del Caño-Ochoa JC, Rodríguez-Alabanda O, Romero PE, Cabrerizo-Vílchez M, Guerrero-Vaca G, Rodríguez-Valverde MA. Water-Repellent Fluoropolymer-Based Coatings. Coatings. 2019; 9(5):293. https://doi.org/10.3390/coatings9050293
Chicago/Turabian StylePaz-Gómez, Guillermo, Juan Carlos del Caño-Ochoa, Oscar Rodríguez-Alabanda, Pablo E. Romero, Miguel Cabrerizo-Vílchez, Guillermo Guerrero-Vaca, and Miguel Angel Rodríguez-Valverde. 2019. "Water-Repellent Fluoropolymer-Based Coatings" Coatings 9, no. 5: 293. https://doi.org/10.3390/coatings9050293
APA StylePaz-Gómez, G., del Caño-Ochoa, J. C., Rodríguez-Alabanda, O., Romero, P. E., Cabrerizo-Vílchez, M., Guerrero-Vaca, G., & Rodríguez-Valverde, M. A. (2019). Water-Repellent Fluoropolymer-Based Coatings. Coatings, 9(5), 293. https://doi.org/10.3390/coatings9050293