Nanoscale Characterization of Glass Flake Filled Vinyl Ester Anti-Corrosion Coatings


Abstract
:1. Introduction
2. Experimental Methods
2.1. Sample Preparation
2.2. Test Methods
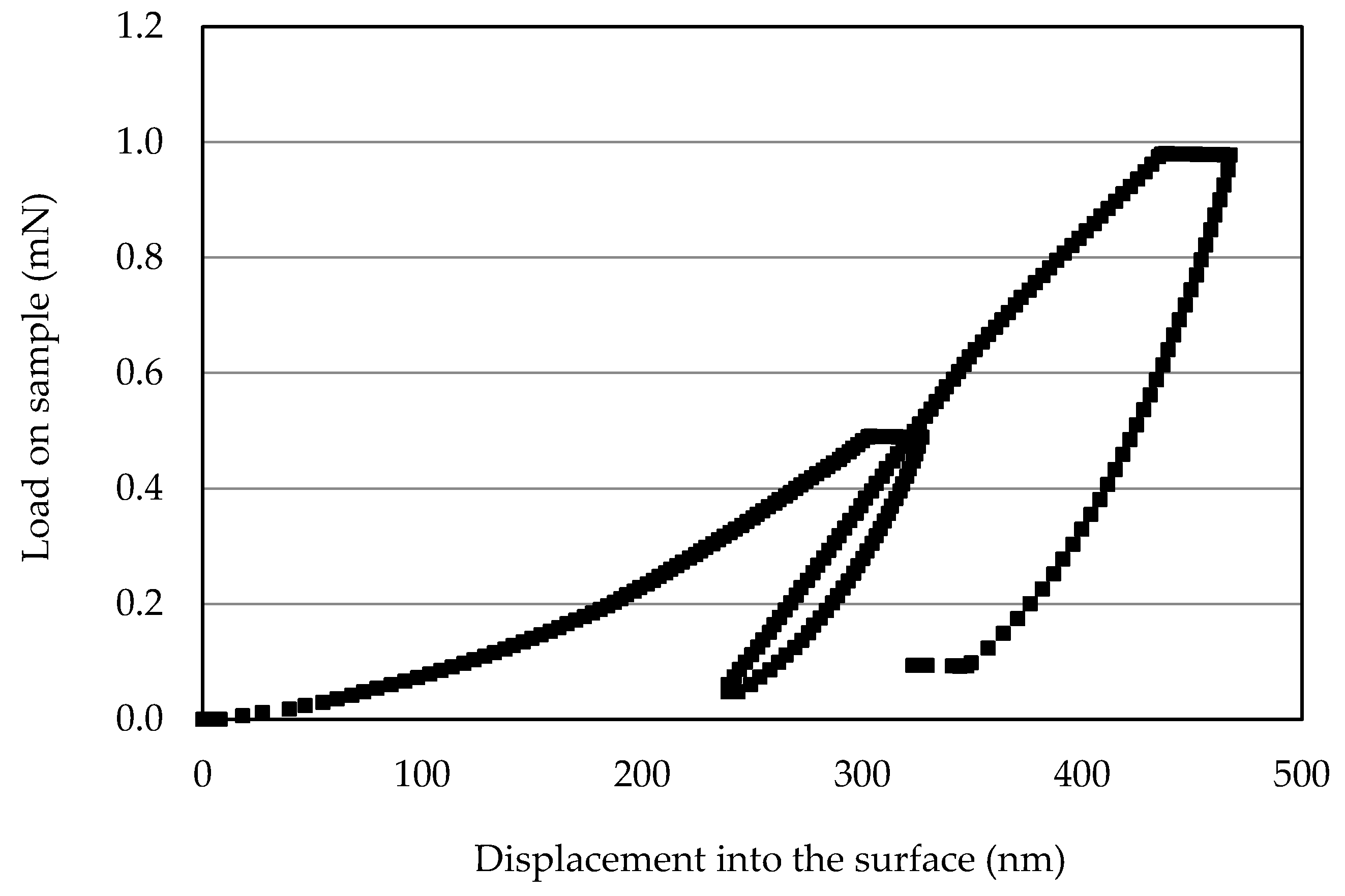
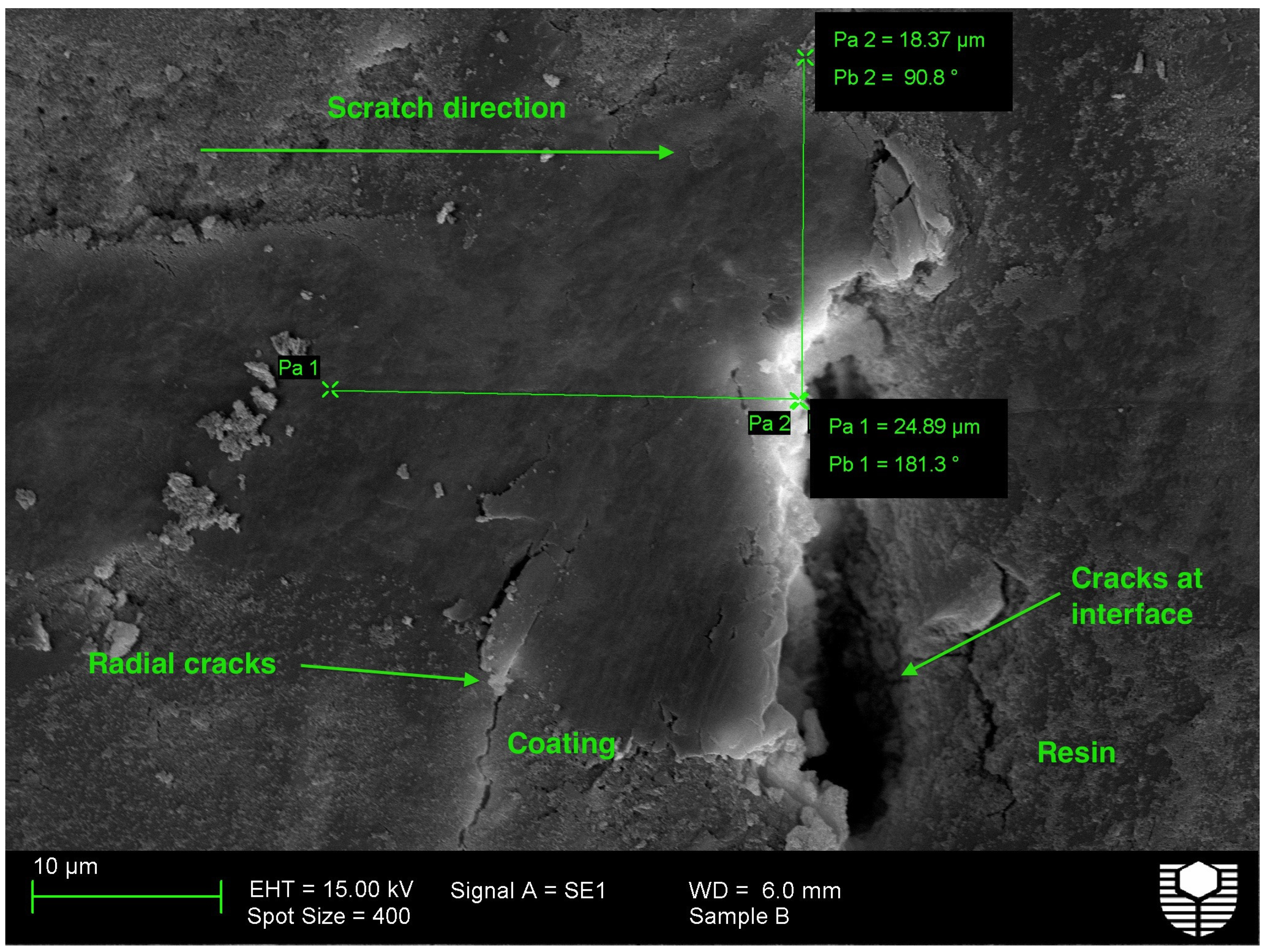
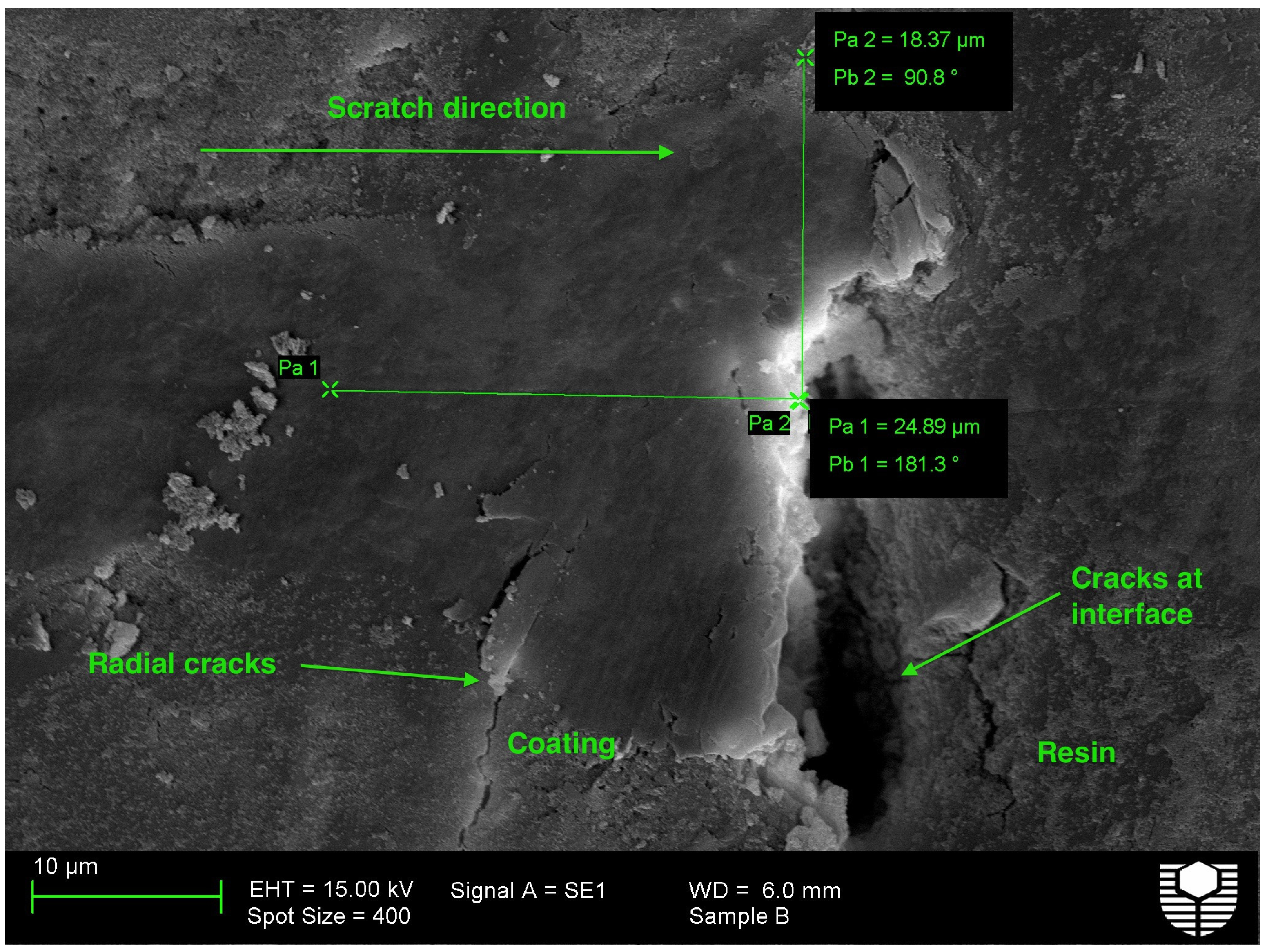
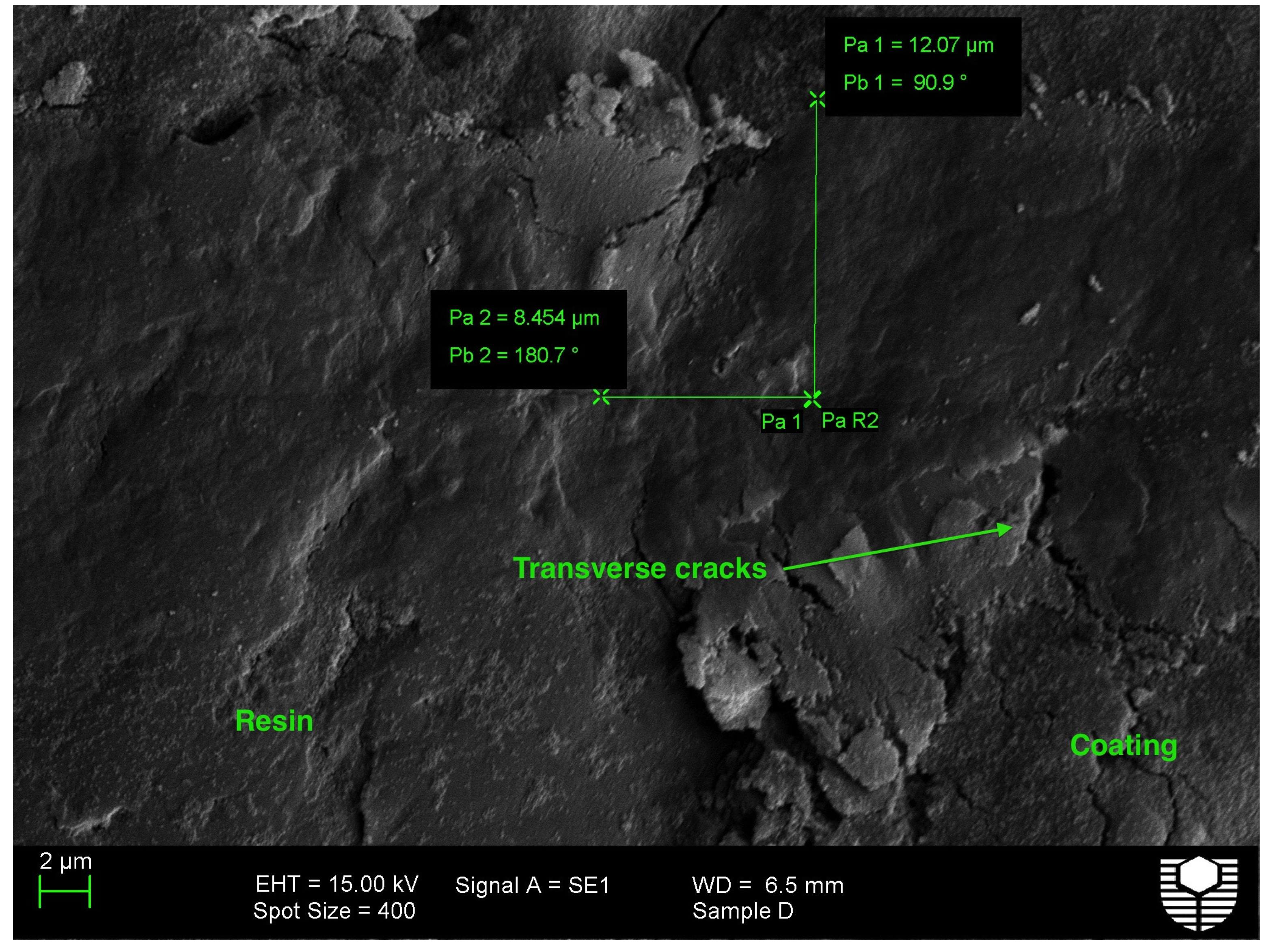
2.2.1. Nanoscratch Test
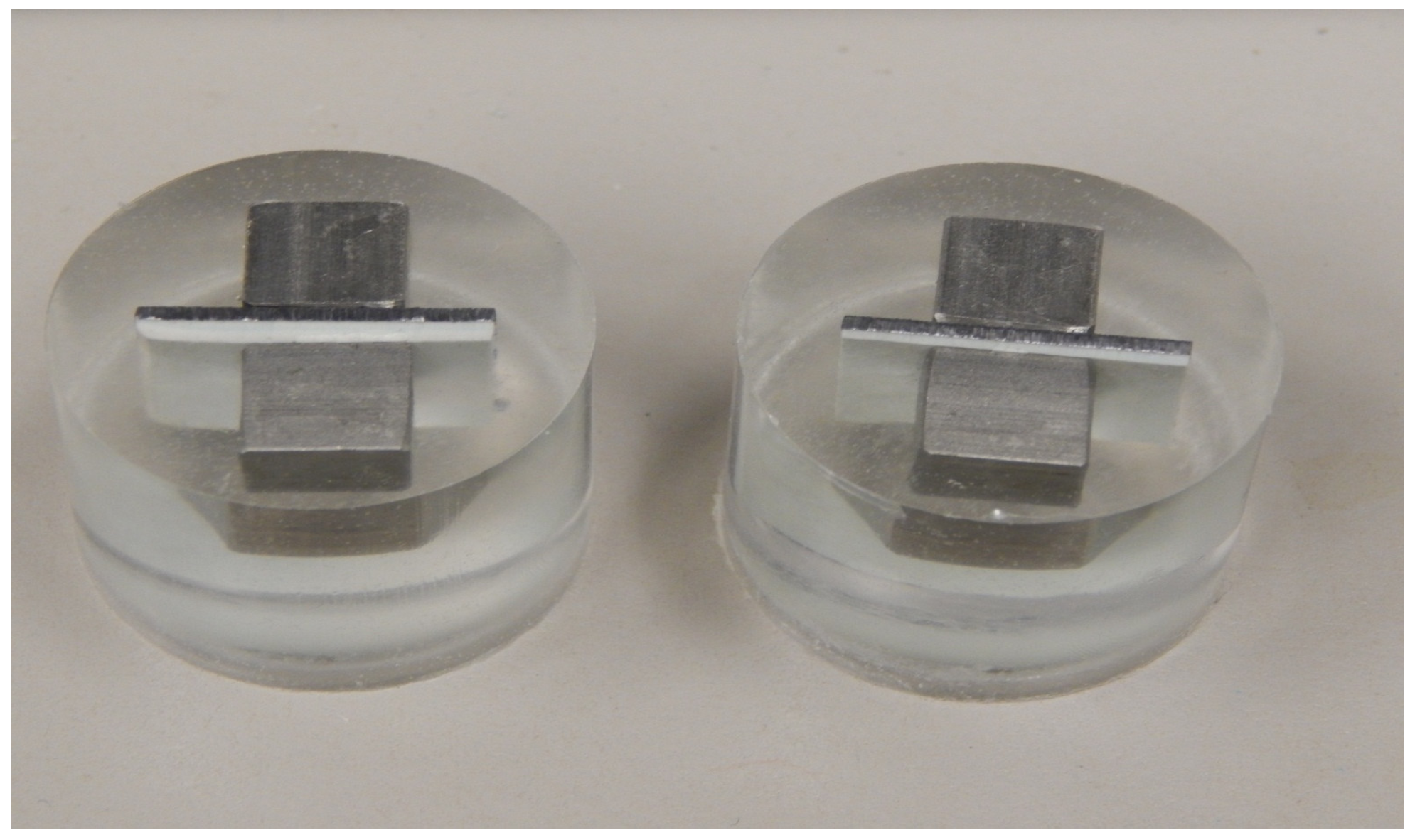
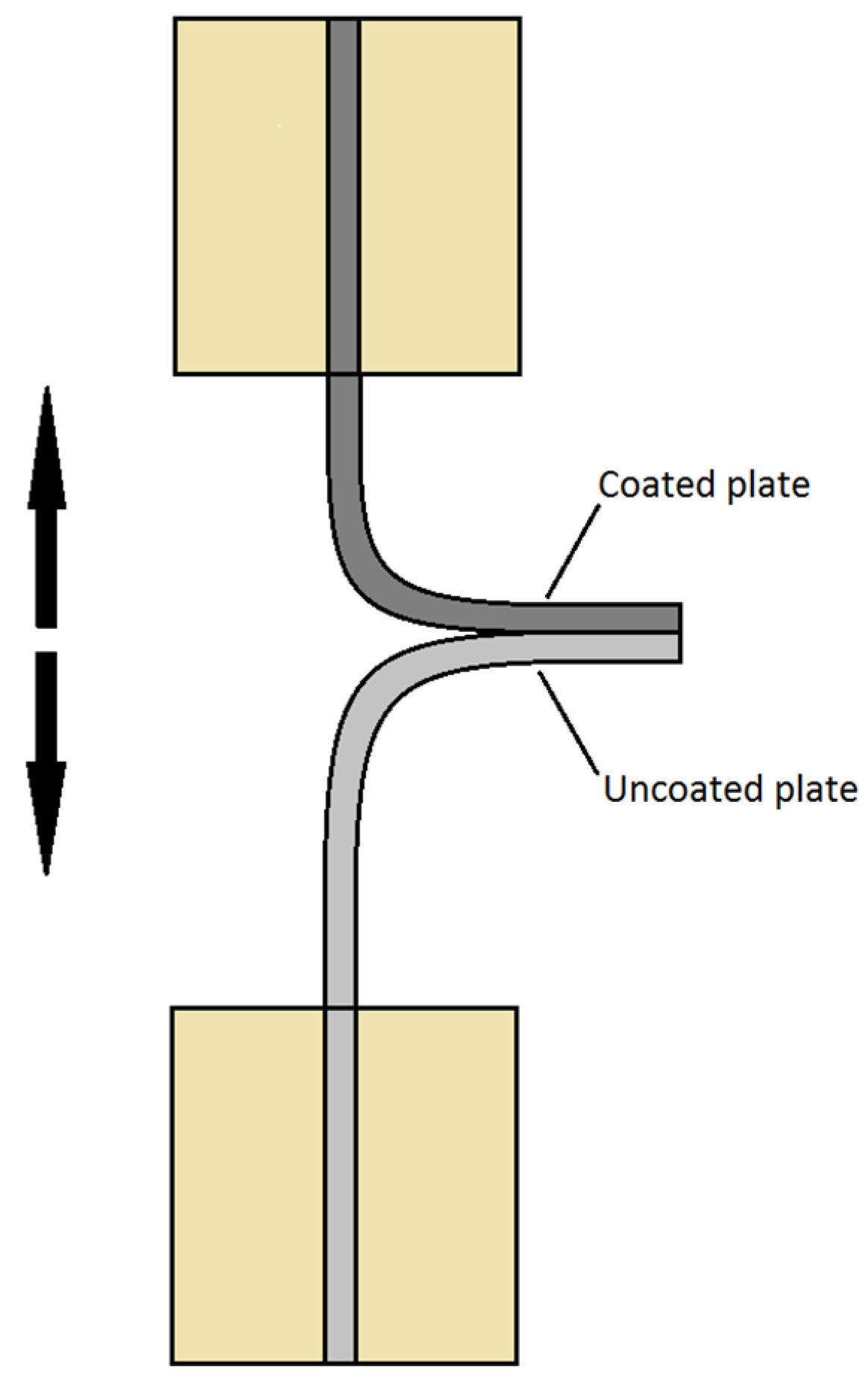
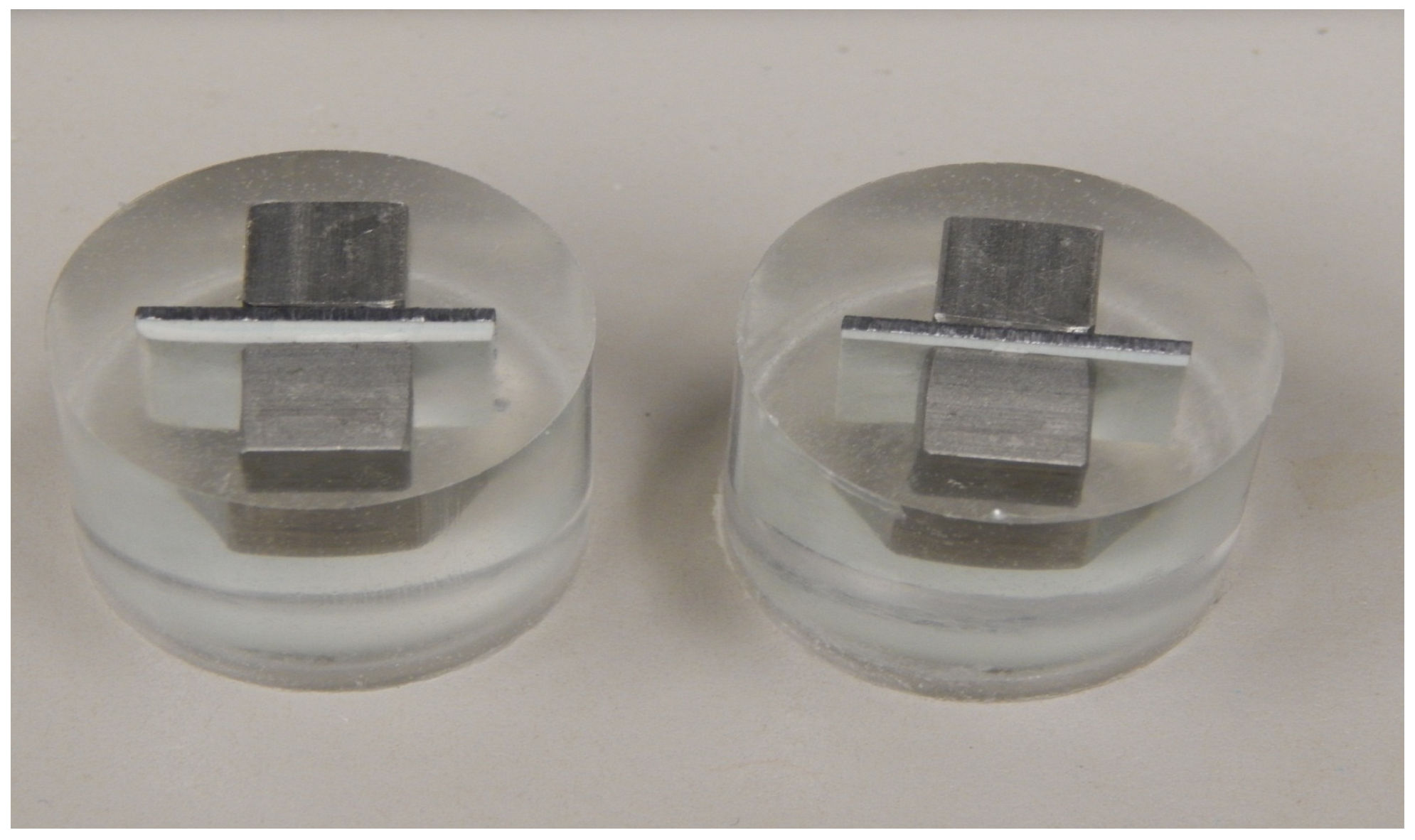
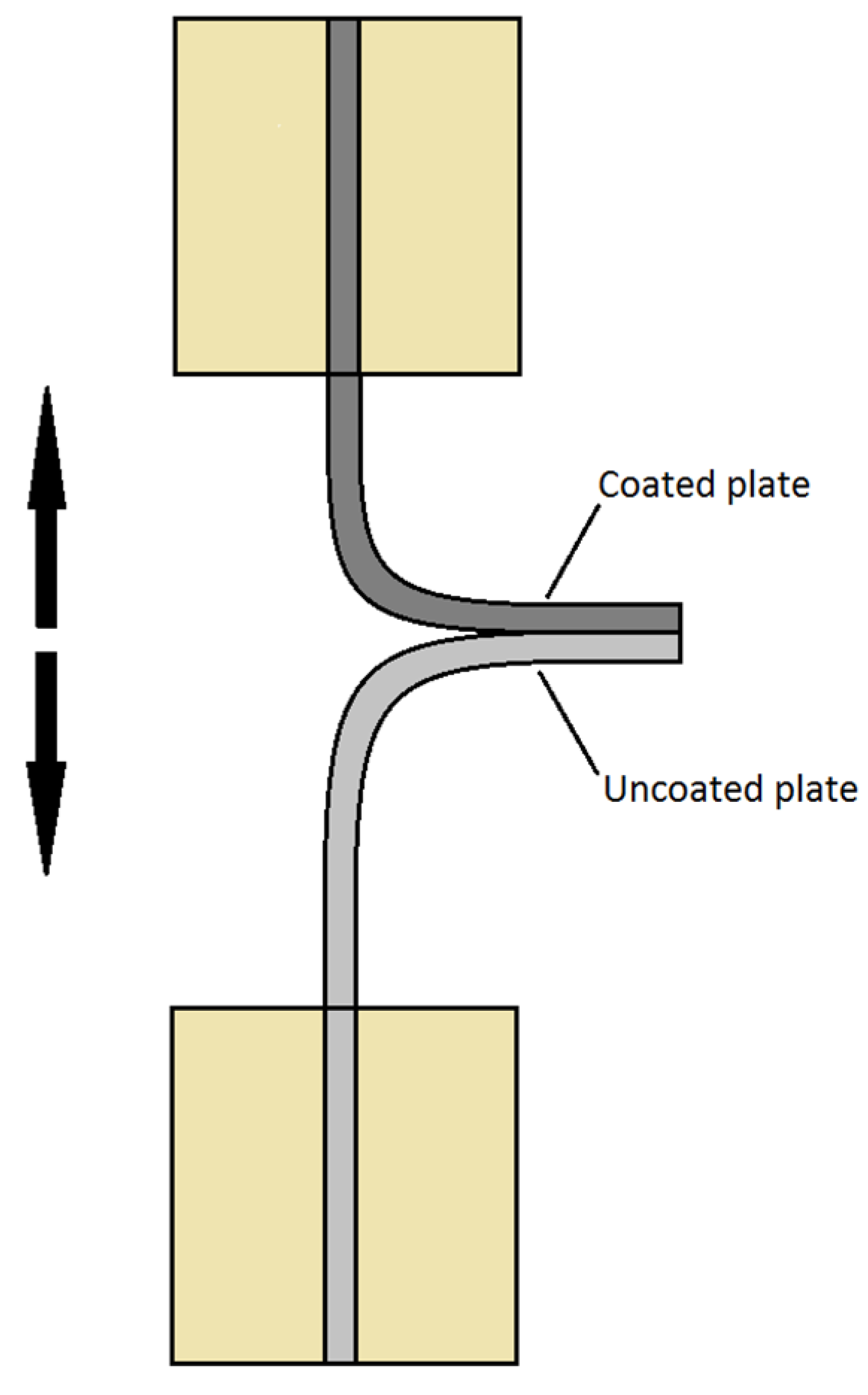
2.2.2. Tensile Bond Strength Test
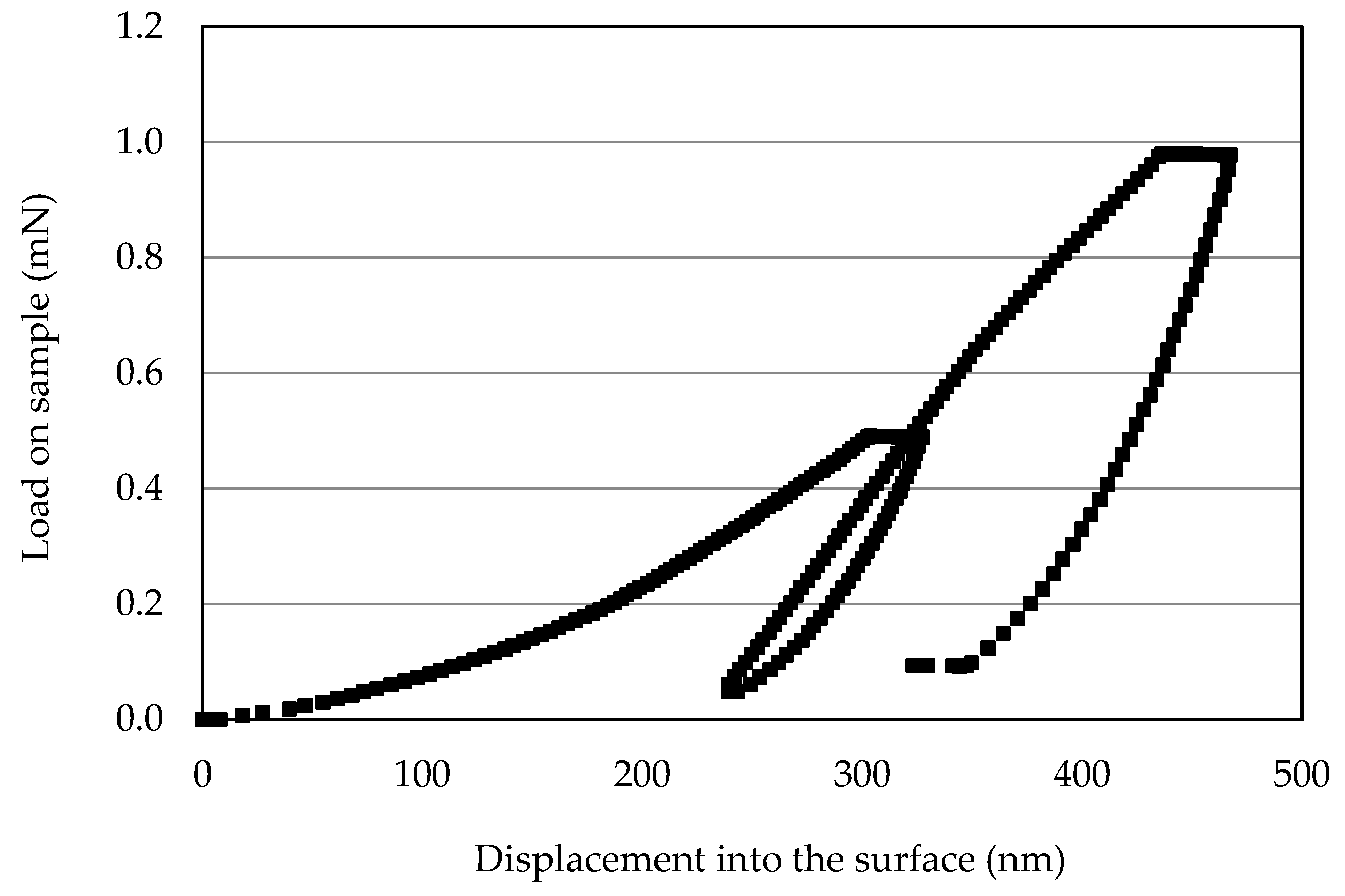
2.2.3. Nanoindentation
3. Results and Discussion
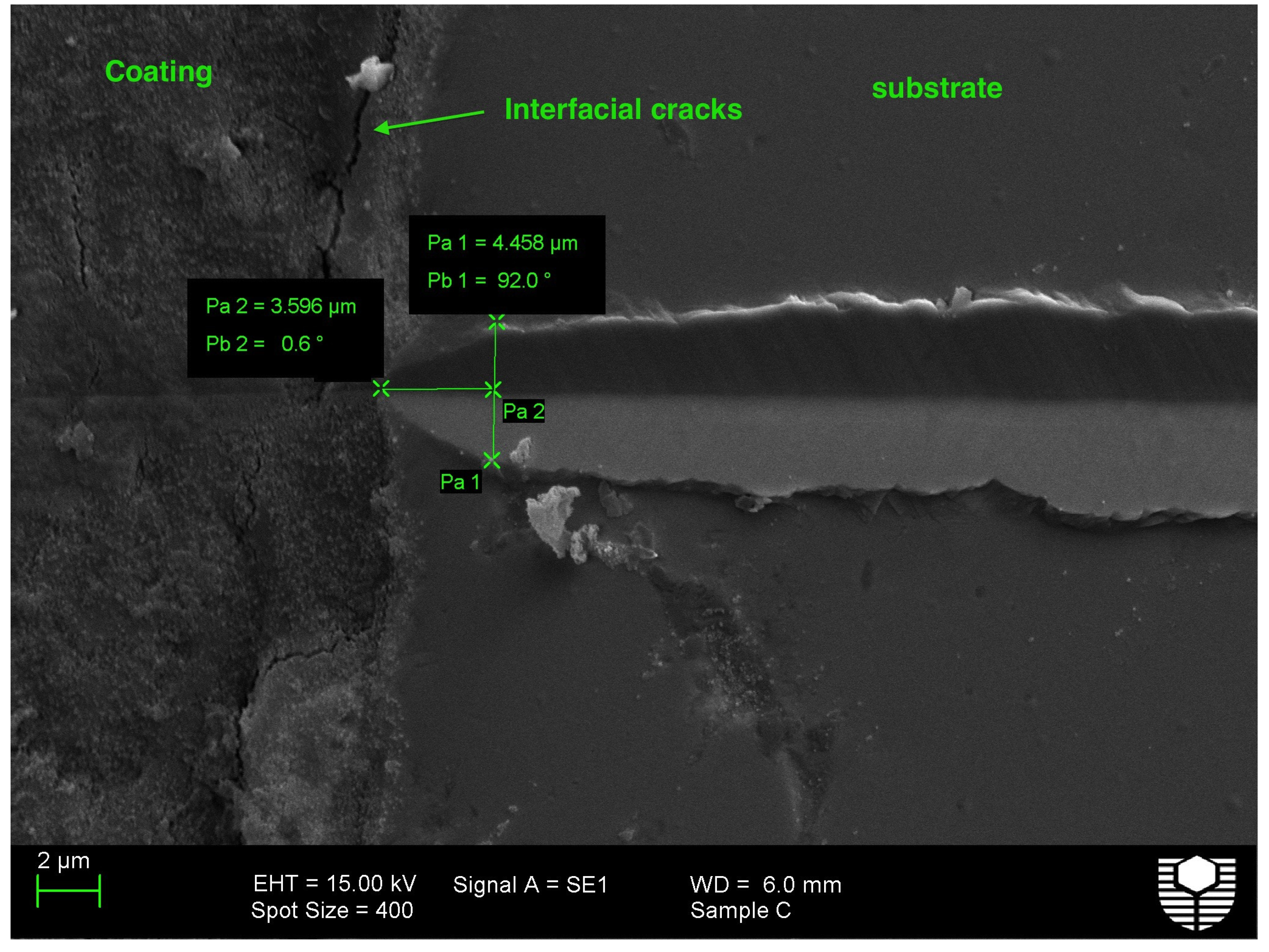
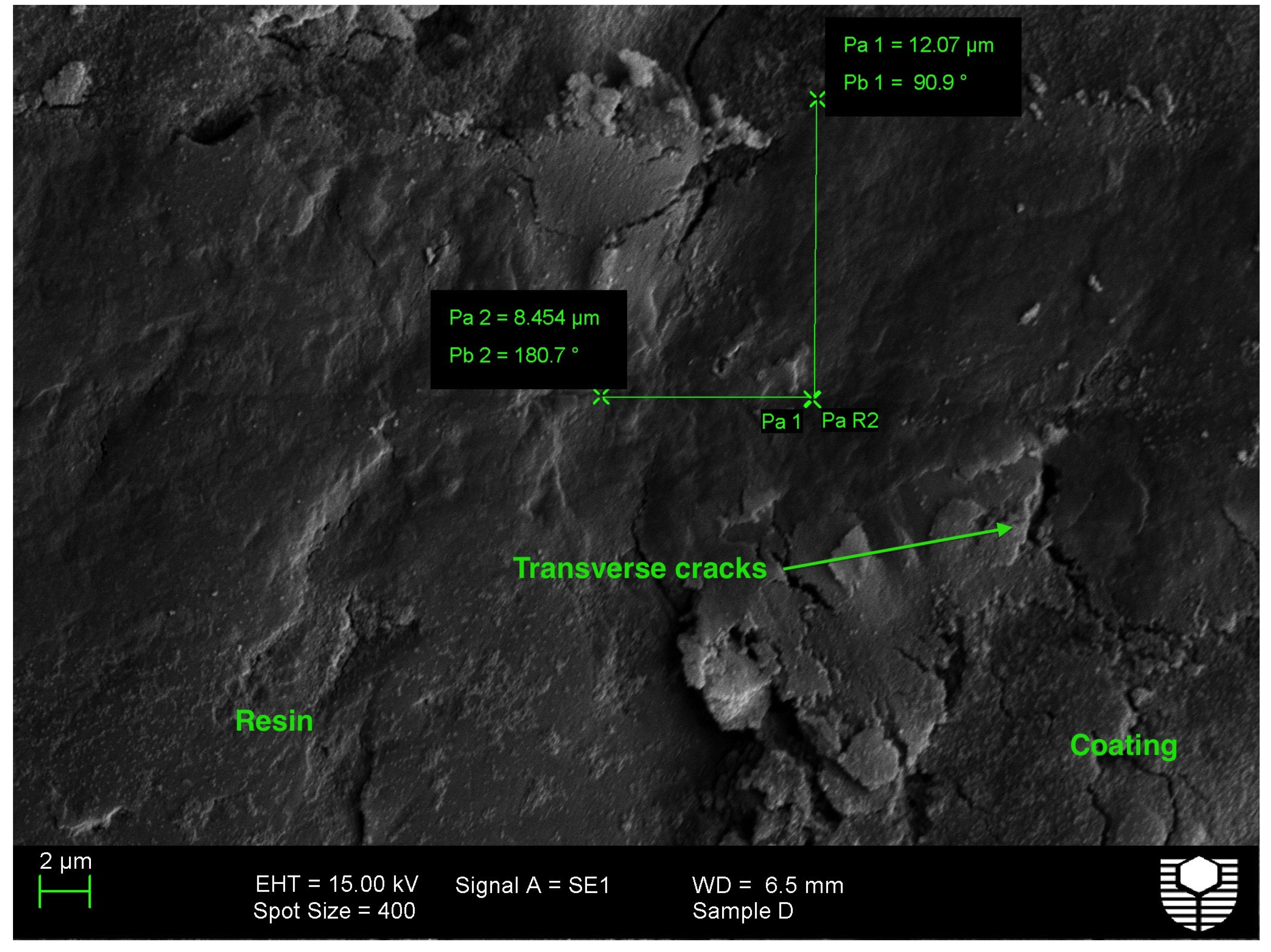
3.1. Bond Strength Using Nanoscratch
3.2. Tensile Bond Strength
3.3. Nanomechanical Properties
4. Conclusions
- The minimum bond strength of 32 MPa was observed in case of coatings of thickness 300 μm. The tensile bond strength gradually increased from 300 μm to 900 μm, but then decreased in the case of coatings with 1200 μm thickness. This could be due to the weak cohesion of the coatings with the substrate. It was observed that the coatings with thickness 900 μm had the maximum bond strength of 59 MPa.
- For the coatings with thickness 300 μm, the failure was considered to be an adhesion failure. For the coatings with thickness 600 and 900 μm, the failure was due to the cohesion failure of the coatings. In the case of coatings with thickness 1200 μm the failure occurred both at the coating–substrate interface and in the coating layers. Therefore, the failure mode could be either adhesion or cohesion failure.
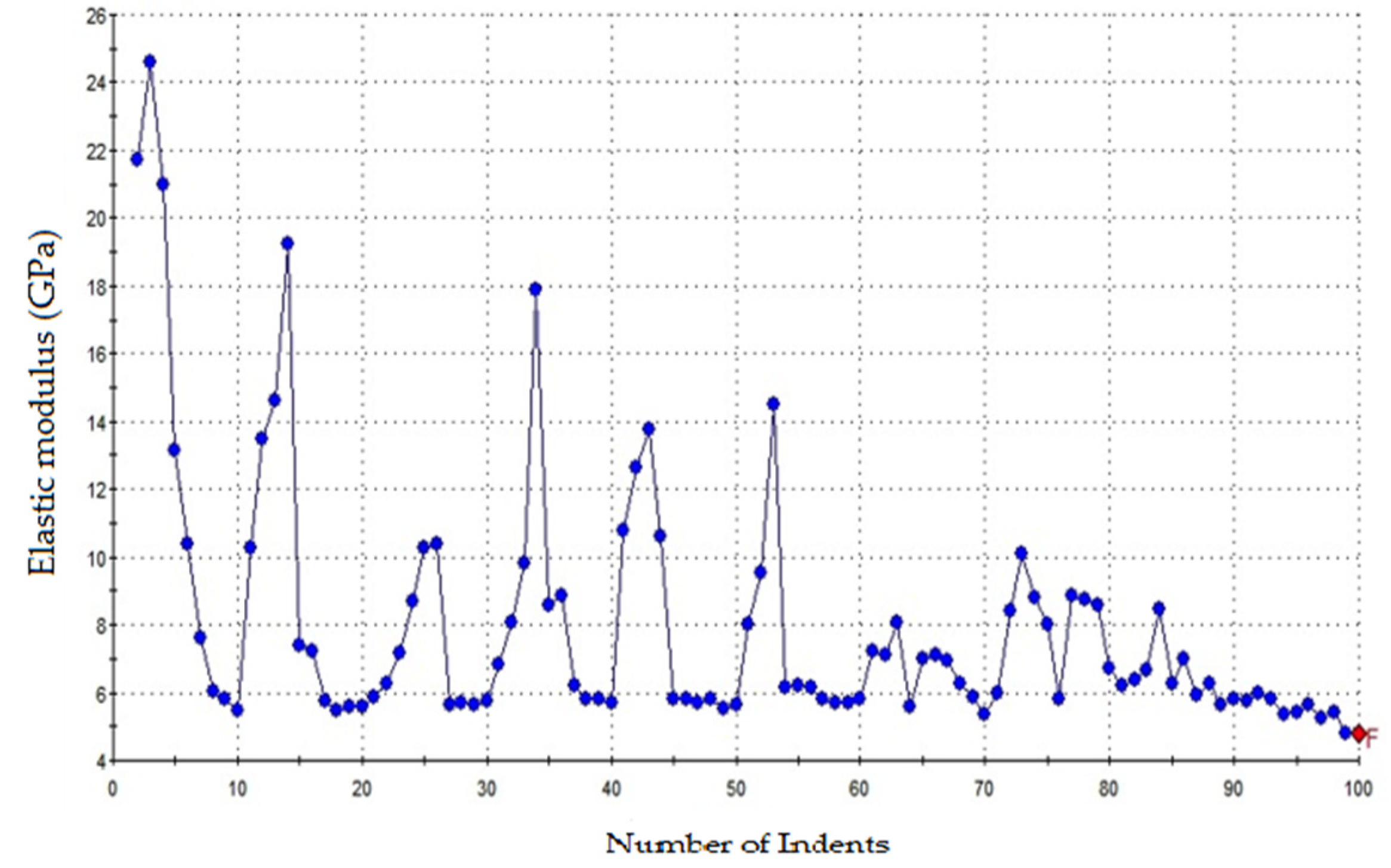
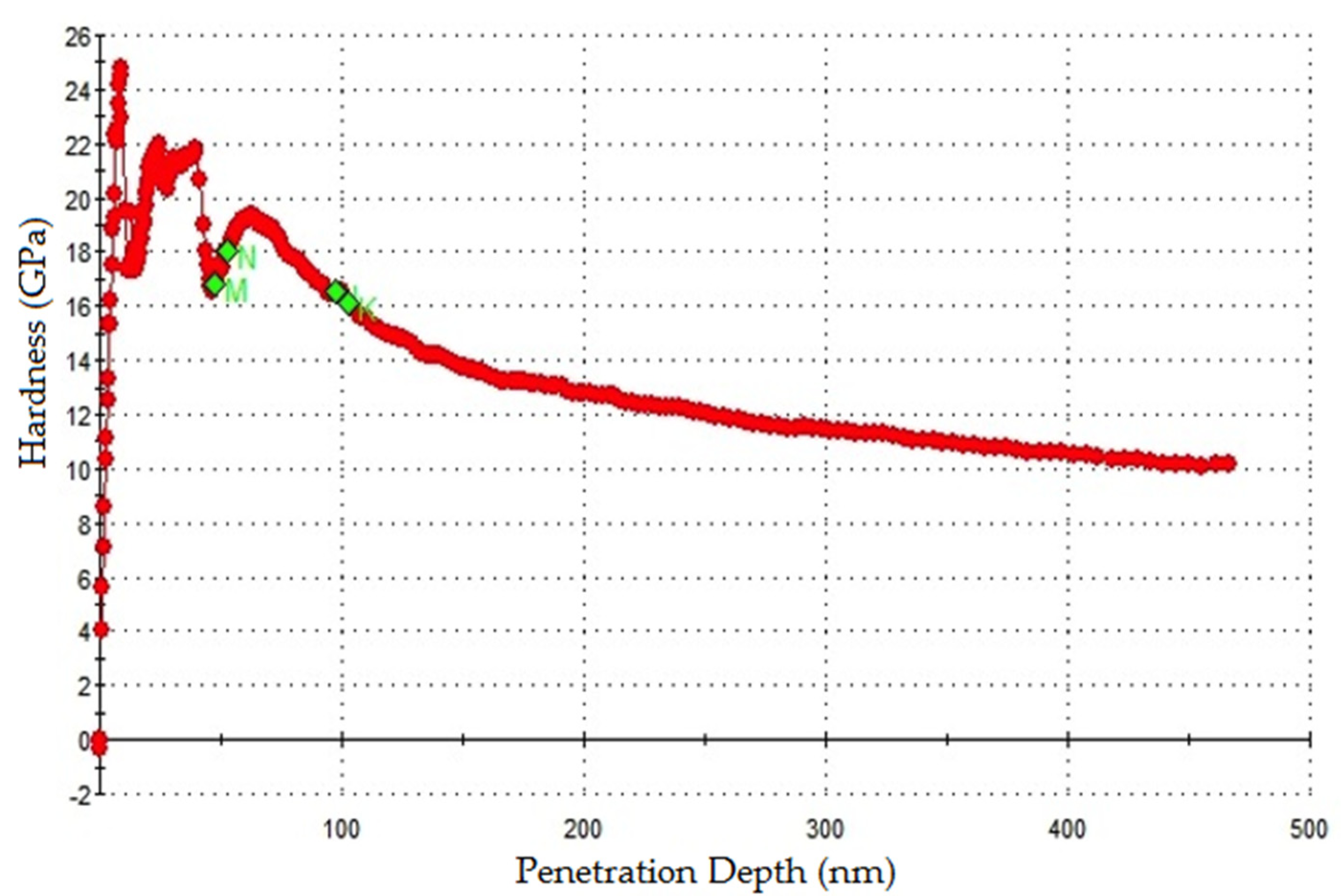
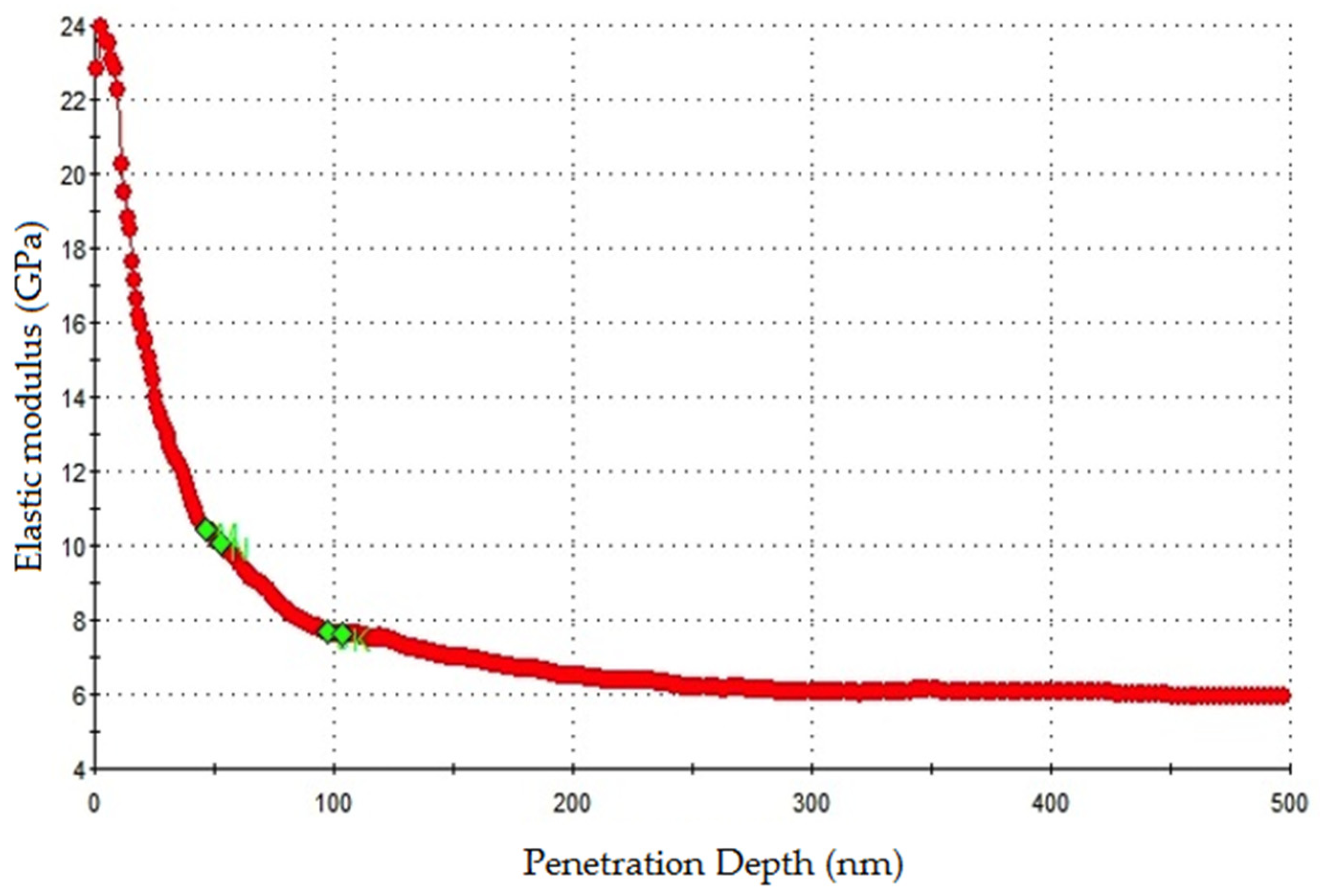
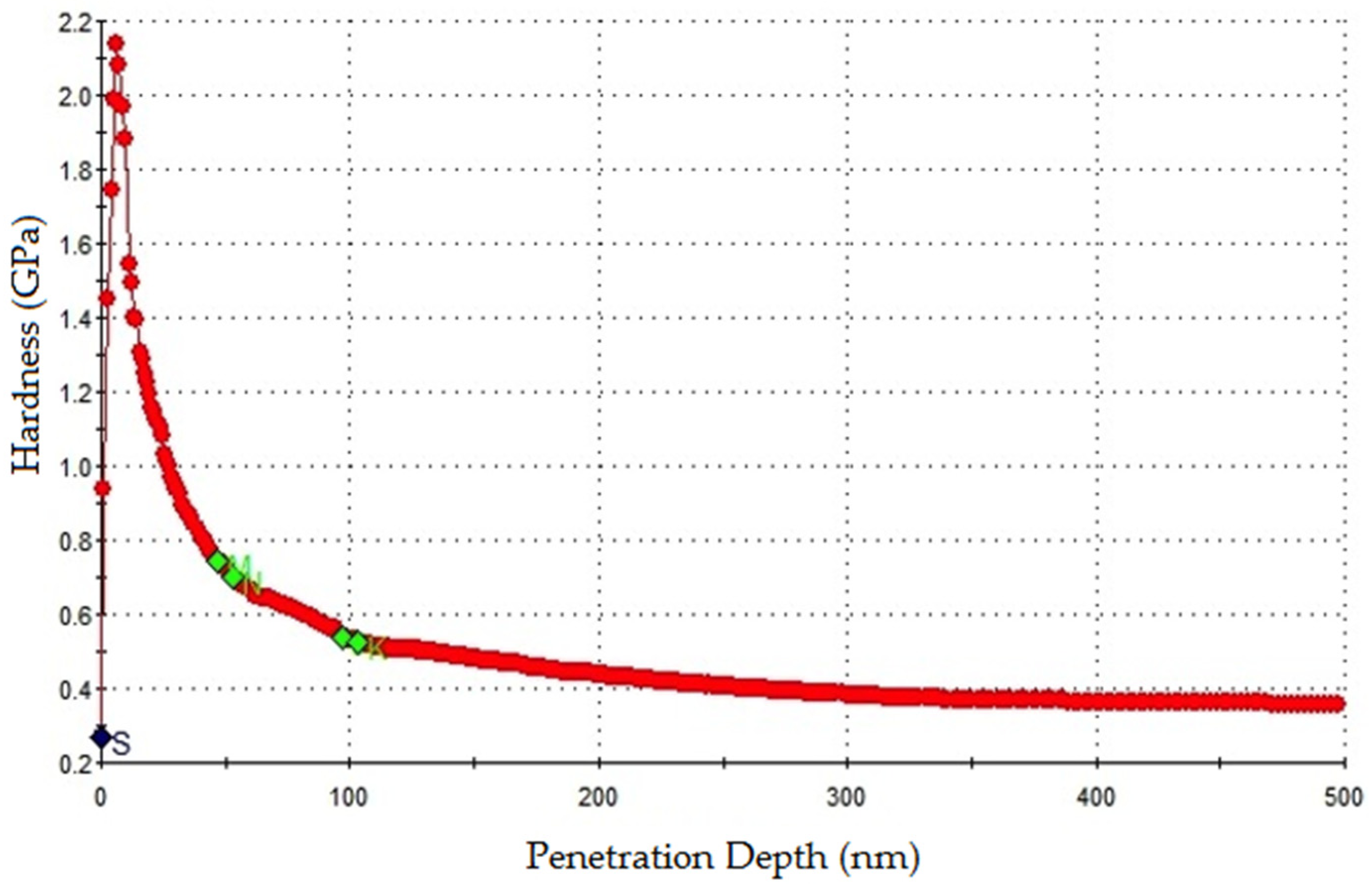
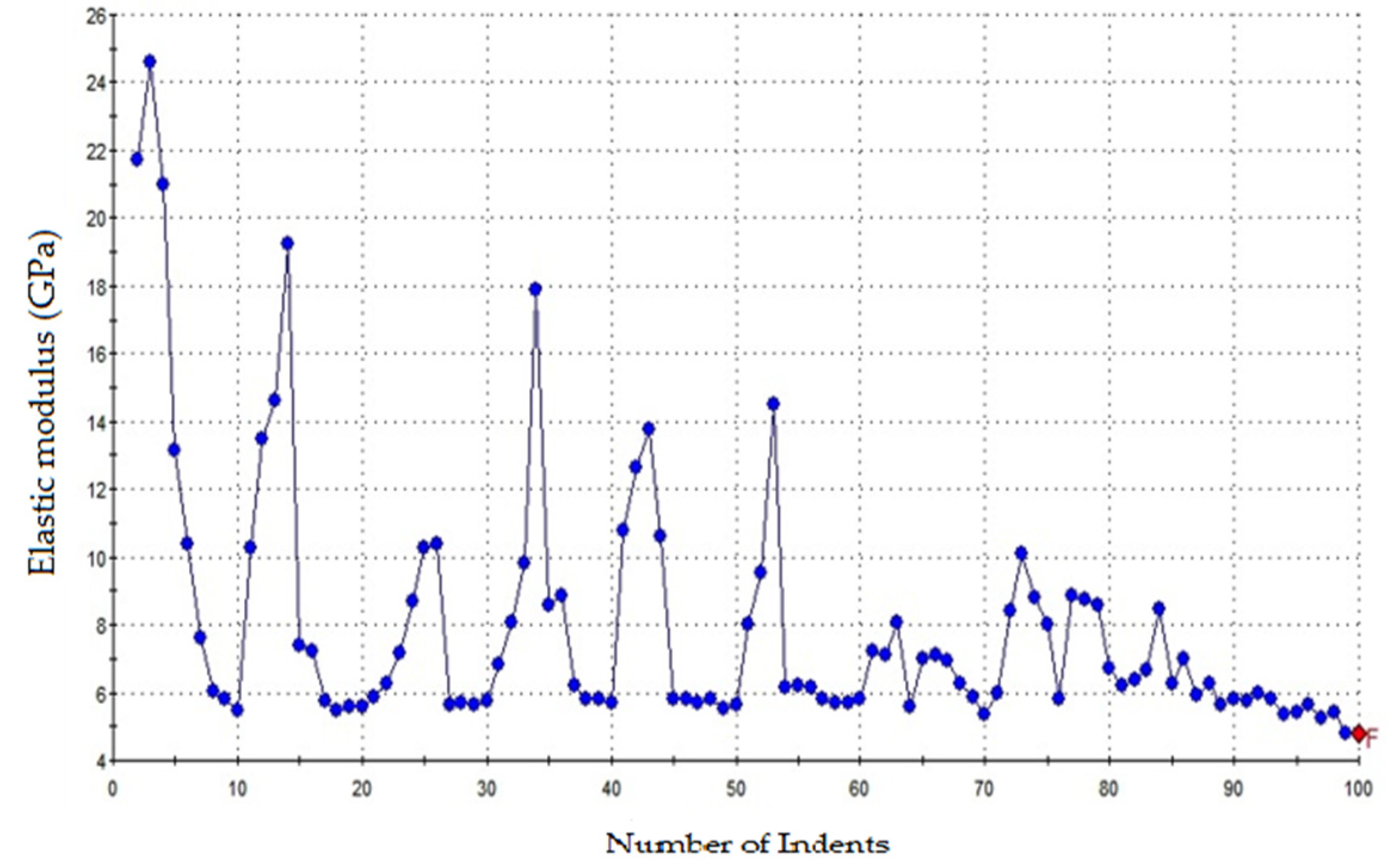
- The frequency distributions of elastic modulus and hardness obtained from nanoindentation indicated that only 20–25% of the coating is composed of glass flakes and balance is of vinyl ester matrix.
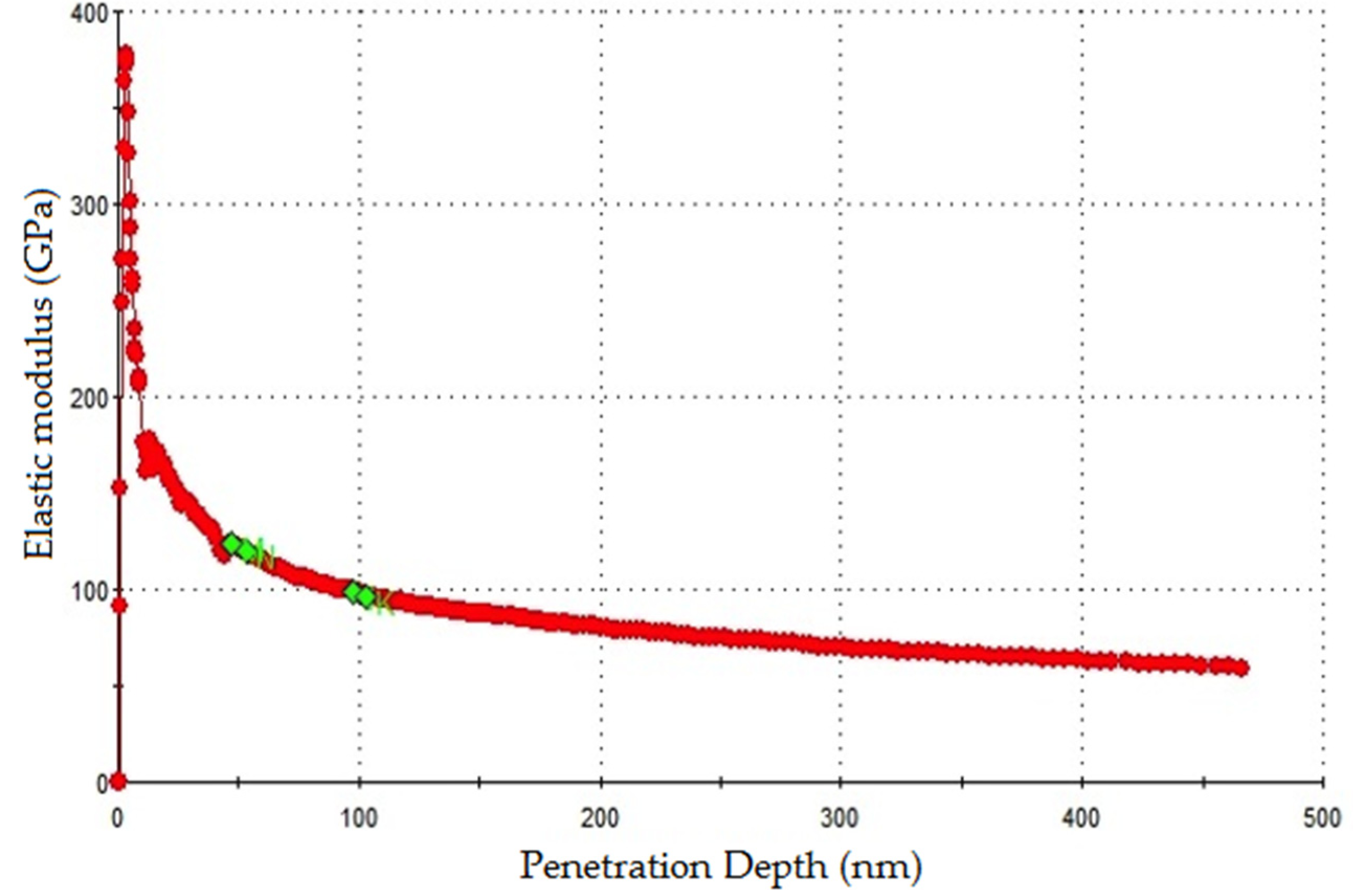
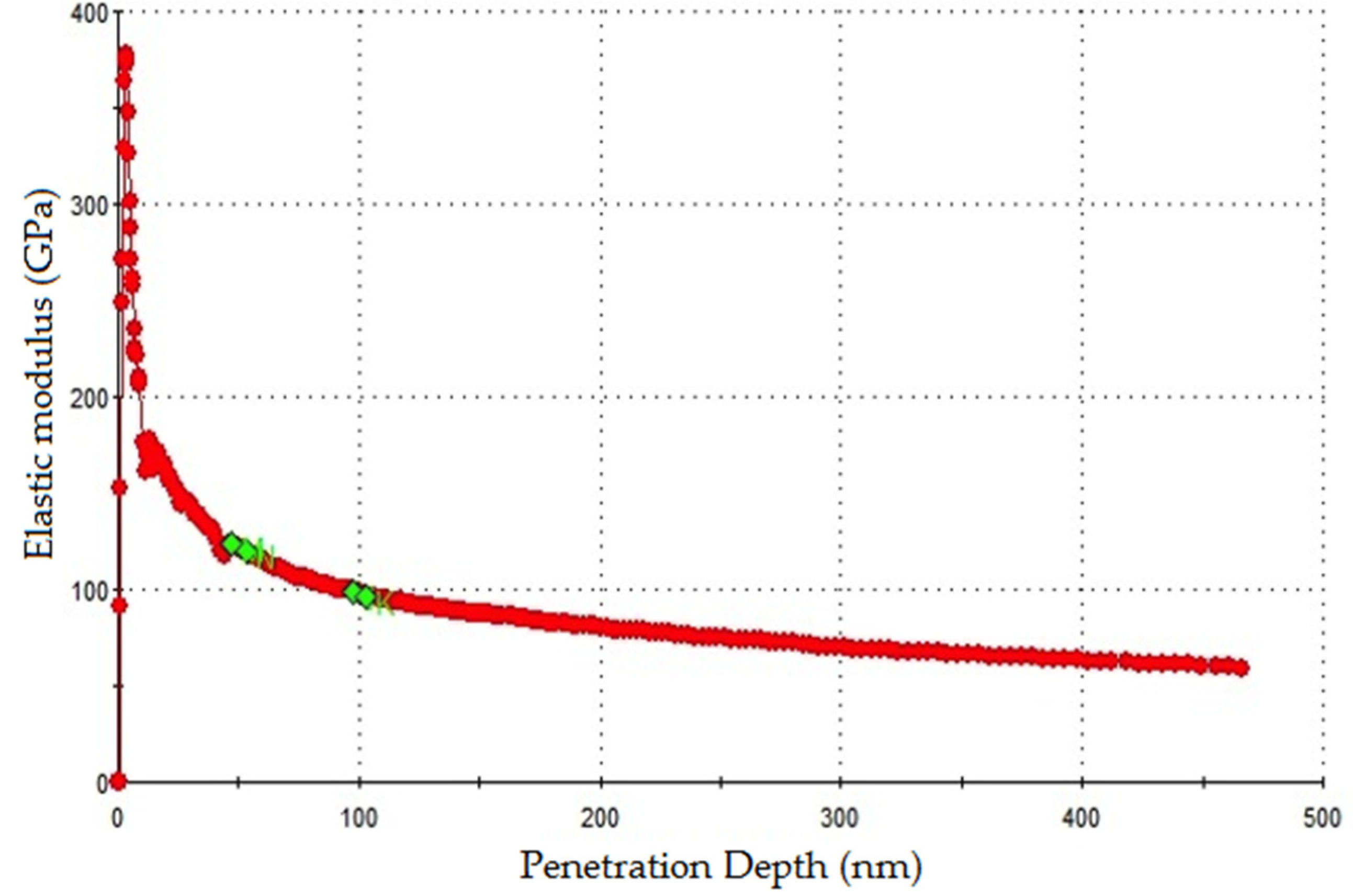
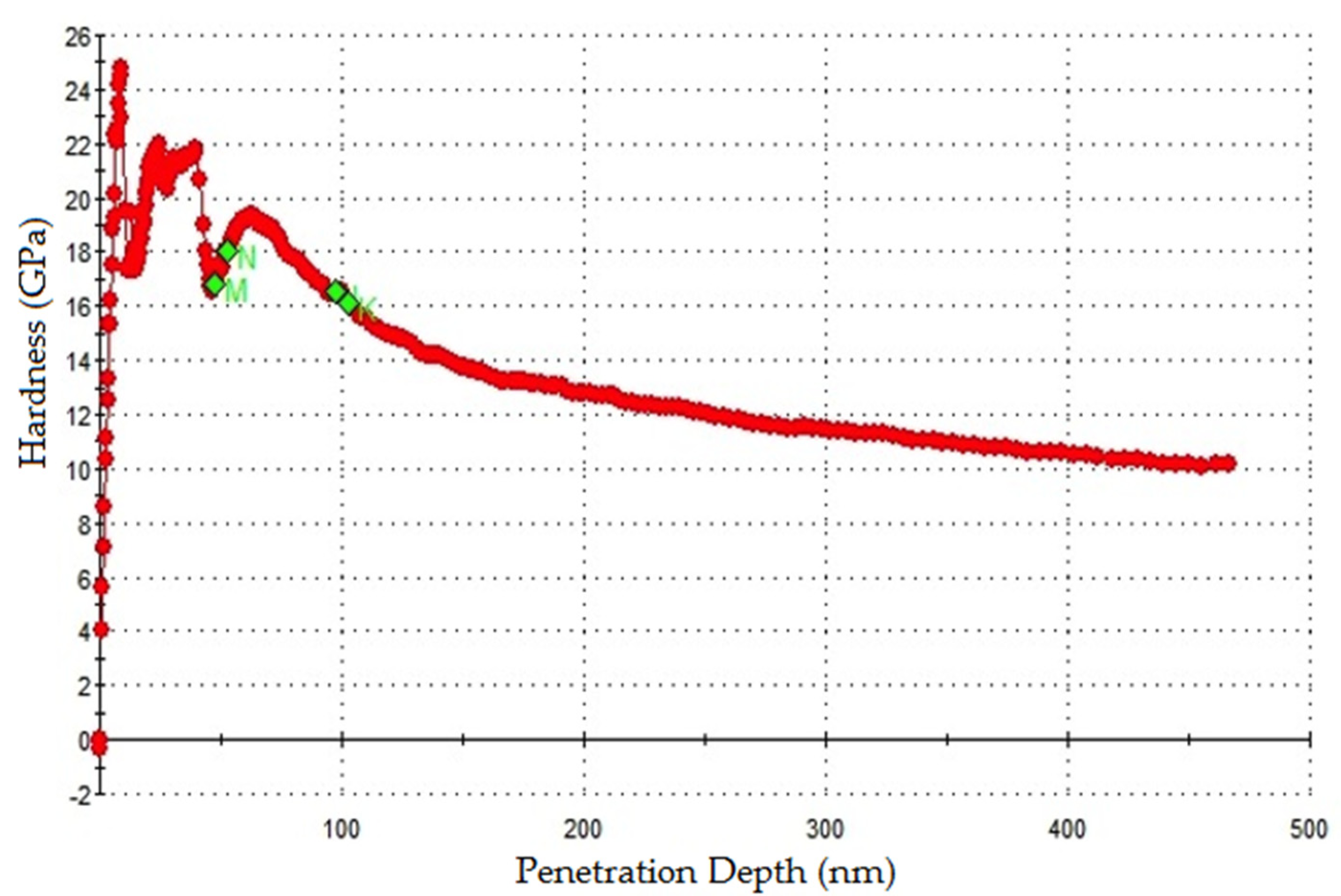
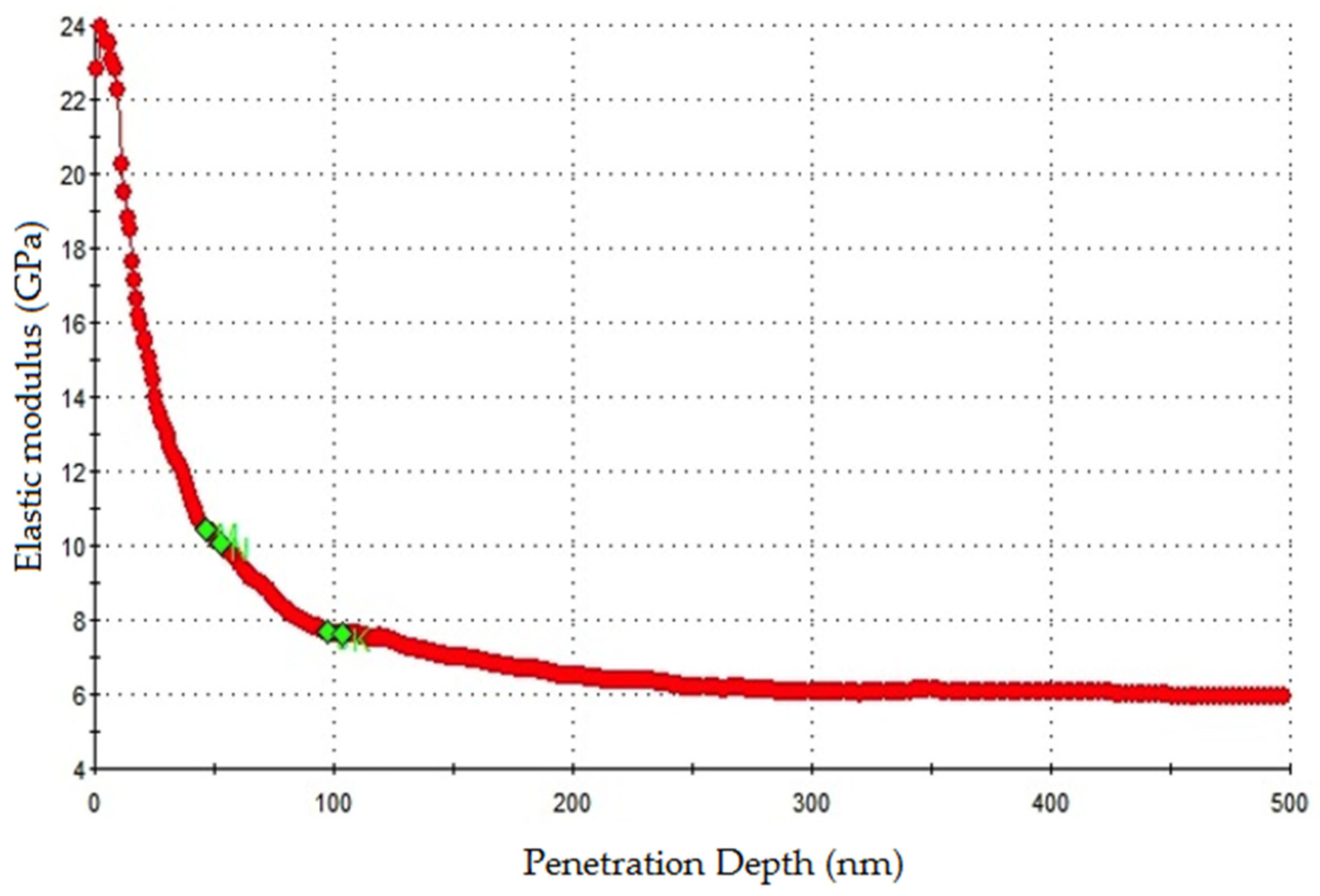
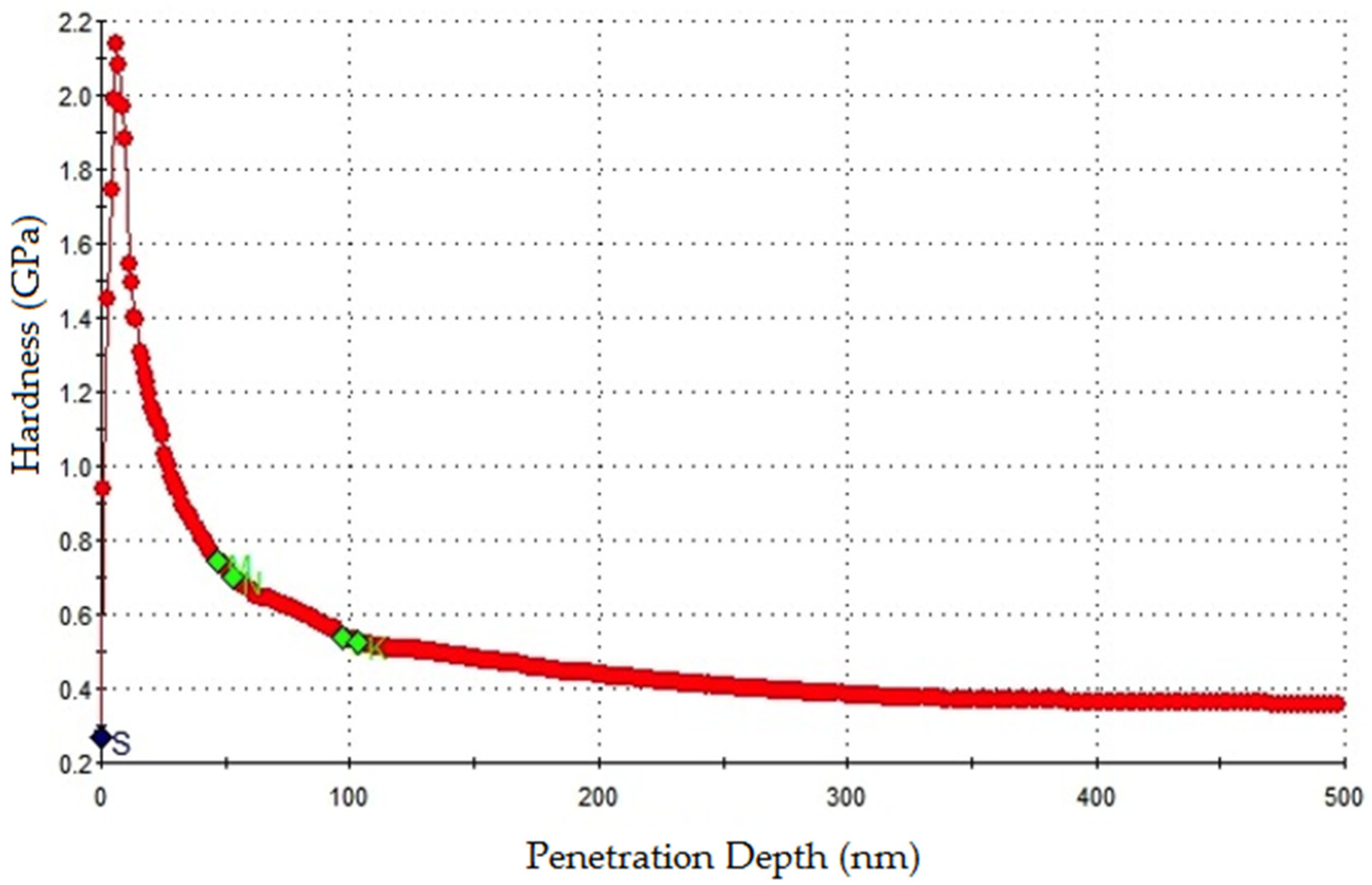
- Both the elastic modulus and hardness decreased with the increase in the depth of penetration and then stabilizes to reach a mean value. The critical depth, at which the material is subject to fail due to external load and abrasion, was found to be around 100 nm.
- Nanoscratch is a simple and accurate technique to evaluate the bond strength of glass flake filled vinyl ester coatings. The mode of failure can also be determined from the nanoscratch test.
Author Contributions
Conflicts of Interest
References
- Hosseini, S.; Heidarpour, A.; Collins, F.; Hutchinson, C.R. Effect of strain ageing on the mechanical properties of partially damaged structural mild steel. Constr. Build. Mater. 2015, 77, 83–93. [Google Scholar] [CrossRef]
- Zhou, C.; Lu, X.; Xin, Z.; Liu, J.; Zhang, Y. Polybenzoxazine/SiO2 nanocomposite coatings for corrosion protection of mild steel. Corros. Sci. 2014, 80, 269–275. [Google Scholar] [CrossRef]
- Yurchenko, R.; Pogrebova, L.; Pilipenko, T.; Shubina, T. Anticorrosive properties of N-acetylmethylpyridinium bromides. Russ. J. Appl. Chem. 2006, 79, 1100–1104. [Google Scholar] [CrossRef]
- Abdallah, M.; Helal, E.A.; Fouda, A.S. Aminopyrimidine derivatives as inhibitors for corrosion of 1018 carbon steel in nitric acid solution. Corros. Sci. 2006, 48, 1639–1654. [Google Scholar] [CrossRef]
- Fayomi, O.S.I.; Popoola, A.P.I.; Aigbodion, V.S. Investigation on microstructural, anti-corrosion and mechanical properties of doped Zn–Al–SnO2 metal matrix composite coating on mild steel. J. Alloys Compd. 2015, 623, 328–334. [Google Scholar] [CrossRef]
- Hosseini, M.G.; Ehteshamzadeh, M.; Shahrabi, T. Protection of mild steel corrosion with Schiff bases in 0.5 M H2SO4 solution. Electrochim. Acta 2007, 52, 3680–3685. [Google Scholar] [CrossRef]
- Shetty, S.D.; Shetty, P.; Nayak, H.V.S. The inhibition action of N-furfuryl-N′-phenyl thiourea on the corrosion of mild steel in acid media. J. Ser. Chem. Soc. 2006, 71, 1073–1082. [Google Scholar] [CrossRef]
- Chowdhury, M.A.; Debnath, U.K.; Nuruzzaman, D.M.; Islam, M. Erosion of mild steel for engineering design and applications. J. Bio- Tribo-Corros. 2017, 3, 34. [Google Scholar] [CrossRef]
- El Azzouzi, M.; Aouniti, A.; Tighadouin, S.; Elmsellem, H.; Radi, S.; Hammouti, B.; El Assyry, A.; Bentiss, F.; Zarrouk, A. Some hydrazine derivatives as corrosion inhibitors for mild steel in 1.0 M HCl: Weight loss, electrochemichal, SEM and theoretical studies. J. Mol. Liq. 2016, 221, 633–641. [Google Scholar] [CrossRef]
- Barbhuiya, S.; Choudhury, I.; Memon, S. Anti-corrosion behavior of VE/GF coatings on mild steel. Int. J. Mater. Res. 2014, 105, 1227–1229. [Google Scholar] [CrossRef]
- Haddadi, S.A.; Mahdavian, M.; Karimi, E. Evaluation of the corrosion protection properties of an epoxy coating containing sol–gel surface modified nano-zirconia on mild steel. RSC Adv. 2015, 5, 28769–28777. [Google Scholar] [CrossRef]
- Yabuki, A.; Kawashima, A.; Fathona, I.W. Self-healing polymer coatings with cellulose nanofibers served as pathways for the release of a corrosion inhibitor. Corros. Sci. 2014, 85, 141–146. [Google Scholar] [CrossRef]
- Galliano, F.; Landolt, D. Evaluation of corrosion protection properties of additives for waterborne epoxy coatings on steel. Prog. Org. Coat. 2002, 44, 217–225. [Google Scholar] [CrossRef]
- Zaarei, D.; Sarabi, A.A.; Sharif, F.; Kassiriha, S.M. Structure, properties and corrosion resistivity of polymeric nanocomposite coatings based on layered silicates. J. Coat. Technol. Res. 2008, 5, 241–249. [Google Scholar] [CrossRef]
- Sobrinho, L.L.; Ferreira, M.; Bastian, F.L. The effects of water absorption on an ester vinyl resin system. Mater. Res. 2009, 12, 353–361. [Google Scholar] [CrossRef]
- Ehsani, M.; Khonakdar, H.A.; Ghadami, A. Assessment of morphological, thermal, and viscoelastic properties of epoxy vinyl ester coating composites: Role of glass flake and mixing method. Prog. Org. Coat. 2013, 76, 238–243. [Google Scholar] [CrossRef]
- Jin, T.; Kong, F.M.; Bai, R.Q.; Zhang, R.L. Anti-corrosion mechanism of epoxy-resin and different content Fe2O3 coatings on magnesium alloy. Front. Mater. Sc. 2016, 10, 367–374. [Google Scholar] [CrossRef]
- Bouzakis, K.D.; Asimakopoulos, A.; Michailidis, N.; Pavlidou, E.; Erkens, G. The inclined impact test, an efficient method to characterize coatings cohesion and adhesion properties. Tribol. Ind. 2005, 27, 3–11. [Google Scholar] [CrossRef]
- Tiwari, A. Nanomechanical analysis of hybrid silicones and hybrid epoxy coatings—A brief review. Adv. Chem. Eng. Sc. 2012, 2, 34–44. [Google Scholar] [CrossRef]
- Hu, H.; Onyebueke, L.; Abatan, A. Characterizing and modeling mechanical properties of nanocomposites —Review and evaluation. J. Miner. Mater. Charact. Eng. 2010, 9, 275–319. [Google Scholar] [CrossRef]
- Herbert, E.G.; Oliver, W.C.; Pharr, G.M. Nanoindentation and the dynamic characterization of viscoelastic solids. J. Phys. D Appl. Phys. 2008, 41, 742–751. [Google Scholar] [CrossRef]
- Roy, S.; Darque-Ceretti, E.; Felder, E.; Raynal, F.; Bispo, I. Experimental analysis and finite element modelling of nanoscratch test applied on 40–120 nm SiCN thin films deposited on Cu/Si substrate. Thin Solid Films 2010, 518, 3859–3865. [Google Scholar] [CrossRef]
- Vencl, A.; Arostegui, S.; Favaro, G.; Zivic, F.; Mrdak, M.; Mitrović, S.; Popovic, V. Evaluation of adhesion/cohesion bond strength of the thick plasma spray coatings by scratch testing on coatings cross-sections. Tribol. Int. 2011, 44, 1281–1288. [Google Scholar] [CrossRef]
- Beake, B.D.; Vishnyakov, V.M.; Harris, A.J. Nano-scratch testing of (Ti,Fe)Nx thin films on silicon. Surf. Coat. Technol. 2017, 309, 671–679. [Google Scholar] [CrossRef]
- Kabir, M.S.; Munroe, P.; Zhou, Z.; Xie, Z. Scratch adhesion and tribological behaviour of graded Cr/CrN/CrTiN coatings synthesized by closed-field unbalanced magnetron sputtering. Wear 2017, 380, 163–175. [Google Scholar] [CrossRef]
- Yu, H.; Zhang, W.; Wang, H.; Guo, Y.; Wei, M.; Song, Z.; Wang, Y. Bonding and sliding wear behaviors of the plasma sprayed NiCrBSi coatings. Tribol. Int. 2013, 66, 105–113. [Google Scholar] [CrossRef]
- ASTM D1876-08(2015)e1 Standard Test Method for Peel Resistance of Adhesives (T-Peel Test); ASTM International: West Conshohocken, PA, USA, 2015.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coating Thickness (μm) | Cone Length, Lx (μm) | Cone Width, 2Ly (μm) | Projected Cone Area, A (μm2) | Mode of Failure |
|---|---|---|---|---|
| 300 | 7.16 | 8.96 | 32.08 | Adhesion failure |
| 600 | 5.36 | 7.25 | 19.43 | Cohesion failure |
| 900 | 3.59 | 4.46 | 8.02 | Cohesion failure |
| 1200 | 6.42 | 7.14 | 22.85 | Adhesion/Cohesion failure |
| Coating Thickness (μm) | Bond Strength (MPa) | Mode of Failure |
|---|---|---|
| 300 | 32.2 | Adhesion failure |
| 600 | 48.6 | Cohesion failure |
| 900 | 59.0 | Cohesion failure |
| 1200 | 46.7 | Adhesion/Cohesion failure |
| Indentation Grids | Elastic Modulus (GPa) | Hardness (GPa) | ||||
|---|---|---|---|---|---|---|
| Mean | Std. Dev. | % COV | Mean | Std. Dev. | % COV | |
| Grid 1 | 5.466 | 1.854 | 33.91 | 0.256 | 0.107 | 41.88 |
| Grid 2 | 8.014 | 9.759 | 121.7 | 0.682 | 1.211 | 177.53 |
| Grid 3 | 14.761 | 16.284 | 110.32 | 1.534 | 2.295 | 149.62 |
| Grid 4 | 12.141 | 19.223 | 158.33 | 1.057 | 2.585 | 244.56 |
| Grid 5 | 9.103 | 10.858 | 119.29 | 0.566 | 1.031 | 181.97 |
| Grid 6 | 6.45 | 4.638 | 71.91 | 0.373 | 0.661 | 177.15 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Barbhuiya, S.; Choudhury, M.I. Nanoscale Characterization of Glass Flake Filled Vinyl Ester Anti-Corrosion Coatings. Coatings 2017, 7, 116. https://doi.org/10.3390/coatings7080116
Barbhuiya S, Choudhury MI. Nanoscale Characterization of Glass Flake Filled Vinyl Ester Anti-Corrosion Coatings. Coatings. 2017; 7(8):116. https://doi.org/10.3390/coatings7080116
Chicago/Turabian StyleBarbhuiya, Salim, and Mohammad Ikbal Choudhury. 2017. "Nanoscale Characterization of Glass Flake Filled Vinyl Ester Anti-Corrosion Coatings" Coatings 7, no. 8: 116. https://doi.org/10.3390/coatings7080116
APA StyleBarbhuiya, S., & Choudhury, M. I. (2017). Nanoscale Characterization of Glass Flake Filled Vinyl Ester Anti-Corrosion Coatings. Coatings, 7(8), 116. https://doi.org/10.3390/coatings7080116