1. Introduction
Conventional thermal spraying uses high-temperature flames, such as combustion gas, arc, or plasma flames. The metal materials being sprayed are subjected to one of these high-temperature flames and sprayed onto a substrate. The sprayed material then fuses completely and becomes stacked on the substrate to produce coatings. The problem with thermal spraying of metal materials is that the sprayed metal coatings immediately react to form oxide layers during the spraying process. These oxide layers in metal coatings deteriorate their properties, i.e., mechanical strength as well as wear and corrosion resistance.
The recent advent of cold-spray techniques has been a great development for the deposition of metal coatings [
1]. A cold-spray gas is used at temperatures below the melting point of the sprayed metals; these sprayed metal materials are therefore in a solid state during cold spraying. As a result, cold-sprayed metal coatings are not fused particles stacked to form a coating, as with thermal-sprayed coatings, but rather solid particles stacked on the substrate by plastic deformation. As a result, cold-sprayed coatings contain little oxide.
For cold-spray processes, it was previously reported that the use of helium propellant gas was superior to that of nitrogen in terms of the deposition efficiency of Cu powder [
2]. Thus, it is preferable to use helium for producing a dense coating. However, helium gas is expensive, and thus inexpensive nitrogen gas is still widely used in many industries. Copper and aluminum have been reported to successfully form dense coatings with the use of nitrogen propellant gas [
3]. However, it is difficult to produce cold-sprayed austenitic stainless steel coatings using nitrogen propellant gas. Austenitic stainless steel exhibits work hardening and resists plastic deformation, but when the sprayed particles are stacked on the substrate, the sprayed particle velocity with nitrogen propellant gas is significantly lower than with helium propellant gas at the same gas temperature [
4,
5,
6,
7]. As a result, the stacked stainless steel particles on the substrate do not deform completely, resulting in many voids between the stacked particles.
It has also been reported that cold-sprayed 316L stainless steel coatings using nitrogen propellant gas exhibited a porous microstructure as opposed to coatings using helium propellant gas, whereas the use of a heat treatment up to 800 °C enabled the same coating microstructures to be dense [
8]. In addition, stainless steel 316L powder mixed with Co-Cr powder has been cold-sprayed using nitrogen propellant gas, and heat treatments were found to cause densification and porosity reduction of the coating microstructures [
9]. We have previously investigated low-temperature plasma nitriding for AISI 316L coatings using a cold-spray technique to enhance the wear resistance while maintaining the corrosion resistance [
10]. In that work, cold-sprayed AISI 316L coatings using nitrogen propellant gas also exhibited porous microstructures; subsequently, laser annealing was performed. As a result, the pores and cracks in the coatings disappeared completely. Furthermore, by using an optimized rectangular divergent cold-spray nozzle, sprayed stainless steel 316L coatings were fabricated successfully as dense microstructures when using nitrogen propellant gas [
11].
A porous microstructure significantly deteriorates the corrosion resistance, wear resistance, and mechanical strength of sprayed coatings. As explained above, it seems to be challenging to achieve as-sprayed AISI 316L coatings, using nitrogen as the propellant gas, that are amenable to industrial applications without subsequent heating treatments, the addition of other metals, or modifications to the cold-spray nozzle.
Some papers investigating the cold-spray conditions for AISI 316L coatings have previously been published [
4,
12,
13,
14]. However, those papers discussed individual cold-spray conditions and did not consider all cold-spray conditions as a whole. Indeed, there seems to be a lack of consideration of the effects of combining various spray conditions on coating microstructures. In the current paper, we discuss the integration of various cold-spray conditions, such as the propellant gas temperature and pressure, sprayed particle diameter, and standoff distance from the nozzle to the substrate, while also including measurements of the coating hardness. As the result, various cold-spray conditions were optimized to achieve a dense AISI 316L stainless steel-coating microstructure.
2. Experimental Procedure
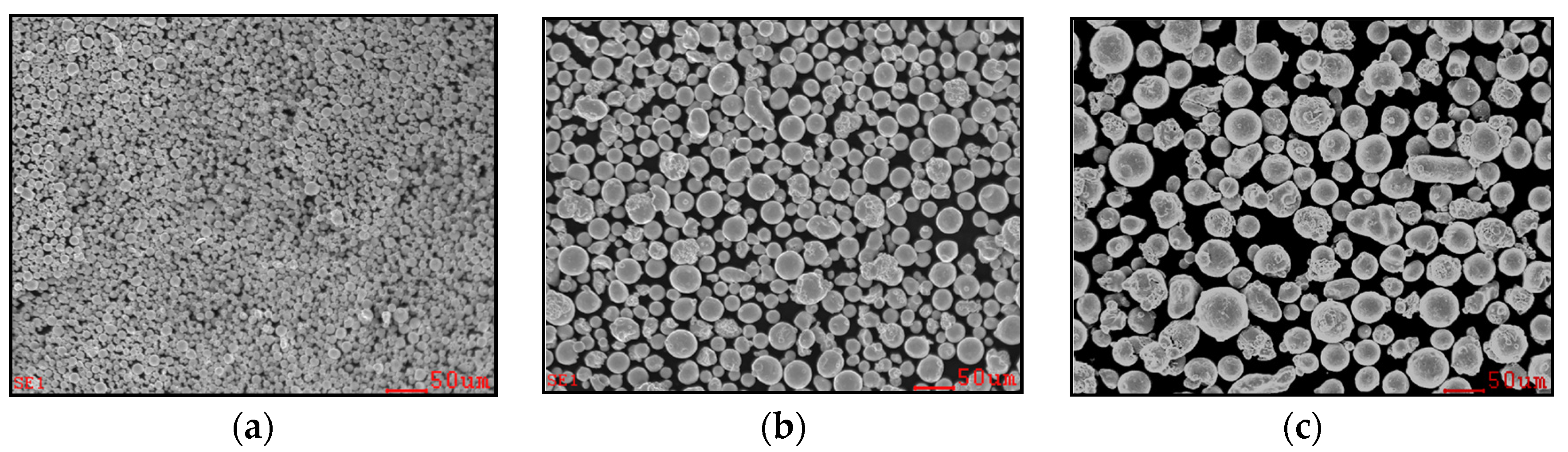
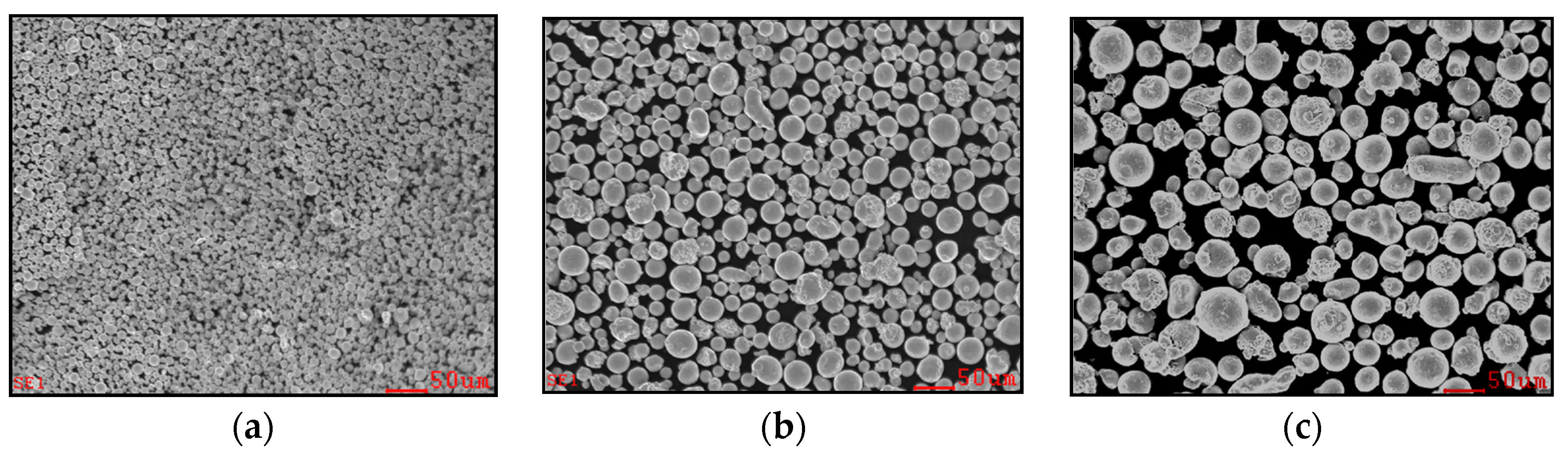
The substrate used was an AISI 316L stainless steel plate with dimensions of 25 mm × 55 mm × 5 mm, and the spraying materials were AISI 316L stainless steel powders with particle diameters of 5–20, 10–45, and 20–53 µm, as shown in the scanning electron microscope (SEM) images in
Figure 1. Cold spraying was performed with a CGT Kinetics 4000 (Winterthur, Switzerland) system with nitrogen as the propellant gas, using the cold spray parameter values listed in
Table 1. The sprayed-coating thickness was approximately 400 µm.
Cross-sections of the cold-sprayed AISI 316L coatings were polished and observed using an optical microscope. The porosities of the cold-sprayed AISI 316L coatings were measured using commercially available image analysis software for photographs of the AISI 316L coating cross-sections.
The hardness values of the AISI 316L coating cross-sections at approximately the through-thickness center were measured using a Vickers tester (HMV-2000; Shimadzu, Kyoto, Japan) at a test load of 0.098 N. The Vickers test for each sample was repeated eight times, and the lowest and highest values were excluded.
3. Results and Discussion
3.1. Effects of Nitrogen Propellant Gas Temperature and Pressure
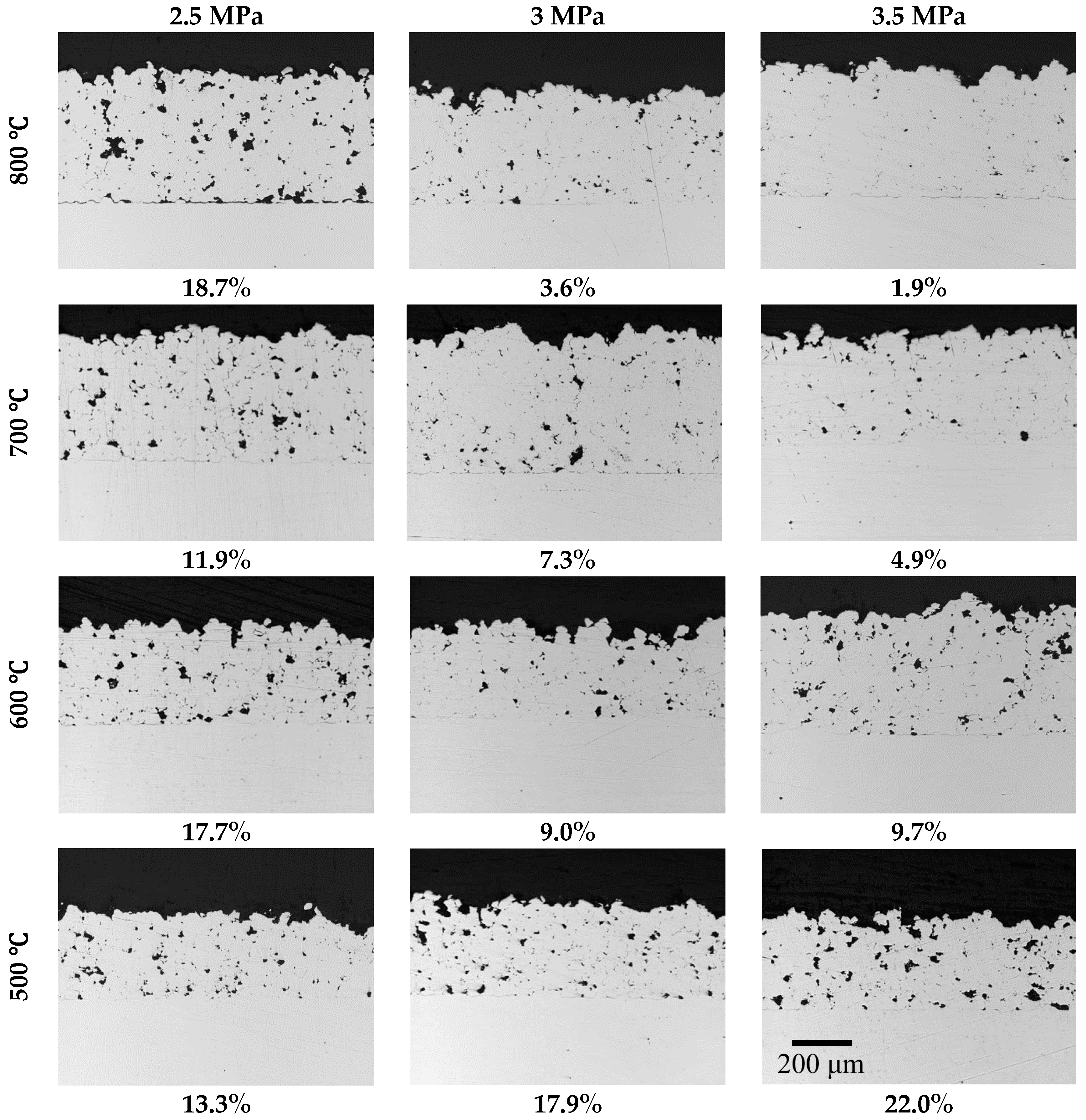
The effects of the nitrogen propellant gas temperature and pressure on cold-sprayed AISI 316L coatings were investigated. The cold-spray conditions were: cold-sprayed AISI 316L powder particle diameters of 10–45 μm, standoff distance from the nozzle to the substrate of 15 mm, and spray nozzle traverse speed of 150 mm/s.
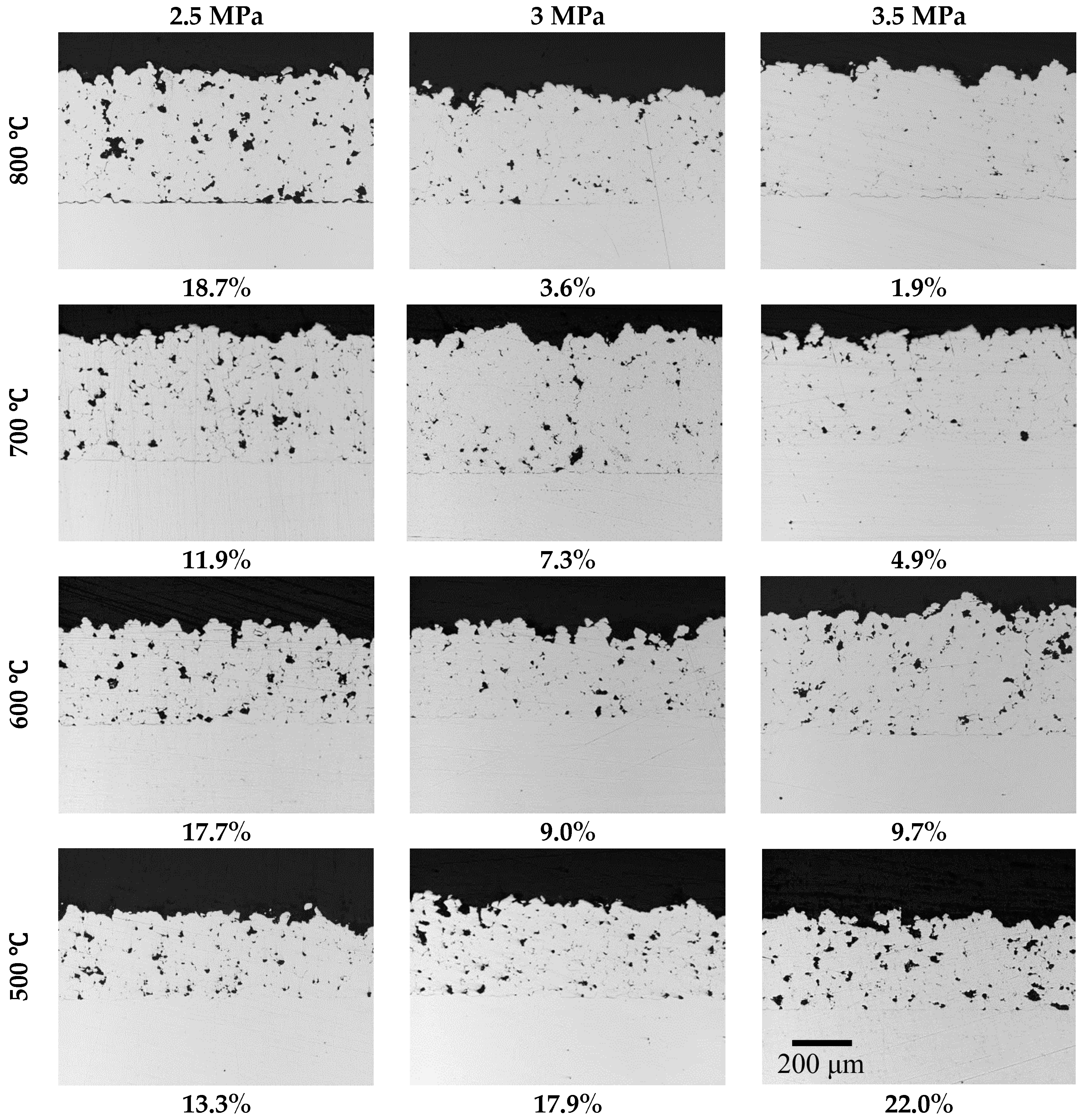
Figure 2 shows the microstructures of the cross sections of the cold-sprayed AISI 316L coatings at various propellant gas temperatures and pressures. When the propellant gas pressure was 2.5 MPa, the spray-coating microstructures showed significant numbers of pores and cracks at all gas temperatures; the porosities of those coatings were 11.9%–18.7%. At propellant gas pressures of 3 and 3.5 MPa, the densities of the AISI 316L coating microstructures increased with the increasing gas temperature. The porosities of the AISI 316L coatings with a gas pressure of 3 MPa were 3.6%–17.9%, while those with a gas pressure of 3.5 MPa were 1.9%–22%. The cold-sprayed AISI 316L particles at a propellant gas pressure of 2.5 MPa were considered not to reach high enough velocities to induce plastic deformation on the substrate during the coating process due to the insufficient propellant gas flow. On the other hand, the AISI 316L particles at 3 and 3.5 MPa would be accelerated by the high-pressure propellant gas flow. As a result, the particles can reach high enough velocities to become considerably deformed on the substrate.
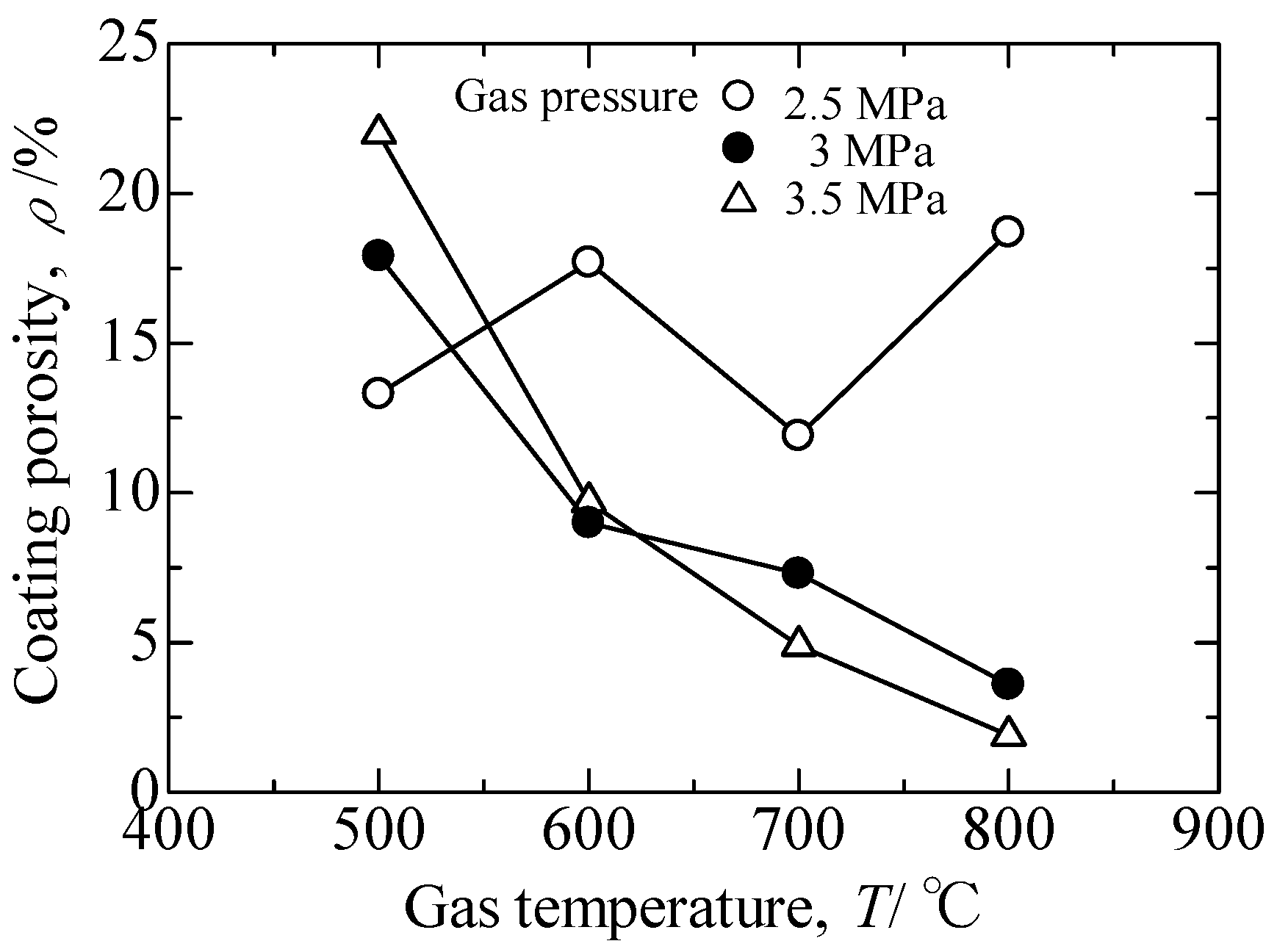
The propellant gas temperature also had a great influence on the AISI 316L coating microstructures.
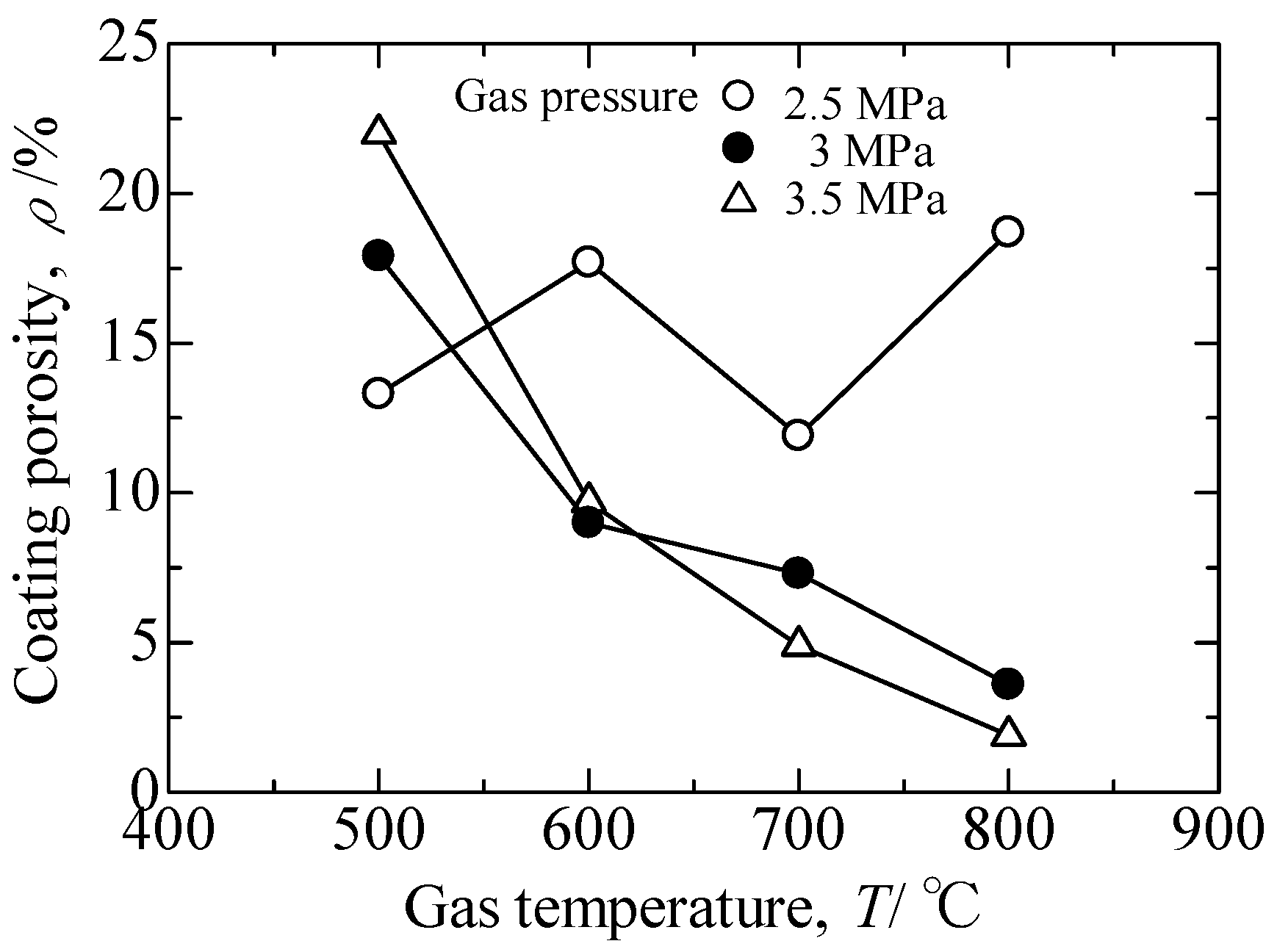
Figure 3 shows the porosities of the AISI 316L coatings as a function of gas temperature. At a propellant gas temperature of 500 °C, the AISI 316L coatings exhibited porous structures, even at gas pressures of 3 and 3.5 MPa. The porosities of the AISI 316L coatings at a gas temperature of 800 °C and pressures of 3 and 3.5 MPa were low at 3.6% and 1.9%, respectively, indicating dense microstructures. These results indicate that, when the cold-sprayed AISI 316L particles reach sufficient velocity at a certain high temperature, plastic deformation of the sprayed particles on the substrate can easily occur. The densest coating structures with the fewest cracks and pores were obtained at a gas temperature of 800 °C and pressure of 3.5 MPa. Thus, the cold-sprayed AISI 316L coatings were found to require high-pressure and temperature propellant gas conditions in order to produce dense microstructures.
Villa et al. reported that the cold-spray conditions of cold-sprayed 316L coating on an Al alloy substrate optimized for a dense microstructure were the highest propellant gas temperature and pressure in a cold gas spray system, and the gas temperature had a larger influence on the coating microstructure than the gas pressure [
13]. Using an AISI 316L stainless steel substrate, the results obtained here also show that the highest propellant gas temperature and pressure were optimal. However, our results indicate that the propellant gas pressure had a significant impact on the coating porosity. Since the Al alloy is a soft material, it could deform easily when impacted by cold-sprayed AISI 316L particles. The AISI 316L stainless steel substrate, on the other hand, would be expected to have higher resistance to deformation. Accordingly, the propellant gas pressure of 2.5 MPa did not result in the critical velocity needed to deposit dense coatings.
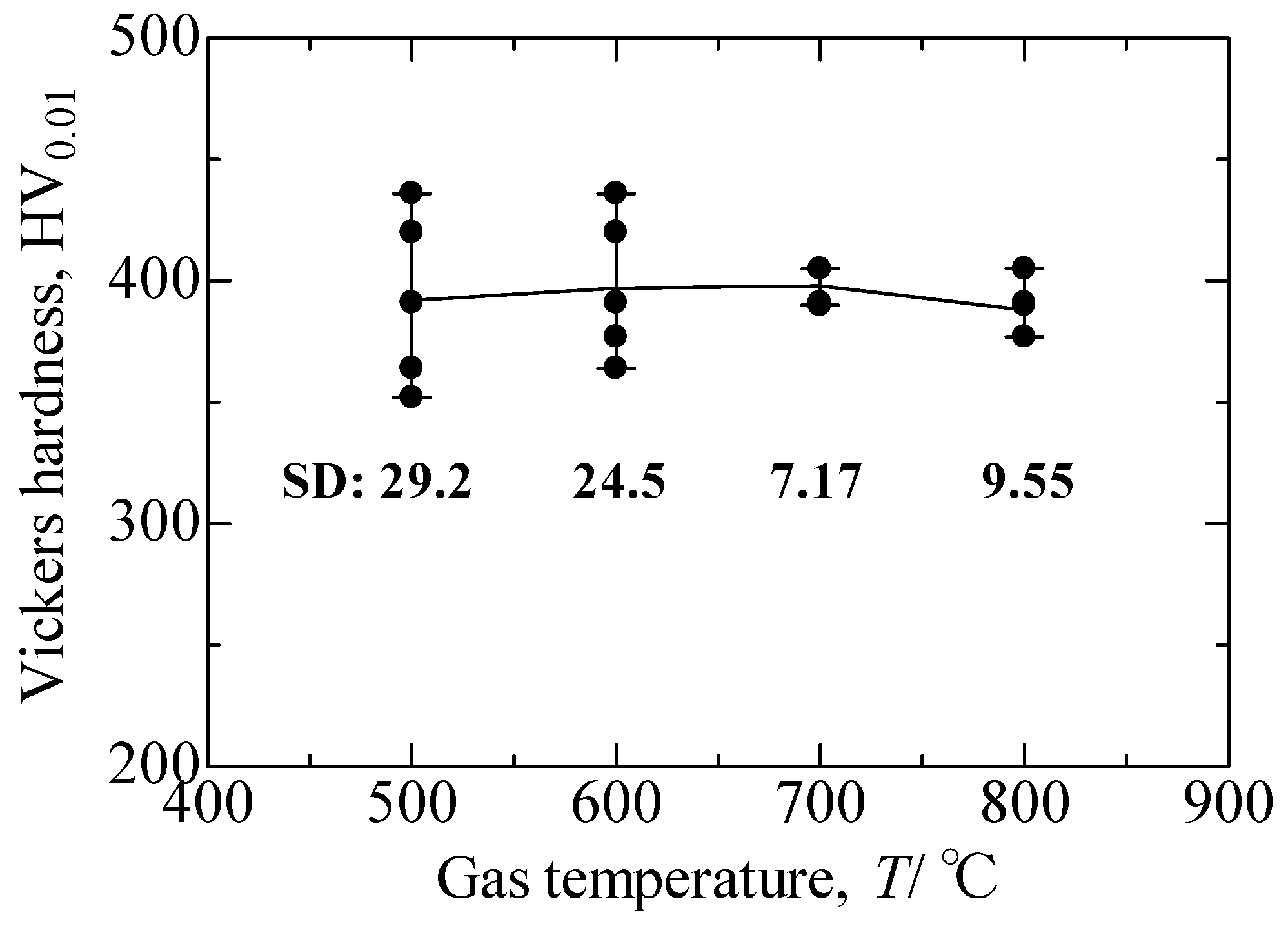
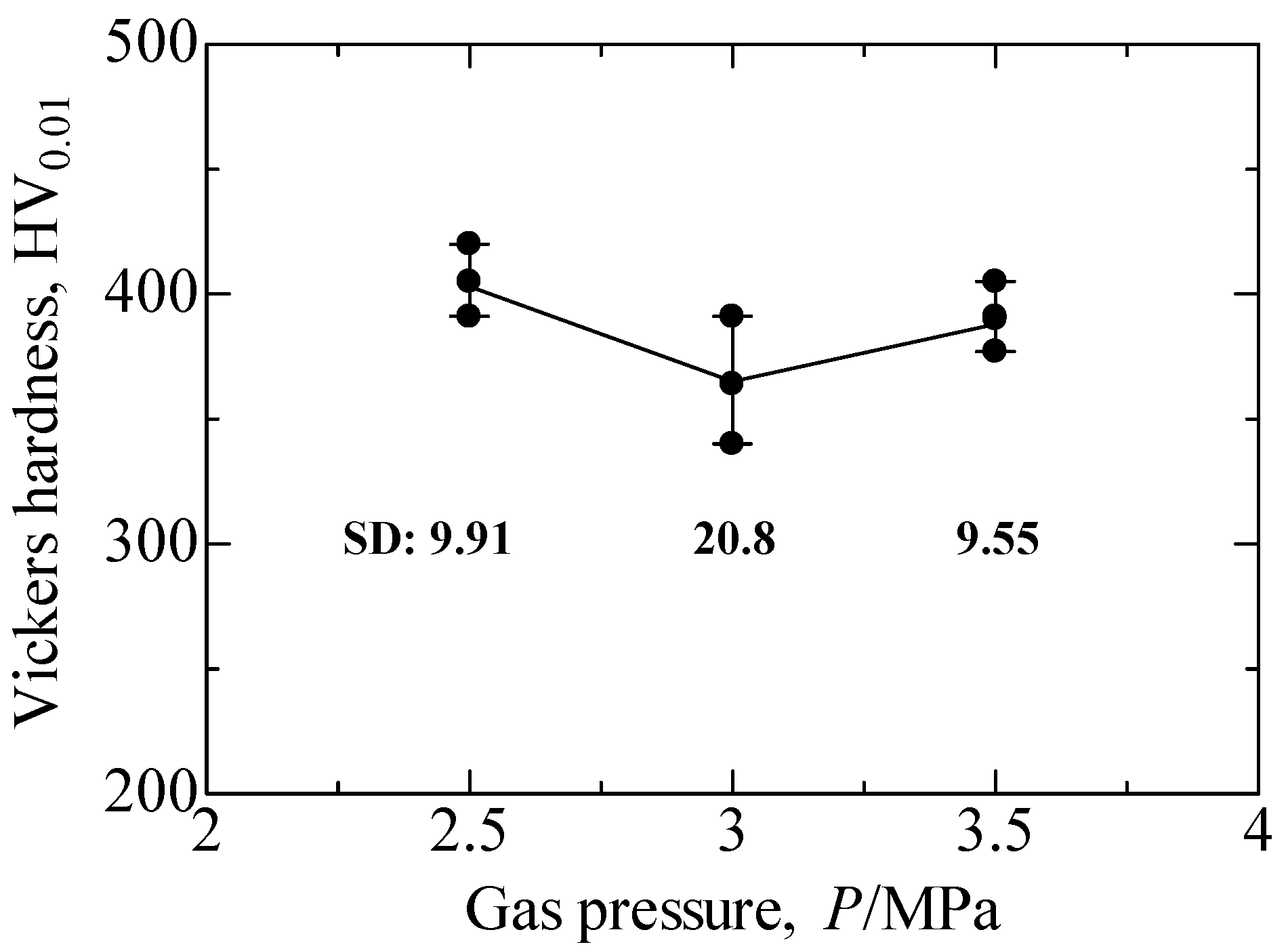
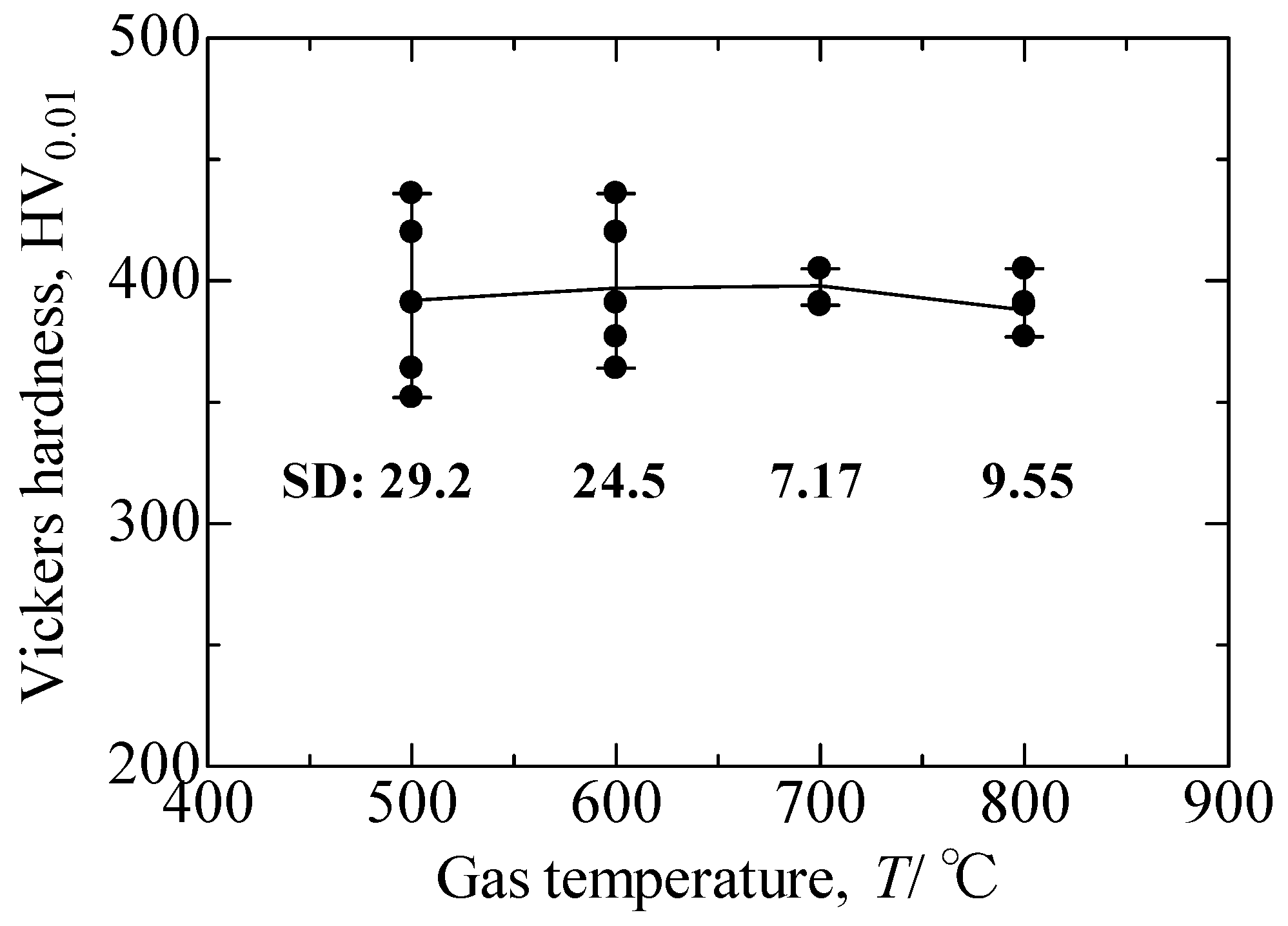
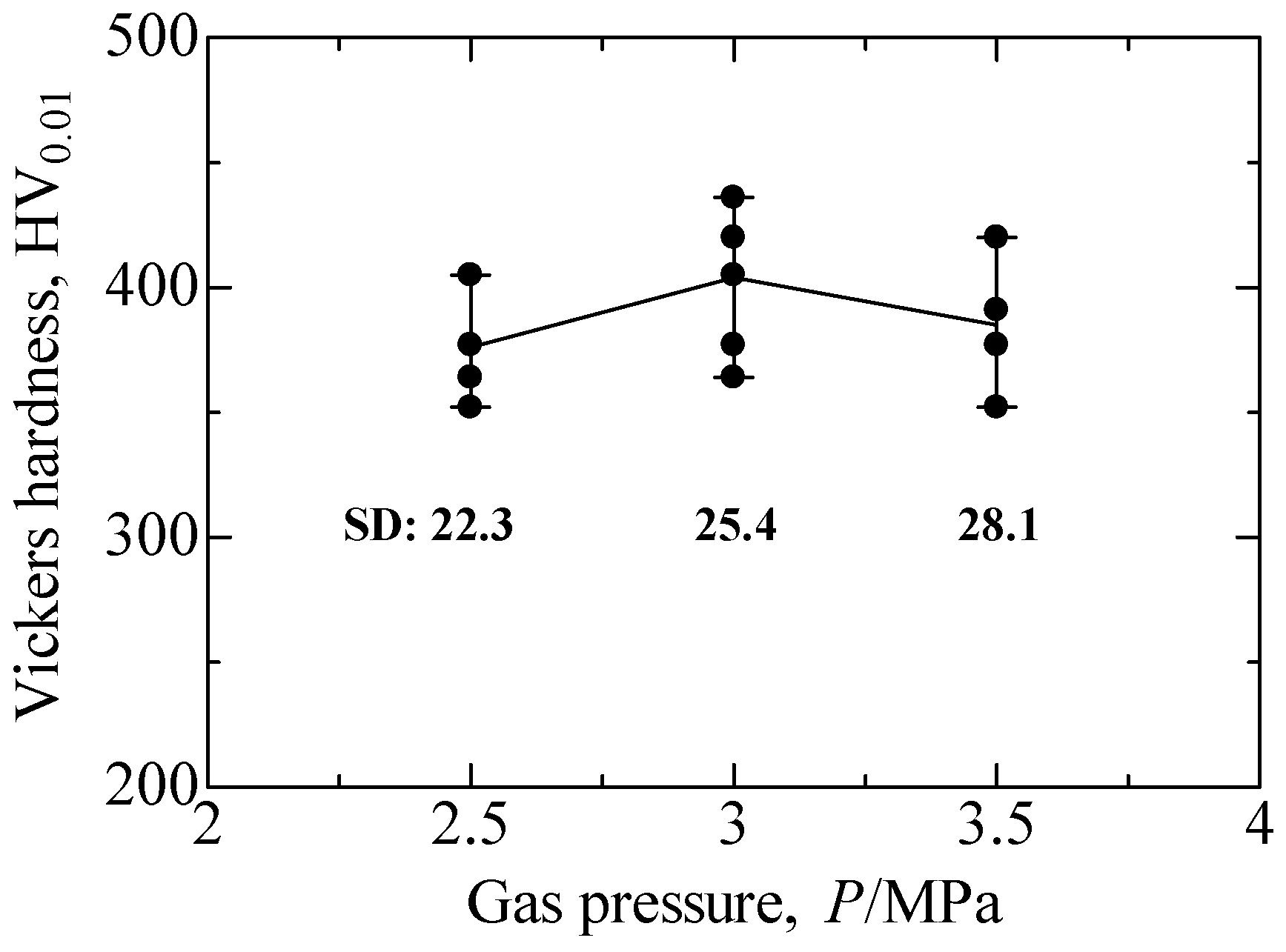
The Vickers hardness of cross sections of the AISI 316L coatings with various propellant gas temperatures at the gas pressure of 3.5 MPa is shown in
Figure 4. The average hardness remained constant at about 400 HV regardless of the gas temperatures. The measured hardness of 400 HV is relatively high compared to that of normal AISI 316L stainless steel, indicating that work hardening occurred. The lower and upper hardness limits at 700 and 800 °C occurred over a narrow range compared to those at 500 and 600 °C. The standard deviations of the hardness also suggest that the variation in hardness at temperatures of 700 and 800 °C was small compared to that at 500 and 600 °C. The latter indicates that the AISI 316L particles sprayed at 700 and 800 °C were softened by the higher temperature and deformed uniformly on the substrate.
Figure 3 showed that the coating porosity decreased with increasing gas temperature at the gas pressure of 3.5 MPa. As mentioned, an increase in propellant gas temperature leads to greater velocity and allows greater compaction of coatings [
12]. Thus, the sprayed AISI 316L particles at high gas temperatures deformed sufficiently on the substrate due to the synergetic effects of the softening of sprayed AISI 316L particles and higher compaction. Consequently, the AISI 316L coatings formed a dense microstructure.
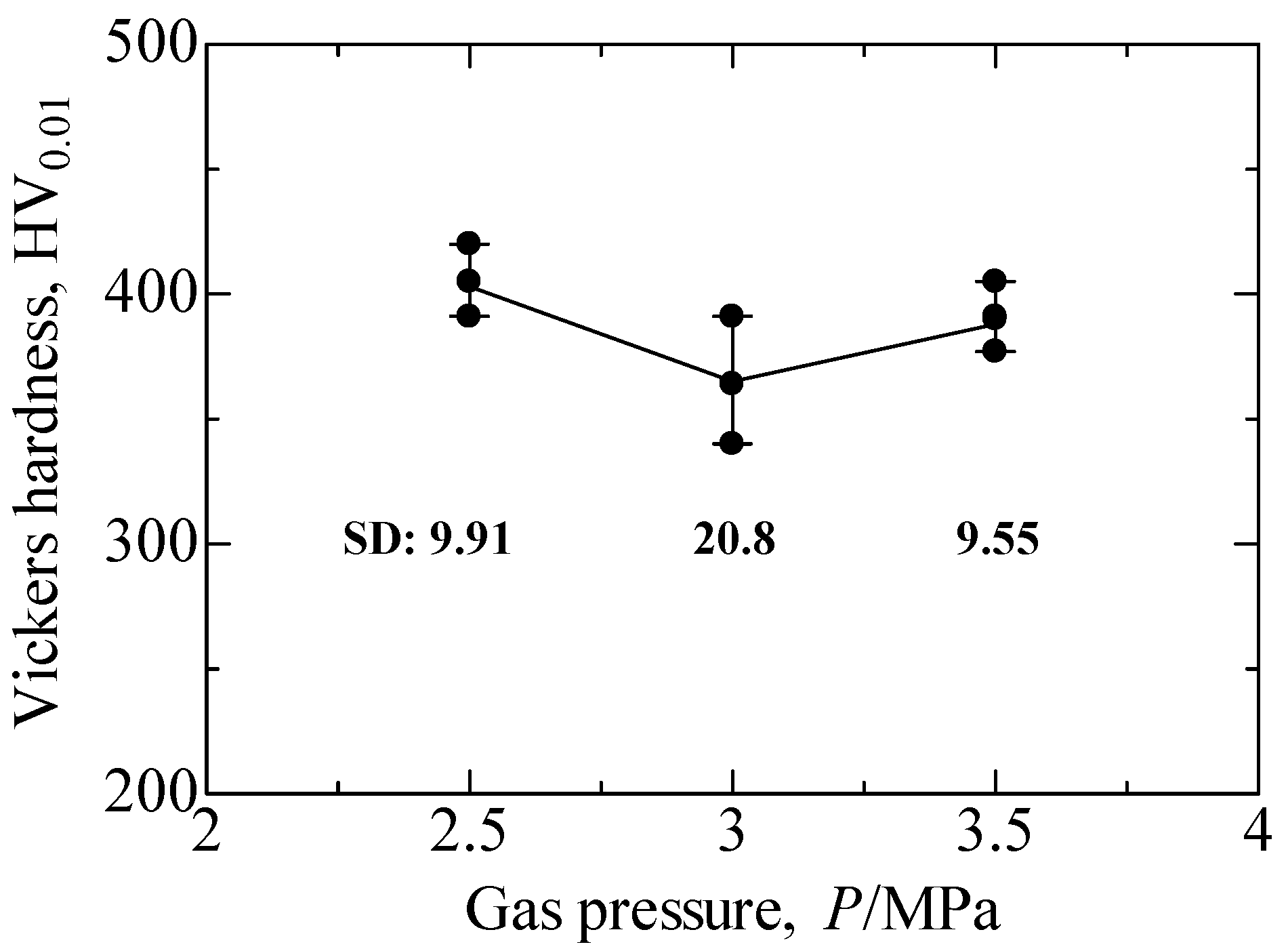
Figure 5 shows the Vickers hardness of cross sections of AISI 316L coatings with various propellant gas pressures at 800 °C. The coating hardness seems to be constant irrespective of the used gas pressure. In
Figure 3, the coating porosity decreased with an increase in gas pressure. It thus seems that the velocity of the sprayed AISI 316L particles increased with an increase in gas pressure, achieving limited coating porosity due to sufficient deformation of the sprayed AISI 316L particles on the substrate. However, the hardness of these AISI 316L coatings did not show any appreciative variation, which means that the sprayed AISI 316L particles were processed at almost identical rates at any gas pressure. Therefore, the AISI 316L coating porosity was considered to be significantly affected by slight changes in the deformation of the sprayed AISI 316L particles.
3.2. Effects of Cold-Sprayed AISI 316L Powder Diameter
The effects of the particle diameter of cold-sprayed AISI 316L powders on the coating microstructures were also examined. The AISI 316L powder diameters were increased to 20–53 µm from the prior diameters of 10–45 µm; that is, the mean particle diameter was enlarged by approximately 10 µm.
The cold-spray conditions were a nitrogen propellant gas temperature of 800 °C and pressures of 2.5, 3 and 3.5 MPa. The nozzle standoff distance from the substrate was 15 mm, and the spray nozzle traverse speed was 150 mm/s; these conditions were the same as those reported in the previous
Section 3.1.
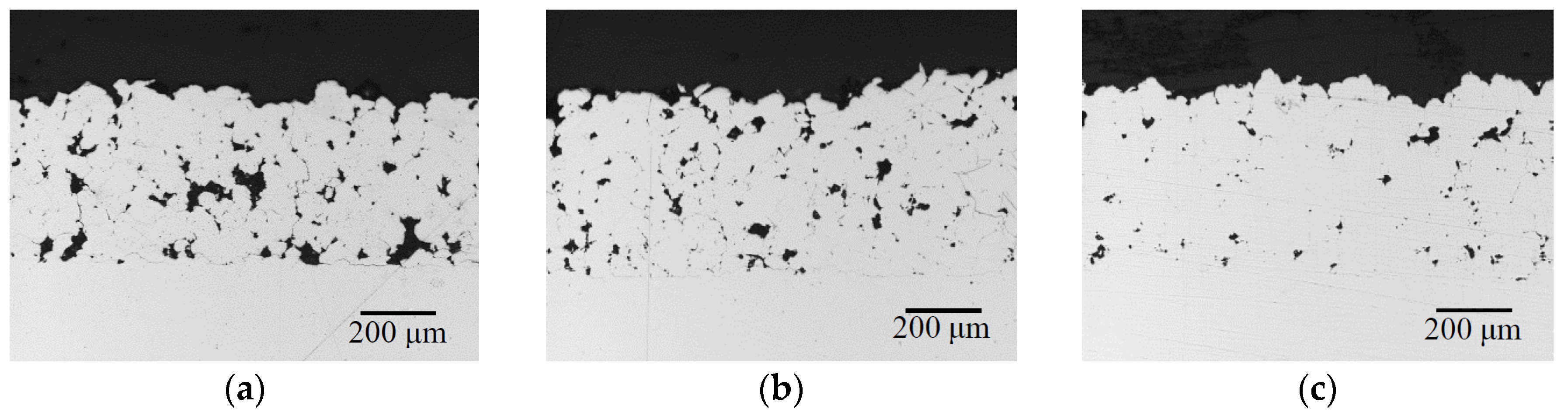
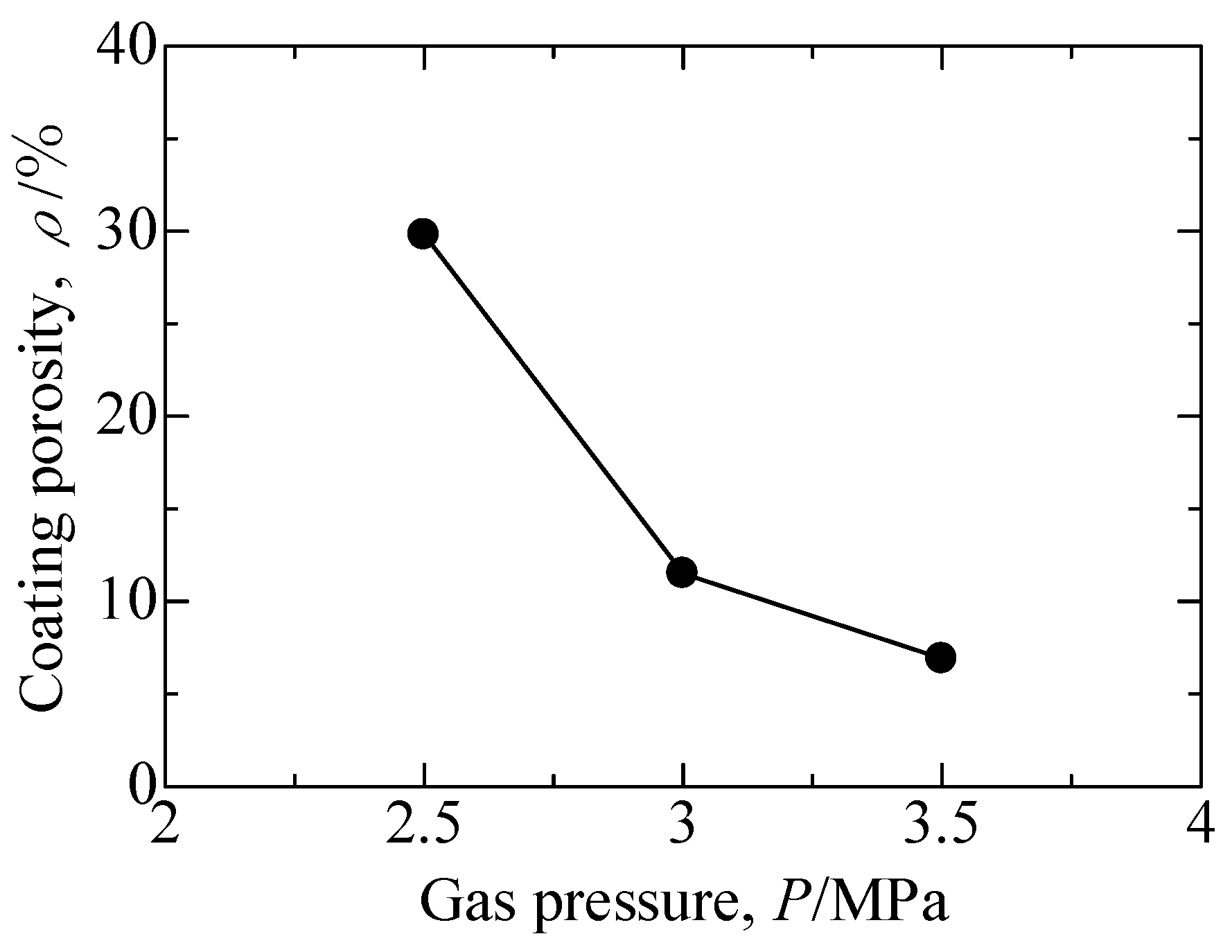
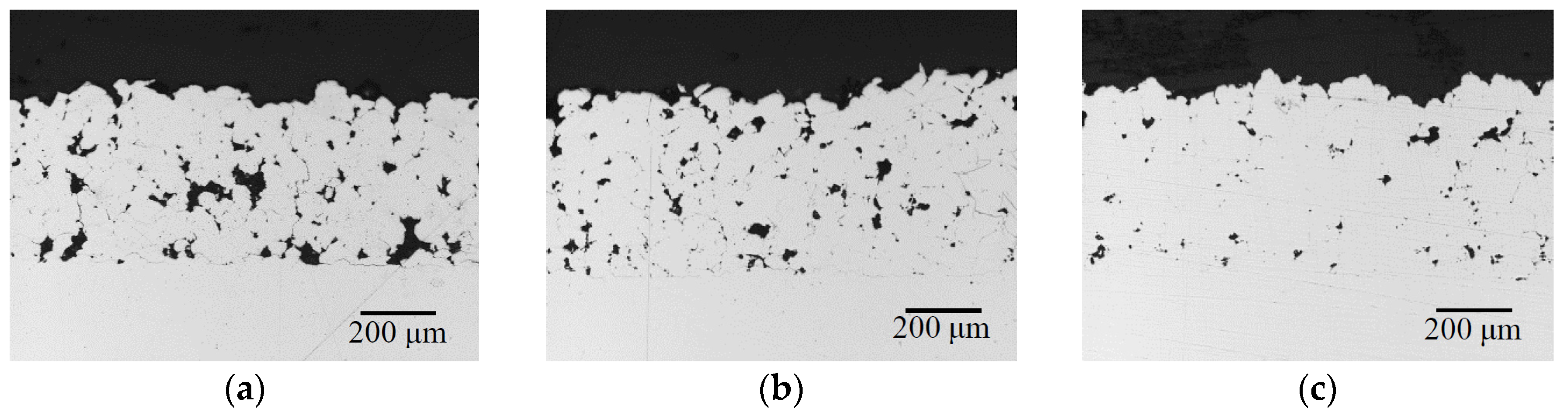
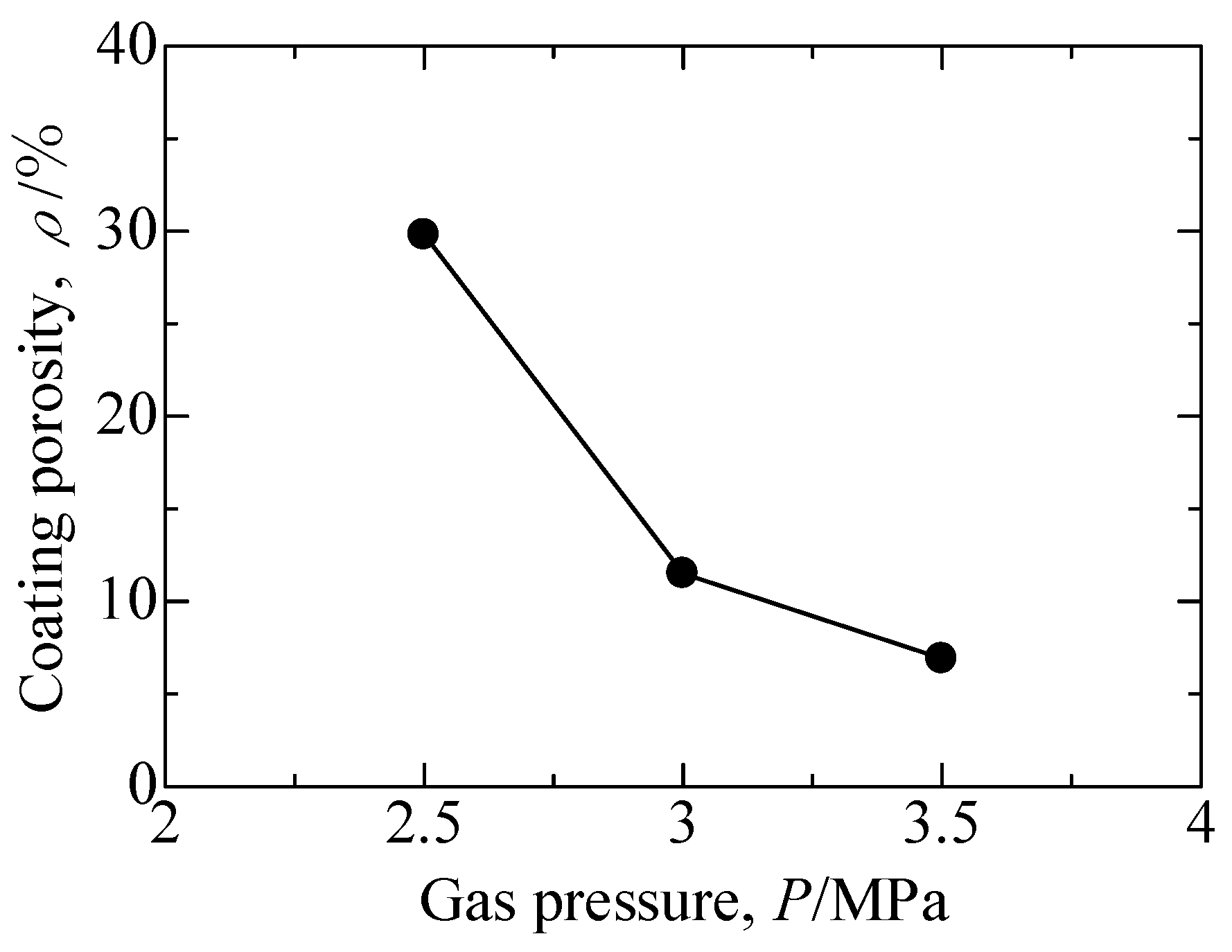
Figure 6 shows the resulting AISI 316L coating microstructures, and their corresponding porosities are shown in
Figure 7. The porosities were 29.8% at 2.5 MPa, 11.5% at 3 MPa and 6.9% at 3.5 MPa. Thus, the AISI 316L coatings with particle diameters of 20–53 µm exhibited a porous microstructure comparable to that of the AISI 316L coatings with particle diameters of 10–45 µm in
Figure 2.
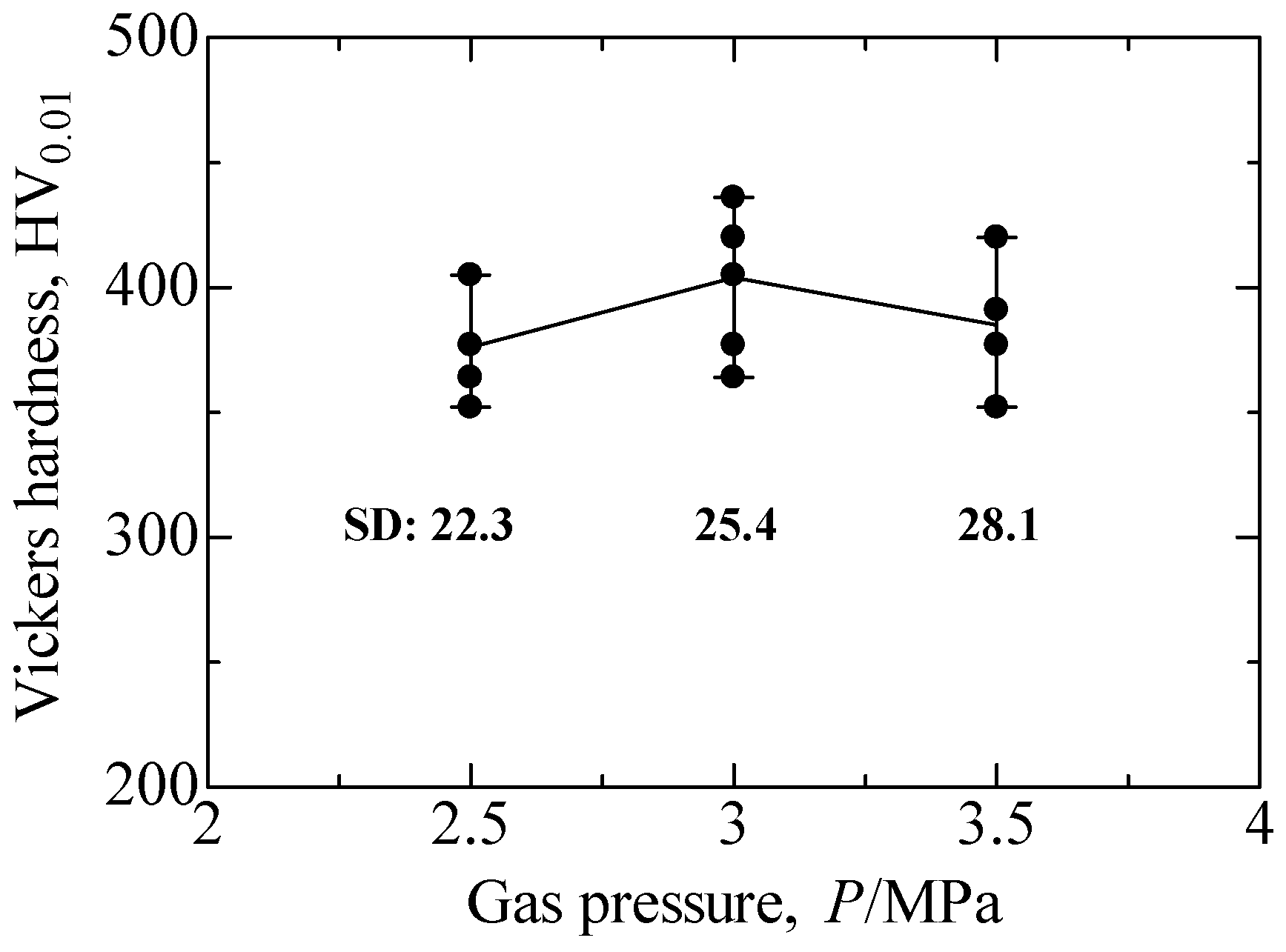
Figure 8 shows the Vickers hardness of cross-sections of the AISI 316L coatings. The hardness of the coatings, as in
Figure 5, did not show any apparent correlation with the gas pressure. In addition, no clear difference in average hardness exists between the AISI 316L powders with particle diameters of 20–53 µm in
Figure 8 and 10–45 µm in
Figure 5. However, the hardness values with particle diameters of 20–53 µm exhibited larger standard deviations than those with particle diameters of 10–45 µm. The sprayed AISI 316L particles with diameters of 20–53 µm may not have deformed uniformly on the substrate due to their relatively large volume, and the varying processing rate of the sprayed particles resulted in a wide range of coating hardness. That is, the sprayed AISI 316L particles with diameters of 20–53 µm deformed only slightly compared to the particles with diameters of 10–45 µm. The larger particles may require high deformation strain to induce sufficient plastic deformation on the substrate; the AISI 316L coatings with diameters of 20–53 µm therefore formed a porous microstructure.
3.3. Effects of the Nozzle Standoff Distance from the Substrate
The effect of the nozzle standoff distance from the substrate was also examined. The spray distance was varied from 10 to 40 mm, while the nitrogen propellant gas temperature and pressure were 700 °C and 3 MPa, respectively. The used cold-sprayed AISI 316L powder diameters were 5–20 and 10–45 µm, and the spray nozzle traverse speed was 250 mm/s.
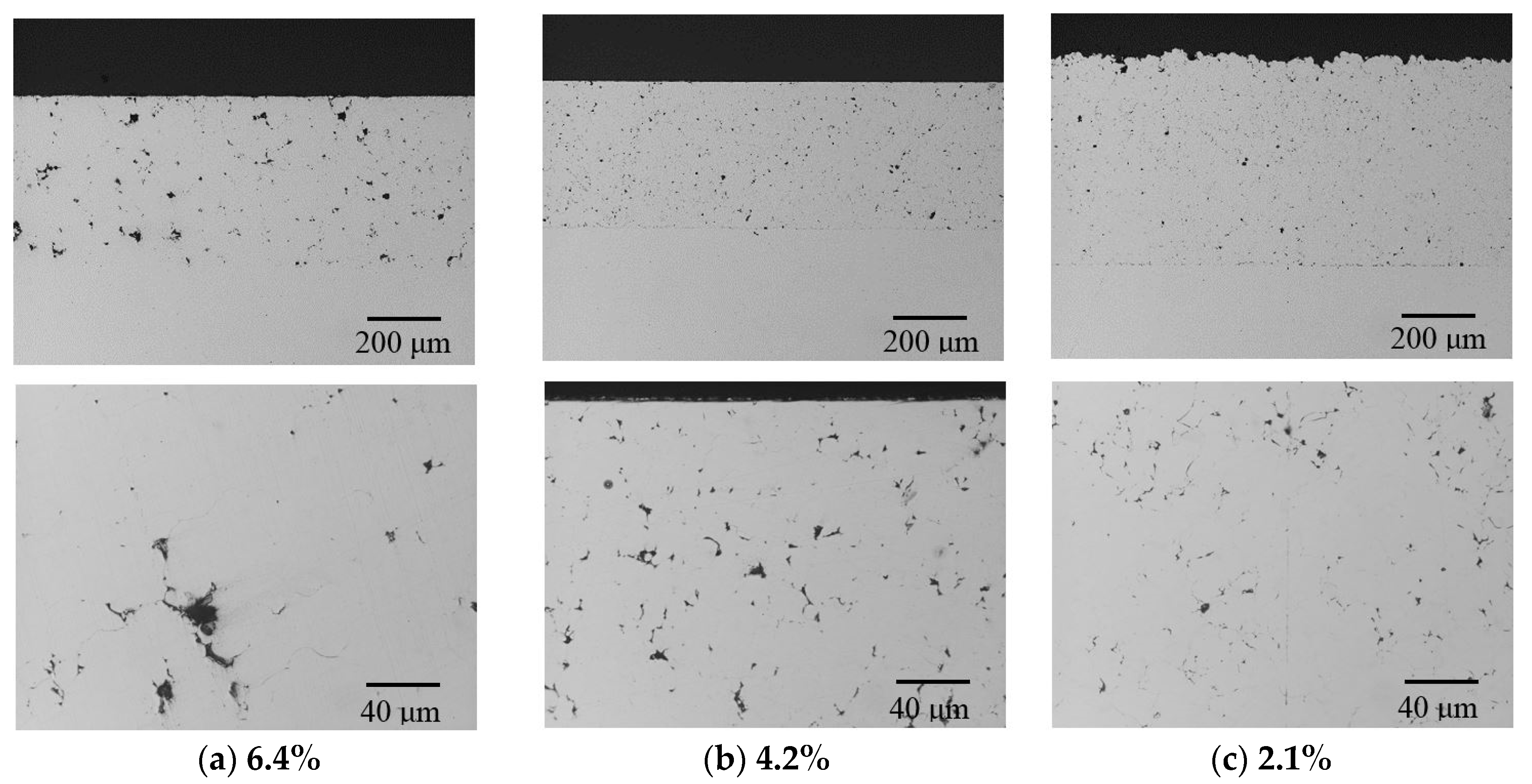
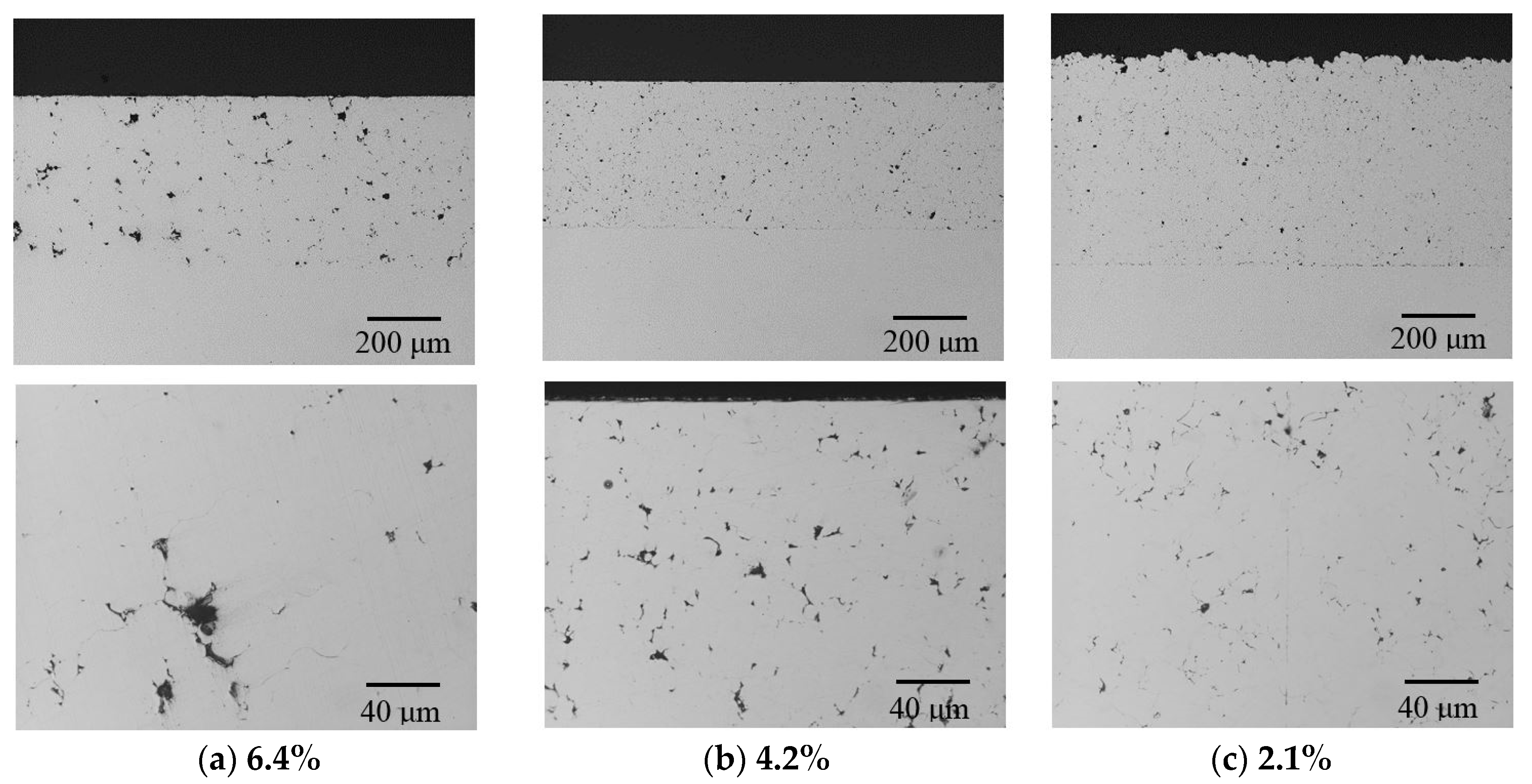
Figure 9 shows the cold-sprayed AISI 316L coating microstructures as a function of standoff distance. In
Figure 9a, the porosity of the AISI 316L coating with powder particle diameters of 10–45 µm and a standoff distance of 40 mm is 6.4%. Compared to the microstructure with a standoff distance of 15 mm shown in
Figure 2, the AISI 316L coating with a 40 mm standoff distance was less porous and exhibited a denser microstructure. For the AISI 316L coating with powder particle diameters of 5–20 µm, the coating porosities with standoff distances of 10 and 40 mm (shown in
Figure 9b,c, respectively), were 4.2% and 2.1%, respectively. These results suggest that a standoff distance of 40 mm resulted in a denser coating microstructure than a distance of 10 mm. A standoff distance of 40 mm could therefore produce a dense coating microstructure, irrespective of the sprayed AISI 316L powder particle diameter.
It has previously been reported that when the nozzle standoff distance is small, a bow shock forms between the spray jet and the substrate, resulting in porous cold-sprayed coating microstructures [
15]. In this work, when the standoff distance was 10 or 15 mm, a bow shock may have caused the porosity of the resulting AISI 316L coating microstructures. Thus, a standoff distance of 40 mm is preferred for producing a dense AISI 316L coating microstructure.
Previously, Sova et al. reported that higher nozzle traverse speeds during single-track cold spraying of 316L stainless steel increase the deposition efficiency [
14]. The nozzle traverse speed used here was 250 mm/s, which was higher than the value of 150 mm/s used in the previous
Section 3.1 and
Section 3.2. The possibility therefore exists that the low porosities of the AISI 316L coatings with 700 °C and 3 MPa in
Figure 9 compared to that of 7.3% in
Figure 2 partially resulted from the higher traverse speed.
In addition, it was confirmed that the AISI 316L coating using a powder with particle diameters of 5–20 µm formed a denser microstructure than the coatings with powder particle diameters of 10–45 and 20–53 µm. These results also suggest that a finer powder had a beneficial effect on the densification of the coating microstructures.
We should note here that the AISI 316L coatings shown in
Figure 9a,b exhibit flat surfaces because their surfaces were polished after cold spraying. Therefore, the surface morphologies of the coatings in
Figure 9 are unrelated to the cold-spray conditions.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}