
Tribological and Mechanical Behavior of Automotive Crankshaft Steel Superficially Modified Using the Boriding Hardening Process

 , , and
, , and
Abstract
1. Introduction
2. Materials and Methods
2.1. Sample Preparation
2.2. Surface Characterization
2.3. Mechanical Characterization
2.3.1. Hardness Measurements
2.3.2. Fracture Toughness Determined via Vickers Microindentation
2.4. Tribological Tests
3. Results and Discussion
3.1. Surface Characterization
3.2. Mechanical Characterization
3.2.1. Hardness Measurements
3.2.2. Fracture Toughness
3.3. Tribological Results
4. Discussion
5. Conclusions
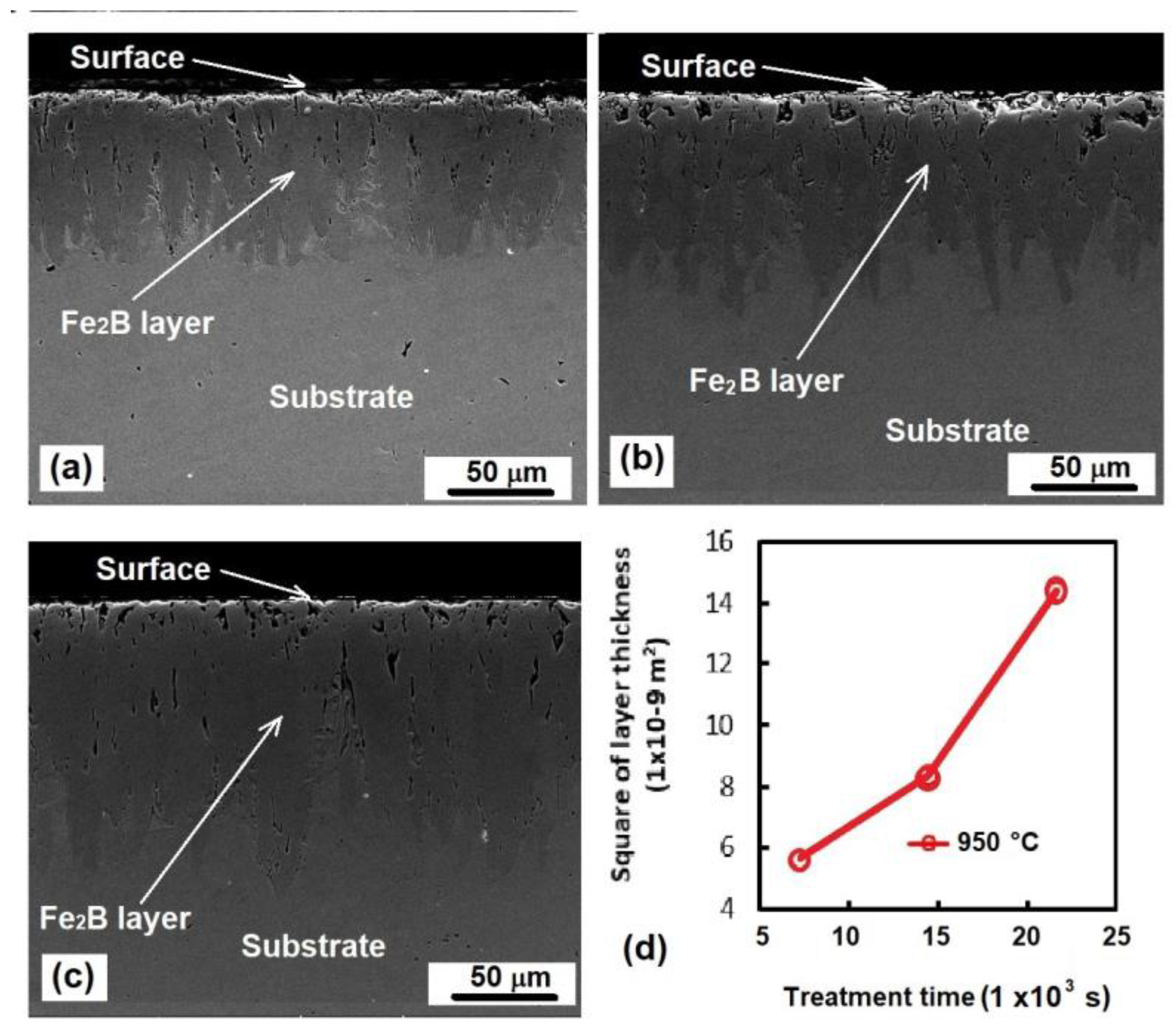
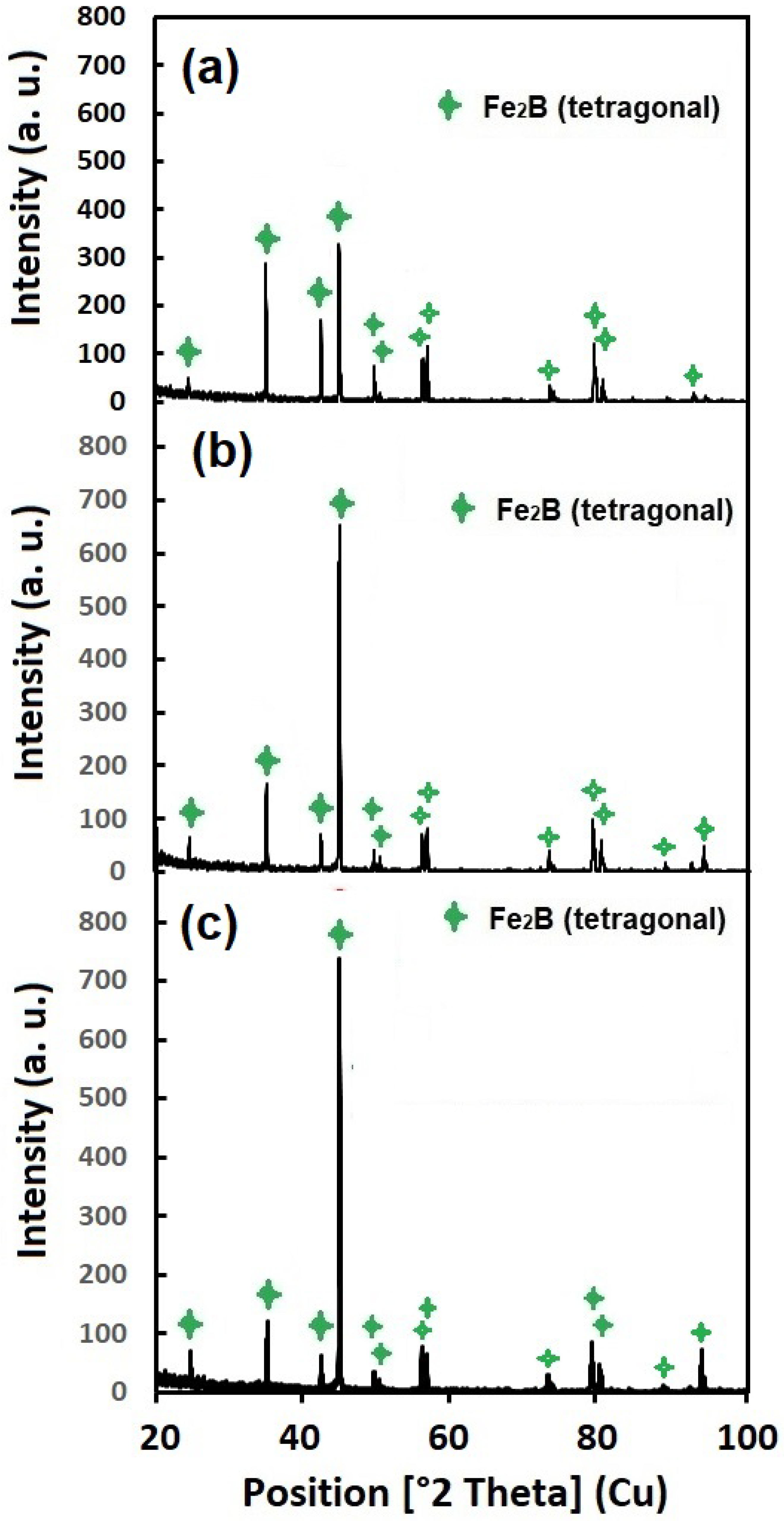
- By applying the surface hardening treatment known as boriding to automotive crankshaft steel, well-consolidated monophasic boride layers with a saw-toothed morphology were obtained.
- Because the treatment temperature remained constant, the growth of the boride layers was only dependent on the time of exposure, which allowed for the precise control of the experiments.
- The hardness of the steel surface drastically increased, and the results indicate higher wear resistance because the coefficient of friction was reduced by at least 100%.
- The results of the tribological tests indicate that the treated steel is more apt for facing wear conditions, especially under dry conditions where the boride layer acts as a solid lubricant.
- The damage suffered by the WC ball during the pin-on-disk tests applied to the non-treated steel demonstrated the potential risk to Babbitt metal in cases where the lubrication system fails and the lubricant does not reach the crankshaft on time.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Findik, F. Latest progress on tribological properties of industrial materials. Mater. Des. 2014, 572, 18–24. [Google Scholar] [CrossRef]
- García, B.S.; Muruzabal, T.C.; Royo, L.P.; Mata, J.S.; Íñigo, E.S. Interface patológica por fricción metal-metal y metal-polietileno, diferencias microscópicas. Rev. Esp. Cir. Osteoartic. 1996, 31, 171–176. [Google Scholar]
- Erdemir, A.; Eryilmaz, O.L. Chapter 16, Superlubricity in Diamond-Like Carbon Films. In Superlubricity; Elsevier Science: Amsterdam, The Netherlands, 2007; pp. 253–271. [Google Scholar]
- Hernández-Sanchez, E.; Chino-Ulloa, A.; Velázquez, J.C.; Herrera-Hernández, H.; Velázquez-Mancilla, R.; Carrera-Espinoza, R. Effect of Relative Humidity on the Tribological Properties of Self-Lubricating H3BO3 Films Formed on the Surface of Steel Suitable for Biomedical Applications. Adv. Mater Sci. Eng. 2015, 2015, 1–9. [Google Scholar] [CrossRef]
- Chen, Z.; Yu, X.; Ding, N.; Cong, J.C.; Sun, J.; Jia, Q.; Wang, C. Wear resistance enhancement of QT700-2 ductile iron crankshaft processed by laser hardening. Opt. Laser Technol. 2023, 109, 164519. [Google Scholar] [CrossRef]
- Freitas, B.J.M.; de Oliveira, V.A.; Gargarella, P.; Koga, G.Y.; Bolfarini, C. Microstructural characterization and wear resistance of boride-reinforced steel coatings produced by Selective Laser Melting (SLM). Surf. Coat. Technol. 2021, 426, 127779. [Google Scholar] [CrossRef]
- Duan, Y.; Wang, X.; Liu, D.; Bao, W.; Li, P.; Peng, M. Characteristics, wear and corrosion properties of borided pure titanium by pack boriding near α → β phase transition temperature. Ceram. Int. 2020, 46 Pt B, 16380–16387. [Google Scholar] [CrossRef]
- Wang, B.; Liu, B.; Zhang, X.; Gu, J. Enhancing heavy load wear resistance of AISI 4140 steel through the formation of a severely deformed compound-free nitrided surface layer. Surf. Coat. Tech. 2018, 356, 89–95. [Google Scholar] [CrossRef]
- Campos, I.; Farah, M.; López, N.; Bermúdez, G.; Rodríguez, G.; Velázquez, C.V. Evaluation of the tool life and fracture toughness of cutting tools, boronized by the paste boriding process. Appl. Surf. Sci. 2008, 254, 2967–2974. [Google Scholar] [CrossRef]
- Hernández-Ramírez, E.J.; Guevara-Morales, A.; Figueroa-López, U.; Campos-Silva, I. Wear resistance of diffusion annealed borided AISI 1018 steel. Mater. Lett. 2020, 277, 128–297. [Google Scholar] [CrossRef]
- Chino-Ulloa, A.; Hernandes-Alejandro, M.; Castrejón-Flores, J.L.; Cabrera-González, M.; Torres-Avila, I.P.; Velázquez, J.C.; Ruiz-Trabolsi, P.A.; Hernández-Sánchez, E. Development of Ultra-Low Friction Coefficient Films and Their Effect on the Biocompatibility of Biomedical Steel. Mater. Trans. 2019, 60, 1605–1613. [Google Scholar] [CrossRef]
- Alkan, S.; Günen, A.; Gülen, M.; Gök, M.S. Effect of boriding on tribocorrosion behavior of HSLA offshore mooring chain steel. Surf. Coat. Technol. 2024, 476, 130276. [Google Scholar] [CrossRef]
- Gok, M.S.; Küçük, Y.; Erdogan, A.; Oge, M.; Kanca, E.; Günen, A. Dry sliding wear behavior of borided hot-work tool steel at elevated temperatures. Surf. Coat. Technol. 2017, 328, 54–62. [Google Scholar] [CrossRef]
- Karakaş, M.S. Tribocorrosion behavior of surface-modified AISI D2 steel. Surf. Coat. Technol. 2020, 394, 125884. [Google Scholar] [CrossRef]
- Türkmen, I.; Yalamaç, E. Growth of the Fe2B layer on SAE 1020 steel employed a boron source of H3BO3 during the powder-pack boriding method. J. Alloys Compd. 2018, 744, 558–666. [Google Scholar] [CrossRef]
- Campos, I.; Oseguera, J.; Figueroa, U.; García, J.A.; Bautista, O.; Kelemenis, G. Kinetic study of boron diffusion in the paste boriding process. Mater. Sci. Eng. A 2003, 352, 261–265. [Google Scholar] [CrossRef]
- Ouyang, D.; Cui, X.; Lu, S. Growth kinetics of the FeB/Fe2B boride layer on the surface of 4Cr5MoSiV1 steel: Experiments and modelling. J. Mater. Res. Technol. 2021, 11, 1272–1280. [Google Scholar] [CrossRef]
- Sezgin, C.T.; Hayat, F. The effects of boriding process on tribological properties and corrosive behavior of a novel high manganese steel. J. Mater. Process. Technol. 2022, 300, 117421. [Google Scholar] [CrossRef]
- Von Matuschka, M.G. Boronizing, 1st ed.; Carl Hanser: Munich, Germany, 1980. [Google Scholar]
- Ozbek, I.; Bindal, C. Kinetics of Borided AISI M2 High-Speed Steel. Vacuum 2011, 86, 391–397. [Google Scholar] [CrossRef]
- ASTM E-384-05a; Standard Test Method for Microindentation Hardness of Materials. The American National Standards Institute: Washington, DC, USA, 2005.
- Laugier, M.T. New formula for indentation toughness in ceramics. J. Mater. Sci. Lett. 1987, 6, 355–356. [Google Scholar] [CrossRef]
- ASTM G 99-04a; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. The American National Standards Institute: Washington, DC, USA, 2004.
- Kulka, M.; Makuch, N.; Dziarski, P.; Piasecki, A. A Study of Nanoindentation for Mechanical Characterization of Chromium and Nickel Borides’ Mixtures Formed by Laser Boriding. Ceram. Int. 2014, 40, 6083–6094. [Google Scholar] [CrossRef]
- Zhang, D.; Li, Y.; Du, X.; Fan, H.; Gao, F. Microstructure and Tribological Performance of Boride Layers on Ductile Cast Iron under Dry Sliding Conditions. Eng. Fail. Anal. 2022, 134, 106080. [Google Scholar] [CrossRef]
- Milinović, A.; Marušić, V.; Konjatić, P.; Berić, N. Effect of Carbon Content and Boronizing Parameters on Growth Kinetics of Boride Layers Obtained on Carbon Steels. Materials 2022, 15, 1858. [Google Scholar] [CrossRef] [PubMed]
- Martínez-Nopala, S.R.; Figueroa-Lopez, U.; Guevara-Morales, A.; Campos-Silva, I. Solid particle erosion resistance of borided AISI D2 steel. Mater. Today Commun. 2024, 38, 107887. [Google Scholar] [CrossRef]
- Hernández-Sanchez, E.; Rodriguez-Castro, G.; Meneses-Amador, A.; Bravo-Bárcenas, D.; Arzate-Vazquez, I.; Martínez-Gutiérrez, H.; Romero-Romo, M.; Campos-Silva, I. Effect of the anisotropic growth on the fracture toughness measurements obtained in the Fe2B layer. Surf. Coat. Technol. 2013, 237, 292–298. [Google Scholar] [CrossRef]
- Gencer, Y. Influence of Manganese on Pack Boriding Behaviour of Pure Iron. Surf. Eng. 2011, 27, 634–638. [Google Scholar] [CrossRef]
- Keddama, M.; Kulka, M.; Makuch, N.; Pertek, A.; Małdzinski, L. A kinetic model for estimating the boron activation energies in the FeB and Fe2B layers during the gas-boriding of Armco iron: Effect of boride incubation times. Appl. Surf. Sci. 2014, 298, 155–163. [Google Scholar] [CrossRef]
- Jain, V.; Sundararajan, G. Influence of the pack thickness of the boronizing mixture on the boriding of steel. Surf. Coat. Technol. 2002, 149, 21–26. [Google Scholar] [CrossRef]
- Quinn, J.; Quinn, G.D. Indentation brittleness of ceramics: A fresh approach. J. Mater. Sci. 1997, 32, 4331–4346. [Google Scholar] [CrossRef]
- Campos-Silva, I.; Flores-Jiménez, M.; Rodríguez-Castro, G.; Hernández-Sánchez, E.; Martínez-Trinidad, J.; Tadeo-Rosas, R. Improved fracture toughness of boride coating developed with a diffusion annealing process. Surf. Coat. Technol. 2013, 237, 429–439. [Google Scholar] [CrossRef]
- Stach, S.; Cybo, J.; Chmiela, J. Fracture surface—Fractal or multifractal. Mater. Charact. 2001, 26, 163–167. [Google Scholar] [CrossRef]
- Toktaş, G.; Korkmaz, S. Indentation fracture toughness of boronized unalloyed and alloyed ductile iron. Mater. Chem. Phys. 2023, 296, 127232. [Google Scholar] [CrossRef]
- Campos, I.; Rosas, R.; Figueroa, U.; Villa Velázquez, C.; Meneses, A.; Guevara, A. Fracture toughness evaluation using Palmqvist crack models on AISI 1045 borided steels. Mater. Sci. Eng. A 2008, 488, 562–568. [Google Scholar] [CrossRef]
- Rabinowicz, E. Friction, and Wear Materials; John Wiley & Sons, Inc.: New York, NY, USA, 1995. [Google Scholar]
- Yin, J.; Liu, R.; Zhang, R.; Lv, B.; Meng, X. A new tribo-dynamics model for engine connecting rod small-end bearing considering elastic deformation and thermal effects. Tribol. Int. 2023, 188, 108831. [Google Scholar] [CrossRef]
- Jiang, J.; Wang, Y.; Zhong, Q.; Zhou, Q.; Zhang, L. Preparation of Fe2B Boride Coating on Low-Carbon Steel Surfaces and Its Evaluation of Hardness and Corrosion Resistance. Surf. Coat. Technol. 2011, 206, 473–478. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | Ni | Cr | Cu | Fe |
|---|---|---|---|---|---|---|
| %w. | 0.16 | 0.069 | 0.14 | 0.254 | 0.021 | Balance |
| Treatment Time (s) | Layer Thickness (µm) | (m) | K (m2·s−1) |
|---|---|---|---|
| 7200 | 48.71 ± 7.24 | 4.87 × 10−5 | 1.297 × 10−12 |
| 14,400 | 82.18 ± 10.65 | 8.22 × 10−5 | |
| 21,600 | 145.07 ± 11.05 | 1.45 × 10−5 |
| Treatment Time (h) | l (m) | g (m) | Kc (MPa·m1/2) | (l/g) | Crack Type |
|---|---|---|---|---|---|
| 6 | 3.16 × 10−6 | 4.15 × 10−6 | 2.49 | 0.76 | Palmqvist |
| Treatment Time | Vloss (mm3) | Contact Pressure | Wear Rate | CoF | |
|---|---|---|---|---|---|
| (h) | WC Ball | Sample | (GPa) | (mm3·N−1·m−1) | |
| Non-treated | 0.0714 | 0.0097 | 61.3 | 9.7 × 10−5 | 0.431 ± 0.014 |
| 2 | 0.0183 | 0.00137 | 98.8 | 1.37 × 10−5 | 0.310 ± 0.078 |
| 4 | 0.0086 | 0.00112 | 110.0 | 1.12 × 10−5 | 0.126 ± 0.013 |
| 6 | 0.0203 | 0.00109 | 102.0 | 1.09 × 10−5 | 0.121 ± 0.008 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hernández-Sánchez, E.; Hernández-Domínguez, D.; Tadeo-Rosas, R.; Sánchez-Fuentes, Y.; Linares-Duarte, L.A.; Orozco-Álvarez, C.; Miranda-Hernández, J.G.; Carrera-Espinoza, R. Tribological and Mechanical Behavior of Automotive Crankshaft Steel Superficially Modified Using the Boriding Hardening Process. Coatings 2024, 14, 716. https://doi.org/10.3390/coatings14060716
Hernández-Sánchez E, Hernández-Domínguez D, Tadeo-Rosas R, Sánchez-Fuentes Y, Linares-Duarte LA, Orozco-Álvarez C, Miranda-Hernández JG, Carrera-Espinoza R. Tribological and Mechanical Behavior of Automotive Crankshaft Steel Superficially Modified Using the Boriding Hardening Process. Coatings. 2024; 14(6):716. https://doi.org/10.3390/coatings14060716
Chicago/Turabian StyleHernández-Sánchez, Enrique, Diego Hernández-Domínguez, Raúl Tadeo-Rosas, Yesenia Sánchez-Fuentes, Luz Alejandra Linares-Duarte, Carlos Orozco-Álvarez, José Guadalupe Miranda-Hernández, and Rafael Carrera-Espinoza. 2024. "Tribological and Mechanical Behavior of Automotive Crankshaft Steel Superficially Modified Using the Boriding Hardening Process" Coatings 14, no. 6: 716. https://doi.org/10.3390/coatings14060716
APA StyleHernández-Sánchez, E., Hernández-Domínguez, D., Tadeo-Rosas, R., Sánchez-Fuentes, Y., Linares-Duarte, L. A., Orozco-Álvarez, C., Miranda-Hernández, J. G., & Carrera-Espinoza, R. (2024). Tribological and Mechanical Behavior of Automotive Crankshaft Steel Superficially Modified Using the Boriding Hardening Process. Coatings, 14(6), 716. https://doi.org/10.3390/coatings14060716