
Development and Characterisation of Arabinoxylan-Based Composite Films





Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Extraction of Arabinoxylan
2.3. Characterisation of the Emulsion Phases in Terms of Interfacial Tension
2.4. Preparation of the Arabinoxylan Films
2.5. Preparation of the Emulsified Arabinoxylan Films
2.6. Preparation of the Multilayer Arabinoxylan Films
2.7. Characterisation of the Films
2.7.1. Thickness Measurement
2.7.2. Colour Measurement
2.7.3. Barrier Properties to UV-vis Radiation
2.7.4. Water Vapour Permeability
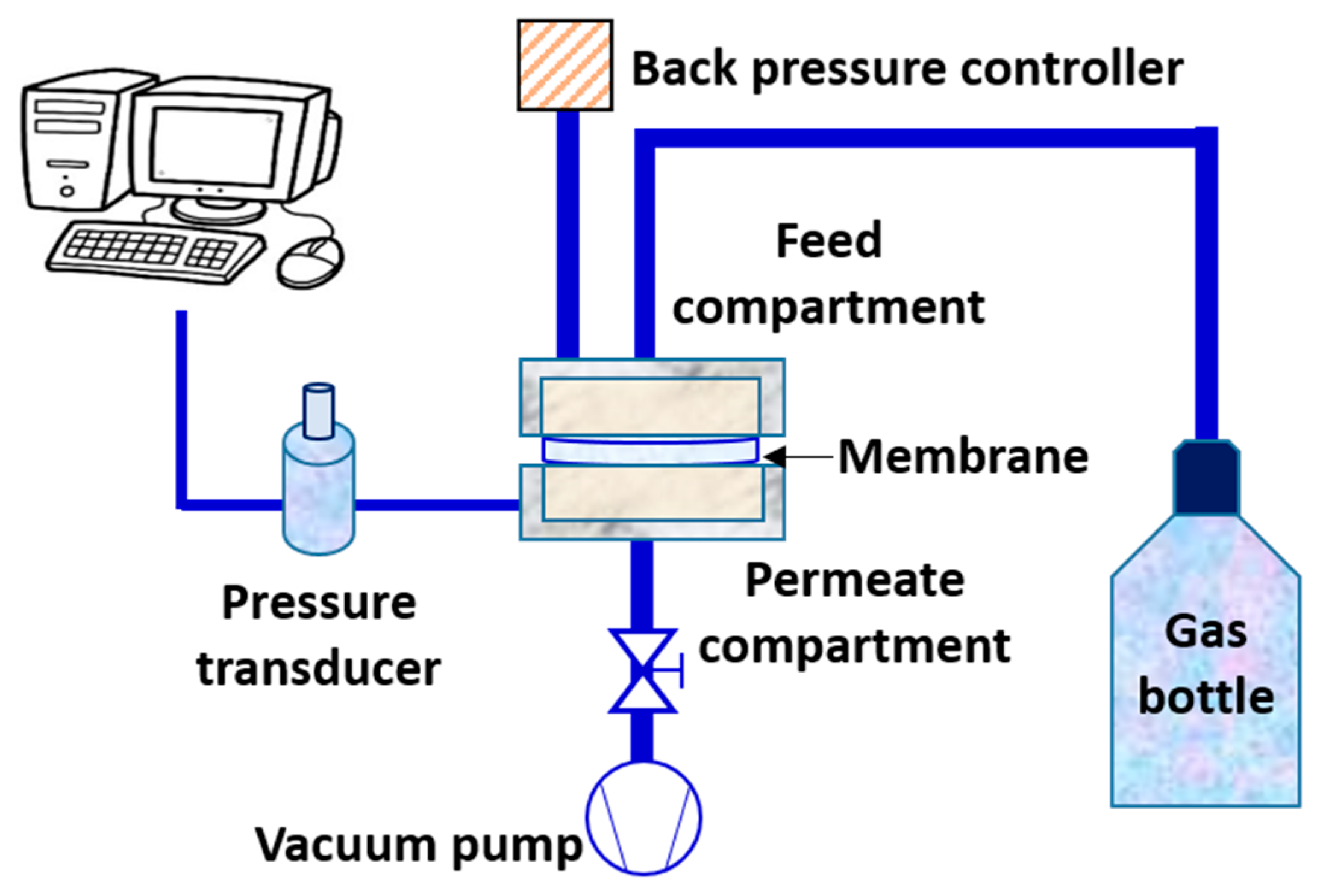
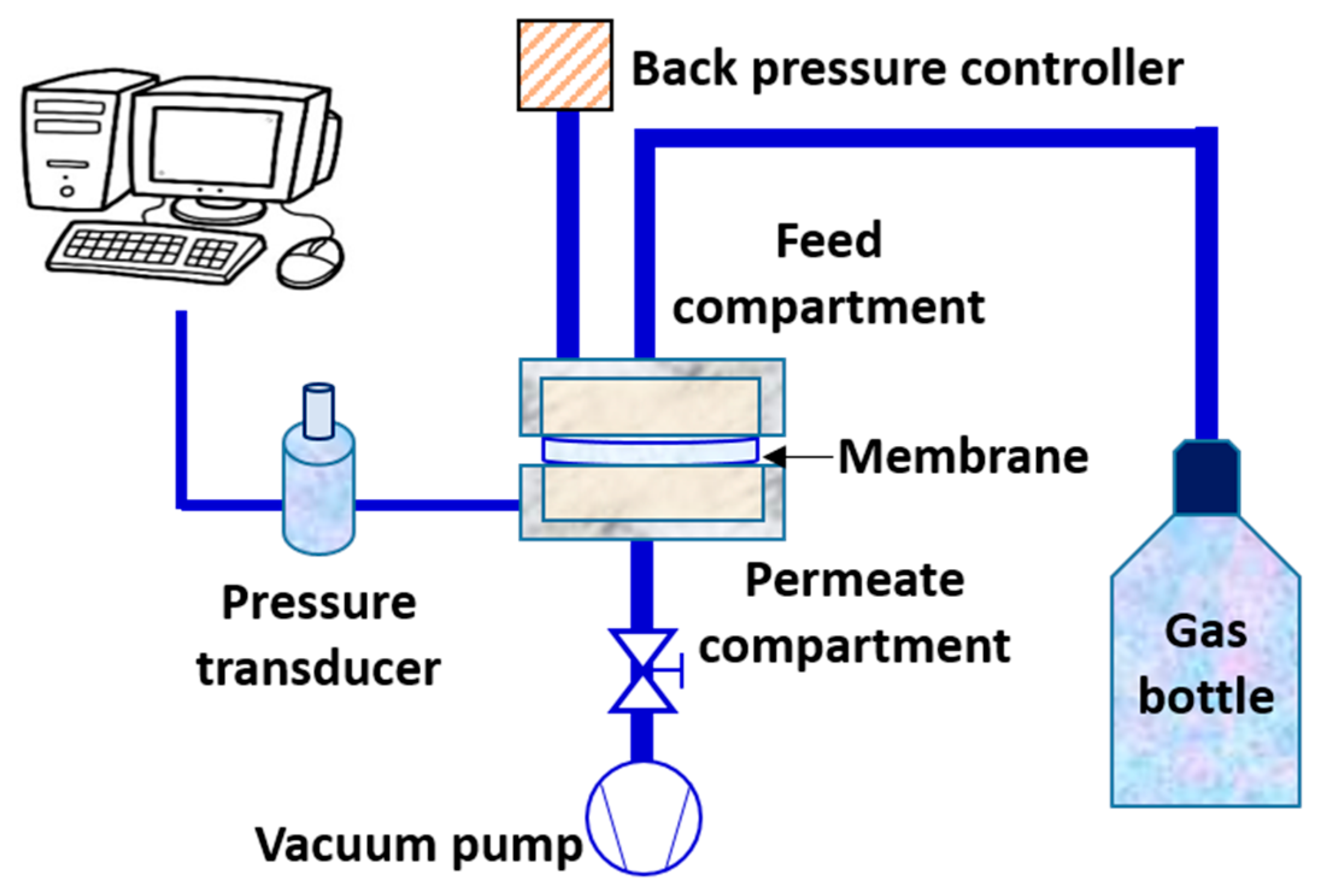
2.7.5. Gas Permeation Studies
2.7.6. Moisture Content
2.7.7. Solubility
2.7.8. Contact Angle Measurements
2.7.9. Antioxidant Activity by Ferric Reduction Antioxidant Power (FRAP) Method
2.7.10. Mechanical Properties
2.7.11. Films’ Morphology
2.7.12. Statistical Analysis
3. Results and Discussion
3.1. Interfacial Tension
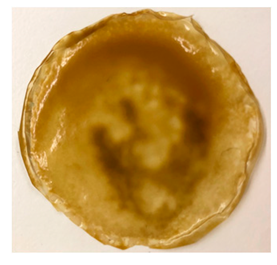
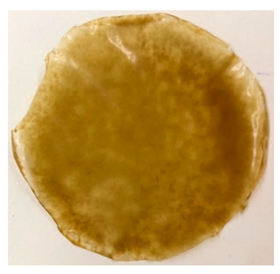
3.2. Visual Appearance of Films
3.2.1. Thickness
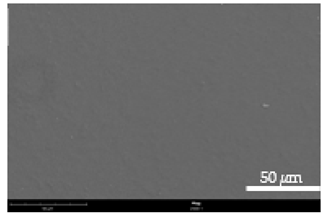
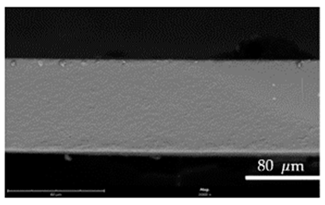
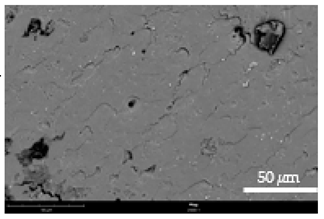
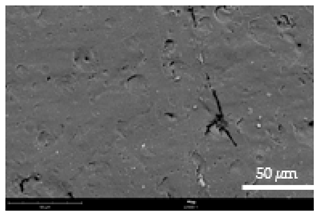
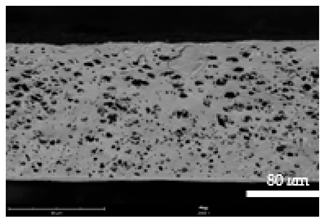
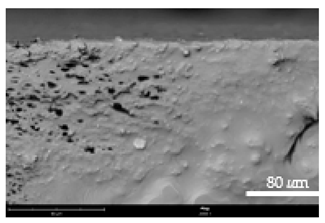
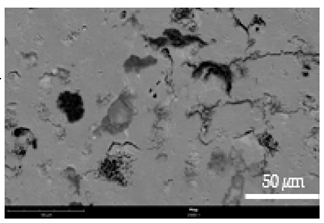
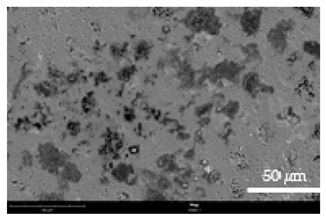
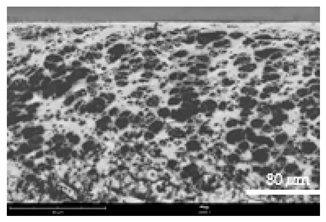
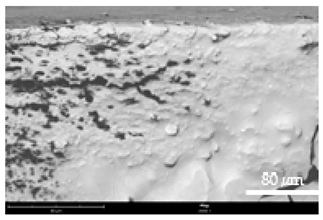
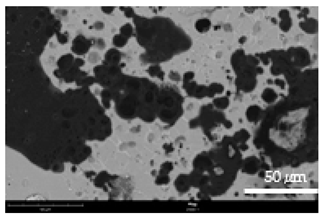
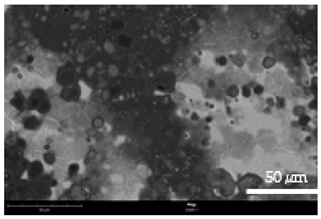
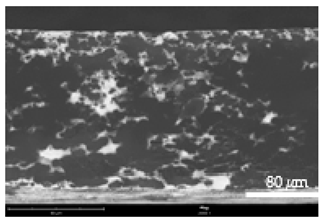
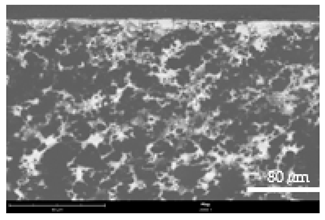
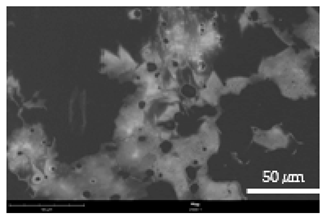
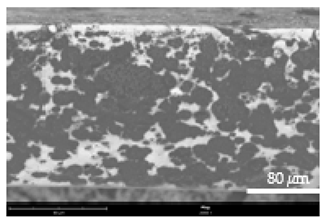
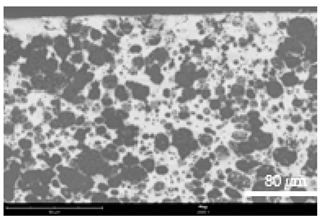
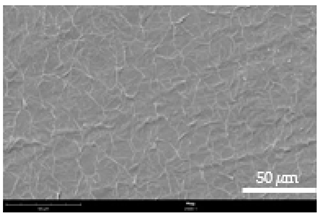
3.2.2. Films Morphology
3.2.3. Colour
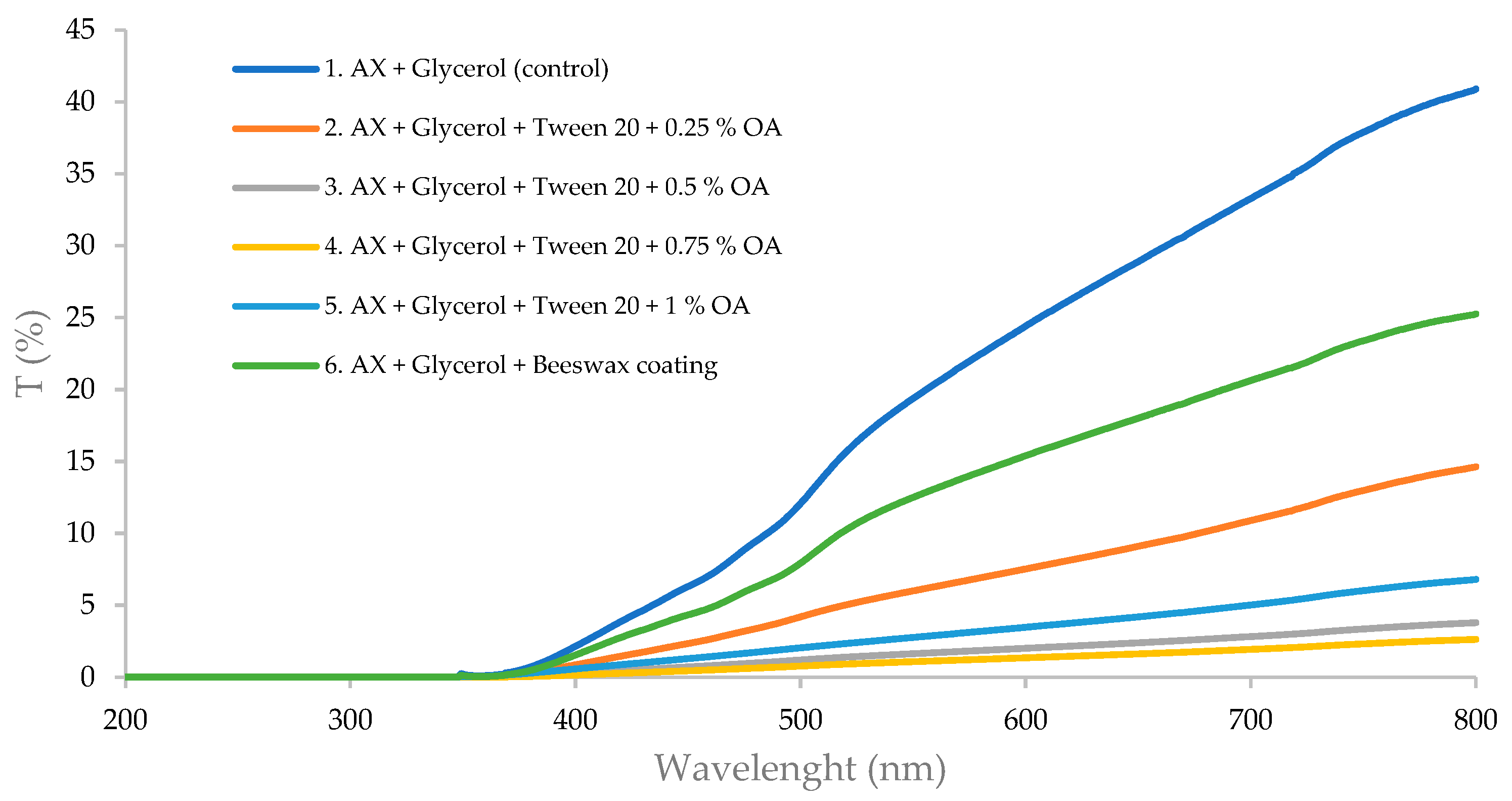
3.2.4. Barrier to UV-vis Radiation
3.2.5. Water Vapour Permeability
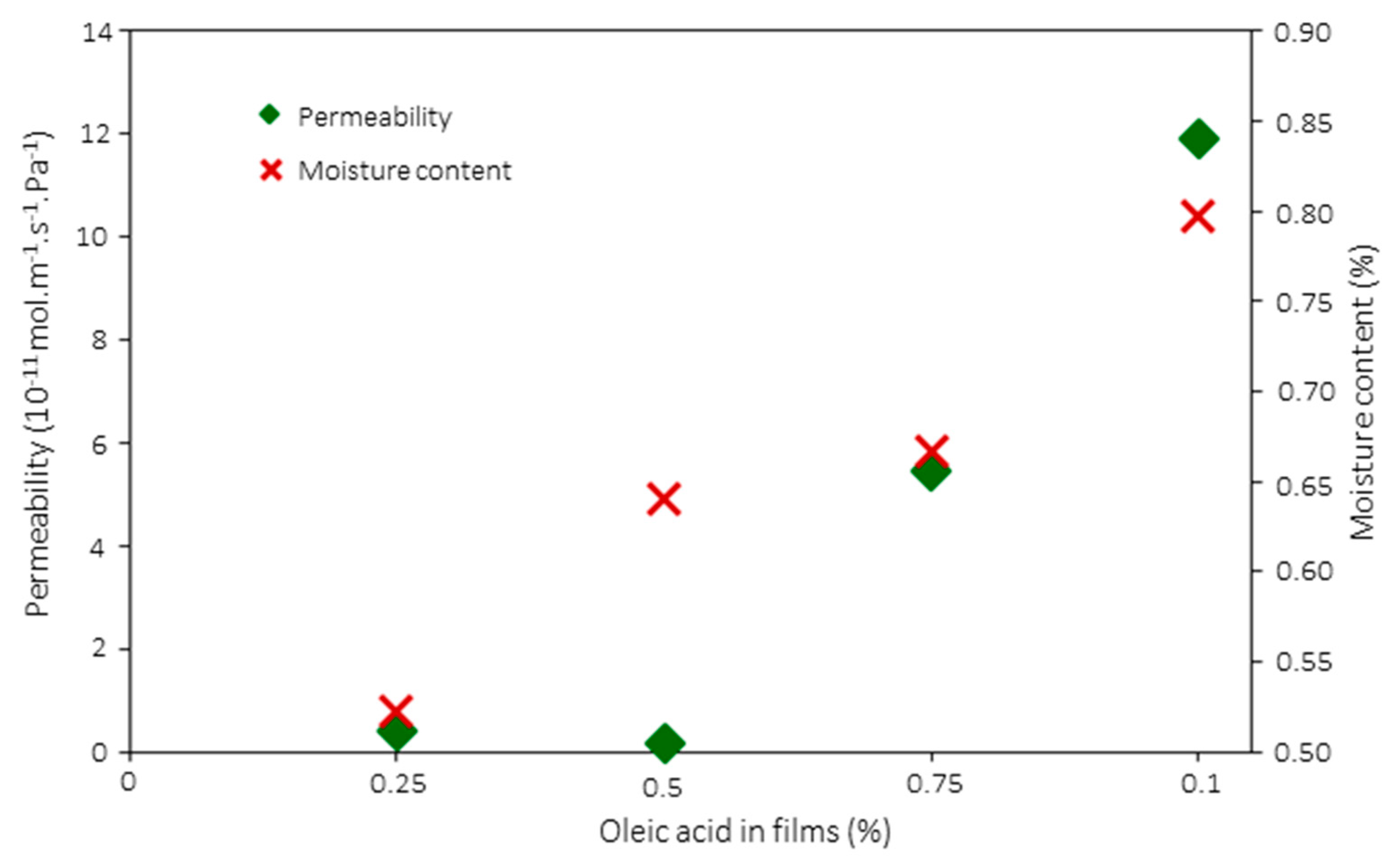
3.2.6. Gas Permeation Studies
3.2.7. Moisture Content
3.2.8. Solubility in Water
3.2.9. Contact Angle Measurements
3.2.10. Antioxidant Activity by Ferric Reduction Antioxidant Power (FRAP) Method
3.2.11. Mechanical Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- National Geographic. Eat Your Food, and the Package Too. Available online: https://www.nationalgeographic.com/environment/future-of-food/food-packaging-plastics-recycle-solutions/ (accessed on 8 October 2020).
- Plastics Europe. Plastics—The Facts. 2019. Available online: https://plasticseurope.org/knowledge-hub/plastics-the-facts-2019/ (accessed on 8 October 2020).
- Plastics Europe. Plastics in Packaging. Available online: https://www.plasticseurope.org/en/about-plastics/packaging (accessed on 6 October 2020).
- Royal Society. Plastics in the Environment. Available online: https://www.royalsociety.org.nz/major-issues-and-projects/plastics (accessed on 6 October 2020).
- Pongrácz, E. The environmental impacts of packaging. In Environmentally Conscious Materials and Chemicals Processing; Kutz, M., Ed.; Wiley: Hoboken, NJ, USA, 2007; pp. 237–278. [Google Scholar] [CrossRef]
- Ferreira, A.R.V.; Alves, V.D.; Coelhoso, I.M. Polysaccharide-based membranes in food packaging applications. Membranes 2016, 6, 22. [Google Scholar] [CrossRef] [PubMed]
- Ritchie, H.; Roser, M. Our World in Data. Available online: https://ourworldindata.org/plastic-pollution (accessed on 8 October 2020).
- Donato, P.D.I.; Poli, A.; Taurisano, V.; Nicolaus, B. Polysaccharides: Applications in Biology and Biotechnology/Polysaccharides from Bioagro-Waste New Biomolecules-Life. In Polysaccharides; Ramawat, K., Mérillon, J.M., Eds.; Springer: Cham, Switzerland, 2014; pp. 1–29. [Google Scholar] [CrossRef]
- Calva-Estrada, S.J.; Jiménez-Fernández, M.; Lugo-Cervantes, E. Protein-Based Films: Advances in the Development of Biomaterials Applicable to Food Packaging. Food Eng. Rev. 2019, 11, 78–92. [Google Scholar] [CrossRef]
- Ferreira, A.R.V.; Bandarra, N.M.; Moldão-Martins, M.; Coelhoso, I.M.; Alves, V.D. FucoPol and chitosan bilayer films for walnut kernels and oil preservation. LWT 2018, 91, 34–39. [Google Scholar] [CrossRef]
- Nešić, A.; Cabrera-Barjas, G.; Dimitrijević-Branković, S.; Davidović, S.; Radovanović, N.; Delattre, C. Prospect of polysaccharide-based materials as advanced food packaging. Molecules 2020, 25, 135. [Google Scholar] [CrossRef]
- Vieira, T.M.; Moldão-Martins, M.; Alves, V.D. Design of chitosan and alginate emulsion-based formulations for the production of monolayer crosslinked edible films and coatings. Foods 2021, 10, 1654. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Aisyah, H.A.; Nordin, A.H.; Ngadi, N.; Zuhri, M.Y.M.; Asyraf, M.R.M.; Sapuan, S.M.; Zainudin, E.S.; Sharma, S.; Abral, H.; et al. Natural-Fiber-Reinforced Chitosan, Chitosan Blends and Their Nanocomposites for Various Advanced Applications. Polymers 2022, 14, 874. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Norrrahim, M.N.F.; Misenan, M.S.M.; Jenol, M.A.; Samsudin, S.A.; Nurazzi, N.M.; Asyraf, M.R.M.; Supian, A.B.M.; Bangar, S.P.; et al. Natural Fiber-Reinforced Polycaprolactone Green and Hybrid Biocomposites for Various Advanced Applications. Polymers 2022, 14, 182. [Google Scholar] [CrossRef]
- Sadeghi, A.; Razavi, S.M.A.; Shaharampour, D. Fabrication and characterization of biodegradable active films with modified morphology based on polycaprolactone-polylactic acid-green tea extract. Int. J. Biol. Macromol. 2022, 205, 341–356. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Aisyah, H.A.; Asyraf, M.R.M.; Hassan, S.A.; Zainudin, E.S.; Sapuan, S.M.; Sharma, S.; Bangar, S.P.; Jumaidin, R.; et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers 2022, 14, 202. [Google Scholar] [CrossRef]
- Velickova, E.; Winkelhausen, E.; Kuzmanova, S.; Alvez, V.D.; Moldão-Martins, M. Impact of chitosan-beeswax edible coatings on the quality of fresh strawberries (Fragaria ananassa cv Camarosa) under commercial storage conditions. LWT 2013, 52, 80–92. [Google Scholar] [CrossRef]
- Yousuf, B.; Sun, Y.; Wu, S. Lipid and Lipid-containing Composite Edible Coatings and Films. Food Rev. Int. 2021, 1–24. [Google Scholar] [CrossRef]
- Mohamed, S.A.A.; El-Sakhawy, M.; El-Sakhawy, M.A.M. Polysaccharides, Protein and Lipid -Based Natural Edible Films in Food Packaging: A Review. Carbohydr. Polym. 2020, 238, 116–178. [Google Scholar] [CrossRef] [PubMed]
- Schädel, C.; Richter, A.; Blöchl, A.; Hoch, G. Hemicellulose concentration and composition in plant cell walls under extreme carbon source-sink imbalances. Physiol. Plant. 2010, 139, 241–255. [Google Scholar] [CrossRef]
- Mendez-Encinas, M.A.; Carvajal-Millan, E.; Rascon-Chu, A.; Astiazaran-Garcia, H.F.; Valencia-Rivera, D.E. Ferulated Arabinoxylans and Their Gels: Functional Properties and Potential Application as Antioxidant and Anticancer Agent. Oxid. Med. Cell. Longev. 2018, 2018, 2314759. [Google Scholar] [CrossRef] [PubMed]
- Börjesson, M.; Westman, G.; Larsson, A.; Ström, A. Thermoplastic and Flexible Films from Arabinoxylan. ACS Appl. Polym. Mater. 2019, 1, 1443–1450. [Google Scholar] [CrossRef]
- Serra, M.; Weng, V.; Coelhoso, I.M.; Alves, V.D.; Brazinha, C. Purification of arabinoxylans from corn fiber and preparation of bioactive films for food packaging. Membranes 2020, 10, 95. [Google Scholar] [CrossRef] [PubMed]
- Péroval, C.; Debeaufort, F.; Despré, D.; Voilley, A. Edible arabinoxylan-based films. 1. Effects of lipid type on water vapor permeability, film structure, and other physical characteristics. J. Agric. Food Chem. 2002, 50, 3977–3983. [Google Scholar] [CrossRef]
- Ali, U.; Bijalwan, V.; Basu, S.; Kesarwani, A.K.; Mazumder, K. Effect of β-glucan-fatty acid esters on microstructure and physical properties of wheat straw arabinoxylan films. Carbohydr. Polym. 2017, 161, 90–98. [Google Scholar] [CrossRef]
- Weng, V.; Brazinha, C.; Coelhoso, I.M.; Alves, V.D. Decolorization of a corn fiber arabinoxylan extract and formulation of biodegradable films for food packaging. Membranes 2021, 11, 321. [Google Scholar] [CrossRef]
- Ferreira, A.R.V.; Torres, C.A.V.; Freitas, F.; Sevrin, C.; Grandfils, C.; Reis, M.A.M.; Alves, V.D.; Coelhoso, I.M. Development and characterization of bilayer films of FucoPol and chitosan. Carbohydr. Polym. 2016, 147, 8–15. [Google Scholar] [CrossRef]
- Aguirre-Loredo, R.Y.; Rodríguez-Hernández, A.I.; Chavarría-Hernández, N. Physical properties of emulsified films based on chitosan and oleic acid. CYTA—J. Food 2014, 12, 305–312. [Google Scholar] [CrossRef]
- Chen, G.; Zhang, B.; Zhao, J. Dispersion process and effect of oleic acid on properties of cellulose sulfate-oleic acid composite film. Materials 2015, 8, 2346–2360. [Google Scholar] [CrossRef]
- Moreirinha, C.; Vilela, C.; Silva, N.H.C.S.; Pinto, R.J.B.; Almeida, A.; Rocha, M.A.M.; Coelho, E.; Coimbra, M.A.; Silvestre, A.J.D.; Freire, C.S.R. Antioxidant and antimicrobial films based on brewers spent grain arabinoxylans, nanocellulose and feruloylated compounds for active packaging. Food Hydrocoll. 2020, 108, 105836. [Google Scholar] [CrossRef]
- Bajić, M.; Ročnik, T.; Oberlintner, A.; Scognamiglio, F.; Novak, U.; Likozar, B. Natural plant extracts as active components in chitosan-based films: A comparative study. Food Packag. Shelf Life 2019, 21, 100365. [Google Scholar] [CrossRef]
- Alves, V.D.; Costa, N.; Coelhoso, I.M. Barrier properties of biodegradable composite films based on kappa-carrageenan/pectin blends and mica flakes. Carbohydr. Polym. 2010, 79, 269–276. [Google Scholar] [CrossRef]
- Velickova, E.; Winkelhausen, E.; Kuzmanova, S.; Moldão-Martins, M.; Alves, V.D. Characterization of multilayered and composite edible films from chitosan and beeswax. Packag. Technol. Sci. 2013, 21, 83–93. [Google Scholar] [CrossRef]
- Weller, C.L.; Gennadios, A.; Saraiva, R.A.; Weller, C.L.; Saraiva, R.A. Edible Bilayer Films from Zein and Grain Sorghum Wax or Carnauba Wax. LWT 1998, 21, 279–285. [Google Scholar] [CrossRef]
- Slavutsky, A.M.; Gamboni, J.E.; Bertuzzi, M.A. Formulation and characterization of bilayer films based on Brea gum and Pectin. Braz. J. Food Technol. 2018, 21. [Google Scholar] [CrossRef]
- Cazón, P.; Velazquez, G.; Ramírez, J.A.; Vázquez, M. Polysaccharide-based films and coatings for food packaging: A review. Food Hydrocoll. 2017, 68, 136–148. [Google Scholar] [CrossRef]
- Gontard, N.; Thibault, R.; Cuq, B.; Guilbert, S. Influence of Relative Humidity and Film Composition on Oxygen and Carbon Dioxide Permeabilities of Edible Films. J. Agric. Food Chem. 1996, 44, 1064–1069. [Google Scholar] [CrossRef]
- Ghasemlou, M.; Khodaiyan, F.; Oromiehie, A.; Yarmand, M.S. Characterization of edible emulsified films with low affinity to water based on kefiran and oleic acid. Int. J. Biol. Macromol. 2011, 49, 378–384. [Google Scholar] [CrossRef] [PubMed]
- Yu, H.; Gong, L.; Qu, Z.; Hao, P.; Liu, J.; Fu, L. Wettability enhancement of hydrophobic artificial sandstones by using the pulsed microwave plasma jet. Colloids Interface Sci. Commun. 2020, 36, 100266. [Google Scholar] [CrossRef]
- Fabra, M.J.; Talens, P.; Gavara, R.; Chiralt, A. Barrier properties of sodium caseinate films as affected by lipid composition and moisture content. J. Food Eng. 2012, 109, 372–379. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | AX (w/v) | Glycerol (w/w, AX basis) | Tween 20 (w/w) | Oleic Acid (w/w) | Beeswax Coating |
|---|---|---|---|---|---|
| 1 | 2% | 30% | - | - | - |
| 2 | 2% | 30% | 1% | 0.25% | - |
| 3 | 2% | 30% | 1% | 0.5% | - |
| 4 | 2% | 30% | 1% | 0.75% | - |
| 5 | 2% | 30% | 1% | 1% | - |
| 6 | 2% | 30% | - | - | x |
| Sample | γ (mN/m) |
|---|---|
| 13.32 ± 0.02 f |
| 1.41 ± 0.24 a,b |
| 1.02 ± 0.41 a,c |
| 4.36 ± 0.5 e |
| 2.41± 0.32 d |
| 1.49 ± 0.18 b |
| 1.34 ± 0.22 a,b |
| 1.09 ± 0.16 a,b,c |
| 1.06 ± 0.27 a,b,c |
| 0.84 ± 0.13 c |
| Sample | Image | Sample | Image |
|---|---|---|---|
|  |
|  |
|  |
|  |
|  |
|  |
| Sample | Thickness (μm) |
|---|---|
| 101 ± 12.3 a |
| 156.4 ± 23.9 b |
| 213.2 ± 45.5 d |
| 302.1 ± 30.1 c |
| 301.6 ± 50.3 c |
| 105.8 ± 25 a |
| Sample | Surface | Cross-Section | ||
|---|---|---|---|---|
| Homogeneous Areas of the Film | Heterogeneous Areas of the Film | Homogeneous Areas of the Film | Heterogeneous Areas of the Film | |
|  |  | ||
|  |  |  |  |
|  |  |  |  |
|  |  |  |  |
|  |  |  |  |
|  |  | ||
| Sample | L* | a* | b* | h° | C* | ΔE*ab |
|---|---|---|---|---|---|---|
| 77.17 ± 1.15 b | 1,63 ± 0.43 a | 40.52 ± 1.29 a | 88.03 ± 0.83 a | 40.58 ± 1.28 b,c | 41.31 ± 1.43 a |
| 73.67 ± 1.59 c | 2.23 ± 0.73 a | 39.81 ± 1.02 a,c | 86.8 ± 1 a | 39.89 ± 1.03 a,b,c | 42.1 ± 1.58 a |
| 69.92 ± 1.54 a | 3.93 ± 0.45 b | 38.63 ± 0.63 b,c | 84.02 ± 0.85 c | 38.84 ± 0.62 a,b | 43.27 ± 1 a |
| 69.55 ± 2.14 a | 4.56 ± 1.05 b | 37.68 ± 0.74 b | 87.71 ± 1.83 b | 38.49 ± 0.89 a | 42.8 ± 1.9 a |
| 69.33 ± 1.4 a | 4.22 ± 0.34 b | 32.82 ± 0.78 d | 82.72 ± 0.67 b,c | 33.43 ± 0.77 d | 39.09 ± 0.82 a |
| 76.64 ± 1.36 b | 2.21 ± 0.63 a | 40.36 ± 1.48 a | 87.12 ± 1 a | 40.41 ± 1.82 c | 40.35 ± 1.86 a |
| Sample | WVP (10−11 mol/m·s·Pa) |
|---|---|
| 5.18 ± 0.47 b |
| 6.55 ± 0.66 b |
| 13.44 ± 2.40 a |
| 11.65 ± 1.73 a |
| 14.41 ± 1.84 a |
| 0.58 ± 0.06 c |
| Sample | MC (%) |
|---|---|
| 7.37 ± 0.40 b,c |
| 5.23 ± 0.02 d |
| 6.41 ± 0.4 a |
| 6.67 ± 0.63 a,b |
| 7.97 ± 0.58 c |
| 10.9 ± 0.06 e |
| Sample | θ (°) |
|---|---|
| 82.87 ± 5.16 c |
| 36.97 ± 1.87 b |
| 48.62 ± 6.57 a |
| 49.17 ± 1.9 a |
| 48.22 ± 2.52 a |
| 92.43 ± 3.92 d |
| Sample | Antioxidant Activity (10−5 mmol Trolox/mg Film) |
|---|---|
| 5.87 ± 0.33 b |
| 3.87 ± 0.35 a |
| 3.84 ± 0.29 a |
| 3.29 ± 0.25 a |
| 3.27 ± 0.13 a |
| 5.33 ± 0.24 b |
| Sample | Thickness (μm) | σ (MPa) | ε | E (MPa) |
|---|---|---|---|---|
| 101 ± 12.3 a | 1.67 ± 0.47 b | 4.77 ± 1.04 c | 42.06 ± 9.54 c |
| 156.4 ± 23.9 b | 1.91 ± 0.28 b | 1.24 ± 0.27 a | 2.24 ± 0.38 a |
| 213.2 ± 45.5 d | 0.29 ± 0.07 a | 1.69 ± 0.48 a | 0.78 ± 0.3 a |
| 302.1 ± 30.1 c | 0.15 ± 0.08 a | 1.21 ± 0.28 a | 0.4 ± 0.15 a |
| 301.6 ± 50.3 c | 3.41 × 10−4 ± 9.53 × 10−5 a | 1.08 ± 0.11 a,b | 6.03 × 10−4 ± 1.68 × 10−4 a |
| 105.8 ± 25 a | 4.11 ± 0.63 c | 0.62 ± 0.11 b | 15.96 ± 1.96 b |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Salvada, J.; Alke, B.; Brazinha, C.; Alves, V.D.; Coelhoso, I.M. Development and Characterisation of Arabinoxylan-Based Composite Films. Coatings 2022, 12, 813. https://doi.org/10.3390/coatings12060813
Salvada J, Alke B, Brazinha C, Alves VD, Coelhoso IM. Development and Characterisation of Arabinoxylan-Based Composite Films. Coatings. 2022; 12(6):813. https://doi.org/10.3390/coatings12060813
Chicago/Turabian StyleSalvada, Joana, Bhavna Alke, Carla Brazinha, Vítor D. Alves, and Isabel M. Coelhoso. 2022. "Development and Characterisation of Arabinoxylan-Based Composite Films" Coatings 12, no. 6: 813. https://doi.org/10.3390/coatings12060813
APA StyleSalvada, J., Alke, B., Brazinha, C., Alves, V. D., & Coelhoso, I. M. (2022). Development and Characterisation of Arabinoxylan-Based Composite Films. Coatings, 12(6), 813. https://doi.org/10.3390/coatings12060813