Key Problems Affecting the Anti-Erosion Coating Performance of Aero-Engine Compressor: A Review

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
1. Introduction
2. Modes of Aero-Engine Compressor Erosion
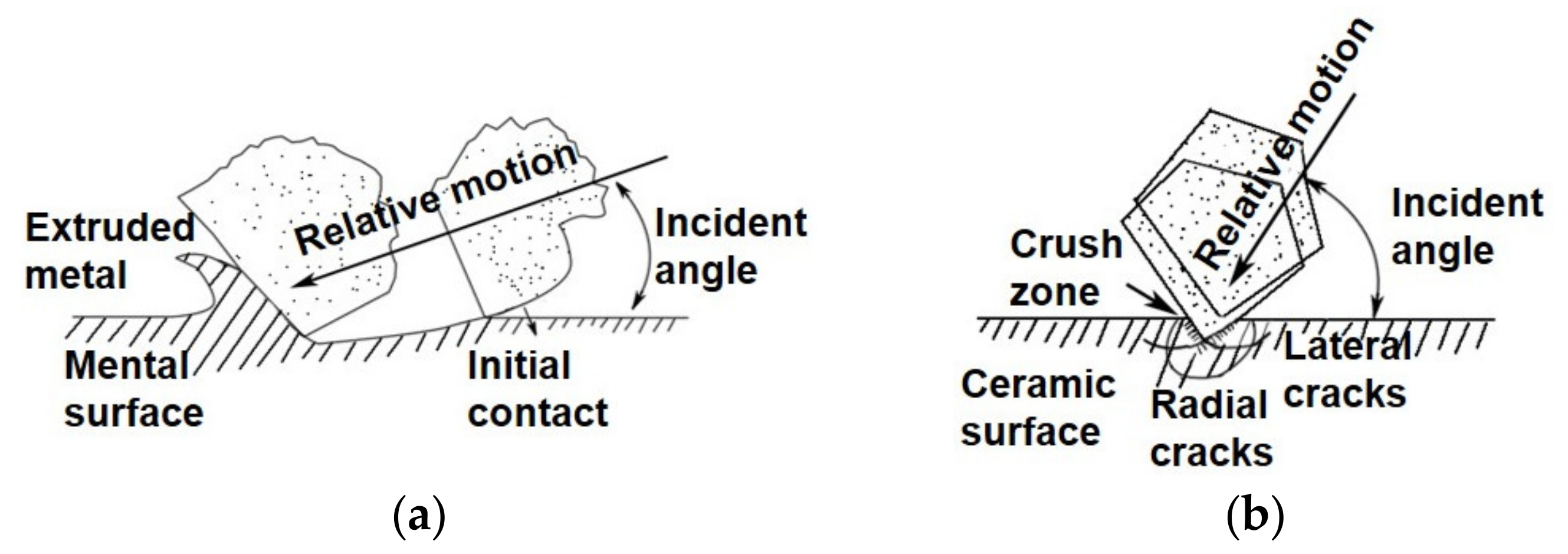
2.1. Wear and Secondary Erosion
2.2. High Strain Rate Impact
2.3. Anisotropy of Coating
2.4. Impact Fatigue of Coatings
3. Integration of Coating Preparation Equipment and Coating Process
3.1. Design of Anti-Erosion Coating Material and Structure
3.2. Preparation Method and Process of Anti-Erosion Coating PVD
3.3. Erosion Resistant Coating for Complex Aeronautical Components
4. Surface and Interface Problems of the Coating
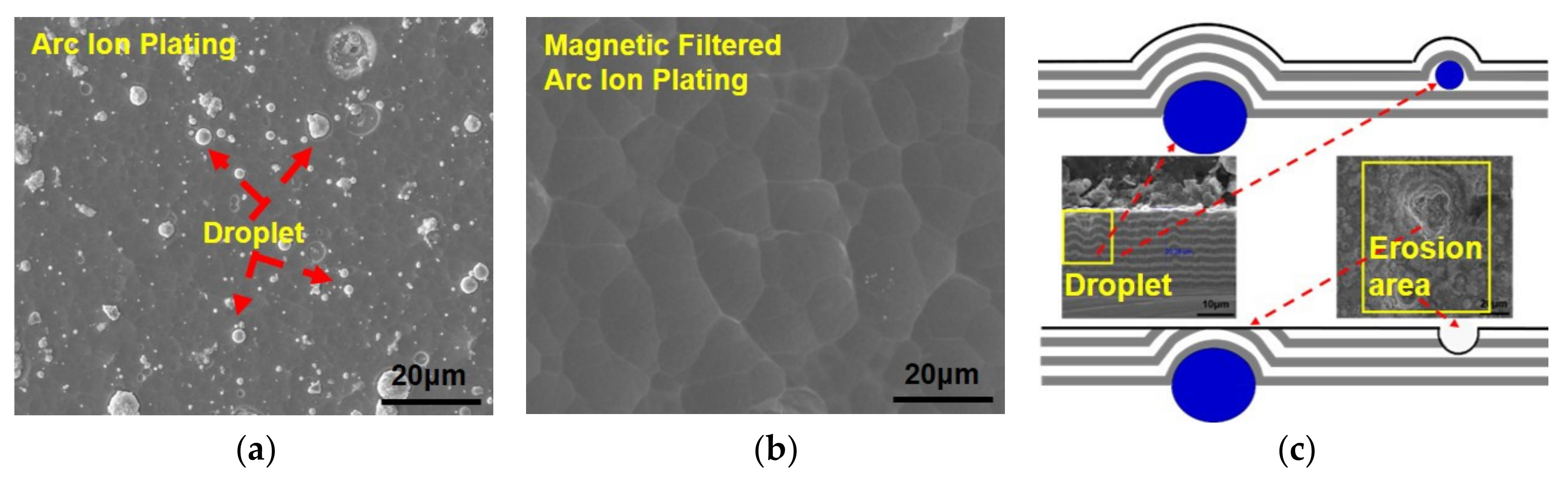
4.1. Effect of Arc Ion Plating Droplets on Erosion Performance
4.2. Effect of Columnar Boundary on Erosion Performance
4.3. Interface Problem
5. Anisotropy and Damage Mechanism of Coating
5.1. Anisotropy and Damage Mechanism by Nanoindentation
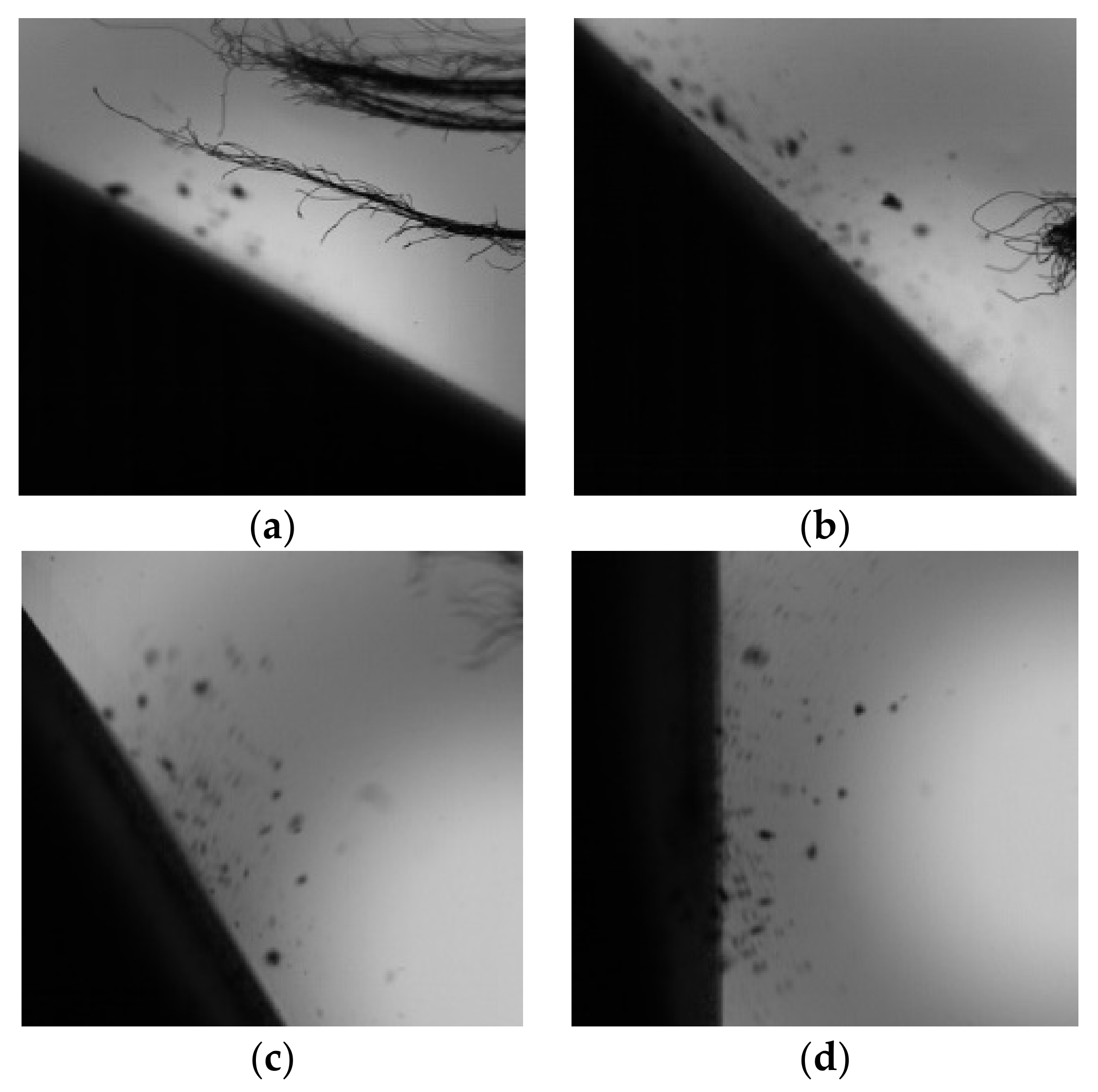
5.2. Anisotropy and Damage Mechanism by Single Sand Erosion
6. Conclusions
- The erosion problem of aero-engine compressors is very complicated, which is very different from the traditional erosion wear problems, including wear, secondary erosion, high strain rate impact, anisotropy, fatigue, and other issues. The study of the erosion-resistant coating of the compressor should be analyzed in combination with the characteristics of the service environment.
- The performance of the coating material system and structure directly determines the performance of the coating. Many basic research results show that the nano-multilayer coatings have good mechanical properties and erosion resistance, but the coating properties should be considered by combining the material system structure, preparation method, and process. Especially for the components with complex shape, the preparation of the nano-multilayer coatings is still very difficult. It is also very important to improve the stability of the process and reduce the cost.
- The presence of droplets easily forms defects, changes the roughness of the surface, forms a fatigue source, and preferentially fills the erosion zone. Cluster density is the most important factor affecting erosion resistance. The presence of the interface can hinder dislocation motion and limit crack propagation. Proper use of process conditions to optimize these problems can greatly improve the erosion resistance of the coating.
- The anisotropy of erosion resistant coating is different from that of hard ceramic coating used in cutting tools and grinding tools. Although most of the coatings are parallel to the substrate surface, the anisotropy of erosion coating is inevitable, but the anisotropy of erosion coating is more obvious because of the randomness of erosion direction of sand particles, which has a great influence on the properties and life of the coating. In this paper, the anisotropy of the coating is characterized by micro-nanomechanics, and the mechanical properties of the coating are obtained. However, as we know, the micro-nanomechanics test is still quasi-static. We are also trying to use nano-impact and other methods, and combined with erosion experiments to further reveal the mechanical properties and anisotropy of the coating at a high strain rate.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Haugen, K.; Kvernvold, O.; Ronold, A.; Sandberg, R. Sand erosion of wear-resistant materials: Erosion in choke valves. Wear 1995, 186, 179–188. [Google Scholar] [CrossRef]
- Wong, C.Y.; Solnordal, C.; Swallow, A.; Wang, S.; Graham, L.; Wu, J. Predicting the material loss around a hole due to sand erosion. Wear 2012, 276, 1–15. [Google Scholar] [CrossRef]
- Hussain, E.; Robinson, M. Erosion–corrosion of 2205 duplex stainless steel in flowing seawater containing sand particles. Corros. Sci. 2007, 49, 1737–1754. [Google Scholar] [CrossRef]
- Pepi, M.; Squillacioti, R.; Pfledderer, L.; Phelps, A. Solid particle erosion testing of helicopter rotor blade materials. J. Fail. Anal. Prev. 2012, 12, 96–108. [Google Scholar] [CrossRef]
- van der Walt, J.P.; Nurick, A. Erosion of dust-filtered helicopter turbine engines part I: Basic theoretical considerations. J. Aircr. 1995, 32, 106–111. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of hard protective coatings. Surf. Coat. Technol. 2013, 235, 383–393. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; He, W.; Liao, B.; He, G.; Cao, X.; Li, Y. Damage evolution and mechanism of TiN/Ti multilayer coatings in sand erosion condition. Surf. Coat. Technol. 2018, 353, 210–220. [Google Scholar] [CrossRef]
- Yaer, X.; Shimizu, K.; Qu, J.; Wen, B.; Cao, X.; Kusumoto, K. Surface deformation micromechanics of erosion damage at different angles and velocities for aero-engine hot-end components. Wear 2019, 426, 527–538. [Google Scholar] [CrossRef]
- Monhardt, R.J.; Kudlacik, L.; Nikkanen, J.P.; Niiler, J. Combined Surge Bleed and Dust Removal System for a Fan-Jet Engine. US Patent GB2111601B, 28 November 1984. [Google Scholar]
- Mannava, S.; McDaniel, A.E.; Cowie, W.D.; Halila, H.; Rhoda, J.E.; Gutknecht, J.E. Laser Shock Peened Gas Turbine Engine Fan Blade Edges. U.S. Patent 5,591,009, 7 January 1997. [Google Scholar]
- Bielawski, M.; Beres, W. FE modelling of surface stresses in erosion-resistant coatings under single particle impact. Wear 2007, 262, 167–175. [Google Scholar] [CrossRef]
- Guo, L.; Chen, G. High-quality diamond film deposition on a titanium substrate using the hot-filament chemical vapor deposition method. Diam. Relat. Mater. 2007, 16, 1530–1540. [Google Scholar] [CrossRef]
- Li, Y.; Zhang, C.; Ma, H.; Yang, L.; Zhang, L.; Tang, Y.; Li, X.; He, L.; Feng, R.; Yang, Q.; et al. CVD nanocrystalline diamond coatings on Ti alloy: A synchrotron-assisted interfacial investigation. Mater. Chem. Phys. 2012, 134, 145–152. [Google Scholar] [CrossRef]
- Di, J.; Wang, S.; Zhang, L.; Cai, L.; Xie, Y. Study on the erosion characteristics of boride coatings by finite element analysis. Surf. Coat. Technol. 2018, 333, 115–124. [Google Scholar] [CrossRef]
- Chen, J.; Geng, M.; Li, Y.; Yang, Z.; Chai, Y.; He, G. Erosion resistance and damage mechanism of TiN/ZrN nanoscale multilayer coating. Coatings 2019, 9, 64. [Google Scholar] [CrossRef]
- Zhang, H.; Li, Z.; Ma, C.; He, W.; Cao, X.; Li, Y. The anti-sand erosion performance of TiN films fabricated by filtered cathodic vacuum arc technique at different nitrogen flow rates. Ceram. Int. 2019, 45, 10819–10825. [Google Scholar] [CrossRef]
- Kim, Y.S.; Park, H.J.; Mun, S.C.; Jumaev, E.; Hong, S.H.; Song, G.; Kim, J.T.; Park, Y.K.; Kim, K.S.; Jeong, S.I.; et al. Investigation of structure and mechanical properties of TiZrHfNiCuCo high entropy alloy thin films synthesized by magnetron sputtering. J. Alloy. Compd. 2019, 797, 834–841. [Google Scholar] [CrossRef]
- Zhang, S.; Zhu, W. TiN coating of tool steels: A review. J. Mater. Process. Technol. 1993, 39, 165–177. [Google Scholar] [CrossRef]
- Liu, W.; Li, A.; Wu, H.; He, R.; Huang, J.; Long, Y.; Deng, X.; Wang, Q.; Wang, C.; Wu, S. Effects of bias voltage on microstructure, mechanical properties, and wear mechanism of novel quaternary (Ti, Al, Zr) N coating on the surface of silicon nitride ceramic cutting tool. Ceram. Int. 2016, 42, 17693–17697. [Google Scholar] [CrossRef]
- Baronins, J.; Antonov, M.; Bereznev, S.; Raadik, T.; Hussainova, I. Raman spectroscopy for reliability assessment of multilayered AlCrN coating in tribo-corrosive conditions. Coatings 2018, 8, 229. [Google Scholar] [CrossRef]
- Cai, F.; Gao, Y.; Zhang, S.; Zhang, L.; Wang, Q. Gradient architecture of Si containing layer and improved cutting performance of AlCrSiN coated tools. Wear 2019, 424, 193–202. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J. Solid particle erosion mechanisms of protective coatings for aerospace applications. Surf. Coat. Technol. 2014, 257, 165–181. [Google Scholar] [CrossRef]
- Zhang, D.; Cabrera, E.; Zhao, Y.; Zhao, Z.; Castro, J.M.; Lee, L.J. Improved sand erosion resistance and mechanical properties of multifunctional carbon nanofiber nanopaper-enhanced fiber reinforced epoxy composites. Adv. Polym. Technol. 2018, 37, 1878–1885. [Google Scholar] [CrossRef]
- Cao, X.; He, W.; Liao, B.; Zhou, H.; Zhang, H.; Tan, C.; Yang, Z. Sand particle erosion resistance of the multilayer gradient TiN/Ti coatings on Ti6Al4V alloy. Surf. Coat. Technol. 2019, 365, 214–221. [Google Scholar] [CrossRef]
- Geng, M.; He, G.; Sun, Z.; Chen, J.; Yang, Z.; Li, Y. Corrosion damage mechanism of TiN/ZrN nanoscale multilayer anti-erosion coating. Coatings 2018, 8, 400. [Google Scholar] [CrossRef]
- Shinde, S.M.; Kawadekar, D.M.; Patil, P.A.; Bhojwani, V.K. Analysis of micro and nano particle erosion by analytical, numerical and experimental methods: A review. J. Mech. Sci. Technol. 2019, 33, 2319–2329. [Google Scholar] [CrossRef]
- Wentzel, E.J.; Allen, C. Erosion-corrosion resistance of tungsten carbide hard metals with different binder compositions. Wear 1995, 181, 63–69. [Google Scholar] [CrossRef]
- Wood, R. The sand erosion performance of coatings. Mater. Des. 1999, 20, 179–191. [Google Scholar] [CrossRef]
- Wheeler, D.; Wood, R. Solid particle erosion of diamond coatings under non-normal impact angles. Wear 2001, 250, 795–801. [Google Scholar] [CrossRef]
- Yang, Q.; McKellar, R. Nanolayered CrAlTiN and multilayered CrAlTiN–AlTiN coatings for solid particle erosion protection. Tribol. Int. 2015, 83, 12–20. [Google Scholar] [CrossRef]
- Geng, M.R.; Chen, J.; Yang, Z.F.; Liu, M.J.; He, G.Y.; Wang, X.D. Dependent effects of particle size on erosion wear mechanism of TC4 titanium alloy. China Surf. Eng. 2018, 31, 17–26. (In Chinese) [Google Scholar]
- Finnie, I. Erosion of surfaces by solid particles. Wear 1960, 3, 87–103. [Google Scholar] [CrossRef]
- Dickinson, W.R.; Suczek, C.A. Plate tectonics and sandstone compositions. Aapg Bull. 1979, 63, 2164–2182. [Google Scholar]
- Finnie, I. Some reflections on the past and future of erosion. Wear 1995, 186, 1–10. [Google Scholar] [CrossRef]
- Sheldon, G.; Finnie, I. On the ductile behavior of nominally brittle materials during erosive cutting. J. Eng. Ind. 1966, 88, 387–392. [Google Scholar] [CrossRef]
- Mayer, C.; Yang, L.; Singh, S.; Xie, H.; Shen, Y.-L.; Llorca, J.; Molina-Aldareguia, J.; Chawla, N. Orientation dependence of indentation behavior in Al–SiC nanolaminate composites. Mater. Lett. 2016, 168, 129–133. [Google Scholar] [CrossRef][Green Version]
- Yang, L.; Mayer, C.; Chawla, N.; Llorca, J.; Molina-Aldareguía, J. Deformation mechanisms of ultra-thin Al layers in Al/SiC nanolaminates as a function of thickness and temperature. Philos. Mag. 2016, 96, 3336–3355. [Google Scholar] [CrossRef]
- Han, S.; Yang, L.; Liu, H.; Sun, X.; Jiang, R.; Mao, W.; Chen, Z. Micro-mechanical properties and interfacial engineering of SiC fiber reinforced sol-gel fabricated mullite matrix composites. Mater. Des. 2017, 131, 265–272. [Google Scholar] [CrossRef]
- Immarigeon, J.-P.; Chow, D.; Parameswaran, V.; Au, P.; Saari, H.; Koul, A.K. Erosion testing of coatings for aero engine compressor components. Adv. Perform. Mater. 1997, 4, 371–388. [Google Scholar] [CrossRef]
- Stodola, J. Modelling of ball impacts on coatings and erosion of special technique components. Adv. Mil. Technol. 2011, 6, 1802–2308. [Google Scholar]
- Hassani, S.; Bielawski, M.; Beres, W.; Balazinski, M.; Martinu, L.; Klemberg-Sapieha, J. Impact stress absorption and load spreading in multi-layered erosion-resistant coatings. Wear 2010, 268, 770–776. [Google Scholar] [CrossRef]
- Chawla, N.; Singh, D.; Shen, Y.-L.; Tang, G.; Chawla, K. Indentation mechanics and fracture behavior of metal/ceramic nanolaminate composites. J. Mater. Sci. 2008, 43, 4383–4390. [Google Scholar] [CrossRef]
- He, G.; Li, Y.; Chai, Y.; Zhang, Y.; Wang, G. Review of key issues on coating against sand erosion of aero-engine compressor blade. Acta Aeronaut. Astronaut. Sin. 2015, 36, 1733–1743. [Google Scholar]
- Cao, X.; He, W.F.; He, G.; Liao, B.; Zhang, H.; Li, Y. Effects of DLC and TiN coatings on sand erosion resistance of TC4 titanium alloy. China Surf. Eng. 2016, 29, 60–67. (In Chinese) [Google Scholar]
- Xu, W.; He, G.; Cai, Z.; Liao, B.; Cao, X.; He, W. Damage analysis of TiN/Ti coatings under cycling impact with hard particles. China Surf. Eng. 2017, 30, 28–35. (In Chinese) [Google Scholar]
- Hogmark, S.; Jacobson, S.; Larsson, M. Design and evaluation of tribological coatings. Wear 2000, 246, 20–33. [Google Scholar] [CrossRef]
- Rausch, S.; Biermann, D. Grinding of hard-material-coated forming tools on machining centers. Procedia CIRP 2012, 1, 388–392. [Google Scholar] [CrossRef][Green Version]
- Beake, B.; Ning, L.; Gey, C.; Veldhuis, S.; Komarov, A.; Weaver, A.; Khanna, M.; Fox-Rabinovich, G. Wear performance of different PVD coatings during hard wet end milling of H13 tool steel. Surf. Coat. Technol. 2015, 279, 118–125. [Google Scholar] [CrossRef]
- Sharma, V.; Pandey, P.M. Recent advances in turning with textured cutting tools: a review. J. Clean. Prod. 2016, 137, 701–715. [Google Scholar] [CrossRef]
- Deng, J.; Wu, F.; Lian, Y.; Xing, Y.; Li, S. Erosion wear of CrN, TiN, CrAlN, and TiAlN PVD nitride coatings. Int. J. Refract. Met. Hard Mater. 2012, 35, 10–16. [Google Scholar] [CrossRef]
- Lin, S.; Zhou, K.; Dai, M.; Lan, E.; Shi, Q.; Hu, F.; Kuang, T.; Zhuang, C. Structural, mechanical, and sand erosion properties of TiN/Zr/ZrN multilayer coatings. Vacuum 2015, 122, 179–186. [Google Scholar] [CrossRef]
- Li, G.; Yang, G. Understanding of degradation-resistant behavior of nanostructured thermal barrier coatings with bimodal structure. J. Mater. Sci. Technol. 2019, 35, 231–238. [Google Scholar] [CrossRef]
- Li, G.-R.; Wang, L.-S. Durable TBCs with self-enhanced thermal insulation based on co-design on macro-and microstructure. Appl. Surf. Sci. 2019, 483, 472–480. [Google Scholar] [CrossRef]
- Mattox, D.M. Handbook of Physical Vapor Deposition (PVD) Processing; William Andrew: Oxford, UK, 2010. [Google Scholar]
- Helmersson, U.; Lattemann, M.; Bohlmark, J.; Ehiasarian, A.P.; Gudmundsson, J.T. Ionized physical vapor deposition (IPVD): A review of technology and applications. Thin Solid Film. 2006, 513, 1–24. [Google Scholar] [CrossRef]
- Sproul, W.D. Multilayer, multicomponent, and multiphase physical vapor deposition coatings for enhanced performance. J. Vac. Sci. Technol. A Vac. Surf. Film. 1994, 12, 1595–1601. [Google Scholar] [CrossRef]
- Yoon, S.-Y.; Kim, J.-K.; Kim, K.H. A comparative study on tribological behavior of TiN and TiAlN coatings prepared by arc ion plating technique. Surf. Coat. Technol. 2002, 161, 237–242. [Google Scholar] [CrossRef]
- Zhou, F.; Suh, C.-M.; Kim, S.-S.; Murakami, R. Tribological behavior of CrN coating on aluminum alloys deposited by arc ion plating. J. Mater. Res. 2002, 17, 3133–3138. [Google Scholar] [CrossRef]
- Wang, H.-Y.; Zhu, R.-F.; Lu, Y.-P.; Xiao, G.-Y.; He, K.; Yuan, Y.; Ma, X.-N.; Li, Y. Effect of sandblasting intensity on microstructures and properties of pure titanium micro-arc oxidation coatings in an optimized composite technique. Appl. Surf. Sci. 2014, 292, 204–212. [Google Scholar] [CrossRef]
- Thornton, J.A. Influence of apparatus geometry and deposition conditions on the structure and topography of thick sputtered coatings. J. Vac. Sci. Technol. 1974, 11, 666–670. [Google Scholar] [CrossRef]
- Dück, A.; Gamer, N.; Gesatzke, W.; Griepentrog, M.; Österle, W.; Sahre, M.; Urban, I. Ti/TiN multilayer coatings: deposition technique, characterization and mechanical properties. Surf. Coat. Technol. 2001, 142, 579–584. [Google Scholar] [CrossRef]
- Sathrum, P.E.; Coll, B.F. Plasma Enhancement Apparatus and Method for Physical Vapor Deposition. U.S. Patent 5,458,754, 17 October 1995. [Google Scholar]
- Ikeda, T.; Satoh, H. Phase formation and characterization of hard coatings in the Ti Al N system prepared by the cathodic arc ion plating method. Thin Solid Film. 1991, 195, 99–110. [Google Scholar] [CrossRef]
- Mubarak, A.M.A.; Hamzah, E.H.E.; Tofr, M.T.M. Review of physical vapour deposition (PVD) techniques for hard coating. J. Mek. 2005, 20, 42–51. [Google Scholar]
- Aksenov, I.; Khoroshikh, V. Coating deposition by condensing the particle flux from the target sputtered in the low-pressure arc plasma. In Trends and New Application of Thin Films; Trans Tech Publication Ltd.: Zurich, Switzerland, 1998. [Google Scholar]
- Wang, L. Erosion testing and surface preparation using abrasive water-jetting. J. Mater. Eng. Perform. 2004, 13, 103–106. [Google Scholar] [CrossRef]
- Laouamri, H.; Giljean, S.; Arnold, G.; Kolli, M.; Bouaouadja, N.; Tuilier, M.-H. Roughness influence on the optical properties and scratch behavior of acrylic coating deposited on sandblasted glass. Prog. Org. Coat. 2016, 101, 400–406. [Google Scholar] [CrossRef]
- Sheward, J. The coating of internal surfaces by PVD techniques. Surf. Coat. Technol. 1992, 54, 297–302. [Google Scholar] [CrossRef]
- Shanin, P.; Koval, N.; Kozirev, A.; Goncharenko, I.; Langner, J.; Grigoriev, S. Plasma Filtration of Vacuum Arc Droplets. In Proceedings of the ISDEIV 19th International Symposium on Discharges and Electrical Insulation in Vacuum (Cat. No. 00CH37041), Xi’an, China, 18–22 September 2000; pp. 590–593. [Google Scholar]
- Guo, L.; Huang, S.; Zhang, L.; Jia, P. The interface crack problem for a functionally graded coating-substrate structure with general coating properties. Int. J. Solids Struct. 2018, 146, 136–153. [Google Scholar] [CrossRef]
- Kostyrko, S.; Grekov, M.; Altenbach, H. Stress concentration analysis of nanosized thin-film coating with rough interface. Contin. Mech. Thermodyn. 2019, 31, 1863. [Google Scholar] [CrossRef]
- Bai, L.; Zhu, X.; Xiao, J.; He, J. Study on thermal stability of CrTiAlN coating for dry drilling. Surf. Coat. Technol. 2007, 201, 5257–5260. [Google Scholar] [CrossRef]
- Li, G.; Xie, H.; Yang, G.; Liu, G.; Li, C.; Li, C. A comprehensive sintering mechanism for TBCs-Part I: An overall evolution with two-stage kinetics. J. Am. Ceram. Soc. 2017, 100, 2176–2189. [Google Scholar] [CrossRef]
- Li, G.; Xie, H.; Yang, G.; Liu, G.; Li, C.; Li, C. A comprehensive sintering mechanism for TBCs-Part II: Multiscale multipoint interconnection-enhanced initial kinetics. J. Am. Ceram. Soc. 2017, 100, 4240–4251. [Google Scholar] [CrossRef]
- Li, G.; Yang, G.; Li, C.; Li, C. A comprehensive sintering mechanism for thermal barrier coatings-Part III: Substrate constraint effect on healing of 2D pores. J. Am. Ceram. Soc. 2018, 101, 3636–3648. [Google Scholar] [CrossRef]
- Chen, L.; Yang, G.-J. Epitaxial growth and cracking of highly tough 7YSZ splats by thermal spray technology. J. Adv. Ceram. 2018, 7, 17–29. [Google Scholar] [CrossRef]
- Li, G.-R.; Wang, L.-S.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Combined effect of internal and external factors on sintering kinetics of plasma-sprayed thermal barrier coatings. J. Eur. Ceram. Soc. 2019, 39, 1860–1868. [Google Scholar] [CrossRef]
- Wang, S.; Liu, Z.; Yang, X.; Fan, X.; Chen, B.; Zhang, J.; Li, D. First-principles study of the TiN (111)/ZrN (111) interface. Surf. Interface Anal. 2018, 50, 321–327. [Google Scholar] [CrossRef]
- Li, G.-R.; Wang, L.-S.; Yang, G.-J. A novel composite-layered coating enabling self-enhancing thermal barrier performance. Scr. Mater. 2019, 163, 142–147. [Google Scholar] [CrossRef]
- Uchic, M.D.; Dimiduk, D.M. A methodology to investigate size scale effects in crystalline plasticity using uniaxial compression testing. Mater. Sci. Eng. A 2005, 400, 268–278. [Google Scholar] [CrossRef]
- Singh, D.; Chawla, N.; Tang, G.; Shen, Y.-L. Micropillar compression of Al/SiC nanolaminates. Acta Mater. 2010, 58, 6628–6636. [Google Scholar] [CrossRef]
- Bhattacharyya, D.; Mara, N.; Dickerson, P.; Hoagland, R.; Misra, A. Compressive flow behavior of Al–TiN multilayers at nanometer scale layer thickness. Acta Mater. 2011, 59, 3804–3816. [Google Scholar] [CrossRef]
- Lotfian, S.; Mayer, C.; Chawla, N.; Llorca, J.; Misra, A.; Baldwin, J.; Molina-Aldareguía, J.M. Effect of layer thickness on the high temperature mechanical properties of Al/SiC nanolaminates. Thin Solid Film. 2014, 571, 260–267. [Google Scholar] [CrossRef]
- Guo, E.-Y.; Xie, H.-X.; Singh, S.S.; Kirubanandham, A.; Jing, T.; Chawla, N. Mechanical characterization of microconstituents in a cast duplex stainless steel by micropillar compression. Mater. Sci. Eng. A 2014, 598, 98–105. [Google Scholar] [CrossRef]
- Zhang, J.; Liang, X.; Zhang, P.; Wu, K.; Liu, G.; Sun, J. Emergence of external size effects in the bulk-scale polycrystal to small-scale single-crystal transition: A maximum in the strength and strain-rate sensitivity of multicrystalline Cu micropillars. Acta Mater. 2014, 66, 302–316. [Google Scholar] [CrossRef]
- Yang, L.W.; Chen, J.; He, G.Y.; Wang, C.Y. Anisotropic deformation and fracture mechanisms of TiN/ZrN nanolaminates: Effect of interface orientation. Ceram. Int. Submitted.
- Tilly, G.; Sage, W. The interaction of particle and material behaviour in erosion processes. Wear 1970, 16, 447–465. [Google Scholar] [CrossRef]
- Salman, A.; Biggs, C.; Fu, J.; Angyal, I.; Szabo, M.; Hounslow, M. An experimental investigation of particle fragmentation using single particle impact studies. Powder Technol. 2002, 128, 36–46. [Google Scholar] [CrossRef]
- Murugesh, L.; Scattergood, R. Effect of erodent properties on the erosion of alumina. J. Mater. Sci. 1991, 26, 5456–5466. [Google Scholar] [CrossRef]
- Nahvi, S.; Shipway, P.; McCartney, D. Effects of particle crushing in abrasion testing of steels with ash from biomass-fired powerplants. Wear 2009, 267, 34–42. [Google Scholar] [CrossRef]
















© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
He, G.; Sun, D.; Chen, J.; Han, X.; Zhang, Z.; Fang, Z.; Yang, L.; Yang, Z. Key Problems Affecting the Anti-Erosion Coating Performance of Aero-Engine Compressor: A Review. Coatings 2019, 9, 821. https://doi.org/10.3390/coatings9120821
He G, Sun D, Chen J, Han X, Zhang Z, Fang Z, Yang L, Yang Z. Key Problems Affecting the Anti-Erosion Coating Performance of Aero-Engine Compressor: A Review. Coatings. 2019; 9(12):821. https://doi.org/10.3390/coatings9120821
Chicago/Turabian StyleHe, Guangyu, Danyang Sun, Jiao Chen, Xiao Han, Zhaolu Zhang, Zhihao Fang, Lingwei Yang, and Zhufang Yang. 2019. "Key Problems Affecting the Anti-Erosion Coating Performance of Aero-Engine Compressor: A Review" Coatings 9, no. 12: 821. https://doi.org/10.3390/coatings9120821
APA StyleHe, G., Sun, D., Chen, J., Han, X., Zhang, Z., Fang, Z., Yang, L., & Yang, Z. (2019). Key Problems Affecting the Anti-Erosion Coating Performance of Aero-Engine Compressor: A Review. Coatings, 9(12), 821. https://doi.org/10.3390/coatings9120821