
Superhydrophobic Coating on 6061 Aluminum Alloy Fabricated by Femtosecond Laser Etching and Anodic Oxidation



Abstract
1. Introduction
2. Experimental Methods
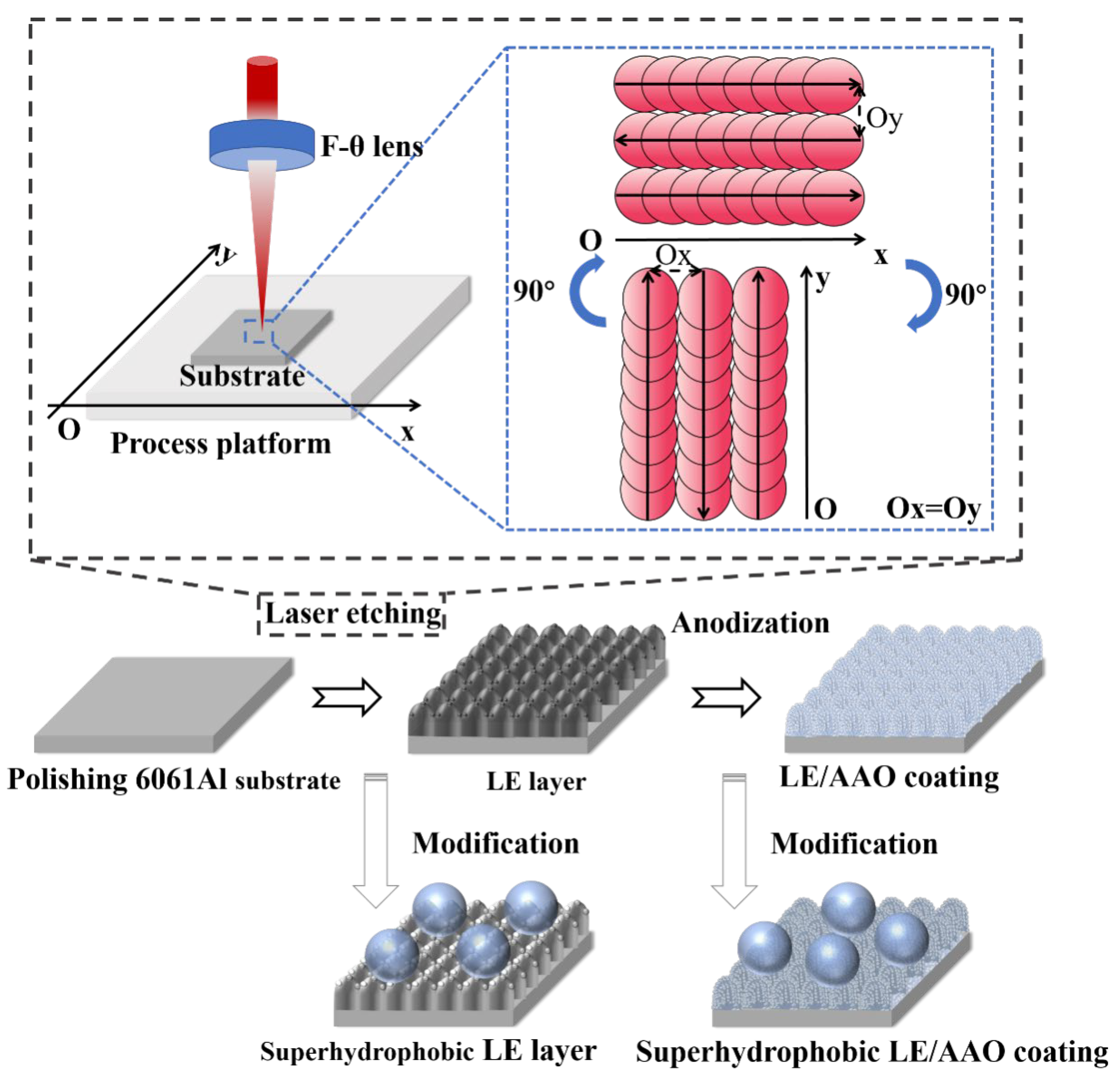
2.1. Preparation of Experimental Samples
2.2. Sample Characterization
3. Results and Discussion
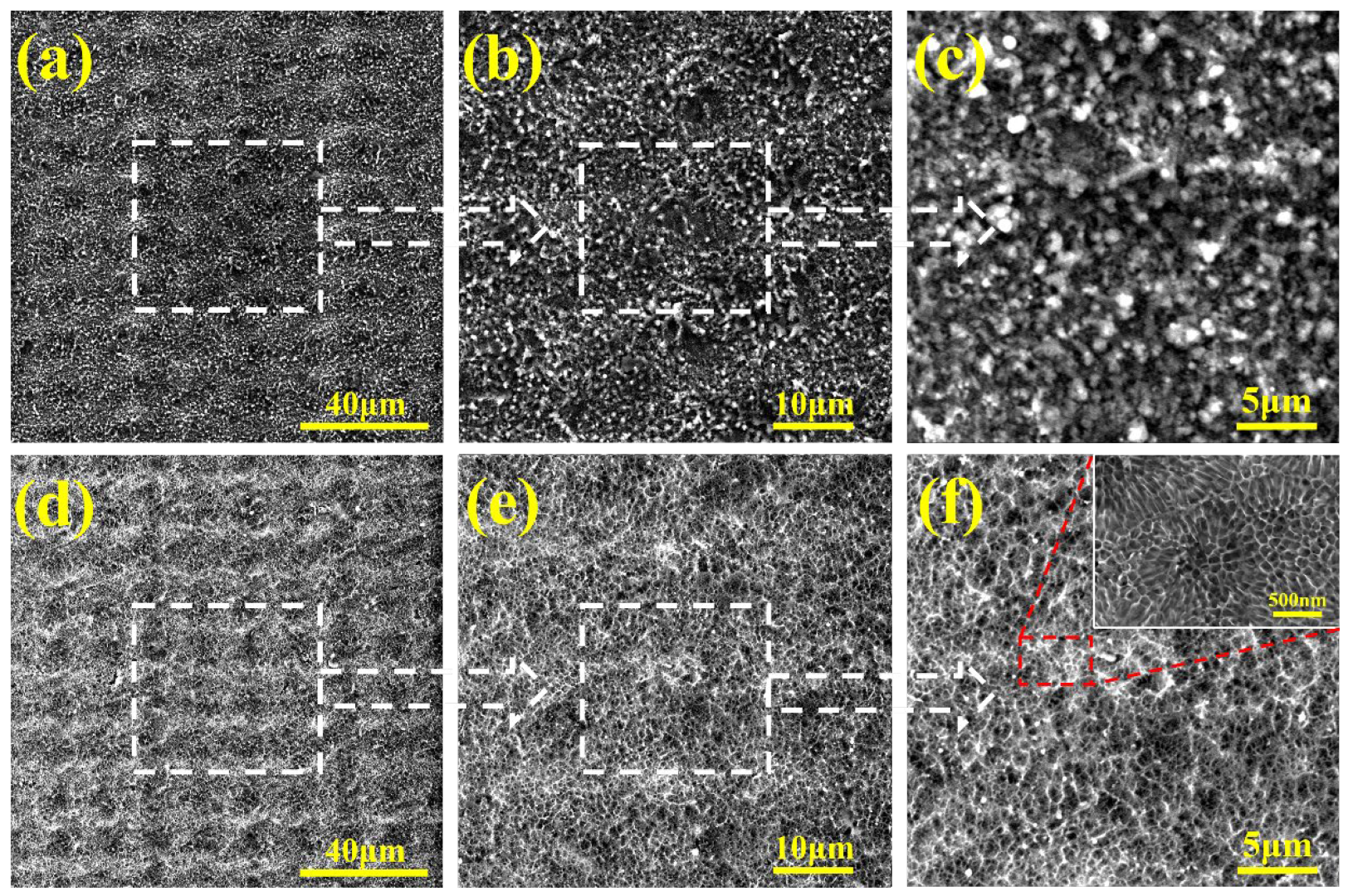
3.1. Microstructural Characterization
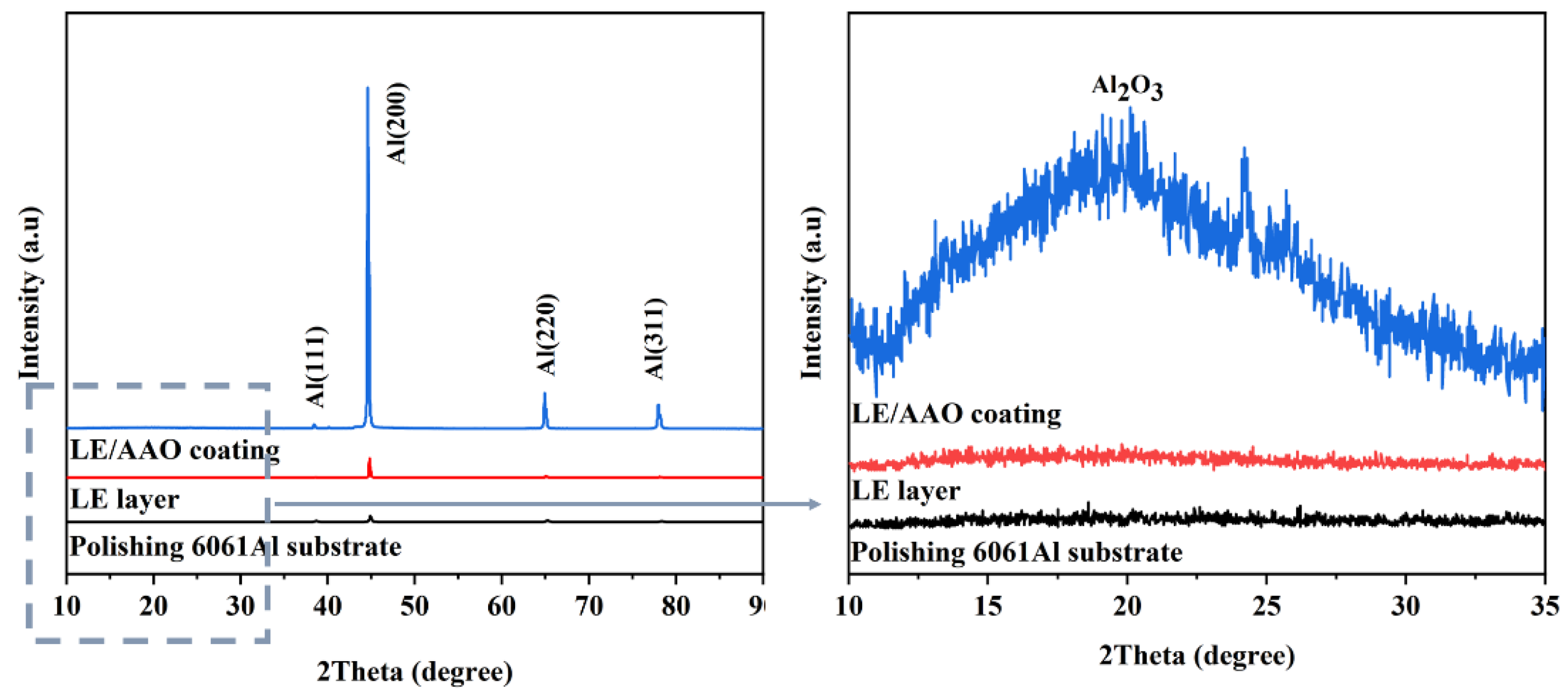
3.2. Surface Composition Analysis
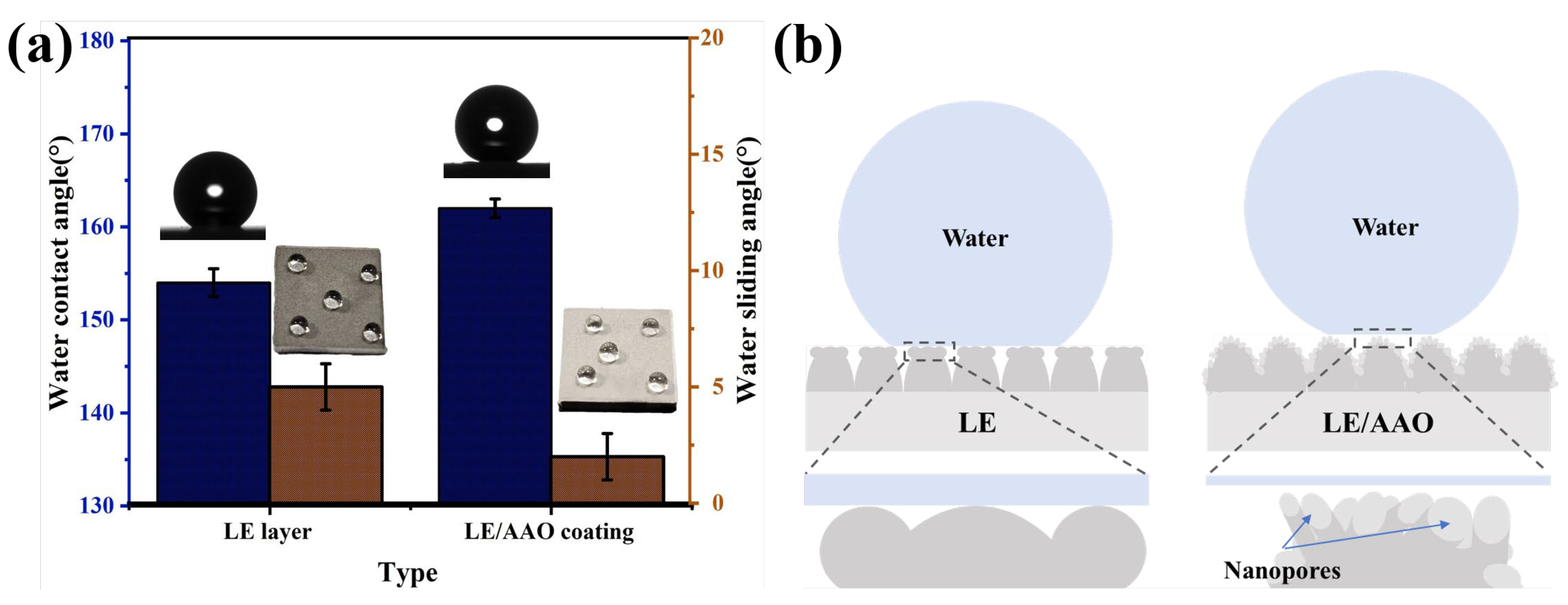
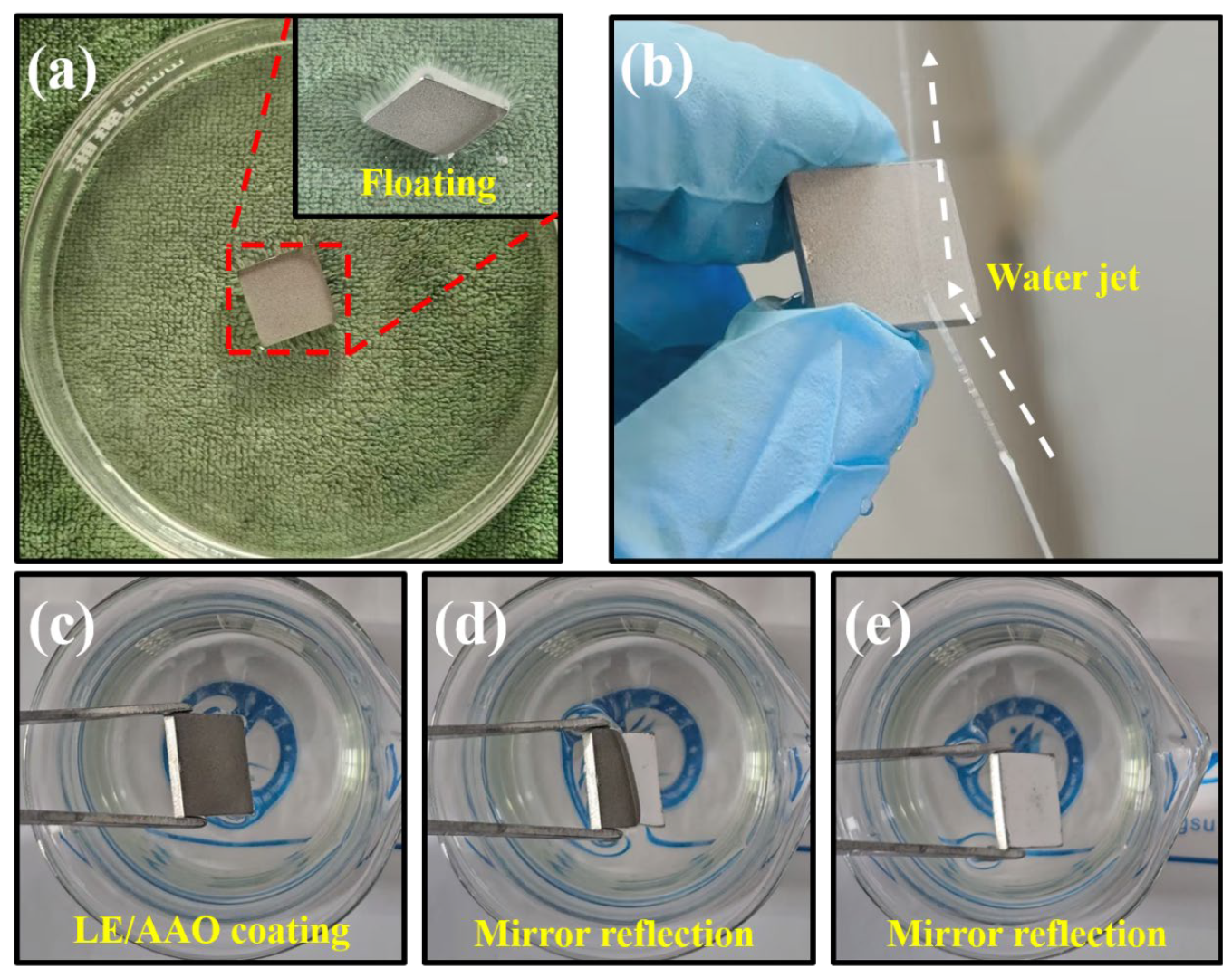
3.3. Wettability Analysis
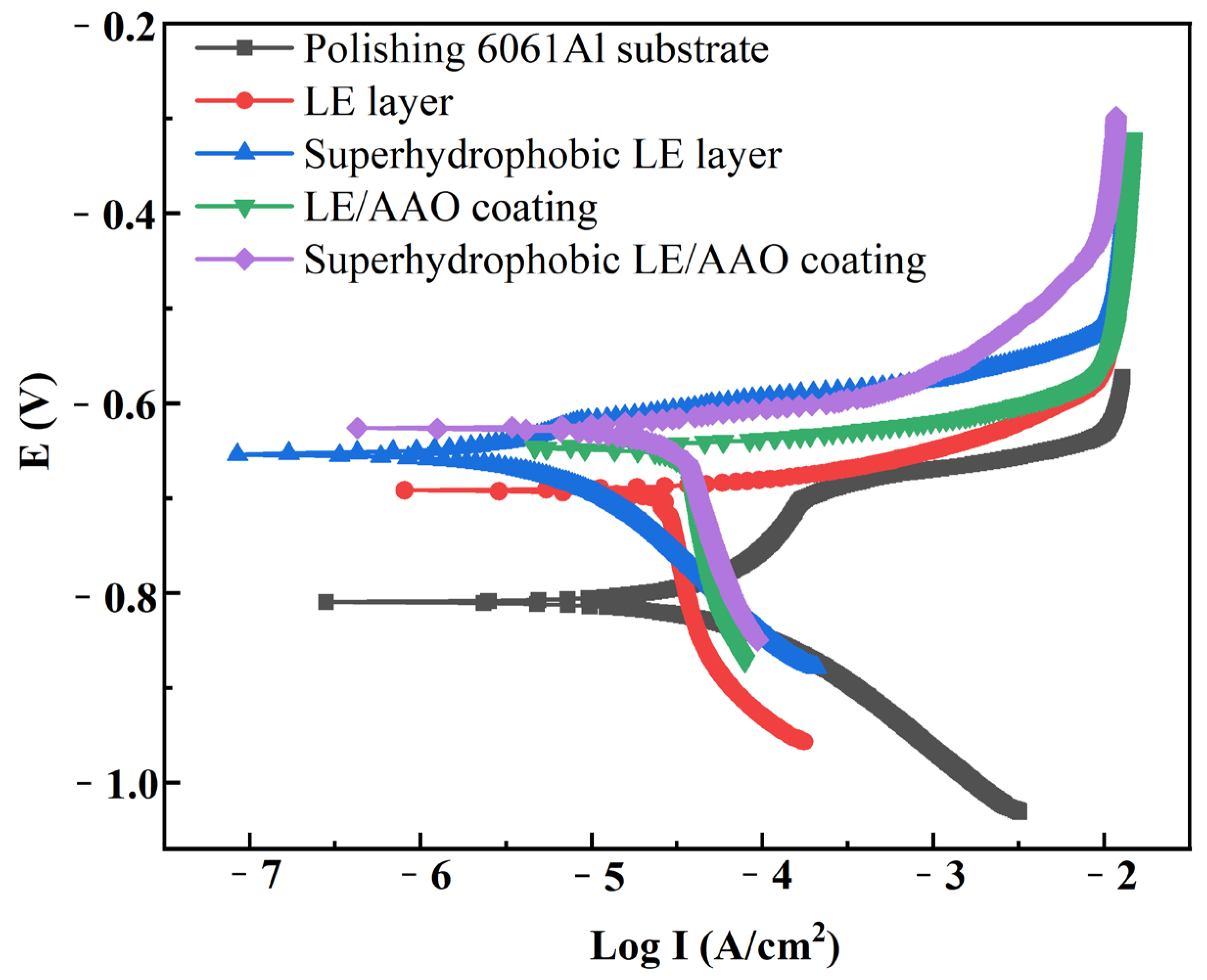
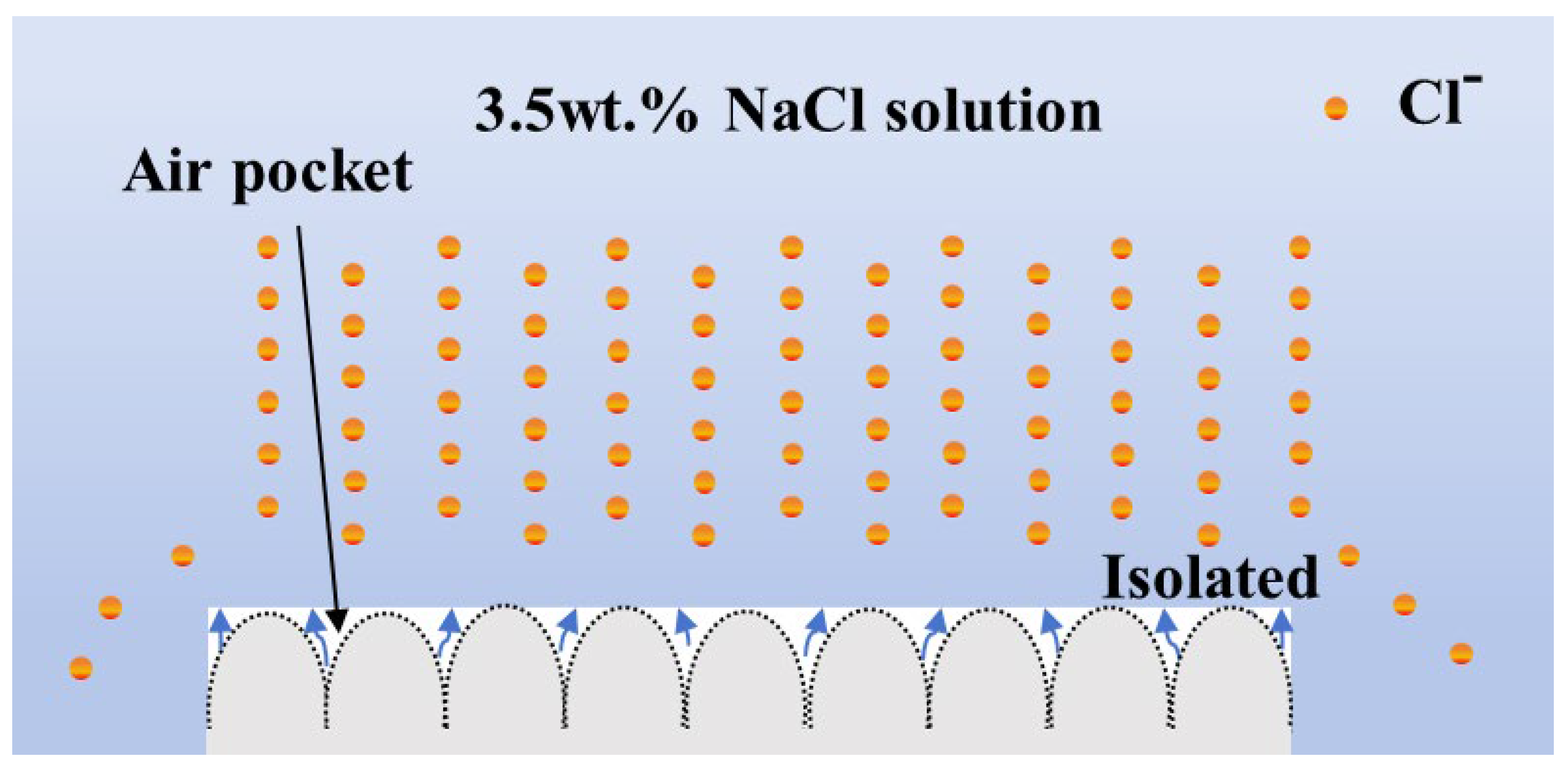
3.4. Corrosion Resistance Analysis
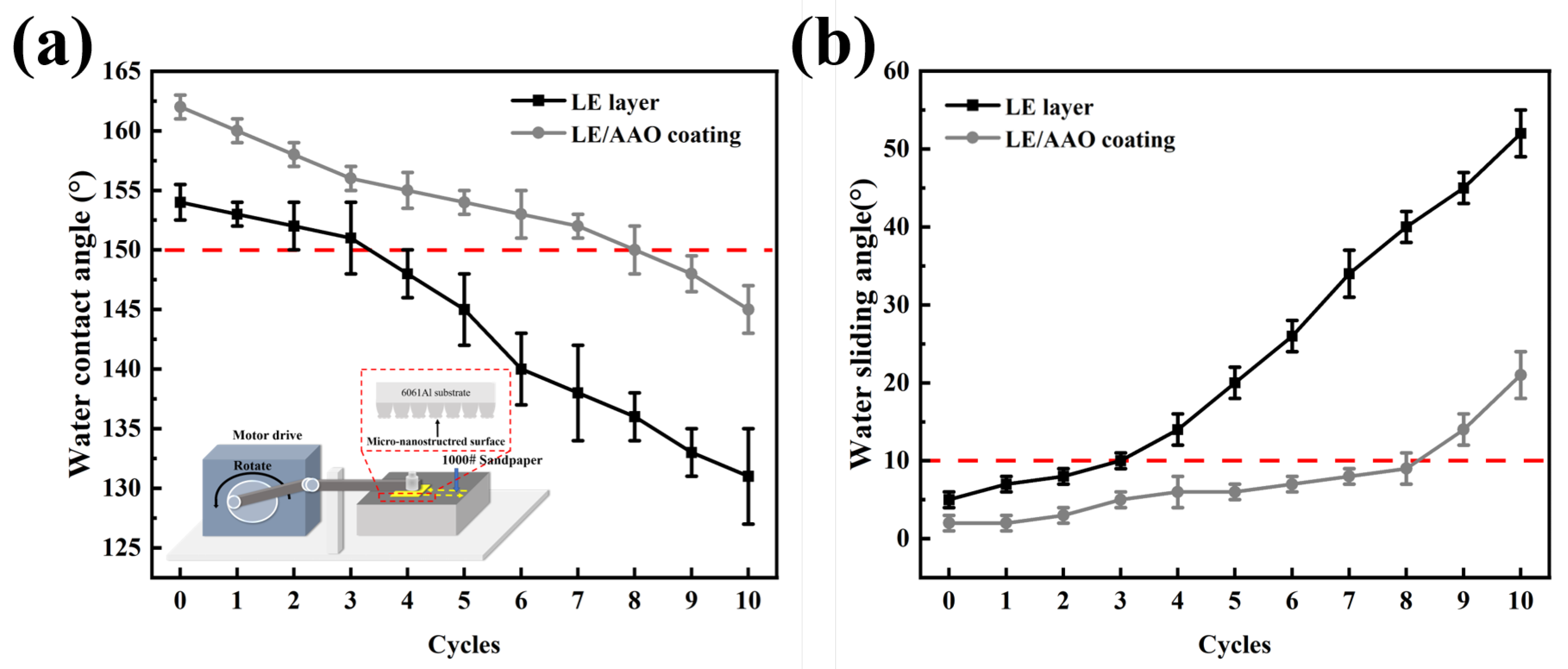
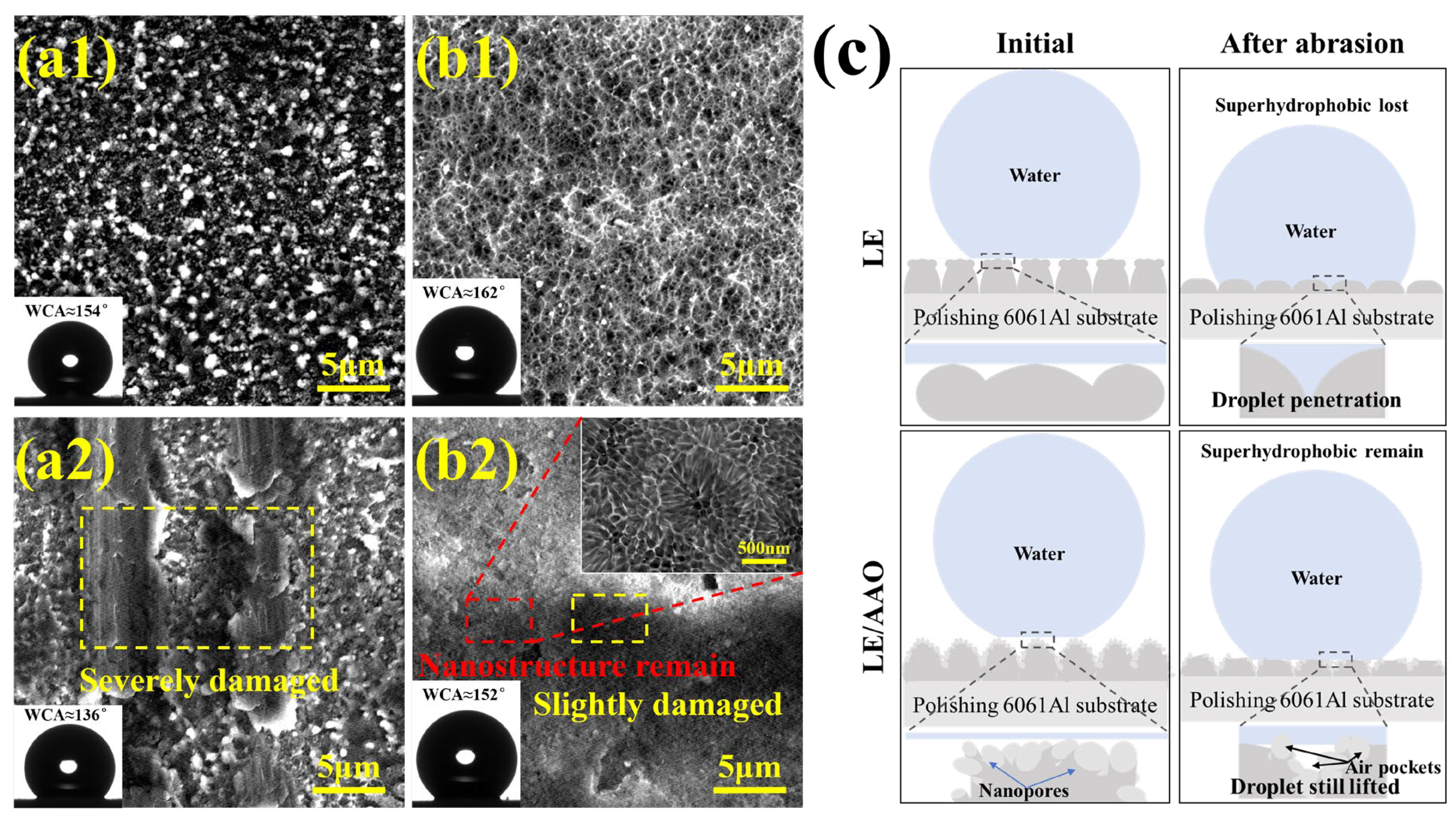
3.5. Mechanical Durability Analysis
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Feng, W. Status and development trends for fluorinated carbon in China. New Carbon Mater. 2023, 38, 130–142. [Google Scholar] [CrossRef]
- Sun, H.L.; Bu, Y.B.; Liu, H.; Wang, J.W.; Yang, W.K.; Li, Q.M.; Guo, Z.H.; Liu, C.T.; Shen, C.Y. Superhydrophobic conductive rubber band with synergistic dual conductive layer for wide-range sensitive strain sensor. Sci. Bull. 2022, 67, 1669–1678. [Google Scholar] [CrossRef] [PubMed]
- Weng, W.X.; Deng, Q.W.; Yang, P.Y.; Yin, K. Femtosecond laser-chemical hybrid processing for achieving substrate-independent superhydrophobic surfaces. J. Cent. South Univ. 2024, 31, 1–10. [Google Scholar] [CrossRef]
- Cao, X.K.; Sun, X.G.; Cai, G.Y.; Dong, Z.H. Durable Superhydrophobic Surfaces: Theoretical Models, Preparation Strategies, and Evaluation Methods. Prog. Chem. 2021, 33, 1525–1537. [Google Scholar] [CrossRef]
- Zhang, W.B.; Wang, J.N.; Wei, L.F.; Jin, H.; Bao, Y.; Ma, J.Z. Preparation and Application of Functional Polymer-Based Electromagnetic Shielding Materials. Prog. Chem. 2023, 35, 1065–1076. [Google Scholar] [CrossRef]
- Chen, F.; Wang, Y.; Tian, Y.; Zhang, D.; Song, J.; Crick, C.R.; Carmalt, C.J.; Parkin, I.P.; Lu, Y. Robust and durable liquid-repellent surfaces. Chem. Soc. Rev. 2022, 51, 8476–8583. [Google Scholar] [CrossRef]
- Dalawai, S.P.; Saad Aly, M.A.; Latthe, S.S.; Xing, R.; Sutar, R.S.; Nagappan, S.; Ha, C.-S.; Kumar Sadasivuni, K.; Liu, S. Recent Advances in durability of superhydrophobic self-cleaning technology: A critical review. Prog. Org. Coat. 2020, 138, 105381. [Google Scholar] [CrossRef]
- Hooda, A.; Goyat, M.S.; Pandey, J.K.; Kumar, A.; Gupta, R. A review on fundamentals, constraints and fabrication techniques of superhydrophobic coatings. Prog. Org. Coat. 2020, 142, 105557. [Google Scholar] [CrossRef]
- Nguyen-Tri, P.; Tran, H.N.; Plamondon, C.O.; Tuduri, L.; Vo, D.-V.N.; Nanda, S.; Mishra, A.; Chao, H.-P.; Bajpai, A.K. Recent progress in the preparation, properties and applications of superhydrophobic nano-based coatings and surfaces: A review. Prog. Org. Coat. 2019, 132, 235–256. [Google Scholar] [CrossRef]
- Ataei, S.; Khorasani, S.N.; Neisiany, R.E. Biofriendly vegetable oil healing agents used for developing self-healing coatings: A review. Prog. Org. Coat. 2019, 129, 77–95. [Google Scholar] [CrossRef]
- Bake, A.; Merah, N.; Matin, A.; Gondal, M.; Qahtan, T.; Abu-Dheir, N. Preparation of transparent and robust superhydrophobic surfaces for self-cleaning applications. Prog. Org. Coat. 2018, 122, 170–179. [Google Scholar] [CrossRef]
- Latthe, S.S.; Sutar, R.S.; Bhosale, A.K.; Nagappan, S.; Ha, C.-S.; Sadasivuni, K.K.; Liu, S.; Xing, R. Recent developments in air-trapped superhydrophobic and liquid-infused slippery surfaces for anti-icing application. Prog. Org. Coat. 2019, 137, 105373. [Google Scholar] [CrossRef]
- Abu Jarad, N.; Imran, H.; Imani, S.M.; Didar, T.F.; Soleymani, L. Fabrication of Superamphiphobic Surfaces via Spray Coating: A Review. Adv. Mater. Technol. 2022, 7, 2101702. [Google Scholar] [CrossRef]
- Wang, Y.; Chen, J.; Yang, Y.; Liu, Z.; Wang, H.; He, Z. Nanostructured Superhydrophobic Titanium-Based Materials: A Novel Preparation Pathway to Attain Superhydrophobicity on TC4 Alloy. Nanomaterials 2022, 12, 2086. [Google Scholar] [CrossRef]
- Douglas, L.D.; O’Loughlin, T.E.; Chalker, C.J.; Cool, N.; Gupta, S.; Batteas, J.D.; Banerjee, S. Three-Dimensional Inverse Opal TiO2 Coatings to Enable the Gliding of Viscous Oils. Energy Fuels 2020, 34, 13606–13613. [Google Scholar] [CrossRef]
- Wang, L.; Tian, Z.; Jiang, G.; Luo, X.; Chen, C.; Hu, X.; Zhang, H.; Zhong, M. Spontaneous dewetting transitions of droplets during icing & melting cycle. Nat. Commun. 2022, 13, 47–53. [Google Scholar] [CrossRef]
- Zhou, Z.; Ma, B.; Zhang, X.; Tang, L.; Lin, X.; Hu, C.; Ren, K. Enhanced corrosion resistance and self-cleaning properties of superhydrophobic nickel coating fabricated by one-step electrodeposition. Ceram. Int. 2023, 49, 13109–13118. [Google Scholar] [CrossRef]
- Chen, J.; He, Z.; Wang, Y. AAO-ZnO nanocomposite coatings on aluminum alloy surface with high bonding strength and long-lasting antibacterial properties. Chem. Eng. J. 2024, 497, 154414. [Google Scholar] [CrossRef]
- Jiang, K.D.; Liao, Z.X.; Chen, M.Y.; Liu, S.D.; Tang, J.G. Impact of cooling rate on exfoliation corrosion resistance of a Li-containing 7xxx aluminum alloy. J. Cent. South Univ. 2024, 31, 2225–2236. [Google Scholar] [CrossRef]
- Kang, M.L.; Deng, Y.L.; Lei, J.Q. Effect of Roughness and Intermetallic Particles on Surface Corrosion of A6111 Alloy. Rare Met. Mat. Eng. 2024, 53, 1252–1261. [Google Scholar] [CrossRef]
- Kong, D.J.; Liu, H.; Wang, J.C. Energy Spectrum Scan Analysis of 7475 Aluminum Alloy Surface-Interface by Micro-arc Oxidation. Rare Met. Mat. Eng. 2016, 45, 2587–2592. [Google Scholar]
- Liu, S.; Chen, J.; Zhang, D.; Wang, Y.; He, Z.; Guo, P. Properties of Micro-Arc Oxidation Coatings on 5052 Al Alloy Sealed by SiO2 Nanoparticles. Coatings 2022, 12, 373. [Google Scholar] [CrossRef]
- Wang, Y.; Guan, L.; He, Z.; Tan, J.; Singh, H.; Hayat, M.D.; Yao, C. Preparation and characterisation of AAO/Ni/Ni superhydrophobic coatings on aluminium alloys. Surf. Eng. 2021, 37, 1246–1254. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, G.; He, Z.; Chen, J.; Gao, W.; Cao, P. Superhydrophobic Ni nanocone surface prepared by electrodeposition and its overall performance. Surf. Coat. Technol. 2023, 464, 129548. [Google Scholar] [CrossRef]
- Dong, J.; Han, J.; Ouyang, X.; Gao, W. How voltage dictates anodic TiO2 formation. Scr. Mater. 2015, 94, 32–35. [Google Scholar] [CrossRef]
- Gao, P.H.; Li, J.P.; Yang, Z.; Guo, Y.C.; Wang, Y.R. Preparation of Al/SiC Composite Coatings on Surface of Aluminum Alloy by Atmospheric Plasma Spraying. Rare Met. Mat. Eng. 2015, 44, 2396–2400. [Google Scholar]
- Neelakantan, N.K.; Weisensee, P.B.; Overcash, J.W.; Torrealba, E.J.; King, W.P.; Suslick, K.S. Spray-on omniphobic ZnO coatings. RSC Adv. 2015, 5, 69243–69250. [Google Scholar] [CrossRef]
- Tong, Q.; Fan, Z.; Wang, B.; Liu, Q.; Bo, Y.; Qian, L. Preparation and Application of Superhydrophobic Copper Mesh by Chemical Etching and In-situ Growth. Front. Chem. 2021, 9, 737550. [Google Scholar] [CrossRef]
- Tong, W.; Xiong, D. Direct laser texturing technique for metal surfaces to achieve superhydrophobicity. Mater. Today Phys. 2022, 23, 100651. [Google Scholar] [CrossRef]
- Xin, G.; Wu, C.; Liu, W.; Rong, Y.; Huang, Y. Anti-corrosion superhydrophobic surfaces of Al alloy based on micro-protrusion array structure fabricated by laser direct writing. J. Alloys Compd. 2021, 881, 160649. [Google Scholar] [CrossRef]
- Zhou, X.; Wu, F.; Ouyang, C. Electroless Ni–P alloys on nanoporous ATO surface of Ti substrate. J. Mater. Sci. 2017, 53, 2812–2829. [Google Scholar] [CrossRef]
- Liang, G.; Lu, F.; Zhang, B. Robust superhydrophobic composite coating with dual-sized particles for self-cleaning and anti-corrosion of 5083 aluminum alloy. Colloids Surf. A Physicochem. Eng. Asp. 2025, 708, 136020. [Google Scholar] [CrossRef]
- Verro, V.; Di Franco, F.; Zaffora, A.; Santamaria, M. Enhancing corrosion resistance of anodized AA7075 alloys by electrodeposition of superhydrophobic coatings. Colloids Surf. A Physicochem. Eng. Asp. 2023, 675, 132040. [Google Scholar] [CrossRef]
- Masoud Emarati, S.; Mozammel, M. Theoretical, fundamental and experimental study of Liquid-repellency and corrosion resistance of fabricated superamphiphobic surface on Al alloy 2024. Chem. Eng. J. 2020, 387, 124046. [Google Scholar] [CrossRef]
- Fan, P.; Bai, B.; Zhong, M.; Zhang, H.; Long, J.; Han, J.; Wang, W.; Jin, G. General Strategy toward Dual-Scale-Controlled Metallic Micro–Nano Hybrid Structures with Ultralow Reflectance. ACS Nano 2017, 11, 7401–7408. [Google Scholar] [CrossRef] [PubMed]
- Guo, Y.G.; Zhu, Y.C.; Zhang, X.; Luo, B.P. Effects of Superhydrophobic Surface on Tribological Properties: Mechanism, Status and Prospects. Prog. Chem. 2020, 32, 320–330. [Google Scholar] [CrossRef]
- Linklater, D.P.; Ivanova, E.P. Nanostructured antibacterial surfaces—What can be achieved? Nano Today 2022, 43, 101404. [Google Scholar] [CrossRef]
- Qu, M.N.; Hou, L.G.; He, J.M.; Ma, X.R.; Yuan, M.J.; Liu, X.R. Research and Development of Functional Superhydrophobic Materials. Prog. Chem. 2016, 28, 1774–1787. [Google Scholar] [CrossRef]
- Wang, B.; An, W.; Wang, L.; Jiao, L.; Zhang, H.; Song, H.; Liu, S. Superhydrophobic and Antibacterial Hierarchical Surface Fabricated by Femtosecond Laser. Sustainability 2022, 14, 12412. [Google Scholar] [CrossRef]
- Wang, D.; Sun, Q.; Hokkanen, M.J.; Zhang, C.; Lin, F.-Y.; Liu, Q.; Zhu, S.-P.; Zhou, T.; Chang, Q.; He, B.; et al. Design of robust superhydrophobic surfaces. Nature 2020, 582, 55–59. [Google Scholar] [CrossRef]
- Zhao, N.; Lu, X.Y.; Zhang, X.Y.; Liu, H.Y.; Tan, S.X.; Xu, J. Progress in superhydrophobic surfaces. Prog. Chem. 2007, 19, 860–871. [Google Scholar]
- Zhang, Y.; Zhang, Z.; Yang, J.; Yue, Y.; Zhang, H. Fabrication of superhydrophobic surface on stainless steel by two-step chemical etching. Chem. Phys. Lett. 2022, 797, 139567. [Google Scholar] [CrossRef]
- da Silva, R.G.C.; Malta, M.I.C.; de Carvalho, L.A.P.; da Silva, J.J.; da Silva Filho, W.L.C.; Oliveira, S.H.; de Araújo, E.G.; Urtiga Filho, S.L.; Vieira, M.R.S. Low-cost superhydrophobic coating on aluminum alloy with self-cleaning and repellency to water-based mixed liquids for anti-corrosive applications. Surf. Coat. Technol. 2023, 457, 129293. [Google Scholar] [CrossRef]
- Barthwal, S.; Lim, S.-H. A durable, fluorine-free, and repairable superhydrophobic aluminum surface with hierarchical micro/nanostructures and its application for continuous oil-water separation. J. Membr. Sci. 2021, 618, 118716. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, G.; Liu, Z.; Zheng, S.; Zhu, L.; He, Z. Robust and durable superhydrophobic coating prepared via a combined method of laser marking and electrodeposition. J. Mater. Res. Technol. 2023, 26, 477–486. [Google Scholar] [CrossRef]
- Cassie, A.; Baxter, S. Wettability of porous surfaces. Trans. Faraday Soc. 1944, 40, 546–551. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Laser Processing Parameters | Values |
|---|---|
| Power | 10 W |
| Frequency | 20 kHz |
| Pulse width | 1 μs |
| Scanning speed | 300 mm/s |
| Etching cycles | 5 |
| Line spacing | 15 μm |
| Sample | Ecorr (V) | Icorr (A/cm2) | Corrosion Rate (mm/year) |
|---|---|---|---|
| Polishing 6061Al substrate | −8.10 × 10−1 | 6.11 × 10−6 | 2.00 × 10−1 |
| LE layer | −6.70 × 10−1 | 2.85 × 10−6 | 9.31 × 10−2 |
| Superhydrophobic LE layer | −6.54 × 10−1 | 3.12 × 10−7 | 1.10 × 10−2 |
| LE/AAO coating | −6.47 × 10−1 | 1.19 × 10−6 | 3.92 × 10−2 |
| Superhydrophobic LE/AAO coating | −6.27 × 10−1 | 2.08 × 10−7 | 6.81 × 10−3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Q.; Wang, Y. Superhydrophobic Coating on 6061 Aluminum Alloy Fabricated by Femtosecond Laser Etching and Anodic Oxidation. Coatings 2025, 15, 816. https://doi.org/10.3390/coatings15070816
Liu Q, Wang Y. Superhydrophobic Coating on 6061 Aluminum Alloy Fabricated by Femtosecond Laser Etching and Anodic Oxidation. Coatings. 2025; 15(7):816. https://doi.org/10.3390/coatings15070816
Chicago/Turabian StyleLiu, Quanlv, and Yuxin Wang. 2025. "Superhydrophobic Coating on 6061 Aluminum Alloy Fabricated by Femtosecond Laser Etching and Anodic Oxidation" Coatings 15, no. 7: 816. https://doi.org/10.3390/coatings15070816
APA StyleLiu, Q., & Wang, Y. (2025). Superhydrophobic Coating on 6061 Aluminum Alloy Fabricated by Femtosecond Laser Etching and Anodic Oxidation. Coatings, 15(7), 816. https://doi.org/10.3390/coatings15070816