
Optimizing Nickel Electroplating in Low-Ni Environments for Efficient Source Production in Small Plating Baths


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
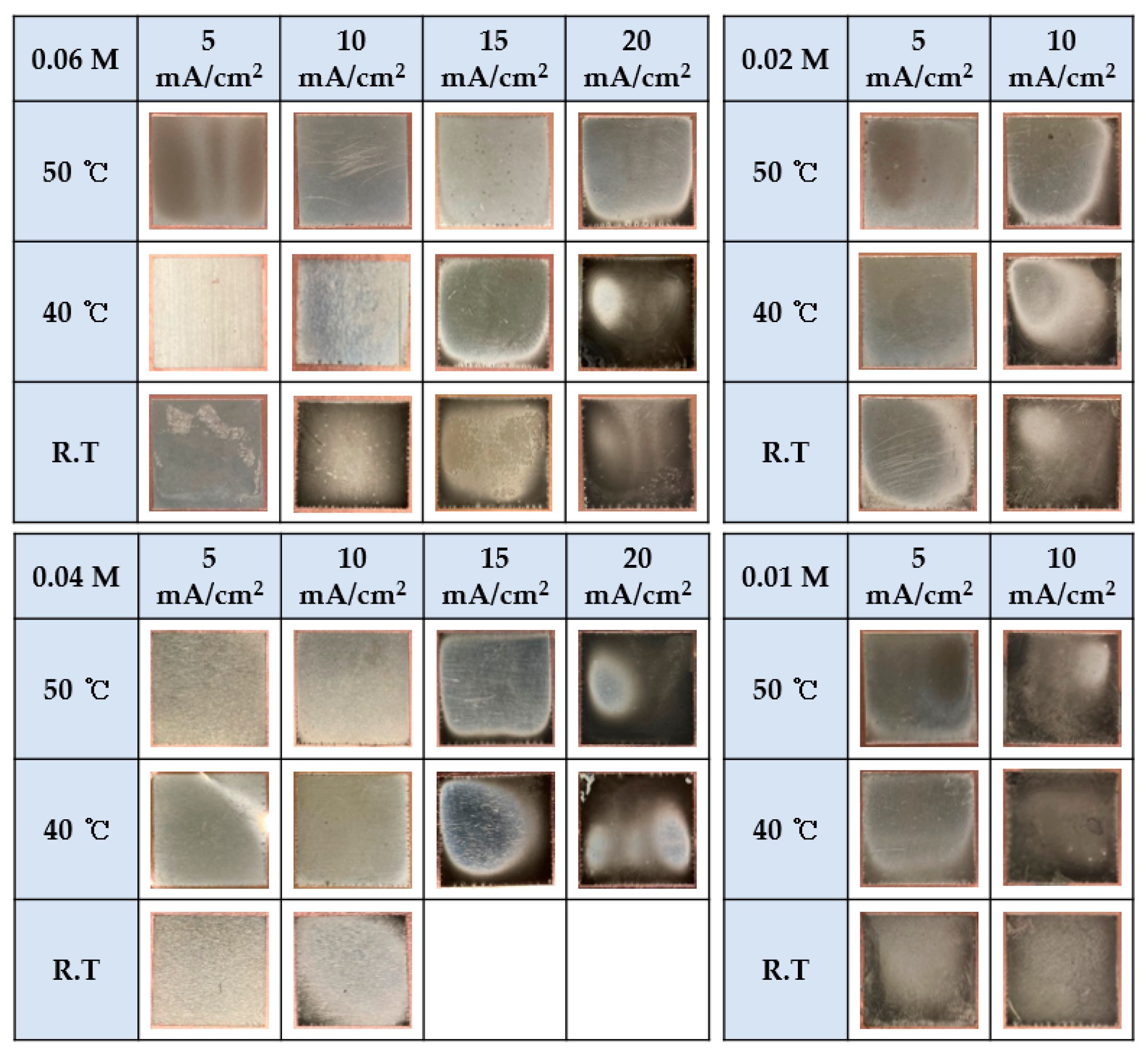
3.1. Optimal Plating Conditions and Limiting Concentrations
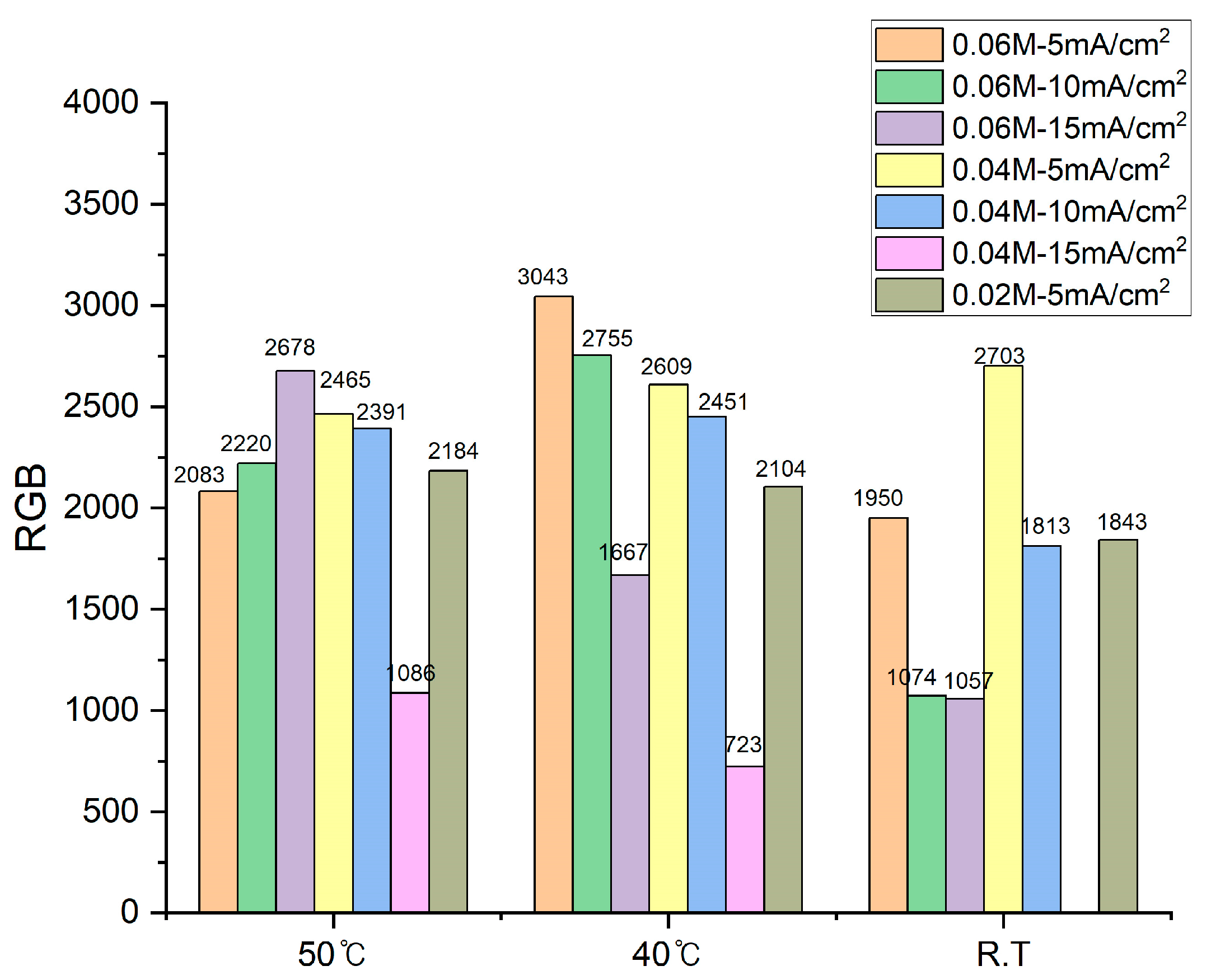
3.2. Evaluate Electroplating Quality
3.3. SEM and EDS
3.4. XRD
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Mohammadpour, Z.; Zare, H.R. Improving the Corrosion Resistance of the Nickel–Tungsten Alloy by Optimization of the Electroplating Conditions. Trans. Indian Inst. Met. 2020, 73, 937–944. [Google Scholar] [CrossRef]
- Bai, A.; Hu, C.C. Effects of electroplating variables on the composition and morphology of nickel–cobalt deposits plated through means of cyclic voltammetry. Electrochim. Acta 2002, 47, 3447–3456. [Google Scholar] [CrossRef]
- Sakti, A.R.; Riandadari, D.; Zakiyya, H.; Prapanca, A. The Effect of Process Variables on Work Piece Thickness and Glossiness from Metal Coating in Nickel-Chrome Metal Coating Process. IOP Conf. Ser. Mater. Sci. Eng. 2019, 494, 012057. [Google Scholar] [CrossRef]
- Giurlani, W.; Zangari, G.; Gambinossi, F.; Passaponti, M.; Salvietti, E.; Benedetto, F.D.; Caporali, S.; Innocenti, M. Electroplating for Decorative Applications: Recent Trends in Research and Development. Coatings 2018, 8, 260. [Google Scholar] [CrossRef]
- Cao, F.; Wang, J.; Lian, Y.; Wang, Y.; Wang, X.; Wang, X.; Song, A.; Shi, L. A Study on the Influence of the Electroplating Process on the Corrosion Resistance of Zinc-Based Alloy Coatings. Coatings 2023, 13, 1774. [Google Scholar] [CrossRef]
- Seritan, M.P.; Gutt, S.; Gutt, G.; Cretescu, I.; Cojocaru, C.; Severin, T. Design of experiments for statistical modeling and multi-response optimization of nickel electroplating process. Chem. Eng. Res. Des. 2011, 89, 136–147. [Google Scholar] [CrossRef]
- Tsuru, Y.; Nomura, M.; Foulkes, F. Effects of chloride, bromide and iodide ions on internal stress in films deposited during high speed nickel electroplating from a nickel sulfamate bath. J. Appl. Electrochem. 2000, 30, 231–238. [Google Scholar] [CrossRef]
- Fenimore, D.C.; Davis, C.M. Linear Electron Capture Detection. J. chromatog. Sci. 1970, 8, 519–523. [Google Scholar] [CrossRef]
- Dash, A.; Udhayakumar, J.; Kumar, M.; Shukla, R.; Gandhi, S.S.; Tyagi, A.K.; Venkatesh, M. Development of a micro electrochemical cell for in-situ deposition of 63Ni for use in electron capture detector (ECD) in gas chromatography. Radiochim. Acta 2011, 99, 733–741. [Google Scholar] [CrossRef]
- Munson, C.E., IV; Arif, M.; Streque, J.; Belahsene, S.; Martinez, A.; Ramdane, A.; Gmili, Y.E.; Salvestrini, J.P.; Voss, P.L.; Ougazzaden, A. Model of Ni-63 battery with realistic PIN structure. J. Appl. Phys. 2015, 118, 105101. [Google Scholar] [CrossRef]
- Kim, J.J.; Choi, S.M.; Son, K.J.; Hong, J.T. Manufacturing of Ni-63 Sealed Source for Betavoltaic Battery Using the Small-scale Electroplating Device. J. Radiat. Industry 2017, 11, 173–179. [Google Scholar]
- Tang, X.; Ding, D.; Liu, Y.; Chen, D. Optimization design and analysis of Si-63Ni betavoltaic battery. Sci. china. Tech. Sci. 2012, 55, 990–996. [Google Scholar] [CrossRef]
- Park, K.H.; Park, S.M.; Choi, B.G.; Kim, J.B.; Son, K.J. High rate true random number generator using beta radiation. AIP Conf. Proc. 2020, 2295, 020020. [Google Scholar]
- Kretowicz, M.N.; Barrett, K.E.; Barnhart, T.E.; Engle, J.W. Recycling of 52Cr electroplated targets for 52gMn production. Appl. Radiat. Isot. 2023, 200, 110924. [Google Scholar] [CrossRef] [PubMed]
- de Souza, C.D.; Kim, J.B.; Kim, J.J.; Kim, J.; Ji, W.O.; Son, K.J.; Choi, S.M.; Kang, G.J.; Hong, J.T. Monte Carlo simulation for evaluating the attenuation effects of a protective layer for a Ni-63 nuclear battery. Prog. Nucl. Energy 2022, 144, 104084. [Google Scholar] [CrossRef]
- Gui, G.; Zhang, K.; Blanchard, J.P.; Ma, Z. Prediction of 4H-SiC betavoltaic microbattery characteristics based on practical Ni-63 sources. Appl. Radiat. Isot. 2016, 107, 272–277. [Google Scholar] [CrossRef]
- Mandich, V.; Baudrand, D.W. Troubleshooting Electroplating Installations: Nickel Sulfamate Plating Systems. Plat. Surf. Finish. 2002, 89, 68–76. [Google Scholar]
- Li, D.; Zhang, P.; Wu, Y.H.; Liu, Y.S.; Xuan, M. Uniformity study of nickel thin-film microstructure deposited by electroplating. Microsyst. Technol. 2009, 15, 505–510. [Google Scholar] [CrossRef]
- Sun, Y.T.A.; Liu, M.C.; Zhang, Y.; Huang, Y.P.; Chen, W.E. Development of an electrolyte jet type apparatus for manufacturing electroplated diamond wires. Precis. Eng. 2021, 68, 351–357. [Google Scholar]
- Mandich, N.V. Troubleshooting decorative electroplating installations—Part 3: Pores, spotting-out, pits, peeling & blistering. Plat. Surf. Finish 2000, 87, 74–79. [Google Scholar]
- Rose, I.; Whittington, C. Nickel Handbook; Nickel Institute: Toronto, ON, Canada, 2014. [Google Scholar]
- Prioyono, T.; Haftirman, H.; Kholil, M.; Zainal, F.F.; Salleh, M.A.A.M. Effect of electroplating process time on medal antique gold colour of zinc alloy material. In AIP Conference Proceedings; AIP Publishing: College Park, MD, USA, 2020; Volume 2291, p. 020060. [Google Scholar]
- Albizu, G.; Bordagaray, A.; Davila, S.; Garcia-Arrona, R.; Ostra, M.; Vidal, M. Analytical control of nickel coating baths by digital image analysis. Microchem. J. 2020, 154, 104600. [Google Scholar] [CrossRef]
- Vidal, M.; Amigo, J.M.; Bro, R.; Berg, F.V.D.; Ostra, M.; Ubide, C. Image analysis for maintenance of coating quality in nickel electroplating baths–Real time control. Anal. Chim. Acta 2011, 706, 1–7. [Google Scholar] [CrossRef] [PubMed]
- Gamburg, Y.D.; Zangari, G. Theory and Practice of Metal Electrodeposition; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Cziraki, A.; Fogarassy, B.; Gerocs, I.; Toth-Kadar, E.; Bakonyi, I. Microstructure and growth of electrodeposited nanocrystalline nickel foils. J. Mater. Sci. 1994, 29, 4771–4777. [Google Scholar] [CrossRef]
- Stroumbouli, M.; Gyftou, P.; Pavlatou, E.A.; Spyrellis, N. Codeposition of ultrafine WC particles in Ni matrix composite electrocoatings. Surf. Coat. Technol. 2005, 195, 325–332. [Google Scholar] [CrossRef]
- Ning, Z.; He, Y.; Gao, W. Mechanical attrition enhanced Ni electroplating. Surf. Coat. Technol. 2008, 202, 2139–2146. [Google Scholar] [CrossRef]
- Holder, C.F.; Schaak, R.E. Tutorial on Powder X-ray Diffraction for Characterizing Nanoscale Materials. ACS Nano 2019, 13, 7359–7365. [Google Scholar] [CrossRef]
- Scherrer, P. Bestimmung der Grosse und inneren Struktur von Kolloidteilchen mittels Rontgenstrahlen. Nach Ges Wiss Gott. 1918, 2, 8–100. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Carbon Sheet Thickness | Lubricant | Abrasive | Platen Speed | Head Speed | Pressure | Minutes |
|---|---|---|---|---|---|---|
| 400 grit | Water | SiC sandpaper | 60 | 150 | 33 | 7 |
| 600 grit | ||||||
| 800 grit | 35 | 10 | ||||
| 1200 grit | ||||||
| 1500 grit | ||||||
| 6 μm | Polycrystalline Diamond suspension | Polishing cloth | 38 | 5 | ||
| 1 μm | 40 |
| Concentration | 2θ | θ | FWHM (deg) | FWHM (rad) | Size (Å) |
|---|---|---|---|---|---|
| 0.02 M | 50.761 | 25.3804 | 0.144 | 0.002519 | 550.6 |
| 0.04 M | 50.576 | 25.2878 | 0.167 | 0.002920 | 474.6 |
| 0.06 M | 50.713 | 25.3565 | 0.229 | 0.003995 | 347.1 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kang, G.; Kim, J.; Kim, J.; Kim, J.; Hong, J.; Kim, S. Optimizing Nickel Electroplating in Low-Ni Environments for Efficient Source Production in Small Plating Baths. Coatings 2024, 14, 613. https://doi.org/10.3390/coatings14050613
Kang G, Kim J, Kim J, Kim J, Hong J, Kim S. Optimizing Nickel Electroplating in Low-Ni Environments for Efficient Source Production in Small Plating Baths. Coatings. 2024; 14(5):613. https://doi.org/10.3390/coatings14050613
Chicago/Turabian StyleKang, Gujin, Jongbum Kim, Jin Kim, Jinjoo Kim, Jintae Hong, and Sangwook Kim. 2024. "Optimizing Nickel Electroplating in Low-Ni Environments for Efficient Source Production in Small Plating Baths" Coatings 14, no. 5: 613. https://doi.org/10.3390/coatings14050613
APA StyleKang, G., Kim, J., Kim, J., Kim, J., Hong, J., & Kim, S. (2024). Optimizing Nickel Electroplating in Low-Ni Environments for Efficient Source Production in Small Plating Baths. Coatings, 14(5), 613. https://doi.org/10.3390/coatings14050613