


An Analysis of the Tribological and Thermal Performance of PVDF Gears in Correlation with Wear Mechanisms and Failure Modes Under Different Load Conditions

 ,
,  ,
,  , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Data on PVDF Material
2.2. Manufacturing of PVDF Gear Samples
2.3. Data on Gear Geometry
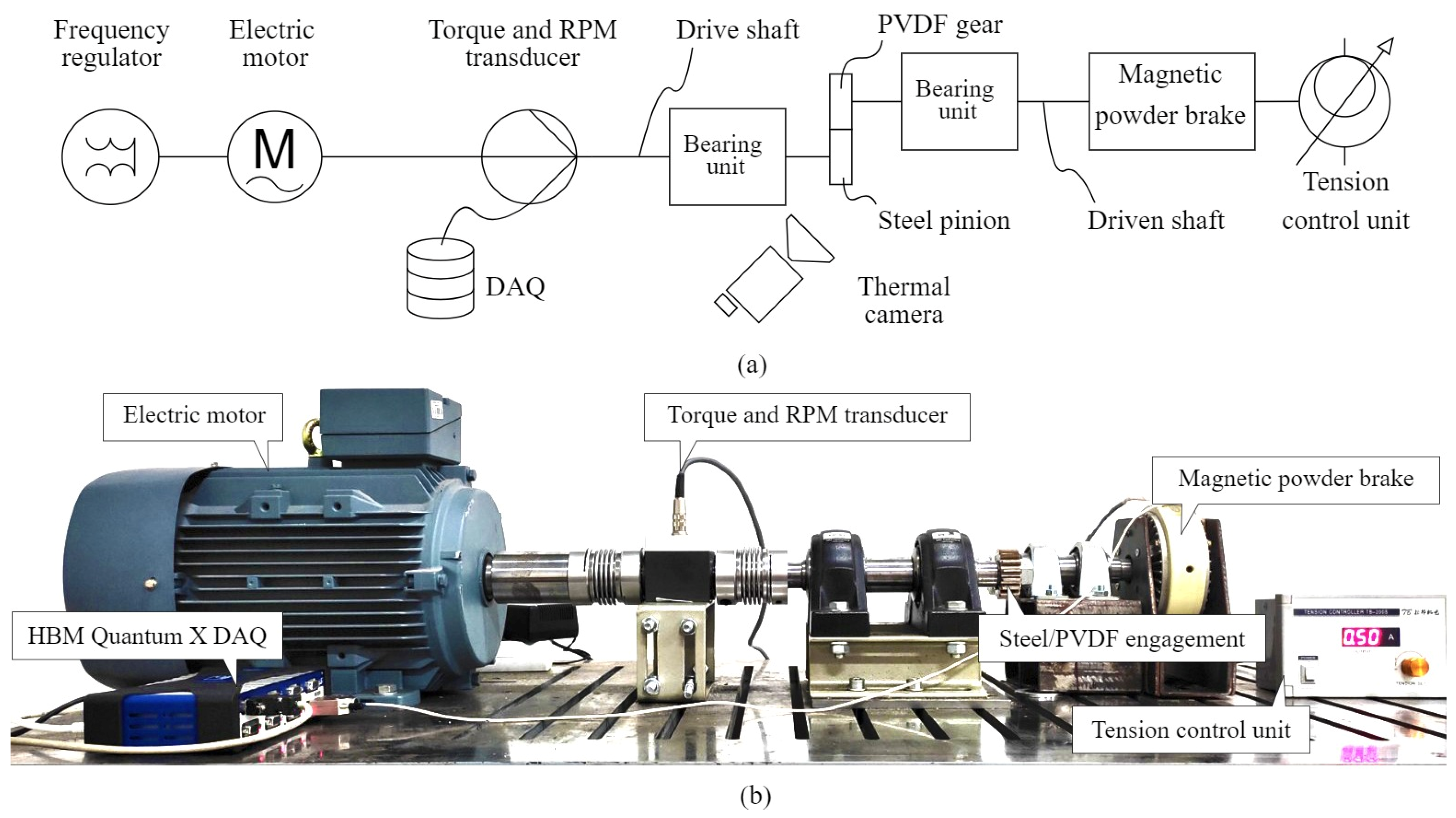
2.4. Experimental Settings
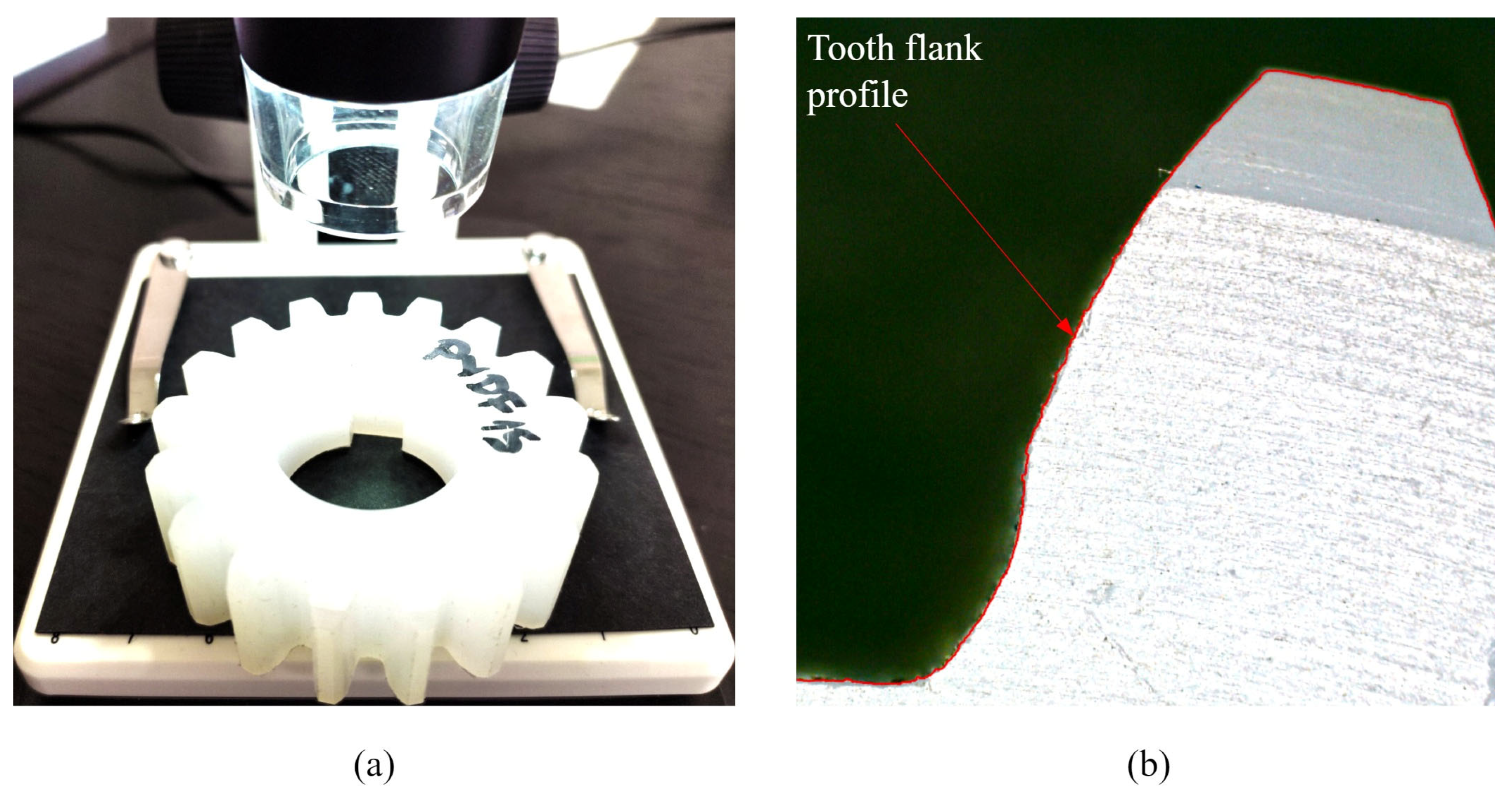
2.5. Capturing of the Tooth Profile
2.6. Wear Analysis
3. Results
3.1. Correlation Between the Lifetime, Load Level, and Temperature
3.2. Wear Evaluation
3.3. Failure Mechanisms
4. Discussion
5. Summary and Conclusions
- To credibly determine wear coefficients for new PVDF gear designs and predict their lifetime, real-scale testing under designed operating conditions is necessary, as it allows for precise measurement of the difference between initial and worn-out profiles. Additionally, detailed tooth failure analysis at specific loads enables the establishment of the endurance limits for the polymer gear material and its associated geometry.
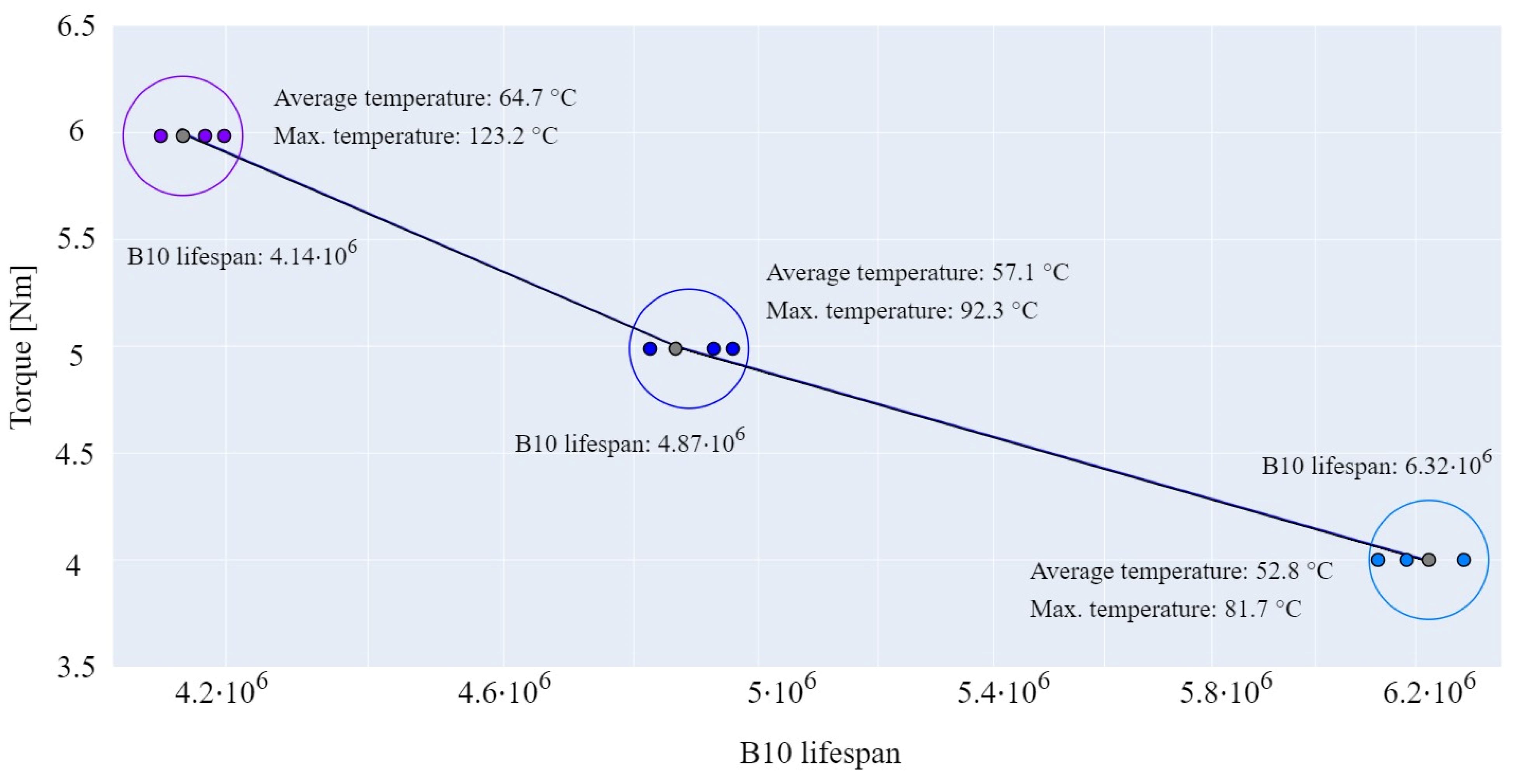
- The operational lifetime of polymer gears is inversely related to the applied load, while bulk temperature and flank surface wear exhibit a direct proportionality to the load level. This suggests that lower load levels result in more suitable tooth-to-tooth contact conditions, characterized by a uniform wear rate and reduced heat generation, as evidenced by the absence of thermal effects and a more uniform, less severe wear mechanism at the lowest tested load (4 Nm).
- The endurance limits of the polymer gear material and associated geometry can be established with a detailed failure analysis at specific load levels.
- The PVDF gears exhibited three main failure mechanisms: abrasive wear due to the hardness difference between the steel and polymer; thermal failure from heat buildup at higher loads (causing overload and deformation); and tooth fracture, triggered by wear in the tooth root area, reducing stiffness and leading to breakage under load lower than maximum.
- This study proves that PVDF material is a suitable option for gear applications, providing new insights into the design process. This suggests that PVDF can be an alternative to traditional polymer materials used for gears. The beneficial mechanical and thermal properties significantly contribute to a higher lifespan than conventional polymer materials.
- The polymer gear design process must account for various parameters only determined by experimental testing. By addressing these parameters, the complex behavior of polymer materials in sliding engagements, as shown in this research, which results in several fatigue-related and thermal failures that coincide, can be described.
- The thermal degradation of PVDF polymer material strongly influences wear rate, as the changes in surface roughness alter the contact parameters, resulting in an increased wear rate.
- The future applications of PVDF gears should be investigated in terms of reducing wear rates and corresponding temperatures, i.e., an extensive investigation of lubricated contact should be undertaken. Likewise, the presented gear geometry should be tested in a temperature-controlled environment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Radzevich, S.P. Dudley’s Handbook of Practical Gear Design and Manufacture; CRC Press: Boca Raton, FL, USA, 2021. [Google Scholar]
- Tavčar, J.; Cerne, B.; Duhovnik, J.; Zorko, D. A Multicriteria Function for Polymer Gear Design Optimization. J. Comput. Des. Eng. 2021, 8, 581–599. [Google Scholar] [CrossRef]
- Zorko, D.; Štiglic, J.; Černe, B.; Vukašinović, N. The Effect of Center Distance Error on the Service Life of Polymer Gears. Polym. Test. 2023, 123, 108033. [Google Scholar] [CrossRef]
- Zorko, D.; Kulovec, S.; Duhovnik, J.; Tavčar, J. Durability and Design Parameters of a Steel/PEEK Gear Pair. Mech. Mach. Theory 2019, 140, 825–846. [Google Scholar] [CrossRef]
- Kumar Singh, A. Siddhartha Thermal and Wear Behavior of Glass Fiber-Filled Functionally Graded Material-Based Polyamide 66 Spur Gears Manufactured by a Novel Technique. J. Tribol. 2018, 140, 21601. [Google Scholar] [CrossRef]
- Mao, K.; Greenwood, D.; Ramakrishnan, R.; Goodship, V.; Shrouti, C.; Chetwynd, D.; Langlois, P. The Wear Resistance Improvement of Fibre Reinforced Polymer Composite Gears. Wear 2019, 426–427, 1033–1039. [Google Scholar] [CrossRef]
- Tavcar, J.; Grkman, G.; Duhovnik, J. Accelerated Lifetime Testing of Reinforced Polymer Gears. J. Adv. Mech. Des. Syst. Manuf. 2018, 12, JAMDSM0006. [Google Scholar] [CrossRef]
- Yang, J.; Zhang, Y.; Li, R.; Lee, C.H. Temperature Control-Based Design of Variable Damping and Lightweight Gear Bodies. Int. J. Adv. Manuf. Technol. 2024, 131, 1807–1821. [Google Scholar] [CrossRef]
- Zorko, D.; Wei, P.; Vukašinović, N. The Effect of Gear-Manufacturing Quality on the Mechanical and Thermal Responses of a Polymer-Gear Pair. J. Comput. Des. Eng. 2024, 11, 195–211. [Google Scholar] [CrossRef]
- Zorko, D.; Demšar, I.; Tavčar, J. An Investigation on the Potential of Bio-Based Polymers for Use in Polymer Gear Transmissions. Polym. Test. 2021, 93, 106994. [Google Scholar] [CrossRef]
- Hriberšek, M.; Kulovec, S.; Toubal, L. Performance Evaluation of Biocomposite Gears Under Fatigue and Wear: Steel Drive Gear Versus Biocomposite Drive Gear and Biocomposite Drive Gear Versus Biocomposite Gear. Fatigue Fract. Eng. Mater. Struct. 2025, 48, 1768–1781. [Google Scholar] [CrossRef]
- Hribešek, M.; Kulovec, S. Design Optimization and Fatigue Evaluation of Wood Composite Gears. Proc. Socrat. Lect. 2024, 10, 158–166. [Google Scholar] [CrossRef]
- Muratović, E.; Muminović, A.; Delić, M.; Pervan, N.; Muminović, A.J.; Šarić, I. Potential and Design Parameters of Polyvinylidene Fluoride in Gear Applications. Polymers 2023, 15, 4275. [Google Scholar] [CrossRef]
- Matkovič, S.; Kalin, M. Effect of the Coefficient of Friction on Gear-Tooth Root Fatigue for Both Dry and Lubricated Running Polymer Gears. Tribol. Int. 2024, 194, 109525. [Google Scholar] [CrossRef]
- Marković, A.; Ivanović, L.; Stojanović, B. Characteristics, Manufacturing, and Testing Methods of Polymer Gears: Review. In Proceedings of the 32nd International Conference on Organization and Technology of Maintenance (OTO 2023), Osijek, Republic of Croatia, 12 December 2023; Springer Science and Business Media Deutschland GmbH: Berlin, Germany, 2024; Volume 866, pp. 269–282. [Google Scholar]
- Muratovic, E. Lifetime Testing of Polymer Gears. In Polymer Gears; Elsevier: Amsterdam, The Netherlands, 2025; pp. 603–620. [Google Scholar]
- Trobentar, B.; Kulovec, S.; Hlebanja, G.; Glodež, S. Experimental Failure Analysis of S-Polymer Gears. Eng. Fail. Anal. 2020, 111, 104496. [Google Scholar] [CrossRef]
- VDI 2736 Part 1; Thermoplastic Gear Wheels—Materials, Material Selection, Production Methods, Production Tolerances, Form Design. Verein Deutscher Ingenieure: Harzgerode, Germany, 2016.
- VDI 2736 Part 2; Thermoplastic Gear Wheels—Cylindrical Gears—Calculation of the Load—Carrying Capacity. Verein Deutscher Ingenieure: Harzgerode, Germany, 2016.
- VDI 2736 Part 3; Thermoplastic Gear Wheels—Crossed Helical Gears—Mating Cylindrical Worm with Helical Gear—Calculation of the Load Carrying Capacity. Deutscher Ingenieure: Harzgerode, Germany, 2016.
- VDI 2736 Part 4; Thermoplastic Gear Wheels—Determination of Strength Parameters on Gears. Deutscher Ingenieure: Harzgerode, Germany, 2016.
- Matkovič, S.; Pogačnik, A.; Kalin, M. Comparison between VDI 2736 Wear Calculation and Experimentally Obtained Results. In Proceedings of the International Conference on Gears 2019, Garching, Germany, 8–20 September 2019; pp. 1311–1322. [Google Scholar]
- Zhong, B.; Song, H.; Liu, H.; Wei, P.; Lu, Z. Loading Capacity of POM Gear under Oil Lubrication. J. Adv. Mech. Des. Syst. Manuf. 2022, 16, JAMDSM0006. [Google Scholar] [CrossRef]
- Hribersek, M.; Erjavec, M.; Hlebanja, G.; Kulovec, S. Durability Testing and Characterization of POM Gears. Eng. Fail. Anal. 2021, 124, 105377. [Google Scholar] [CrossRef]
- Liu, J.; Feng, K.; Su, Z.; Ren, B.; Liu, Y. Dimensional Deviations and Distortion Mechanism of Polymer Spur Gear Fabricated by Fused Deposition Modeling. J. Mater. Eng. Perform. 2024, 342, 3026–3035. [Google Scholar] [CrossRef]
- Radzevich, S.P.; Storchak, M. Advances in Gear Theory and Gear Cutting Tool Design; Springer: Cham, Switzerland, 2022. [Google Scholar]
- Muminović, A.J.; Bektašević, S.; Muratović, E.; Pervan, N.; Smajić, J.; Muminović, A.; Šarić, I.; Mešić, E.; Trobradović, M.; Delić, M. Service Life and Failure Analysis of Nylon, Polycarbonate, and IGUS I180 Polymer Gears Made by Additive Manufacturing. Machines 2025, 13, 5. [Google Scholar] [CrossRef]
- Muminovic, A.J.; Pervan, N.; Delic, M.; Muratovic, E.; Mesic, E.; Braut, S. Failure Analysis of Nylon Gears Made by Additive Manufacturing. Eng. Fail. Anal. 2022, 137, 106272. [Google Scholar] [CrossRef]
- Zhang, Y.; Mao, K.; Leigh, S.; Shah, A.; Chao, Z.; Ma, G. A Parametric Study of 3D Printed Polymer Gears. Int. J. Adv. Manuf. Technol. 2020, 107, 4481–4492. [Google Scholar] [CrossRef]
- Karupaiah, V.; Narayanan, V.; Nagarajan, R.; Ismail, S.O.; Mohammad, F.; Al-Lohedan, H.A.; Krishnan, K. Performance Evaluation of 3D-Printed ABS and Carbon Fiber-Reinforced ABS Polymeric Spur Gears. BioResources 2024, 19, 2796–2810. [Google Scholar] [CrossRef]
- Prajapati, S.K.; Gnanamoorthy, R. Surface Design of 3D-Printed Polyether Ether Ketone for Abrasive Wear Resistance. Tribol. Trans. 2024, 67, 235–246. [Google Scholar] [CrossRef]
- Kang, S. Improved Wear Resistance of PTFE/GF Reinforced PPS Polymer Gear for Actuator. In Proceedings of the Proceedings of the FISITA - Technology and Mobility Conference Europe, Barcelona, Spain, 12–15 September 2023; FISITA: Stortford, UK, 2023. [Google Scholar]
- Tunalioglu, M.S.; Agca, B.V. Wear and Service Life of 3-D Printed Polymeric Gears. Polymers 2022, 14, 2064. [Google Scholar] [CrossRef]
- Muratović, E.; Pervan, N.; Muminović, A.; Delić, M. A Contact Mechanics Model for Surface Wear Prediction of Parallel-Axis Polymer Gears. Polymers 2024, 16, 2858. [Google Scholar] [CrossRef]
- Ignatijev, A.; Glodež, S.; Kramberger, J. Computational Model for Analysing the Tooth Deflection of Polymer Gears. Polymers 2024, 16, 677. [Google Scholar] [CrossRef]
- Matkovič, S.; Pogačnik, A.; Kalin, M. Wear-Coefficient Analyses for Polymer-Gear Life-Time Predictions: A Critical Appraisal of Methodologies. Wear 2021, 480–481, 203944. [Google Scholar] [CrossRef]
- Evans, S.M.; Keogh, P.S. Wear Mechanisms in Polyoxymethylene Spur Gears. Wear 2019, 428–429, 356–365. [Google Scholar] [CrossRef]
- Landi, L.; Morettini, G.; Palmieri, M.; Benicchi, S.; Cianetti, F.; Braccesi, C. Studying the Performance of Reinforced Polymer Gear Wheels: Development of an Advanced Test Bench for Wear Analysis. Machines 2024, 12, 183. [Google Scholar] [CrossRef]
- Trobentar, B.; Hriberšek, M.; Kulovec, S.; Glodež, S.; Belšak, A. Noise Evaluation of S-Polymer Gears. Polymers 2022, 14, 438. [Google Scholar] [CrossRef]
- Černe, B.; Petkovšek, M.; Duhovnik, J.; Tavčar, J. Thermo-Mechanical Modeling of Polymer Spur Gears with Experimental Validation Using High-Speed Infrared Thermography. Mech. Mach. Theory 2020, 146, 103734. [Google Scholar] [CrossRef]
- Singh, P.K.; Siddhartha; Singh, A.K. An Investigation on the Thermal and Wear Behavior of Polymer Based Spur Gears. Tribol. Int. 2018, 118, 264–272. [Google Scholar] [CrossRef]
- Rohrmoser, A.; Bode, C.; Schleich, B.; Hagenah, H.; Wartzack, S.; Merklein, M. Influence of Metal Gear Tooth Geometry on Load and Wear within Metal-Polymer Gear Pairs. Appl. Sci. 2022, 12, 270. [Google Scholar] [CrossRef]
- Pogacnik, A.; Beermann, S. Measuring Permissible Root/Flank Stress of Plastic Gears According to the VDI 2736-4. In Proceedings of the VDI Gear Conference 2017, Garching/Munich, Germany, 13–15 September 2017; Volume 2017, pp. 140–151. [Google Scholar]
- ISO 1183; Plastics—Methods for Determining the Density of Non-Cellular Plastics—Part 1: Immersion Method, Liquid Pycnometer Method and Titration Method. ISO: Geneva, Switzerland, 2019.
- ISO 527-2; Plastics—Determination of Tensile Properties—Part 2: Test Conditions for Moulding and Extrusion Plastics. ISO: Geneva, Switzerland, 2012.
- ISO 11359; Plastics—Thermomechanical Analysis (TMA)—Part 2: Determination of Coefficient of Linear Thermal Expansion and Glass Transition Temperature. ISO: Geneva, Switzerland, 2021.
- DIN 52612; Tesing of Thermal Insulating Materials; Determination of Thermal Conductivity by Means of the Guarded Hot Plate Apparatus; Conversion of the Measured Values for Building Applications. German Institute for Standardization: Berlin, Germany, 1984.
- ISO 3146; Plastics—Determination of Melting Behaviour (Melting Temperature or Melting Range) of Semi-Crystalline Polymers by Capillary Tube and Polarizing-Microscope Methods. ISO: Geneva, Switzerland, 2022.
- DIN 53765; Testing of Plastics and Elastomeres; Thermal Analysis; DSC-Method. German Institute for Standardization: Berlin, Germany, 1994.
- ISO 11357; Plastics—Plastics—Determination of Hardness-Part 1: Ball Indentation Method. ISO: Geneva, Switzerland, 2021.
- Radzevich, S.P. Theory of Gearing; U.S. Government Printing Office: Washington, DC, USA, 2022.
- Alharbi, K.A.M. Wear and Mechanical Contact Behavior of Polymer Gears. J. Tribol. 2019, 141, 011101. [Google Scholar] [CrossRef]
- Geng, Z.; Chen, M.; Wang, J.; Xia, Y.; Kong, Y.; Xiao, K. Nonlinear Dynamic Analysis of a Spur Gear Pair System with Wear Considering the Meshing Position. Lubricants 2024, 12, 25. [Google Scholar] [CrossRef]
- Shen, Z.; Qiao, B.; Yang, L.; Luo, W.; Yang, Z.; Chen, X. Fault Mechanism and Dynamic Modeling of Planetary Gear with Gear Wear. Mech. Mach. Theory 2021, 155, 104098. [Google Scholar] [CrossRef]
- ISO 53 A.; Cylindrical Gears for General and Heavy Engineering—Standard Basic Rack Tooth Profile. ISO: Geneva, Switzerland, 1998.
- Hlebanja, G.; Hriberšek, M.; Erjavec, M.; Kulovec, S. Advanced Lifetime Tests of Plastic Gears with E- and S-Geometry. In Mechanisms and Machine Science; Springer: Dordrecht, The Netherlands, 2021; Volume 101, pp. 427–444. [Google Scholar]
- Kızılersü, A.; Kreer, M.; Thomas, A.W. The Weibull Distribution: A Handbook; CRC: Boca Raton, FL, USA, 2008. [Google Scholar]
- Herzog, C.; Wolf, M.; Schubert, D.; Drummer, D. In Situ Investigation of the Influence of Varying Load Conditions on Tooth Deformation and Wear of Polymer Gears. Forsch. im Ingenieurwesen 2022, 86, 545–555. [Google Scholar] [CrossRef]
- Kunishima, T.; Nagai, Y.; Bouvard, G.; Abry, J.C.; Fridrici, V.; Kapsa, P. Comparison of the Tribological Properties of Carbon/Glass Fiber Reinforced PA66-Based Composites in Contact with Steel, with and without Grease Lubrication. Wear 2021, 477, 203899. [Google Scholar] [CrossRef]
- Roda-Casanova, V.; Sanchez-Marin, F.; Martinez-Cuenca, R. Convective Heat Transfer Modelling in Dry-Running Polymer Spur Gears. Int. J. Mech. Sci. 2023, 241, 107927. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameter | Value |
|---|---|
| Profile | Involute, ISO 53 A [55] |
| Module | 3 mm |
| Number of teeth | 17 |
| Pressure angle | 20° |
| Face width | 20 mm |
| Profile shift coefficient | −0.1 mm |
| Pitch diameter | 51 mm |
| Tip diameter | 57 mm |
| Root diameter | 44.4 mm |
| Base diameter | 47.92 mm |
| Base tangent length | 17.4 mm |
| Load Level (Nm) | (mm) | (mm) | (-) | (mm) | (106) | (-) | (10−6 mm3/Nm) |
|---|---|---|---|---|---|---|---|
| 4 | 0.159 | 20 | 17 | 6.67 | 6.2 | 0.632 | 7.72 |
| 5 | 0.239 | 4.8 | 10.98 | ||||
| 6 | 0.351 | 4 | 12.62 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Muratović, E.; Muminović, A.J.; Gierz, Ł.; Smailov, I.; Sydor, M.; Delić, M. An Analysis of the Tribological and Thermal Performance of PVDF Gears in Correlation with Wear Mechanisms and Failure Modes Under Different Load Conditions. Coatings 2025, 15, 800. https://doi.org/10.3390/coatings15070800
Muratović E, Muminović AJ, Gierz Ł, Smailov I, Sydor M, Delić M. An Analysis of the Tribological and Thermal Performance of PVDF Gears in Correlation with Wear Mechanisms and Failure Modes Under Different Load Conditions. Coatings. 2025; 15(7):800. https://doi.org/10.3390/coatings15070800
Chicago/Turabian StyleMuratović, Enis, Adis J. Muminović, Łukasz Gierz, Ilyas Smailov, Maciej Sydor, and Muamer Delić. 2025. "An Analysis of the Tribological and Thermal Performance of PVDF Gears in Correlation with Wear Mechanisms and Failure Modes Under Different Load Conditions" Coatings 15, no. 7: 800. https://doi.org/10.3390/coatings15070800
APA StyleMuratović, E., Muminović, A. J., Gierz, Ł., Smailov, I., Sydor, M., & Delić, M. (2025). An Analysis of the Tribological and Thermal Performance of PVDF Gears in Correlation with Wear Mechanisms and Failure Modes Under Different Load Conditions. Coatings, 15(7), 800. https://doi.org/10.3390/coatings15070800