Corrosion Behavior Evaluation of Coated Steel Using Fiber Bragg Grating Sensors


Abstract
1. Introduction
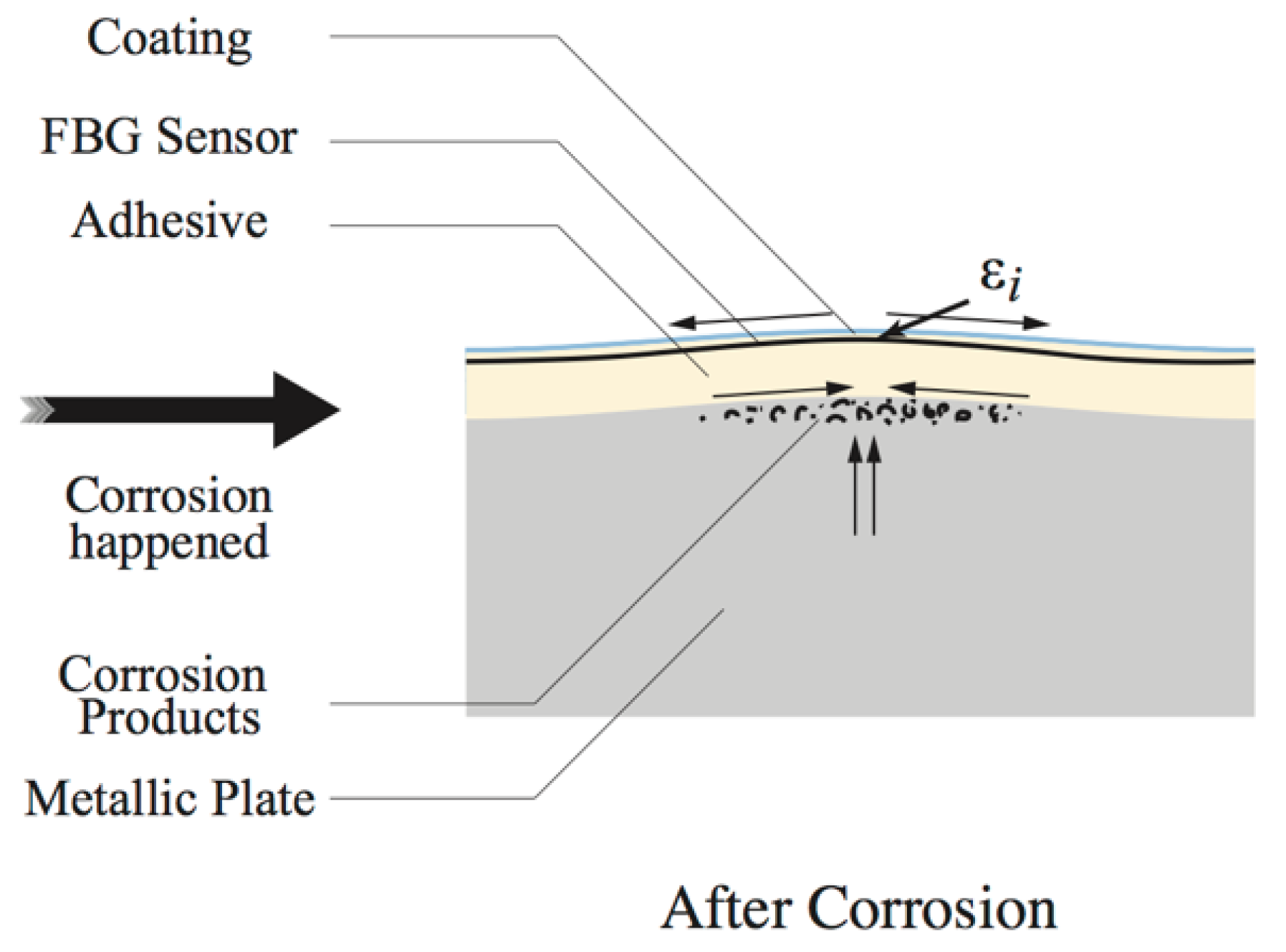
2. Operational Principles
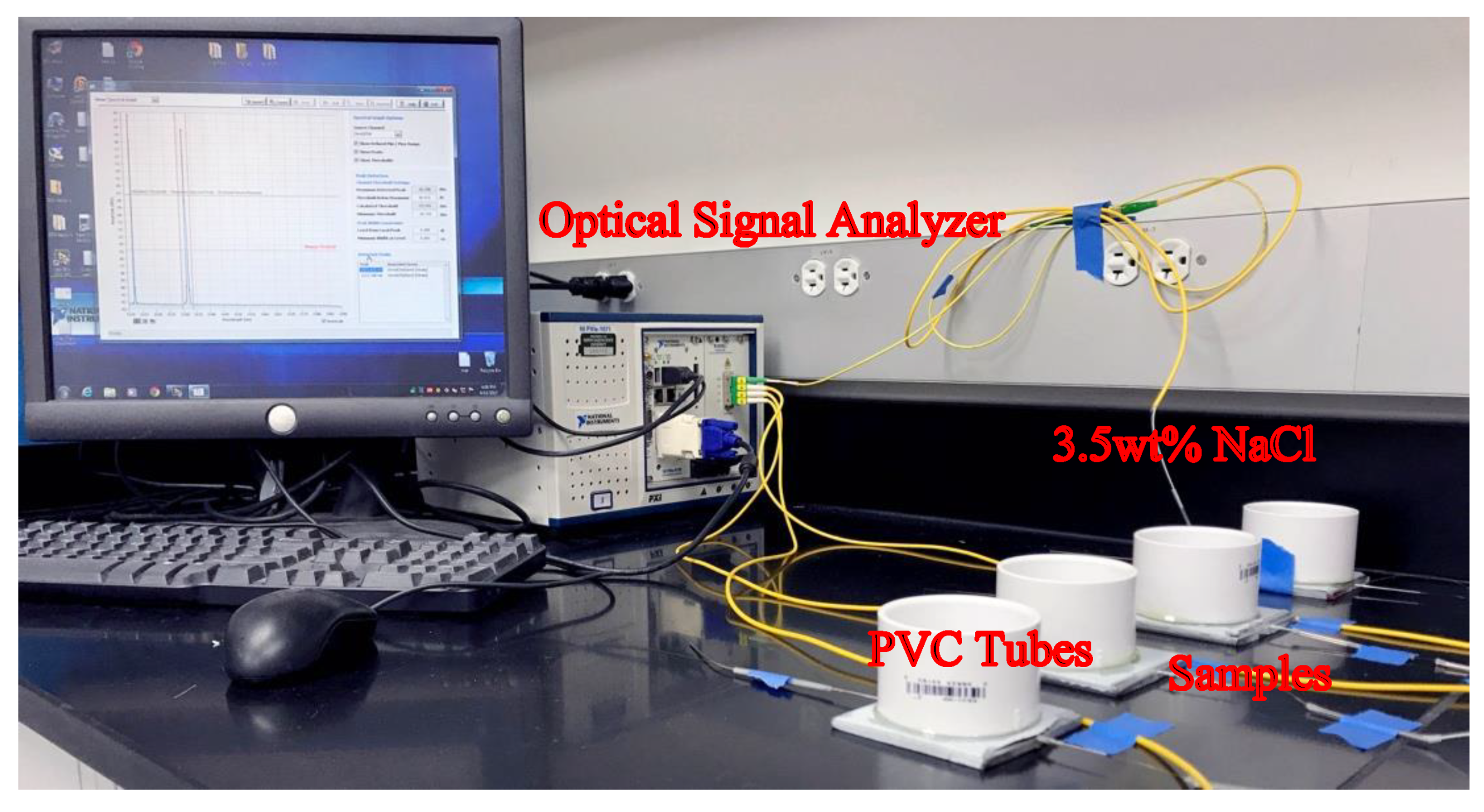
3. Experimental Setup for Accelerated Corrosion Tests
4. Corrosion Behavior Evaluation of Coated Steel
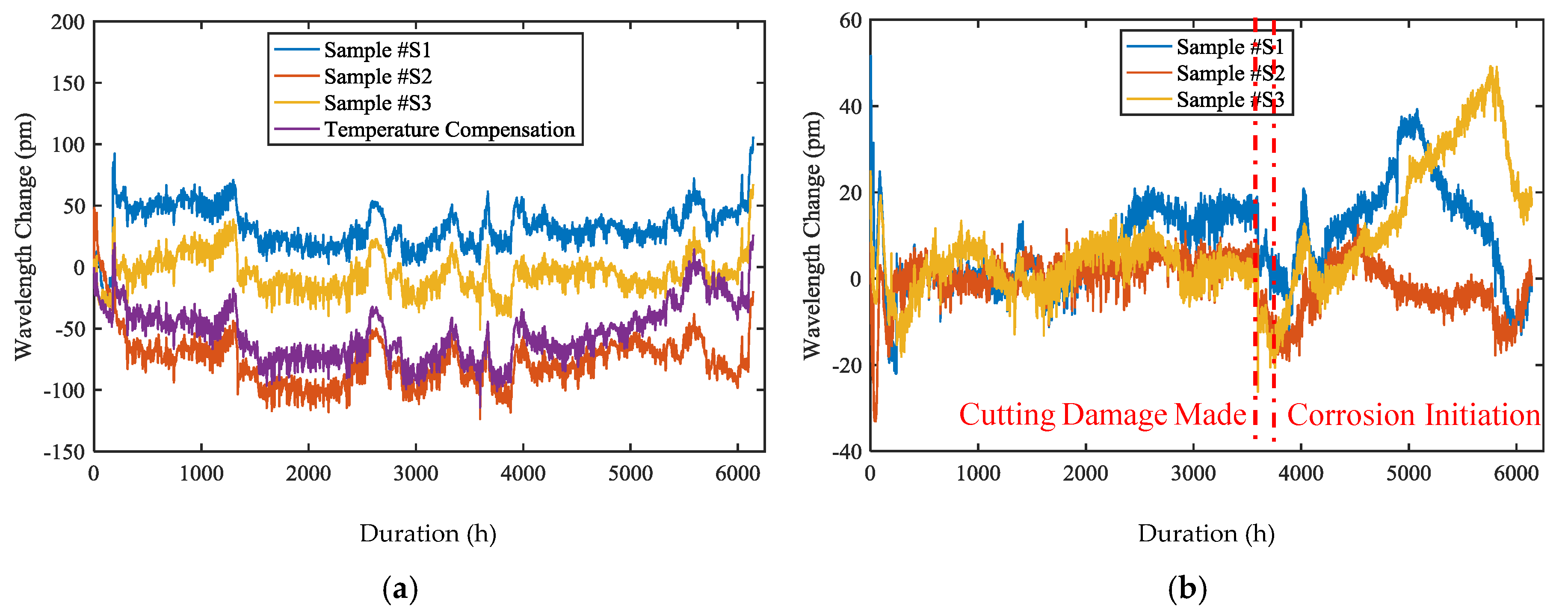
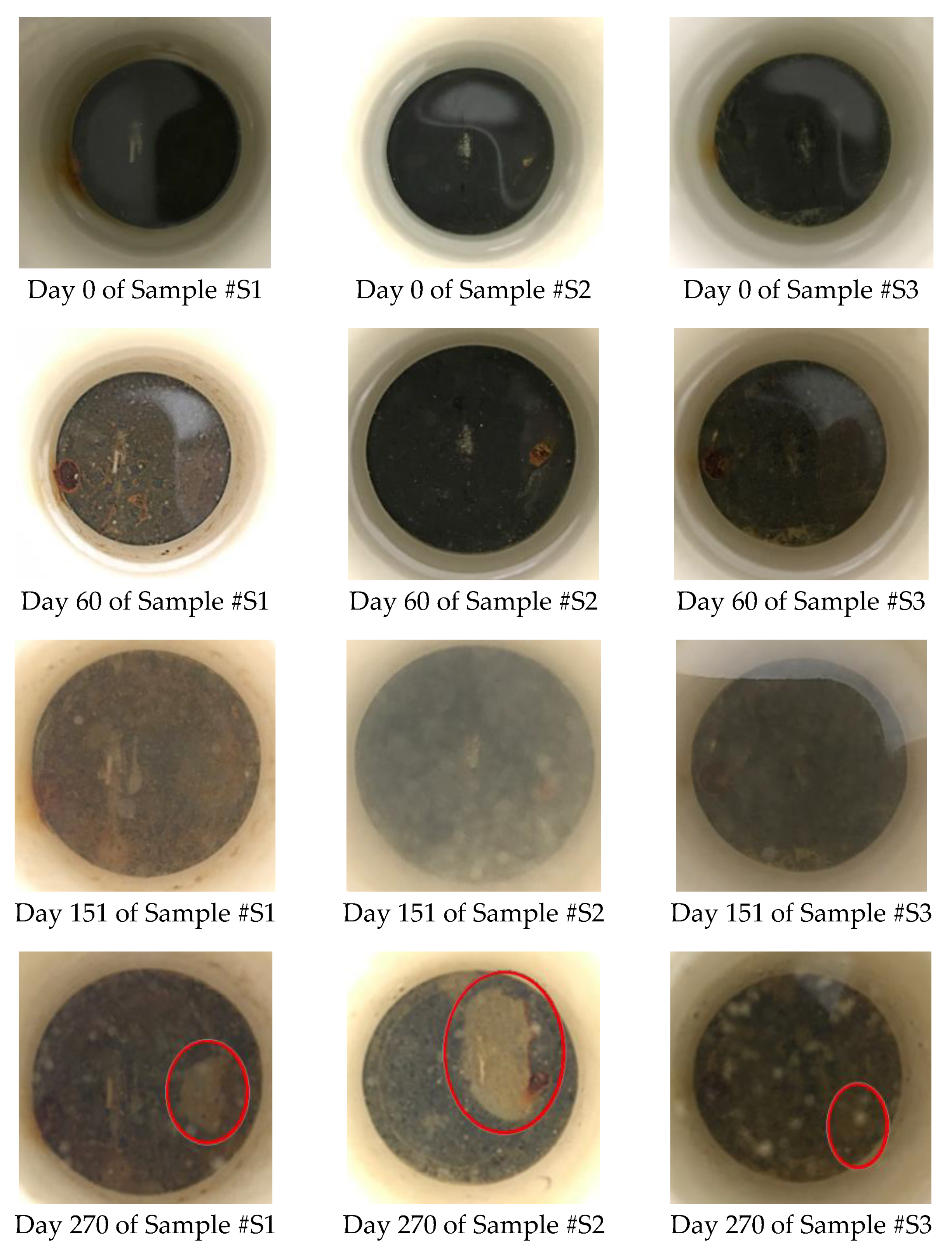
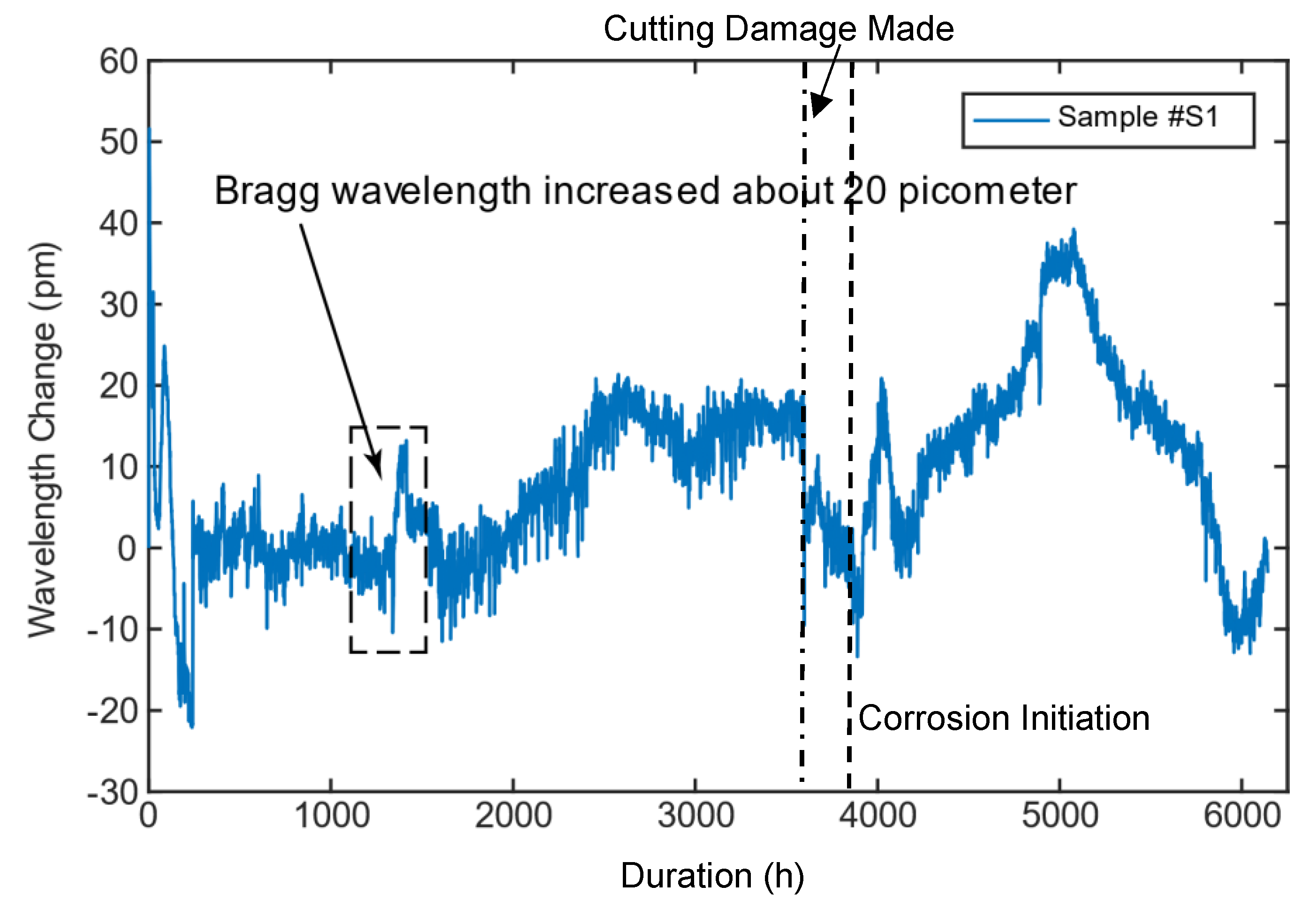
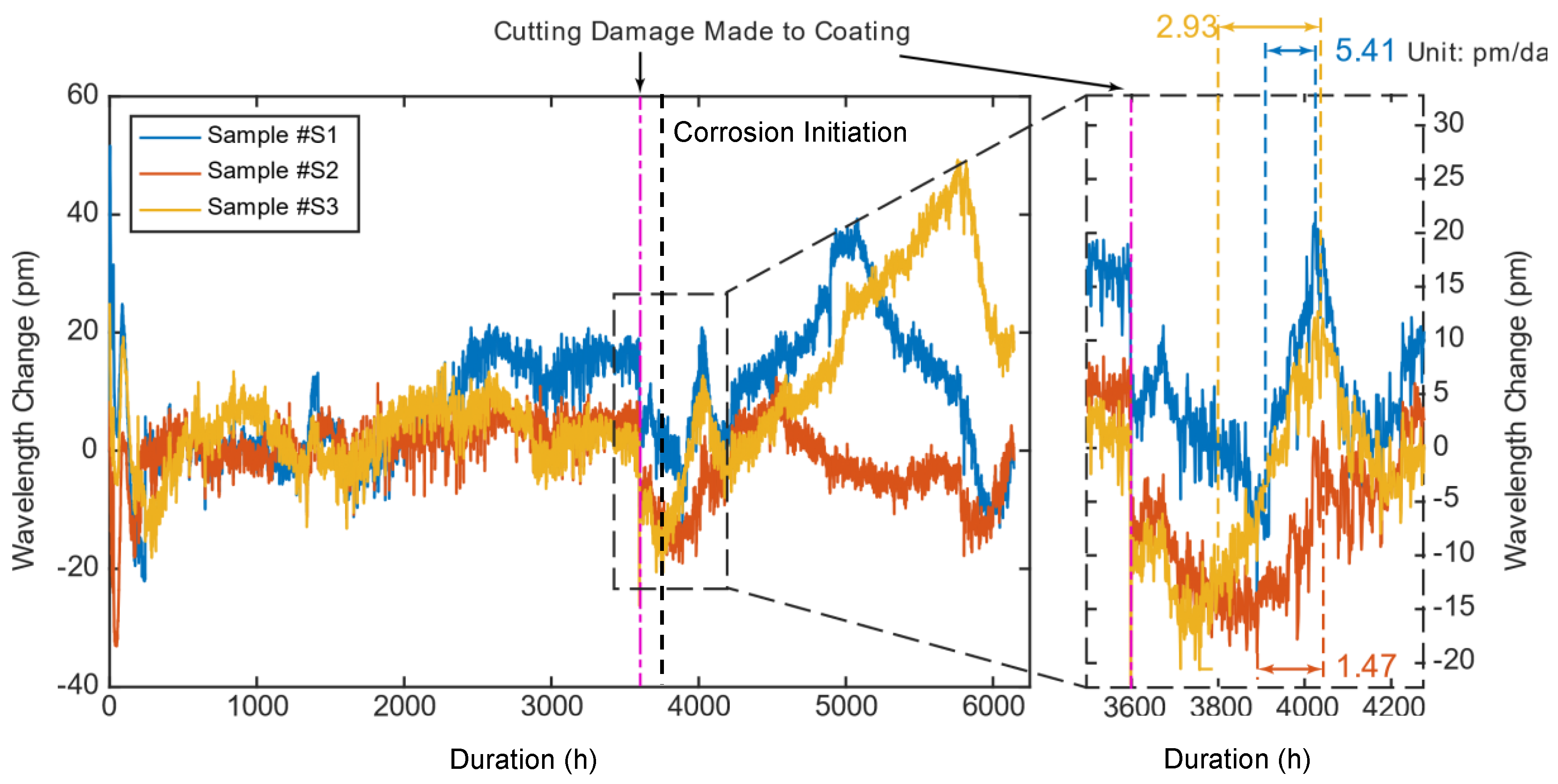
4.1. Corrosion Behavior Evaluation in Polymeric Coating
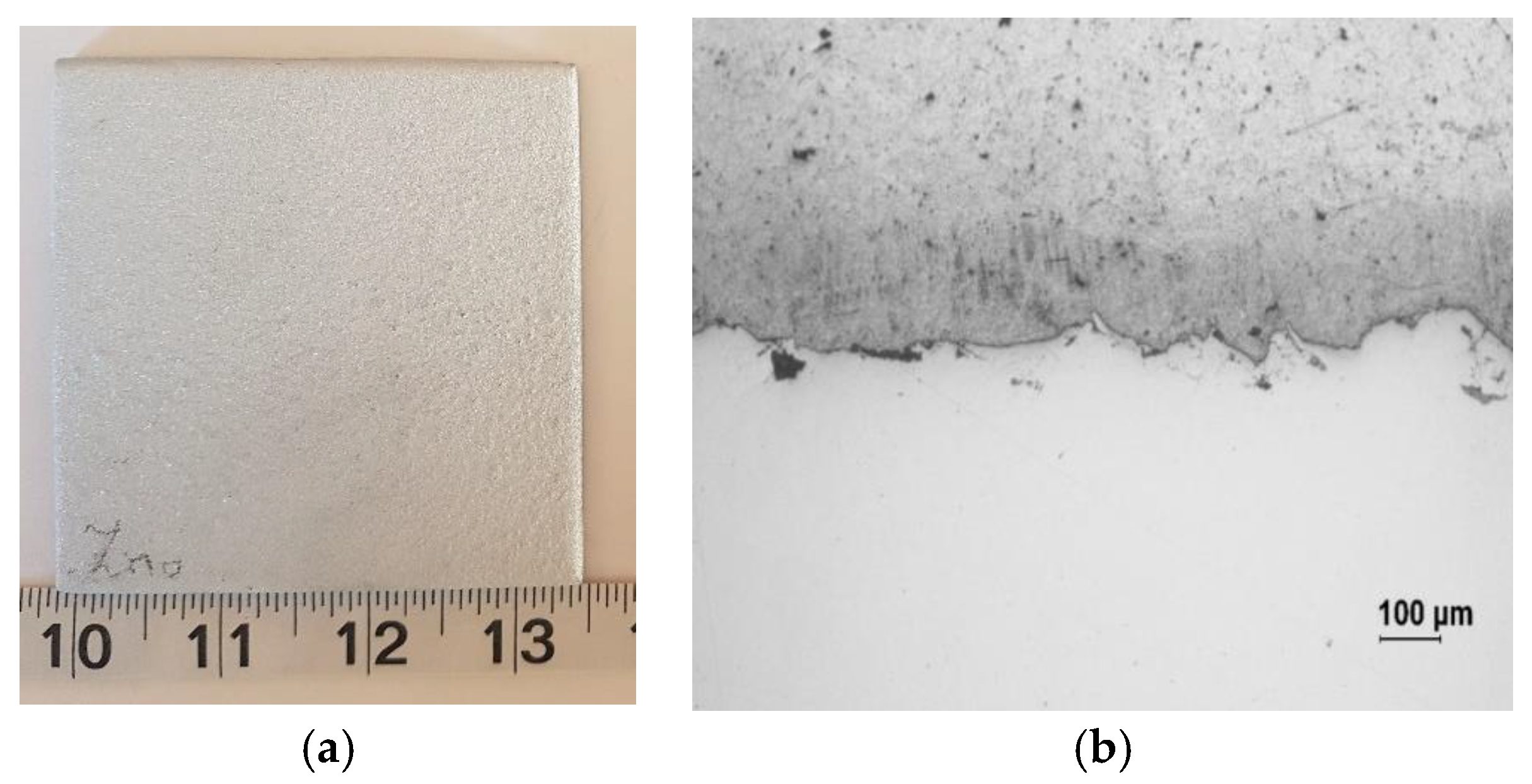
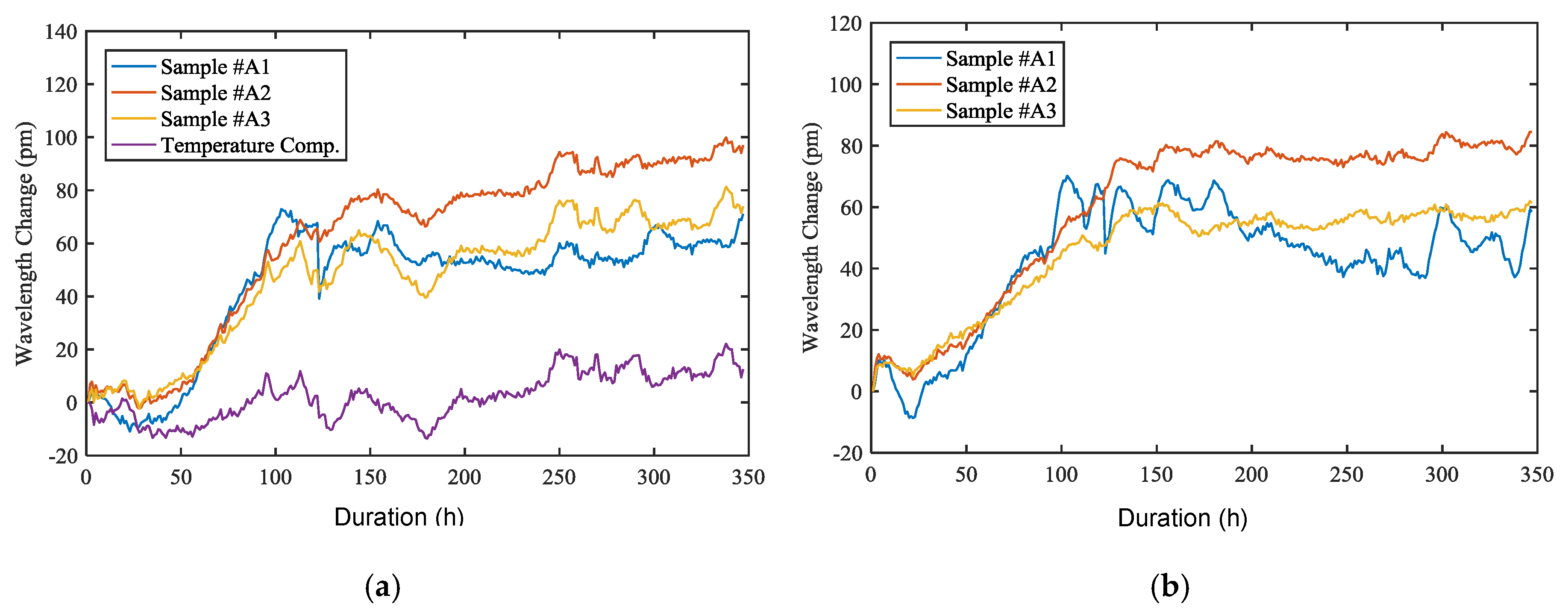
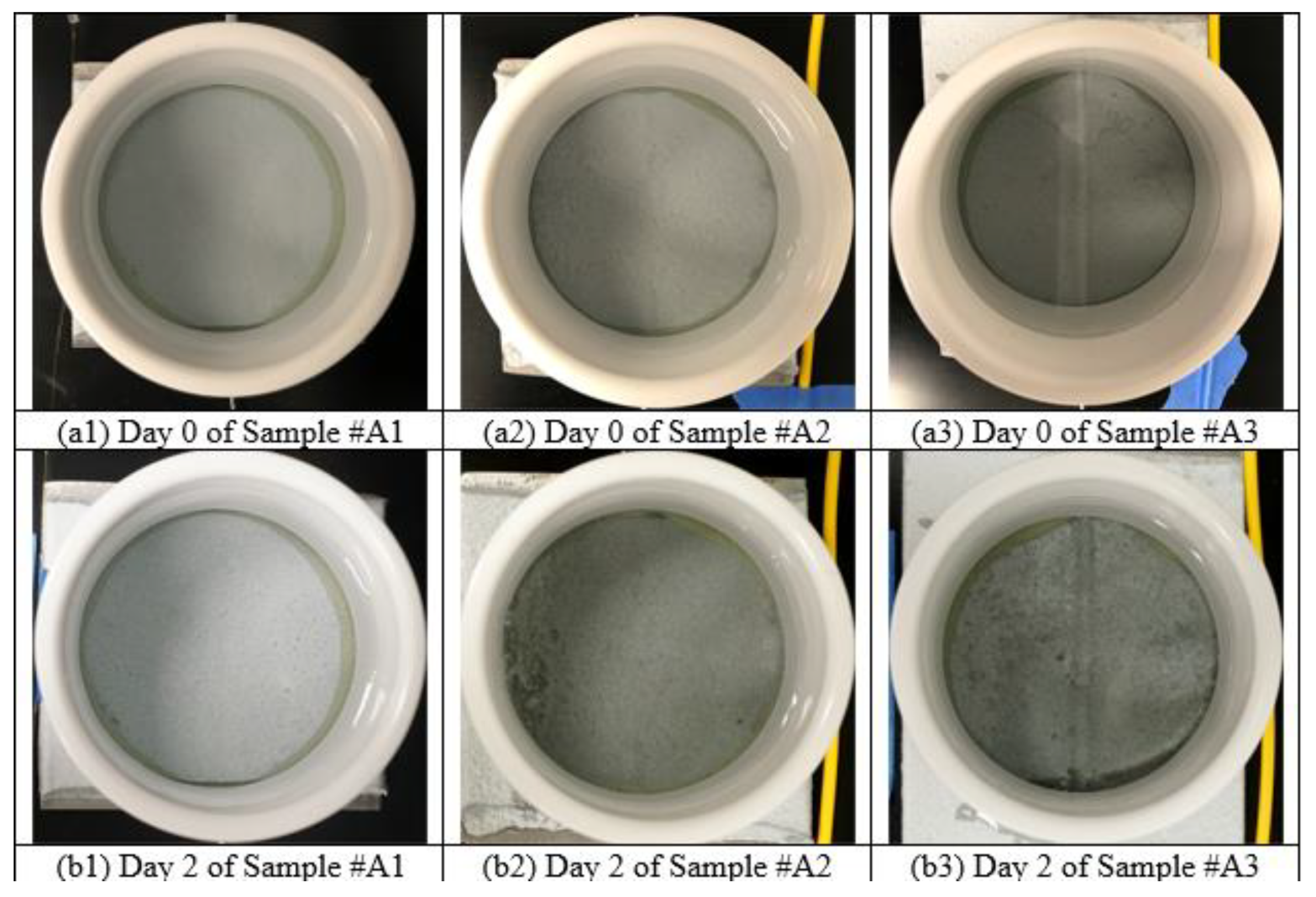
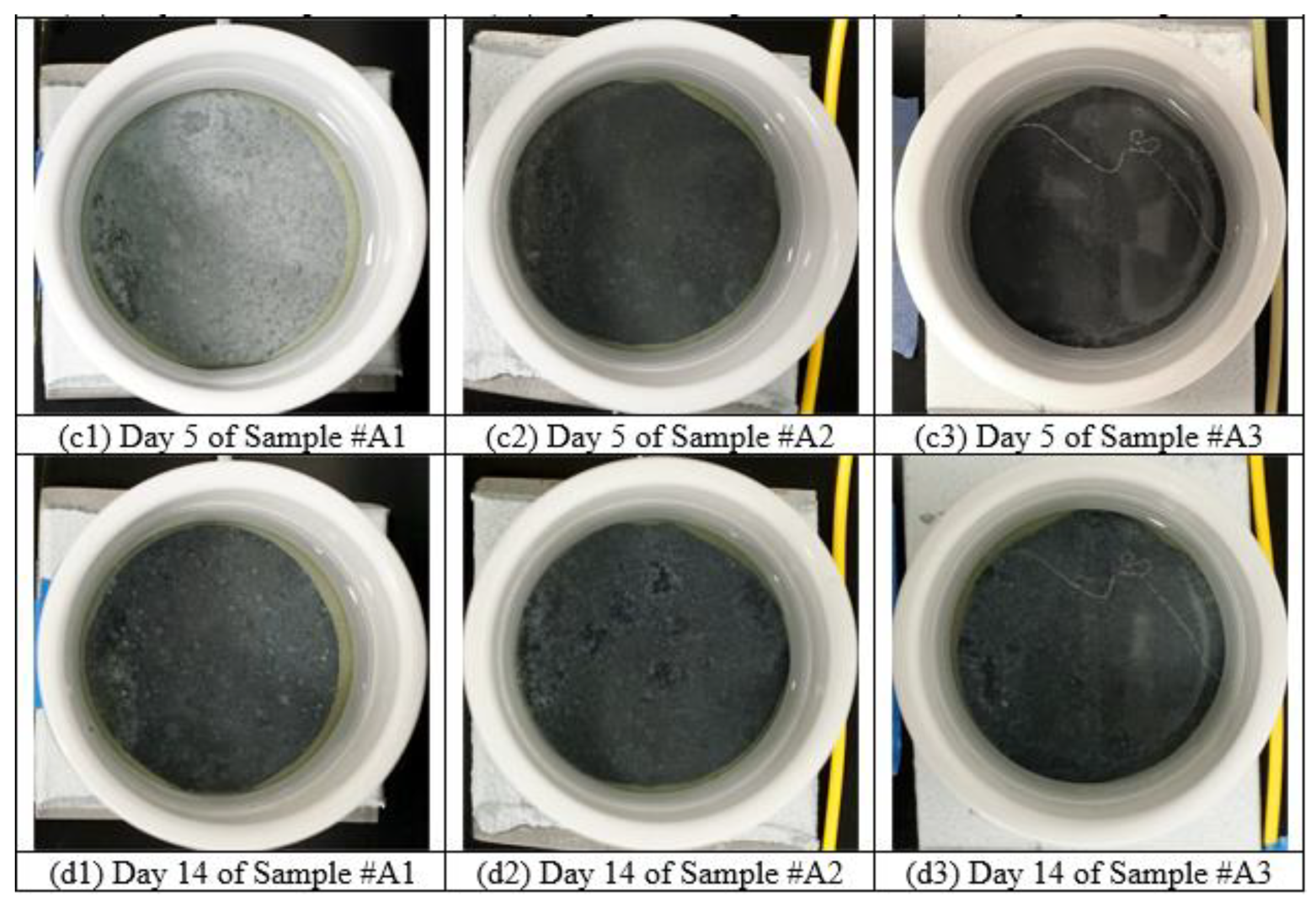
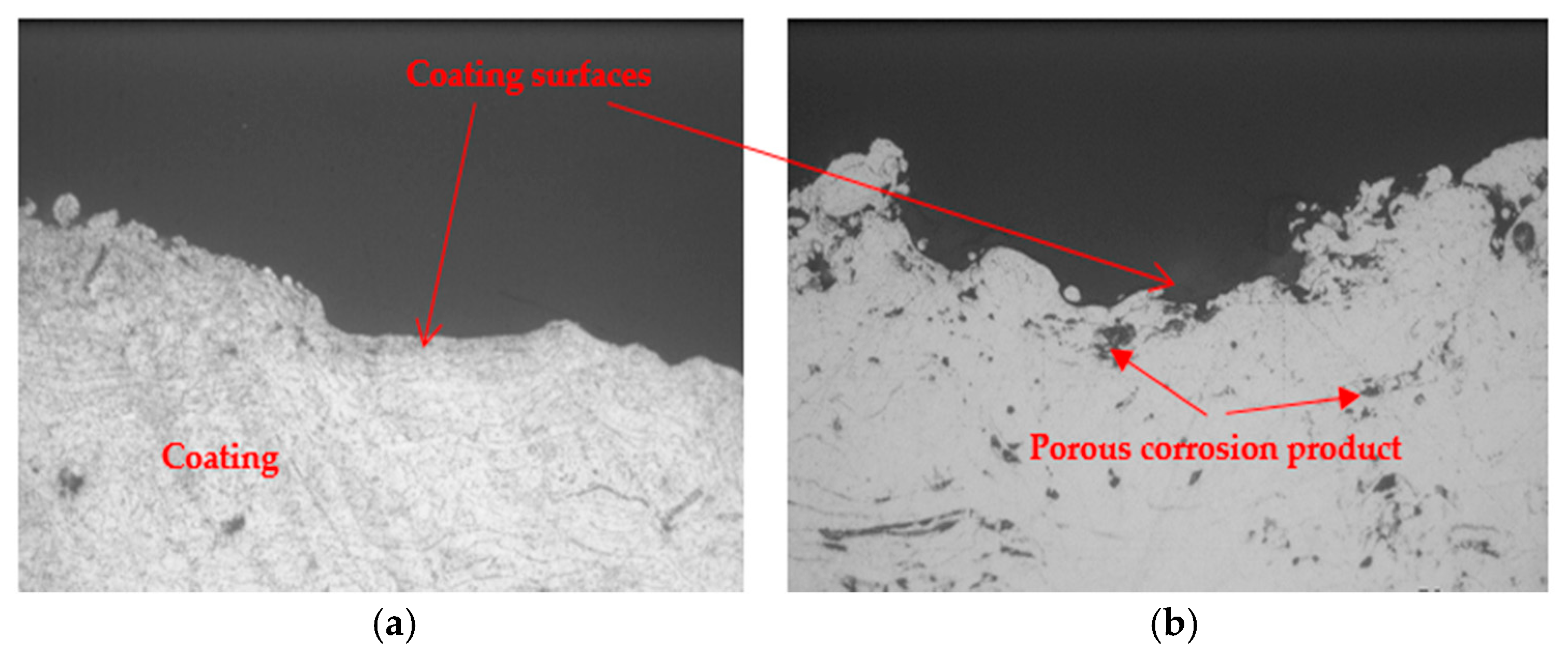
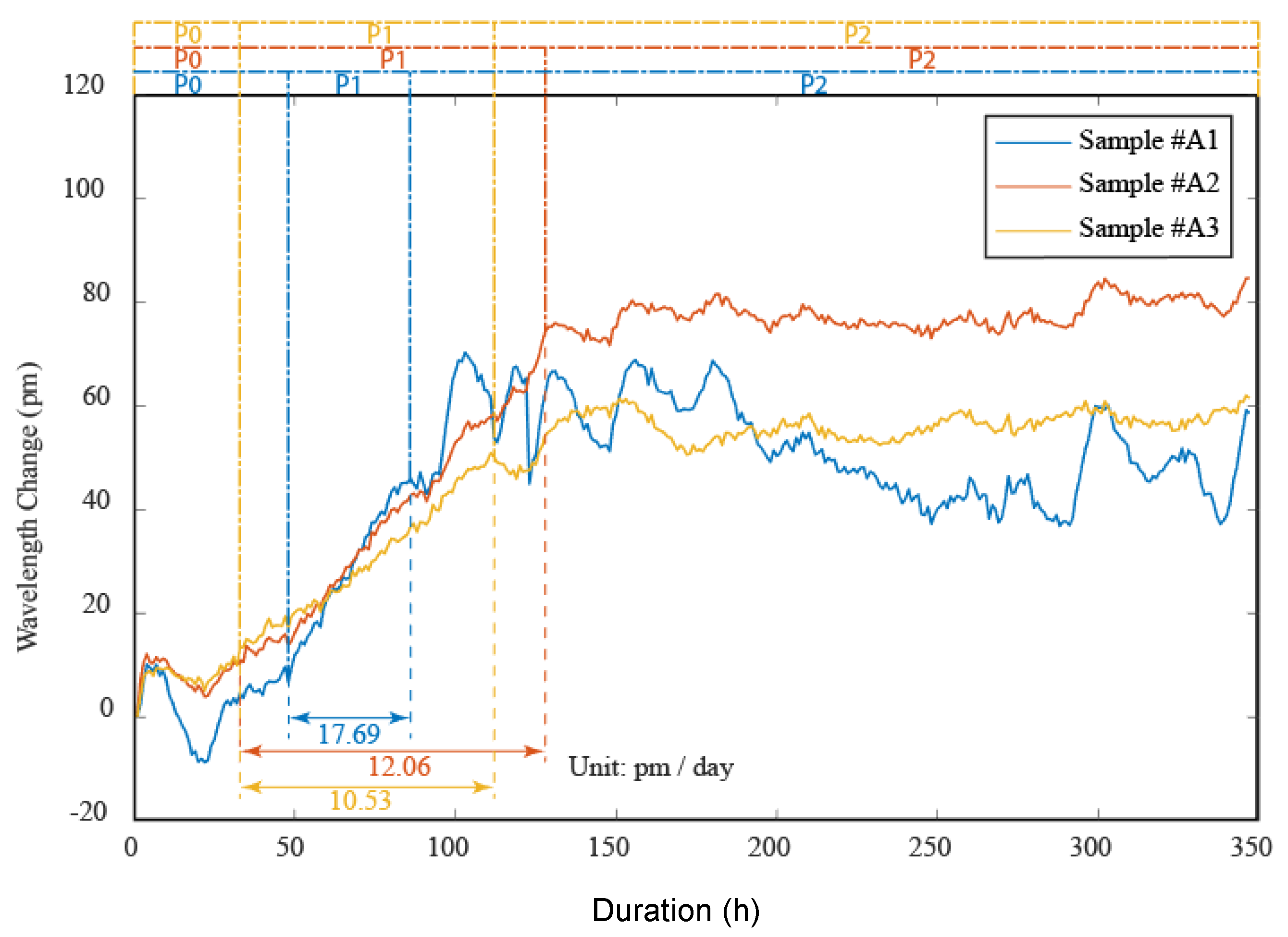
4.2. Wire Arc Sprayed Al-Zn Coating
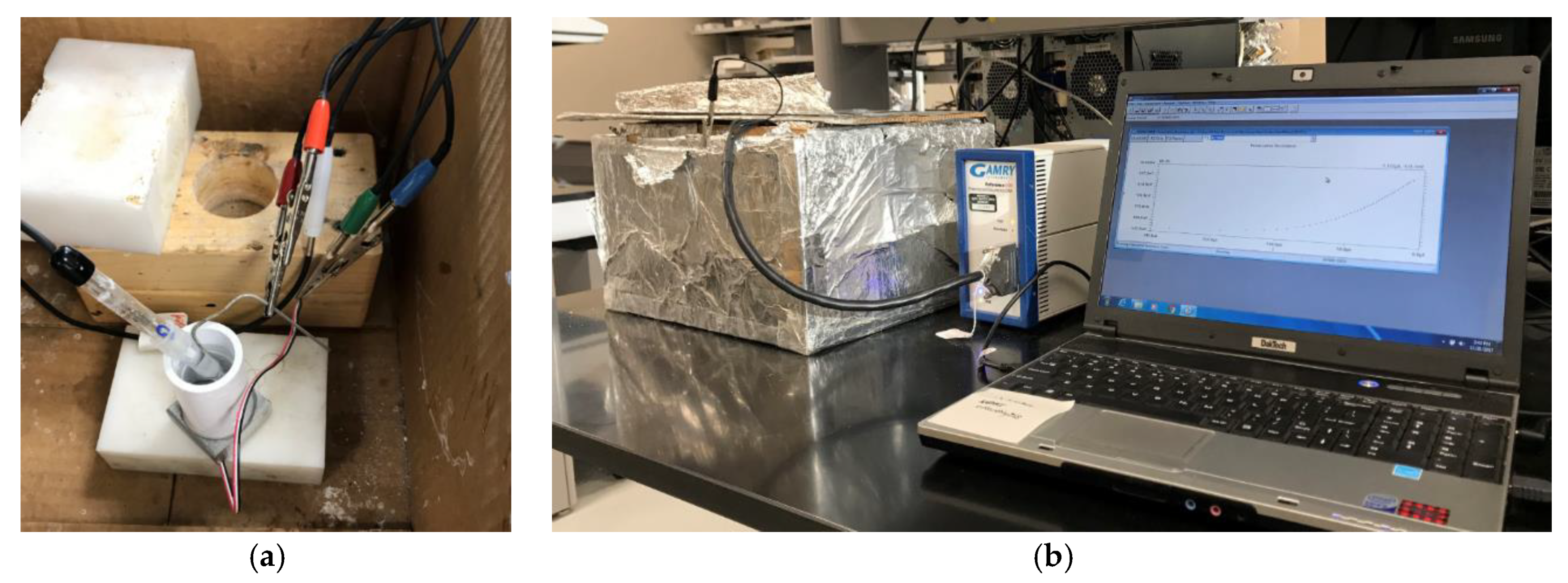
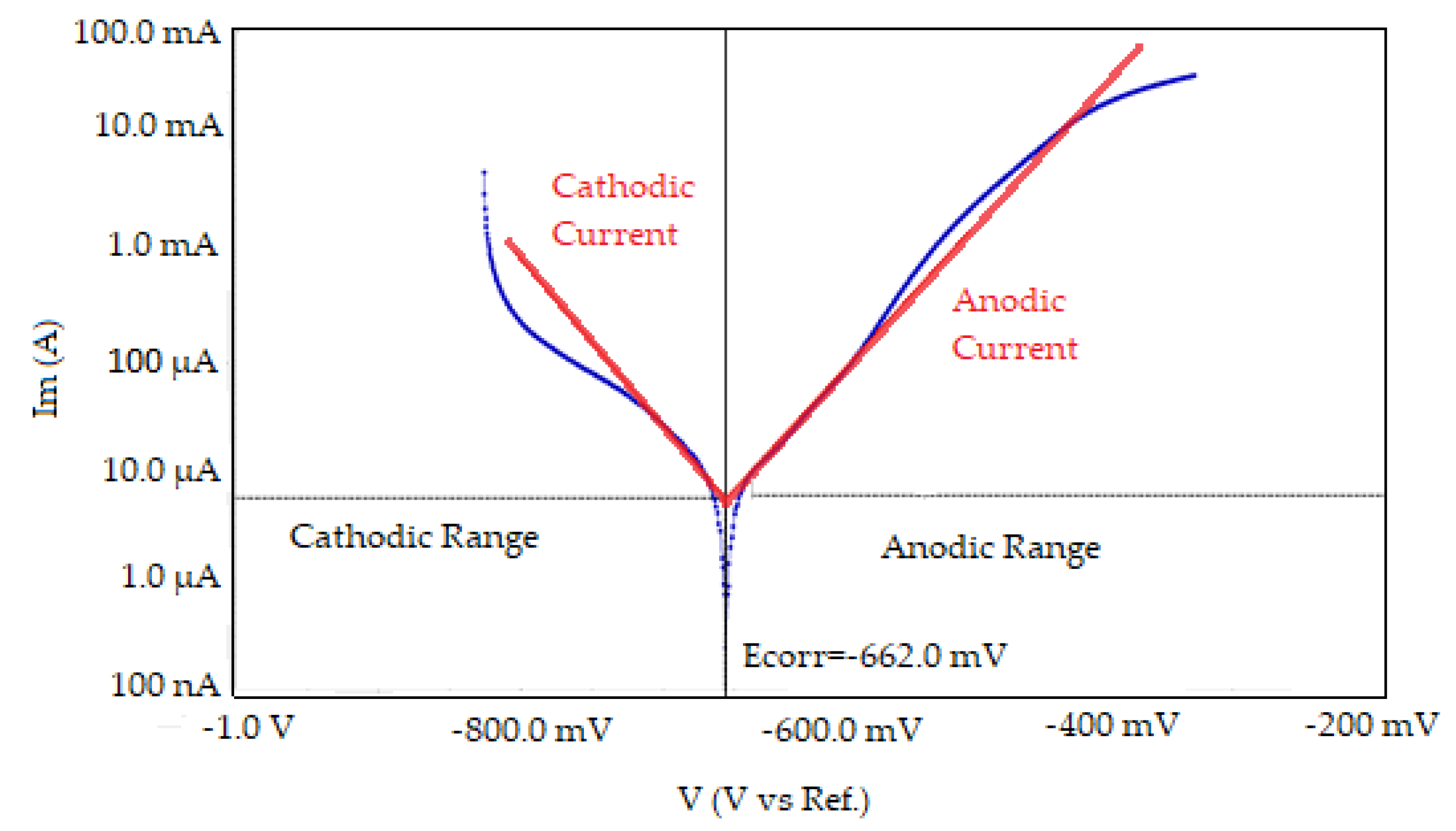
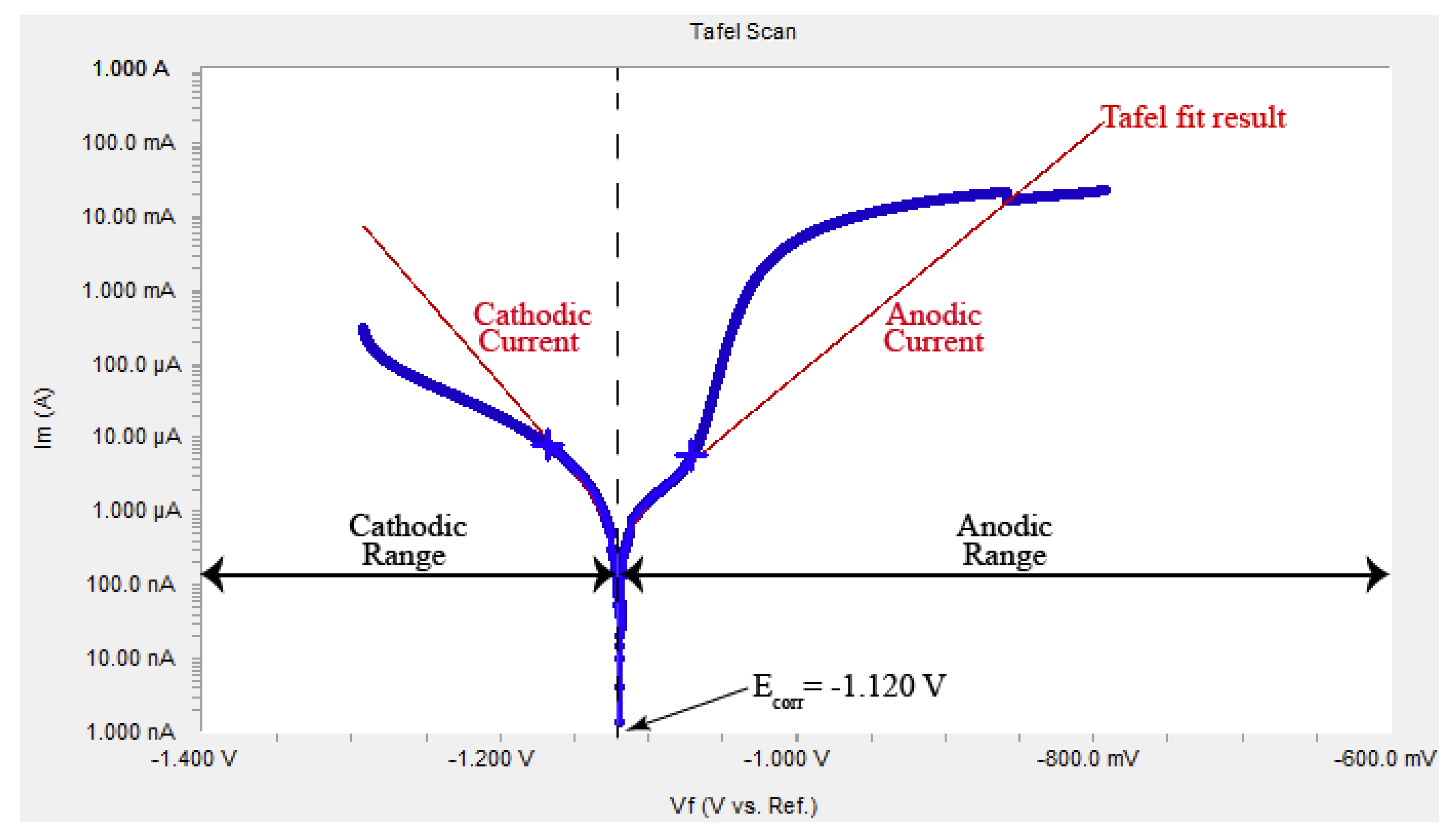
4.3. Comparison Between Electrochemical Methods and the FBG Sensors
5. Conclusions
- The embedded FBG sensors can successfully measure the crack initialization and the propagation of corrosion on steel coated by polymeric coating. The monitored results showed that when corrosion started to laminate the polymeric coatings, the corrosion rate varied between 1.64 to 6.04 µm/year under the polymeric coating. Comparing with a 39.263 µm/year for bare steel, polymeric coating can reduce the corrosion rate even external damages induced delimitation allows corrosion under the coating.
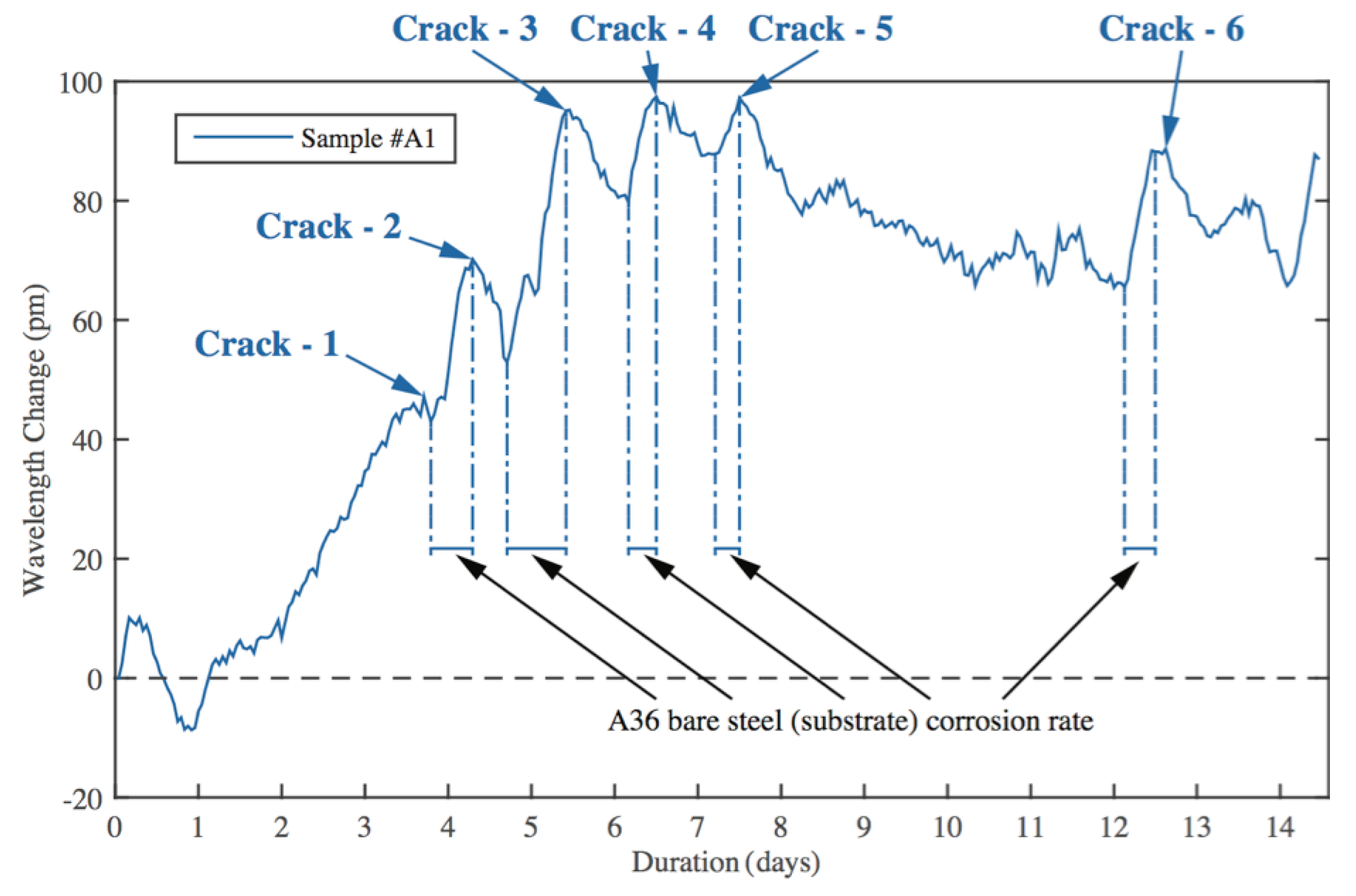
- For steel coated by wire arc sprayed Al-Zn coating, the embedded FBG sensors not only measures the corrosion status inside the coating but also can detect micro cracks induced by corrosion and monitor the corrosion progress changes with the initiation and propagation of the micro cracks. The average corrosion rate of the wire arc Al-Zn coating was measured to be 2.182 µm/year from the FBG sensors, and with micro cracks inside the wire arc sprayed Al-Zn coatings, the corrosion rate was increased to be 5.588–11.938 µm/year. Thus, for the wire arc sprayed Al-Zn coating, approaches to prevent the prorogation of micro cracks in coatings will significantly increase the long-term corrosion behavior of the wire arc sprayed Al-Zn coated steel structures.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Roberge, P. Handbook of Corrosion Engineering; McGraw-Hill Professional: New York, NY, USA, 1999. [Google Scholar]
- Fontana, M.; Greene, N. Corrosion Engineering, 3rd ed.; McGraw-Hill Book Company: New York, NY, USA, 1986. [Google Scholar]
- Carreon-Alvarez, A.; Valderrama, R.; Martinez, J.A.; Estrada-Vargas, A.; Gomez-Salazar, S.; Barcena-Soto, M.; Casillas, N. Corrosion of aluminum, copper, brass and stainless steel 304 in tequila. Int. J. Electrochem. Sci. 2012, 7, 7877–7887. [Google Scholar]
- Evans, U.R. The Corrosion and Oxidation of Metals: Scientific Principles and Practical Applications; Arnold: London, UK, 1960. [Google Scholar]
- Melchers, R.E.; Jeffrey, R. Early corrosion of mild steel in seawater. Corros. Sci. 2005, 47, 1678–1693. [Google Scholar] [CrossRef]
- Southwell, C.; Bultman, J.; Alexander, A. Corrosion of metals in tropical environments. Final report of 16-year exposures. Mater. Perform. 1976, 15, 9–25. [Google Scholar]
- Andrade, C.; Alonso, C. Corrosion rate monitoring in the laboratory and on-site. Construct. Build. Mater. 1996, 10, 315–328. [Google Scholar] [CrossRef]
- Bentur, A.; Berke, N.; Diamond, S. Steel Corrosion in Concrete: Fundamentals and Civil Engineering Practice; CRC Press: Boca Raton, FL, USA, 1997. [Google Scholar]
- Cabrera, J. Deterioration of concrete due to reinforcement steel corrosion. Cement Concr. Compos. 1996, 18, 47–59. [Google Scholar] [CrossRef]
- Munger, C.G.; Vincent, L.D. Corrosion Prevention by Protective Coatings, 3rd ed.; NACE International: Houston, TX, USA, 2014. [Google Scholar]
- Dahan, I.; Admon, U.; Frage, N.; Sariel, J.; Dariel, M.; Moore, J. The development of a functionally graded TiC–Ti multilayer hard coating. Surf. Coat. Technol. 2001, 137, 111–115. [Google Scholar] [CrossRef]
- Robert, C.T., Jr. ASM Handbook, Volume 5A: Thermal Spray Technology; ASM International: Almere, The Netherlands, 2013. [Google Scholar]
- Sidky, P.; Hocking, M. Review of inorganic coatings and coating processes for reducing wear and corrosion. Br. Corros. J. 1999, 34, 171–183. [Google Scholar] [CrossRef]
- Mansfeld, F.; Tsai, S. Laboratory studies of atmospheric corrosion—I. Weight loss and electrochemical measurements. Corros. Sci. 1980, 20, 853–872. [Google Scholar] [CrossRef]
- Mueller, W. Theory of the polarization curve technique for studying corrosion and electrochemical protection. Can. J. Chem. 1960, 38, 576–587. [Google Scholar] [CrossRef]
- Baechler, R. Corrosion of Metal Fastenings in Zinc Chloride-Treated-Wood after 20 Years. In Proceedings of the 45th Annual Meeting of the American Wood Preservers’ Association, St. Louis, MO, USA, 1949; Volume 45, pp. 390–397. [Google Scholar]
- Wright, T.; Godard, H.; Jenks, I. The performance of alcan 65S-T6 aluminum alloy embedded in certain woods under marine conditions. Corrosion 1957, 13, 77–83. [Google Scholar] [CrossRef]
- Zelinka, S.L.; Rammer, D.R. Review of Test Methods Used to Determine the Corrosion Rate of Metals in Contact with Treated Wood; US Department of Agriculture, Forest Service, Forest Products Laboratory: Madison, WI, USA, 2005.
- Zou, Y.; Wang, J.; Zheng, Y. Electrochemical techniques for determining corrosion rate of rusted steel in seawater. Corros. Sci. 2011, 53, 208–216. [Google Scholar] [CrossRef]
- Jamesh, M.; Kumar, S.; Narayanan, T.S. Corrosion behavior of commercially pure Mg and ZM21 Mg alloy in Ringer’s solution—Long term evaluation by EIS. Corros. Sci. 2011, 53, 645–654. [Google Scholar] [CrossRef]
- Liang, J.; Srinivasan, P.B.; Blawert, C.; Störmer, M.; Dietzel, W. Electrochemical corrosion behaviour of plasma electrolytic oxidation coatings on AM50 magnesium alloy formed in silicate and phosphate based electrolytes. Electrochim. Acta 2009, 54, 3842–3850. [Google Scholar] [CrossRef]
- Bescond, C.; Kruger, S.; Lévesque, D.; Lima, R.; Marple, B. In-situ simultaneous measurement of thickness, elastic moduli and density of thermal sprayed WC–Co coatings by laser-ultrasonics. J. Thermal Spray Technol. 2007, 16, 238–244. [Google Scholar] [CrossRef]
- Lakestani, F.; Coste, J.F.; Denis, R. Application of ultrasonic Rayleigh waves to thickness measurement of metallic coatings. NDT E Int. 1995, 28, 171–178. [Google Scholar] [CrossRef]
- Rosa, G.; Oltra, R.; Nadal, M.H. Evaluation of the coating–substrate adhesion by laser-ultrasonics: Modeling and experiments. J. Appl. Phys. 2002, 91, 6744–6753. [Google Scholar] [CrossRef]
- Zhu, W.; Rose, J.; Barshinger, J.; Agarwala, V. Ultrasonic guided wave NDT for hidden corrosion detection. J. Res. Nondestruct. Eval. 1998, 10, 205–225. [Google Scholar] [CrossRef]
- Sargent, J. Corrosion detection in welds and heat-affected zones using ultrasonic Lamb waves. Insight-Non-Destr. Test. Cond. Monit. 2006, 48, 160–167. [Google Scholar] [CrossRef]
- Miguel, J.; Guilemany, J.; Mellor, B.; Xu, Y. Acoustic emission study on WC–Co thermal sprayed coatings. Mater. Sci. Eng. A 2003, 352, 55–63. [Google Scholar] [CrossRef]
- Wang, G.; Lee, M.; Serratella, C.; Botten, S.; Ternowchek, S.; Ozevin, D.; Thibault, J.; Scott, R. Testing of acoustic emission technology to detect cracks and corrosion in the marine environment. J. Ship Prod. Des. 2010, 26, 106–110. [Google Scholar]
- Batis, G.; Routoulas, T. Steel rebar corrosion investigation with strain gages. Cement Concr. Compos. 1999, 21, 163–171. [Google Scholar] [CrossRef]
- Pandit, P.; Venkataramana, A.; Venkataramana, K.; Parthiban, P. Experimental investigation on corroded reinforced concrete beam in coatal environment using strain gauges. Int. J. Eng. Innov. Technol. 2013, 3, 416–422. [Google Scholar]
- Diler, E.; Lédan, F.; LeBozec, N.; Thierry, D. Real-time monitoring of the degradation of metallic and organic coatings using electrical resistance sensors. Mater. Corros. 2017, 68, 1365–1376. [Google Scholar] [CrossRef]
- Svadlena, J.; Stoulil, J. Evaluation of protective properties of acrylate varnishes used for conservation of historical metal artefacts. J. Assoc. Corros. Eng. 2017, 61, 25–31. [Google Scholar] [CrossRef]
- Tennyson, T.C.; Morison, W.D.; Miesner, T. Fiber-optic monitoring focuses on bending, corrosion. Oil Gas J. 2006, 104, 55–60. [Google Scholar]
- Grattan, S.K.T.; Taylor, S.E.; Sun, T.; Basheer, P.A.M.; Grattan, K.T.V. Monitoring of corrosion in structural reinforcing bars: Performance comparison using in situ fiber-optic and electrical wire strain gauge systems. IEEE Sens. J. 2009, 9, 1494–1502. [Google Scholar] [CrossRef]
- Zou, L.; Sezerman, O.; Revie, W. Pipeline corrosion monitoring by fiber optic distributed strain and temperature sensors. In Proceedings of the CORROSION 2008, New Orleans, LA, USA, 16–20 March 2008. [Google Scholar]
- Mao, J.; Chen, J.; Cui, L.; Jin, W.; Xu, C.; He, Y. Monitoring the corrosion process of reinforced concrete using BOTDA and FBG sensors. Sensors 2015, 15, 8866–8883. [Google Scholar] [CrossRef]
- Almahmoud, S.; Shiryayev, O.; Vahdati, N.; Rostron, P. Detection of internal metal loss in steel pipes and storage tanks vis magnetic-based fiber optic sensor. Sensors 2018, 18, 815. [Google Scholar] [CrossRef]
- Friebele, E.J. Fiber Bragg grating strain sensors: Present and future applications in smart structures. Opt. Photonics News 1998, 9, 33. [Google Scholar] [CrossRef]
- Moyo, P.; Brownjohn, J.; Suresh, R.; Tjin, S. Development of fiber Bragg grating sensors for monitoring civil infrastructure. Eng. Struct. 2005, 27, 1828–1834. [Google Scholar] [CrossRef]
- Huang, J.; Hua, L.; Lan, X.; Wei, T.; Xiao, H. Microwave assisted reconstruction of optical interferograms for distributed fiber optic sensing. Opt. Express 2013, 21, 18152–18159. [Google Scholar] [CrossRef] [PubMed]
- Chen, Z.; Yuan, L.; Hefferman, G.; Wei, T. Terahertz fiber Bragg grating for distributed sensing. IEEE Photonics Technol. Lett. 2015, 27, 1084–1087. [Google Scholar] [CrossRef]
- Huang, J.; Wei, T.; Wu, S.P.; Lan, X.W.; Fan, J.; Xiao, H. Coaxial cable bragg grating sensors for structural health monitoring. Int. J. Pavement Res. Technol. 2012, 5, 338–342. [Google Scholar]
- Liu, T.; Wang, F.; Zhang, X.; Yuan, Q.; Niu, J.; Zhang, L.; Wei, T. Interrogation of ultra-weak FBG array using double-pulse and heterodyne detection. IEEE Photonics Technol. Lett. 2018, 30, 677–680. [Google Scholar] [CrossRef]
- Zheng, Z.; Sun, X.; Lei, Y. Monitoring corrosion of reinforcement in concrete structures via fiber Bragg grating sensors. Front. Mech. Eng. China 2009, 4, 316–319. [Google Scholar] [CrossRef]
- Gao, J.; Wu, J.; Li, J.; Zhao, X. Monitoring of corrosion in reinforced concrete structure using Bragg grating sensing. NDT E Int. 2011, 44, 202–205. [Google Scholar] [CrossRef]
- Lee, J.R.; Yun, C.Y.; Yoon, D.J. A structural corrosion-monitoring sensor based on a pair of prestrained fiber Bragg gratings. Meas. Sci. Technol. 2009, 21, 017002. [Google Scholar] [CrossRef]
- Hu, W.; Cai, H.; Yang, M.; Tong, X.; Zhou, C.; Chen, W. Fe–C-coated fibre Bragg grating sensor for steel corrosion monitoring. Corros. Sci. 2011, 53, 1933–1938. [Google Scholar] [CrossRef]
- Deng, F.; Huang, Y.; Azarmi, F.; Wang, Y. Pitted corrosion detection of thermal sprayed metallic coatings using fiber Bragg grating sensors. Coatings 2017, 7, 35. [Google Scholar] [CrossRef]
- ASTM G40-15 Standard Terminology Relating to Wear and Erosion; ASTM: West Conshohocken, PA, USA, 1987.
- Cotronics Epoxy Resins; DURALCO 4461; Cotronics Corporation: Brooklyn, NY, USA, 23 February 2006; Available online: http://mrclab.com/data/products/CATALOG//MSDS.PDF (accessed on 9 January 2019).
- Shi, Z.; Liu, M.; Atrens, A.J.C.S. Measurement of the corrosion rate of magnesium alloys using Tafel extrapolation. Corros. Sci. 2010, 52, 579–588. [Google Scholar] [CrossRef]

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coatings | Electrochemical Method | FBG Sensors |
|---|---|---|
| Bare steel | Sample B | – |
| Polymeric coating | – | Samples #S1–S3 |
| Wire arc Al-Zn coating | Sample #A4 | Samples #A1–A3 |
| Parameters | Value |
|---|---|
| /corrosion current density in µA/cm2 | 3.386 |
| K/unit convert constant | 128,800 |
| /equivalent weight in grams/equivalent | 28 |
| D/density in g/cm3 | 7.9 |
| A/sample area in cm2 | 2.835 |
| Corrosion rate in µm/year | 39.263 |
| Sample Number | Corrosion Rate (µm/year) | Average Corrosion Rate (µm/year) |
|---|---|---|
| Sample #S1 | 6.04 | 3.650 |
| Sample #S2 | 3.29 | |
| Sample #S3 | 1.64 |
| Parameters | Value |
|---|---|
| /corrosion current in µA/cm2 | 0.144 |
| K/unit convert constant | 128,800 |
| /equivalent weight in grams/equivalent | 32 |
| D/density in g/cm3 | 6.9 |
| A/sample area in cm2 | 5.491 |
| Corrosion rate in µm/year | 2.184 |
| Sample Number | Corrosion Rate (µm/year) | Average Corrosion Rate (µm/year) |
|---|---|---|
| Sample #A1 | 2.875 | 2.182 |
| Sample #A2 | 1.961 | |
| Sample #A3 | 1.712 |
| Corrosion Progress | Initial Point for Corrosion Rate Calculation | End Point for Corrosion Rate Calculation | Interval between Initial Point and End Point | Wavelength Change Slope (µm/year) |
|---|---|---|---|---|
| Sample #A1 at Crack #2 | 44.22 pm (92 h) | 68.69 pm (101 h) | 9.12 h (0.38 day) | 11.176 |
| Sample #A1 at Crack #3 | 52.93 pm (113 h) | 94.00 pm (129 h) | 16.08 h (0.67 day) | 10.668 |
| Sample #A1 at Crack #4 | 79.76 pm (148 h) | 97.38 pm (156 h) | 7.92 h (0.33 day) | 9.144 |
| Sample #A1 at Crack #5 | 87.79 pm (173 h) | 97.25 pm (180 h) | 6.96 h (0.29 day) | 5.588 |
| Sample #A1 at Crack #6 | 65.54 pm (291 h) | 88.41 pm (299 h) | 7.92 h (0.33 day) | 11.938 |
| Coatings | Corrosion Rate from Electrochemical Method | Corrosion Rate from Embedded FBG Sensors |
|---|---|---|
| Bare steel (Sample B) | 39.263 µm/year | – |
| Wire arc Al-Zn coating (Samples #A1–A3) | 2.184 µm/year | 2.182 µm/year * Corrosion progress monitored; Crack initiation detected. |
| Polymeric coating (Samples #S1–S3) | – | Crack initiation detected; Corrosion rate after the crack tested: 3.650 µm/year *. |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Deng, F.; Huang, Y.; Azarmi, F. Corrosion Behavior Evaluation of Coated Steel Using Fiber Bragg Grating Sensors. Coatings 2019, 9, 55. https://doi.org/10.3390/coatings9010055
Deng F, Huang Y, Azarmi F. Corrosion Behavior Evaluation of Coated Steel Using Fiber Bragg Grating Sensors. Coatings. 2019; 9(1):55. https://doi.org/10.3390/coatings9010055
Chicago/Turabian StyleDeng, Fodan, Ying Huang, and Fardad Azarmi. 2019. "Corrosion Behavior Evaluation of Coated Steel Using Fiber Bragg Grating Sensors" Coatings 9, no. 1: 55. https://doi.org/10.3390/coatings9010055
APA StyleDeng, F., Huang, Y., & Azarmi, F. (2019). Corrosion Behavior Evaluation of Coated Steel Using Fiber Bragg Grating Sensors. Coatings, 9(1), 55. https://doi.org/10.3390/coatings9010055