3.1. SEM Study and Surface Topography
Despite the significance of the surface morphology and the microstructure features to the physical properties, most of the published work on optical and electrical properties of TiN thin films lacks microstructure studies.
Figure 1 shows the SEM micrographs of the as-deposited TiN, TiN
xO
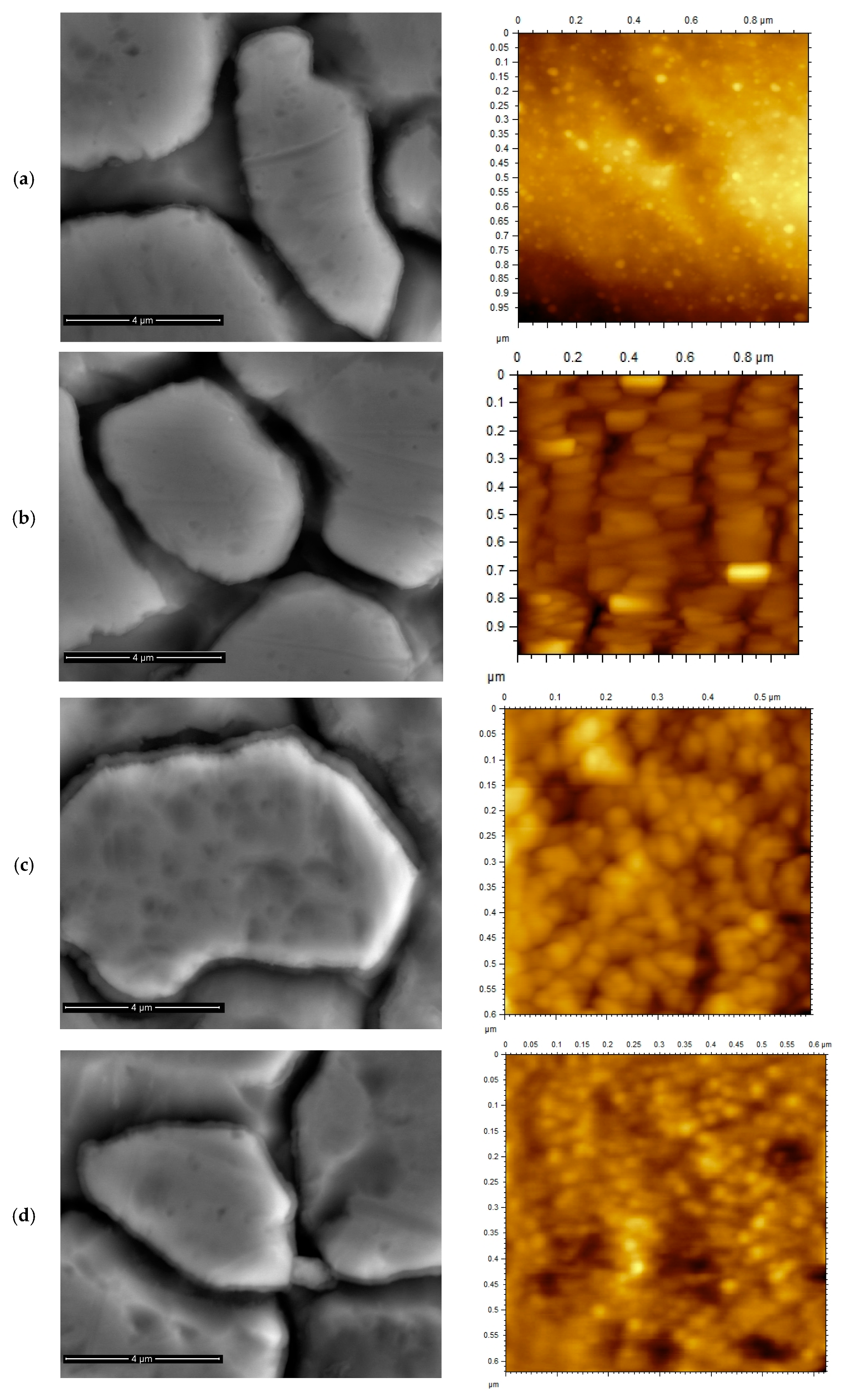
y and annealed TiN at 400 °C in air and in vacuum thin films. This figure shows that the as-deposited microstructure exhibits well-defined large areas conforming to the original substrate grains with clear facets separated with large surface cavities along substrate original boundaries.
Figure 1a shows that the average island size of the TiN thin film is approximately 8 µm, while
Figure 1c reveals that the island size of TiN
xO
y thin film is larger and almost equals to 12 µm. The large size of the islands and their contrast with the original substrate grain size (10 µm) suggests epitaxial growth relationship [
28]. The TiN thin film has large valleys and the valleys between the islands are larger than that of TiN
xO
y thin film.
It can also be revealed from
Figure 1c,d that the island size of TiN after annealing in air and in vacuum at 400 °C is approximately 9 and 8 µm, respectively. There is no difference in crystalline structure after annealing in both cases. However, slight growth occurred in the case of annealing in air, probably due to the fact that, after annealing, the size of valleys were decreased.
Figure 1 also presents the AFM images of the TiN, TiN
xO
y, annealed TiN in vacuum and in air thin films. The thicknesses of the two thin films were measured and found to be 94 and 103 nm for TiN and TiN
xO
y, respectively. According to stylus measurements, the surface roughness of the substrate was 150 nm, the surface roughness of TiN thin film is 110 nm, whereas the TiN
xO
y surface roughness is 120 nm. After annealing, the surface roughness of the annealed TiN in air and vacuum changed to 90 nm, and 100 nm, respectively, the reduction in surface roughness after deposition is explained by filling the peaks and valleys of the substrate. The thin film roughness measured by AFM was found to be 20.6, 2.15, 2.44, and 1.82 nm; for the TiN
xO
y, TiN as-deposited, after air annealing and vacuum annealing, respectively, suggesting an effect induced by different microstructures. As shown in
Figure 1, the surface topography profile is different for both TiN and TiN
xO
y thin films. The structure of TiN
xO
y complies with previous reports showing that TiN
xO
y thin film coatings with lower and medium percentage of oxygen illustrated crystalline structure and bright yellow pink color, unlike films with high oxygen content, which were reported to be amorphous, and having dark blue color [
9].
The morphology of the deposited nanoparticles is also revealed from
Figure 1, showing the AFM images. Nanometric-sized particles of TiN are clearly identified in
Figure 1a, and globular well-defined equiaxed nanoparticles are shown in
Figure 1c,d. Annealing in vacuum caused the formation of equiaxed nanoparticles, whereas annealing in air (
Figure 1c) has coarsened the nanoparticles and made them more homogenous and equiaxed. The presence of dense TiN
xO
y layers of columnar nanoparticles is observed in
Figure 1b. Similar microstructures were reported by few works [
29].
The nanoparticles size was obtained from AFM images shown in
Figure 1. The nanoparticles size measurements from AFM images revealed that the nanoparticles size of TiN crystallites was 25 nm and the nanoparticles size of the TiN
xO
y columnar nanoparticles was 150 nm width × 20 nm thickness. The size of the TiN equiaxed nanoparticles annealed at 400 °C in air remained 25 nm and dropped slightly to 18 nm for the annealed at 400 °C in vacuum condition. The change in the morphology and dimensions of the nanoparticles during annealing has probably caused the increase in the absorbance of the annealed TiN in air and in vacuum, as will be shown later.
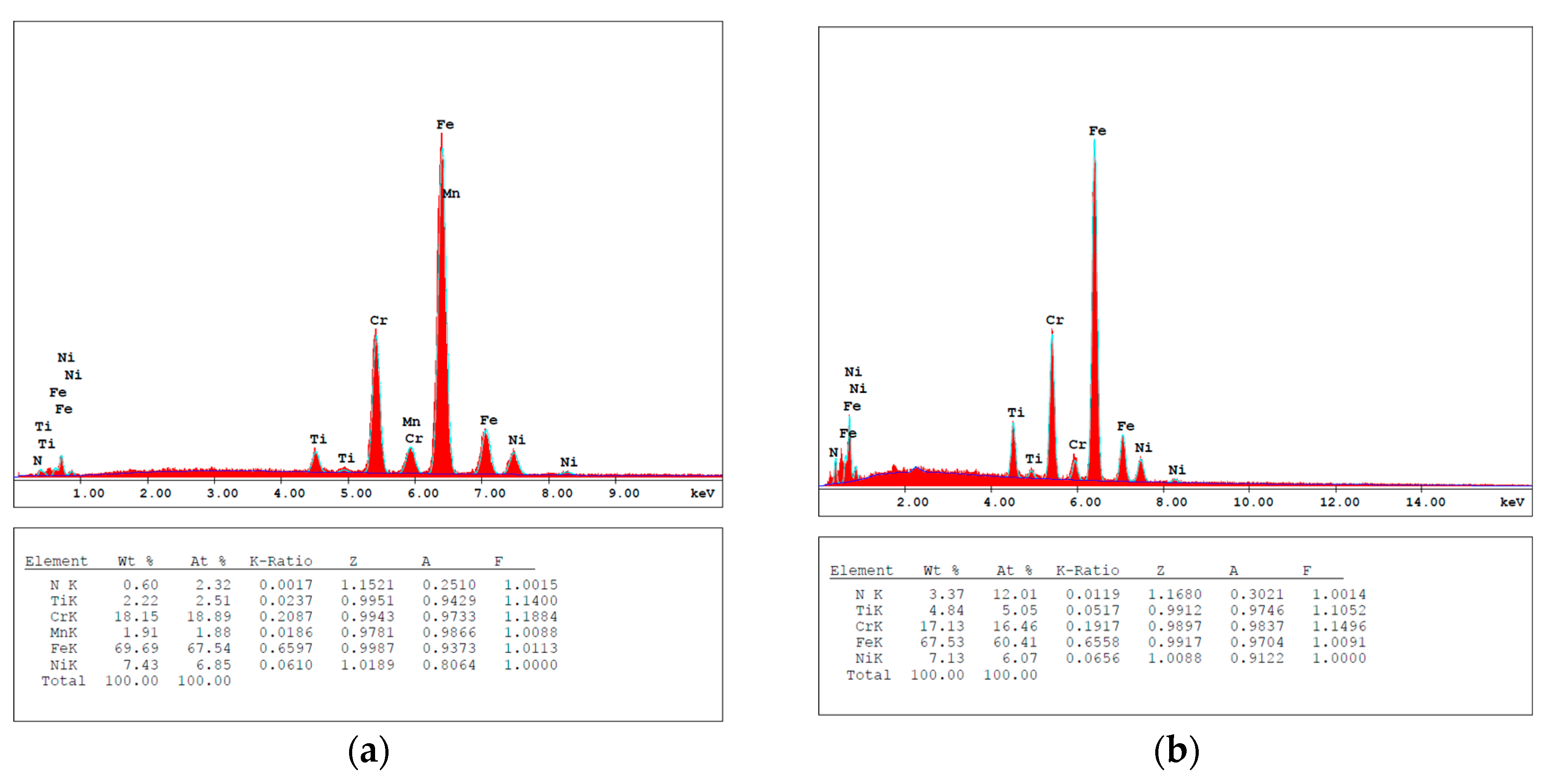
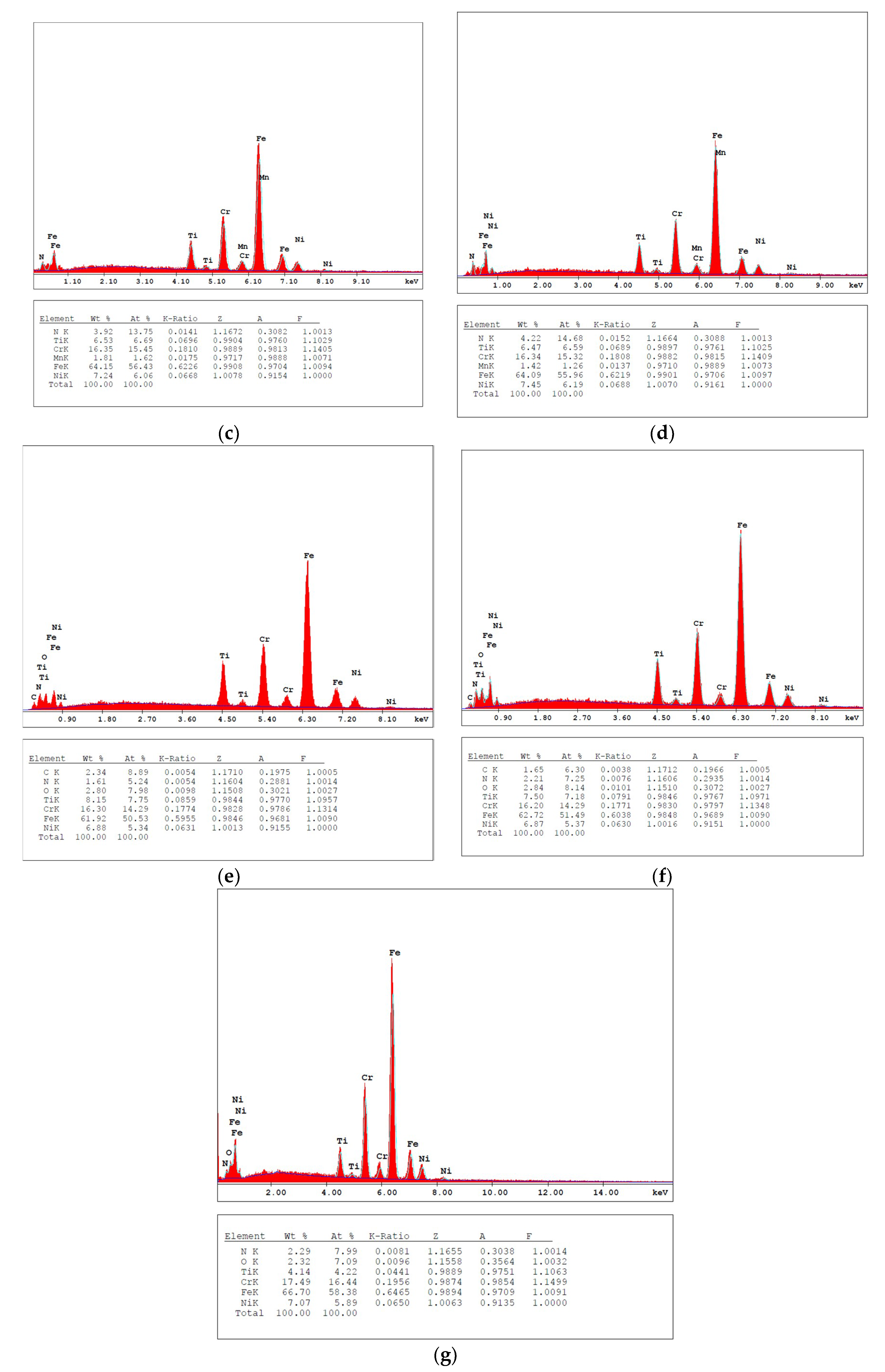
Figure 2 shows the EDX analysis of TiN, TiN
xO
y, annealed TiN in air and in vacuum thin films.
Figure 2a shows the presence of Ti and N
2 in the TiN thin film and the absence of O
2. The EDX analysis shows the trend for N/Ti in both TiN as deposited and as annealed in vacuum as shown in
Table 1. It is shown from
Table 1 that the deposited thin film consists of both stoichiometric and overstoichiometric TiN structures, where the overstoichiometric TiN is deficient in Ti.
Figure 2b shows the presence of Ti, N
2, and O
2 in the TiN
xO
y thin film. The high peaks of iron (Fe), Ni, and Cr are reflected from the substrate. Though EDX analysis is not capable of measuring the composition of the coating layer, the data are just used for trends, from which it is shown that the percentage of Ti in both TiN and TiN
xO
y thin films is very close. The difference in chemical composition of the two thin films confirms that the TiN
xO
y thin film is successfully deposited, and that the deposited layer is possibly stoichiometric TiN
xO
y. The N
2 percentage is reduced in the TiN
xO
y and the air-annealed TiN thin films, combined with the appearance of an O
2 peak. It is worth observing the similarities in EDX analysis of the TiN
xO
y and the air-annealed TiN, though their microstructures are different as shown in
Figure 1b,c. Their optical performance will be shown later to be also different.
The TiN stoichiometry relationships are explained [
12], according to the TiN phase diagram, that by increasing the nitrogen concentration, the titanium lattice expands in order to accommodate dissolved nitrogen atoms; the maximum concentration being 23 at % at 1050 °C, corresponding to a ratio N/Ti = 0.3. For nitrogen concentrations of 33 at %, and temperatures lower than 1050 °C, the Ti
2N phase with a body center tetragonal structure can be observed. For nitrogen concentrations around 37.5%, and temperatures lower than 800 °C, the existence of Ti
2N(α) or δ’-Ti
2N phases is thermodynamically possible. The TiN phase, which has a face-centered cubic structure (FCC), also known as δ-TiN, can be found with nonstoichiometric compositions, TiN
x, in the wide nitrogen compositional range of 40–55 at %. Based on XRD and XPS, it has been shown that the presence of oxygen impurity concentrations in TiN sputtered at low pressures or nitrogen flow rates results in inconsistency in stoichiometry before and after annealing [
25] due to oxygen replacement. However, on the contrary, Yin et al. [
22] showed that TiN produced at a higher nitrogen pressure could, also, absorb oxygen more easily into its bulk and was less oxidation-resistant during heat treatment [
22]. However, based on XRD and XPS, it was shown [
25] that the ratio of Ti concentration to that of N is 0.96–1.04 for all N
2 flow rates in the range (20% to 95%). Based on the N at % reported in
Table 1, the formed TiN in this work is deficient in Ti as the N at % is higher than 50%. Overstoichiometric TiN was reported [
25] for N/(N + Ar) ratios higher than 20% (in this work this ratio is 26%).
3.2. XRD Analysis
Figure 3 shows the XRD of both TiN, TiN
xO
y, annealed TiN in air and in vacuum thin films, from which it is shown that all conditions show signals at almost the same angles. The XRD patterns reveal that TiN and TiN
xO
y thin films exhibit crystalline structures. The presence of three peaks are marked out on the XRD pattern for all thin films as shown in
Figure 3. These peaks correspond to the (111), (200), and (220) planes, respectively, which were reported for TiN thin films [
30] and TiN
xO
y thin films [
8], suggesting some overlapping of the signals with those obtained from the substrate (111). The SS substrate showed (111) peak at angle 2θ = 44.49. Different angles of TiN peaks are reported in literature [
12,
16,
24,
29] (as shown in
Table 2), this is probably due to the different stichometry of TiN structure obtained from different manufacturing techniques of thin film. The lattice parameter of the as-deposited TiN with an austenitic microstructure was calculated by Bragg’s Law for the (111), (200), and (220) peaks and was found to be 3.6 Å [
29]. In the lattice structure, Ti sites are completely filled and vacancies exist only on the N sites. However, several research works [
12,
25,
29] have illustrated the formation of nonstoichiometric (sub or over) TiN
x, which exhibits deficient Ti atoms and has superior properties. This suggests that the structure is TiN
x [
25]. It is also noted from
Table 1 that an increase in the Ti at % occurs after annealing the TiN thin film. This suggests reducing defects as defects are associated with N sites in TiN.
Annealing was also shown as an additional postdeposition treatment, which can be used to optimize the properties and reduce the stresses and lattice defects induced during deposition. However, the literature contained contradictory reports about the effect of annealing on electrical and optical properties [
16,
24]. Popovic et al. [
16] annealed deposited TiN thin films at 600 °C and 700 °C in nitrogen ambient and vacuum furnace, and it was found that the annealing process resulted in a decrease in the absorption coefficient and the optical properties of the TiN thin film, compared to the as-deposited state. Gao et al. [
24] proposed heating the substrate for annealing to 300 °C before depositing the TiN thin film and it was found that after heating the substrate, the thin film exhibits an absorbance of about 0.92 and an emittance equal to 0.11.
The most predominant peak was (200) for all TiN samples and was (111) for the TiN
xO
y. The N
2 flow rate in this work is 26%; it was shown [
25], based on XRD and XPS, that at various nitrogen pressures TiN phases are deposited, and as N
2 flow rates increase above 20%, the deposited TiN shows orientation and a predominant peak for (200) orientation in favor of the (111) orientation [
25]. TiN
xO
y thin films were reported to exhibit crystalline structures at moderate O
2 levels, whereas increased O
2 levels were shown to promote significant loss of crystallinity and even amorphous structures [
9,
16]. The produced TiN
xO
y thin film in this work was deposited at O
2:N
2 ratios of 1:3.5 and exhibited a dark golden yellow color and a crystalline structure.
The values of the mean grain size (crystallite size) and microstrain obtained for the as-deposited and annealed thin films are summarized in
Table 3. The broadening of the 111, 200, and 220 peaks was used to calculate the average crystallite size using Scherrer’s equation. It was found that the crystallite size of TiN thin film was 4 nm and the crystallite size of TiN
xO
y thin film was 3.5 nm. The crystallite size for the TiN film annealed at 400 °C in air was 6 nm and increased to 7 nm in the case of the film annealed at 400 °C in vacuum. Light scattering and trapping at the junctions of tiny microcrystalline grains can affect the absorbance. Hence, achieving a fine grain size is extremely important to achieve good absorbance. The broadening of XRD peaks in nanocrystals is common and can also occur due to strain in the crystal or overlapping with other peaks. Peak broadening is normally seen in crystallites smaller than 100 nm.
The XRD results obtained in this work show that though the postdeposition annealing of the films did not cause significant variation in stoichiometry, it affected the structural parameters such as microstrain and crystallite size in a manner showing the effect of annealing on reducing the lattice strain and the defects resulting from the deposition conditions. This is also supported by the slight increase in Ti at % after vacuum annealing (as shown in
Table 1) and the decrease in microstrain after annealing as shown in
Table 3.
3.3. Optical Properties
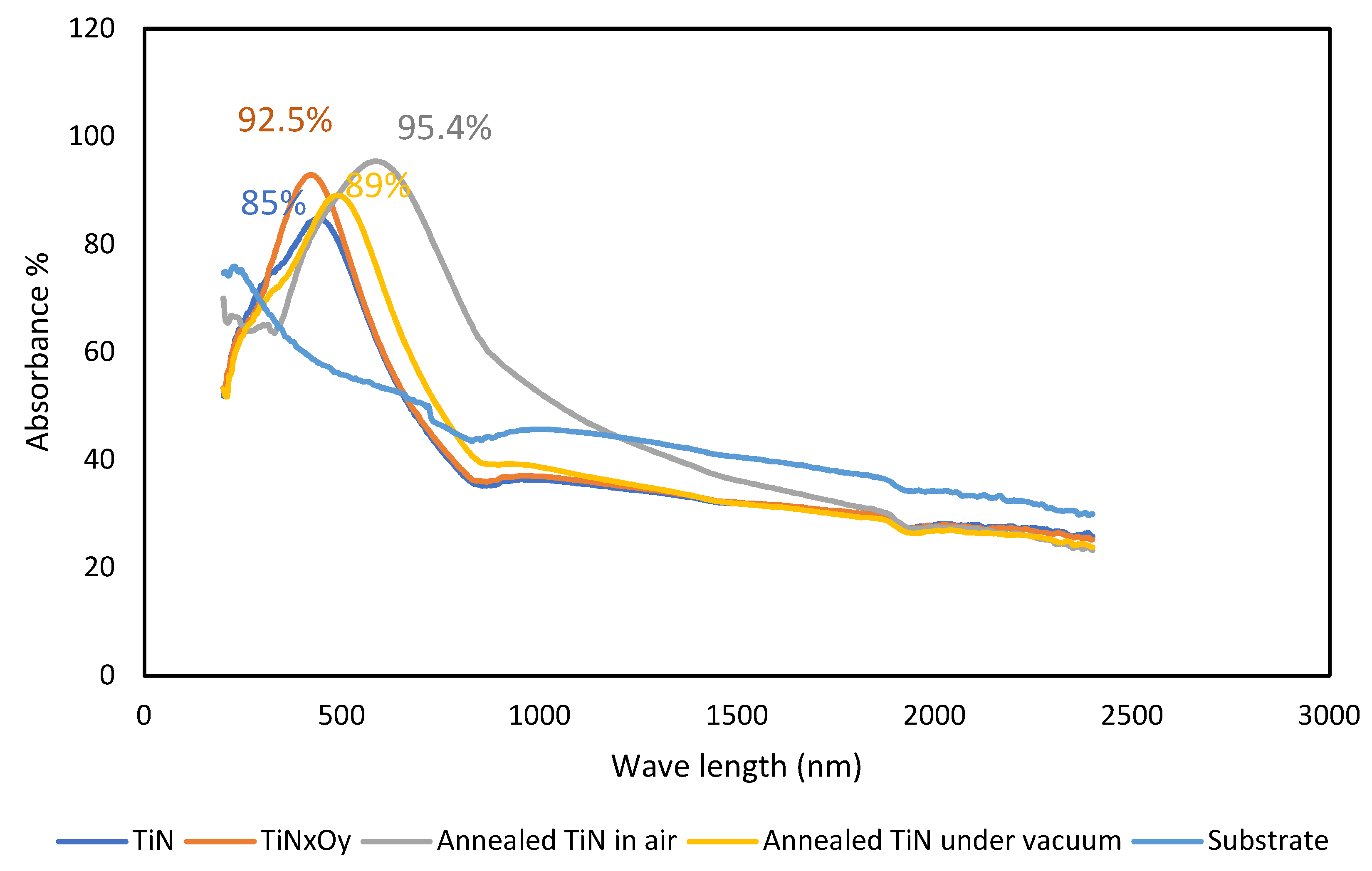
The absorbance of the deposited and annealed thin films is given in
Figure 4.
Figure 4 indicates that the TiN thin film has high IR reflectance and a relative steep edge in the visible region, which is a well-known, metal-like behavior. The relative steep edge refers to interband transitions involving the d-type free electrons, which means it contains conduction electrons resulting in metal-like electrical conductivity [
31]. At higher incident energies (around wavelength 450 nm), interband transitions, which increase the number of nitrogen p-states and titanium d-states, take place resulting in the specific shape of the TiN absorbance pattern or reflectance pattern [
31]. The saturation effect takes place around 850 nm with a plateau. As shown in
Figure 4, the absorbance of the TiN layer increases from approximately 40% to 90% and then decreases again to reach approximately 30% due to interbands and transition behavior of TiN.
At higher incident energies (around wavelength 570 and 700 nm), interband transitions take place in case of the annealed TiN at 400 °C in air for 2 h, which increase the number of nitrogen p-states and titanium d-states, resulting in the specific shape of the absorbance pattern or reflectance pattern [
31]. In the case of annealing in vacuum around 500 nm, interband transitions occurred. The annealed TiN sample in both cases has the same pattern of reflectance of the as-deposited TiN thin films, but the absorbance increases to more than 95% (air annealing) and 92% (vacuum annealing) and the interband transitions occur around higher wavelengths. The saturation effect takes place here at different wavelengths from the deposited TiN thin films with a plateau. As shown in
Figure 4, the absorbance of the annealed TiN in air increases from approximately 65% to 95% and then decreases again to reach approximately 30% due to interbands and transition behavior. The absorbance of annealed TiN in vacuum increases from approximately 50% to 92% and then decreases again to reach approximately 30% due to interbands and transition behavior. The role of microstructure and morphology of the nano-deposited grains has not been discussed before. This work shows that the change in the TiN grains morphology after annealing causes an effect on the optical properties. Though, this could be attributed to the effect of grain size and morphology on the surface roughness of the thin film.
Similarly, TiN
xO
y film shows metallic-like behavior as the TiN films. A steep edge appears around 450 nm and saturation takes place around 850 nm with a peak absorbance value of approximately 94%. The absorbance of TiN
xO
y is explained in terms of composite structures of dielectric materials dispersed with particle-formed conductor. In this case, TiN plays the major role as the absorbance center due to its ability to induce the interband transitions. With increasing the amount of TiN, the absorbance and optical properties increase; however, emittance also increases [
32]. The change in optical properties of TiN
xO
y films is intrinsically due to the change of electronic structure dominated by the N/O ratio. Intraband and interband electronic transitions occurring during the interaction of material with incident light determines the optical properties of a TiN
xO
y film [
33]. The optical properties can be designed if the density of these free electrons can be varied systematically via changes in the stoichiometry parameter [
33]. With the incorporation of oxygen, the electronic structure can be systematically varied, resulting in the adjustable optical and electrical properties of TiN
xO
y films. The optical properties of TiN
xO
y films with high N/O ratio are dominated by the intraband transition from free electrons and behave like metallic films. With increasing oxygen content, the contribution of the interband transitions, due to bound electrons, became more pronounced, while the contribution of the intraband transitions is less important [
34]. When TiN
xO
y films change to be oxygen-rich, the optical properties are governed by the interband transitions, while the band gap will increase with the O
2 concentration [
35], which are characteristic of semiconducting and insulating materials.
The TiN
xO
y thin film deposited in this work behaves in optical properties as TiN thin film. Higher optical properties of TiN
xO
y thin films are reported in literature [
3], probably due to the AR layer deposited above the TiN
xO
y. As mentioned before, different types of AR layers such as TiO
2/Si
3 N
4/SiO
2 and TiO
2/SiO
2 are deposited above TiN
xO
y [
3,
4,
8]. The problem with TiN is that, above 450 °C, it is oxidized and forms a thin 25 nm thickness sublayer of titanium oxide on top of its surface [
22]. Oxidation is motivated by the high inherent energy inside the deposited layers, annealing acts to relieve the stresses and reduces the energy for oxidation, afterwards during service. The presence of an AR layer will protect the TiN from oxidation and improve its optical properties. Gao et al. [
24] studied Al
2O
3 as AR layer for TiN selective absorber and got good absorbance with lower emittance. Al
2O
3 is a simply obtained AR and is easily deposited compared to the complicated AR layers used above TiN
xO
y and it has the same function.
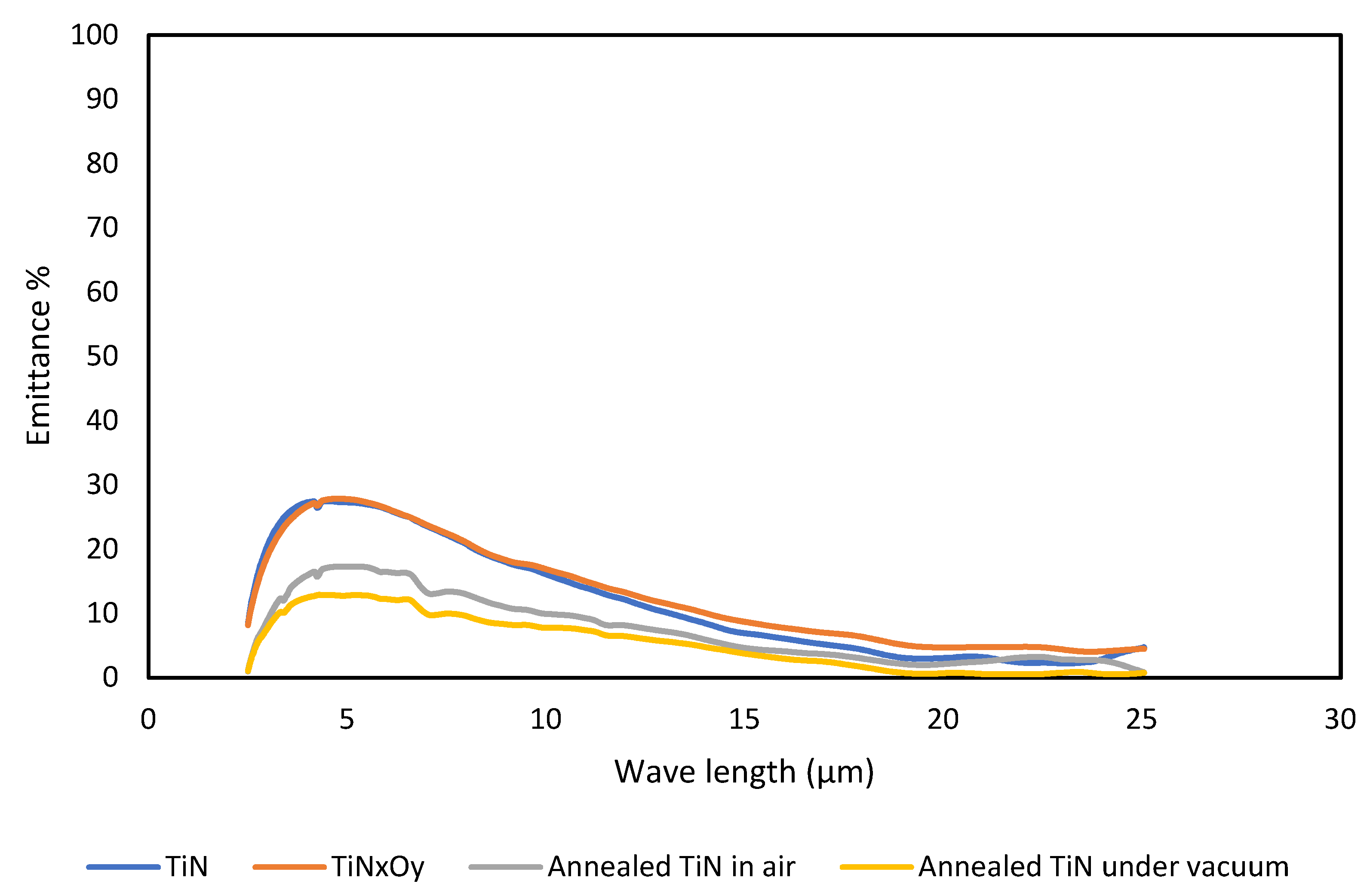
Figure 5 shows the emittance of TiN, TiN
xO
y, annealed TiN in air and annealed TiN in vacuum. The emittance of TiN and TiN
xO
y thin films is almost the same. The values of emittance are compatible with the absorbance values. Emittance of annealed TiN in both cases is enhanced. The best emittance of all is shown to belong to the annealed TiN in vacuum, as it reached values below 1%.
TiN thin films had been successfully used in many industrial applications, ranging from thin films for electronic applications to thicker films for cutting tools. Yet, despite its high melting point, stability at elevated temperatures, and good optical absorbance (almost similar to TiNxOy thin films), its function as a selective absorber is questionable. The main reason for this is its readiness to absorb oxygen easily during exposure to air at relatively high temperatures. However, research and industry are working to develop easy and cost-effective TiN thin films for solar selective coatings with a high absorbance and low emittance.
The conditions realizing high solar absorbance and low thermal emittance are such that the reflectance should be low in the solar radiation range and high in the infrared range. The transition point between those two regions is at the cross-point of the solar radiation spectrum and the blackbody radiation spectrum. In the mid-temperature SSA application (e.g., 400 °C), the blackbody radiation exceeds the solar radiation at the wavelength of 1.5 μm [
10]. On the other hand, around 90% of solar energy is in the wavelength range of 0.3–1.5 μm [
28]. Therefore, the transition point (λ
c) is usually set at the wavelength of 1.5 μm [
3].
Previous work has shown that the properties of the thin films, such as preferred orientation of lattice plane, optical and electrical properties, etc. are highly dependent on the deposition parameters such as total gas pressure, partial pressures of reactive gases, deposition rate, temperature, and substrate material [
16,
29]. Though some researchers attributed the inclusion of more O
2 into the forming films, during deposition to high N
2 ratios in the gas flow [
12,
29], others have attributed that to low deposition rates rather than the N
2% age [
3]. According to the results of this work, the previous EDX and XRD results suggest that the selected parameters in this work (N
2 flow rate and purging pressure) have favored the formation of a highly strained TiN
x structure, which changed to a more stable TiN or TiN
xO
y thin layer, after annealing at 400 °C in vacuum and air; respectively. The trends shown by
Table 1 indicate no changes in the stoichiometry of the TiN layer before and after vacuum annealing, while changes have occurred on the structural parameters such as the microstrain and the grain size, which resulted in the observed changes on light absorbance. The absence of an O
2 peak for vacuum-annealed samples would also support this, though not a strong evidence. However, there is evidence that after annealing in air at 400 °C N
2 atoms are replaced by O
2 atoms. Compared with previous work [
16,
24], the optical absorbance of 95.4% achieved in this work for the air-annealed TiN was not reported before for TiN neither in as-deposited or annealed states. The enhancement in the optical absorbance after annealing (contradicting with previous work [
16,
24]) is attributed to the control of the deposition parameters (N/N + Ar ratio and pressure) and the annealing temperature. This work shows that control of deposition parameters to obtain TiN
x rather than stoichiometric TiN is favorable for the optical absorbance properties. The annealing temperature should be also maintained below the temperatures of complete oxidation. Similarly, results contradicting with others were reported by Nikhil et al. [
25], who reported enhancement in electrical properties of TiN sputtered thin films after annealing. Air annealing of the overstoichiometric TiN resulted in similar composition as the TiN
xO
y sputtered thin film, different microstructures and accordingly different surface roughness. The equiaxed globular microstructure and lower surface roughness of the 400 °C air-annealed TiN caused the enhancement in its optical absorbance compared to the TiN
xO
y sputtered film. This suggests a more economic and safer route to produce TiN
xO
y thin films by sputtering TiN thin film, followed by annealing.
The optical absorbance of the material obtained in this work, as shown in
Figure 4, illustrates a red shift in the absorbance properties toward higher wavelengths for the annealed TiN in air and vacuum. This shift is larger for the annealed in air TiN. As shown from EDX results, and in
Figure 2e,f and in
Table 1, this red shift may be attributed to the increase in O
2 and C [
36,
37]. These results prove that TiN which is deposited under promoting N/Ti ratios in the range (1:1.43–1.66) or N compositional range of 65–70 at % is a good candidate for SSA applications, after vacuum and air annealing at 400 °C.

 ,
, 






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}