
Multi-Scale Structural Design and Advanced Materials for Thermal Barrier Coatings with High Thermal Insulation: A Review


Abstract
1. Introduction
2. Influencing Factors in Thermal Insulation
2.1. Thickness of the Top Coat
2.2. Materials and Structure of Top Coats
2.3. Degradation Mechanism of Thermal Insulation
3. Strategies to Enhance the Thermal Insulation of TBCs
3.1. Enhanced Durability of TTBCs
3.1.1. Functionally Graded TTBCs
3.1.2. TTBCs with Segmented Cracks and Columnar Structure
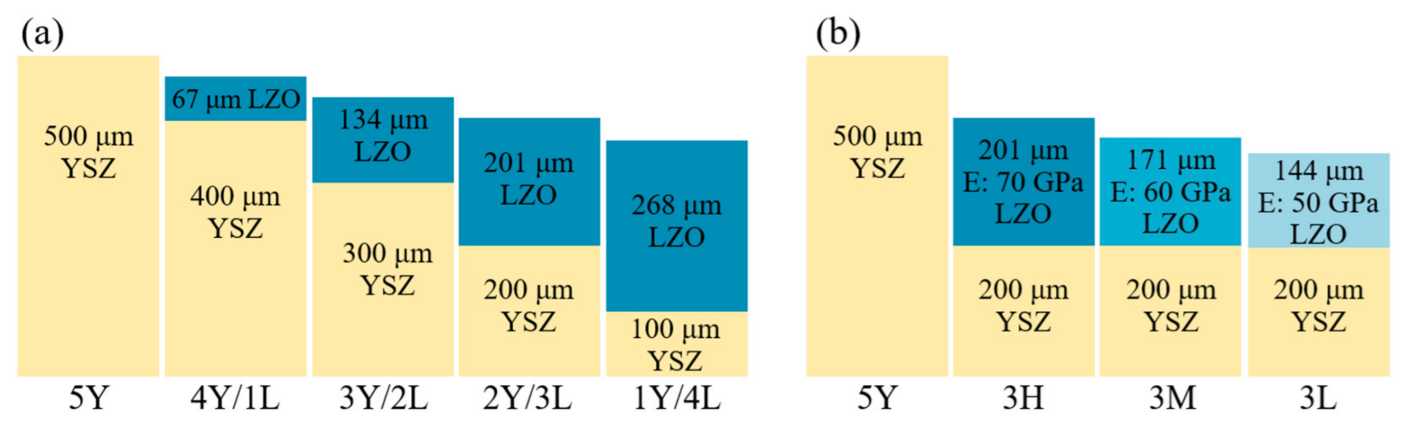
3.2. Advanced Materials Build Double Ceramic Layers
3.2.1. Rare-Earth Zirconates
3.2.2. Rare-Earth Tantalates
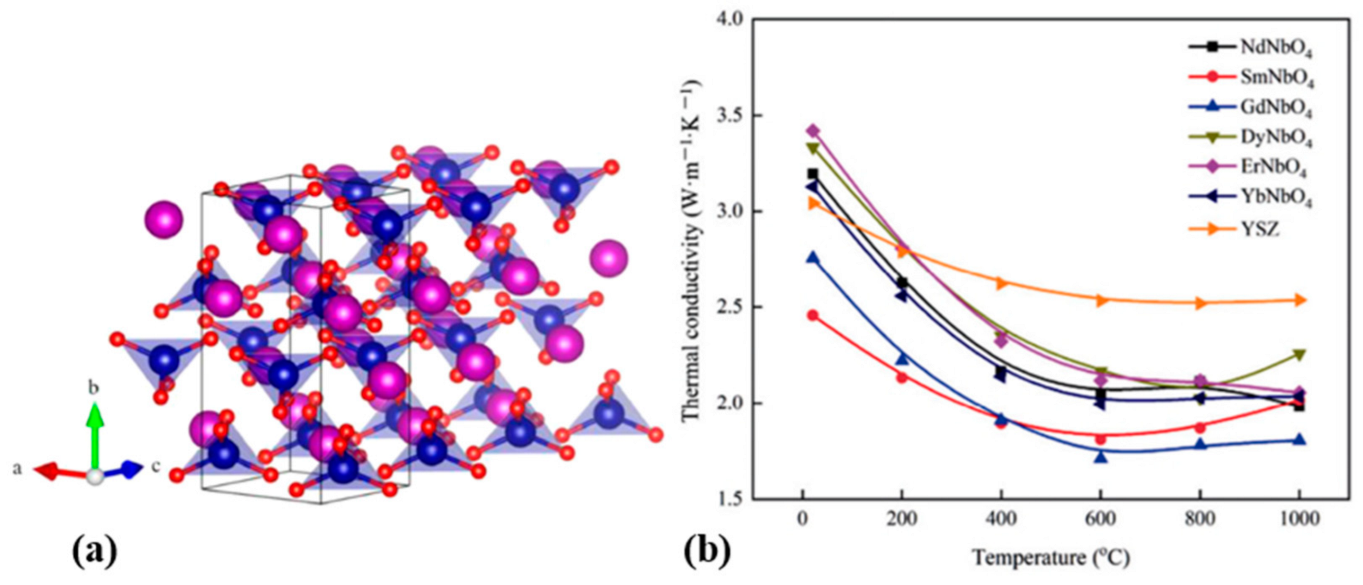
3.2.3. Rare-Earth Niobates
3.2.4. Other Materials
3.2.5. YSZ-Based Double Ceramic Layer
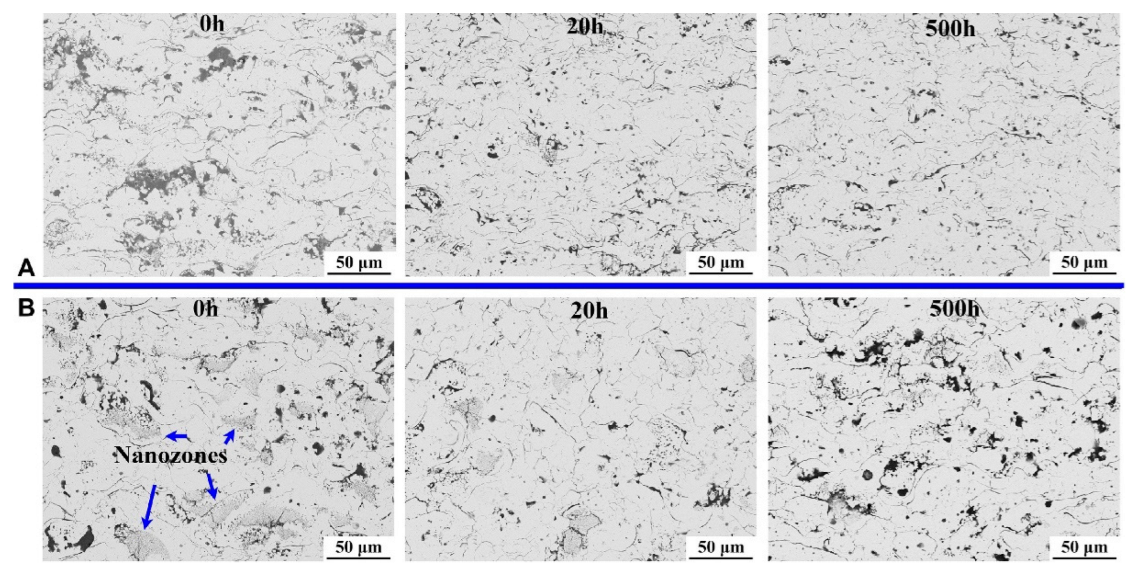
3.3. Nano- and Composite-Structured Coatings
3.3.1. Nanostructured Coatings
3.3.2. Composite Structured Coatings
4. Outlook
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Clarke, D.R.; Oechsner, M.; Padture, N.P. Thermal-barrier coatings for more efficient gas-turbine engines. MRS Bull. 2012, 37, 891–898. [Google Scholar] [CrossRef]
- Bose, S.; DeMasi-Marcin, J. Thermal barrier coating experience in gas turbine engines at Pratt & Whitney. J. Therm. Spray Technol. 1997, 6, 99–104. [Google Scholar] [CrossRef]
- Miller, R.A. Thermal barrier coatings for aircraft engines: History and directions. J. Therm. Spray Technol. 1997, 6, 35–42. [Google Scholar] [CrossRef]
- Padture, N.P.; Gell, M.; Jordan, E.H. Thermal barrier coatings for gas-turbine engine applications. Science 2002, 296, 280–284. [Google Scholar] [CrossRef] [PubMed]
- Chen, H.; Zhang, C.; Liu, Y.; Song, P.; Li, W.; Yang, G.; Liu, B. Recent progress in thermal/environmental barrier coatings and their corrosion resistance. Rare Met. 2020, 39, 498–512. [Google Scholar] [CrossRef]
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Schulz, U.; Leyens, C.; Fritscher, K.; Peters, M.; Saruhan-Brings, B.; Lavigne, O.; Dorvaux, J.-M.; Poulain, M.; Mévrel, R.; Caliez, M. Some recent trends in research and technology of advanced thermal barrier coatings. Aerosp. Sci. Technol. 2003, 7, 73–80. [Google Scholar] [CrossRef]
- Wei, Z.Y.; Cai, H.N.; Zhao, S.D.; Li, G.R.; Zhang, W.W.; Tahir, A. Dynamic multi-crack evolution and coupling TBC failure together induced by continuous TGO growth and ceramic sintering. Ceram. Int. 2022, 48, 15913–15924. [Google Scholar] [CrossRef]
- Meng, G.-H.; Zhang, B.-Y.; Liu, H.; Yang, G.-J.; Xu, T.; Li, C.-X.; Li, C.-J. Vacuum heat treatment mechanisms promoting the adhesion strength of thermally sprayed metallic coatings. Surf. Coat. Technol. 2018, 344, 102–110. [Google Scholar] [CrossRef]
- Meng, G.-H.; Zhang, B.-Y.; Liu, H.; Yang, G.-J.; Xu, T.; Li, C.-X.; Li, C.-J. Highly oxidation resistant and cost effective MCrAlY bond coats prepared by controlled atmosphere heat treatment. Surf. Coat. Technol. 2018, 347, 54–65. [Google Scholar] [CrossRef]
- Yang, G.-J.; Xiang, X.-D.; Xing, L.-K.; Li, D.-J.; Li, C.-J.; Li, C.-X. Isothermal oxidation behavior of NiCoCrAlTaY coating deposited by high velocity air-fuel spraying. J. Therm. Spray Technol. 2012, 21, 391–399. [Google Scholar] [CrossRef]
- Zhu, C.; Wang, Y.G.; An, L.N.; Javed, A.; Xiao, P.; Liang, G.Y. Microstructure and oxidation behavior of conventional and pseudo graded NiCrAlY/YSZ thermal barrier coatings produced by supersonic air plasma spraying process. Surf. Coat. Technol. 2015, 272, 121–128. [Google Scholar] [CrossRef]
- Li, G.R.; Tang, C.H.; Yang, G.J. Dynamic-stiffening-induced aggravated cracking behavior driven by metal-substrate-constraint in a coating/substrate system. J. Mater. Sci. Technol. 2021, 65, 154–163. [Google Scholar] [CrossRef]
- Peng, X.M.; Wu, A.R.; Dong, L.J.; Tao, Y.R.; Gao, W.G.; Zhou, X.L. Stability of NiCrAlY coating/titanium alloy system under pure thermal exposure. Rare Met. 2017, 36, 7. [Google Scholar] [CrossRef]
- Meng, G.-H.; Liu, H.; Liu, M.-J.; Xu, T.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Large-grain α-Al2O3 enabling ultra-high oxidation-resistant MCrAlY bond coats by surface pre-agglomeration treatment. Corros. Sci. 2020, 163, 108275. [Google Scholar] [CrossRef]
- Meng, G.H.; Liu, H.; Xu, P.Y.; Li, G.R.; Xu, T.; Yang, G.J.; Li, C.J. Superior oxidation resistant MCrAlY bond coats prepared by controlled atmosphere heat treatment. Corros. Sci. 2020, 170, 108653. [Google Scholar] [CrossRef]
- Mehboob, G.; Liu, M.-J.; Xu, T.; Hussain, S.; Mehboob, G.; Tahir, A. A review on failure mechanism of thermal barrier coatings and strategies to extend their lifetime. Ceram. Int. 2020, 46, 8497–8521. [Google Scholar] [CrossRef]
- Liu, B.; Liu, Y.; Zhu, C.; Xiang, H.; Chen, H.; Sun, L.; Gao, Y.; Zhou, Y. Advances on strategies for searching for next generation thermal barrier coating materials. J. Mater. Sci. Technol. 2019, 35, 833–851. [Google Scholar] [CrossRef]
- Zhang, W.-W.; Li, G.-R.; Zhang, Q.; Yang, G.-J. Comprehensive damage evaluation of localized spallation of thermal barrier coatings. J. Adv. Ceram. 2017, 6, 230–239. [Google Scholar] [CrossRef]
- Liu, Q.; Huang, S.; He, A. Composite ceramics thermal barrier coatings of yttria stabilized zirconia for aero-engines. J. Mater. Sci. Technol. 2019, 35, 2814–2823. [Google Scholar] [CrossRef]
- Zhang, B.; Cheng, L.; Lu, Y.; Zhang, Q. Scalable preparation of graphene reinforced Zirconium diboride composites with strong dynamic response. Carbon 2018, 139, 1020–1026. [Google Scholar] [CrossRef]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. A sintering model for plasma-sprayed zirconia thermal barrier coatings. Part II: Coatings bonded to a rigid substrate. Acta Mater. 2009, 57, 993–1003. [Google Scholar] [CrossRef]
- Li, G.R.; Xie, H.; Yang, G.J.; Liu, G.; Li, C.X.; Li, C.J. A comprehensive sintering mechanism for TBCs-Part I: An overall evolution with two-stage kinetics. J. Am. Ceram. Soc. 2017, 100, 2176–2189. [Google Scholar] [CrossRef]
- Darolia, R. Thermal barrier coatings technology: Critical review, progress update, remaining challenges and prospects. Int. Mater. Rev. 2013, 58, 315–348. [Google Scholar] [CrossRef]
- Peters, M.; Leyens, C.; Schulz, U.; Kaysser, W.A. EB-PVD thermal barrier coatings for aeroengines and gas turbines. Adv. Eng. Mater. 2001, 3, 193–204. [Google Scholar] [CrossRef]
- Yu, Z.-Y.; Wei, L.-L.; Guo, X.-Y.; Zhang, B.-P.; He, Q.; Guo, H.-B. Microstructural evolution, mechanical properties and degradation mechanism of PS-PVD quasi-columnar thermal barrier coatings exposed to glassy CMAS deposits. Rare Met. 2018, 2018., 1–12. [Google Scholar] [CrossRef]
- Deng, Z.-Q.; Mao, J.; Liu, M.; Deng, C.-M.; Ma, J.-T. Regional characteristic of 7YSZ coatings prepared by plasma spray-physical vapor deposition technique. Rare Met. 2018, 40, 3308–3315. [Google Scholar] [CrossRef]
- Chen, Q.Y.; Peng, X.-Z.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Characterization of plasma jet in plasma spray-physical vapor deposition of YSZ using a <80 kW shrouded torch based on optical emission spectroscopy. J. Therm. Spray Technol. 2015, 24, 1038–1045. [Google Scholar] [CrossRef]
- Liu, M.-J.; Zhang, K.-J.; Zhang, Q.; Zhang, M.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Thermodynamic conditions for cluster formation in supersaturated boundary layer during plasma spray-physical vapor deposition. Appl. Surf. Sci. 2019, 471, 950–959. [Google Scholar] [CrossRef]
- Liu, M.-J.; Zhang, M.; Zhang, Q.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Gaseous material capacity of open plasma jet in plasma spray-physical vapor deposition process. Appl. Surf. Sci. 2018, 428, 877–884. [Google Scholar] [CrossRef]
- Tingaud, O.; Grimaud, A.; Denoirjean, A.; Montavon, G.; Rat, V.; Coudert, J.F.; Fauchais, P.; Chartier, T. Suspension plasma-sprayed alumina coating structures: Operating parameters versus coating architecture. J. Therm. Spray Technol. 2008, 17, 662–670. [Google Scholar] [CrossRef]
- Kumar, N.; Gupta, M.; Mack, D.E.; Mauer, G.; Vaßen, R. Columnar thermal barrier coatings produced by different thermal spray processes. J. Therm. Spray Technol. 2021, 30, 1437–1452. [Google Scholar] [CrossRef]
- Kumar, A.; Nayak, S.K.; Bijalwan, P.; Dutta, M.; Banerjee, A.; Laha, T. Optimization of mechanical and corrosion properties of plasma sprayed low-chromium containing Fe-based amorphous/nanocrystalline composite coating. Surf. Coat. Technol. 2019, 370, 255–268. [Google Scholar] [CrossRef]
- Xie, S.; Song, C.; Yu, Z.; Liu, S.; Lapostolle, F.; Klein, D.; Deng, C.; Liu, M.; Liao, H. Effect of environmental pressure on the microstructure of YSZ thermal barrier coating via suspension plasma spraying. J. Eur. Ceram. Soc. 2021, 41, 535–543. [Google Scholar] [CrossRef]
- Feuerstein, A.; Knapp, J.; Taylor, T.; Ashary, A.; Bolcavage, A.; Hitchman, N. Technical and economical aspects of current thermal barrier coating systems for gas turbine engines by thermal spray and EBPVD: A review. J. Therm. Spray Technol. 2008, 17, 199–213. [Google Scholar] [CrossRef]
- Christensen, R.; Lipkin, D.; Clarke, D.; Murphy, K.s. Non-destructive evaluation of oxidation stresses through thermal barrier coatings using Cr3+ piezospectroscopy. Appl. Phys. Lett. 1996, 69, 3754–3756. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Markocsan, N.; Nylén, P.; Toma, F.-L. Comparative study of suspension plasma sprayed and suspension high velocity oxy-fuel sprayed YSZ thermal barrier coatings. Surf. Coat. Technol. 2015, 268, 70–76. [Google Scholar] [CrossRef]
- Mauer, G.; Hospach, A.; Zotov, N.; Vaßen, R. Process conditions and microstructures of ceramic coatings by gas phase deposition based on plasma spraying. J. Therm. Spray Technol. 2012, 22, 83–89. [Google Scholar] [CrossRef]
- Zhang, B.; Song, W.; Wei, L.; Xiu, Y.; Xu, H.; Dingwell, D.B.; Guo, H. Novel thermal barrier coatings repel and resist molten silicate deposits. Scr. Mater. 2019, 163, 71–76. [Google Scholar] [CrossRef]
- Kitamura, J.; Tang, Z.; Mizuno, H.; Sato, K.; Burgess, A. Structural, mechanical and erosion properties of yttrium oxide coatings by axial suspension plasma spraying for electronics applications. J. Therm. Spray Technol. 2011, 20, 170–185. [Google Scholar] [CrossRef]
- Xie, H.; Yingchun, X.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Modeling thermal conductivity of thermally sprayed coatings with intrasplat cracks. J. Therm. Spray Technol. 2013, 22, 1328–1336. [Google Scholar] [CrossRef]
- Mondal, K.; Nunẽz, L.; Iii, C.; Downey, I.; Van Rooyen, I. Thermal barrier coatings overview: Design, manufacturing, and applications in high-temperature industries. Ind. Eng. Chem. Res. 2021, 60. [Google Scholar] [CrossRef]
- Miller, R.A. Current status of thermal barrier coatings—An overview. Surf. Coat. Technol. 1987, 30, 1–11. [Google Scholar] [CrossRef]
- Swadźba, R.; Wiedermann, J.; Swadźba, L.; Hetmańczyk, M.; Witala, B.; Schulz, U.; Jung, T. High temperature oxidation of EB-PVD TBCs on Pt-diffused single crystal Ni superalloy. Surf. Coat. Technol. 2014, 260, 2–8. [Google Scholar] [CrossRef]
- Lima, R.S. Porous APS YSZ TBC manufactured at high powder feed rate (100 g/min) and deposition efficiency (70%): Microstructure, bond strength and thermal gradients. J. Therm. Spray Technol. 2022, 31, 396–414. [Google Scholar] [CrossRef]
- Izadinia, M.; Soltani, R.; Sohi, M.H. Effect of segmented cracks on TGO growth and life of thick thermal barrier coating under isothermal oxidation conditions. Ceram. Int. 2020, 46, 7475–7481. [Google Scholar] [CrossRef]
- Steffens, H.D.; Babiak, Z.; Gramlich, M. Some aspects of thick thermal barrier coating lifetime prolongation. J. Therm. Spray Technol. 1999, 8, 517–522. [Google Scholar] [CrossRef]
- Li, L.; Zhang, W. Thickness effects on the delamination energy release rate of thermal barrier coating subjected to thermo-mechanical loads. Int. J. Solids Struct. 2022, 254, 111937. [Google Scholar] [CrossRef]
- Samadi, H. A Thick Multilayer Thermal Barrier Coating: Design, Deposition, and Internal Stresses; University of Toronto: Toronto, ON, Canada, 2010. [Google Scholar]
- Guo, H.B.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thick thermal barrier coatings with high segmentation crack density. Surf. Coat. Technol. 2004, 186, 353–363. [Google Scholar] [CrossRef]
- Sundaram, S.; Lipkin, D.M.; Johnson, C.A.; Hutchinson, J.W. The influence of transient thermal gradients and substrate constraint on delamination of thermal barrier coatings. J. Appl. Mech. 2012, 80. [Google Scholar] [CrossRef]
- Mohammadzaki Goudarzi, Z.; Valefi, Z.; Zamani, P. Effect of functionally graded structure design on durability and thermal insulation capacity of plasma-sprayed thick thermal barrier coating. Ceram. Int. 2021, 47, 34361–34379. [Google Scholar] [CrossRef]
- Jadhav, A.D. Processing, Characterization, and Properties of Some Novel Thermal Barrier Coatings. Ph.D. Thesis, The Ohio State University, Columbus, OH, USA, 2007. [Google Scholar]
- Liang, L.H.; Liu, X.H.; Chen, L.F.; Wei, Y.G. Effect of ceramic coating thickness on fracture behaviour of coating structure under thermal shock cycles. Ceram. Int. 2022, 48, 11435–11444. [Google Scholar] [CrossRef]
- Vo, D.-T.; Mai, T.D.; Kim, B.; Ryu, J. Numerical study on the influence of coolant temperature, pressure, and thermal barrier coating thickness on heat transfer in high-pressure blades. Int. J. Heat Mass Transf. 2022, 189, 122715. [Google Scholar] [CrossRef]
- Donachie, M.J.; Donachie, S.J. Superalloys: A Technical Guide; ASM International: Almere, The Netherlands, 2002. [Google Scholar]
- Golosnoy, I.O.; Cipitria, A.; Clyne, T.W. Heat transfer through plasma-sprayed thermal barrier coatings in gas turbines: A review of recent work. J. Therm. Spray Technol. 2009, 18, 809–821. [Google Scholar] [CrossRef]
- Grimvall, G. Chapter 7—Thermal properties of harmonic lattice vibrations. In Thermophysical Properties of Materials; Grimvall, G., Ed.; Elsevier Science B.V.: Amsterdam, The Netherlands, 1999; pp. 112–135. [Google Scholar]
- Klemens, P.G. Thermal conductivity and lattice vibrational modes. In Solid State Physics; Seitz, F., Turnbull, D., Eds.; Academic Press: Cambridge, MA, USA, 1958; Volume 7, pp. 1–98. [Google Scholar]
- Winter, M.R.; Clarke, D.R. Oxide materials with low thermal conductivity. J. Am. Ceram. Soc. 2007, 90, 533–540. [Google Scholar] [CrossRef]
- Wang, L.-S.; Tang, C.-H.; Dong, H.; Li, G.-R.; Yang, G.-J. Dominant effects of 2D pores on mechanical behaviors of plasma sprayed ceramic coatings during thermal exposure. Ceram. Int. 2020, 46, 6774–6781. [Google Scholar] [CrossRef]
- Litovsky, E.; Shapiro, M.; Shavit, A. Gas pressure and temperature dependences of thermal conductivity of porous ceramic materials: Part 2, refractories and ceramics with porosity exceeding 30%. J. Am. Ceram. Soc. 1996, 79, 1366–1376. [Google Scholar] [CrossRef]
- McPherson, R. A model for the thermal conductivity of plasma-sprayed ceramic coatings. Thin Solid Film. 1984, 112, 89–95. [Google Scholar] [CrossRef]
- Hass, D.D.; Slifka, A.J.; Wadley, H.N.G. Low thermal conductivity vapor deposited zirconia microstructures. Acta Mater. 2001, 49, 973–983. [Google Scholar] [CrossRef]
- Khor, K.A.; Gu, Y.W. Thermal properties of plasma-sprayed functionally graded thermal barrier coatings. Thin Solid Film. 2000, 372, 104–113. [Google Scholar] [CrossRef]
- Wei, S.; Fu-chi, W.; Qun-bo, F.; Dan, H.; Zhuang, M. Proposal of new expressions for effects of splat interfaces and defects on effective properties of thermal barrier coatings. Surf. Coat. Technol. 2010, 204, 3376–3381. [Google Scholar] [CrossRef]
- Wei, S.; Fu-chi, W.; Qun-Bo, F.; Zhuang, M. Effects of defects on the effective thermal conductivity of thermal barrier coatings. Appl. Math. Model. 2012, 36, 1995–2002. [Google Scholar] [CrossRef]
- Wu, J.; Wei, X.; Padture, N.P.; Klemens, P.G.; Gell, M.; García, E.; Miranzo, P.; Osendi, M.I. Low-thermal-conductivity rare-earth zirconates for potential thermal-barrier-coating applications. J. Am. Ceram. Soc. 2002, 85, 3031–3035. [Google Scholar] [CrossRef]
- Neuer, G.; Steffens, H.D.; Brandl, W.; Babiak, Z.; Brandt, R. Some aspects of properties design of plasma-sprayed thermal barrier coatings. PMI. Powder Metall. Int. 1991, 23, 108–111. [Google Scholar]
- Long, Y.; Wang, Y.; Chen, X.; Sang, R. Influence of crack features on heat transfer characteristic and cracking behaviour of APS-YSZ coating: A numerical simulation study. Ceram. Int. 2021, 47, 22209–22218. [Google Scholar] [CrossRef]
- Jin, X.Q.; Zhao, C.Y. Numerical investigation on the effective thermal conductivity of plasma sprayed zirconia coatings. Ceram. Int. 2015, 41, 14915–14923. [Google Scholar] [CrossRef]
- Golosnoy, I.O.; Tsipas, S.; Clyne, B. An analytical model for simulation of heat flow in plasma-sprayed thermal barrier coatings. J. Therm. Spray Technol. 2005, 14, 205–214. [Google Scholar] [CrossRef]
- Sun, F.; Fan, X.; Zhang, T.; Jiang, P.; Yang, J. Numerical analysis of the influence of pore microstructure on thermal conductivity and Young’s modulus of thermal barrier coating. Ceram. Int. 2020, 46, 24326–24332. [Google Scholar] [CrossRef]
- Schwingel, D.; Taylor, R.; Haubold, T.; Wigren, J.; Gualco, C. Mechanical and thermophysical properties of thick PYSZ thermal barrier coatings: Correlation with microstructure and spraying parameters. Surf. Coat. Technol. 1998, 108–109, 99–106. [Google Scholar] [CrossRef]
- Cernuschi, F.; Bianchi, P.; Leoni, M.; Scardi, P. Thermal diffusivity/microstructure relationship in Y-PSZ thermal barrier coatings. J. Therm. Spray Technol. 1999, 8, 102–109. [Google Scholar] [CrossRef]
- Lu, T.J.; Levi, C.G.; Wadley, H.N.G.; Evans, A.G. Distributed porosity as a control parameter for oxide thermal barriers made by physical vapor deposition. J. Am. Ceram. Soc. 2001, 84, 2937–2946. [Google Scholar] [CrossRef]
- Dutton, R.; Wheeler, R.; Ravichandran, K.S.; An, K. Effect of heat treatment on the thermal conductivity of plasma-sprayed thermal barrier coatings. J. Therm. Spray Technol. 2000, 9, 204–209. [Google Scholar] [CrossRef]
- Sevostianov, I.; Kachanov, M. Elastic and conductive properties of plasma-sprayed ceramic coatings in relation to their microstructure: An overview. J. Therm. Spray Technol. 2009, 18, 822–834. [Google Scholar] [CrossRef]
- Clarke, D.R. Materials selection guidelines for low thermal conductivity thermal barrier coatings. Surf. Coat. Technol. 2003, 163–164, 67–74. [Google Scholar] [CrossRef]
- Wang, L.; Wang, Y.; Sun, X.G.; He, J.Q.; Pan, Z.Y.; Zhou, Y.; Wu, P.L. Influence of pores on the thermal insulation behavior of thermal barrier coatings prepared by atmospheric plasma spray. Mater. Des. 2011, 32, 36–47. [Google Scholar] [CrossRef]
- Yang, M.; Zhu, Y.; Wang, X.; Guo, S.; Hu, J.; Zhao, L.; Chu, Y. Effect of five kinds of pores shape on thermal stress properties of thermal barrier coatings by finite element method. Ceram. Int. 2017, 43, 9664–9678. [Google Scholar] [CrossRef]
- Wei, Z.-Y.; Wang, L.-S.; Cai, H.-N.; Li, G.-R.; Chen, X.-F.; Zhang, W.-X. Dominant effect of oriented 2D pores on heat flux in lamellar structured thermal barrier coatings. Ceram. Int. 2019, 45, 17029–17039. [Google Scholar] [CrossRef]
- Li, G.-R.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Force transmission and its effect on structural changes in plasma-sprayed lamellar ceramic coatings. J. Eur. Ceram. Soc. 2017, 37, 2877–2888. [Google Scholar] [CrossRef]
- Hu, L.; Wang, C.-A.; Hu, Z.; Lu, S.; Sun, C.; Huang, Y. Porous yttria-stabilized zirconia ceramics with ultra-low thermal conductivity. Part II: Temperature dependence of thermophysical properties. J. Mater. Sci. 2011, 46, 623–628. [Google Scholar] [CrossRef]
- Kocjan, A.; Shen, Z. Colloidal processing and partial sintering of high-performance porous zirconia nanoceramics with hierarchical heterogeneities. J. Eur. Ceram. Soc. 2013, 33, 3165–3176. [Google Scholar] [CrossRef]
- Cernuschi, F.; Golosnoy, I.O.; Bison, P.; Moscatelli, A.; Vassen, R.; Bossmann, H.P.; Capelli, S. Microstructural characterization of porous thermal barrier coatings by IR gas porosimetry and sintering forecasts. Acta Mater. 2013, 61, 248–262. [Google Scholar] [CrossRef]
- Shi, H.; Zhao, C.Y.; Wang, B.X. Modeling the thermal radiation properties of thermal barrier coatings based on a random generation algorithm. Ceram. Int. 2016, 42, 9752–9761. [Google Scholar] [CrossRef]
- Ravichandran, K.S.; An, K.; Dutton, R.E.; Semiatin, S.L. Thermal conductivity of plasma-sprayed monolithic and multilayer coatings of alumina and yttria-stabilized zirconia. J. Am. Ceram. Soc. 1999, 82, 673–682. [Google Scholar] [CrossRef]
- Bertrand, G.; Bertrand, P.; Roy, P.; Rio, C.; Mevrel, R. Low conductivity plasma sprayed thermal barrier coating using hollow psz spheres: Correlation between thermophysical properties and microstructure. Surf. Coat. Technol. 2008, 202, 1994–2001. [Google Scholar] [CrossRef]
- Zhang, X.; Kulczyk-Malecka, J.; Carr, J.; Xiao, P.; Withers, P.J. 3D characterization of porosity in an air plasma-sprayed thermal barrier coating and its effect on thermal conductivity. J. Am. Ceram. Soc. 2018, 101, 2482–2492. [Google Scholar] [CrossRef]
- Wang, Y.; Liu, H.; Ling, X.; Weng, Y. Effects of pore microstructure on the effective thermal conductivity of thermal barrier coatings. Appl. Therm. Eng. 2016, 102, 234–242. [Google Scholar] [CrossRef]
- Boissonnet, G.; Bonnet, G.; Pasquet, A.; Bourhila, N.; Pedraza, F. Evolution of thermal insulation of plasma-sprayed thermal barrier coating systems with exposure to high temperature. J. Eur. Ceram. Soc. 2019, 39, 2111–2121. [Google Scholar] [CrossRef]
- Chi, W.; Sampath, S.; Wang, H. Microstructure–thermal conductivity relationships for plasma-sprayed yttria-stabilized zirconia coatings. J. Am. Ceram. Soc. 2008, 91, 2636–2645. [Google Scholar] [CrossRef]
- Kulkarni, A.; Wang, Z.; Nakamura, T.; Sampath, S.; Goland, A.; Herman, H.; Allen, J.; Ilavsky, J.; Long, G.; Frahm, J.; et al. Comprehensive microstructural characterization and predictive property modeling of plasma-sprayed zirconia coatings. Acta Mater. 2003, 51, 2457–2475. [Google Scholar] [CrossRef]
- Pia, G.; Casnedi, L.; Sanna, U. Porosity and pore size distribution influence on thermal conductivity of yttria-stabilized zirconia: Experimental findings and model predictions. Ceram. Int. 2016, 42, 5802–5809. [Google Scholar] [CrossRef]
- Cernuschi, F.; Lorenzoni, L.; Ahmaniemi, S.; Vuoristo, P.; Mäntylä, T. Studies of the sintering kinetics of thick thermal barrier coatings by thermal diffusivity measurements. J. Eur. Ceram. Soc. 2005, 25, 393–400. [Google Scholar] [CrossRef]
- Tan, Y.; Srinivasan, V.; Nakamura, T.; Sampath, S.; Bertrand, P.; Bertrand, G. Optimizing compliance and thermal conductivity of plasma sprayed thermal barrier coatings via controlled powders and processing strategies. J. Therm. Spray Technol. 2012, 21, 950–962. [Google Scholar] [CrossRef]
- Tan, Y.; Longtin, J.P.; Sampath, S.; Wang, H. Effect of the starting microstructure on the thermal properties of as-sprayed and thermally exposed plasma-sprayed YSZ coatings. J. Am. Ceram. Soc. 2009, 92, 710–716. [Google Scholar] [CrossRef]
- Curry, N.; Markocsan, N.; Östergren, L.; Li, X.-H.; Dorfman, M. Evaluation of the lifetime and thermal conductivity of dysprosia-stabilized thermal barrier coating systems. J. Therm. Spray Technol. 2013, 22, 864–872. [Google Scholar] [CrossRef]
- Ercan, B.; Bowman, K.J.; Trice, R.W.; Wang, H.; Porter, W. Effect of initial powder morphology on thermal and mechanical properties of stand-alone plasma-sprayed 7wt.% Y2O3–ZrO2 coatings. Mater. Sci. Eng. A 2006, 435–436, 212–220. [Google Scholar] [CrossRef]
- Wang, K.; Peng, H.; Guo, H.B.; Gong, S.K. Effect of sintering on thermal conductivity and thermal barrier effects of thermal barrier coatings. Chin. J. Aeronaut. 2012, 25, 811–816. [Google Scholar] [CrossRef]
- Kikuchi, S.; Tezura, M.; Kimura, M.; Yamaguchi, N.; Kitaoka, S.; Kizuka, T. In situ transmission electron microscopy of high-temperature degradation of yttria-stabilized zirconia thermal barrier coatings. Scr. Mater. 2018, 150, 50–53. [Google Scholar] [CrossRef]
- Liu, T.; Luo, X.T.; Chen, X.; Yang, G.J.; Li, C.X.; Li, C.J. Morphology and size evolution of interlamellar two-dimensional pores in plasma-sprayed La2Zr2O7 coatings during thermal exposure at 1300 °C. J. Therm. Spray Technol. 2015, 24, 739–748. [Google Scholar] [CrossRef]
- Li, G.R.; Xie, H.; Yan, G.J.; Liu, G.; Li, C.X.; Li, C. A comprehensive sintering mechanism for TBCs-Part II: Multiscale multipoint interconnection-enhanced initial kinetics. J. Am. Ceram. Soc. 2017, 100, 4240–4251. [Google Scholar] [CrossRef]
- Cipitria, A.; Golosnoy, I.O.; Clyne, T.W. A sintering model for plasma-sprayed zirconia TBCs. Part I: Free-standing coatings. Acta Mater. 2009, 57, 980–992. [Google Scholar] [CrossRef]
- Cocks, A.C.F.; Fleck, N.A. Constrained sintering of an air-plasma-sprayed thermal barrier coating. Acta Mater. 2010, 58, 4233–4244. [Google Scholar] [CrossRef]
- Fleck, N.A.; Cocks, A. A multi-scale constitutive model for the sintering of an air-plasma-sprayed thermal barrier coating, and its response under hot isostatic pressing. J. Mech. Phys. Solids 2009, 57, 689–705. [Google Scholar] [CrossRef]
- Zhang, W.W.; Wei, Z.Y.; Zhang, L.Y.; Xing, Y.Z.; Zhang, Q. Low-thermal-conductivity thermal barrier coatings with a multi-scale pore design and sintering resistance following thermal exposure. Rare Met. 2020, 39, 352–367. [Google Scholar] [CrossRef]
- Zhang, W.-W.; Li, G.-R.; Zhang, Q.; Yang, G.-J. Multiscale pores in TBCs for lower thermal conductivity. J. Therm. Spray Technol. 2017, 26, 1183–1197. [Google Scholar] [CrossRef]
- Lee, P.-H.; Lee, S.-Y.; Kwon, J.-Y.; Myoung, S.-W.; Lee, J.-H.; Jung, Y.-G.; Cho, H.; Paik, U. Thermal cycling behavior and interfacial stability in thick thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 1250–1255. [Google Scholar] [CrossRef]
- Bose, S. Chapter 7—THERMAL BARRIER COATINGS (TBCs). In High Temperature Coatings; Bose, S., Ed.; Butterworth-Heinemann: Burlington, VT, USA, 2007; pp. 155–232. [Google Scholar]
- Altuncu, E.; Ustel, F. Adhesion properties of the plasma spray coatings. In Proceedings of the 21st International Conference on Metallurgy and Materials, Brno, Czech Republic, 23–25 May 2012; pp. 932–938. [Google Scholar]
- Cao, X.Q.; Zhang, Y.F.; Zhang, J.F.; Zhong, X.H.; Wang, Y.; Ma, H.M.; Xu, Z.H.; He, L.M.; Lu, F. Failure of the plasma-sprayed coating of lanthanum hexaluminate. J. Eur. Ceram. Soc. 2008, 28, 1979–1986. [Google Scholar] [CrossRef]
- Wee, S.; Do, J.; Kim, K.; Lee, C.; Seok, C.; Choi, B.-G.; Choi, Y.; Kim, W. Review on mechanical thermal properties of superalloys and thermal barrier coating used in gas turbines. Appl. Sci. 2020, 10, 5476. [Google Scholar] [CrossRef]
- Vaßen, R.; Jarligo, M.O.; Steinke, T.; Mack, D.E.; Stöver, D. Overview on advanced thermal barrier coatings. Surf. Coat. Technol. 2010, 205, 938–942. [Google Scholar] [CrossRef]
- Helminiak, M.A. Factors Affecting the Lifetime of Thick Air Plasma Sprayed Thermal Barrier Coatings. Ph.D. Thesis, University of Pittsburgh, Pittsburgh, PA, USA, 2010. [Google Scholar]
- Zhou, C.; Wang, N.; Wang, Z.; Gong, S.; Xu, H. Thermal cycling life and thermal diffusivity of a plasma-sprayed nanostructured thermal barrier coating. Scr. Mater. 2004, 51, 945–948. [Google Scholar] [CrossRef]
- Guo, H.B.; Vaßen, R.; Stöver, D. Thermophysical properties and thermal cycling behavior of plasma sprayed thick thermal barrier coatings. Surf. Coat. Technol. 2005, 192, 48–56. [Google Scholar] [CrossRef]
- Tao, S.; Yang, J.; Shao, F.; Zhao, H.; Zhong, X.; Zhuang, Y.; Sheng, J.; Ni, J.; Li, Q.; Tao, S. Atmospheric plasma sprayed thick thermal barrier coatings: Microstructure, thermal shock behaviors and failure mechanism. Eng. Fail. Anal. 2022, 131, 105819. [Google Scholar] [CrossRef]
- Giolli, C.; Scrivani, A.; Rizzi, G.; Borgioli, F.; Bolelli, G.; Lusvarghi, L. Failure mechanism for thermal fatigue of thermal barrier coating systems. J. Therm. Spray Technol. 2009, 18, 223–230. [Google Scholar] [CrossRef]
- Scrivani, A.; Rizzi, G.; Bardi, U.; Giolli, C.; Miranda, M.M.; Ciattini, S.; Fossati, A.; Borgioli, F. Thermal fatigue behavior of thick and porous thermal barrier coatings systems. J. Therm. Spray Technol. 2007, 16, 816–821. [Google Scholar] [CrossRef]
- Schlichting, K.W.; Padture, N.P.; Jordan, E.H.; Gell, M. Failure modes in plasma-sprayed thermal barrier coatings. Mater. Sci. Eng. A 2003, 342, 120–130. [Google Scholar] [CrossRef]
- Haynes, J.A.; Ferber, M.K.; Porter, W.D.; Rigney, E.D. Characterization of alumina scales formed during isothermal and cyclic oxidation of plasma-sprayed TBC systems at 1150 °C. Oxid. Met. 1999, 52, 31–76. [Google Scholar] [CrossRef]
- Bobzin, K.; Zhao, L.; Ote, M.; Konigstein, T. Influence of Microstructures on Thermal Shock and Sintering Behavior of YSZ-based Thermal Barrier Coatings. Surf. Technol. 2019, 48, 28–33. [Google Scholar]
- Wang, L.-S.; Song, J.-B.; Dong, H.; Yao, J.-T. Sintering-induced failure mechanism of thermal barrier coatings and sintering-resistant design. Coatings 2022, 12, 1083. [Google Scholar] [CrossRef]
- Chen, D.; Dambra, C.; Dorfman, M. Process and properties of dense and porous vertically-cracked yttria stabilized zirconia thermal barrier coatings. Surf. Coat. Technol. 2020, 404, 126467. [Google Scholar] [CrossRef]
- Kawasaki, A.; Watanabe, R. Cyclic thermal fracture behavior and spallation life of PSZ/NiCrAlY functionally graded thermal barrier coatings. Mater. Sci. Forum 1999, 308–311, 402–409. [Google Scholar] [CrossRef]
- Rangaraj, S.; Kokini, K. Estimating the fracture resistance of functionally graded thermal barrier coatings from thermal shock tests. Surf. Coat. Technol. 2003, 173, 201–212. [Google Scholar] [CrossRef]
- Li, C.-J.; Li, Y.; Yang, G.-J.; Li, C.-X. A novel plasma-sprayed durable thermal barrier coating with a well-bonded YSZ interlayer between porous YSZ and bond coat. J. Therm. Spray Technol. 2012, 21, 383–390. [Google Scholar] [CrossRef]
- Shao, F.; Zhao, H.; Zhong, X.; Zhuang, Y.; Cheng, Z.; Wang, L.; Tao, S. Characteristics of thick columnar YSZ coatings fabricated by plasma spray-physical vapor deposition. J. Eur. Ceram. Soc. 2018, 38, 1930–1937. [Google Scholar] [CrossRef]
- Karger, M.; Vaßen, R.; Stöver, D. Atmospheric plasma sprayed thermal barrier coatings with high segmentation crack densities: Spraying process, microstructure and thermal cycling behavior. Surf. Coat. Technol. 2011, 206, 16–23. [Google Scholar] [CrossRef]
- Scrivani, A.; Rizzi, G.; Berndt, C.C. Enhanced thick thermal barrier coatings that exhibit varying porosity. Mater. Sci. Eng. A 2008, 476, 1–7. [Google Scholar] [CrossRef]
- Chen, Z.; Zhang, S. Optimization design model of functional gradient thermal barrier coating material by using parallel computation. Matec. Web Conf. 2016, 67, 04007. [Google Scholar] [CrossRef]
- Tsukamoto, H. Design of functionally graded thermal barrier coatings based on a nonlinear micromechanical approach. Comput. Mater. Sci. 2010, 50, 429–436. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Maurice, D. Residual stresses in functionally graded thermal barrier coatings. Mech. Mater. 2019, 129, 50–56. [Google Scholar] [CrossRef]
- Wang, Y.; Han, Y.; Lin, C.; Zheng, W.; Jiang, C.; Wei, A.; Liu, Y.; Zeng, Y.; Shi, Y. Effect of spraying power on the morphology of YSZ splat and micro-structure of thermal barrier coating. Ceram. Int. 2021, 47, 18956–18963. [Google Scholar] [CrossRef]
- Li, C.J.; Ohmori, A. Relationships between the microstructure and properties of thermally sprayed deposits. J. Therm. Spray Technol. 2002, 11, 365–374. [Google Scholar] [CrossRef]
- Lv, B.; Xie, H.; Xu, R.; Fan, X.; Zhang, W.; Wang, T.J. Effects of sintering and mixed oxide growth on the interface cracking of air-plasma-sprayed thermal barrier coating system at high temperature. Appl. Surf. Sci. 2016, 360, 461–469. [Google Scholar] [CrossRef]
- Cai, H.; Bao, G. Crack bridging in functionally graded coatings. Int. J. Solids Struct. 1998, 35, 701–717. [Google Scholar] [CrossRef]
- Lv, B.; Fan, X.; Li, D.; Wang, T.J. Towards enhanced sintering resistance: Air-plasma-sprayed thermal barrier coating system with porosity gradient. J. Eur. Ceram. Soc. 2018, 38, 1946–1956. [Google Scholar] [CrossRef]
- Saeedi, B.; Sabour Rouh Aghdam, A.; Ebadi, A.; Khoddami, A. Influence of the thermal barrier coatings design on the oxidation behavior. J. Mater. Sci. Technol. 2009, 25, 499–507. [Google Scholar]
- Teja, P.K.; Ramaswamy, N.; Murthy, S.V.S.N. Thermal shock and oxidation stability tests to grade plasma sprayed functionally gradient thermal barrier coatings. Front. Adv. Mater. Res. 2019, 1, 1–11. [Google Scholar] [CrossRef]
- Fujii, K.; Imai, H.; Nomura, S.; Shindo, M. Functionally gradient material of silicon carbide and carbon as advanced oxidation-resistant graphite. J. Nucl. Mater. 1992, 187, 204–208. [Google Scholar] [CrossRef]
- Kim, S.; Go, J.; Jung, Y.-G.; Lee, J.-H. Thermoelastic characteristics in thermal barrier coatings with a graded layer between the top and bond coats. Math. Probl. Eng. 2013, 2013, 515792. [Google Scholar] [CrossRef]
- Khor, K.A.; Gu, Y.W. Effects of residual stress on the performance of plasma sprayed functionally graded ZrO2/NiCoCrAlY coatings. Mater. Sci. Eng. A 2000, 277, 64–76. [Google Scholar] [CrossRef]
- Saeedi, B.; Sabour, A.; Khoddami, A.M. Study of microstructure and thermal shock behavior of two types of thermal barrier coatings. Mater. Corros. 2009, 60, 695–703. [Google Scholar] [CrossRef]
- Mohammadzaki Goudarzi, Z.; Valefi, Z.; Zamani, P.; Taghi-Ramezani, S. Comparative investigation of the effect of composition and porosity gradient on thermo-mechanical properties of functionally graded thick thermal barrier coatings deposited by atmospheric plasma spraying. Ceram. Int. 2022, 48, 28800–28814. [Google Scholar] [CrossRef]
- Kumar, A.; Patnaik, P.C.; Chen, K. Damage assessment and fracture resistance of functionally graded advanced thermal barrier coating systems: Experimental and analytical modeling approach. Coatings 2020, 10, 474. [Google Scholar] [CrossRef]
- Khoddami, A.M.; Sabour, A.; Hadavi, S.M.M. Microstructure formation in thermally-sprayed duplex and functionally graded NiCrAlY/Yttria-Stabilized Zirconia coatings. Surf. Coat. Technol. 2007, 201, 6019–6024. [Google Scholar] [CrossRef]
- Ramaswamy, P.; Vattappara, K.; Avijit Gomes, S.; Teja Pasupuleti, K. Residual stress analysis on functionally graded 8% Y2O3-ZrO2 and NiCrAlY thermal barrier coatings. Mater. Today. Proc. 2022, 66, 1638–1644. [Google Scholar] [CrossRef]
- Taylor, T.A.; Appleby, D.L.; Weatherill, A.E.; Griffiths, J. Plasma-sprayed yttria-stabilized zirconia coatings: Structure-property relationships. In Metallurgical Coatings and Thin Films 1990; Sartwell, B.D., Zemel, J.N., McGuire, G.E., Bresnock, F.N., Eds.; Elsevier: Amsterdam, The Netherlands, 1990; pp. 470–480. [Google Scholar]
- Guo, H.; Murakami, H.; Kuroda, S. Thermal cycling behavior of plasma sprayed segmented thermal barrier coatings. Mater. Trans. 2006, 47, 306–309. [Google Scholar] [CrossRef]
- Smialek, J.L. Improved oxidation life of segmented plasma sprayed 8YSZ thermal barrier coatings. J. Therm. Spray Technol. 2004, 13, 66–75. [Google Scholar] [CrossRef]
- Guo, H.; Yi, W.; Lu, W.; Gong, S. Thermo-physical properties and thermal shock resistance of segmented La2Ce2O7/YSZ thermal barrier coatings. J. Therm. Spray Technol. 2009, 18, 665–671. [Google Scholar] [CrossRef]
- Guo, H.; Kuroda, S.; Murakami, H. Microstructures and properties of plasma-sprayed segmented thermal barrier coatings. J. Am. Ceram. Soc. 2006, 89, 1432–1439. [Google Scholar] [CrossRef]
- Lu, Z.; Kim, M.-S.; Myoung, S.-W.; Lee, J.-H.; Jung, Y.-G.; Kim, I.-S.; Jo, C.-Y. Thermal stability and mechanical properties of thick thermal barrier coatings with vertical type cracks. Trans. Nonferrous Met. Soc. China 2014, 24, s29–s35. [Google Scholar] [CrossRef]
- Bengtsson, P.; Ericsson, T.; Wigren, J. Thermal shock testing of burner cans coated with a thick thermal barrier coating. J. Therm. Spray Technol. 1998, 7, 340–348. [Google Scholar] [CrossRef]
- Wang, L.; Zhong, X.H.; Shao, F.; Ni, J.X.; Yang, J.S.; Tao, S.Y.; Wang, Y. What is the suitable segmentation crack density for atmospheric plasma sprayed thick thermal barrier coatings with the improved thermal shock resistance? Appl. Surf. Sci. 2018, 431, 101–111. [Google Scholar] [CrossRef]
- Tailor, S.; Upadhyaya, R.; Manjunath, S.Y.; Dub, A.V.; Modi, A.; Modi, S.C. Atmospheric plasma sprayed 7%-YSZ thick thermal barrier coatings with controlled segmentation crack densities and its thermal cycling behavior. Ceram. Int. 2018, 44, 2691–2699. [Google Scholar] [CrossRef]
- von Niessen, K.; Gindrat, M. Plasma spray-pvd: A new thermal spray process to deposit out of the vapor phase. J. Therm. Spray Technol. 2011, 20, 736–743. [Google Scholar] [CrossRef]
- Dorier, J.-L.; Gindrat, M.; Hollenstein, C.; Loch, M.; Refke, A.; Salito, A.; Barbezat, G. Plasma jet properties in a new spraying process at low pressure for large area thin film deposition. In Proceedings of the International Thermal Spray Conference, Singapore, 28–30 May 2001; pp. 759–764. [Google Scholar]
- Gao, L.; Wei, L.; Guo, H.; Gong, S.; Xu, H. Deposition mechanisms of yttria-stabilized zirconia coatings during plasma spray physical vapor deposition. Ceram. Int. 2016, 42, 5530–5536. [Google Scholar] [CrossRef]
- He, W.; Mauer, G.; Sohn, Y.J.; Schwedt, A.; Guillon, O.; Vaßen, R. Investigation on growth mechanisms of columnar structured YSZ coatings in Plasma Spray-Physical Vapor Deposition (PS-PVD). J. Eur. Ceram. Soc. 2019, 39, 3129–3138. [Google Scholar] [CrossRef]
- Liu, M.-J.; Yang, G.-J. Condensation behavior of gaseous phase during transported in the near-substrate boundary layer of plasma spray-physical vapor deposition. J. Mater. Sci. Technol. 2021, 67, 127–134. [Google Scholar] [CrossRef]
- Li, C.; Guo, H.; Gao, L.; Wei, L.; Gong, S.; Xu, H. Microstructures of yttria-stabilized zirconia coatings by plasma spray-physical vapor deposition. J. Therm. Spray Technol. 2015, 24, 534–541. [Google Scholar] [CrossRef]
- Mauer, G.; Hospach, A.; Vaßen, R. Process development and coating characteristics of plasma spray-PVD. Surf. Coat. Technol. 2013, 220, 219–224. [Google Scholar] [CrossRef]
- Harder, B.J.; Zhu, D. Plasma spray-physical vapor deposition (PS-PVD) of ceramics for protective coatings. In Proceedings of the 35th International Conference and Exposition on Advanced Ceramics and Composites, Daytona Beach, FL, USA, 23–28 January 2011; pp. 71–84. [Google Scholar] [CrossRef]
- Goral, M.; Kotowski, S.; Nowotnik, A.; Pytel, M.; Drajewicz, M.; Sieniawski, J. PS-PVD deposition of thermal barrier coatings. Surf. Coat. Technol. 2013, 237, 51–55. [Google Scholar] [CrossRef]
- Mauer, G.; Jarligo, M.O.; Rezanka, S.; Hospach, A.; Vaßen, R. Novel opportunities for thermal spray by PS-PVD. Surf. Coat. Technol. 2015, 268, 52–57. [Google Scholar] [CrossRef]
- Hospach, A.; Mauer, G.; Vaßen, R.; Stöver, D. Characteristics of ceramic coatings made by thin film low pressure plasma spraying (LPPS-TF). J. Therm. Spray Technol. 2012, 21, 435–440. [Google Scholar] [CrossRef]
- Gao, L.; Guo, H.; Wei, L.; Li, C.; Xu, H. Microstructure, thermal conductivity and thermal cycling behavior of thermal barrier coatings prepared by plasma spray physical vapor deposition. Surf. Coat. Technol. 2015, 276, 424–430. [Google Scholar] [CrossRef]
- Zhang, B.; Wei, L.; Guo, H.; Xu, H. Microstructures and deposition mechanisms of quasi-columnar structured yttria-stabilized zirconia coatings by plasma spray physical vapor deposition. Ceram. Int. 2017, 43, 12920–12929. [Google Scholar] [CrossRef]
- Qiu, S.-Y.; Shi, J.; Li, S.; Wu, C.-W.; Huang, C.-G.; Ma, Y.; Guo, H.-B. Model on thermal conductivity prediction of quasi-columnar structured coating by plasma spray physical vapor deposition. Ceram. Int. 2021, 47, 27420–27429. [Google Scholar] [CrossRef]
- Kassner, H.; Siegert, R.; Hathiramani, D.; Vassen, R.; Stoever, D. Application of suspension plasma spraying (SPS) for manufacture of ceramic coatings. J. Therm. Spray Technol. 2008, 17, 115–123. [Google Scholar] [CrossRef]
- Ganvir, A.; Curry, N.; Björklund, S.; Markocsan, N.; Nylén, P. Characterization of microstructure and thermal properties of YSZ coatings obtained by axial suspension plasma spraying (ASPS). J. Therm. Spray Technol. 2015, 24, 1195–1204. [Google Scholar] [CrossRef]
- Guignard, A.; Mauer, G.; Vaßen, R.; Stöver, D. Deposition and characteristics of submicrometer-structured thermal barrier coatings by suspension plasma spraying. J. Therm. Spray Technol. 2012, 21, 416–424. [Google Scholar] [CrossRef]
- Fazilleau, J.; Delbos, C.; Rat, V.; Coudert, J.F.; Fauchais, P.; Pateyron, B. Phenomena involved in suspension plasma spraying part 1: Suspension injection and behavior. Plasma. Chem. Plasma. Process. 2006, 26, 371–391. [Google Scholar] [CrossRef]
- Curry, N.; Tang, Z.; Markocsan, N.; Nylén, P. Influence of bond coat surface roughness on the structure of axial suspension plasma spray thermal barrier coatings—thermal and lifetime performance. Surf. Coat. Technol. 2015, 268, 15–23. [Google Scholar] [CrossRef]
- VanEvery, K.; Krane, M.J.M.; Trice, R.W.; Wang, H.; Porter, W.; Besser, M.; Sordelet, D.; Ilavsky, J.; Almer, J. Column formation in suspension plasma-sprayed coatings and resultant thermal properties. J. Therm. Spray Technol. 2011, 20, 817–828. [Google Scholar] [CrossRef]
- Bernard, B.; Quet, A.; Bianchi, L.; Schick, V.; Joulia, A.; Malié, A.; Rémy, B. Effect of suspension plasma-sprayed YSZ columnar microstructure and bond coat surface preparation on thermal barrier coating properties. J. Therm. Spray Technol. 2017, 26, 1025–1037. [Google Scholar] [CrossRef]
- Zhao, Y.; Li, D.; Zhong, X.; Zhao, H.; Wang, L.; Shao, F.; Liu, C.; Tao, S. Thermal shock behaviors of YSZ thick thermal barrier coatings fabricated by suspension and atmospheric plasma spraying. Surf. Coat. Technol. 2014, 249, 48–55. [Google Scholar] [CrossRef]
- Cao, X.Q.; Vassen, R.; Stoever, D. Ceramic materials for thermal barrier coatings. J. Eur. Ceram. Soc. 2004, 24, 1–10. [Google Scholar] [CrossRef]
- Chen, L.B. Yttria-stabilized zirconia thermal barrier coatings—A review. Surf. Rev. Lett. 2006, 13, 535–544. [Google Scholar] [CrossRef]
- Clarke, D.R.; Phillpot, S.R. Thermal barrier coating materials. Mater. Today 2005, 8, 22–29. [Google Scholar] [CrossRef]
- Gell, M.; Wang, J.; Kumar, R.; Roth, J.; Jiang, C.; Jordan, E.H. Higher temperature thermal barrier coatings with the combined use of yttrium aluminum garnet and the solution precursor plasma spray process. J. Therm. Spray Technol. 2018, 27, 543–555. [Google Scholar] [CrossRef]
- Ghasemi, R.; Vakilifard, H. Plasma-sprayed nanostructured YSZ thermal barrier coatings: Thermal insulation capability and adhesion strength. Ceram. Int. 2017, 43, 8556–8563. [Google Scholar] [CrossRef]
- Cao, X.Q. Application of rare earths in thermal barrier coating materials. J. Mater. Sci. Technol. 2007, 23, 15–35. [Google Scholar]
- Wan, C.; Qu, Z.; Du, A.; Pan, W. Influence of B site substituent Ti on the structure and thermophysical properties of A2B2O7-type pyrochlore Gd2Zr2O7. Acta Mater. 2009, 57, 4782–4789. [Google Scholar] [CrossRef]
- Feng, J.; Xiao, B.; Zhou, R.; Pan, W. Thermal conductivity of rare earth zirconate pyrochlore from first principles. Scr. Mater. 2013, 68, 727–730. [Google Scholar] [CrossRef]
- Lehmann, H.; Pitzer, D.; Pracht, G.; Vassen, R.; Stöver, D. Thermal conductivity and thermal expansion coefficients of the lanthanum rare-earth-element zirconate system. J. Am. Ceram. Soc. 2003, 86, 1338–1344. [Google Scholar] [CrossRef]
- Qiang, X.; Wei, P.; Jingdong, W.; Longhao, Q.; Hezhuo, M.; Mori, K.; Torigoe, T. Preparation and thermophysical properties of Dy2Zr2O7 ceramic for thermal barrier coatings. Mater. Lett. 2005, 59, 2804–2807. [Google Scholar] [CrossRef]
- Ren, X.; Wan, C.; Zhao, M.; Yang, J.; Pan, W. Mechanical and thermal properties of fine-grained quasi-eutectoid (La1−xYbx)2Zr2O7 ceramics. J. Eur. Ceram. Soc. 2015, 35, 3145–3154. [Google Scholar] [CrossRef]
- Chen, L.; Hu, M.; Guo, J.; Chong, X.; Feng, J. Mechanical and thermal properties of RETaO4 (RE = Yb, Lu, Sc) ceramics with monoclinic-prime phase. J. Mater. Sci. Technol. 2020, 52, 20–28. [Google Scholar] [CrossRef]
- Wang, J.; Chong, X.; Zhou, R.; Feng, J. Microstructure and thermal properties of RETaO4 (RE=Nd, Eu, Gd, Dy, Er, Yb, Lu) as promising thermal barrier coating materials. Scr. Mater. 2017, 126, 24–28. [Google Scholar] [CrossRef]
- Chen, L.; Hu, M.; Wu, P.; Feng, J. Thermal expansion performance and intrinsic lattice thermal conductivity of ferroelastic RETaO4 ceramics. J. Am. Ceram. Soc. 2019, 102, 4809–4821. [Google Scholar] [CrossRef]
- Zhang, P.; Feng, Y.; Li, Y.; Pan, W.; Zong, P.-a.; Huang, M.; Han, Y.; Yang, Z.; Chen, H.; Gong, Q.; et al. Thermal and mechanical properties of ferroelastic RENbO4 (RE = Nd, Sm, Gd, Dy, Er, Yb) for thermal barrier coatings. Scr. Mater. 2020, 180, 51–56. [Google Scholar] [CrossRef]
- Cano, C.; Osendi, M.I.; Belmonte, M.; Miranzo, P. Effect of the type of flame on the microstructure of CaZrO3 combustion flame sprayed coatings. Surf. Coat. Technol. 2006, 201, 3307–3313. [Google Scholar] [CrossRef]
- Ma, W.; Mack, D.E.; Vaßen, R.; Stöver, D. Perovskite-type strontium zirconate as a new material for thermal barrier coatings. J. Am. Ceram. Soc. 2008, 91, 2630–2635. [Google Scholar] [CrossRef]
- Jarligo, M.O.; Mack, D.E.; Mauer, G.; Vaßen, R.; Stöver, D. Atmospheric plasma spraying of high melting temperature complex perovskites for TBC application. J. Therm. Spray Technol. 2010, 19, 303–310. [Google Scholar] [CrossRef]
- Zhan, X.; Li, Z.; Liu, B.; Wang, J.; Zhou, Y.; Hu, Z. Theoretical prediction of elastic stiffness and minimum lattice thermal conductivity of Y3Al5O12, YAlO3 and Y4Al2O9. J. Am. Ceram. Soc. 2012, 95, 1429–1434. [Google Scholar] [CrossRef]
- Xiang, H.; Feng, Z.; Zhou, Y. Theoretical investigations on mechanical anisotropy and intrinsic thermal conductivity of YbAlO3. J. Eur. Ceram. Soc. 2015, 35, 1549–1557. [Google Scholar] [CrossRef]
- Du, A.; Wan, C.; Qu, Z.; Pan, W. Thermal conductivity of monazite-type REPO4 (RE=La, Ce, Nd, Sm, Eu, Gd). J. Am. Ceram. Soc. 2009, 92, 2687–2692. [Google Scholar] [CrossRef]
- Haoran, L.; Chang-An, W.; Chenguang, Z.; Shuyan, T. Thermo-physical properties of rare-earth hexaaluminates LnMgAl11O19 (Ln: La, Pr, Nd, Sm, Eu and Gd) magnetoplumbite for advanced thermal barrier coatings. J. Eur. Ceram. Soc. 2015, 35, 1297–1306. [Google Scholar] [CrossRef]
- Xie, X.; Guo, H.; Gong, S.; Xu, H. Lanthanum–titanium–aluminum oxide: A novel thermal barrier coating material for applications at 1300 °C. J. Eur. Ceram. Soc. 2011, 31, 1677–1683. [Google Scholar] [CrossRef]
- Feng, J.; Xiao, B.; Zhou, R.; Pan, W. Thermal expansion and conductivity of RE2Sn2O7 (RE=La, Nd, Sm, Gd, Er and Yb) pyrochlores. Scr. Mater. 2013, 69, 401–404. [Google Scholar] [CrossRef]
- Feng, J.; Xiao, B.; Wan, C.L.; Qu, Z.X.; Huang, Z.C.; Chen, J.C.; Zhou, R.; Pan, W. Electronic structure, mechanical properties and thermal conductivity of Ln2Zr2O7 (Ln=La, Pr, Nd, Sm, Eu and Gd) pyrochlore. Acta Mater. 2011, 59, 1742–1760. [Google Scholar] [CrossRef]
- Pitek, F.M.; Levi, C.G. Opportunities for TBCs in the ZrO2–YO1.5–TaO2.5 system. Surf. Coat. Technol. 2007, 201, 6044–6050. [Google Scholar] [CrossRef]
- Limarga, A.M.; Shian, S.; Leckie, R.M.; Levi, C.G.; Clarke, D.R. Thermal conductivity of single- and multi-phase compositions in the ZrO2–Y2O3–Ta2O5 system. J. Eur. Ceram. Soc. 2014, 34, 3085–3094. [Google Scholar] [CrossRef]
- Shian, S.; Sarin, P.; Gurak, M.; Baram, M.; Kriven, W.M.; Clarke, D.R. The tetragonal–monoclinic, ferroelastic transformation in yttrium tantalate and effect of zirconia alloying. Acta Mater. 2014, 69, 196–202. [Google Scholar] [CrossRef]
- Flamant, Q.; Gurak, M.; Clarke, D.R. The effect of zirconia substitution on the high-temperature transformation of the monoclinic-prime phase in yttrium tantalate. J. Eur. Ceram. Soc. 2018, 38, 3925–3931. [Google Scholar] [CrossRef]
- Feng, J.; Shian, S.; Xiao, B.; Clarke, D. First-principles calculations of the high-temperature phase transformation in yttrium tantalate. Phys. Rev. B 2014, 90, 094102. [Google Scholar] [CrossRef]
- Yamanaka, S.; Kurosaki, K.; Maekawa, T.; Matsuda, T.; Kobayashi, S.-i.; Uno, M. Thermochemical and thermophysical properties of alkaline-earth perovskites. J. Nucl. Mater. 2005, 344, 61–66. [Google Scholar] [CrossRef]
- Srirama Murti, P.; Krishnaiah, M.V. Investigation of the thermal conductivity of calcium cerate and calcium zirconate. Mater. Chem. Phys. 1992, 31, 347–350. [Google Scholar] [CrossRef]
- Taymaz, I.; Çakır, K.; Mimaroglu, A. Experimental study of effective efficiency in a ceramic coated diesel engine. Surf. Coat. Technol. 2005, 200, 1182–1185. [Google Scholar] [CrossRef]
- Gadow, R.; Lischka, M. Lanthanum hexaaluminate—novel thermal barrier coatings for gas turbine applications—materials and process development. Surf. Coat. Technol. 2002, 151–152, 392–399. [Google Scholar] [CrossRef]
- Zhu, J.; Meng, X.; Xu, J.; Zhang, P.; Lou, Z.; Reece, M.J.; Gao, F. Ultra-low thermal conductivity and enhanced mechanical properties of high-entropy rare earth niobates (RE3NbO7, RE = Dy, Y, Ho, Er, Yb). J. Eur. Ceram. Soc. 2021, 41, 1052–1057. [Google Scholar] [CrossRef]
- Cheng, B.; Yang, G.-J.; Zhang, Q.; Yang, N.; Zhang, M.; Zhang, Y.; Li, C.-X.; Li, C.-J. Gradient thermal cyclic behaviour of La2Zr2O7/YSZ DCL-TBCs with equivalent thermal insulation performance. J. Eur. Ceram. Soc. 2018, 38, 1888–1896. [Google Scholar] [CrossRef]
- Cheng, B.; Wei, Z.-Y.; Chen, L.; Yang, G.-J.; Li, C.-X.; Li, C.-J. Prolong the durability of La2Zr2O7/YSZ TBCs by decreasing the cracking driving force in ceramic coatings. J. Eur. Ceram. Soc. 2018, 38, 5482–5488. [Google Scholar] [CrossRef]
- Chen, X.; Zhao, Y.; Fan, X.; Liu, Y.; Zou, B.; Wang, Y.; Ma, H.; Cao, X. Thermal cycling failure of new LaMgAl11O19/YSZ double ceramic top coat thermal barrier coating systems. Surf. Coat. Technol. 2011, 205, 3293–3300. [Google Scholar] [CrossRef]
- Gell, M. Application opportunities for nanostructured materials and coatings. Mater. Sci. Eng. A 1995, 204, 246–251. [Google Scholar] [CrossRef]
- Siegel, R.W. Nanostructured materials -mind over matter. Nanostruct. Mater. 1994, 4, 121–138. [Google Scholar] [CrossRef]
- Padmanabhan, K.A. Mechanical properties of nanostructured materials. Mater. Sci. Eng. A 2001, 304–306, 200–205. [Google Scholar] [CrossRef]
- Wu, J.; Guo, H.-B.; Zhou, L.; Wang, L.; Gong, S.-K. Microstructure and thermal properties of plasma sprayed thermal barrier coatings from nanostructured YSZ. J. Therm. Spray Technol. 2010, 19, 1186–1194. [Google Scholar] [CrossRef]
- Zhou, C.; Wang, N.; Xu, H. Comparison of thermal cycling behavior of plasma-sprayed nanostructured and traditional thermal barrier coatings. Mater. Sci. Eng. A 2007, 452–453, 569–574. [Google Scholar] [CrossRef]
- Zhou, F.; Wang, Y.; Wang, L.; Cui, Z.; Zhang, Z. High temperature oxidation and insulation behavior of plasma-sprayed nanostructured thermal barrier coatings. J. Alloy. Compd. 2017, 704, 614–623. [Google Scholar] [CrossRef]
- Chen, D.; Luo, F.; Lou, X.; Qing, Y.; Zhou, W.; Zhu, D. Comparison of thermal insulation capability between conventional and nanostructured plasma sprayed YSZ coating on Ni3Al substrates. Ceram. Int. 2017, 43, 4324–4329. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Nanostructured YSZ thermal barrier coatings engineered to counteract sintering effects. Mater. Sci. Eng. A 2008, 485, 182–193. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Thermal spray coatings engineered from nanostructured ceramic agglomerated powders for structural, thermal barrier and biomedical applications: A review. J. Therm. Spray Technol. 2007, 16, 40–63. [Google Scholar] [CrossRef]
- Lima, R.S.; Kucuk, A.; Berndt, C.C. Bimodal distribution of mechanical properties on plasma sprayed nanostructured partially stabilized zirconia. Mater. Sci. Eng. A 2002, 327, 224–232. [Google Scholar] [CrossRef]
- Lima, R.S.; Marple, B.R. Toward highly sintering-resistant nanostructured ZrO2-7wt.%Y2O3 coatings for TBC applications by employing differential sintering. J. Therm. Spray Technol. 2008, 17, 846–852. [Google Scholar] [CrossRef]
- Lima, R.S.; Kucuk, A.; Berndt, C.C. Integrity of nanostructured partially stabilized zirconia after plasma spray processing. Mater. Sci. Eng. A 2001, 313, 75–82. [Google Scholar] [CrossRef]
- Wang, Z.; Kulkarni, A.; Deshpande, S.; Nakamura, T.; Herman, H. Effects of pores and interfaces on effective properties of plasma sprayed zirconia coatings. Acta Mater. 2003, 51, 5319–5334. [Google Scholar] [CrossRef]
- Li, G.; Yang, G. Understanding of degradation-resistant behavior of nanostructured thermal barrier coatings with bimodal structure. J. Mater. Sci. Technol. 2019, 35, 231–238. [Google Scholar] [CrossRef]
- Li, G.R.; Wang, L.S.; Zhang, W.W.; Yang, G.J.; Chen, X.F.; Zhang, W.X. Tailoring degradation-resistant thermal barrier coatings based on the orientation of spontaneously formed pores: From retardation to self-improvement. Compos. Part B 2020, 181, 107567. [Google Scholar] [CrossRef]

















































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Thermal Conductivity /(W·m−1·K−1) | Thermal Expansion Coefficient/(10−6 K−1) | Elastic Modulus/ (GPa) | Fracture Toughness/ (MPa m 1/2) |
|---|---|---|---|---|
| YSZ [4,187] | 2.20 (1000 °C) | 10.70 (1000 °C) | 210 ± 10 | 3 ± 0.5 |
| Rare-earth zirconates | ||||
| La2Zr2O7 [68,182,189] | 1.56 (1000 °C) | 9.10 (1000 °C) | 186 | 2.1 ± 0.1 |
| Gd2Zr2O7 [188,189,190] | 1.60 (700 °C) | 11.60 (1000 °C) | 205 | 2.2 ± 0.2 |
| Dy2Zr2O7 [191] | 1.34 (800 °C) | 10.80 (1000 °C) | ||
| Yb2Zr2O7 [192] | 1.36 (800 °C) | 11.90 (1000 °C) | 2.2 ± 0.1 | |
| Rare-earth tantalates | ||||
| YTaO4 [193] | 1.5 | 140 | 5 | |
| NdTaO4 [194] | 1.41 (800 °C) | 178 | ||
| GdTaO4 [195] | 1.70 (800 °C) | 154 | ||
| YbTaO4 [193] | 1.65–3 | 7.6 (1200 °C) | 122 | |
| EuTaO4 [195] | 1.26 (900 °C) | 175 | ||
| Rare-earth niobates | ||||
| NdNbO4 [196] | 2.0 (1000 °C) | 11.80 (1000 °C) | 108 | |
| SmNbO4 [196] | 2.05 (1000 °C) | 10.86 (1000 °C) | 120 | |
| GdNbO4 [196] | 1.66 (1000 °C) | 10.30 (1000 °C) | 131 | |
| Other oxides | ||||
| CaZrO3 [197] | 0.73 (600 °C) | 9.00 (1000 °C) | ||
| SrZrO3 [198] | 2.08 (1000 °C) | 10.90 (1000 °C) | 170 ± 4 | 1.5 ± 0.1 |
| BaZrO3 [199] | 3.42 (1000 °C) | 7.90 (1000 °C) | 181 ± 11 | |
| YAlO3 [200] | 1.61 (min) | 318 | ||
| YbAlO3 [201] | 1.15 (min) | 9.62 | 257 | |
| LaPO4 [202] | 1.30 (1000 °C) | 10.50 (1000 °C) | 131 | 1.1 ± 0.2 |
| CePO4 [202] | 1.35 | 9.9 | 1.8 ± 0.1 | |
| NdPO4 [202] | 1.59 | 9.8 | 2 ± 0.2 | |
| LaMgAl11O19 [203] | 1.95 (1000 °C) | 10.95 (20~1000 °C) | 130 ± 11 | 4.6 ± 0.5 |
| LaTi2Al9O19 [204] | 1.30 (1000 °C) | 11.2 (1000 °C) | 240 ± 13 | 1.9–2.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Song, J.; Wang, L.; Yao, J.; Dong, H. Multi-Scale Structural Design and Advanced Materials for Thermal Barrier Coatings with High Thermal Insulation: A Review. Coatings 2023, 13, 343. https://doi.org/10.3390/coatings13020343
Song J, Wang L, Yao J, Dong H. Multi-Scale Structural Design and Advanced Materials for Thermal Barrier Coatings with High Thermal Insulation: A Review. Coatings. 2023; 13(2):343. https://doi.org/10.3390/coatings13020343
Chicago/Turabian StyleSong, Jinbao, Lishuang Wang, Jiantao Yao, and Hui Dong. 2023. "Multi-Scale Structural Design and Advanced Materials for Thermal Barrier Coatings with High Thermal Insulation: A Review" Coatings 13, no. 2: 343. https://doi.org/10.3390/coatings13020343
APA StyleSong, J., Wang, L., Yao, J., & Dong, H. (2023). Multi-Scale Structural Design and Advanced Materials for Thermal Barrier Coatings with High Thermal Insulation: A Review. Coatings, 13(2), 343. https://doi.org/10.3390/coatings13020343