
Comparative Study of the Effects of Different Surface States During the Laser Sealing of 304 Steel/High-Alumina Glass



Abstract
1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Surface Treatment of 304 Stainless Steel
2.3. Laser Sealing of Glass/Metal
2.4. Characterization
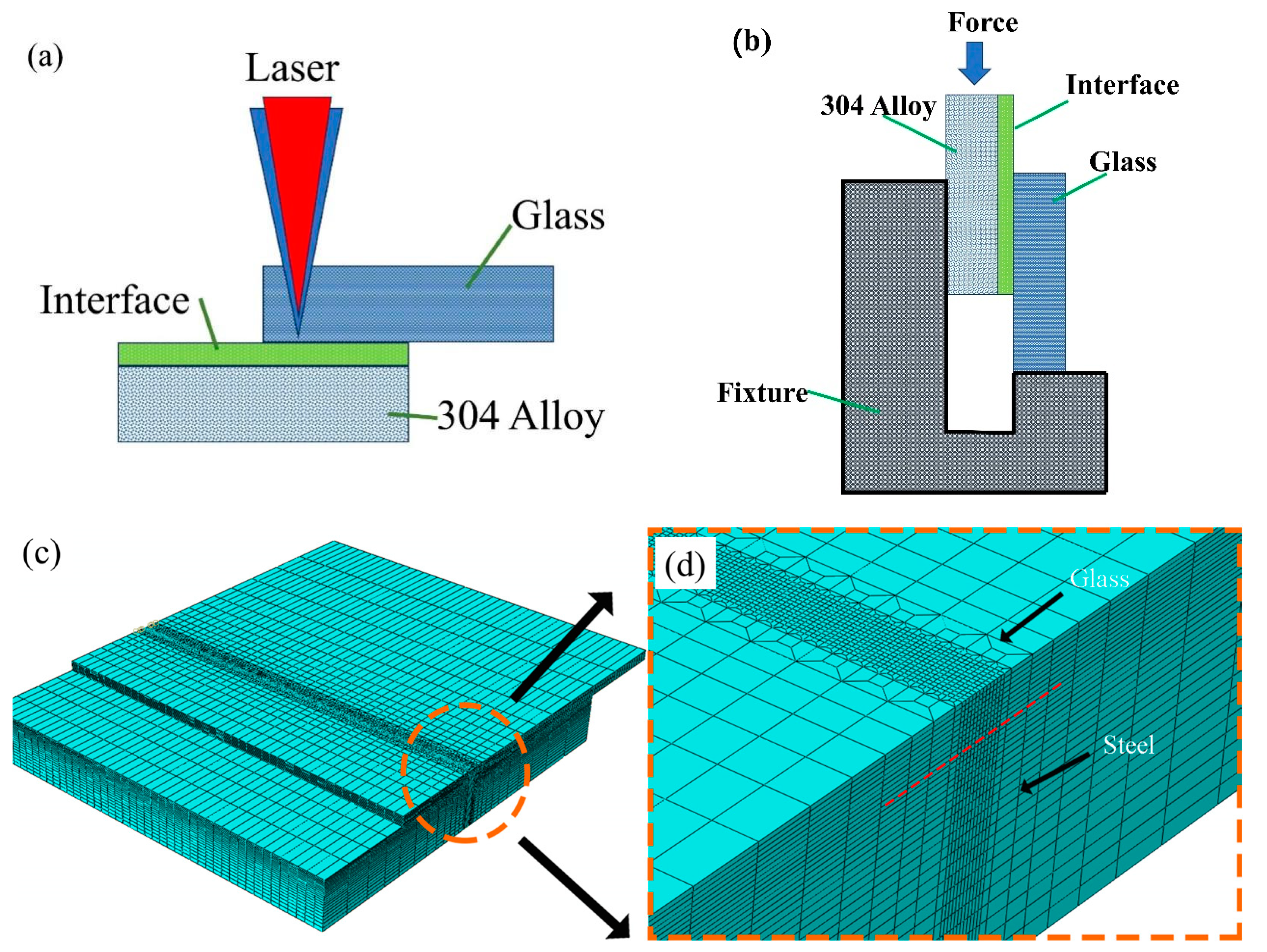
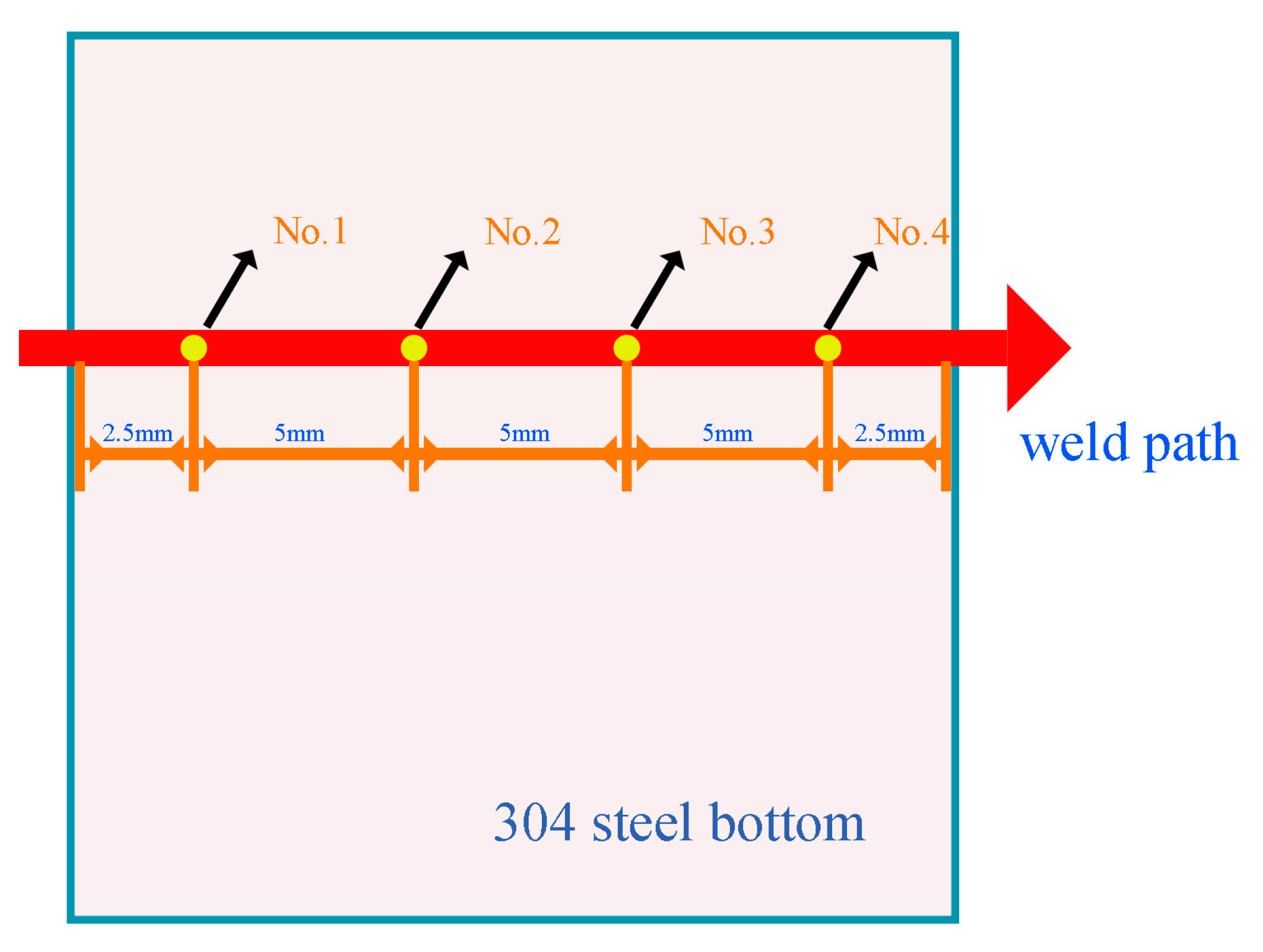
2.5. Numerical Modeling
3. Results and Discussion
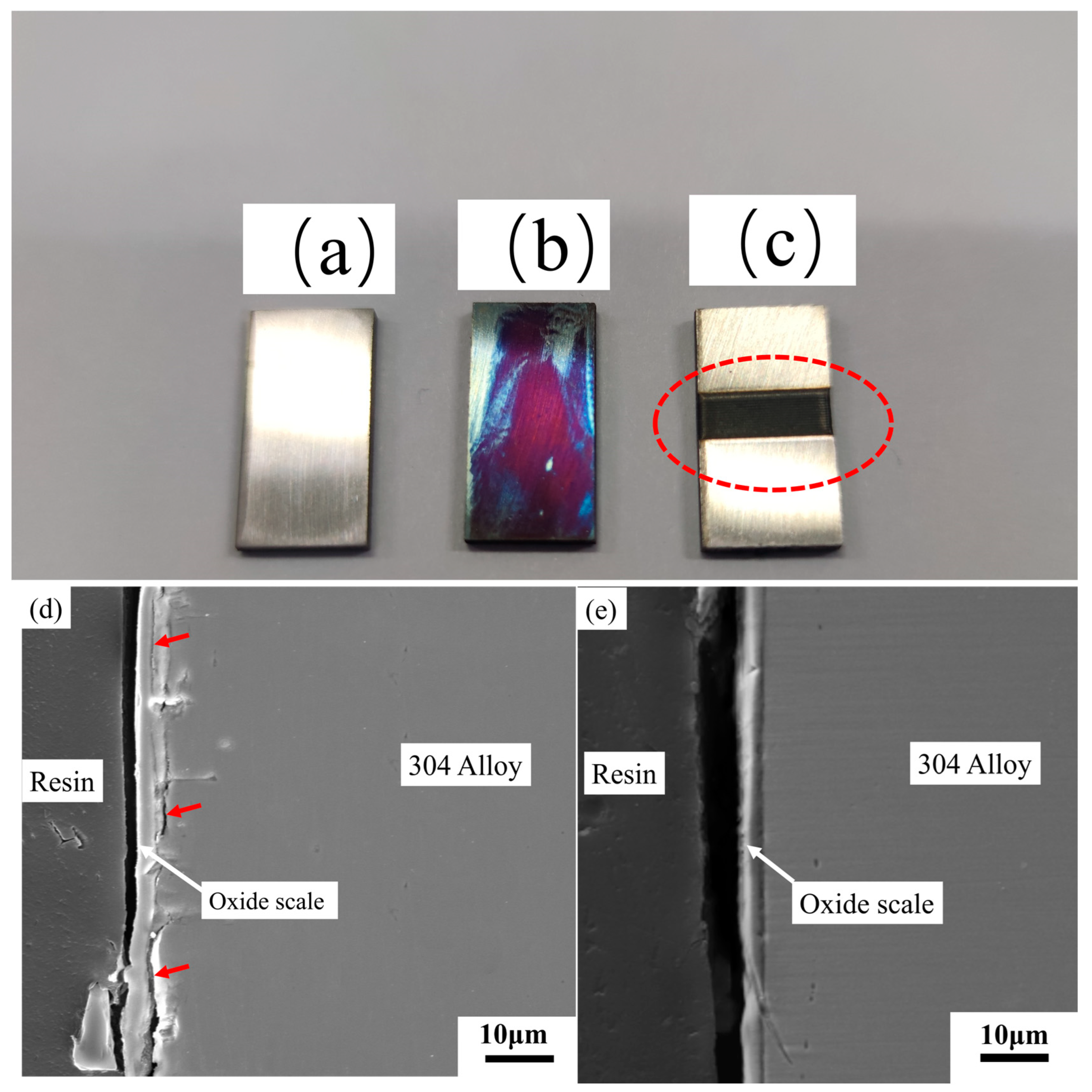
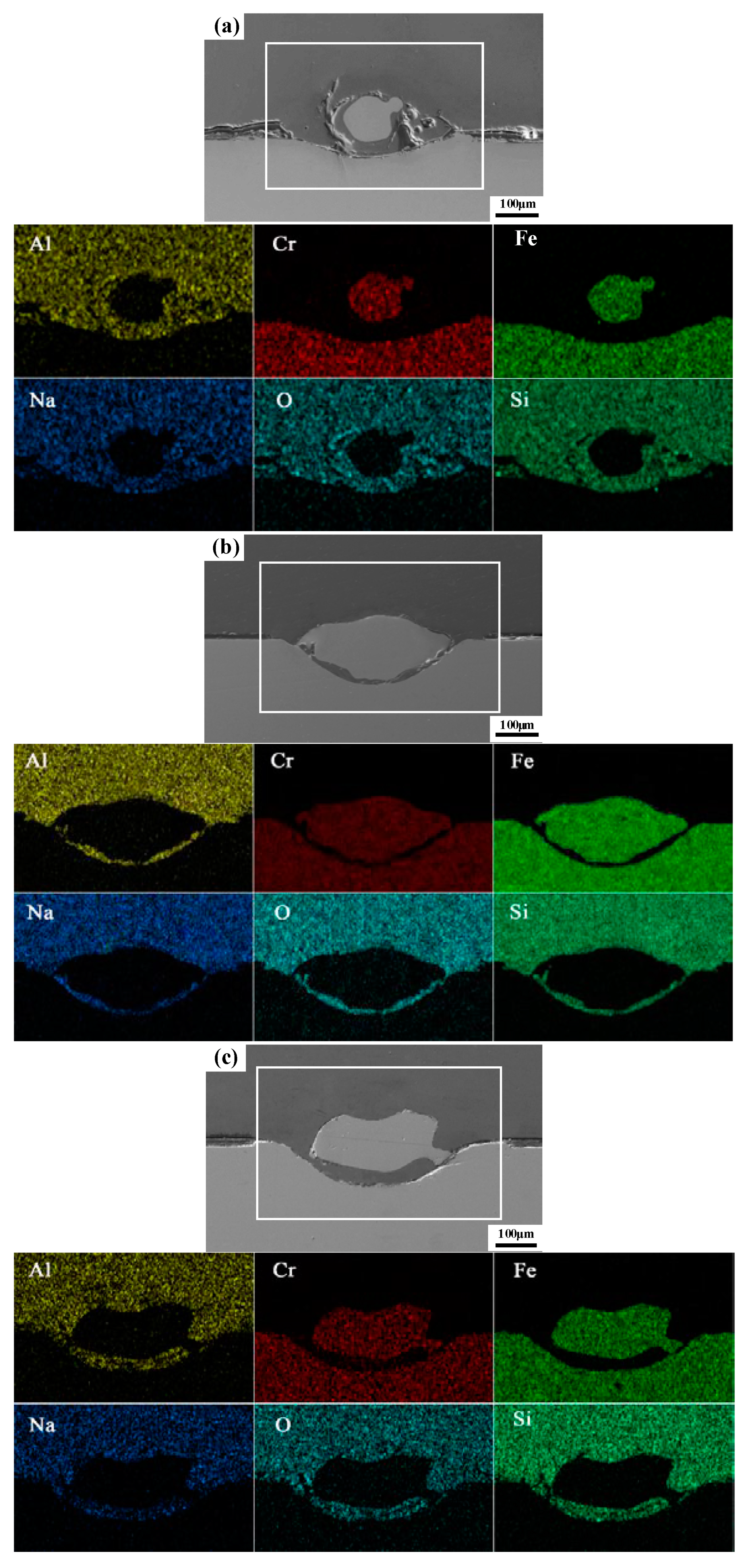
3.1. Cross-Section of Oxide Scale
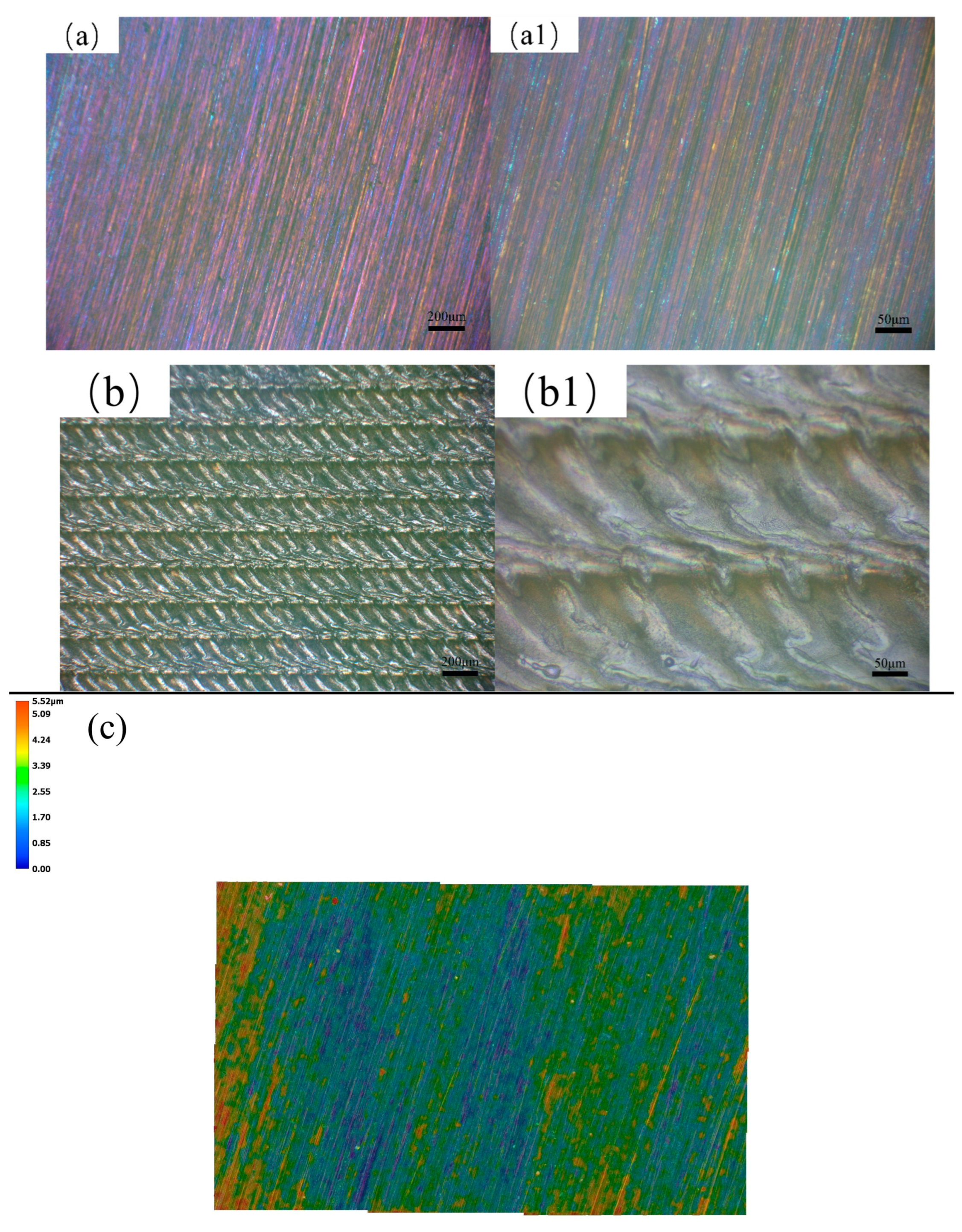
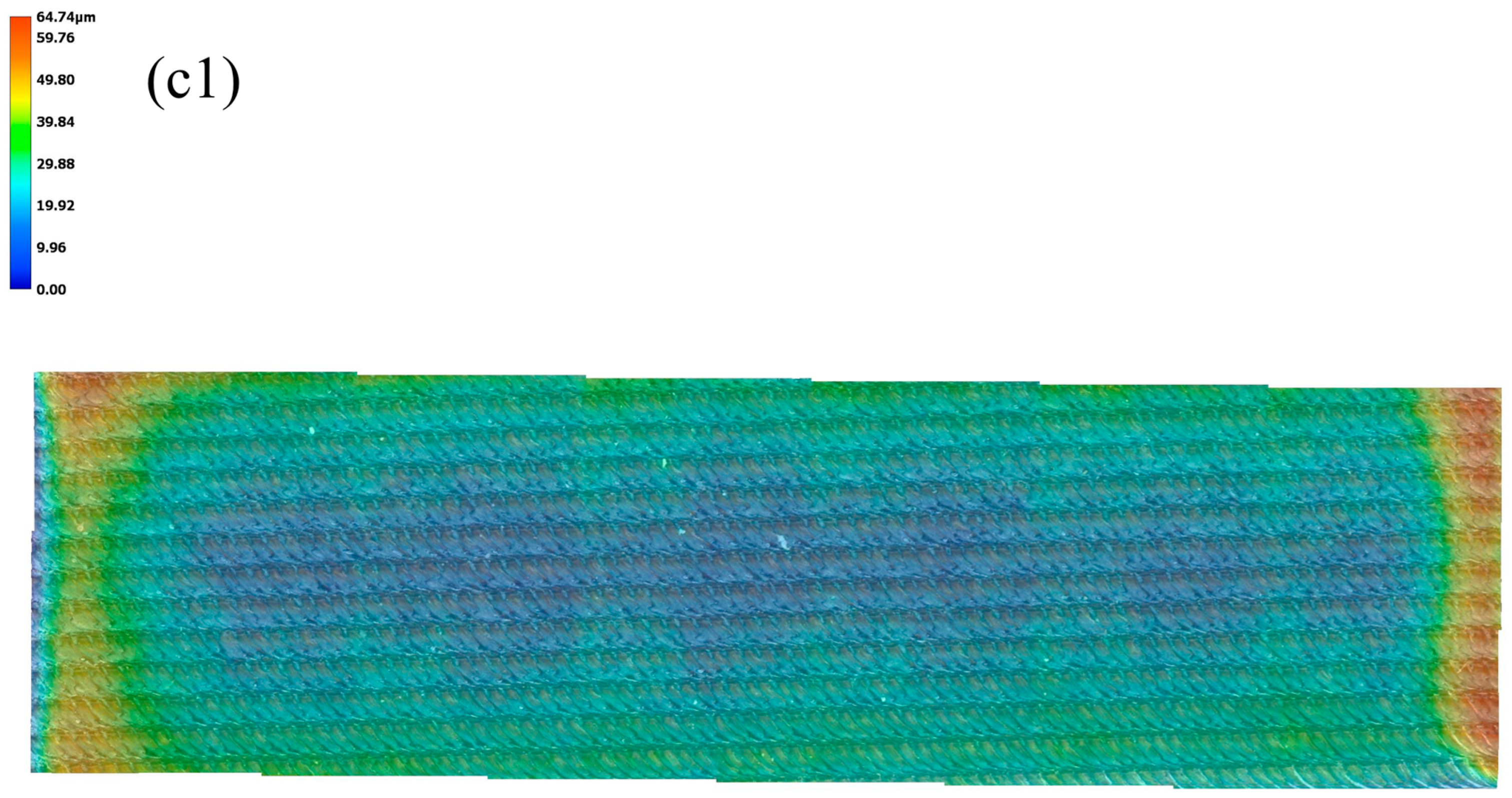
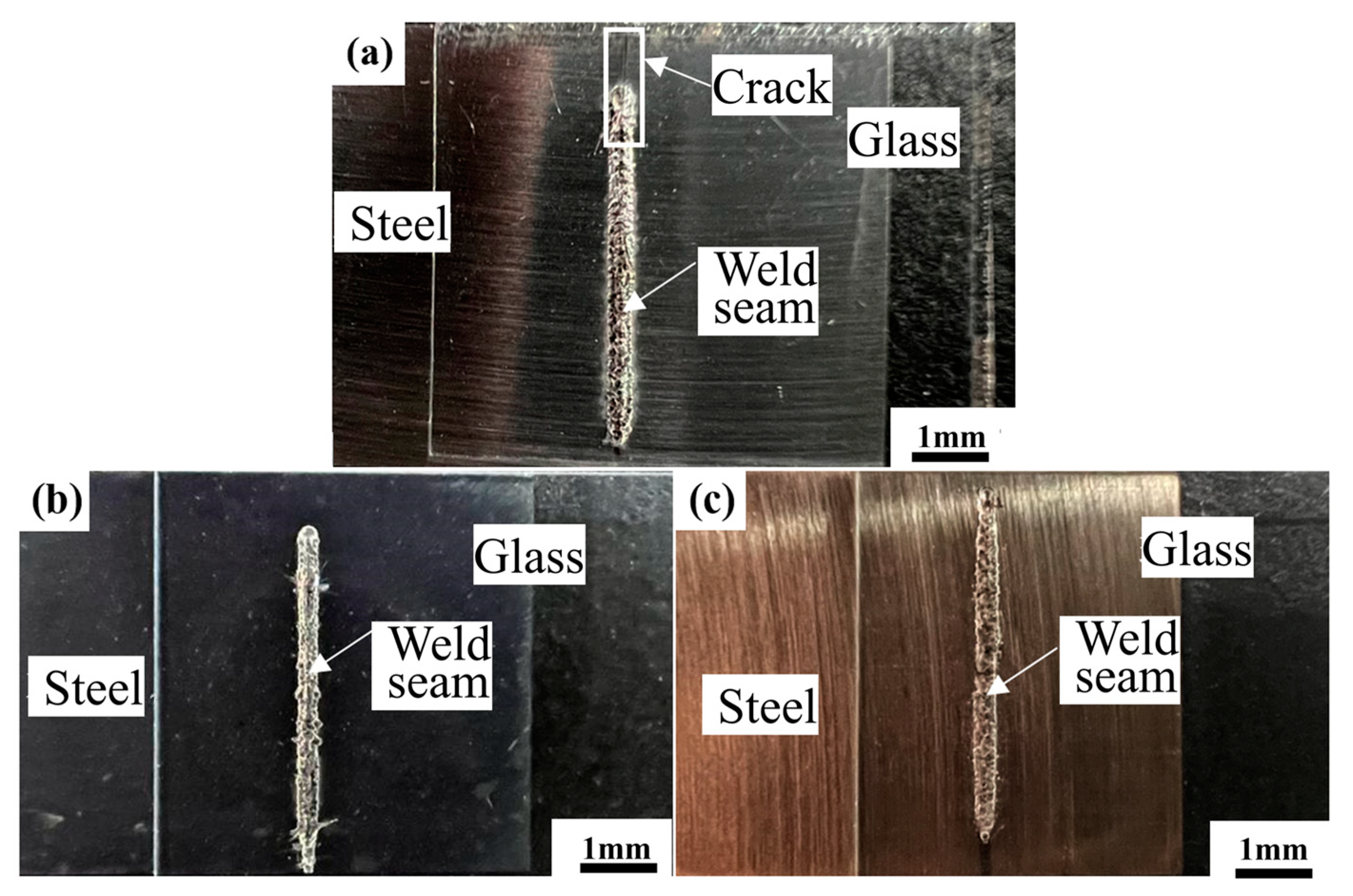
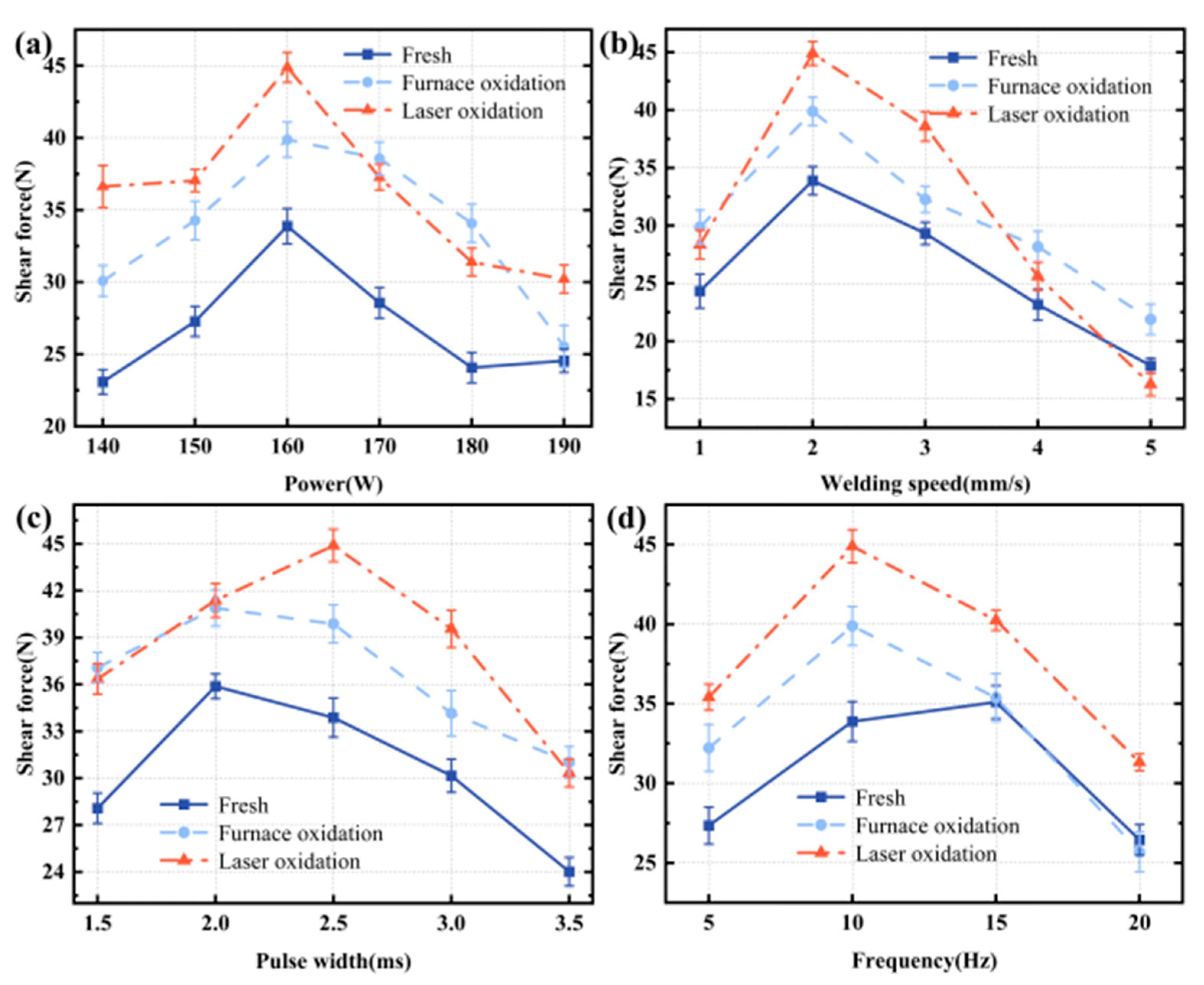
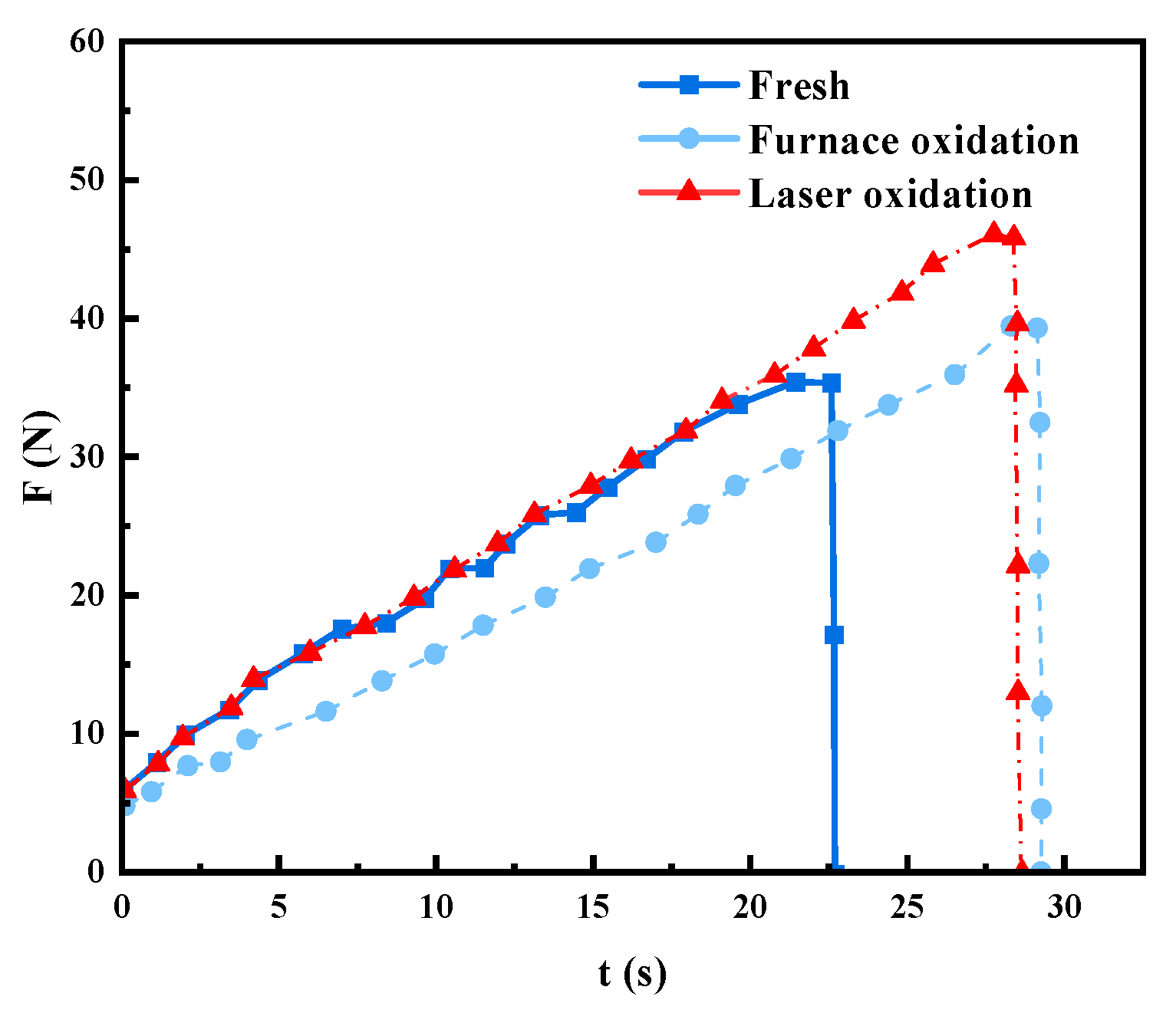
3.2. Effect of Different Alloy Surface Conditions
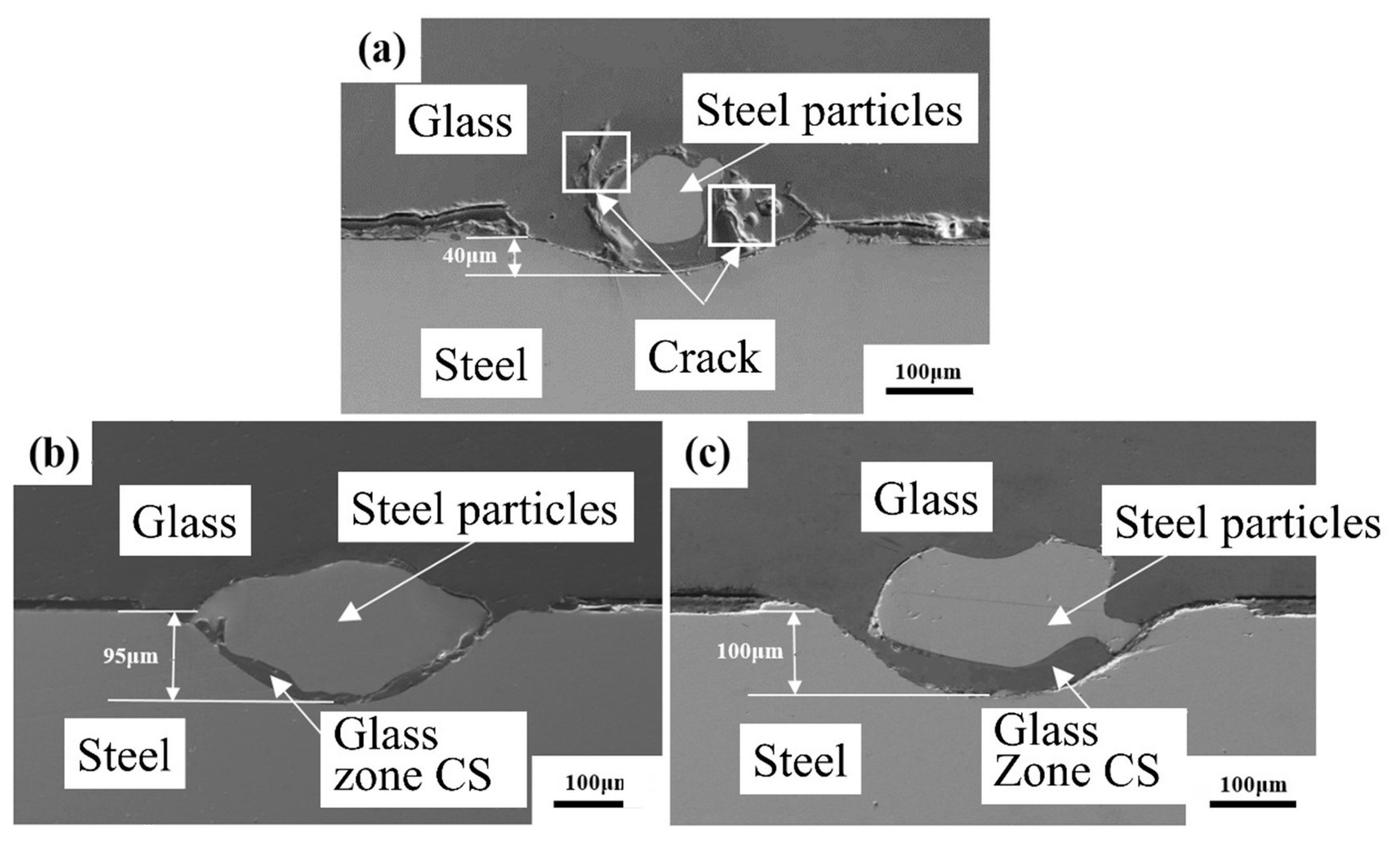
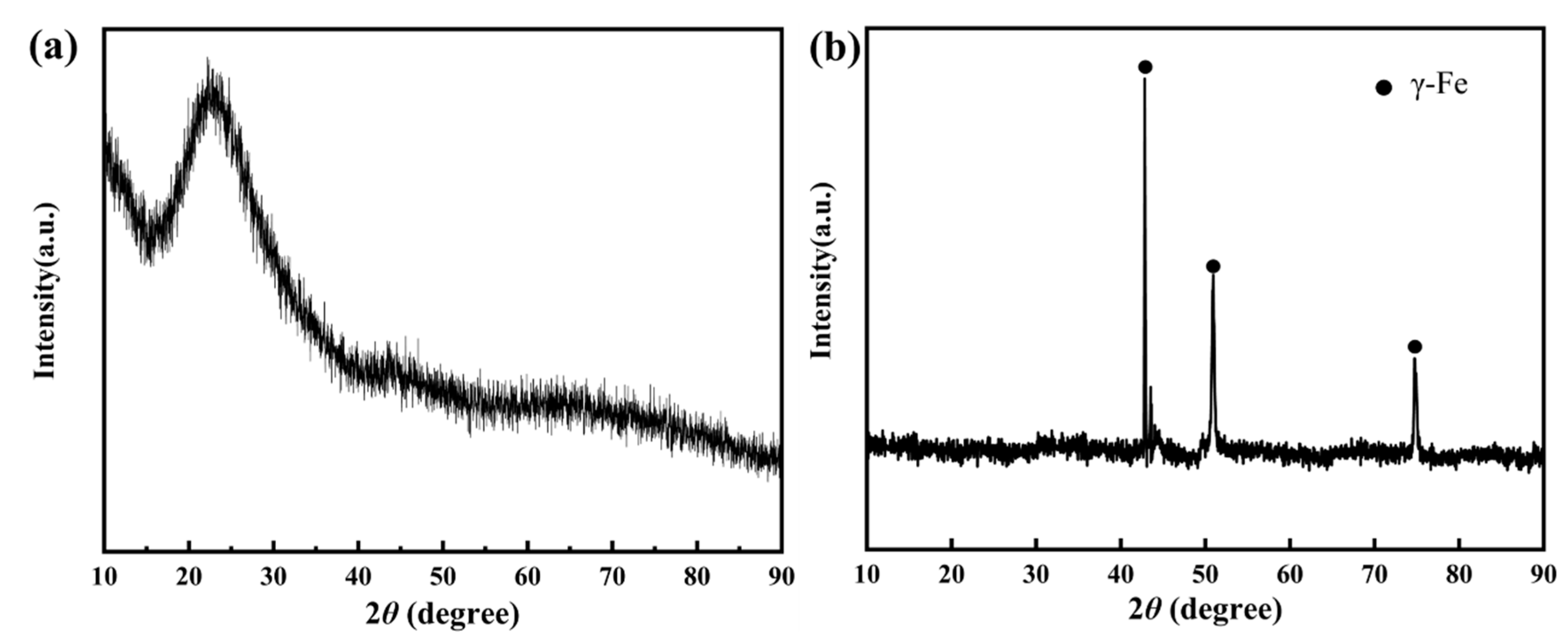
3.3. Cross-Section and XRD Results
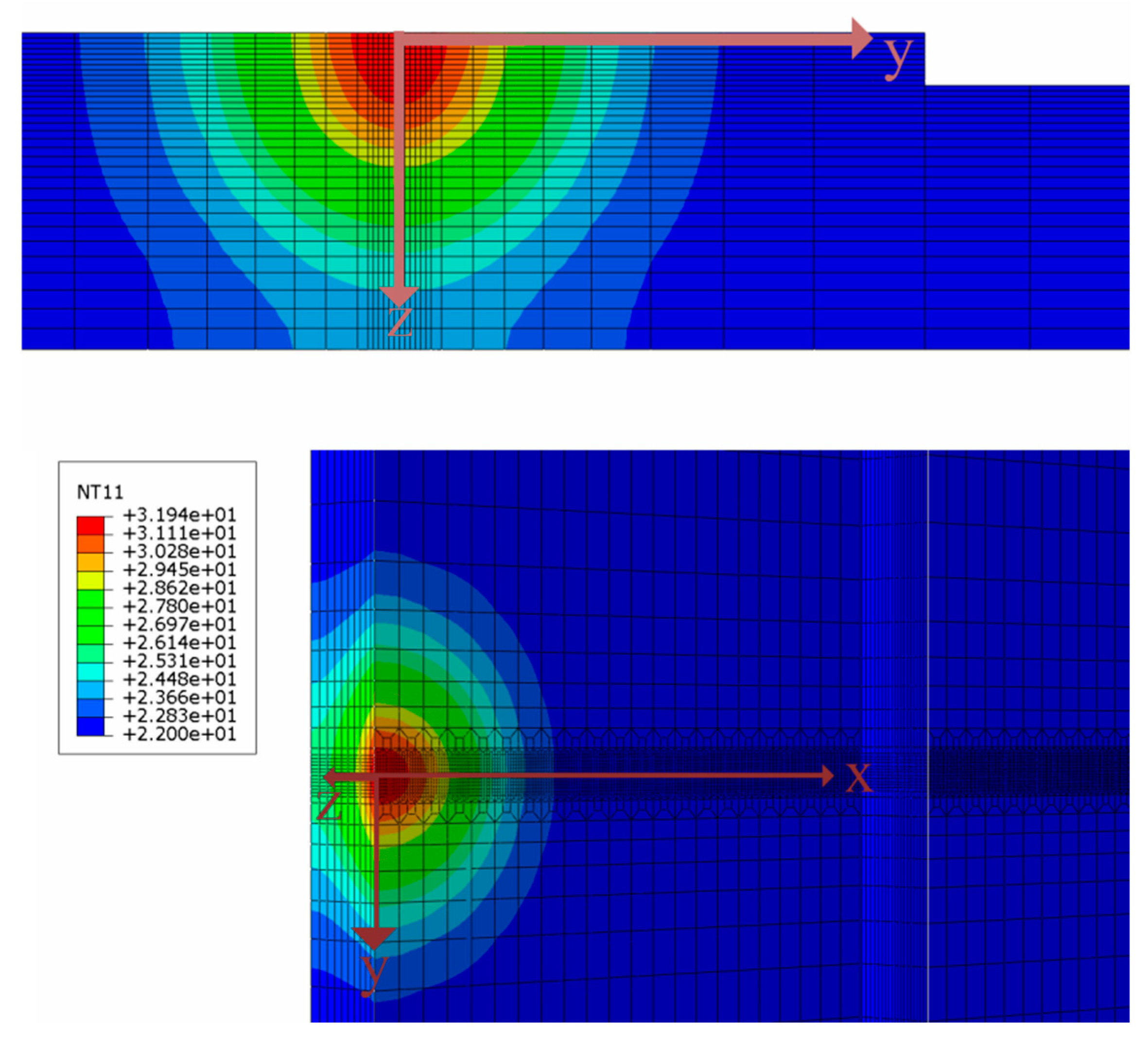
3.4. Numerical Simulation of Welding Process
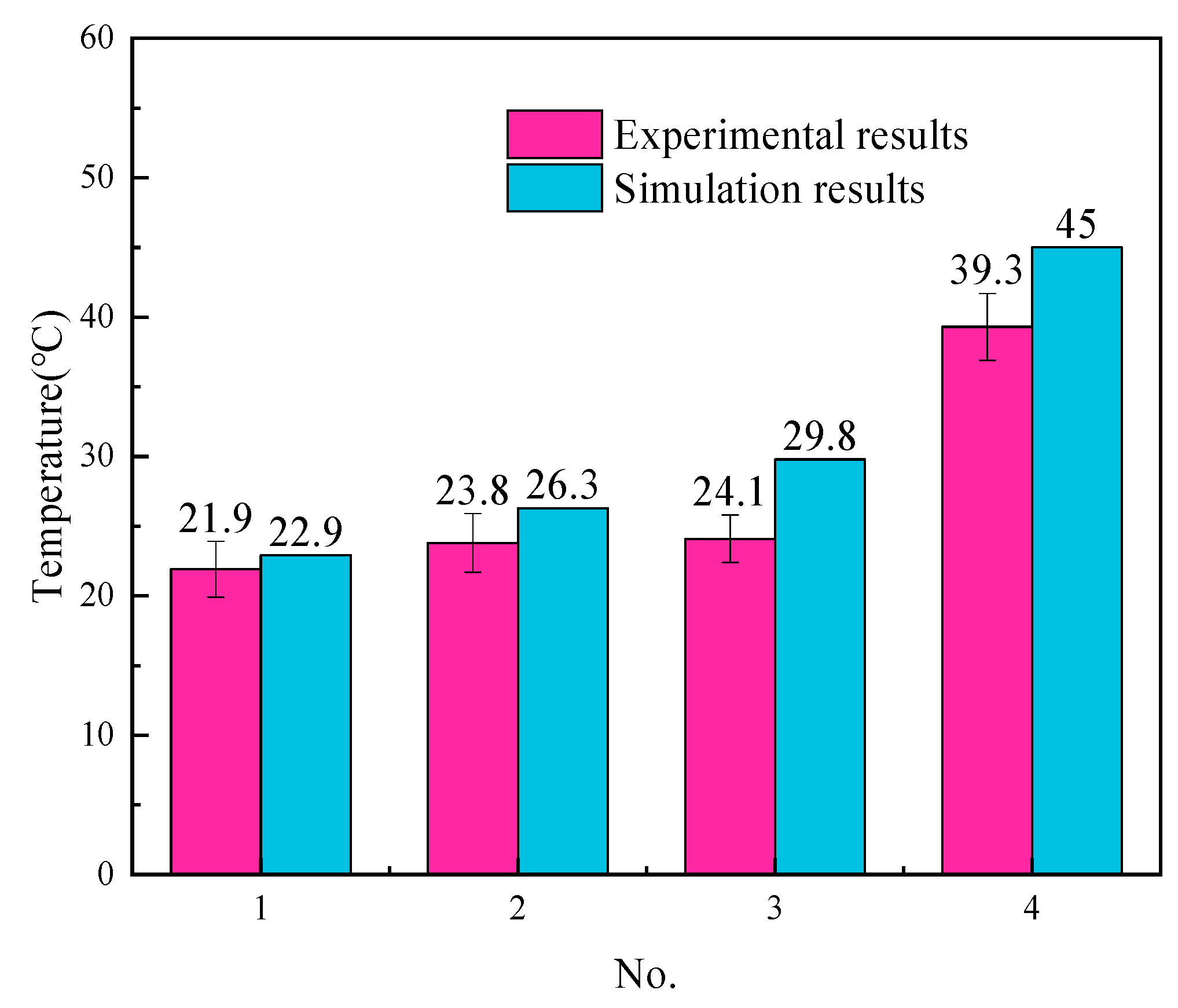
3.4.1. Temperature Field Results
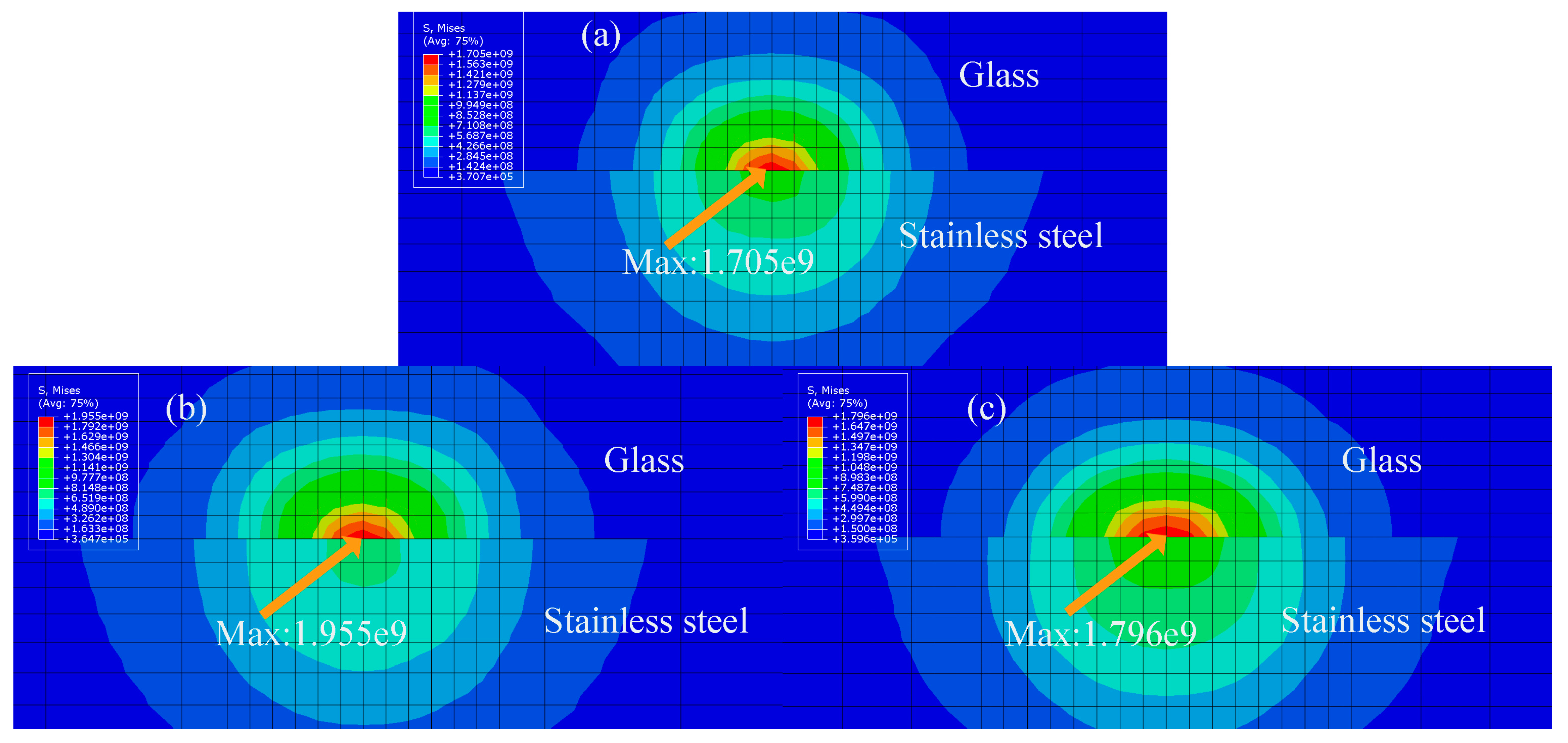
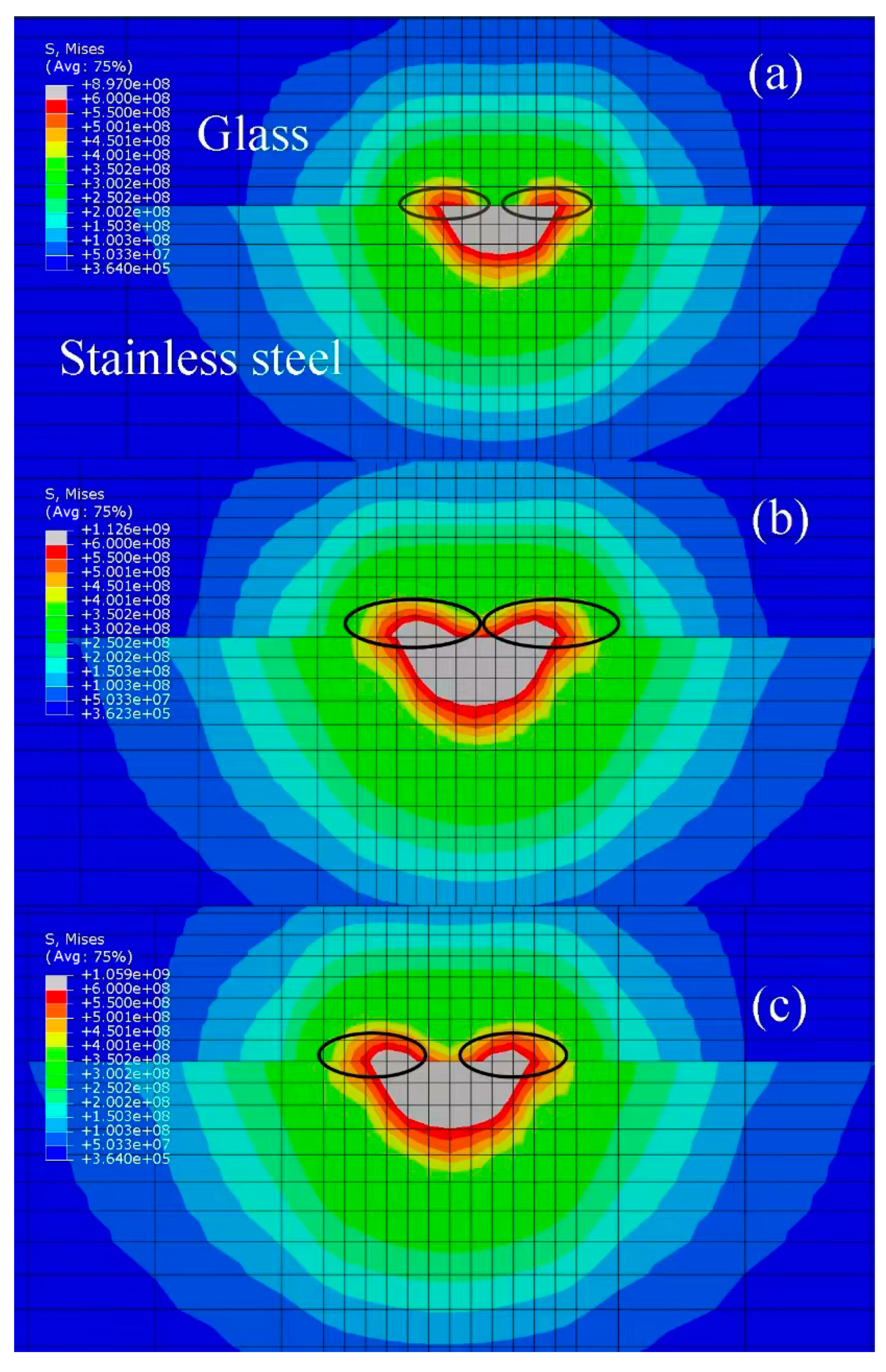
3.4.2. Stress Field Results
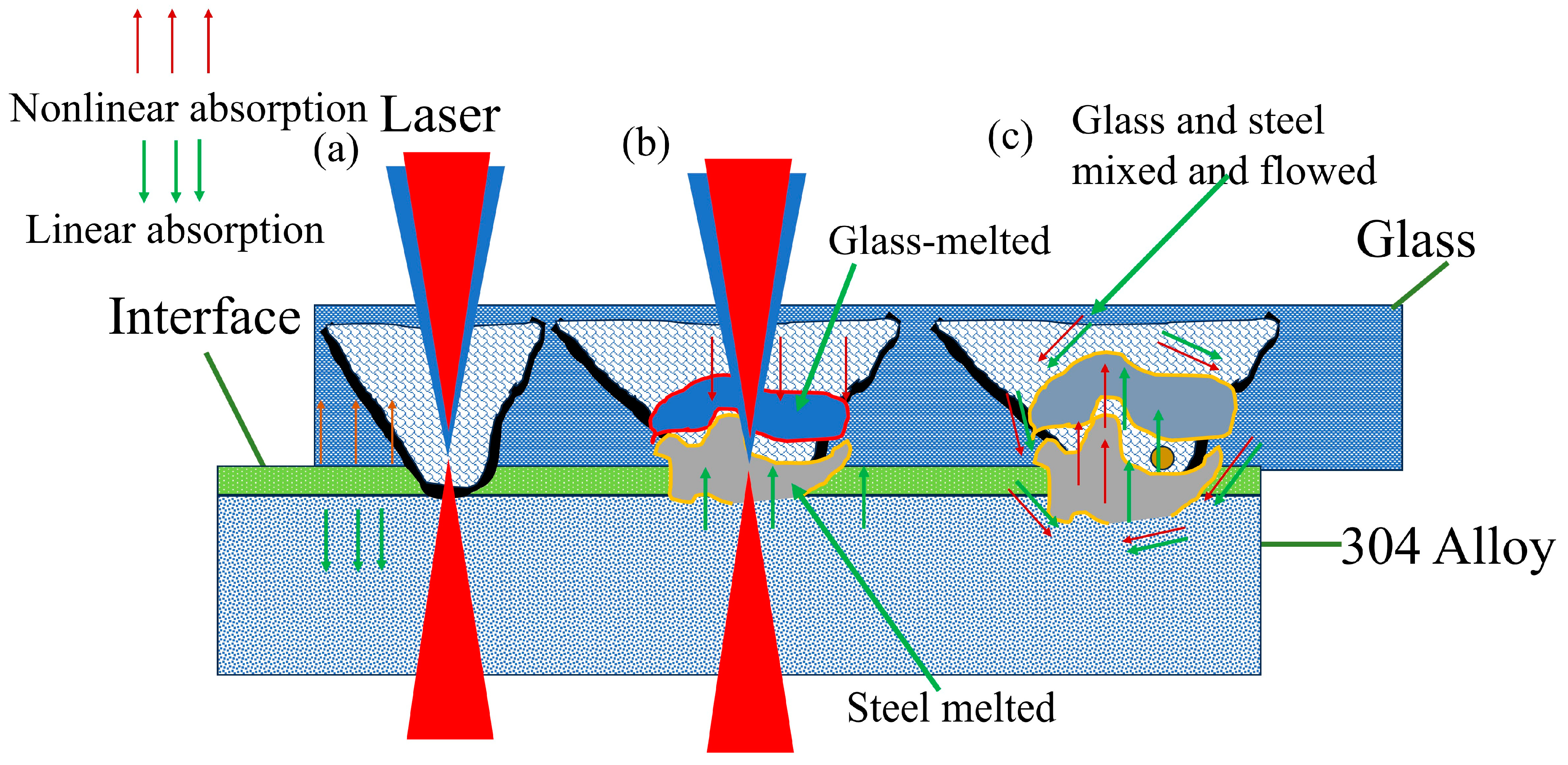
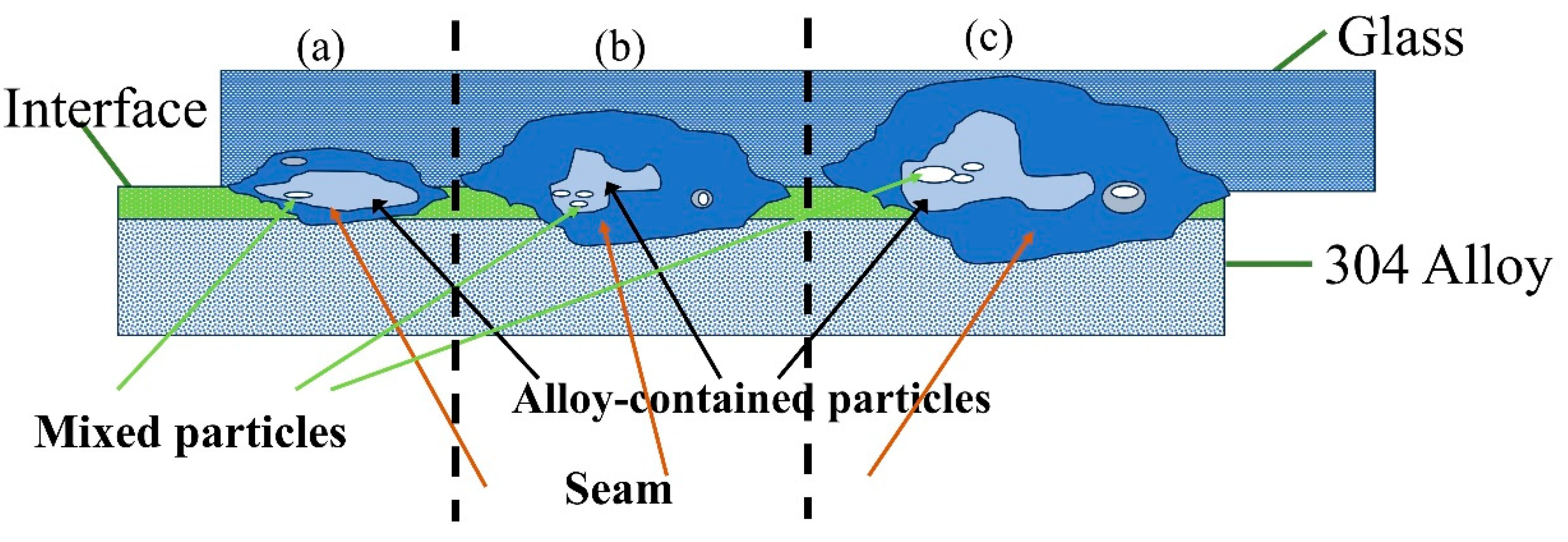
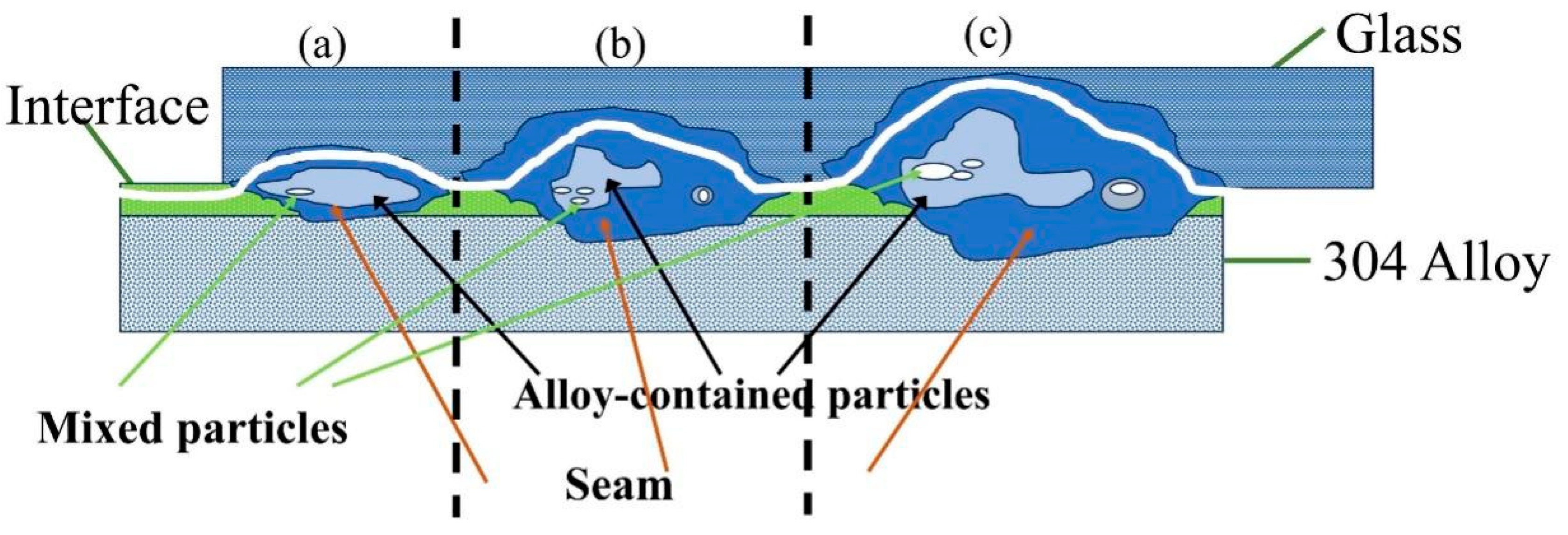
3.5. Sealing Mechanism
4. Conclusions
- (1)
- Compared with the unoxidized stainless steel samples, the fracture of the stainless steel and the glass sealing part after the surface oxidation treatment is located in the middle part of the middle structure, and the fracture separation of the unoxidized stainless steel and the glass sealing part is located on the glass substrate side and the stainless steel side. The sealing performance of the stainless steel after the surface oxidation is better, which confirms the role of the oxidation film.
- (2)
- The laser sealing process of ultra-thin glass and 304 stainless steel is divided into three stages: the energy absorption stage, the material melting stage, and the mixed cooling stage. The more energy absorbed, the larger the weld size, and, when less energy is absorbed, the fracture occurs in the glass substrate and the stainless steel substrate. Moreover, the fracture occurs in the middle of the inlaid structure near the glass because its bonding strength is lower than on the lower metal side, while the ability to block the fracture is strongest here; the fracture location of the glass surface is damaged and cracked in the glass substrate when the energy is large.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Liu, Z.; Li, Y.; Liu, W.; Zhou, H.; Aoa, S.; Luo, Z. Enhancing the ultrasonic plastic welding strength of Al/CFRTP joint via coated metal surface and structured composite surface. J. Manuf. Process. 2023, 108, 227–237. [Google Scholar] [CrossRef]
- Zhang, M.; Chan, Y.; Chen, C.; Qiu, Z. A new sealing technology for ultra-thin glass to aluminum alloy by laser transmission welding method. Int. J. Adv. Manuf. Technol. 2021, 115, 2017–2035. [Google Scholar] [CrossRef]
- Huo, J.; Yuan, J.; Chen, Q.; Luo, M.; Lu, J.; Xu, J.; Li, C.; Luo, A.; Li, J.; Zhang, Q. Welding reinforcement between silica glass and stainless steel using nanosecond fiber laser with chromium interlayer. Opt. Laser Eng. 2024, 172, 107877. [Google Scholar] [CrossRef]
- Teshome, F.B.; Peng, B.; Oliveira, J.P.; Shen, J.; Ao, S.; Li, H.; Chen, L.; Tan, C.; Song, X.; Zhou, N.; et al. Role of Pd interlayer on NiTi to Ti6Al4V laser welded joints: Microstructural evolutionand strengthening mechanisms. Mater. Des. 2023, 228, 111845. [Google Scholar] [CrossRef]
- Afonso, D.; Lopes, J.G.; Choi, Y.T.; Kim, R.E.; Schell, N.; Zhou, N.; Kim, H.S.; Oliveira, J.P. Dissimilar laser welding of an as-rolled CoCrFeMnNi high entropy alloy to Inconel 718 superalloy. Opt Laser Eng. 2025, 180, 111427. [Google Scholar] [CrossRef]
- Zhang, L.; Wu, H.; Wen, J.; Li, M.; Shao, X.; Ma, X. Glass to aluminum joining by forming a mechanical pin structure using femtosecond laser. J. Mater. Process. Tech. 2022, 302, 117504. [Google Scholar] [CrossRef]
- Hang, L.; Zhu, Z.; Xu, T.; Wu, H.; Ma, X. Enhanced joint through significant diffusion and molten pool regions in fused silica to aluminum alloy welding by femtosecond mJ-pulses. Int. J. Adv. Manuf. Technol. 2023, 129, 601–610. [Google Scholar] [CrossRef]
- Lipat’eva, T.O.; Fedotov, S.S.; Lipat’ev, A.S.; Lotarev, S.V.; Shakhgil’dyan, G.Y.; Ryabov, K.V.; Sigaev, V.N. Precision Laser Welding of Silica Glass with Iron-Nickel Alloy. Glass Ceram 2021, 77, 435–437. [Google Scholar] [CrossRef]
- Hu, K.; Li, S.; Fan, Z.; Yan, H.; Liang, X.; Cai, Y.; Zhu, Q.; Zhang, Y. Contributions of mechanical bonding and chemical bonding to high-temperature hermeticity of glass-to-metal compression seals. Mater. Des. 2021, 202, 109579. [Google Scholar] [CrossRef]
- Donald, I.W. Preparation, properties and chemistry of glass- and glass-ceramic-to-metal seals and coatings. J. Mater. Sci. 1993, 28, 2841–2886. [Google Scholar] [CrossRef]
- Li, P.; Xu, X.; Tan, W.; Liu, H.; Wang, X. Improvement of Laser Transmission Welding of Glass with Titanium Alloy by Laser Surface Treatment. Materials 2018, 11, 2060. [Google Scholar] [CrossRef] [PubMed]
- Ciuca, O.P.; Carter, R.M.; Prangnell, P.B.; Hand, D.P. Characterisation of weld zone reactions in dissimilar glass-to-aluminium pulsed picosecond laser welds. Mater. Charact. 2016, 120, 53–62. [Google Scholar] [CrossRef]
- Elrefaey, A.; Janczak-Rusch, J.; Koebel, M.M. Direct glass-to-metal joining by simultaneous anodic bonding and soldering with activated liquid tin solder. J. Mater. Process. Tech. 2014, 214, 2716–2722. [Google Scholar] [CrossRef]
- Hu, L.; Xue, Y.; Wang, H. Glass-Cu joining by anodic bonding and soldering with eutectic Sn-9Zn solder. J. Alloys Compd. 2019, 789, 558–566. [Google Scholar] [CrossRef]
- Xia, H.; Yang, B.; Su, J.; Liu, Y.; Su, X.; Wang, C.; Qiang, X.; Wu, T.; Tan, C. Improvement of laser welded TC4/CFRTP joint strength by combination of surface modification of MAO and laser texturing. Thin-Walled Struct. 2024, 196, 111409. [Google Scholar] [CrossRef]
- Xu, M.; Chen, C.; Shao, J.; Zhang, M. Effect of High-Temperature Oxidation on Laser Transmission Welding of High Borosilicate Glass and TC4 Titanium Alloy. J. Mater. Eng. Perform. 2024, 33, 1–11. [Google Scholar] [CrossRef]
- Shen, J.; Chen, C.; Zhang, M. Microscopic Analysis of the Wetting Morphology and Interfacial Bonding Mechanism of Preoxidised Kovar Alloys with Borosilicate Glass. Materials 2023, 16, 4628. [Google Scholar] [CrossRef]
- Ready, J.F. Industrial Applications of Lasers, 2nd ed.; Academic Press Limited: Cambridge, MA, USA, 1997. [Google Scholar]
- Gong, K.; Liu, Z.; Cai, Y.; Song, Z.; Zhou, C.; Liu, J.; Zhao, Y.; Zhang, Y. Revealing the effect of alumina addition on the residual stress in glass-to-metal seals via photoluminescence spectroscopy. J. Alloys Compd. 2024, 1009, 176878. [Google Scholar] [CrossRef]
- Li, N.; Li, Z.; Kang, M.; Zhang, J. Numerical simulation and experimental study on laser micromachining of 304L stainless steel in ambient air. Int. J. Heat Mass. Transf. 2019, 140, 978–991. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Wang, W.; Kang, D. Study on the mechanism of surface topography evolution in melting and transition regimes of laser polishing. Opt. Laser Technol. 2021, 139, 106947. [Google Scholar] [CrossRef]
- Xu, J.; Zou, P.; Kang, D.; Wang, W. Theoretical and experimental study of bulge formation in laser polishing of 304 stainless steel. J. Manuf. Process. 2021, 66, 39–52. [Google Scholar] [CrossRef]
- Sui, L.; Chen, C.; Zhang, M. Wetting and Sealing of the Interface Between High-Alumina Glass and 304 Stainless Steel. J. Mater. Eng. Perform. 2023, 19, 9047–9058. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| No. | P (W) | V (mm/s) | pw (ms) | f (Hz) |
|---|---|---|---|---|
| 1 | 140 | 2 | 2.5 | 10 |
| 2 | 150 | 2 | 2.5 | 10 |
| 3 | 160 | 2 | 2.5 | 10 |
| 4 | 170 | 2 | 2.5 | 10 |
| 5 | 180 | 2 | 2.5 | 10 |
| 6 | 190 | 2 | 2.5 | 10 |
| 7 | 140 | 2 | 1.5 | 10 |
| 8 | 150 | 2 | 1.5 | 10 |
| 9 | 160 | 2 | 1.5 | 10 |
| 10 | 170 | 2 | 1.5 | 10 |
| 11 | 180 | 2 | 1.5 | 10 |
| 12 | 190 | 2 | 1.5 | 10 |
| 13 | 140 | 2 | 2 | 10 |
| 14 | 150 | 2 | 2 | 10 |
| 15 | 160 | 2 | 2 | 10 |
| 16 | 170 | 2 | 2 | 10 |
| 17 | 180 | 2 | 2 | 10 |
| 18 | 190 | 2 | 2 | 10 |
| 19 | 140 | 2 | 3 | 10 |
| 20 | 150 | 2 | 3 | 10 |
| 21 | 160 | 2 | 3 | 10 |
| 22 | 170 | 2 | 3 | 10 |
| 23 | 180 | 2 | 3 | 10 |
| 24 | 190 | 2 | 3 | 10 |
| 25 | 140 | 1 | 2.5 | 10 |
| 26 | 140 | 3 | 2.5 | 10 |
| 27 | 140 | 4 | 2.5 | 10 |
| 28 | 140 | 5 | 2.5 | 10 |
| 29 | 160 | 1 | 2.5 | 10 |
| 30 | 160 | 3 | 2.5 | 10 |
| 31 | 160 | 4 | 2.5 | 10 |
| 32 | 160 | 5 | 2.5 | 10 |
| 33 | 190 | 1 | 2.5 | 10 |
| 34 | 190 | 3 | 2.5 | 10 |
| 35 | 190 | 4 | 2.5 | 10 |
| 36 | 190 | 5 | 2.5 | 10 |
| 37 | 140 | 2 | 2.5 | 5 |
| 38 | 140 | 2 | 2.5 | 15 |
| 39 | 140 | 2 | 2.5 | 20 |
| 40 | 160 | 2 | 2.5 | 5 |
| 41 | 160 | 2 | 2.5 | 15 |
| 42 | 160 | 2 | 2.5 | 20 |
| 43 | 190 | 2 | 2.5 | 5 |
| 44 | 190 | 2 | 2.5 | 15 |
| 45 | 190 | 2 | 2.5 | 20 |
| Materials | Density g/cm3 | Melting Point °C | Conductivity W·m−1K−1 | Expansion 10−6K−1 | Cp J/(kg°C) | Elastic Modulus GPa |
|---|---|---|---|---|---|---|
| High-alumina glass | 2.39 | 890 | 1.2 | 7.58 | 830 | 70 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, C.; Bao, B.; Shao, J.; Zhang, M.; Liu, H. Comparative Study of the Effects of Different Surface States During the Laser Sealing of 304 Steel/High-Alumina Glass. Coatings 2025, 15, 101. https://doi.org/10.3390/coatings15010101
Chen C, Bao B, Shao J, Zhang M, Liu H. Comparative Study of the Effects of Different Surface States During the Laser Sealing of 304 Steel/High-Alumina Glass. Coatings. 2025; 15(1):101. https://doi.org/10.3390/coatings15010101
Chicago/Turabian StyleChen, Changjun, Bei Bao, Jiaqi Shao, Min Zhang, and Haodong Liu. 2025. "Comparative Study of the Effects of Different Surface States During the Laser Sealing of 304 Steel/High-Alumina Glass" Coatings 15, no. 1: 101. https://doi.org/10.3390/coatings15010101
APA StyleChen, C., Bao, B., Shao, J., Zhang, M., & Liu, H. (2025). Comparative Study of the Effects of Different Surface States During the Laser Sealing of 304 Steel/High-Alumina Glass. Coatings, 15(1), 101. https://doi.org/10.3390/coatings15010101