
Mechanism of Friction Reduction in Surface Micro-Textured Mandrels During Hole Cold Expansion


Abstract
1. Introduction
2. Extrusion Strengthening Friction and Wear Modeling Aanalysis
2.1. Hole Extrusion Strengthening Theory
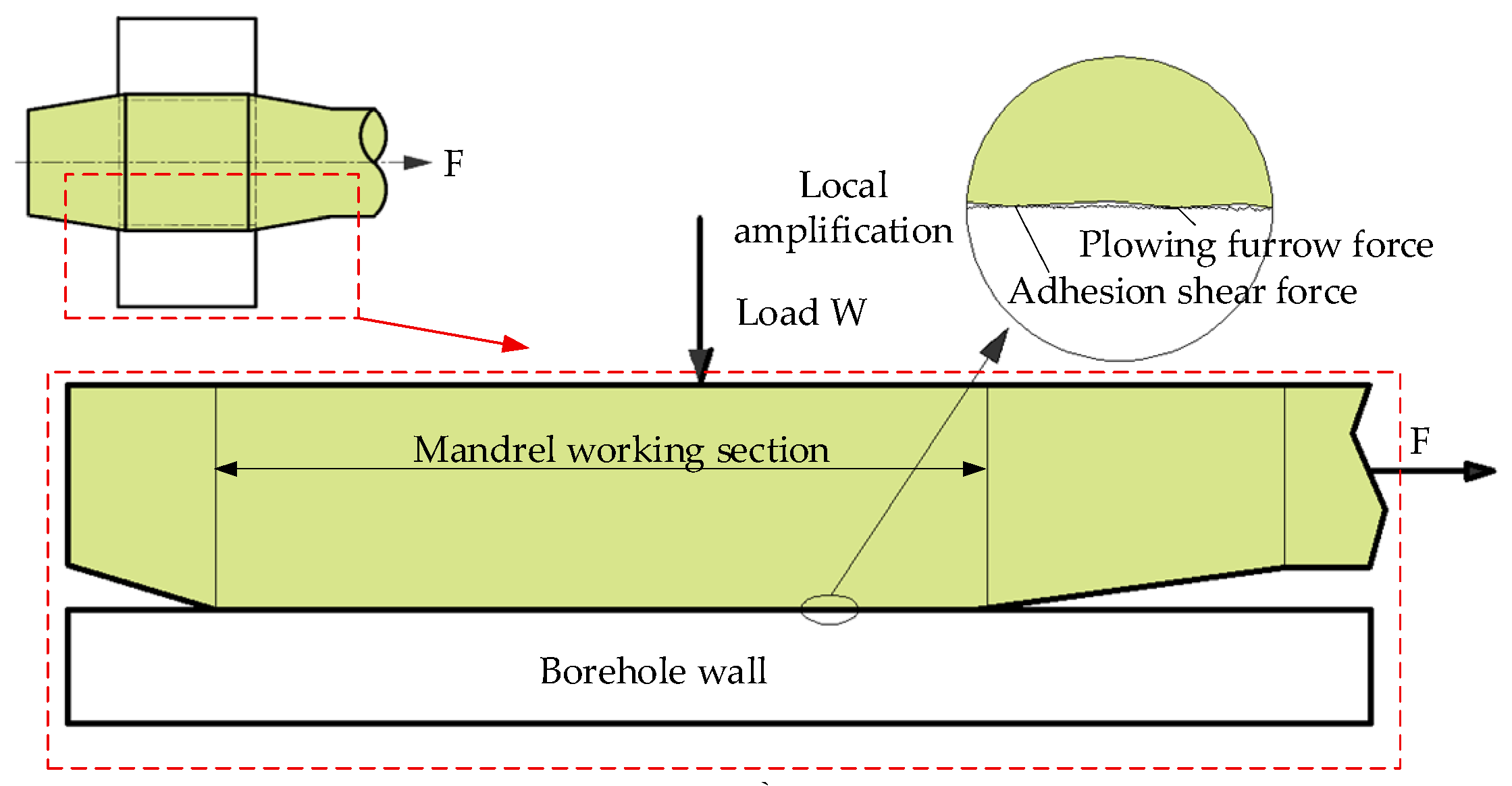
2.2. Non-Micro-Texture Extrusion Strengthening Friction and Wear Model
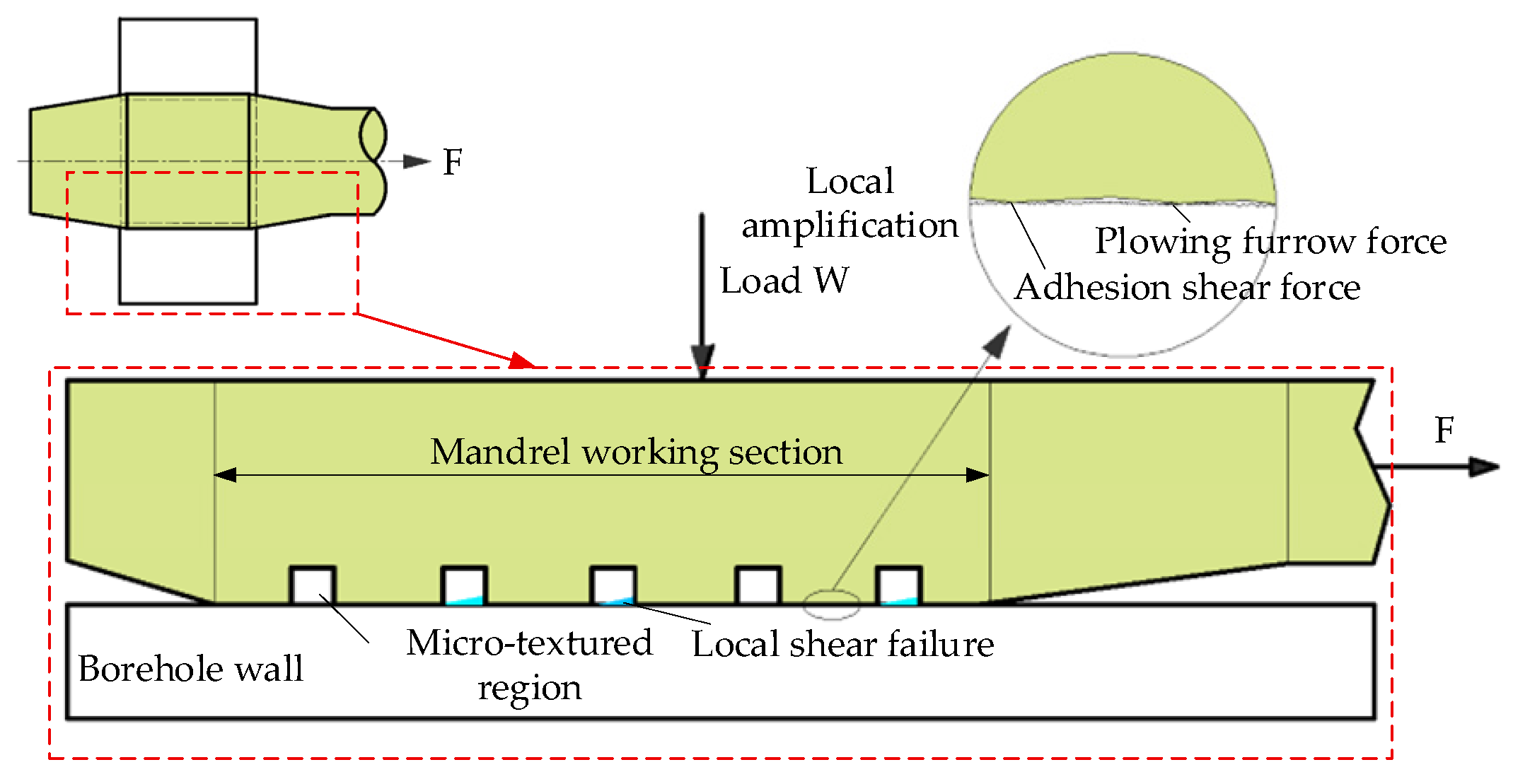
2.3. Micro-Texture Extrusion Strengthening Friction and Wear Model
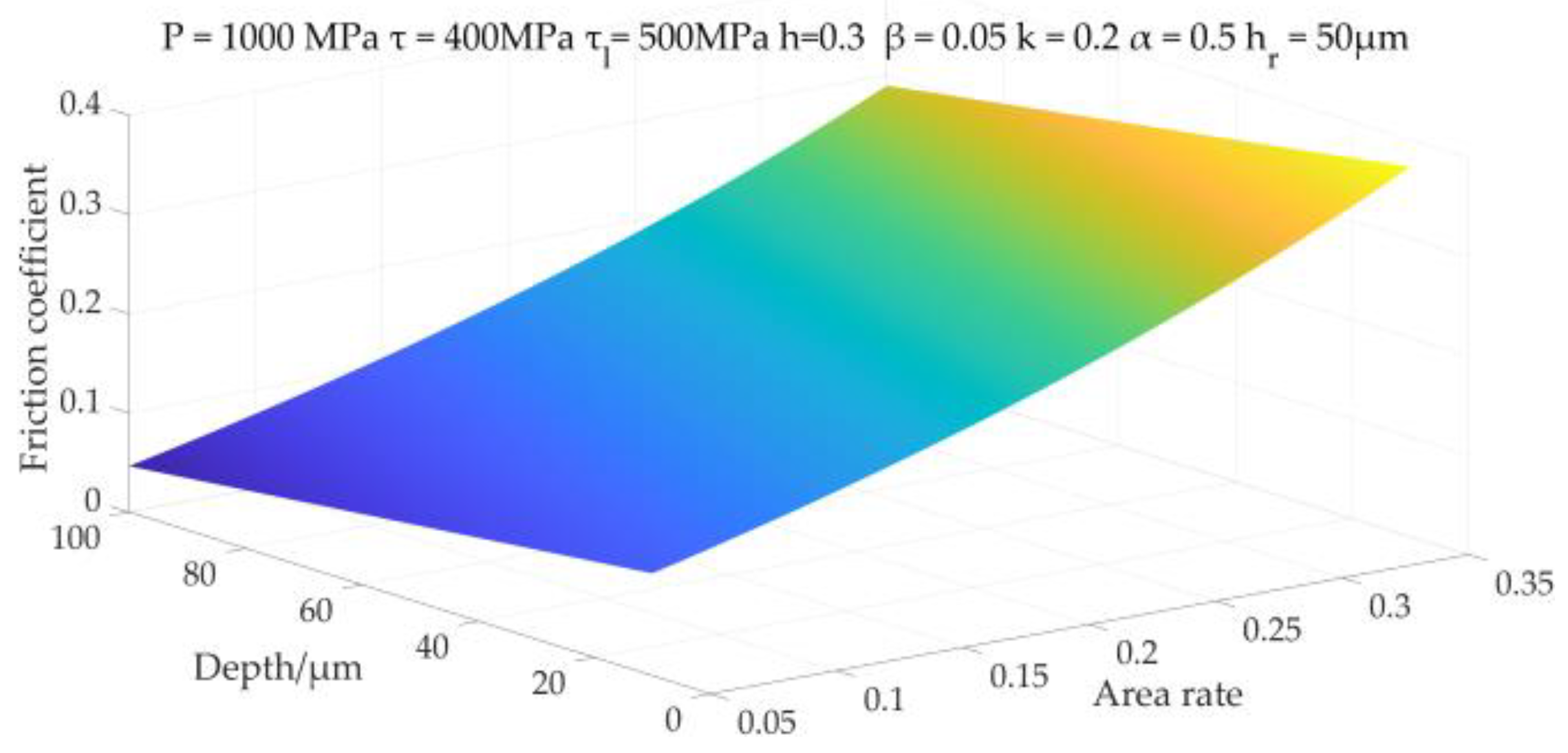
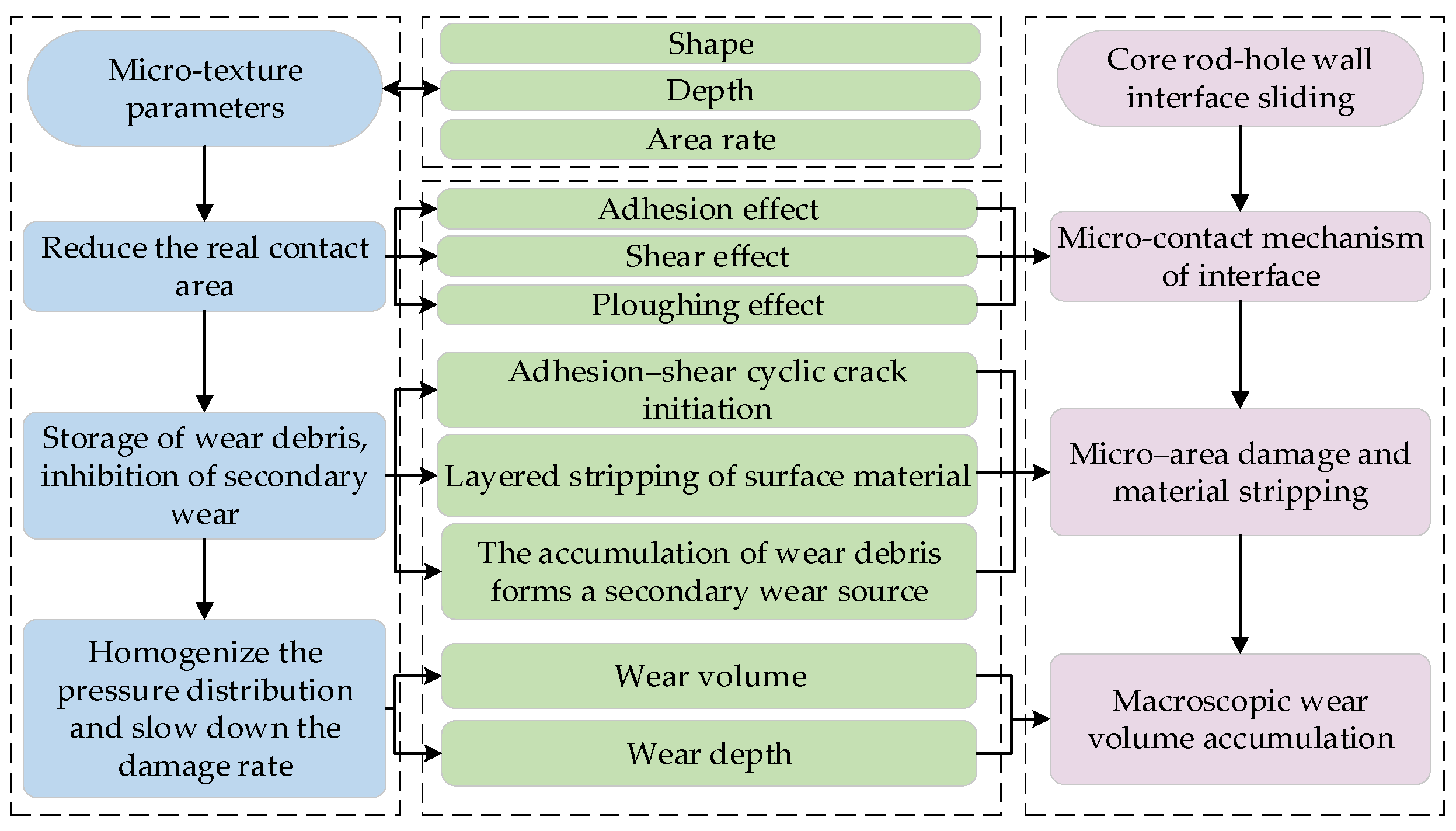
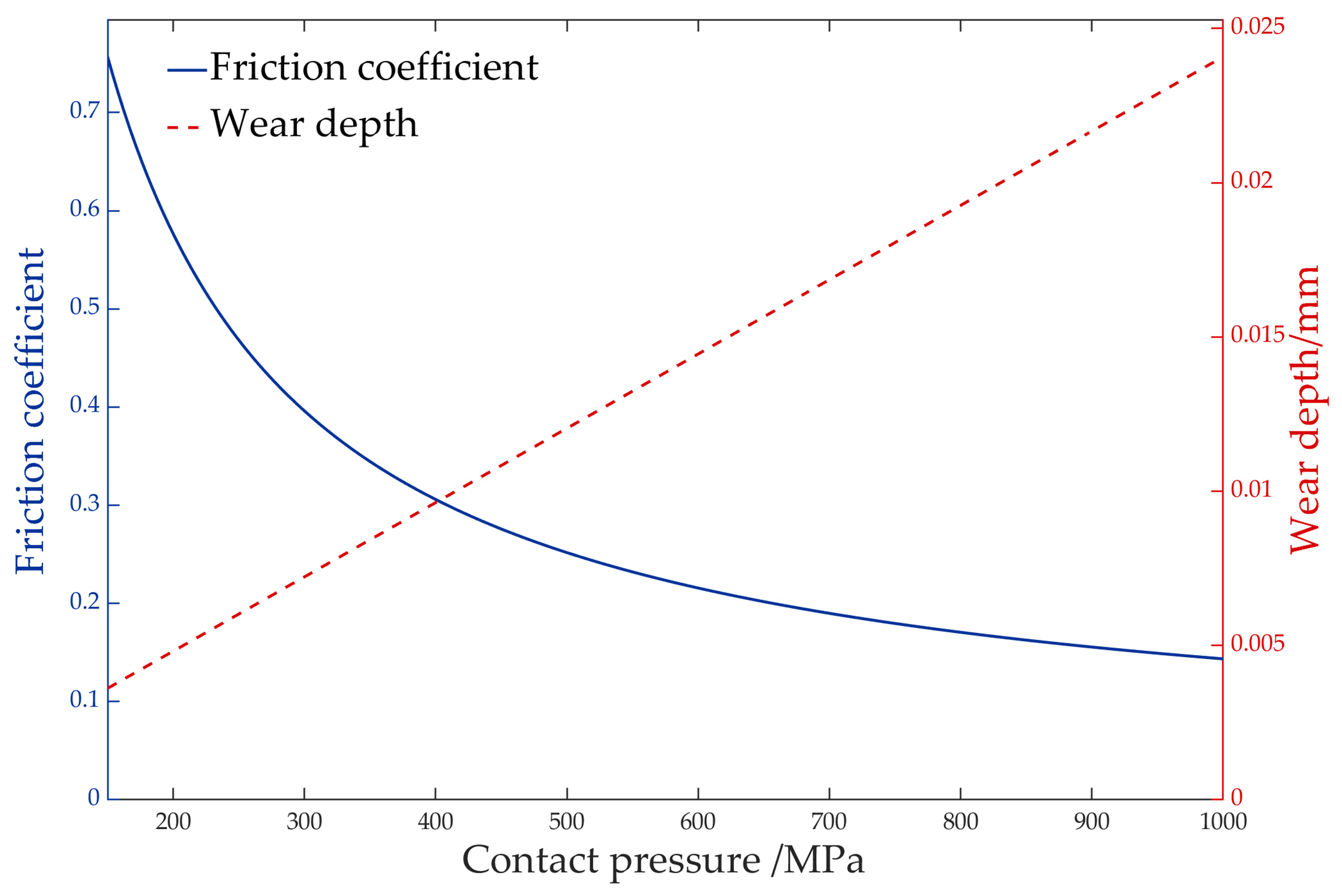
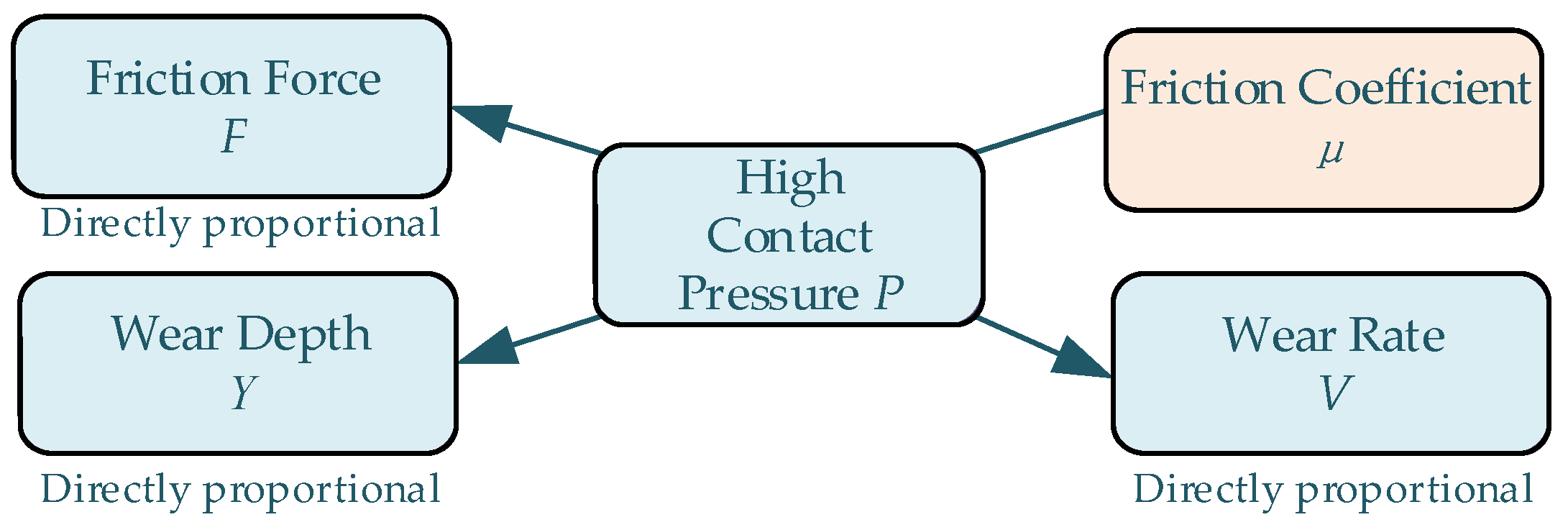
2.4. The Coupling Effect Mechanism of Contact Pressure on Friction and Wear
3. Mandrel Structure Design Based on Micro-Texture
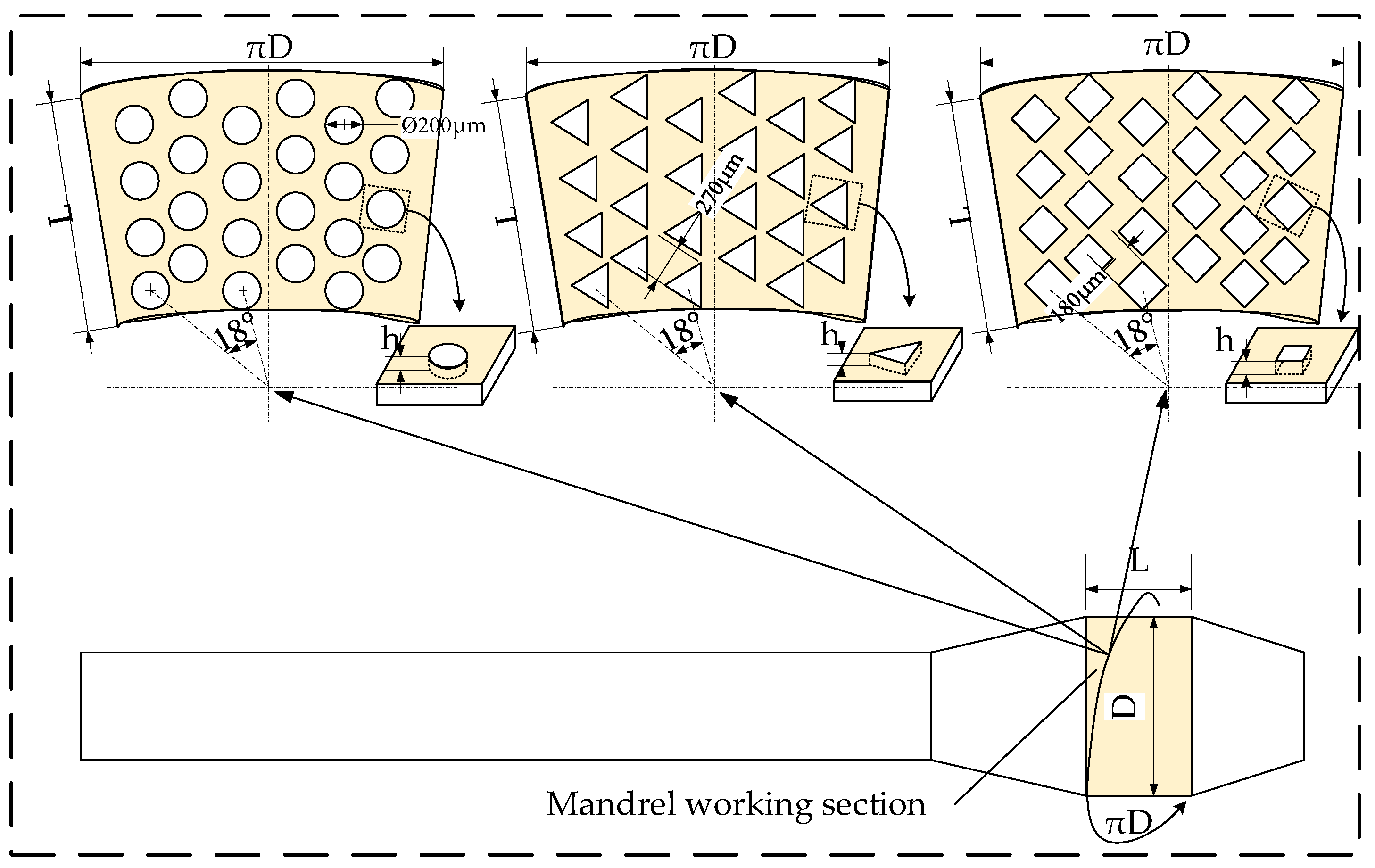
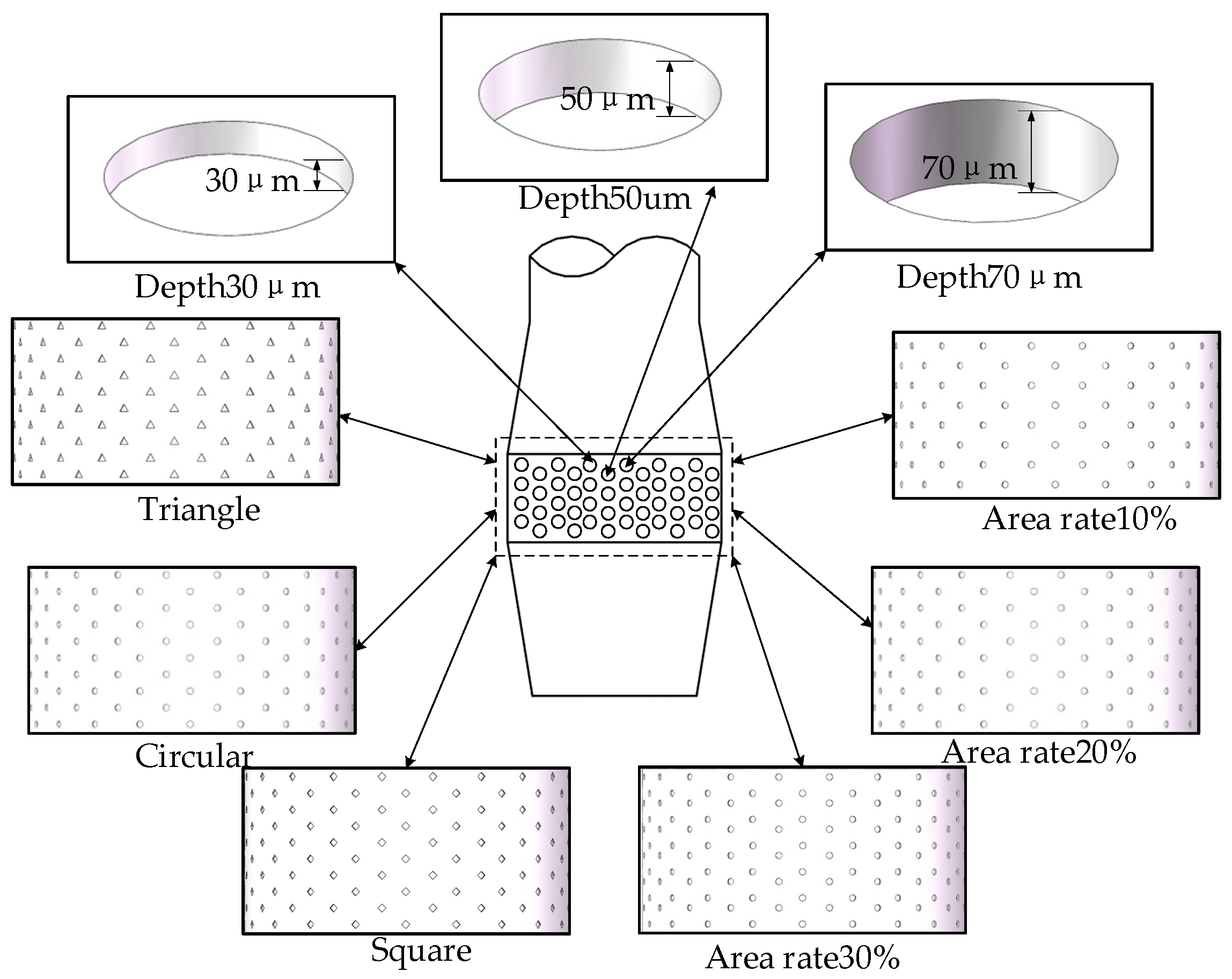
3.1. Micro-Texture Structure Design
3.2. Establishment of Micro-Texture Simulation Model
3.3. Parameter Analysis of Micro-Texture Structure
4. Analysis of Anti-Friction and Strengthening Performance of Micro-Textured Mandrel
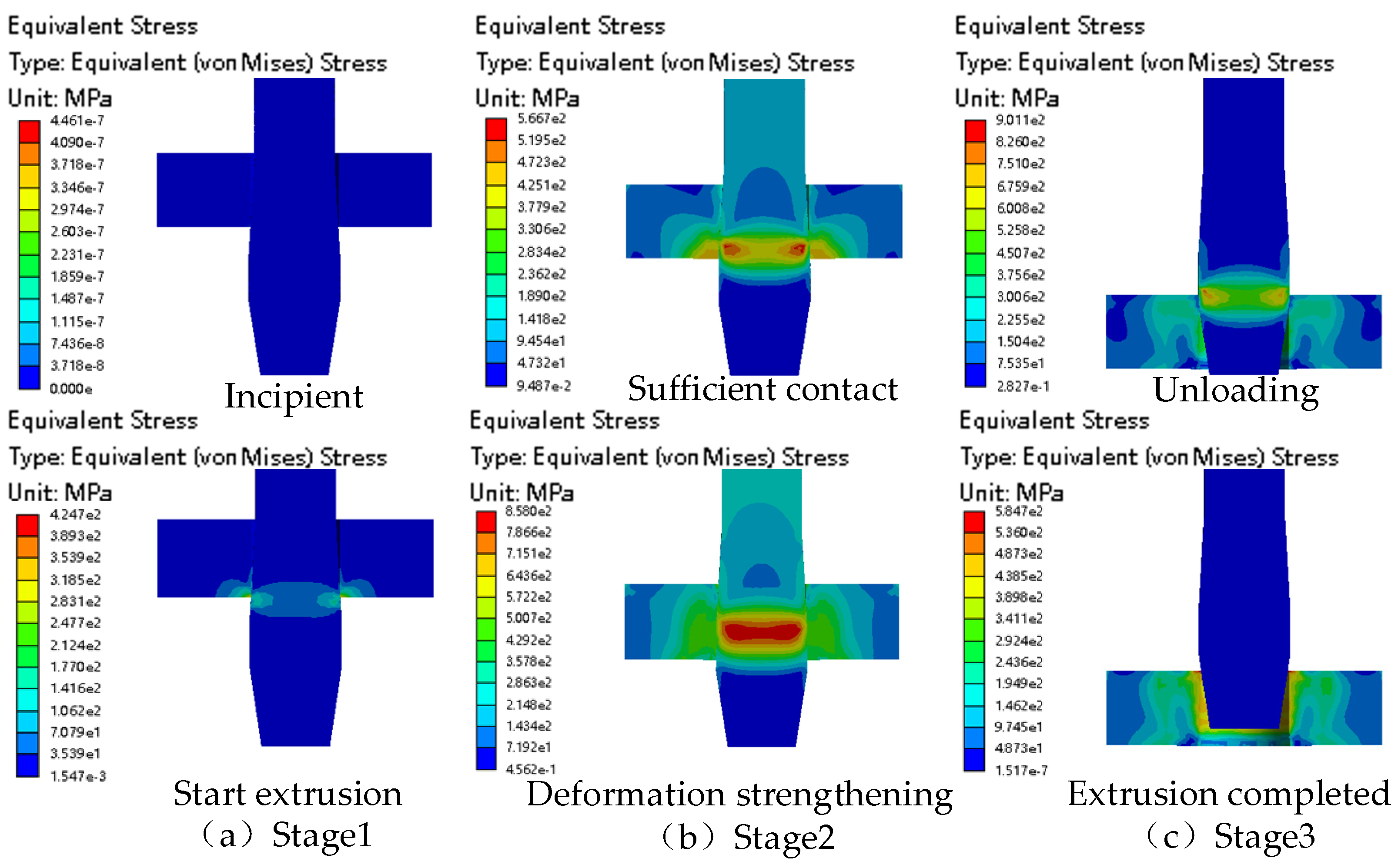
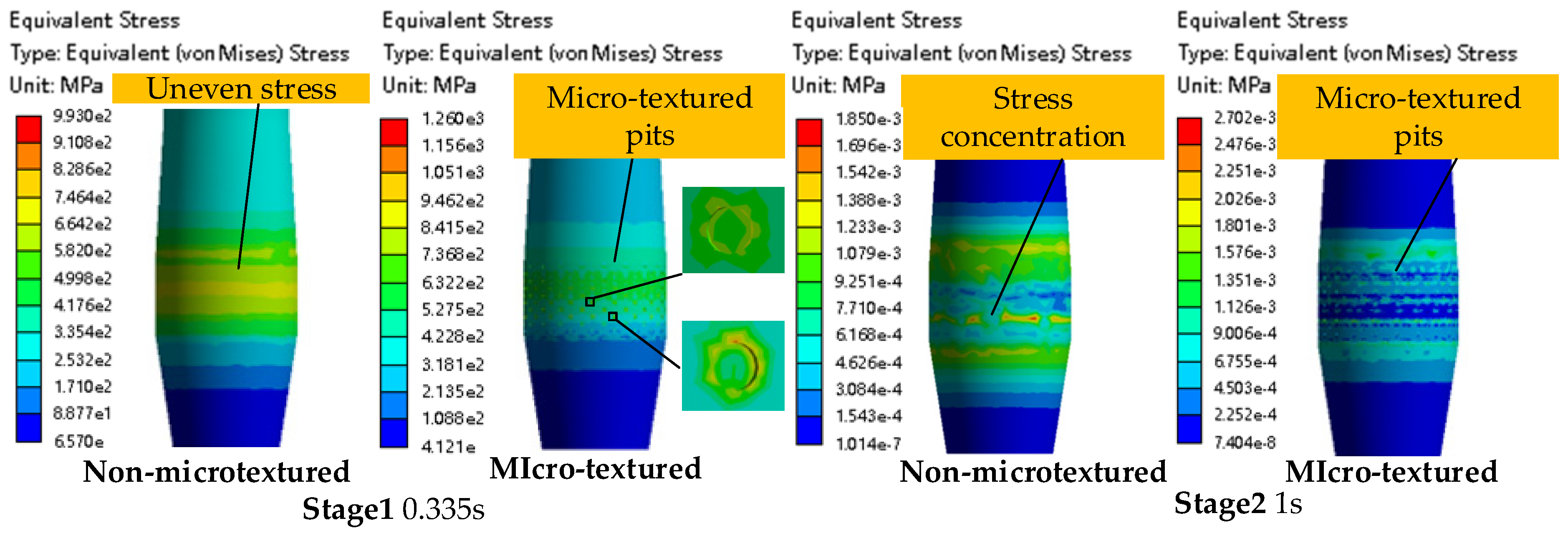
4.1. The Regulation Mechanism of the Micro-Texture on Mechanical Behavior
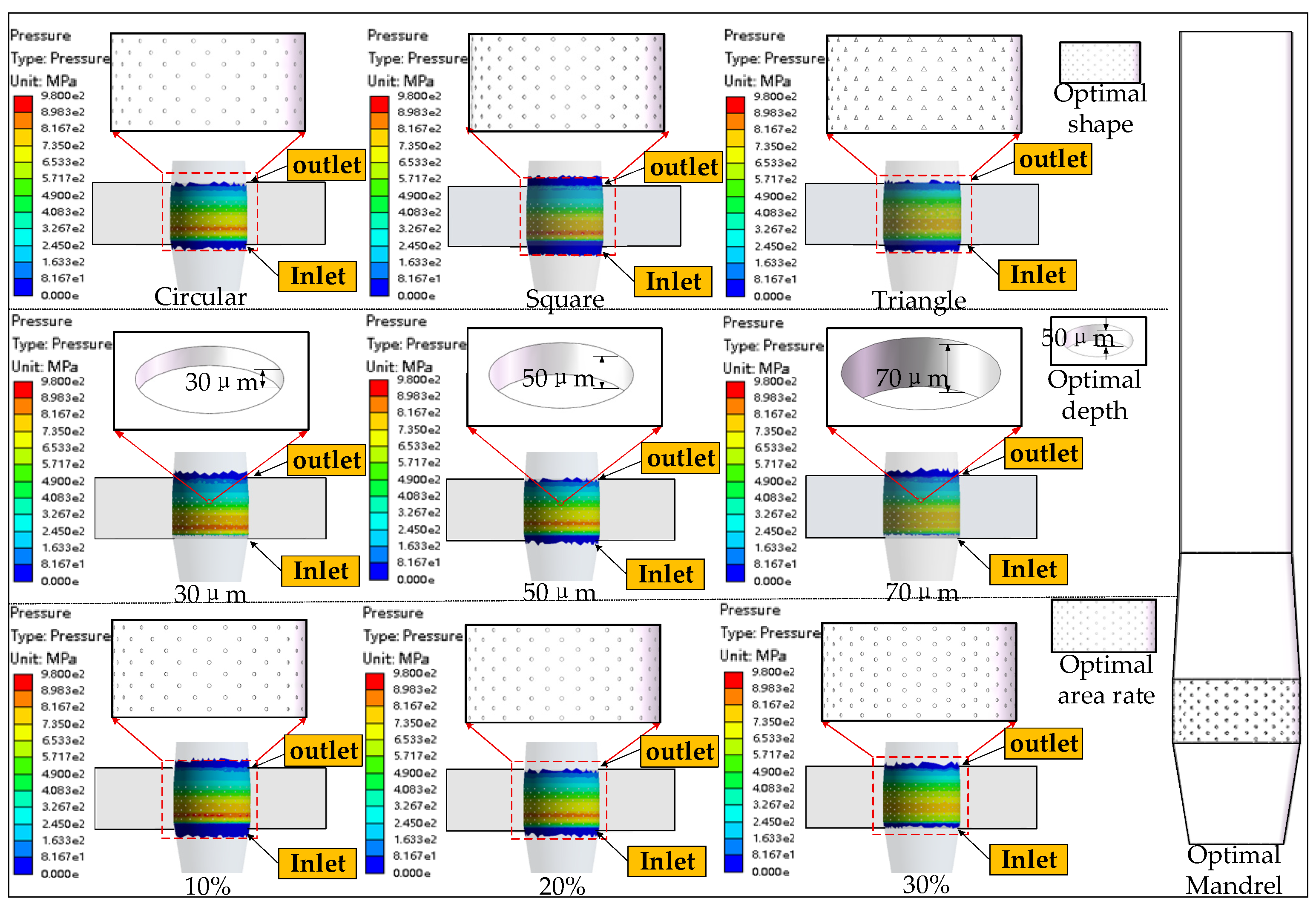
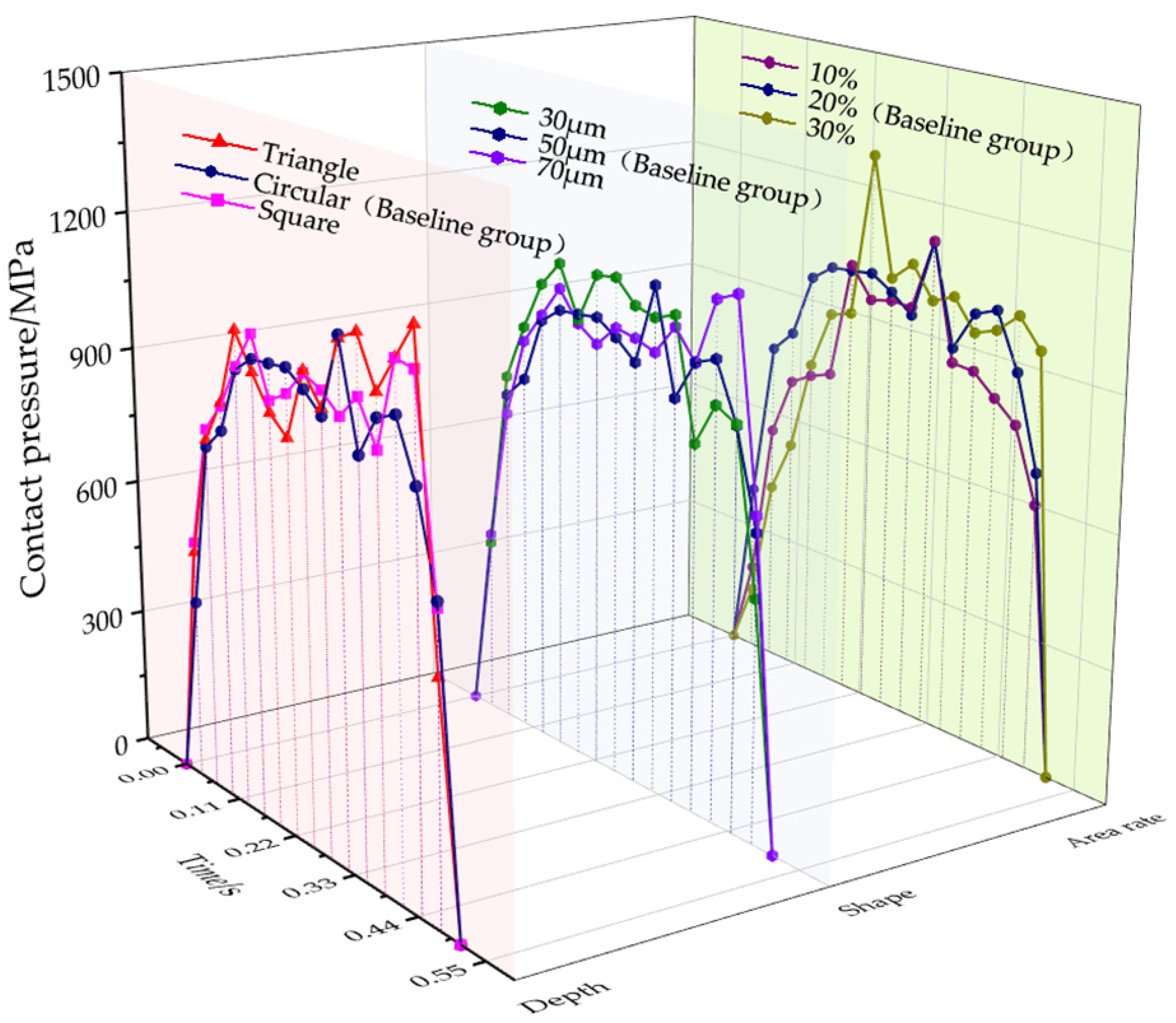
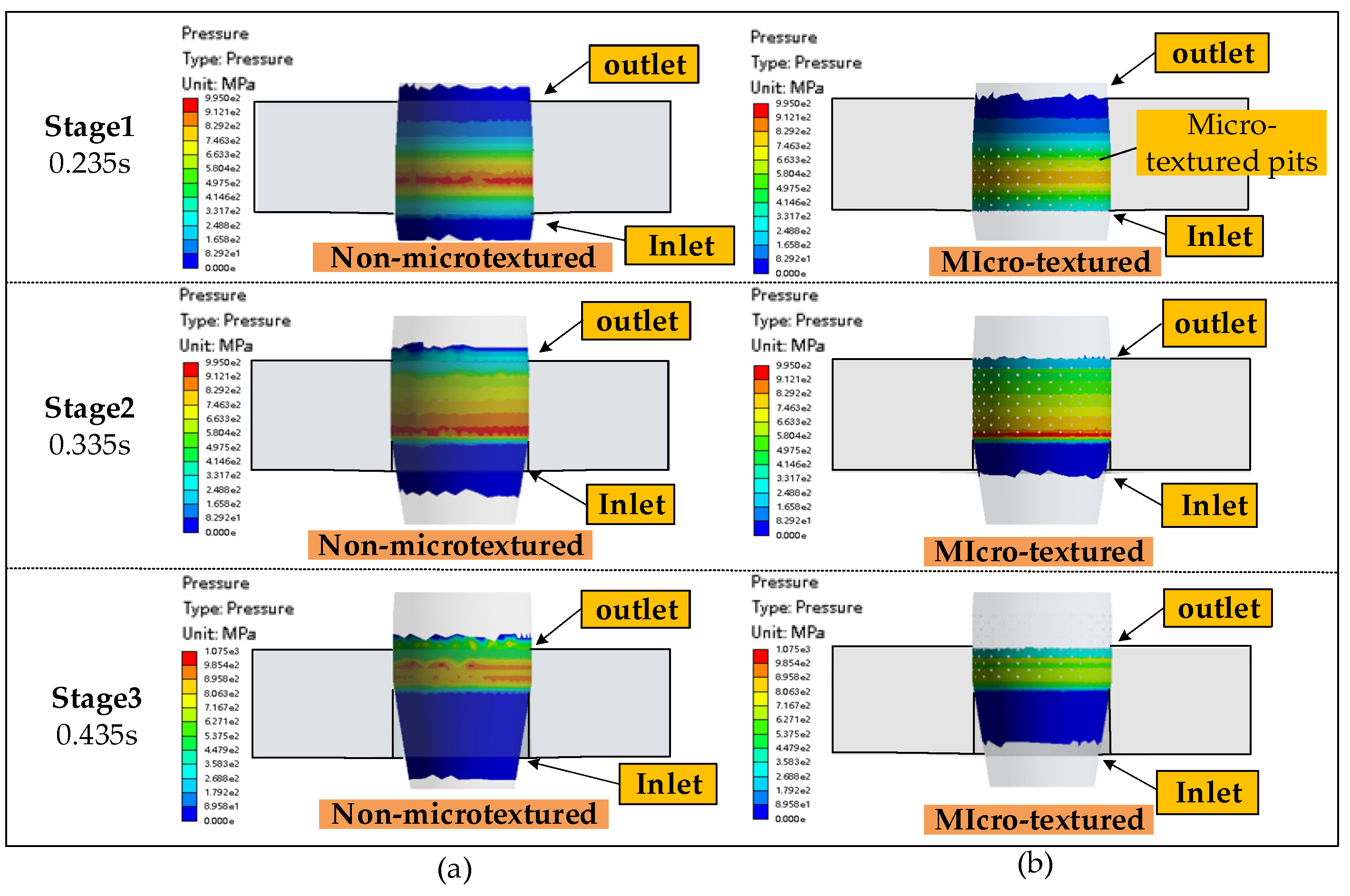
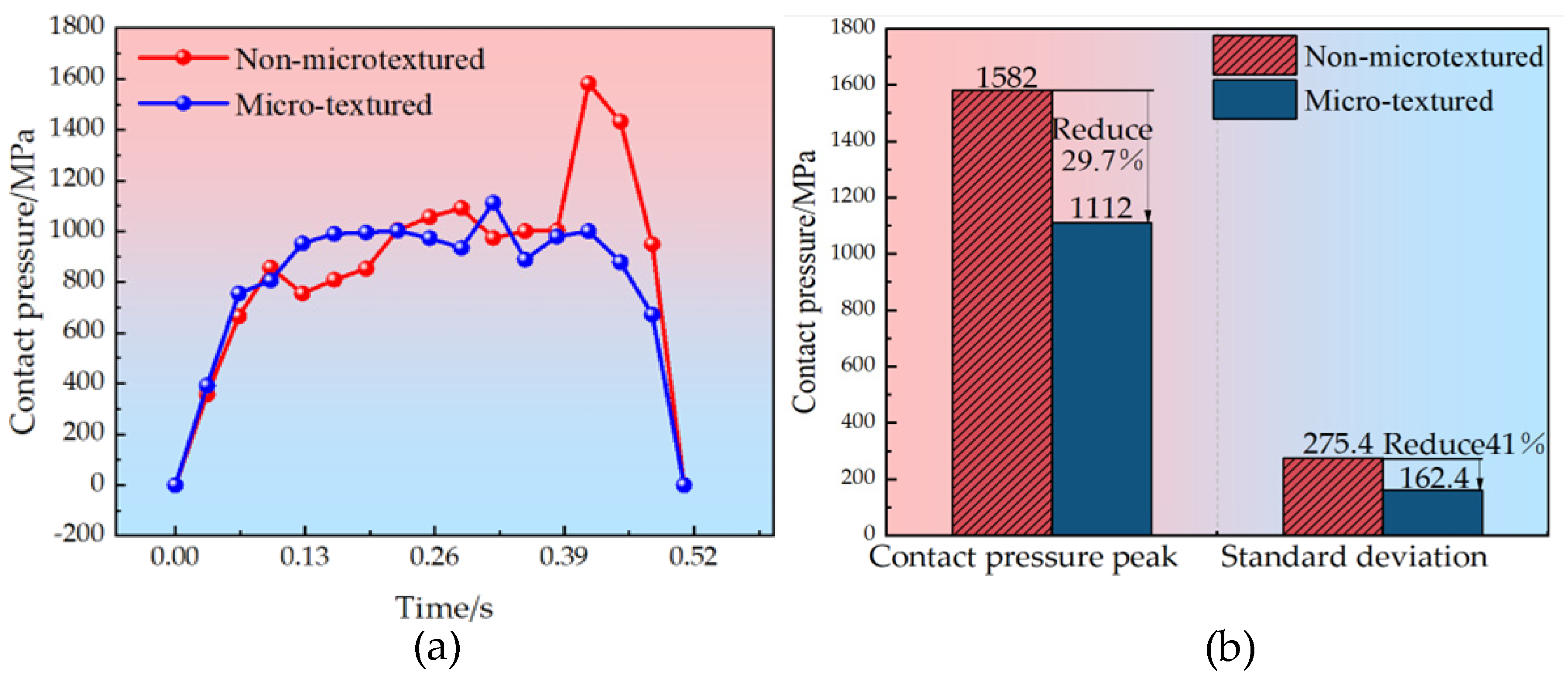
4.2. The Analysis of the Micro-Texture on the Friction Behavior of the Mandrel Interface
4.3. The Effect of the Micro-Textured Mandrel on the Hole Wall Strengthening Effect
5. Conclusions
- A mandrel structural system that integrates a micro-texture design with the hole extrusion strengthening process is developed. A collaborative design concept of anti-friction and strengthening is proposed, providing theoretical support and an engineering pathway for extending the mandrel’s service life.
- A coupled friction–wear model incorporating micro-texture geometric parameters is constructed, revealing the mechanism by which the interfacial frictional stability and wear resistance are significantly enhanced under high contact pressure by reducing the peak contact stress and promoting a more uniform normal load distribution.
- The parametric analysis confirms that the circular micro-texture with a depth of 50 μm and a 20% area ratio provides the most favorable combination, yielding an optimal contact uniformity, load transfer stability, and friction-reduction performance.
- Finite element simulations further validate the effectiveness of the optimal configuration, showing that circular micro-textures reduce the peak contact pressure by 29.7%, the pressure standard deviation by 41.0%, and the average friction stress by 8.1%, significantly outperforming the non-textured reference group in alleviating the load concentration and enhancing the interfacial frictional stability.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Wang, Y.L.; Zhu, Y.L.; Cao, Q. Progress and prospect of research on hole cold expansion technique. Acta Aeronaut. Astronaut. Sin. 2018, 39, 6–22. [Google Scholar]
- Jiang, Y.; Liu, X.; Wang, Y.; Cui, L.; Ji, G.; Liu, W. Investigation of Residual Stress Distribution and Fatigue of 7050-T7451 Alloy Hole Components with Laser Shock and Ultrasonic Extrusion. Metals 2024, 14, 597. [Google Scholar] [CrossRef]
- Wan, N.; Zhao, B.; Ding, W.; He, Q. Advancements in cold extrusion anti-fatigue manufacturing technology for connecting holes. Eng. Fract. Mech. 2025, 314, 110764. [Google Scholar] [CrossRef]
- Fu, Y.; Ge, E.; Su, H.; Xu, J.; Li, R. Cold expansion technology of connection holes in aircraft structures: A review and prospect. Chin. J. Aeronaut. 2015, 28, 961–973. [Google Scholar] [CrossRef]
- Xu, Y.; Wang, L.G.; Zhang, G.A.; Chen, T.; Jia, J. Influence of rubber surface roughness on the tribological performance of DLC films. Surf. Technol. 2023, 52, 225–232. (In Chinese) [Google Scholar]
- Hu, J.; Liu, J.; Liu, Z.; Feng, X. Research on the Effect of Micro-Pit Parameters on Tool Wear in Turning GH4169. Coatings 2025, 15, 543. [Google Scholar] [CrossRef]
- Zhang, C.; Chen, J.; Ji, B.; Zhou, J.; Zeng, L.; Yang, Y. Effect of Micro-Dimple Texture on the Tribological Performance of Brass with Titanium Nitride (TiN) Coating under Oil-Lubricated Conditions. Coatings 2024, 14, 119. [Google Scholar] [CrossRef]
- Yang, H.; Yang, S.; Tong, X. Study on the Matching of Surface Texture Parameters and Processing Parameters of Coated Cemented Carbide Tools. Coatings 2023, 13, 681. [Google Scholar] [CrossRef]
- Hamilton, D.B.; Walowit, J.A.; Allen, C.M. A theory of lubrication by microirregularities. J. Basic Eng. 1966, 88, 177–185. [Google Scholar] [CrossRef]
- Qin, L.; Lin, P.; Zhang, Y.; Dong, G.; Zeng, Q. Influence of surface wettability on the tribological properties of laser textured Co–Cr–Mo alloy in aqueous bovine serum albumin solution. Appl. Surf. Sci. 2013, 268, 79–86. [Google Scholar] [CrossRef]
- Wang, L.; Duan, J.; He, M.; Liu, Y.; Bao, Y. Study on antifriction mechanism of surface textured elliptical bearings. J. Tribol. 2023, 145, 011702. [Google Scholar] [CrossRef]
- Wan, Q.; Gao, P.; Zhang, Z. Friction and wear performance of lubricated micro-textured surface formed by laser processing. Surf. Eng. 2021, 37, 1523–1531. [Google Scholar] [CrossRef]
- Kitamura, K.; Makino, T.; Nawa, M.; Miyata, S. Tribological effects of punch with micro-dimples in blanking under high hydrostatic pressure. CIRP Ann. 2016, 65, 249–252. [Google Scholar] [CrossRef]
- Tang, H.; Ren, Y.; Xiang, J. Fully-coupled thermomechanical analysis for sliding contact between textured slipper and swashplate in axial piston pump. Int. J. Heat Mass Transf. 2020, 163, 120521. [Google Scholar] [CrossRef]
- Ji, J.; Zhou, Y.; Tian, P.; Chen, T.; He, Y. Numerical analysis of hydrodynamic lubrication of partially textured surfaces with dimples for journal bearing. Surf. Technol. 2021, 50, 214–220. (In Chinese) [Google Scholar]
- Awasthi, R.K.; Maan, J.S. Influence of surface texture on the performance of hydrodynamic journal bearing operating under turbulent regime. Tribol. Online 2021, 16, 99–112. [Google Scholar] [CrossRef]
- Andersson, P.; Koskinen, J.; Varjus, S.; Gerbig, Y.; Haefke, H.; Georgiou, S.; Zhmud, B.; Buss, W. Microlubrication effect by laser-textured steel surfaces. Wear 2007, 262, 369–379. [Google Scholar] [CrossRef]
- Zhang, J.; Chen, Y.; Xu, B.; Chao, Q.; Zhu, Y.; Huang, X. Effect of surface texture on wear reduction of the tilting cylinder and the valve plate for a high-speed electro-hydrostatic actuator pump. Wear 2018, 414–415, 68–78. [Google Scholar] [CrossRef]
- Ge, D.; Deng, J.; Duan, R.; Liu, Y.; Li, X.; Yue, H. Effect of micro-textures on cutting fluid lubrication of cemented carbide tools. Int. J. Adv. Manuf. Technol. 2019, 103, 3887–3899. [Google Scholar] [CrossRef]
- Kang, Z.; Fu, Y.; Kim, D.M.; Joe, H.E.; Fu, X.; Gabor, T.; Park, H.W.; Jun, M.B. From macro to micro, evolution of surface structures on cutting tools: A review. JMST Adv. 2019, 1, 89–106. [Google Scholar] [CrossRef]
- Atwal, J.C.; Pandey, R.K. Film thickness and friction investigations in a fluid film thrust bearing employing a newly conceived micro-texture on pads. ASME J. Tribol. 2021, 143, 061801. [Google Scholar] [CrossRef]
- Hua, X.; Puoza, J.C.; Zhang, P.; Yin, B.; Xie, X.; Din, J. Numerical simulation and experimental analysis of grease friction properties on textured surface. Iran. J. Sci. Technol. Trans. Mech. Eng. 2019, 43, 357–369. [Google Scholar] [CrossRef]
- Kishawy, H.A.; Salem, A.; Hegab, H.; Hosseini, A.; Balazinski, M. Micro-textured cutting tools: Phenomenological analysis and design recommendations. CIRP Ann. 2021, 70, 65–68. [Google Scholar] [CrossRef]
- Wan, N.; Zhao, B.; Ding, W.; He, Q. Research status and tendency on cold expansion anti-fatigue manufacturing technology for aircraft structural fastening holes. J. Manuf. Process. 2025, 141, 319–335. [Google Scholar] [CrossRef]
- Fu, J.; Zhang, T.; Wang, C.; Chen, C.; Zhang, T.; He, Y. Effect of cold expansion on the fatigue life of multi-hole 7075-T6 aluminum alloy structures under the pre-corrosion condition. Eng. Fail. Anal. 2024, 165, 1350–6307. [Google Scholar] [CrossRef]
- Papanikos, P.; Meguid, S.A. Elasto-plastic finite-element analysis of the cold expansion of adjacent fastener holes. J. Mater. Process. Technol. 1999, 92–93, 424–428. [Google Scholar] [CrossRef]
- Bowden, F.P.; Tabor, D. The friction and lubrication of solids. Am. J. Phys. 1951, 19, 428. [Google Scholar] [CrossRef]
- Wang, L.Y.; Chen, X.; Li, L. Calculation method and experimental study of friction plate wear in wet clutch. J. Guangxi Univ. (Nat. Sci. Ed.) 2017, 3, 826–833. (In Chinese) [Google Scholar]
- Vorholt, J.; Shimizu, T.; Kobayashi, H.; Heinrich, L.; Flosky, H.; Vollertsen, F.; Yang, M. In-situ observation of lubricant flow on laser textured die surface in sheet metal forming. Procedia Eng. 2017, 207, 1877–1882. [Google Scholar] [CrossRef]
- He, M.; Huang, C.H.; Wang, X.X.; Yang, F.; Zhang, N.; Li, F.G. Assessment of the local residual stresses of 7050-T7452 aluminum alloy in microzones by the instrumented indentation with the Berkovich indenter. J. Mater. Eng. Perform. 2017, 26, 4923–4932. [Google Scholar] [CrossRef]
- Pottirayil, A.; Menezes, P.L.; Kailas, S.V. A parameter characterizing plowing nature of surfaces close to Gaussian. Tribol. Int. 2010, 43, 370–380. [Google Scholar] [CrossRef]
- Hu, S.; Zheng, L.; Guo, Q.; Ren, L. Influence of cross-grooved texture shape on tribological performance under mixed lubrication. Coatings 2022, 12, 305. [Google Scholar] [CrossRef]
- Kim, J.Y.; Yoon, S.C.; Jin, B.-K.; Jeon, J.-H.; Hyun, J.-S.; Lee, M.-G. Friction characteristics of low and high strength steels with galvanized and galvannealed zinc coatings. Materials 2024, 17, 5031. [Google Scholar] [CrossRef]
- Huang, J.; Zhu, J.; Zhou, K.; Liu, Z.; Huang, Y. Probing wear mechanism of Ti6Al4V micro-textured surfaces processed by laser-assisted grinding. J. Alloys Compd. 2025, 1010, 178272. [Google Scholar] [CrossRef]
- Hu, J.; Wei, J.; Feng, X.; Liu, Z. Research on Wear of Micro-Textured Tools in Turning GH4169 during Spray Cooling. Lubricants 2023, 11, 439. [Google Scholar] [CrossRef]
- Sheng, Z.; Zhu, H.; He, Y.; Shao, B.; Sheng, Z.; Wang, S. Tribological Effects of Surface Biomimetic Micro–Nano Textures on Metal Cutting Tools: A Review. Biomimetics 2025, 10, 283. [Google Scholar] [CrossRef]
- Liu, K.; Zhou, L.; Yang, X.; Li, M.; Wang, W.; Zhu, W. Finite element simulation of the cold expansion process with split sleeve in 7075 aluminum alloy. J. Inst. Eng. (India) Ser. C 2021, 102, 361–374. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Material | Density (kg/m3) | Elastic Modulus (MPa) | Poisson Ratio |
|---|---|---|---|---|
| Hole template | AL-7050 | 2830 | 71,700 | 0.33 |
| Mandrel | W18Cr4V | 8000 | 220,000 | 0.3 |
| Group | Shape | Depth (μm) | Area Ratio (%) | Remark |
|---|---|---|---|---|
| G1 | Circular | 50 | 20 | Baseline group |
| G2 | Square | 50 | 20 | Shape variation |
| G3 | Triangle | 50 | 20 | Shape variation |
| G4 | Circular | 30 | 20 | Depth variation |
| G5 | Circular | 70 | 20 | Depth variation |
| G6 | Circular | 50 | 10 | Area ratio variation |
| G7 | Circular | 50 | 30 | Area ratio variation |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lv, G.; Wang, Z.; Qu, L.; Li, J.; Liu, C. Mechanism of Friction Reduction in Surface Micro-Textured Mandrels During Hole Cold Expansion. Coatings 2025, 15, 789. https://doi.org/10.3390/coatings15070789
Lv G, Wang Z, Qu L, Li J, Liu C. Mechanism of Friction Reduction in Surface Micro-Textured Mandrels During Hole Cold Expansion. Coatings. 2025; 15(7):789. https://doi.org/10.3390/coatings15070789
Chicago/Turabian StyleLv, Guangming, Zhiyuan Wang, Ligang Qu, Jing Li, and Chang Liu. 2025. "Mechanism of Friction Reduction in Surface Micro-Textured Mandrels During Hole Cold Expansion" Coatings 15, no. 7: 789. https://doi.org/10.3390/coatings15070789
APA StyleLv, G., Wang, Z., Qu, L., Li, J., & Liu, C. (2025). Mechanism of Friction Reduction in Surface Micro-Textured Mandrels During Hole Cold Expansion. Coatings, 15(7), 789. https://doi.org/10.3390/coatings15070789