
The Effect of USRP-Composite DLC Coating on Bearing Fatigue Life


Abstract

1. Introduction
2. Experimental Scheme
2.1. Test Materials
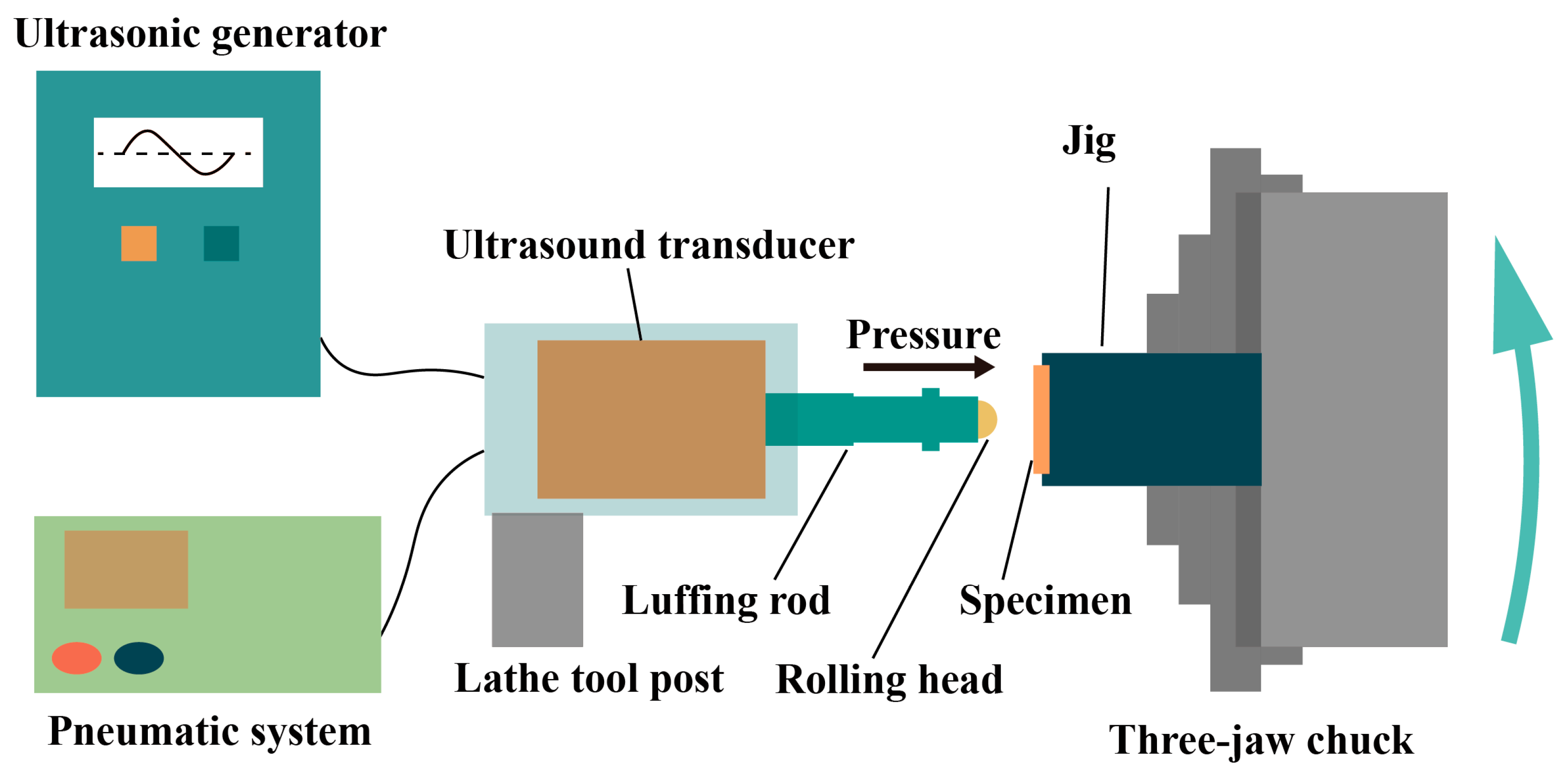
2.2. Ultrasonic Surface Rolling Processing
2.3. DLC Coating Deposition
2.4. Surface Property Characterization
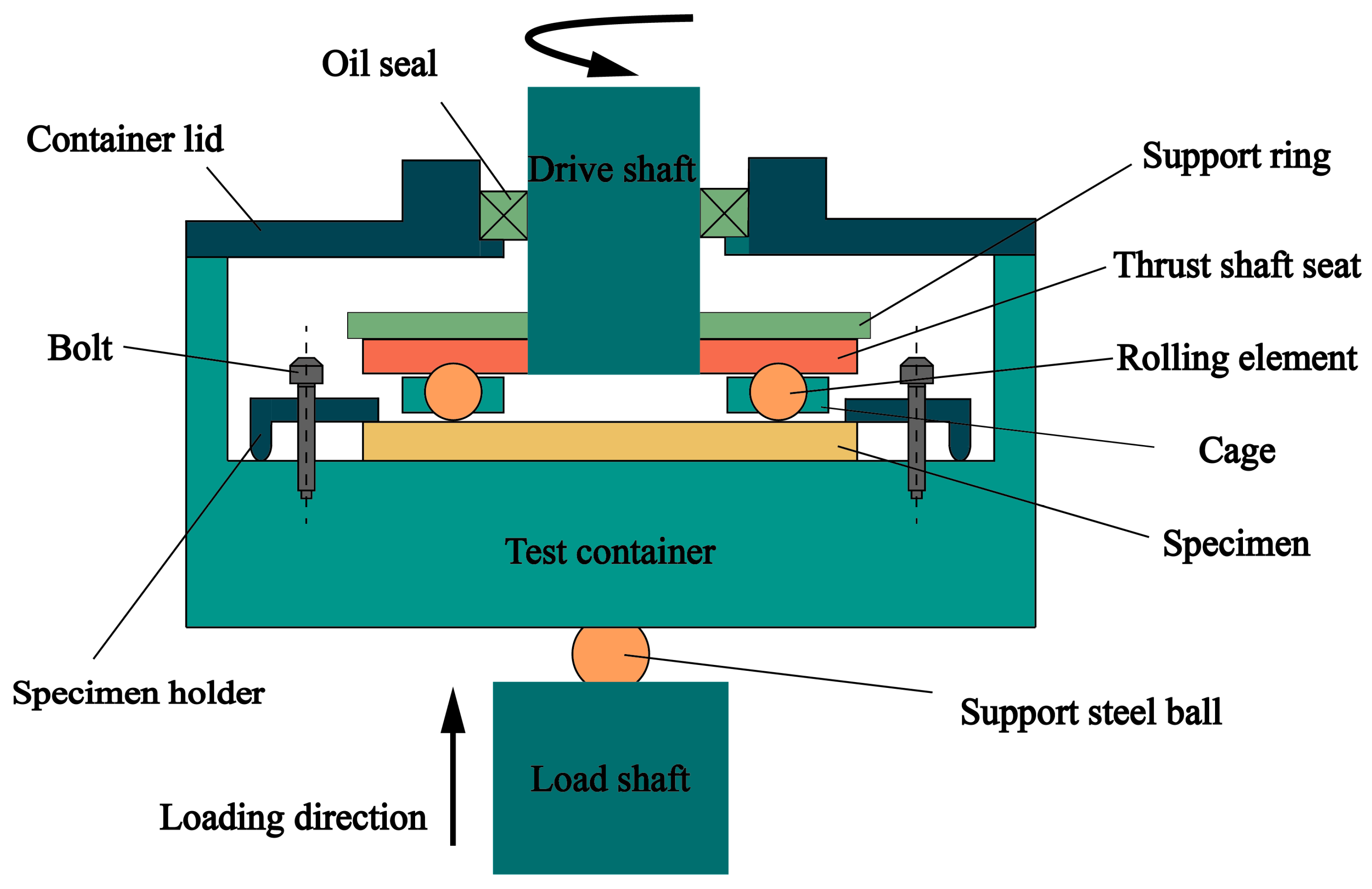
2.5. Fatigue Life Experiment
3. Results
3.1. Surface Properties
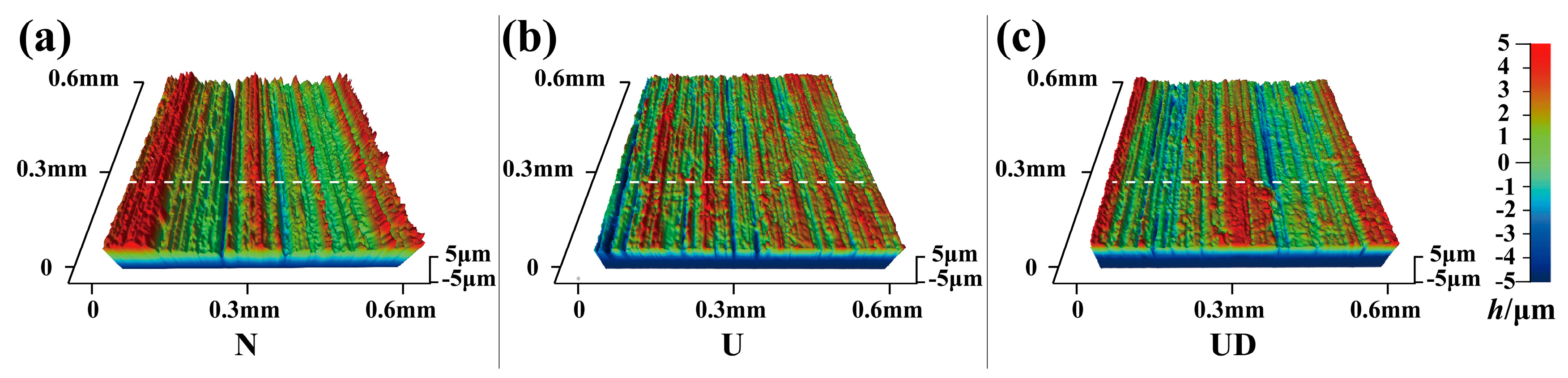
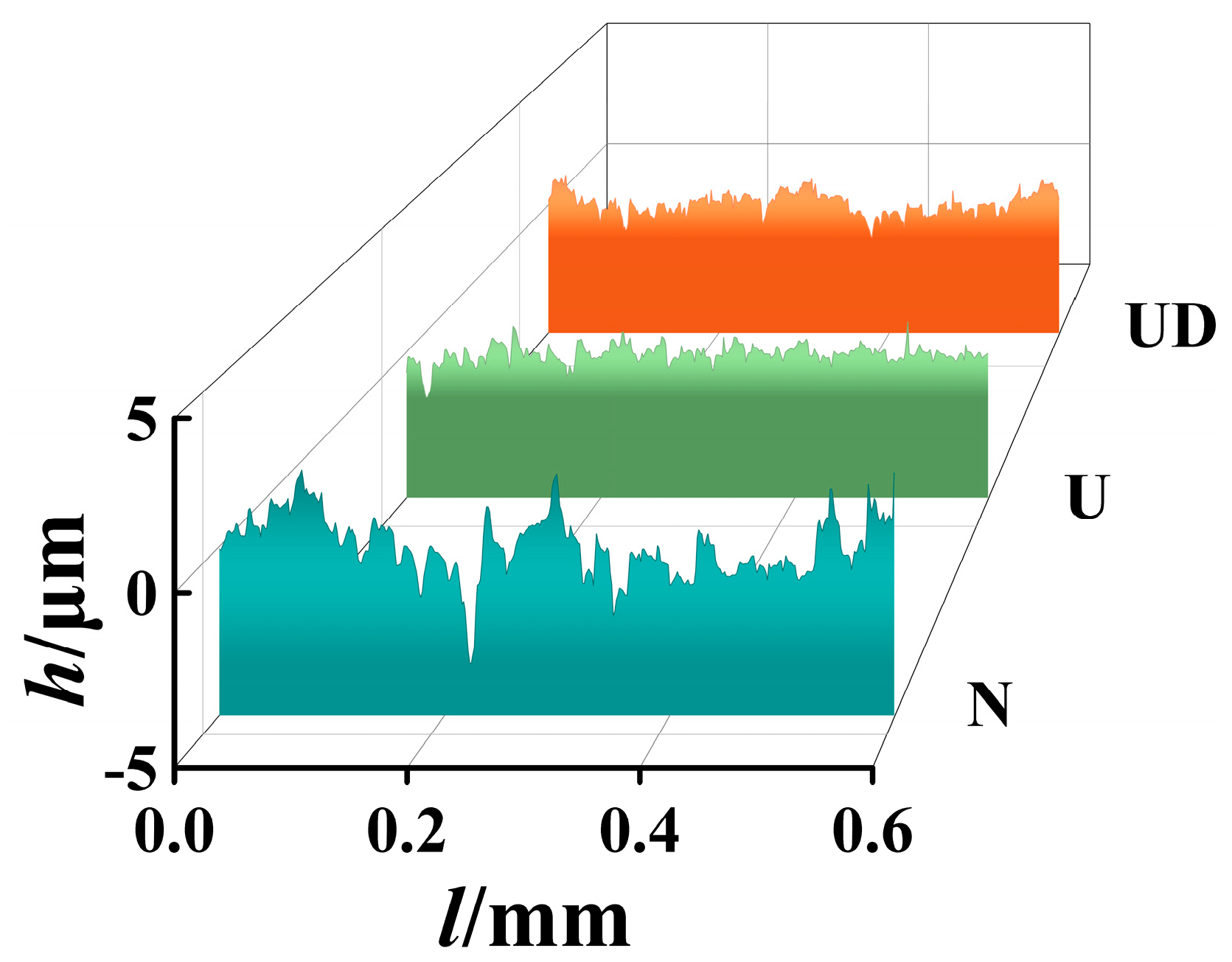
3.1.1. Surface Roughness
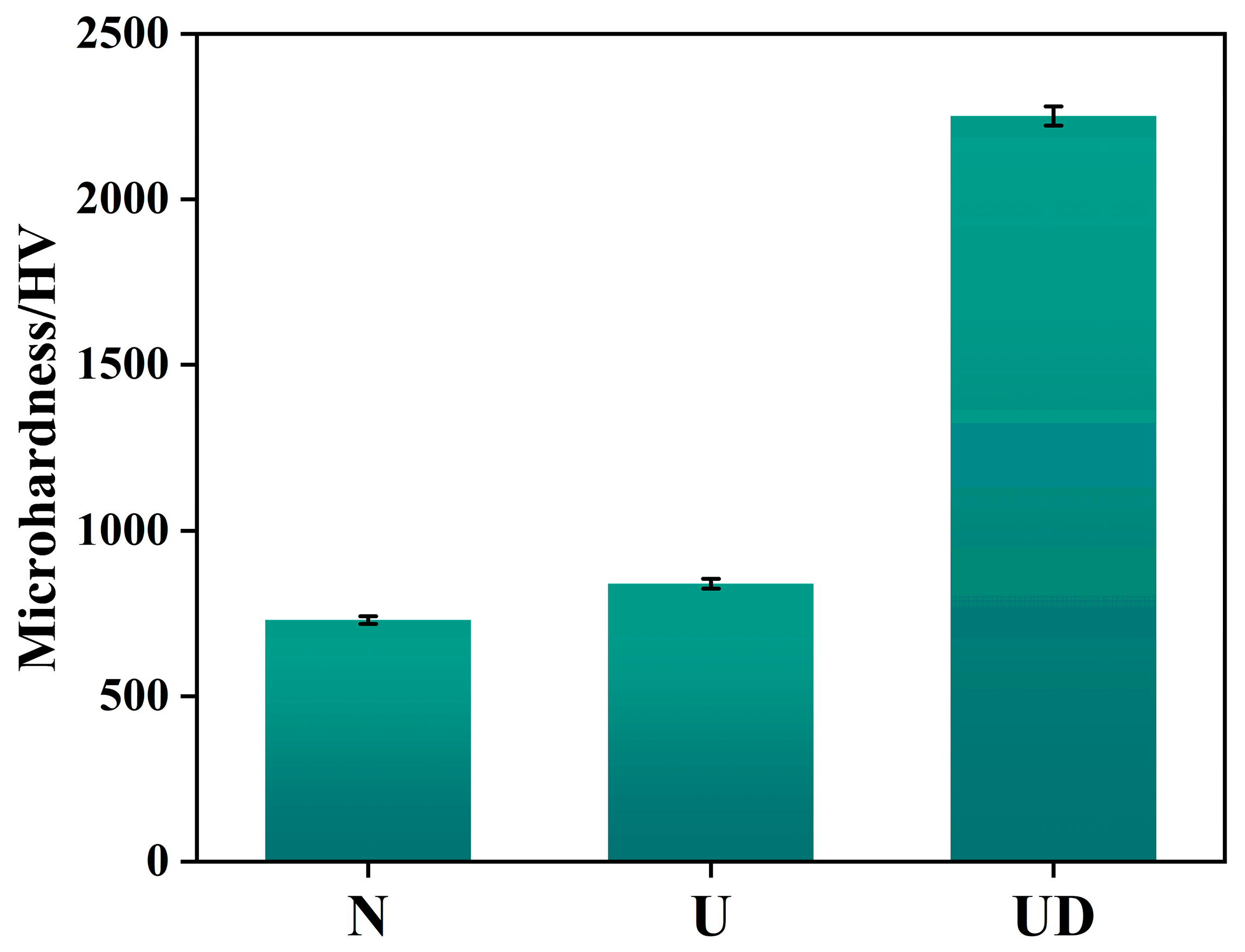
3.1.2. Hardness
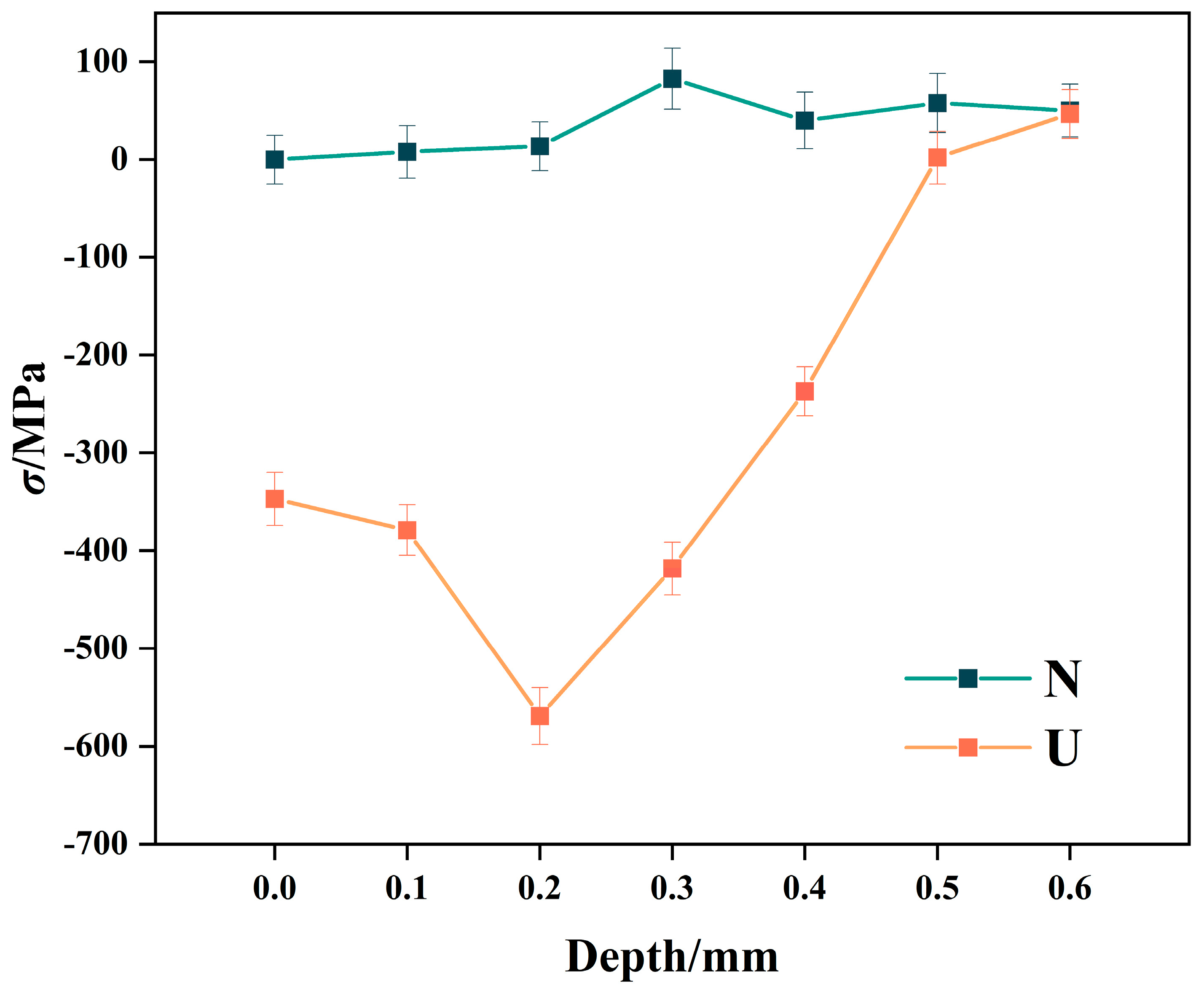
3.1.3. Residual Stress
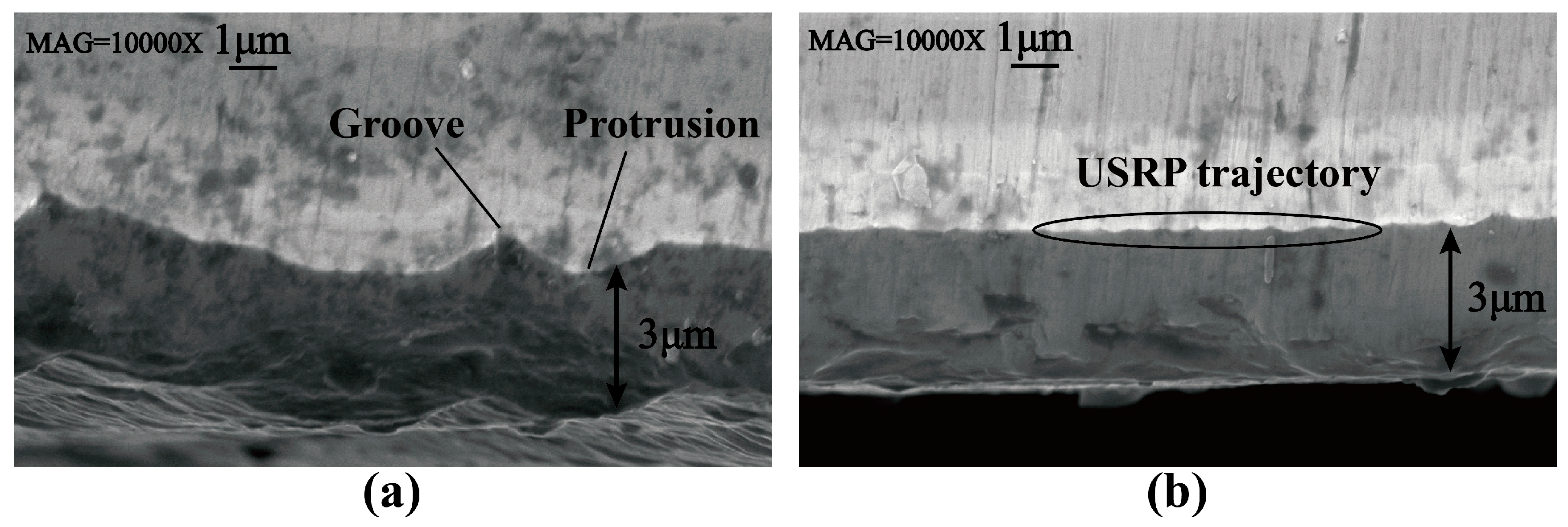
3.2. Coating Adhesion
- (1)
- Stage 1 (No Delamination Zone): At lower applied loads, the scratch gradually forms and widens, but the coating does not delaminate, and the substrate remains unexposed.
- (2)
- Stage 2 (Partial Delamination Zone): As the loading force increases, the scratch track expands to a wider area, and the coating undergoes localized damage. Semicircular delamination and edge cracks are observed within the scratch track, with minimal substrate exposure beginning to occur.
- (3)
- Stage 3 (Complete Delamination Zone): When the loading force exceeds the coating’s adhesion threshold, large-scale delamination occurs within the scratch track, exposing the substrate extensively. Subsequent scratches exhibit bright tracks corresponding to the bare substrate surface.
3.3. Fatigue Life
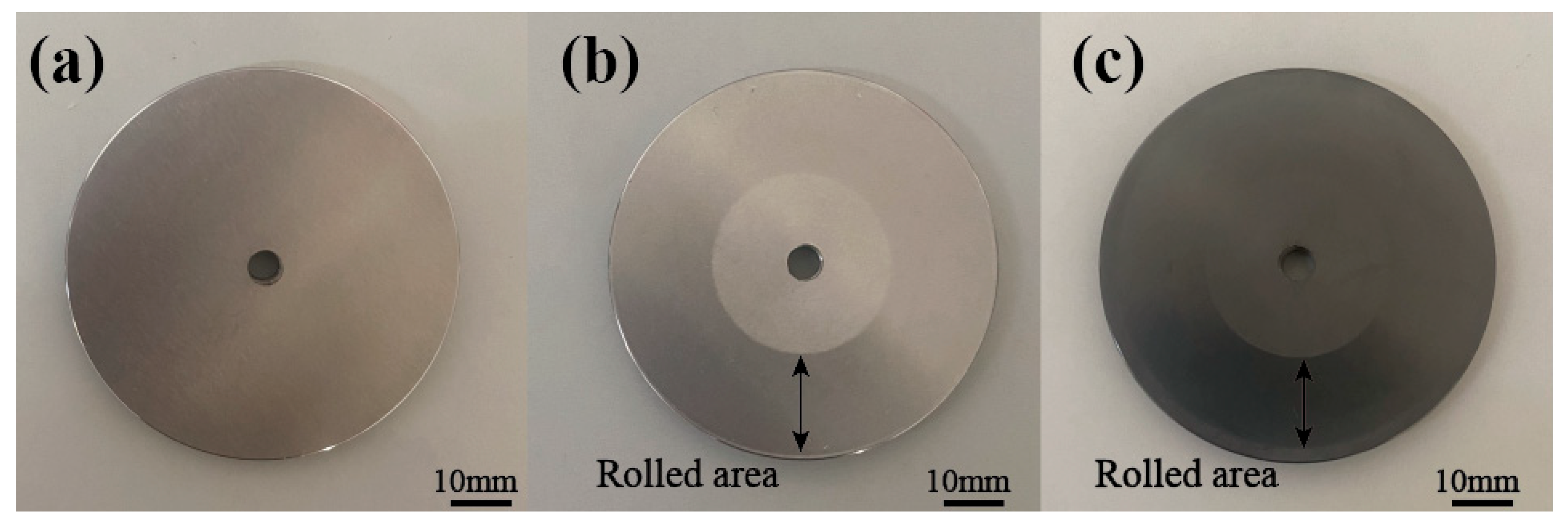
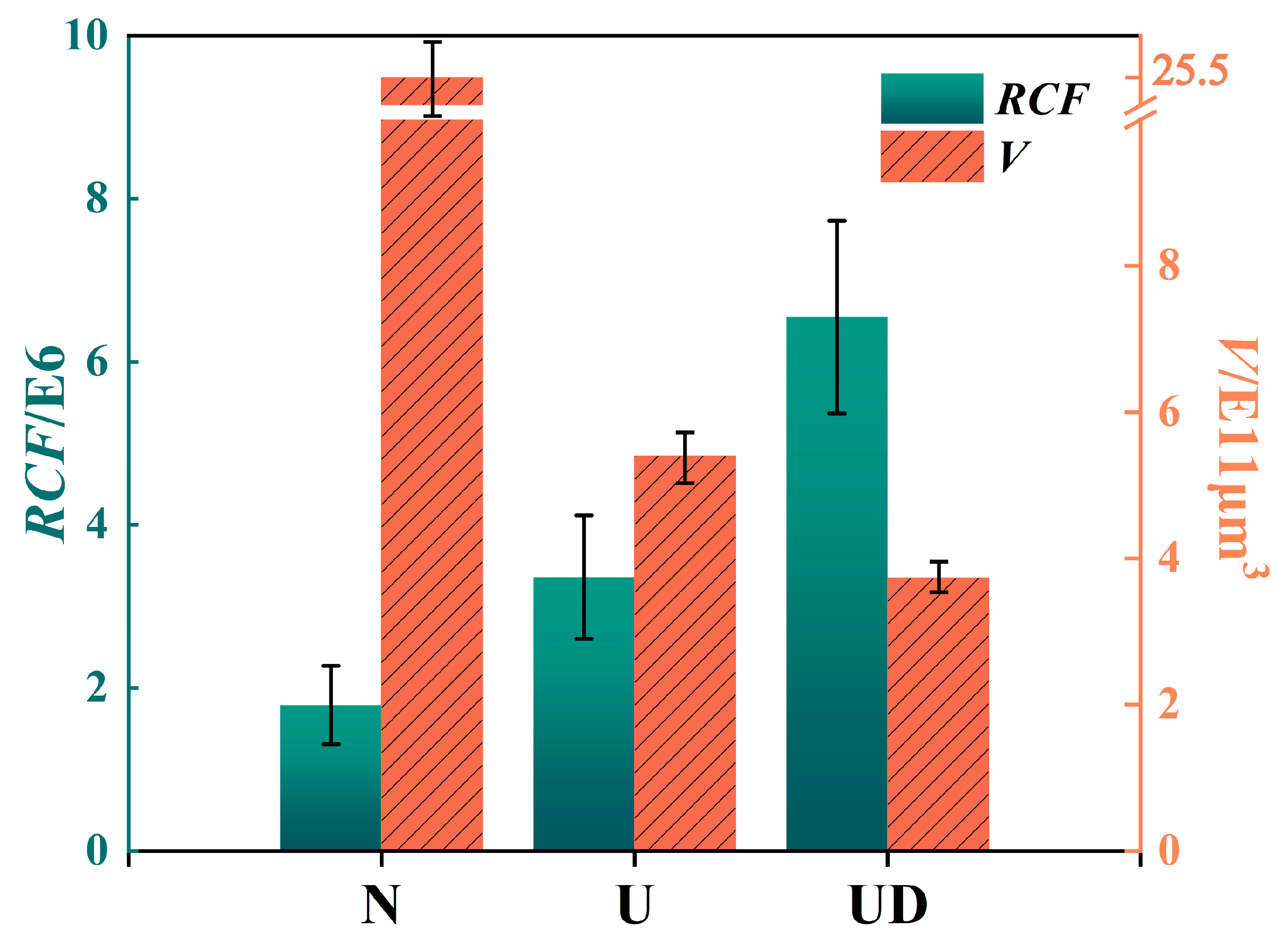
3.3.1. Rolling Contact Fatigue Life and Wear Volume
3.3.2. Analysis of Variance (ANOVA) for Rolling Contact Fatigue Life
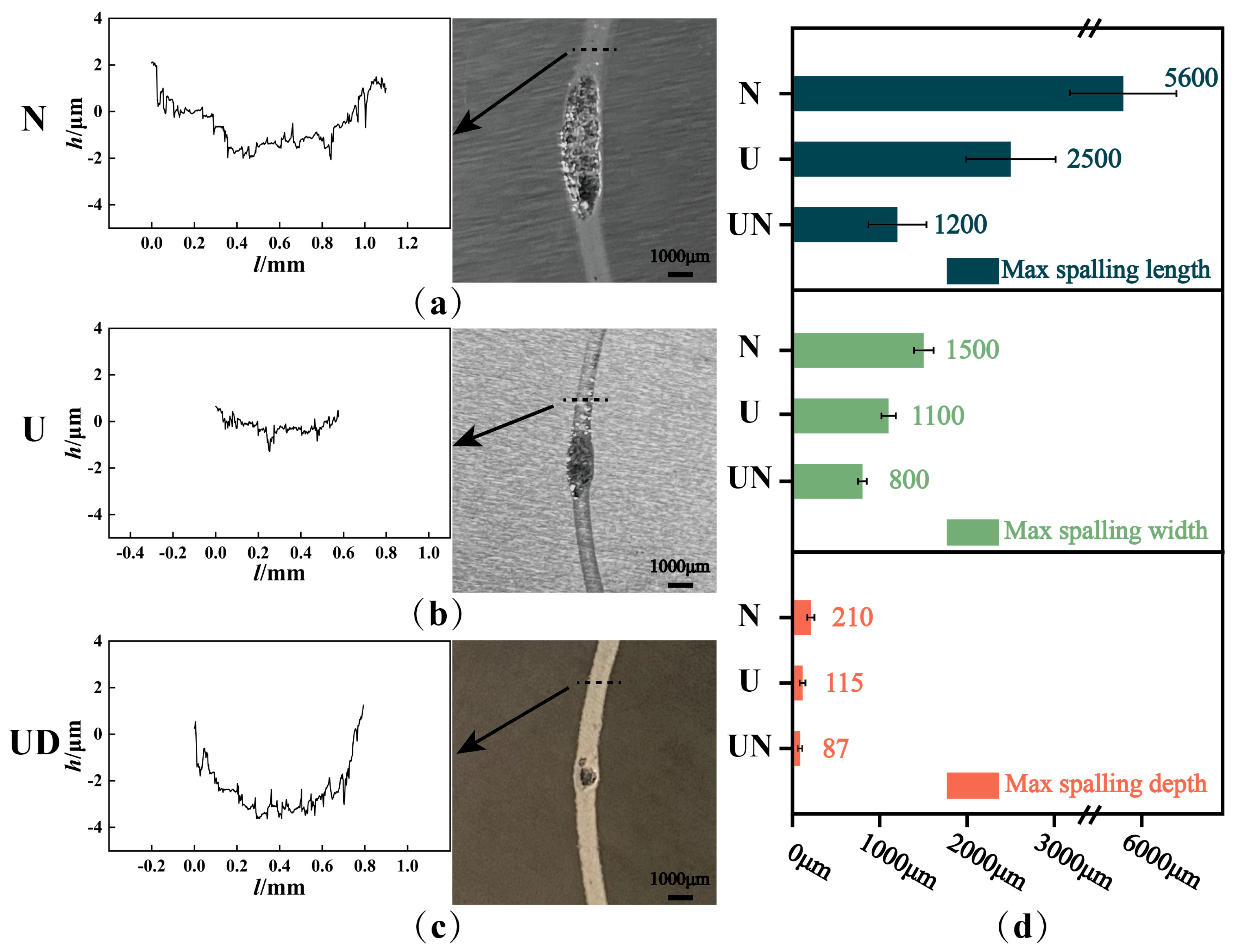
3.4. Analysis of Rolling Contact Fatigue Failure Morphology
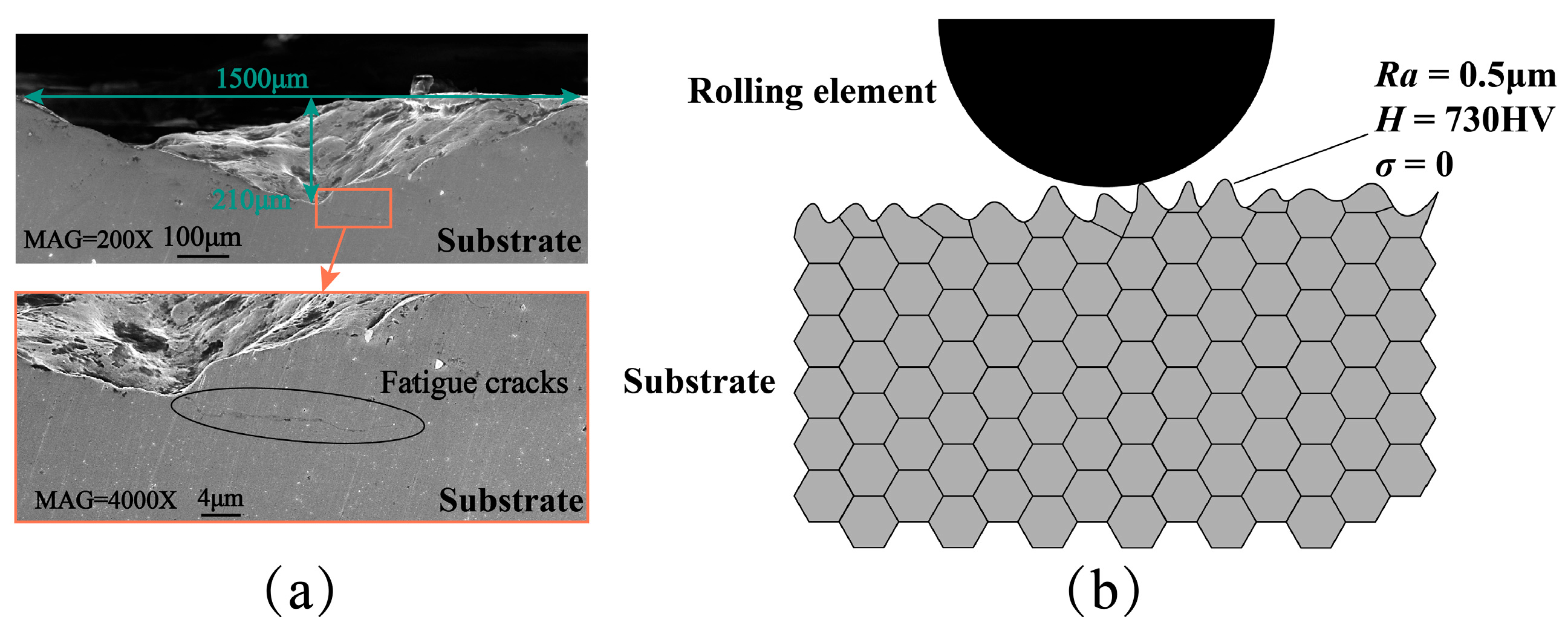
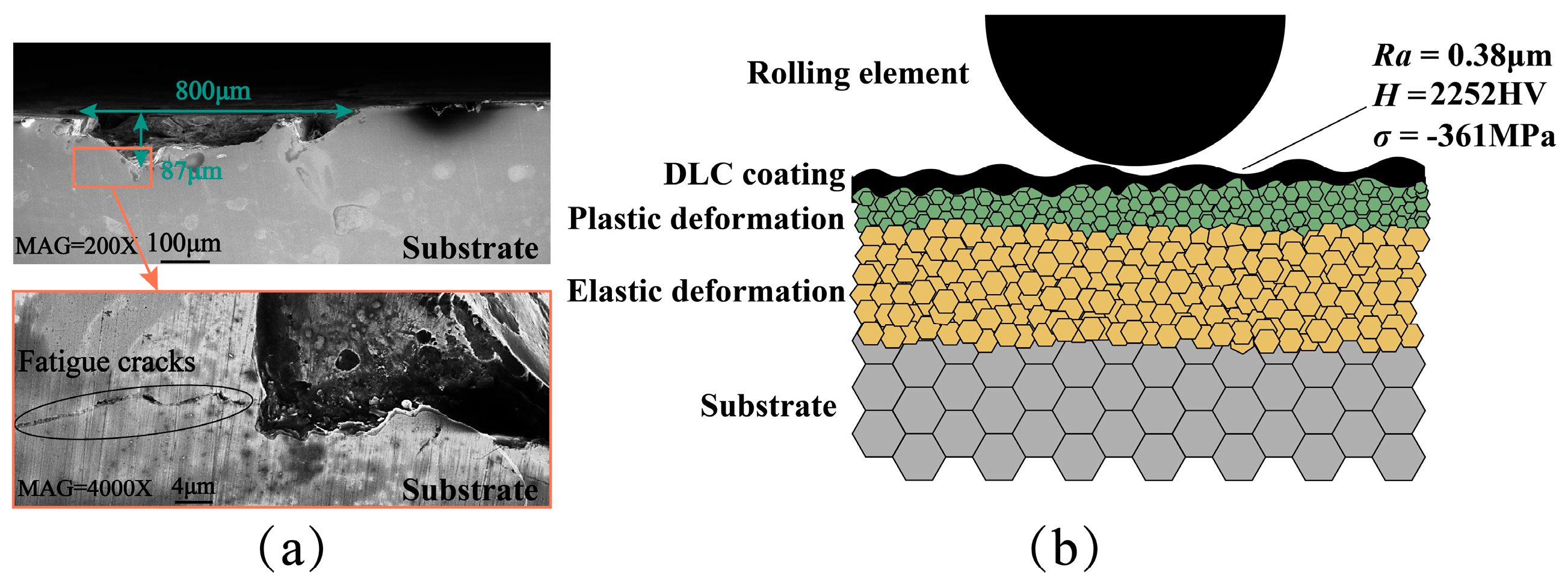
3.5. Analysis of Rolling Contact Fatigue Failure Mechanisms
- (1)
- N (Fatigue Life: 1.79 × 106 Cycles; Wear Volume: 25.5 × 1011 μm3).
- (2)
- U (Fatigue Life: 3.36 × 106 Cycles; Wear Volume: 5.4 × 1011 μm3).
- (3)
- UD (Fatigue Life: 6.55 × 106 Cycles; Wear Volume: 3.73 × 1011 μm3).
4. Conclusions
- (1).
- The USRP reduces the surface roughness of the specimens by 56% through the ultrasonic vibration and static pressure applied to the surface of each specimen. It also increases the surface hardness by 15.07% and introduces residual compressive stress with a depth of up to 0.6 mm. The maximum residual compressive stress, which is −569 MPa, occurs at a depth of 0.2 mm from the surface. By improving the surface properties of the substrate, USRP enhances coating–substrate adhesion by 26.24%.
- (2).
- Analysis of the rolling contact fatigue life experiment: The average rolling contact fatigue life of the specimens treated with USRP-composite DLC coating is 6.55 × 106 cycles, which is 94.94% higher than that of the specimens treated only with USRP and 208.24% higher than that of the untreated specimens. In terms of wear characteristics, the USRP-composite DLC specimens have the smallest wear scars and spalling pits. The average wear volume of the USRP-composite DLC-coated specimens is 3.73 × 1011 μm3, which is 30.95% lower than that of USRP-treated specimens and 85.38% lower than that of untreated specimens.
- (3).
- Mechanism analysis: The USRP-composite DLC coating establishes a synergistic mechanism between the coating and substrate on the specimen surface: the DLC coating resists surface wear due to its high hardness and low friction coefficient, while the USRP treatment reduces substrate deformation and crack growth by decreasing surface roughness, increasing substrate hardness, and introducing residual compressive stress. Simultaneously, it enhances coating–substrate adhesion, collectively demonstrating exceptional wear resistance.
- (4).
- Due to the constraints of the research topic and experimental equipment, the influence of DLC coating deposition on the residual stress along the depth direction of the test specimens was not investigated, and the graphitization transfer film theory was not verified. Further exploration and verification will be conducted through experiments in subsequent research.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Machado de Azevedo, H.D.M.; Araújo, A.M.; Bouchonneau, N. A review of wind turbine bearing condition monitoring: State of the art and challenges. Renew. Sust. Energy Rev. 2016, 56, 368–379. [Google Scholar] [CrossRef]
- Cong, F.; Chen, J.; Dong, G.; Pecht, M. Vibration model of rolling element bearings in a rotor-bearing system for fault diagnosis. J. Sound Vib. 2013, 332, 2081–2097. [Google Scholar] [CrossRef]
- Rejitha, R.; Kesavan, D.; Chakravarthy, P.; Murty, S.V.S.N. Bearings for aerospace applications. Tribol. Int. 2023, 181, 108312. [Google Scholar] [CrossRef]
- Xu, F.; Ding, N.; Li, N.; Liu, L.; Hou, N.; Xu, N.; Guo, W.; Tian, L.; Xu, H.; Wu, C.; et al. A review of bearing failure Modes, mechanisms and causes. Eng. Fail. Anal. 2023, 152, 107518. [Google Scholar] [CrossRef]
- Ohno, N.; Komiya, H.; Mia, S.; Morita, S.; Satoh, N.; Obara, S. Bearing fatigue life tests in advanced base oil and grease for space applications. Tribol. Trans. 2008, 52, 114–120. [Google Scholar] [CrossRef]
- Shi, G.; Yu, X.; Meng, H.; Zhao, F.; Wang, J.; Jiao, J.; Jiang, H. Effect of surface modification on friction characteristics of sliding bearings: A review. Tribol. Int. 2023, 177, 107937. [Google Scholar] [CrossRef]
- Du, F.; Li, D.; Sa, X.; Li, C.; Yu, Y.; Li, C.; Wang, J.; Wang, W. Overview of friction and wear performance of sliding bearings. Coatings 2022, 12, 1303. [Google Scholar] [CrossRef]
- El-Thalji, I.; Jantunen, E. Dynamic modelling of wear evolution in rolling bearings. Tribol. Int. 2015, 84, 90–99. [Google Scholar] [CrossRef]
- Dang, X.; Liang, X.; Luo, S.; Li, Y.; Jiao, Y.; Tian, Z.; He, W. Surface strengthening and fatigue life improvement of single crystal Ni-based superalloys via laser shock peening without coating. Mater. Design 2023, 232, 112097. [Google Scholar] [CrossRef]
- Qiu, Y.; Peng, Y.; Zuo, Y. Ultrasonic impact surface strengthening treatment and fatigue behaviors of titanium alloy thin-walled open hole components. Eng. Fract. Mech. 2024, 307, 110292. [Google Scholar] [CrossRef]
- Li, W.; Wang, S.; Yang, X.; Duan, H.; Wang, Y.; Yang, Z. Research Progress on Fatigue Damage and Surface Strengthening Technology of Titanium Alloys for Aerospace Applications. Metals 2025, 15, 192. [Google Scholar] [CrossRef]
- Dang, J.; An, Q.; Lian, G.; Zou, Z.; Li, Y.; Wang, H.; Chen, M. Surface modification and its effect on the tensile and fatigue properties of 300M steel subjected to ultrasonic surface rolling process. Surf. Coat. Technol. 2021, 422, 127566. [Google Scholar] [CrossRef]
- Zhang, K.M.; Liu, S.; Wang, J.; Sun, Z.X.; Liu, W.J.; Zhang, C.C.; Zhang, X.C. Effect of high-frequency dynamic characteristics in the ultrasonic surface rolling process on the surface properties. J. Mater. Process. Tech. 2024, 327, 118353. [Google Scholar] [CrossRef]
- Lu, L.X.; Sun, J.; Li, L.; Xiong, Q.C. Study on surface characteristics of 7050-T7451 aluminum alloy by ultrasonic surface rolling process. Int. J. Adv. Manuf. Technol. 2016, 87, 2533–2539. [Google Scholar] [CrossRef]
- Wu, J.; Deng, J.; Lu, Y.; Zhang, Z.; Meng, Y.; Wang, R.; Sun, Q. Effect of textures fabricated by ultrasonic surface rolling on dry friction and wear properties of GCr15 steel. J. Manuf. Process. 2022, 84, 798–814. [Google Scholar] [CrossRef]
- Zhang, Y.L.; Lai, F.Q.; Qu, S.G.; Liu, H.P.; Jia, D.S.; Du, S.F. Effect of ultrasonic surface rolling on microstructure and rolling contact fatigue behavior of 17Cr2Ni2MoVNb steel. Surf. Coat. Technol. 2019, 366, 321–330. [Google Scholar] [CrossRef]
- Rajak, D.K.; Kumar, A.; Behera, A.; Menezes, P.L. Diamond-like carbon (DLC) coatings: Classification, properties, and applications. Appl. Sci. 2021, 11, 4445. [Google Scholar] [CrossRef]
- Mou, C.; Liu, Z.; Zhu, G.; Zhang, G.; Cao, X. Study on impact wear and damage mechanisms of DLC films on TC4 and 9Cr18 alloys. Diam. Relat. Mater. 2024, 148, 111390. [Google Scholar] [CrossRef]
- Milewski, K.; Madej, M. Diamond-like carbon (DLC) coatings on roller bearing elements of belt conveyors. Metalurgija 2022, 61, 835–837. [Google Scholar]
- Ye, T.; Ma, J.; Jia, Z.; Li, T.; Liu, W.; Yu, W. Microstructure, mechanical properties and low-temperature tribological behavior of Cr/Cr-W/W-DLC/DLC multilayer coatings on 5A06 Al alloy. J. Mater. Res. Technol. 2022, 18, 810–819. [Google Scholar] [CrossRef]
- Duan, C.; Qu, S.; Hu, X.; Jia, S.; Li, X. Evaluation of the influencing factors of combined surface modification on the rolling contact fatigue performance and crack growth of AISI 52100 steel. Wear 2022, 494, 204252. [Google Scholar] [CrossRef]
- Tillmann, W.; Dias, N.F.L.; Stangier, D. Influence of plasma nitriding pretreatments on the tribo-mechanical properties of DLC coatings sputtered on AISI H11. Surf. Coat. Technol. 2019, 357, 1027–1036. [Google Scholar] [CrossRef]
- JB/T 10510-2005; Test Method for Contact Fatigue of Rolling Bearing Material. National Library of Standards: Beijing, China, 2005.
- Salvadori, M.C.; Martins, D.R.; Cattani, M. DLC coating roughness as a function of film thickness. Surf. Coat. Technol. 2006, 200, 5119–5122. [Google Scholar] [CrossRef]
- Holmberg, K.; Ronkainen, H.; Laukkanen, A.; Wallin, K.; Hogmark, S.; Jacobson, S.; Wiklund, U.; Souza, R.M.; Ståhle, P. Residual stresses in TiN, DLC and MoS2 coated surfaces with regard to their tribological fracture behaviour. Wear 2009, 267, 2142–2156. [Google Scholar] [CrossRef]
- Xiao, Y.; Shi, W.; Han, Z.; Luo, J.; Xu, L. Residual stress and its effect on failure in a DLC coating on a steel substrate with rough surfaces. Diam. Relat. Mater. 2016, 66, 23–35. [Google Scholar] [CrossRef]
- Grill, A. Review of the tribology of diamond-like carbon. Wear 1993, 168, 143–153. [Google Scholar] [CrossRef]
- Martins, P.S.; Carneiro, J.R.G.; Ba, E.C.T.; Vieira, V.F.; Amaral, D.B.; Cruz, N.C. Study on the tribological behavior of wear and friction coefficient on AISI M35 high-speed steel with and without DLC coating. Mater. Res. 2021, 25, e20200577. [Google Scholar] [CrossRef]
- Liu, Y.; Erdemir, A.; Meletis, E.I. A study of the wear mechanism of diamond-like carbon films. Surf. Coat. Technol. 1996, 82, 48–56. [Google Scholar] [CrossRef]
- He, W.; Ahmat, M.; Zhou, H.; Li, Z.; Qiu, W.; Li, D. Influence of diamond-like carbon coatings and micro-texturing on friction and wear of seal interfaces: Experiment and simulation study. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2024, 09544089241226632. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Density (kg/m3) | Elastic Modulus (GPa) | Poisson′s Ratio | Thermal Conductivity (W/m·K) | Specific Heat Capacity (J/kg·K) |
|---|---|---|---|---|
| 7830 | 219 | 0.3 | 44 | 460 |
| Category | Parameter | Category | Parameter |
|---|---|---|---|
| Bearing Outer Diameter (mm) | 52 | Rolling Element Diameter (mm) | 9.525 |
| Bearing Inner Diameter (mm) | 25 | Basic Dynamic Load Rating (KN) | 35.5 |
| Bearing Thickness (mm) | 18 | Basic Static Load Rating (KN) | 61.5 |
| Number of Rolling Elements | 3 | Limiting Speed with Oil Lubrication (r/min) | 4900 |
| Number of Groups | N | U | UD |
|---|---|---|---|
| 1 | 1 × 106 | 2.15 × 106 | 5 × 106 |
| 2 | 1.6 × 106 | 3 × 106 | 5.5 × 106 |
| 3 | 1.8 × 106 | 3.35 × 106 | 6.6 × 106 |
| 4 | 2.2 × 106 | 4 × 106 | 7.5 × 106 |
| 5 | 2.35 × 106 | 4.3 × 106 | 8.15 × 106 |
| Source of Variation | SS | df | MS | F | P | F(2,12) |
|---|---|---|---|---|---|---|
| Between Groups | 58.831 | 2 | 29.416 | 32.097 | 0.000015 | 3.89 |
| Within Groups | 10.999 | 12 | 0.917 | |||
| Total | 69.83 | 14 |
| Group | Ra/μm | Microhardness/HV | Surface Residual Stress/MPa | RCF/E6 | CV for RCF | Wear Volume /E11 μm3 | Length (Max Spalling) /μm | Width (Max Spalling) /μm | Depth (Max Spalling) /μm |
|---|---|---|---|---|---|---|---|---|---|
| N | 0.5 ± 0.08 | 730 ± 12 | 0 ± 25 | 1.79 ± 0.48 | 26.73% | 25.5 ± 4 | 5600 ± 1220 | 1500 ± 220 | 210 ± 84 |
| U | 0.22 ± 0.03 | 840 ± 15 | −347 ± 27 | 3.36 ± 0.76 | 22.62% | 5.4 ± 0.67 | 2500 ± 1030 | 1100 ± 167 | 115 ± 56 |
| UD | 0.38 ± 0.05 | 2252 ± 29 | −361 ± 25 | 6.55 ± 1.18 | 18.02% | 3.73 ± 0.38 | 1200 ± 670 | 800 ± 92 | 87 ± 40 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, L.; Wang, Y.; Xu, S.; Zhang, M.; Zheng, G. The Effect of USRP-Composite DLC Coating on Bearing Fatigue Life. Coatings 2025, 15, 616. https://doi.org/10.3390/coatings15050616
Chen L, Wang Y, Xu S, Zhang M, Zheng G. The Effect of USRP-Composite DLC Coating on Bearing Fatigue Life. Coatings. 2025; 15(5):616. https://doi.org/10.3390/coatings15050616
Chicago/Turabian StyleChen, Longtai, Yanshuang Wang, Shuhui Xu, Mingyu Zhang, and Guanghui Zheng. 2025. "The Effect of USRP-Composite DLC Coating on Bearing Fatigue Life" Coatings 15, no. 5: 616. https://doi.org/10.3390/coatings15050616
APA StyleChen, L., Wang, Y., Xu, S., Zhang, M., & Zheng, G. (2025). The Effect of USRP-Composite DLC Coating on Bearing Fatigue Life. Coatings, 15(5), 616. https://doi.org/10.3390/coatings15050616