
Review of Research Progress in Nontraditional Machining of Ultrahigh-Temperature Ceramic Matrix Composites




Abstract
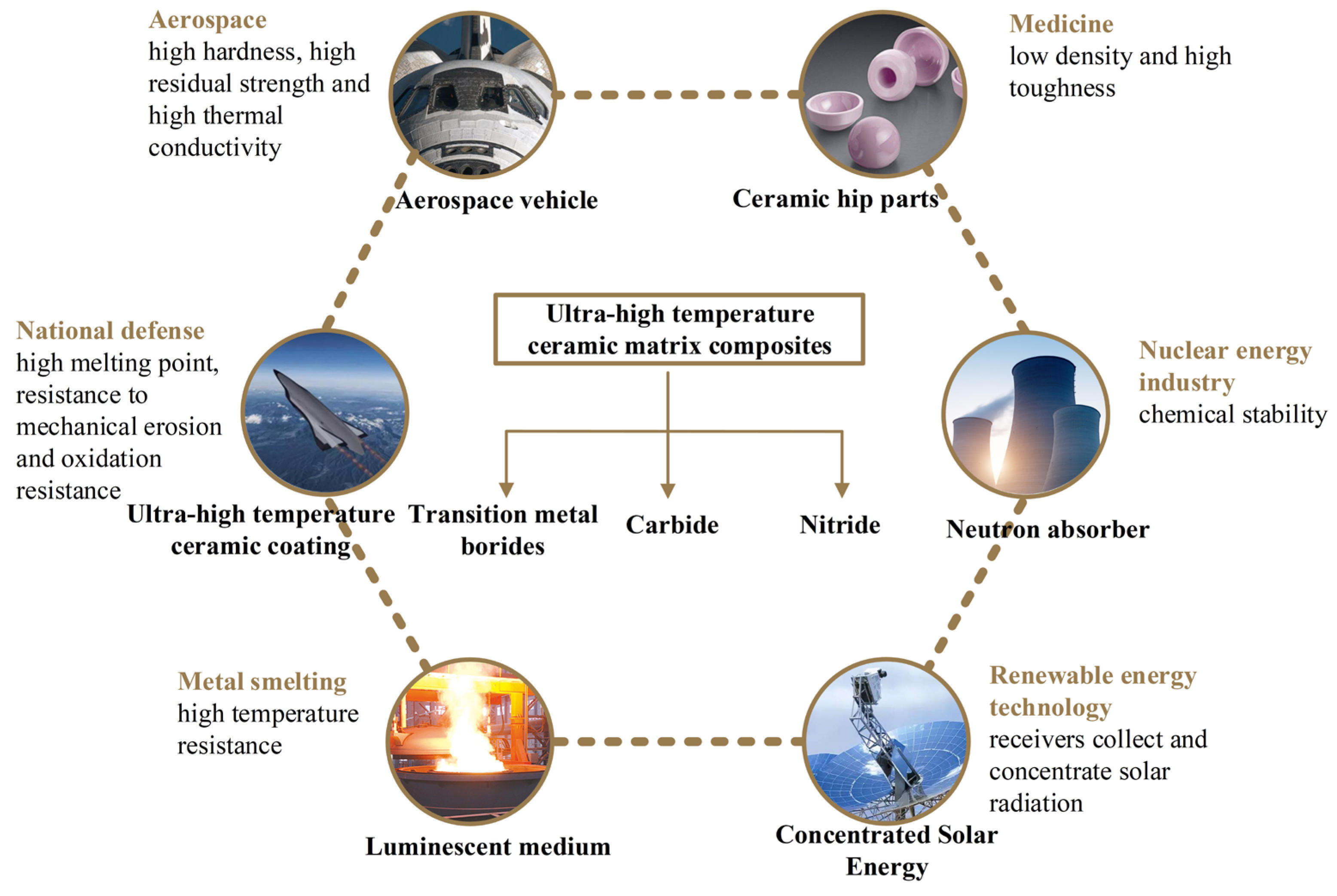
1. Introduction
2. Boride-Based UHTCMCs
2.1. Material Properties of Boride-Based UHTCMCs
2.2. Electrical Discharge Machining of Boride-Based UHTCMCs
2.3. Laser Machining of Boride-Based UHTCMCs
2.4. Ultrasonic and Ultrasonic-Assisted Machining of Boride-Based UHTCMCs
2.5. Others
2.6. Summary
3. Carbide-Based UHTCMCs
3.1. Material Properties of Carbide-Based UHTCMCs
3.2. Electrical Discharge Machining of Carbide-Based UHTCMCs
3.3. Laser Machining of Carbide-Based UHTCMCs
3.4. Ion Beam Machining of Carbide-Based UHTCMCs
3.5. Others
3.6. Summary
4. Nitride-Based UHTCMCs
4.1. Material Properties of Nitride-Based UHTCMCs
4.2. Electrical Discharge Machining of Nitride-Based UHTCMCs
4.3. Laser Machining of Nitride-Based UHTCMCs
4.4. Ion Beam Machining of Nitride-Based UHTCMCs
4.5. Summary
5. Discussions
6. Conclusions
- Nontraditional machining methods need a series of technical innovations to meet the requirements of UHTCMCs machining. In addition, it is necessary to establish an analytical or numerical model to understand the cutting mechanics, in addition to further preliminary studies in the basic areas of the removal mechanism of UHTCMCs.
- The study of how various UHTCMCs material removal processes affect their mechanical properties (i.e., fatigue, creep and degradation) is of great interest to the aerospace and nuclear sectors.
- The development of machining methods suitable for UHTCMCs is still in its early stages. For example, some researchers use diamond abrasive cutting technology to machine UHTCMCs, but the machining time is long and the tool wear is too large, increasing the machining cost by 60%–90% [156]. Researchers in the machining field need to work with materials scientists to explore more efficient and reliable methods of machining UHTCMCs.
- Due to the specificity of nontraditional machining, some machining techniques have a negative impact on the environment. In the future, the large-scale machining and manufacturing of UHTCMCs should not only consider the machining efficiency and machining cost but should also consider the impact on the environment.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Padture, N.P. Advanced structural ceramics in aerospace propulsion. Nat. Mater. 2016, 15, 804–809. [Google Scholar] [CrossRef] [PubMed]
- Johnson, S.; Gasch, M.; Stackpoole, M.; Lawson, J.; Gusman, M. Recent developments in ultra high temperature ceramics at NASA ames. In Proceedings of the 16th AIAA/DLR/DGLR International Space Planes and Hypersonic Systems and Technologies Conference, Bremen, Germany, 19–22 October 2009; p. 7219. [Google Scholar]
- Fahrenholtz, W.G.; Hilmas, G.E. Ultra-high temperature ceramics: Materials for extreme environments. Scr. Mater. 2017, 129, 94–99. [Google Scholar] [CrossRef]
- Xie, W.; Peng, Z.; Jin, H.; Meng, S.; Pan, Y. Fabrication and thermal structural characteristics of ultra-high temperature ceramic struts in scramjets. J. Wuhan Univ. Technol. Mater. Sci. Ed. 2018, 33, 375–380. [Google Scholar] [CrossRef]
- Grashchenkov, D.V.; Sorokin, O.Y.; Lebedeva, Y.E.; Vaganova, M.L. Specific features of sintering of HfB2-based refractory ceramic by hybrid spark plasma sintering. Russ. J. Appl. Chem. 2015, 88, 386–393. [Google Scholar] [CrossRef]
- Wang, X.; Gao, X.; Zhang, Z.; Cheng, L.; Ma, H.; Yang, W. Advances in modifications and high-temperature applications of silicon carbide ceramic matrix composites in aerospace: A focused review. J. Eur. Ceram. Soc. 2021, 41, 4671–4688. [Google Scholar] [CrossRef]
- Kodama, H.; Sakamoto, H.; Miyoshi, T. Silicon Carbide Monofilament-Reinforced Silicon Nitride or Silicon Carbide Matrix Composites. J. Am. Ceram. Soc. 1989, 72, 551–558. [Google Scholar] [CrossRef]
- Misra, A.K. Thermochemical Analysis of the Silicon Carbide-Alumina Reaction with Reference to Liquid-Phase Sintering of Silicon Carbide. J. Am. Ceram. Soc. 1991, 74, 345–351. [Google Scholar] [CrossRef]
- Li, Q.; Dong, S.; Wang, Z.; Shi, G. Fabrication and properties of 3-D Cf/ZrB2–ZrC–SiC composites via polymer infiltration and pyrolysis. Ceram. Int. 2013, 39, 5937–5941. [Google Scholar] [CrossRef]
- Gao, Y.; Zha, B.-L.; Wang, J.-J.; Sun, Z.-S.; Zhang, Z.-F.; Shi, Y.-A. Ablation mechanism of C/C–SiC and C/C–SiC–ZrC composites in hypersonic oxygen-enriched environment. Ceram. Int. 2022, 48, 22985–22993. [Google Scholar] [CrossRef]
- Sayir, A. Carbon fiber reinforced hafnium carbide composite. J. Mater. Sci. 2004, 39, 5995–6003. [Google Scholar] [CrossRef]
- Bianchi, D.; Nasuti, F.; Martelli, E. Coupled analysis of flow and surface ablation in carbon-carbon rocket nozzles. J. Spacecr. Rocket. 2009, 46, 492–500. [Google Scholar] [CrossRef]
- Bianchi, D.; Nasuti, F.; Onofri, M.; Martelli, E. Thermochemical erosion analysis for chraphite/carbon-carbon rocket nozzles. J. Propuls. Power 2011, 27, 197–205. [Google Scholar] [CrossRef]
- Thakre, P.; Yang, V. Chemical erosion of carbon-carbon/graphite nozzles in solid-propellant rocket motors. J. Propuls. Power 2008, 24, 822–833. [Google Scholar] [CrossRef]
- Squire, T.H.; Marschall, J. Material property requirements for analysis and design of UHTC components in hypersonic applications. J. Eur. Ceram. Soc. 2010, 30, 2239–2251. [Google Scholar] [CrossRef]
- Hu, P.; Guolin, W.; Wang, Z. Oxidation mechanism and resistance of ZrB2–SiC composites. Corros. Sci. 2009, 51, 2724–2732. [Google Scholar] [CrossRef]
- Liu, W.-H.; Luo, Z.-S. Research advances of aerodynamic heating for hypersonic aircraft. Aero Weapon. 2014, 6, 8–13. [Google Scholar]
- Glass, D. Ceramic matrix composite (CMC) thermal protection systems (TPS) and hot structures for hypersonic vehicles. In Proceedings of the 15th AIAA international space planes and hypersonic systems and technologies conference, Dayton, OH, USA, 28 April–1 May 2008; p. 2682. [Google Scholar]
- Huang, J.-F.; Zeng, X.-R.; Li, H.-J.; Xiong, X.-B.; Sun, G. ZrO2–SiO2 gradient multilayer oxidation protective coating for SiC coated carbon/carbon composites. Surf. Coat. Technol. 2005, 190, 255–259. [Google Scholar] [CrossRef]
- Yan, B.; Chen, Z.; Zhu, J.; Zhang, J.; Jiang, Y. Effects of ablation at different regions in three-dimensional orthogonal C/SiC composites ablated by oxyacetylene torch at 1800 °C. J. Mater. Process. Technol. 2009, 209, 3438–3443. [Google Scholar] [CrossRef]
- Chevykalova, L.A.; Kelina, I.Y.; Mikhal’chik, I.L.; Arakcheev, A.V.; Plyasunkova, L.A.; Kasimovskii, A.A.; Matyushin, K.S. Preparation of ultra-high temperature ceramic material based on zirconium boride by SPS method. Refract. Ind. Ceram. 2014, 54, 455–462. [Google Scholar] [CrossRef]
- Hillig, W.B. Prospects for ultra-high-temperature ceramic composites. In Tailoring Multiphase and Composite Ceramics; Springer: New York, NY, USA, 1986; pp. 697–712. [Google Scholar]
- Gasch, M.J.; Ellerby, D.T.; Johnson, S.M. Ultra high temperature ceramic composites. In Handbook of Ceramic Composites; Springer: New York, NY, USA, 2005; pp. 197–224. [Google Scholar]
- Kumar, M.; Singh, H. Multi response optimization in wire electrical discharge machining of Inconel X-750 using Taguchi’s technique and grey relational analysis. Cogent Eng. 2016, 3, 1266123. [Google Scholar] [CrossRef]
- Rozenek, M.; Kozak, J.; Dąbrowski, L.; Lubkowski, K. Electrical discharge machining characteristics of metal matrix composites. J. Mater. Process. Technol. 2001, 109, 367–370. [Google Scholar] [CrossRef]
- Tuersley, I.P.; Jawaid, A.; Pashby, I.R. Various methods of machining advanced ceramic materials. J. Mater. Process. Technol. 1994, 42, 377–390. [Google Scholar] [CrossRef]
- Yao, Y.X.; Wang, B.; Wang, J.H.; Jin, H.L.; Zhang, Y.F.; Dong, S. Chemical machining of Zerodur material with atmospheric pressure plasma jet. CIRP Ann. 2010, 59, 337–340. [Google Scholar] [CrossRef]
- Shimpi, J.R.; Sidhaye, D.S.; Prasad, B.L. Digestive ripening: A fine chemical machining process on the nanoscale. Langmuir 2017, 33, 9491–9507. [Google Scholar] [CrossRef] [PubMed]
- Binner, J.; Porter, M.; Baker, B.; Zou, J.; Venkatachalam, V.; Diaz, V.R.; D’Angio, A.; Ramanujam, P.; Zhang, T.; Murthy, T. Selection, processing, properties and applications of ultra-high temperature ceramic matrix composites, UHTCMCs—A review. Int. Mater. Rev. 2020, 65, 389–444. [Google Scholar] [CrossRef]
- Ming, W.; Jia, H.; Zhang, H.; Zhang, Z.; Liu, K.; Du, J.; Shen, F.; Zhang, G. A comprehensive review of electric discharge machining of advanced ceramics. Ceram. Int. 2020, 46, 21813–21838. [Google Scholar] [CrossRef]
- Volosova, M.A.; Stebulyanin, M.M.; Gurin, V.D.; Melnik, Y.A. Influence of Surface Layer Condition of Al2O3+TiC Ceramic Inserts on Quality of Deposited Coatings and Reliability during Hardened Steel Milling. Coatings 2022, 12, 1801. [Google Scholar] [CrossRef]
- Ming, W.; Guo, X.; Xu, Y.; Zhang, G.; Jiang, Z.; Li, Y.; Li, X. Progress in non-traditional machining of amorphous alloys. Ceram. Int. 2023, 49, 1585–1604. [Google Scholar] [CrossRef]
- Satyarthi, M.K.; Pandey, P.M. Comparison of EDG, diamond grinding, and EDM processing of conductive alumina ceramic composite. Mater. Manuf. Process. 2013, 28, 369–374. [Google Scholar] [CrossRef]
- Romoli, L.; Tantussi, G.; Dini, G. Experimental approach to the laser machining of PMMA substrates for the fabrication of microfluidic devices. Opt. Lasers Eng. 2011, 49, 419–427. [Google Scholar] [CrossRef]
- Li, Z.L.; Zheng, H.Y.; Lim, G.C.; Chu, P.L.; Li, L. Study on UV laser machining quality of carbon fibre reinforced composites. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1403–1408. [Google Scholar] [CrossRef]
- Samant, A.N.; Dahotre, N.B. Laser machining of structural ceramics—A review. J. Eur. Ceram. Soc. 2009, 29, 969–993. [Google Scholar] [CrossRef]
- Pham, D.T.; Dimov, S.S.; Ji, C.; Petkov, P.V.; Dobrev, T. Laser milling as a ‘rapid’micromanufacturing process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2004, 218, 1–7. [Google Scholar] [CrossRef]
- Shi, B.; Dai, Y.; Xie, X.; Li, S.; Zhou, L. Arc-enhanced plasma machining technology for high efficiency machining of silicon carbide. Plasma Chem. Plasma Process. 2016, 36, 891–900. [Google Scholar] [CrossRef]
- Malhotra, R.; Saxena, I.; Ehmann, K.; Cao, J. Laser-induced plasma micro-machining (LIPMM) for enhanced productivity and flexibility in laser-based micro-machining processes. CIRP Ann. 2013, 62, 211–214. [Google Scholar] [CrossRef]
- Junge, P.; Greinacher, M.; Kober, D.; Stargardt, P.; Rupprecht, C. Metastable Phase Formation, Microstructure, and Dielectric Properties in Plasma-Sprayed Alumina Ceramic Coatings. Coatings 2022, 12, 1847. [Google Scholar] [CrossRef]
- Spinney, P.S.; Howitt, D.G.; Smith, R.L.; Collins, S.D. Nanopore formation by low-energy focused electron beam machining. Nanotechnology 2010, 21, 375301. [Google Scholar] [CrossRef]
- Parthasarathy, J.; Starly, B.; Raman, S.; Christensen, A. Mechanical evaluation of porous titanium (Ti6Al4V) structures with electron beam melting (EBM). J. Mech. Behav. Biomed. Mater. 2010, 3, 249–259. [Google Scholar] [CrossRef]
- Koike, M.; Martinez, K.; Guo, L.; Chahine, G.; Kovacevic, R.; Okabe, T. Evaluation of titanium alloy fabricated using electron beam melting system for dental applications. J. Mater. Process. Technol. 2011, 211, 1400–1408. [Google Scholar] [CrossRef]
- Rajurkar, K.P.; Sundaram, M.M.; Malshe, A.P. Review of electrochemical and electrodischarge machining. Procedia CIRP 2013, 6, 13–26. [Google Scholar] [CrossRef]
- Acharya, B.R.; Mohanty, C.P.; Mahapatra, S.S. Multi-objective optimization of electrochemical machining of hardened steel using NSGAII. Procedia Eng. 2013, 51, 554–560. [Google Scholar] [CrossRef]
- Holstein, N.; Krauss, W.; Konys, J. Development of novel tungsten processing technologies for electro-chemical machining (ECM) of plasma facing components. Fusion Eng. Des. 2011, 86, 1611–1615. [Google Scholar] [CrossRef]
- Chen, S.-T.; Jiang, Z.-H.; Wu, Y.-Y.; Yang, H.-Y. Development of a grinding–drilling technique for holing optical grade glass. Int. J. Mach. Tools Manuf. 2011, 51, 95–103. [Google Scholar] [CrossRef]
- Zhao, R.; Huang, L.; Zhao, H.; Cao, Y.; Tian, W.; Wang, N. Study of Mask Electrochemical Machining for Ring Narrow Groove under the Action of Multiple Physical Fields. Coatings 2022, 12, 605. [Google Scholar] [CrossRef]
- Ning, F.D.; Cong, W.L.; Pei, Z.J.; Treadwell, C. Rotary ultrasonic machining of CFRP: A comparison with grinding. Ultrasonics 2016, 66, 125–132. [Google Scholar] [CrossRef]
- Rao, R.V.; Pawar, P.J.; Davim, J.P. Parameter optimization of ultrasonic machining process using nontraditional optimization algorithms. Mater. Manuf. Process. 2010, 25, 1120–1130. [Google Scholar] [CrossRef]
- Liu, D.; Cong, W.L.; Pei, Z.J.; Tang, Y. A cutting force model for rotary ultrasonic machining of brittle materials. Int. J. Mach. Tools Manuf. 2012, 52, 77–84. [Google Scholar] [CrossRef]
- Singh, R.P.; Singhal, S. An experimental study on rotary ultrasonic machining of macor ceramic. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 1221–1234. [Google Scholar] [CrossRef]
- Singh, R.P.; Singhal, S. Experimental investigation of machining characteristics in rotary ultrasonic machining of quartz ceramic. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2018, 232, 870–889. [Google Scholar] [CrossRef]
- Alberdi, A.; Rivero, A.; López de Lacalle, L.N.; Etxeberria, I.; Suárez, A. Effect of process parameter on the kerf geometry in abrasive water jet milling. Int. J. Adv. Manuf. Technol. 2010, 51, 467–480. [Google Scholar] [CrossRef]
- Ting, H.T.; Abou-El-Hossein, K.A.; Chua, H.B. Review of micromachining of ceramics by etching. Trans. Nonferrous Met. Soc. China 2009, 19, s1–s16. [Google Scholar] [CrossRef]
- Matsumura, T.; Muramatsu, T.; Fueki, S. Abrasive water jet machining of glass with stagnation effect. CIRP Ann. 2011, 60, 355–358. [Google Scholar] [CrossRef]
- Gupta, V.; Pandey, P.M.; Garg, M.P.; Khanna, R.; Batra, N.K. Minimization of kerf taper angle and kerf width using Taguchi’s method in abrasive water jet machining of marble. Procedia Mater. Sci. 2014, 6, 140–149. [Google Scholar] [CrossRef]
- Deris, A.M.; Zain, A.M.; Sallehuddin, R. A note of hybrid GR-SVM for prediction of surface roughness in abrasive water jet machining: A response. Meccanica 2017, 52, 1993–1994. [Google Scholar] [CrossRef]
- Jia, D.; Liang, B.; Yang, Z.; Zhou, Y. Metastable Si-BCN ceramics and their matrix composites developed by inorganic route based on mechanical alloying: Fabrication, microstructures, properties and their relevant basic scientific issues. Prog. Mater. Sci. 2018, 98, 1–67. [Google Scholar] [CrossRef]
- De Jonghe, L.C.; Rahaman, M.N. 4.1 sintering of ceramics. In Handbook of Advanced Ceramics: Materials, Applications, Processing and Properties; Academic Press: Cambridge, MA, USA, 2003; pp. 187–264. [Google Scholar]
- Wuchina, E.; Opila, E.; Opeka, M.; Fahrenholtz, B.; Talmy, I. UHTCs: Ultra-high temperature ceramic materials for extreme environment applications. Electrochem. Soc. Interface 2007, 16, 30. [Google Scholar] [CrossRef]
- Golla, B.R.; Mukhopadhyay, A.; Basu, B.; Thimmappa, S.K. Review on ultra-high temperature boride ceramics. Prog. Mater. Sci. 2020, 111, 100651. [Google Scholar] [CrossRef]
- Wang, F.; Cheng, L.; Xie, Y.; Jian, J.; Zhang, L. Effects of SiC shape and oxidation on the infrared emissivity properties of ZrB2–SiC ceramics. J. Alloys Compd. 2015, 625, 1–7. [Google Scholar] [CrossRef]
- Sciti, D.; Savino, R.; Silvestroni, L. Aerothermal behaviour of a SiC fibre-reinforced ZrB2 sharp component in supersonic regime. J. Eur. Ceram. Soc. 2012, 32, 1837–1845. [Google Scholar] [CrossRef]
- Peng, W.; He, Y.; Wang, X.; Zhu, J.; Han, J. RETRACTED: Thermal protection mechanism of heat pipe in leading edge under hypersonic conditions. Chin. J. Aeronaut. 2015, 28, 121–132. [Google Scholar] [CrossRef]
- Ming, W.; Cao, C.; Xie, Z.; Liu, X.; Xu, Y.; Jiang, Z.; Li, X.; Liu, K.; Guo, X.; Yuan, J. Green manufacturing: A comparative study of renewable dielectrics in the EDM process. J. Braz. Soc. Mech. Sci. Eng. 2022, 44, 580. [Google Scholar] [CrossRef]
- Ming, W.; Zhang, Z.; Wang, S.; Huang, H.; Zhang, Y.; Zhang, Y.; Shen, D. Investigating the energy distribution of workpiece and optimizing process parameters during the EDM of Al6061, Inconel718, and SKD11. Int. J. Adv. Manuf. Technol. 2017, 92, 4039–4056. [Google Scholar] [CrossRef]
- Yang, L.; Ma, W.; Gao, F.; Xi, S. Effect of EDM and Femtosecond-Laser Groove-Texture Collision Frequency on Tribological Properties of 0Cr17Ni7Al Stainless Steel. Coatings 2022, 12, 611. [Google Scholar] [CrossRef]
- Shanbhog, N.; Arunachalam, N.; Bakshi, S.R. Surface integrity studies on ZrB2 and graphene reinforced ZrB2 ceramic matrix composite in EDM process. CIRP J. Manuf. Sci. Technol. 2022, 38, 401–413. [Google Scholar] [CrossRef]
- Quarto, M.; Bissacco, G.; D’Urso, G. Machinability and energy efficiency in micro-EDM milling of zirconium boride reinforced with silicon carbide fibers. Materials 2019, 12, 3920. [Google Scholar] [CrossRef]
- Ramulu, M. EDM sinker cutting of a ceramic particulate composite, SiC-TiB sub 2. Adv. Ceram. Mater. (USA) 1988, 3, 4. [Google Scholar]
- Chiang, K.-T. Modeling and analysis of the effects of machining parameters on the performance characteristics in the EDM process of Al2O3 + TiC mixed ceramic. Int. J. Adv. Manuf. Technol. 2008, 37, 523–533. [Google Scholar] [CrossRef]
- Patel, K.M.; Pandey, P.M.; Rao, P.V. Determination of an optimum parametric combination using a surface roughness prediction model for EDM of Al2O3/SiCw/TiC ceramic composite. Mater. Manuf. Process. 2009, 24, 675–682. [Google Scholar] [CrossRef]
- Puertas, I.; Luis, C.J.; Alvarez, L. Analysis of the influence of EDM parameters on surface quality, MRR and EW of WC–Co. J. Mater. Process. Technol. 2004, 153, 1026–1032. [Google Scholar] [CrossRef]
- Monteverde, F.; Bellosi, A.; Scatteia, L. Processing and properties of ultra-high temperature ceramics for space applications. Mater. Sci. Eng. A 2008, 485, 415–421. [Google Scholar] [CrossRef]
- Li, H.; Wang, Z.; Wang, Y.; Liu, H.; Bai, Y. Micro-EDM drilling of ZrB2-SiC-graphite composite using micro sheet-cylinder tool electrode. Int. J. Adv. Manuf. Technol. 2017, 92, 2033–2041. [Google Scholar] [CrossRef]
- Malek, O.; Vleugels, J.; Vanmeensel, K.; Van Renterghem, W.; Lauwers, B. Electrical discharge machining of (NbxZr1-x) B2-SiC composites. Procedia CIRP 2013, 6, 186–191. [Google Scholar] [CrossRef]
- Han, W.B.; Zhang, J.H.; Yang, H.Q.; Ding, G.Z. Fabrication and Precision Electromachining Technology of ZrB2-SiC Ceramic Composites. Adv. Mater. Res. 2013, 753–755, 267–270. [Google Scholar] [CrossRef]
- Zhu, Z.; Guo, D.; Xu, J.; Lin, J.; Lei, J.; Xu, B.; Wu, X.; Wang, X. Processing characteristics of micro electrical discharge machining for surface modification of TiNi shape memory alloys using a TiC powder dielectric. Micromachines 2020, 11, 1018. [Google Scholar] [CrossRef]
- Kumar, S.S.; Varol, T.; Canakci, A.; Kumaran, S.T.; Uthayakumar, M. A review on the performance of the materials by surface modification through EDM. Int. J. Lightweight Mater. Manuf. 2021, 4, 127–144. [Google Scholar] [CrossRef]
- Saha, N.; Chakraborty, S.; Dey, P.P.; Das, P.K. Machining of ZrB2-SiC composites by Wire-EDM technique. Trans. Indian Ceram. Soc. 2014, 73, 94–97. [Google Scholar] [CrossRef]
- Sivasankar, S.; Jeyapaul, R. Characterization of ZrB2-SiC composites with an analytical study on material removal rate and tool wear rate during electrical discharge machining. Trans. Can. Soc. Mech. Eng. 2016, 40, 331–349. [Google Scholar] [CrossRef]
- Mandal, S.; Chakraborty, S.; Dey, P. A study of mechanical properties and WEDM machinability of spark plasma sintered ZrB2–B4C ceramic composites. Micron 2022, 153, 103198. [Google Scholar] [CrossRef]
- Zhang, Z.; Zhang, Y.; Liu, D.; Zhang, Y.; Zhao, J.; Zhang, G. Bubble Behavior and Its Effect on Surface Integrity in Laser-Induced Plasma Micro-Machining Silicon Wafer. J. Manuf. Sci. Eng. 2022, 144, 091008. [Google Scholar] [CrossRef]
- Zhang, Z.; Qiu, W.; Zhang, G.; Liu, D.; Wang, P. Progress in applications of shockwave induced by short pulsed laser on surface processing. Opt. Laser Technol. 2023, 157, 108760. [Google Scholar] [CrossRef]
- Zhang, Z.; Liu, D.; Zhang, Y.; Xue, T.; Huang, Y.; Zhang, G. Fabrication and droplet impact performance of superhydrophobic Ti6Al4V surface by laser induced plasma micro-machining. Appl. Surf. Sci. 2022, 605, 154661. [Google Scholar] [CrossRef]
- Myronyuk, O.; Baklan, D.; Vasilyev, G.S.; Rodin, A.M.; Vanagas, E. Wetting Patterns of Liquid-Repellent Femtosecond Laser Textured Aluminum Surfaces. Coatings 2022, 12, 1852. [Google Scholar] [CrossRef]
- Bhaskar, V.; Kumar, D.; Singh, K.K. Laser processing of glass fiber reinforced composite material: A review. Aust. J. Mech. Eng. 2017, 17, 95–108. [Google Scholar] [CrossRef]
- Narazaki, A.; Takada, H.; Yoshitomi, D.; Torizuka, K.; Kobayashi, Y. Ultrafast laser processing of ceramics: Comprehensive survey of laser parameters. J. Laser Appl. 2021, 33, 012009. [Google Scholar] [CrossRef]
- Yang, M.; Wang, T.; Wu, M. Ablation behavior of SiC whisker and ZrB2 particle-filled ZrO2 sol-gel composite coating under high-intensity continuous laser irradiation. Ceram. Int. 2021, 47, 26327–26334. [Google Scholar] [CrossRef]
- Mahmod, D.S.A.; Glandut, N.; Khan, A.A.; Labbe, J.-C. Surface oxidation of porous ZrB2-SiC ceramic composites by continuous-wave ytterbium fibre laser. Appl. Surf. Sci. 2015, 357, 1982–1990. [Google Scholar] [CrossRef]
- Wang, A.; Zhao, X.; Huang, M.; Zhang, Z.; Xie, L. A quantitative study of flaw/strength response in ultra-high temperature ceramics based on femtosecond laser method. Theor. Appl. Fract. Mech. 2020, 110, 102775. [Google Scholar] [CrossRef]
- Lonné, Q.; Glandut, N.; Lefort, P. Surface densification of porous ZrB2–39 mol.% SiC ceramic composites by a laser process. J. Eur. Ceram. Soc. 2012, 32, 955–963. [Google Scholar] [CrossRef]
- Rudolph, P.; Brzezinka, K.-W.; Wäsche, R.; Kautek, W. Physical chemistry of the femtosecond and nanosecond laser–material interaction with SiC and a SiC–TiC–TiB2 composite ceramic compound. Appl. Surf. Sci. 2003, 208, 285–291. [Google Scholar] [CrossRef]
- Singh, R.P.; Singhal, S. Rotary ultrasonic machining: A review. Mater. Manuf. Process. 2016, 31, 1795–1824. [Google Scholar] [CrossRef]
- Li, H.; Wang, Y.; Wang, Z.; Zhao, Z. Fabrication of ZrB2–SiC–graphite ceramic micro-nozzle by micro-EDM segmented milling. J. Micromechanics Microengineering 2018, 28, 105022. [Google Scholar] [CrossRef]
- Ramulu, M. Ultrasonic machining effects on the surface finish and strength of silicon carbide ceramics. Int. J. Manuf. Technol. Manag. 2005, 7, 107–126. [Google Scholar] [CrossRef]
- Jia, Y.; Mehta, S.T.; Li, R.; Chowdhury, M.A.R.; Horn, T.; Xu, C. Additive manufacturing of ZrB2–ZrSi2 ultra-high temperature ceramic composites using an electron beam melting process. Ceram. Int. 2021, 47, 2397–2405. [Google Scholar] [CrossRef]
- Pasagada, V.K.V.; Yang, N.; Xu, C. Electron beam sintering (EBS) process for Ultra-High Temperature Ceramics (UHTCs) and the comparison with traditional UHTC sintering and metal Electron Beam Melting (EBM) processes. Ceram. Int. 2022, 48, 10174–10186. [Google Scholar] [CrossRef]
- Ghasali, E.; Asl, M.S. Microstructural development during spark plasma sintering of ZrB2–SiC–Ti composite. Ceram. Int. 2018, 44, 18078–18083. [Google Scholar] [CrossRef]
- Adibpur, F.; Tayebifard, S.A.; Zakeri, M.; Asl, M.S. Spark plasma sintering of quadruplet ZrB2–SiC–ZrC–Cf composites. Ceram. Int. 2020, 46, 156–164. [Google Scholar] [CrossRef]
- Kovaleva, M.; Sirota, V.; Goncharov, I.; Novikov, V.; Yapryntsev, M.; Vagina, O.; Pavlenko, I.; Tyurin, Y. Oxidation Behavior and Microstructural Evolution of ZrB2–35MoSi2–10Al Composite Coating. Coatings 2021, 11, 1531. [Google Scholar] [CrossRef]
- Kovaleva, M.; Sirota, V.; Goncharov, I.; Novikov, V.; Yapryntsev, M.; Vagina, O.; Pavlenko, I.; Tyurin, Y.; Mogucheva, A. Kinetics Investigation of the Formation of a Gas-Resistant Glass-Forming Layer during the Oxidation of ZrB2-MoSi2-Y2O3-Al Coatings in the Air Atmosphere. Coatings 2021, 11, 1018. [Google Scholar] [CrossRef]
- Vasile, B.S.; Birca, A.C.; Surdu, V.A.; Neacsu, I.A.; Nicoară, A.I. Ceramic composite materials obtained by electron-beam physical vapor deposition used as thermal barriers in the aerospace industry. Nanomaterials 2020, 10, 370. [Google Scholar] [CrossRef]
- Cui, K.; Mao, H.; Zhang, Y.; Wang, J.; Wang, H.; Tan, T.; Fu, T. Microstructure, mechanical properties, and reinforcement mechanism of carbide toughened ZrC-based ultra-high temperature ceramics: A review. Compos. Interfaces 2022, 29, 729–748. [Google Scholar] [CrossRef]
- Mao, H.; Shen, F.; Zhang, Y.; Wang, J.; Cui, K.; Wang, H.; Lv, T.; Fu, T.; Tan, T. Microstructure and mechanical properties of carbide reinforced tic-based ultra-high temperature ceramics: A review. Coatings 2021, 11, 1444. [Google Scholar] [CrossRef]
- Tang, S.; Hu, C. Design, preparation and properties of carbon fiber reinforced ultra-high temperature ceramic composites for aerospace applications: A review. J. Mater. Sci. Technol. 2017, 33, 117–130. [Google Scholar] [CrossRef]
- Han, D.; Mei, H.; Xiao, S.; Dassios, K.G.; Cheng, L. A review on the processing technologies of carbon nanotube/silicon carbide composites. J. Eur. Ceram. Soc. 2018, 38, 3695–3708. [Google Scholar] [CrossRef]
- Nakamura, T.; Oka, T.; Imanari, K.; Shinohara, K.; Ishizaki, M. Development of CMC turbine parts for aero engines. IHI Eng. Rev. 2014, 47, 29–32. [Google Scholar]
- Gautam, S.; Malik, P.; Jain, P. Ceramic composites for aerospace applications. Diffus. Found. 2019, 23, 31–39. [Google Scholar]
- Hart, A.H.; Koizumi, R.; Hamel, J.; Owuor, P.S.; Ito, Y.; Ozden, S.; Bhowmick, S.; Syed Amanulla, S.A.; Tsafack, T.; Keyshar, K. Velcro-inspired SiC fuzzy fibers for aerospace applications. ACS Appl. Mater. Interfaces 2017, 9, 13742–13750. [Google Scholar] [CrossRef]
- Gwon, J.Y.; Jang, S.H.; Kwon, W.T.; Kim, Y.-W. Micro electrical discharge drilling characteristics of conductive SiC–Ti2CN composite. J. Mech. Sci. Technol. 2018, 32, 3351–3358. [Google Scholar] [CrossRef]
- Ming, W.; Xie, Z.; Cao, C.; Liu, M.; Zhang, F.; Yang, Y.; Zhang, S.; Sun, P.; Guo, X. Research on EDM Performance of Renewable Dielectrics under Different Electrodes for Machining SKD11. Crystals 2022, 12, 291. [Google Scholar] [CrossRef]
- Zapata-Solvas, E.; Jayaseelan, D.D.; Lin, H.-T.; Brown, P.; Lee, W.E. Mechanical properties of ZrB2-and HfB2-based ultra-high temperature ceramics fabricated by spark plasma sintering. J. Eur. Ceram. Soc. 2013, 33, 1373–1386. [Google Scholar] [CrossRef]
- Kumar, S.S.; Erdemir, F.; Varol, T.; Kumaran, S.T.; Uthayakumar, M.; Canakci, A. Investigation of WEDM process parameters of Al–SiC–B4C composites using response surface methodology. Int. J. Lightweight Mater. Manuf. 2020, 3, 127–135. [Google Scholar] [CrossRef]
- Marschall, J.; Fletcher, D.G. High-enthalpy test environments, flow modeling and in situ diagnostics for characterizing ultra-high temperature ceramics. J. Eur. Ceram. Soc. 2010, 30, 2323–2336. [Google Scholar] [CrossRef]
- Fattahi, M.; Ershadi, M.N.; Vajdi, M.; Moghanlou, F.S.; Namini, A.S.; Asl, M.S. On the simulation of spark plasma sintered TiB2 ultra high temperature ceramics: A numerical approach. Ceram. Int. 2020, 46, 14787–14795. [Google Scholar] [CrossRef]
- Xia, H.; Zhao, G.; Zhang, Y.; Li, L.; He, N.; Hansen, H.N. Nanosecond laser-induced controllable oxidation of TiB2–TiC ceramic composites for subsequent micro milling. Ceram. Int. 2022, 48, 2470–2481. [Google Scholar] [CrossRef]
- Oliveira, V.; Vilar, R.; Conde, O. Excimer laser ablation of Al2O3–TiC ceramics: Laser induced modifications of surface topography and structure. Appl. Surf. Sci. 1998, 127, 831–836. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Wu, Z.; Cheng, H. Effect of regular surface textures generated by laser on tribological behavior of Si3N4/TiC ceramic. Appl. Surf. Sci. 2013, 265, 823–832. [Google Scholar] [CrossRef]
- Feng, G.; Li, H.; Yao, X.; Ren, B.; Jia, Y.; Sun, J. Evaluation of ablation resistant ZrC-SiC multilayer coating for SiC coated carbon/carbon composites under oxyacetylene and laser conditions. Corros. Sci. 2022, 205, 110427. [Google Scholar] [CrossRef]
- Jayaseelan, D.D.; Zapata-Solvas, E.; Brown, P.; Lee, W.E. In situ formation of oxidation resistant refractory coatings on SiC-reinforced ZrB2 ultra high temperature ceramics. J. Am. Ceram. Soc. 2012, 95, 1247–1254. [Google Scholar] [CrossRef]
- Best, J.P.; Zechner, J.; Wheeler, J.M.; Schoeppner, R.; Morstein, M.; Michler, J. Small-scale fracture toughness of ceramic thin films: The effects of specimen geometry, ion beam notching and high temperature on chromium nitride toughness evaluation. Philos. Mag. 2016, 96, 3552–3569. [Google Scholar] [CrossRef]
- Uglov, V.V.; Remnev, G.E.; Kuleshov, A.K.; Astashinski, V.M.; Saltymakov, M.S. Formation of hardened layer in WC-TiC-Co alloy by treatment of high intensity pulse ion beam and compression plasma flows. Surf. Coat. Technol. 2010, 204, 1952–1956. [Google Scholar] [CrossRef]
- Wolfe, D.E.; Singh, J.; Narasimhan, K. Synthesis and characterization of multilayered TiC/TiB2 coatings deposited by ion beam assisted, electron beam-physical vapor deposition (EB-PVD). Surf. Coat. Technol. 2003, 165, 8–25. [Google Scholar] [CrossRef]
- Wang, J.; Li, W.-Z.; Shi, B.; Luo, J.-B. Nano-indentation study on the mechanical properties of TiC/Mo multilayers deposited by ion beam assisted deposition. Surf. Coat. Technol. 2000, 128, 161–165. [Google Scholar] [CrossRef]
- Gao, B.; Peng, H.; Liang, Y.; Lin, J.; Chen, B. Electron beam melted TiC/high Nb-TiAl nanocomposite: Microstructure and mechanical property. Mater. Sci. Eng. A 2021, 811, 141059. [Google Scholar] [CrossRef]
- Oh, J.C.; Lee, S. Correlation of microstructure with hardness and fracture properties of (TiC, SiC)/Ti-6Al-4V surface composites fabricated by high-energy electron-beam irradiation. Surf. Coat. Technol. 2004, 179, 340–348. [Google Scholar]
- Kiran, K.; Kumar, K.R.; Chandrasekar, K. Optimization of Abrasive Water Jet Machining Parameters of Al/Tic Using Response Surface Methodology and Modified Artificial Bee Colony Algorithm. In Nature-Inspired Optimization in Advanced Manufacturing Processes and Systems; CRC Press: Boca Raton, FL, USA, 2020; pp. 245–258. [Google Scholar]
- Ming, W.; Cao, C.; Shen, F.; Zhang, Z.; Liu, K.; Du, J.; Jia, H. Numerical and experimental study on WEDM of BN-AlN-TiB2 composite ceramics based on a fusion FEM model. J. Manuf. Process. 2022, 76, 138–154. [Google Scholar] [CrossRef]
- Ming, W.; Sun, P.; Zhang, Z.; Qiu, W.; Du, J.; Li, X.; Zhang, Y.; Zhang, G.; Liu, K.; Wang, Y. A systematic review of machine learning methods applied to fuel cells in performance evaluation, durability prediction, and application monitoring. Int. J. Hydrogen Energy 2022, in press. [Google Scholar] [CrossRef]
- Zhang, Y.; Zhang, G.; Zhang, Z.; Zhang, Y.; Huang, Y. Effect of assisted transverse magnetic field on distortion behavior of thin-walled components in WEDM process. Chin. J. Aeronaut. 2022, 35, 291–307. [Google Scholar] [CrossRef]
- Rasaki, S.A.; Zhang, B.; Anbalgam, K.; Thomas, T.; Yang, M. Synthesis and application of nano-structured metal nitrides and carbides: A review. Prog. Solid State Chem. 2018, 50, 1–15. [Google Scholar] [CrossRef]
- Bocanegra-Bernal, M.H.; Matovic, B. Mechanical properties of silicon nitride-based ceramics and its use in structural applications at high temperatures. Mater. Sci. Eng. A 2010, 527, 1314–1338. [Google Scholar] [CrossRef]
- Miyauchi, J.; Kobayashi, Y. Development of silicon nitride turbine rotors. SAE Trans. 1985, 94, 858–862. [Google Scholar]
- Diaz, O.G.; Luna, G.G.; Liao, Z.; Axinte, D. The new challenges of machining Ceramic Matrix Composites (CMCs): Review of surface integrity. Int. J. Mach. Tools Manuf. 2019, 139, 24–36. [Google Scholar] [CrossRef]
- Rashid, A.; Perveen, A.; Jahan, M.P. Understanding novel assisted electrode from a theoretical and experimental perspectives for EDM of aluminum nitride ceramics. Int. J. Adv. Manuf. Technol. 2021, 116, 2959–2973. [Google Scholar] [CrossRef]
- Putyra, P.; Laszkiewicz-Lukasik, J.; Wyżga, P.; Podsiadlo, M.; Smuk, B. The selection of phase composition of silicon nitride ceramics for shaping with the use of EDM machining. Manuf. Eng. 2011, 48, 35–40. [Google Scholar]
- Selvarajan, L.; Narayanan, C.S.; Jeyapaul, R.; Manohar, M. Optimization of EDM process parameters in machining Si3N4-TiN conductive ceramic composites to improve form and orientation tolerances. Measurement 2016, 92, 114–129. [Google Scholar] [CrossRef]
- Schubert, A.; Zeidler, H.; Kühn, R.; Hackert-Oschätzchen, M.; Flemmig, S.; Treffkorn, N. Investigation of ablation behaviour in micro-EDM of nonconductive ceramic composites ATZ and Si3N4-TiN. Procedia CIRP 2016, 42, 727–732. [Google Scholar] [CrossRef]
- Marrocco, V.; Modica, F.; Bellantone, V.; Medri, V.; Fassi, I. Pulse-type influence on the micro-EDM milling machinability of Si3N4-TiN workpieces. Micromachines 2020, 11, 932. [Google Scholar] [CrossRef]
- Bucciotti, F.; Mazzocchi, M.; Bellosi, A. Perspectives of the Si3N4-TiN ceramic composite as a biomaterial and manufacturing of complex-shaped implantable devices by electrical discharge machining (EDM). J. Appl. Biomater. Biomech. 2010, 8, 28–32. [Google Scholar]
- Knowles, M.R.H.; Rutterford, G.; Karnakis, D.; Ferguson, A. Micro-machining of metals, ceramics and polymers using nanosecond lasers. Int. J. Adv. Manuf. Technol. 2007, 33, 95–102. [Google Scholar] [CrossRef]
- Tshabalala, L.C.; Pityana, S. Surface texturing of Si3N4-SiC ceramic tool components by pulsed laser machining. Surf. Coat. Technol. 2016, 289, 52–60. [Google Scholar] [CrossRef]
- Blugan, G.; Herrmann, T.; Graule, T.; Kuebler, J. Laser machining of silicon nitride based composite cantilever structures. Opt. Lasers Eng. 2011, 49, 1095–1100. [Google Scholar] [CrossRef]
- Kandi, K.K.; Thallapalli, N.; Chilakalapalli, S.P.R. Development of silicon nitride-based ceramic radomes—A review. Int. J. Appl. Ceram. Technol. 2015, 12, 909–920. [Google Scholar] [CrossRef]
- Campbell, G.R.; Islam, M.U. Laser machining of silicon nitride base materials. Mater. Manuf. Process 1995, 10, 509–518. [Google Scholar] [CrossRef]
- Vlasova, M.; Alimbekov, M.S.; Zhelezov, P.E.; Mel’Nikov, I.V.; Tokarev, V.N.; Aguilar, P.M.; Kakazey, M.; Reséndiz-González, M.C.; Tapia, R.G. Laser-induced Si3N4-TiN ceramics degradation. Ceram. Int. 2020, 46, 3668–3674. [Google Scholar] [CrossRef]
- Xing, Y.; Luo, C.; Wan, Y.; Huang, P.; Wu, Z.; Zhang, K. Formation of bionic surface textures composed by micro-channels using nanosecond laser on Si3N4-based ceramics. Ceram. Int. 2021, 47, 12768–12779. [Google Scholar] [CrossRef]
- Xing, Y.; Deng, J.; Lian, Y.; Zhang, K.; Zhang, G.; Zhao, J. Multiple nanoscale parallel grooves formed on Si3N4/TiC ceramic by femtosecond pulsed laser. Appl. Surf. Sci. 2014, 289, 62–71. [Google Scholar] [CrossRef]
- Colligon, J.S.; Vishnyakov, V.; Valizadeh, R.; Donnelly, S.E.; Kumashiro, S. Study of nanocrystalline TiN/Si3N4 thin films deposited using a dual ion beam method. Thin Solid Film. 2005, 485, 148–154. [Google Scholar] [CrossRef]
- Mitrofanov, M.I.; Rodin, S.N.; Levitskii, I.V.; Troshkov, S.I.; Sakharov, A.V.; Lundin, W.V.; Evtikhiev, V.P. Ga focused ion beam etching of a Si3N4/GaN substrate for submicron selective epitaxy. J. Phys. Conf. Ser. 2017, 816, 012009. [Google Scholar] [CrossRef]
- Huang, H.; Zhang, Z.; Ming, W.; Xu, Z.; Zhang, Y. A novel numerical predicting method of electric discharge machining process based on specific discharge energy. Int. J. Adv. Manuf. Technol. 2017, 88, 409–424. [Google Scholar] [CrossRef]
- Ming, W.; Hou, J.; Zhang, Z.; Huang, H.; Xu, Z.; Zhang, G.; Huang, Y. Integrated ANN-LWPA for cutting parameter optimization in WEDM. Int. J. Adv. Manuf. Technol. 2016, 84, 1277–1294. [Google Scholar] [CrossRef]
- Ming, W.; Zhang, S.; Zhang, G.; Du, J.; Ma, J.; He, W.; Cao, C.; Liu, K. Progress in modeling of electrical discharge machining process. Int. J. Heat Mass Transf. 2022, 187, 122563. [Google Scholar] [CrossRef]
- Umroh, B.; Ginting, A.; Rahman, M.N.A. CO2 laser machining on alumina ceramic: A review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 1003, 012131. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Methods | Materials | Findings | Remarks | Authors, Published Year |
|---|---|---|---|---|
| EDM | ZrB2–SiC and ZrB2–SiC–HfB2 | The Ra of ZrB2–SiC and ZrB2–SiC HfB2 after machining was 0.6 μm and 1 μm, respectively. The Rt measured 4.9 μm and 7.5 μm. The surface microcracks reduce the bending strength by 26.4% on average. | It has been demonstrated to be efficient in the EDM of UHTCMCs sintered parts for more intricate parts. | Monteverde [75], 2008 |
| ZrB2–SiC–graphite | The machining efficiency of the sheet electrode was increased by 3.9 times on average; the thin cylindrical electrode could improve the surface quality, and the Ra after finishing was reduced from 1.56 to 0.97 μm. | The use of cylindrical tool electrode can significantly improve the micro EDM. | Li [76], 2017 | |
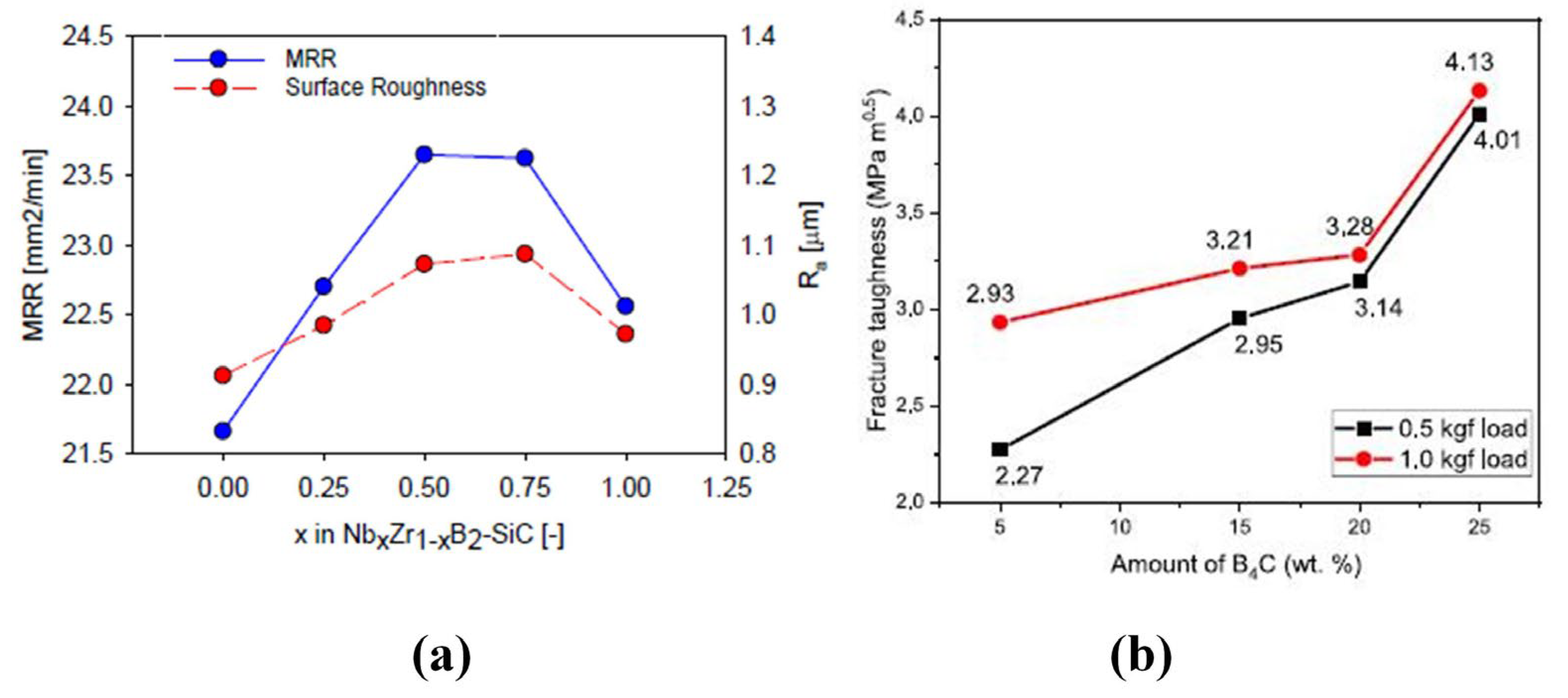
| ZrB2–SiC and NbB2–SiC | When x of (NbxZr1–x) B2–SiC was 0.5 and 0.75, the MRR and Ra of the material were the highest, at 23.7 and 23.6 mm2/min, and 1.06 and 1.09 μm, respectively. | The presence of transition metal oxides in the heat affected zone has significant influence on the surface quality and removal efficiency of the materials. | Malek [77], 2013 | |
| ZrB2–SiC | The fracture toughness and bending strength were both 6.5 ± 0.3 Mpa · m1/2 and 695.5 ± 13.3 MPa. The surface roughness parameters of Sa, Sz and Sq were 6.3617 μm, 44.4468 μm and 7.8314 μm, respectively. | It can perform precision micro- or mirror–EDM as well as complex structure machining. | Han [78], 2013 | |
| ZrB2–SiC | The resistivity steadily rose from 0.3 to 3.5 Ω.cm as the SiC concentration grew from 5 to 20%. | It is necessary to clarify the precise ZrB2–SiC machining mechanism. | Saha [81], 2014 | |
| ZrB2–SiC | The bending strength and tantalum MRR were highest on the workpiece, with a SiC content of 25% by volume. | The EDM performance of ZrB2–SiC composites is investigated. | Sivasankar [82], 2016 | |
| ZrB2–B4C | The average Ra was between 1.26 and 5.64 μm when the content of B4C was 25 wt.%. | The composition with 25 wt.% B4C has the highest machining speed, a dense structure and superior physical and mechanical qualities. | Mandal [83], 2022 | |
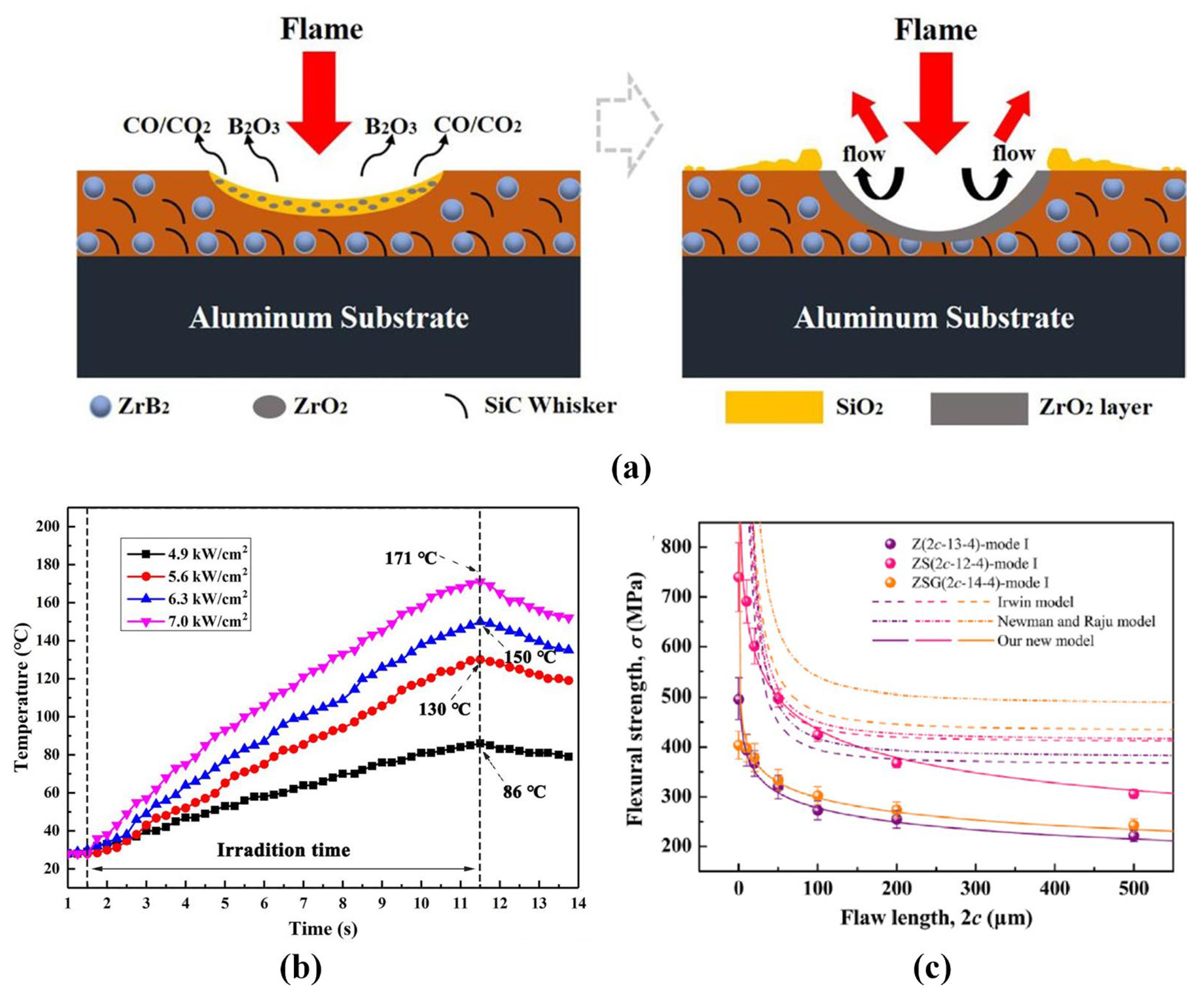
| Laser machining | ZrO2 sol–gel composite coating | When the power density was 6.3 kW/cm2, the maximum back surface temperature of the coating was only 150 °C. | The developed coating can withstand continuous high- energy laser irradiation. | Yang [90], 2021 |
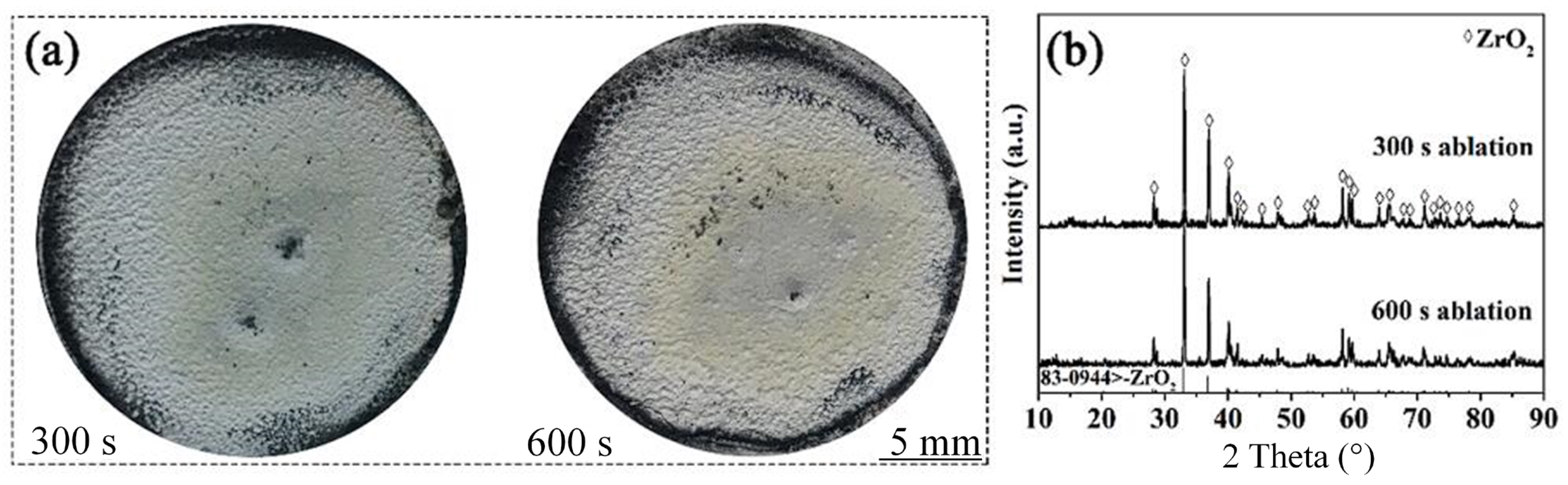
| ZrB2–SiC | After surface treatment with 70 W laser on ceramics, about 8.3 ± 1.4 μm thick uniform glass layer. | It offers a substitute for the oxidation machine that occurs in ceramic materials. | Mahmod [91], 2015 | |
| ZrB2, ZrB2–SiC and ZrB2–SiC–G | Using the femtosecond laser method, we successfully manufactured UHTCMCs with controllable size (length of 5–500 μm, depth of 1–51 μm), shape (tip radius of 0.5–6 μm) and direction (angle 0–90°). | Future reliability assessments of brittle structures and the design of high-strength brittle materials will greatly benefit from this. | Wang [92], 2020 | |
| ZrB2–39 mol.% SiC | Using a 90 W laser, a dense crust with a thickness of more than 20 μm was obtained on a surface area of 0.36 cm2 in less than 2 min. | This work confirms the feasibility of laser surface densification of porous ZrB2–SiC pieces. | Lonné [93], 2012 | |
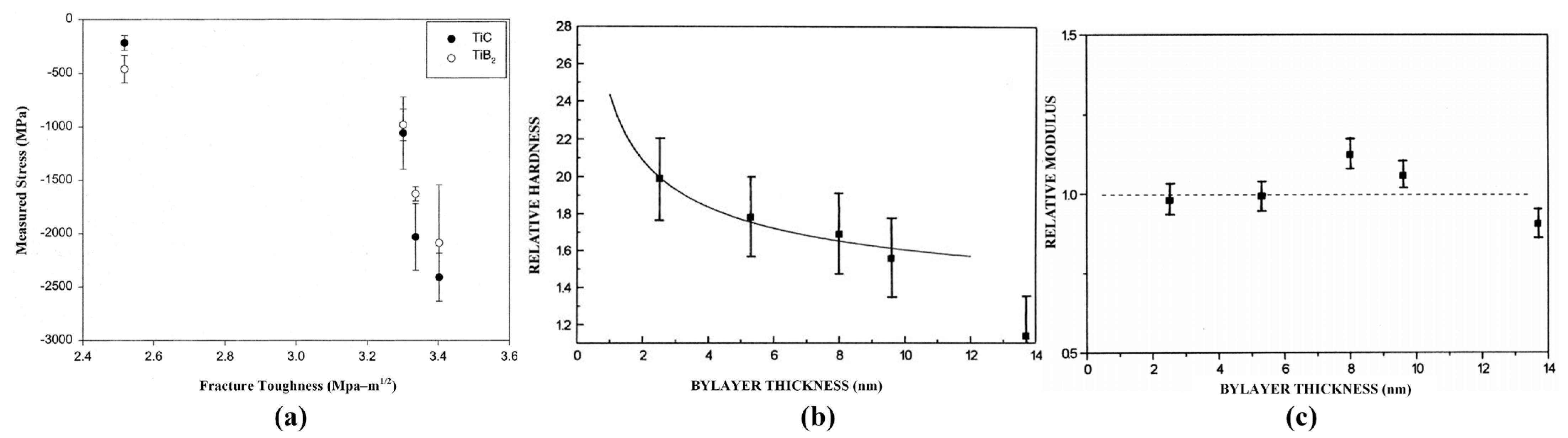
| SiC and SiC–TiC–TiB2 | SiC had an ablative threshold of 0.63 J/cm2, while SiC–TiC–TiB2 composite ceramic had a threshold of 1.38 J/cm2. | Determined by threshold flows and morphology. | Singh [94], 2003 | |
| RUM | ZrB2–SiC–G | The radial and axial machining errors of the 400 μm electrode were less than 16 μm and 17 μm, respectively, and the machining efficiency was 1.6 times higher than that when using a small electrode. | It is possible to realize high- precision combined machining of micro-three-dimensional structures. | Li [96], 2018 |
| SiC and TiB2/SiC | The average Ra of TiB2/SiC composites was 3.7 to 5.90 μm, in which the size of TiB particles was 3 to 5 μm, and the Ra of SiC workpiece materials ranges from 2.1 to 7.54 μm. | The machinability of SiC and TiB2/SiC was studied systematically. | Ramulu [97], 2005 | |
| EBM | ZrB2–30 vol% ZrSi2 | GR had a lower TWR than other tools, especially when the pulse off time was 24 μs, it was less than 1.5 mg/min. | Demonstrated the potential of EBM for additive manufacturing of UHTCMCs with complex geometry. | Jia [98], 2021 |
| ZrB2 based UHTC | The machining depth of 700 W sample was 192 ± 20 μm, 165 μm and 139 ± 21 μm. | The EBM system has been validated for use with commercial ultrahigh-temperature superconducting materials. | Pasagada [99], 2022 | |
| SPS | ZrB2–SiC | In the case of ceramic matrix composites, a sintering temperature of 2000 °C and an applied pressure of 50 Mpa were used to result in appropriate densification. | The qualities of sintered ceramic composites may be improved due to ZrB2’s natural fire resistance. | Ghasali [100], 2018 |
| ZrB2–SiC–ZrC–Cf | When ZrB2–18.5 vol.% SiC composites with 5 vol.% ZrC and 2.5 vol.% Cf were enhanced, the material had a relative density of 99.6%, a hardness of 18 GPa and a bending strength of 565 MPa. | Multicomponent composite material sampling method is feasible. | Adibpur [101], 2005 |
| Machining Methods | Materials | Findings | Remarks | Authors, Published Year |
|---|---|---|---|---|
| EDM | SiC–Ti2CN | The MRR of SiC–Ti2CN and SUS304 converged to about 44,000 μm3/s and 23,700 μm3/s, respectively, when the unit discharge energy was high. | Study on micro-EDM properties of novel conductive SiC–Ti2CN composite. | Gwon [112], 2018 |
| ZrB2–SiC–graphite | Following were the ideal machining parameters: discharged current of 3 A, pulse time of 10 μs and cycle period of 0.88. | This technique is useful for figuring out the best parameter settings for EDM ceramic composites. | Patel [73], 2009 | |
| ZrB2–SiC and NbB2–SiC | The optimum machining conditions were as follows: the current of 20 A, pulse switching time of 108.6 μs, wire feeding speed of 10 mm/min, and B4C content in the composite of 5.65%. | Machinability prediction model | Kumar [115], 2022 | |
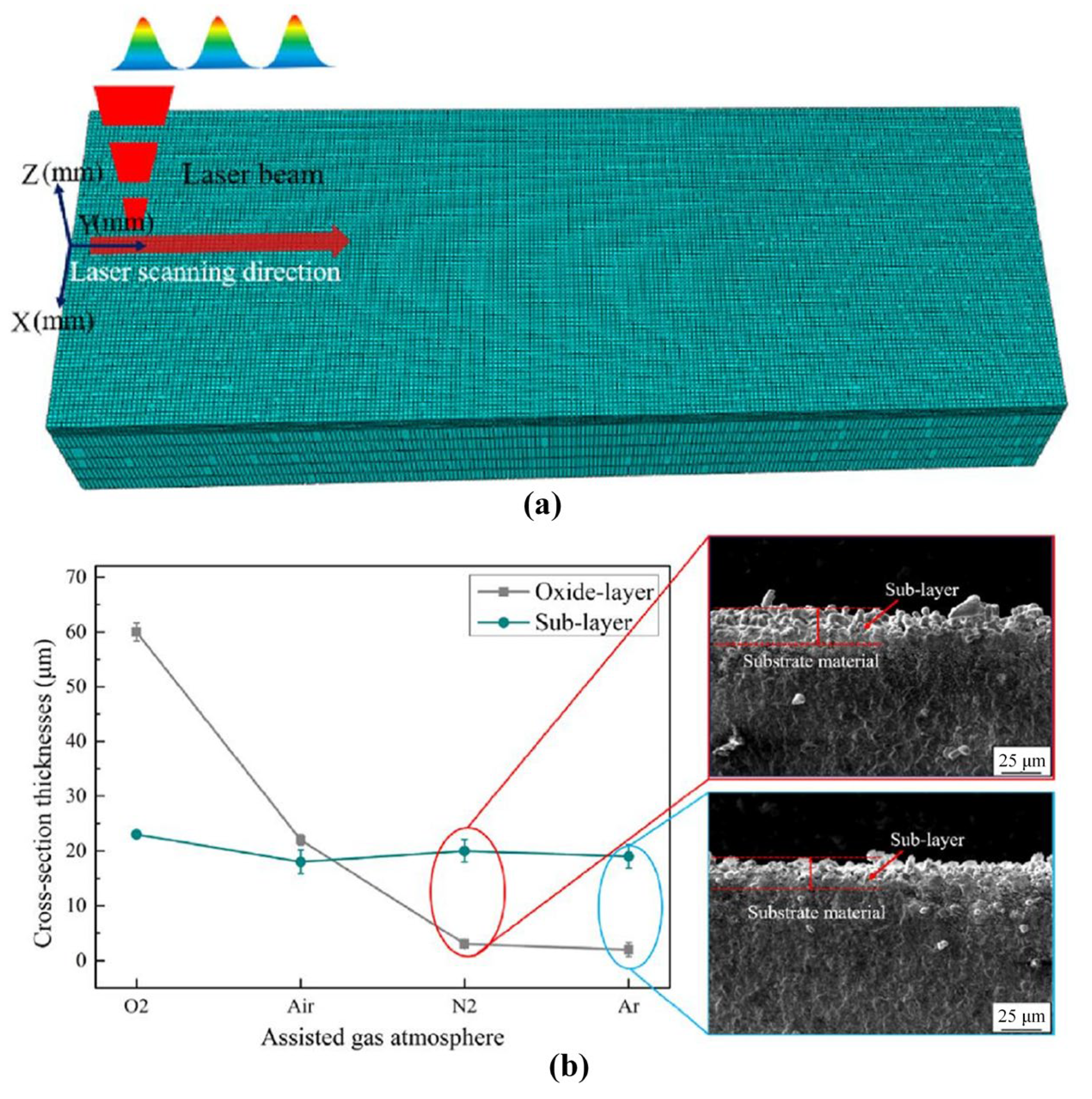
| Laser machining | TiB2–TiC | Under a laser flux of 10.78 J/cm2 and a scanning speed of 1 mm/s, the hardness of the sublayer was 9.6 ± 0.7 GPa, which was far lower than the hardness of 20 ± 0.7 GPa. | It offers a theoretical foundation for the upcoming fine milling. | Xia [118], 2022 |
| Al2O3–34 wt.% TiC | The limit roughness increases from 0.12 to 0.65 mm as the flux increases from 2 to 8 J/cm2. | Laser micromachining Al2O3–34 wt.%TiC ceramics is proven to be feasible. | Oliveira [119], 1998 | |
| Si3N4/TiC | The friction coefficient was stable at 0.6–0.7 for smooth surfaces and 0.4–0.6 for textured surfaces. | On Si3N4 ceramics, the use of laser surface texturing is discussed. | Xing [120], 2013 | |
| ZrC–SiC | The linear and mass ablation rates of the coating were −0.37 μm/s and −0.09 mg/s, respectively. | Scale evolution of multilayer coatings is discussed in depth. | Feng [121], 2022 | |
| IBM | WcTiC–Co | The CPF pulse lasted longer when the energy density was 13~40 J/cm2. | HPI and CPF are successfully used to improve the mechanical properties and wear resistance of WcTiC–Co. | Uglov [124], 2010 |
| WC–6wt.%Co | The adhesion of a 4 um multilayer film exceeded 50 nm. | The effect of the total number of TiB coatings on its properties is discussed using various characterization methods. | Wolfe [125], 2003 | |
| TiC/Mo | The highest hardness, 21.40 GPa, was discovered at λ = 2.5 nm. | The possible mechanism of hardening is discussed. | Wang [126], 2000 | |
| EBM | TiC/high Nb–TiAl | The microhardness of the material was 433 ± 10HV0.2, the ultimate tensile strength was 657 ± 155 MPa and the fracture toughness was 8.1 ± 0.1 MPa√m. | The behavior of solidification and subsequent microstructure degradation are influenced by particles. | Gao [127], 2021 |
| (TiC, SiC)/Ti–6Al–4V | The thickness of the surface composite layer was basically uniform at 1.2~2.1 mm. | It is expected to serve as the basic data for the selection and application of composite materials. | Oh [128], 2004 | |
| AWJM | Al/TiC | The MRR and surface roughness were 2.024 mm3/min and 2.832 μm, respectively. | Study on water jet machining properties of Al/Tic composites. | Kiran [129], 2020 |
| Machining Methods | Materials | Findings | Remarks | Authors, Published Year |
|---|---|---|---|---|
| EDM | Si3N4–TiN | The best performance parameters resulted in a current of 7 A, a pulse opening time of 7 µs, a pulse closing time of 9 µs, a dielectric pressure of 18 kg/cm2 and a spark gap voltage of 40 V. | This method can effectively improve the spark corrosion machine. | Selvarajan [139], 2016 |
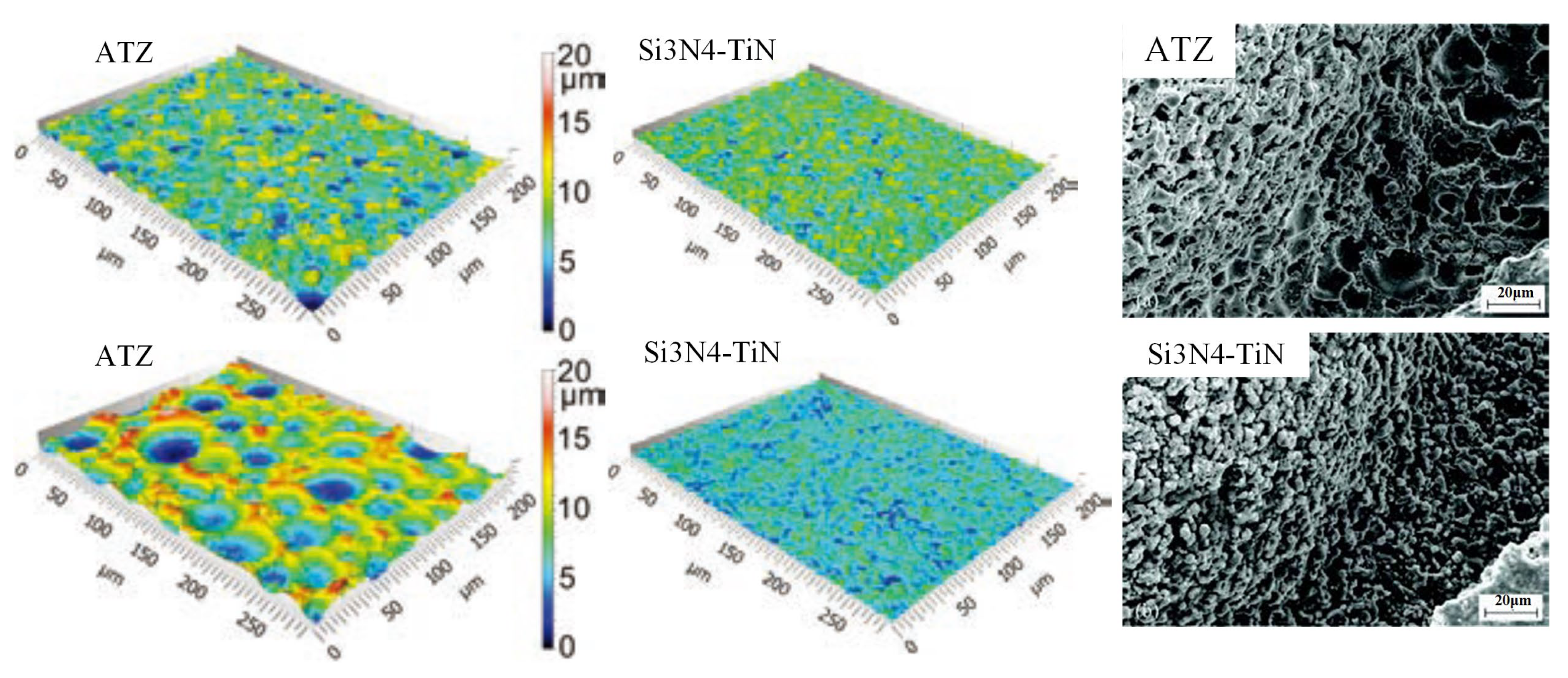
| ATZ and Si3N4–TiN | The range of the optimization parameter set was found to be between 40 and 60 µJ for ATZ and between 100 and 110 µJ for Si3N4–TiN. | It encouraged using Si3N4–TiN in biomedicine. | Schuber [140], 2016 | |
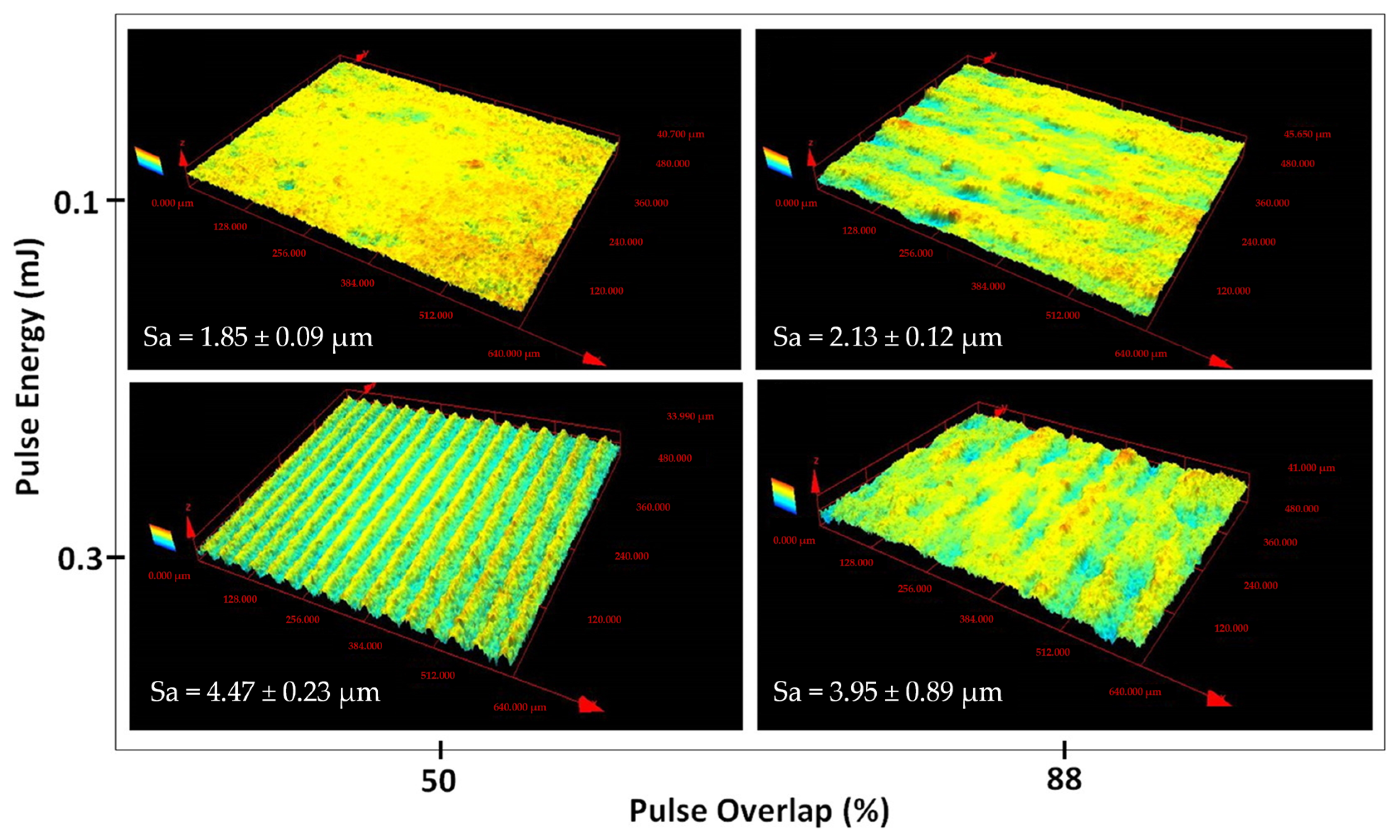
| Si3N4–TiN | The surface roughness Ra measured after micro-EDM was between 0.77 and 0.98 μm, and the initial roughness Ra of the workpiece was between 0.16 and 0.30 μm. | Evaluation of the effect of discharge pulse shape on micro-EDM performance | Marrocco [141], 2020 | |
| Si3N4–TiN | The Ra value of the material was 1.40 ± 0.15 μm on the flat surface and the machined surface. | Encourages further research on Si3N4–TiN as a biomaterial. | Bucciotti [142], 2010 | |
| Laser machining | TiN/Si3N4 | Between 0.8 and 1.0 J/pulse, the surface roughness was 0.81 μm on average. | Verifying the feasibility of laser machining TiN/Si3N4. | Campbell [147], 1995 |
| Si3N4/TiC | The SiO2 halo was first formed during the ablation machine at E ≈ 5 J. At E ≈ 10 J, a halo that could be attributed to Ti appeared. | To open up new opportunities for modifying surface characteristics and producing nanomaterials for a number of technical fields. | Vlasova [148], 2020 | |
| Si3N4–SiC | Material removal threshold was set at 0.1 mJ (0.78 × 105 J/m2). | Exploring the material response during PLM surface texturing. | Tshabalala [144], 2016 | |
| Si3N4/TiC | The optimized laser machining parameters were as follows: laser power of 10 W, frequency of 20 kHz, scanning speed of 50 mm/s and one overscan. | The effect of laser parameters on microchannels is studied. | Xing [149], 2021 | |
| Si3N4/TiC | The ideal parameters were a 2.5 μJ pulse energy, a scan speed of 130 μm/s and a single-pass scan. | The use of a femtosecond pulsed laser in the surface nanobraiding of ceramics based on Si3N4 is very important. | Xing [150], 2014 | |
| IBM | TiN/Si3N4 | The microhardness values for the substrate that was deposited at 400 °C were 7–8 GPa or higher. | These coatings are highly thermally stable. | Colligon [151], 2005 |
| Si3N4/GaN | After FIB etching, the etching depth of the material was 6–7 nm, and the average Ra was 0.53 nm. | The obtained results can be used for the prototyping of submicron photonic and electronic structures. | Mitrofanov [152], 2017 |
| Machining Machine | Parameter Influencing Economy | |||||
|---|---|---|---|---|---|---|
| Capital Investment | Toolings/ Fixtures | Power Requirements | Removal Efficiency | Roughness of Surface | Tool Wear Ratio | |
| Electrical discharge machining | Medium | High | Low | High | Medium | High |
| Laser machining | Medium | Low | Very low | Very high | Medium | Very low |
| Ultrasonic machining | Low | Low | Low | High | Very Low | Medium |
| Electrochemical machining | Very high | Medium | Medium | Low | Low | Very low |
| Plasma arc machining | Very low | Low | Very low | Very low | Very high | Very low |
| Chemical machining | Medium | Low | High | Medium | Low | Very low |
| Conventional machining | Low | Low | Low | Very low | Very Low | Low |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lu, Y.; Sun, P.; Yang, X.; Guo, X.; Li, X.; Ming, W. Review of Research Progress in Nontraditional Machining of Ultrahigh-Temperature Ceramic Matrix Composites. Coatings 2023, 13, 187. https://doi.org/10.3390/coatings13010187
Lu Y, Sun P, Yang X, Guo X, Li X, Ming W. Review of Research Progress in Nontraditional Machining of Ultrahigh-Temperature Ceramic Matrix Composites. Coatings. 2023; 13(1):187. https://doi.org/10.3390/coatings13010187
Chicago/Turabian StyleLu, Ya, Peiyan Sun, Xiaohong Yang, Xudong Guo, Xiaoke Li, and Wuyi Ming. 2023. "Review of Research Progress in Nontraditional Machining of Ultrahigh-Temperature Ceramic Matrix Composites" Coatings 13, no. 1: 187. https://doi.org/10.3390/coatings13010187
APA StyleLu, Y., Sun, P., Yang, X., Guo, X., Li, X., & Ming, W. (2023). Review of Research Progress in Nontraditional Machining of Ultrahigh-Temperature Ceramic Matrix Composites. Coatings, 13(1), 187. https://doi.org/10.3390/coatings13010187